Mechanical Characteristics and Adhesion of Glass-Kevlar Hybrid Composites by Applying Different Ratios of Epoxy in Lamination

 ,
, 
 ,
,
Abstract
:1. Introduction
2. Experimental Work
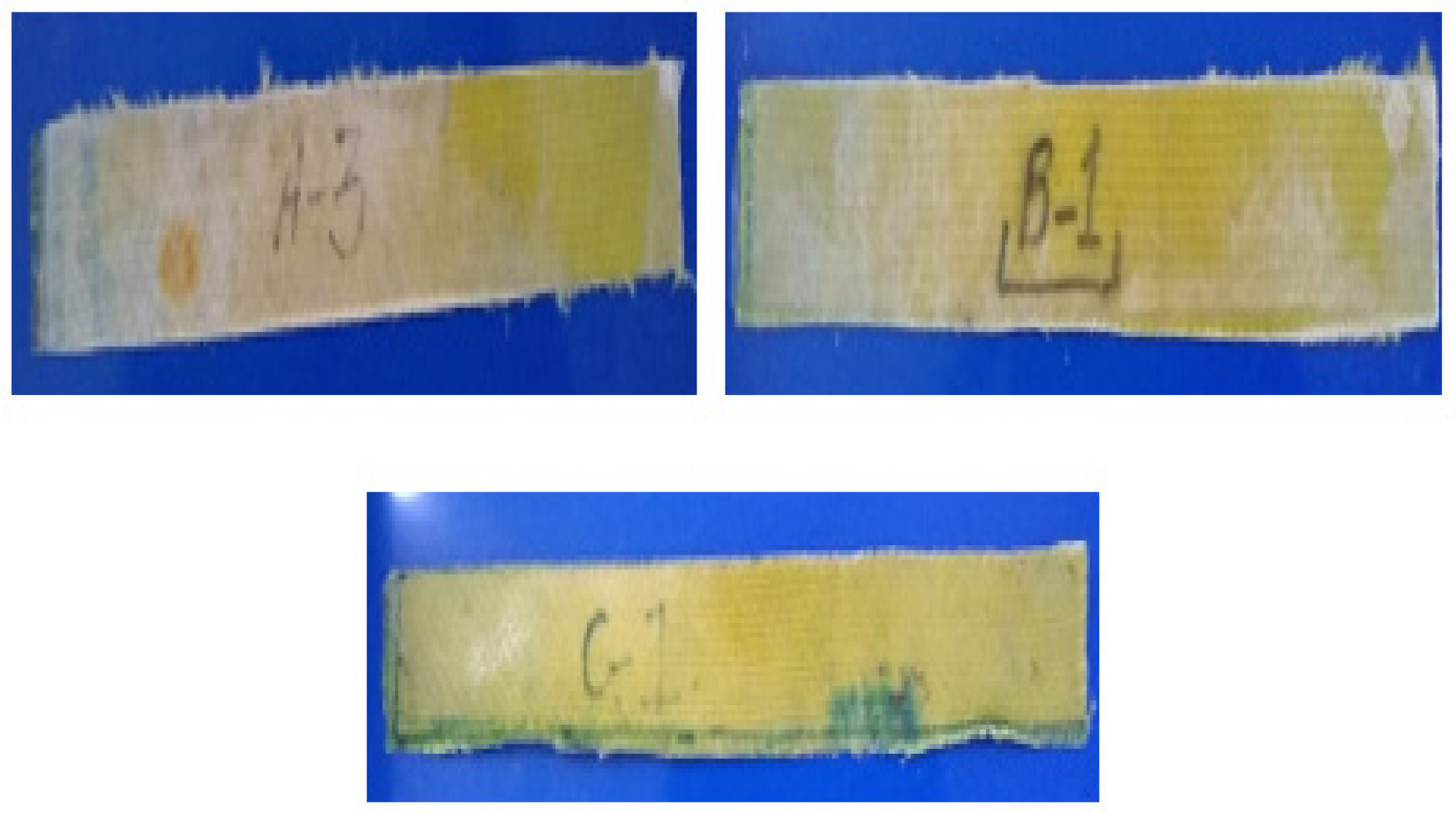
2.1. Preparation of Specimens
2.2. Tensile Test
2.3. Peel Test
2.3.1. Sample Preparation
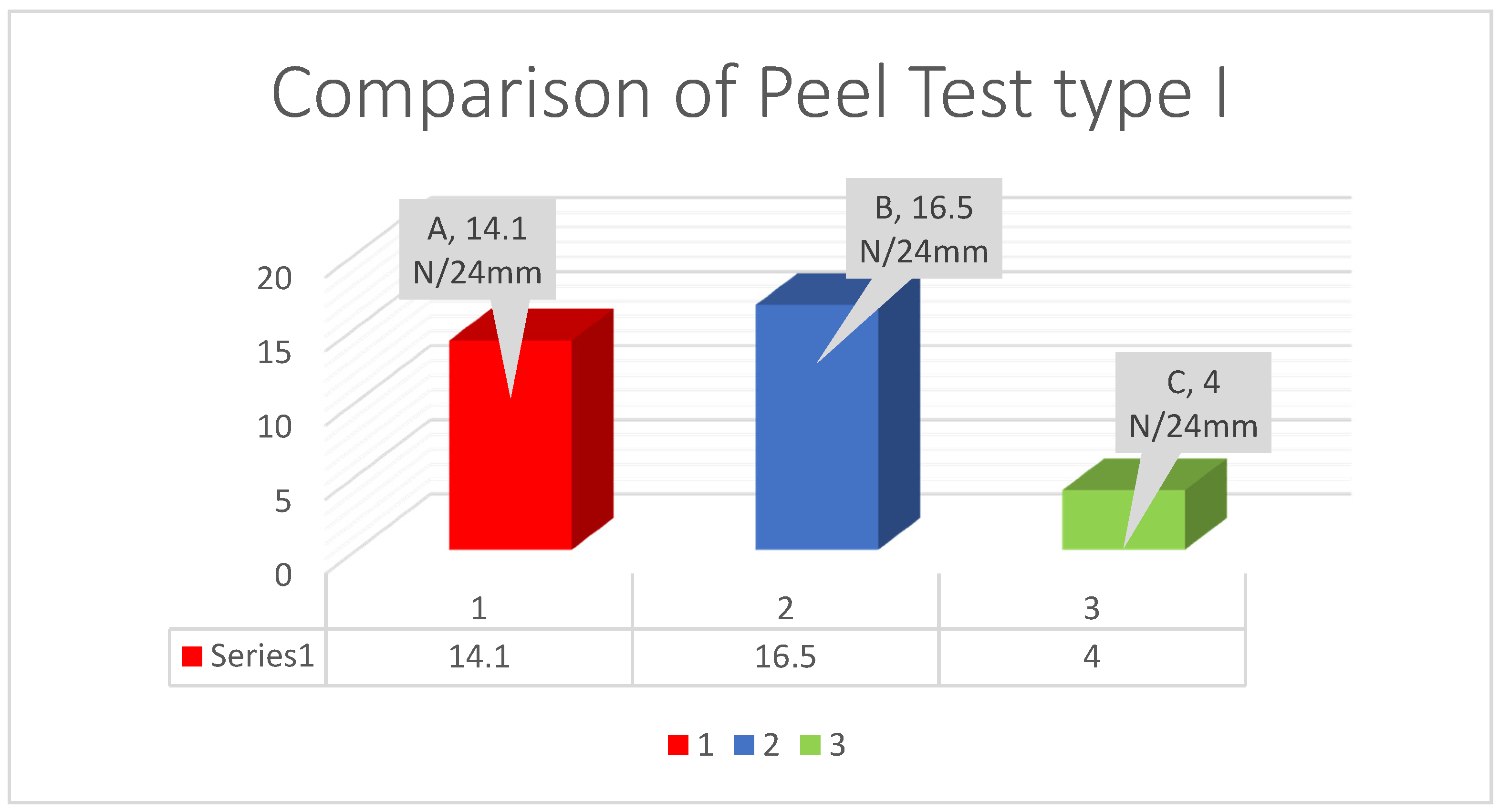
2.3.2. Type I: When Glass Fiber Is Clamped on Both Upper and Lower Jaws of the UTM for Debonding
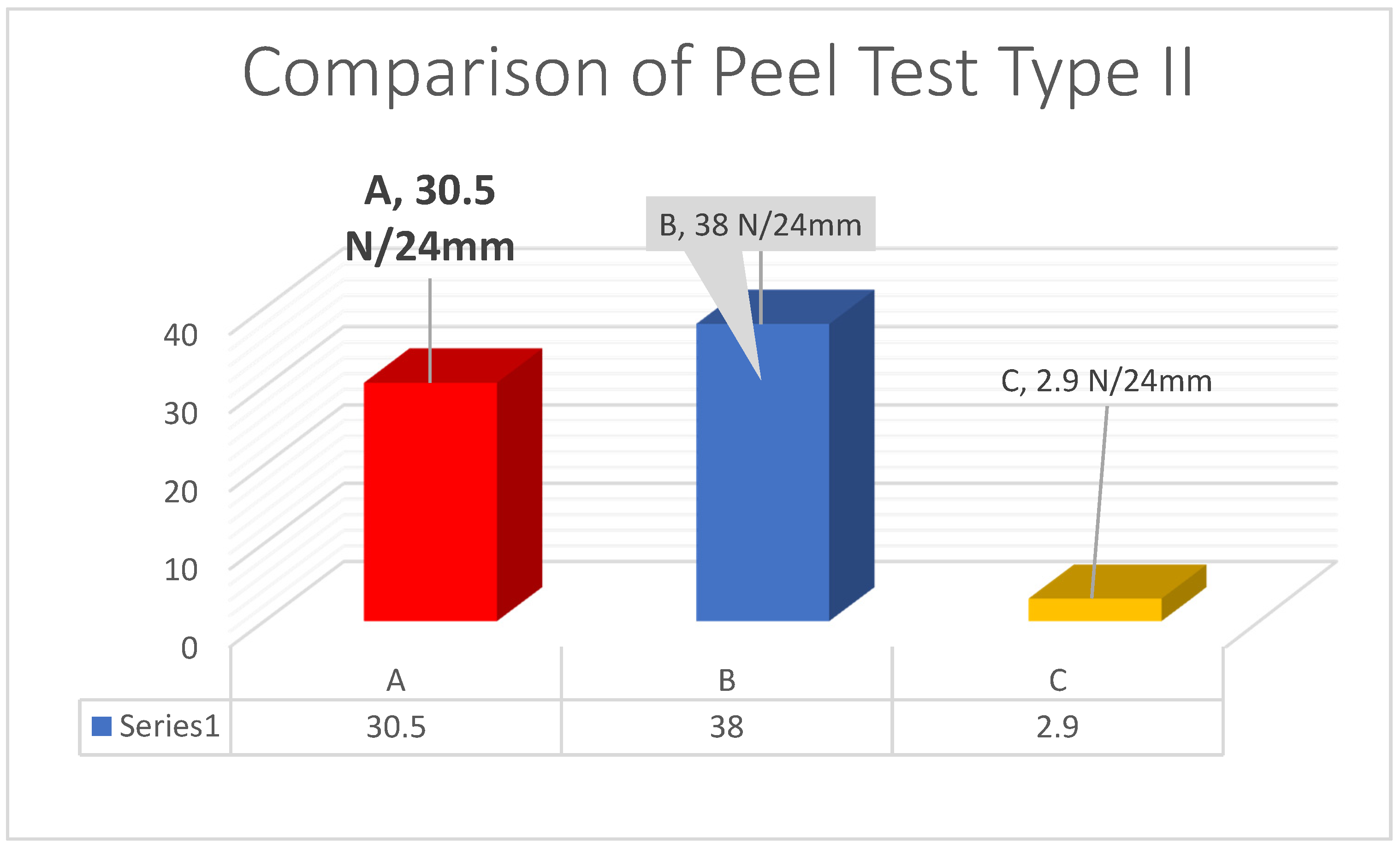
2.3.3. Type II: When Glass Fiber Is Clamped on the Upper Jaw and Kevlar Is Clamped on the Lower Jaw of the UTM for Debonding
3. Hardness Test
4. Density Test
5. Water Absorption Test
Measurements
6. Results and Discussion
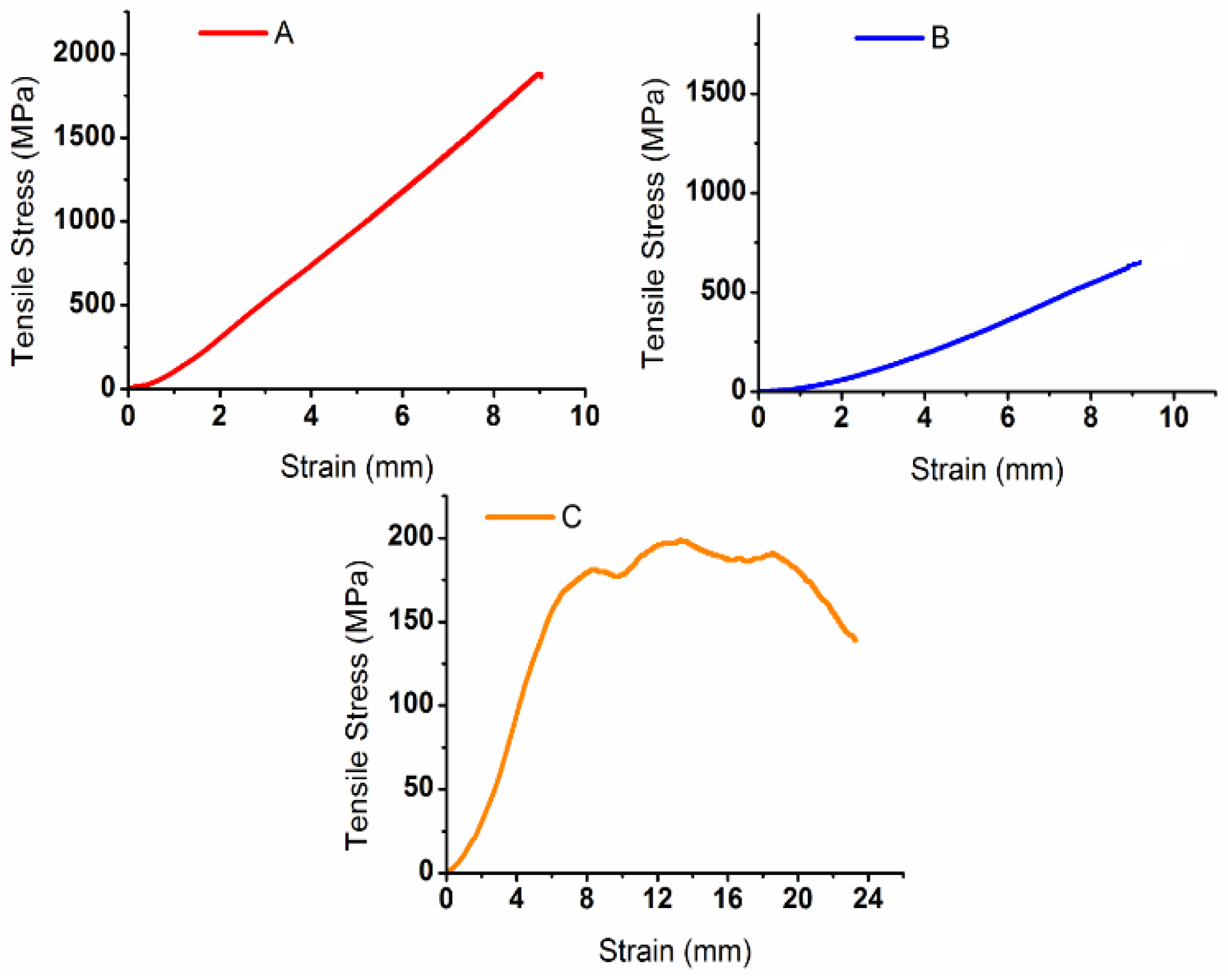
6.1. Tensile Test
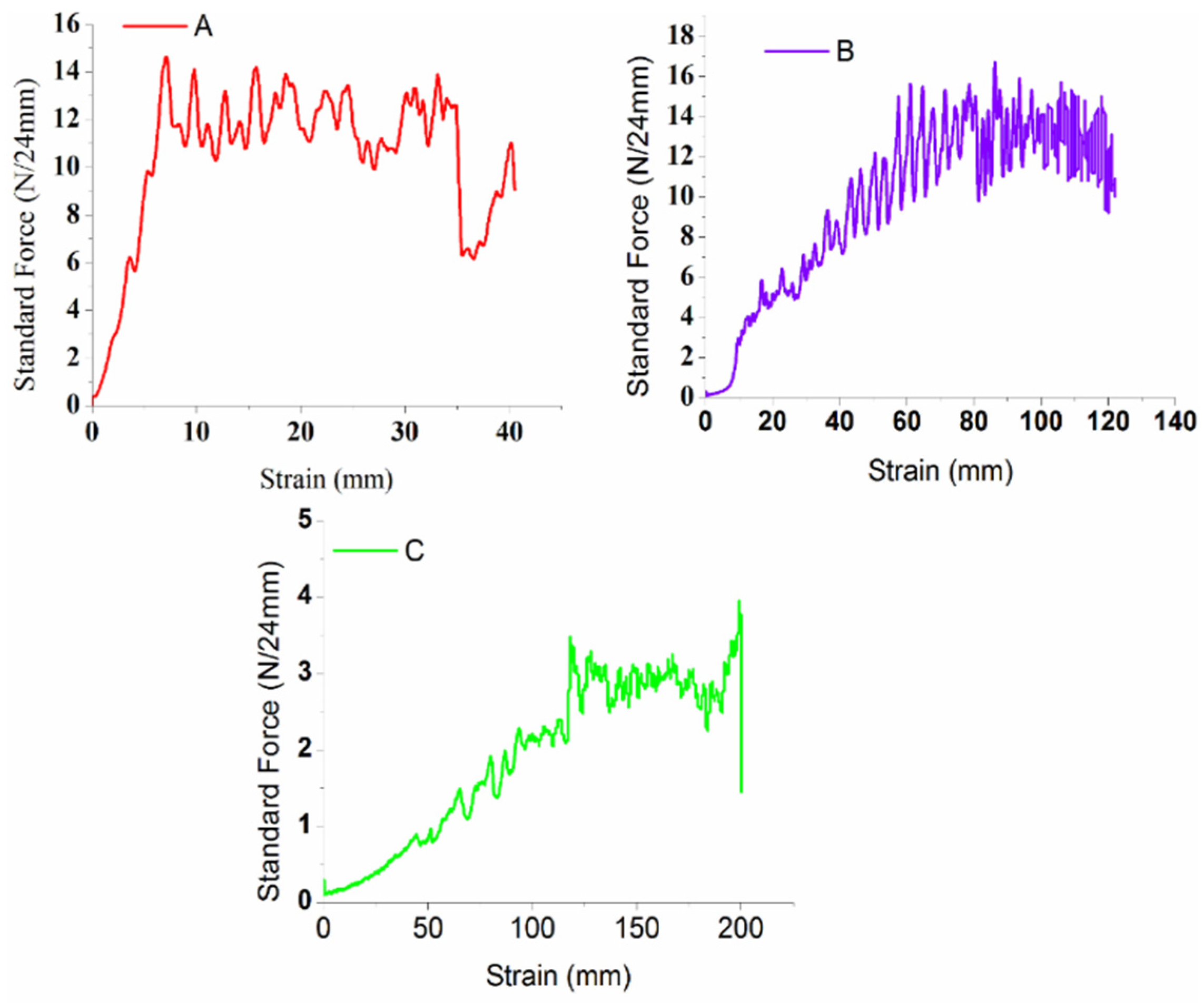
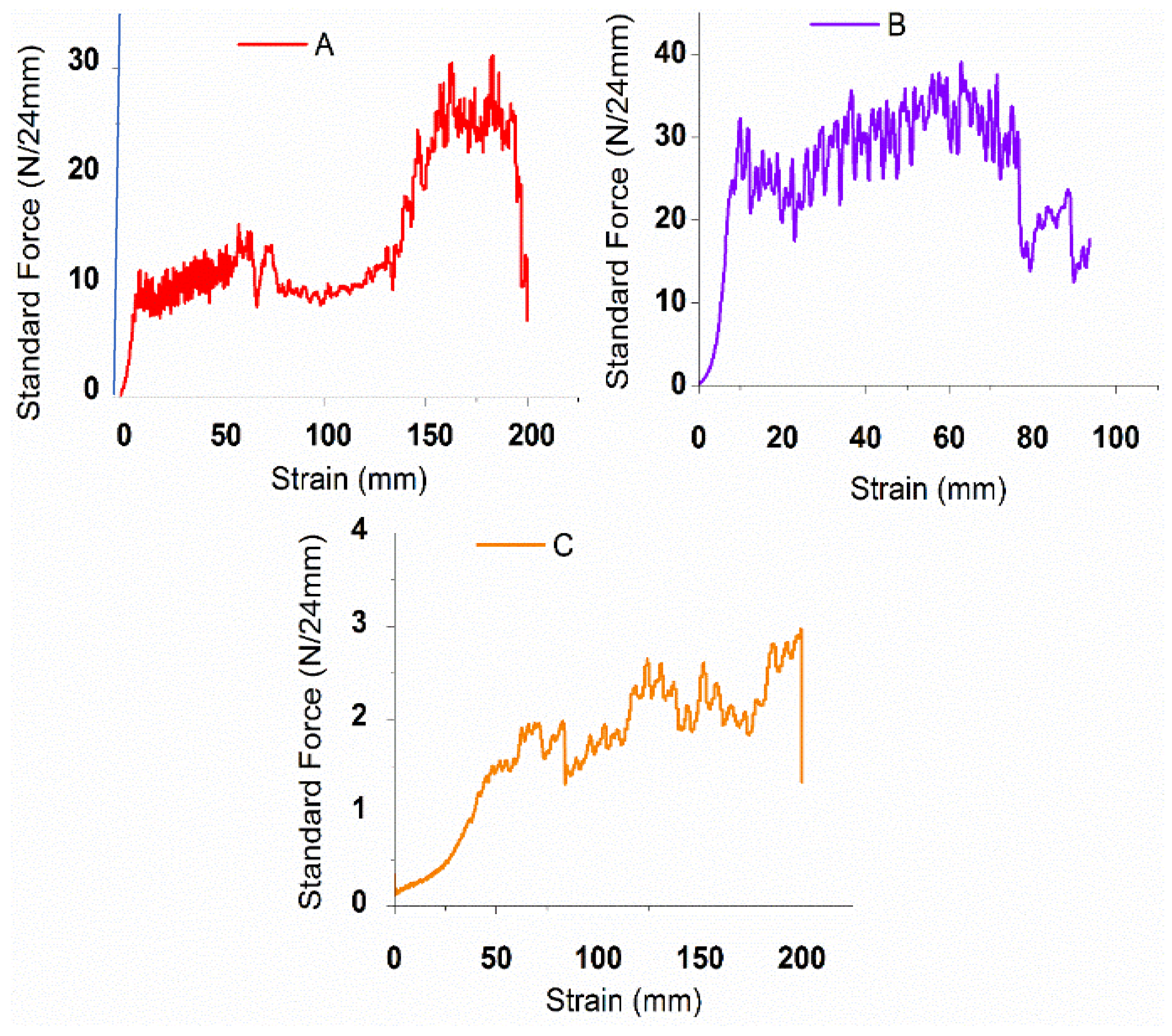
6.2. Peel Test
6.3. Hardness Test
6.4. Density Test
6.5. Water Absorption Test
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chavali, M.; Palanisamy, P.; Nikolova, M.P.; Wu, R.-J.; Tadiboyina, R.; Rao, P.P. Inorganic composites in biomedical engineering. In Materials for Biomedical Engineering; Elsevier: Amsterdam, The Netherlands, 2019; pp. 47–80. [Google Scholar]
- Atiqah, A.; Chandrasekar, M.; Kumar, T.S.M.; Senthilkumar, K.; Ansari, M.N. Characterization and interface of natural and synthetic hybrid composites. Encycl. Renew. Sustain. Mater. 2020, 389–400. [Google Scholar] [CrossRef]
- Kashif, M.; Ngaini, Z.; Harry, A.V.; Vekariya, R.L.; Ahmad, A.; Zuo, Z.; Alarifi, A. An experimental and DFT study on novel dyes incorporated with natural dyes on titanium dioxide (TiO2) towards solar cell application. Appl. Phys. A 2020, 126, 1–13. [Google Scholar] [CrossRef]
- Ahmad, A.; Jini, D.; Aravind, M.; Parvathiraja, C.; Ali, R.; Kiyani, M.Z.; Alothman, A. A novel study on synthesis of egg shell based activated carbon for degradation of methylene blue via photocatalysis. Arab. J. Chem. 2020, 13, 8717–8722. [Google Scholar] [CrossRef]
- Zhang, X.Z.; Xu, P.H.; Liu, G.W.; Ahmad, A.; Chen, X.H.; Zhu, Y.L.; Qiao, G.J. Synthesis, characterization and wettability of Cu-Sn alloy on the Si-implanted 6H-SiC. Coatings 2020, 10, 906. [Google Scholar] [CrossRef]
- Aravind, M.; Ahmad, A.; Ahmad, I.; Amalanathan, M.; Naseem, K.; Mary, S.M.M.; Zubair, M. Critical green routing synthesis of silver NPs using jasmine flower extract for biological activities and photocatalytical degradation of methylene blue. J. Environ. Chem. Eng. 2020, 9, 104877. [Google Scholar] [CrossRef]
- Hussain, S.; Khan, A.J.; Arshad, M.; Javed, M.S.; Ahmad, A.; Shah, S.S.A.; Khan, M.R.; Akram, S.; Zulfiqar; Ali, S.; et al. Charge storage in binder-free 2D-hexagonal CoMoO4 nanosheets as a redox active material for pseudocapacitors. Ceram. Int. 2020. [Google Scholar] [CrossRef]
- Saleem, M.; Irfan, M.; Tabassum, S.; Alothman, Z.; Javed, M.S.; Hussain, S.; Zubair, M. Experimental and theoretical study of highly porous lignocellulose assisted metal oxide photoelectrodes for dye-sensitized solar cells. Arab. J. Chem. 2020, 14, 102937. [Google Scholar] [CrossRef]
- Naseem, K.; Zia Ur Rehman, M.; Ahmad, A.; Dubal, D.; AlGarni, T.S. Plant extract induced biogenic preparation of silver nanoparticles and their potential as catalyst for degradation of toxic dyes. Coatings 2020, 10, 1235. [Google Scholar] [CrossRef]
- Madkour, L.H. Nanoelectronic Materials: Fundamentals and Applications; Springer: Berlin/Heidelberg, Germany, 2019; Volume 116. [Google Scholar]
- Zhan, M.; Hussain, S.; AlGarni, T.S.; Shah, S.; Liu, J.; Zhang, X.; Liu, G. Facet controlled polyhedral ZIF-8 MOF nanostructures for excellent NO2 gas-sensing applications. Mater. Res. Bull. 2021, 136, 111133. [Google Scholar] [CrossRef]
- Kashif, M.; Jaafar, E.; Bhadja, P.; Low, F.W.; Sahari, S.K.; Hussain, S.; Al-Tamrah, S.A. Effect of potassium permanganate on morphological, structural and electro-optical properties of graphene oxide thin films. Arab. J. Chem. 2020, 14, 102953. [Google Scholar] [CrossRef]
- Tang, L.; Dang, J.; He, M.; Li, J.; Kong, J.; Tang, Y.; Gu, J. Preparation and properties of cyanate-based wave-transparent laminated composites reinforced by dopamine/POSS functionalized Kevlar cloth. Compos. Sci. Technol. 2019, 169, 120–126. [Google Scholar] [CrossRef]
- Pandey, J.; Nagarajan, V.; Mohanty, A.K.; Misra, M. Commercial potential and competitiveness of natural fiber composites. In Biocomposites; Elsevier: Amsterdam, The Netherlands, 2015; pp. 1–15. [Google Scholar]
- Ahmad, A.; Mubharak, N.M.; Naseem, K.; Tabassum, H.; Rizwan, M.; Najda, A.; Hussain, S. Recent advancement and development of chitin and chitosan-based nanocomposite for drug delivery: Critical approach to clinical research. Arab. J. Chem. 2020, 13, 8935–8964. [Google Scholar] [CrossRef]
- Reis, P.N.; Neto, M.A.; Amaro, A.M. Effect of the extreme conditions on the tensile impact strength of GFRP composites. Compos. Struct. 2018, 188, 48–54. [Google Scholar] [CrossRef]
- Mustafa, E.H.B.; Dyadyura, K.; Jan, V.; Harničárová, M.; Zajac, J.; Modrák, V.; Pandová, I.; Vrábel, P.; Nováková-Marcinčínová, E.; Pavelek, Z. Manufacturing Technology of Composite Material Structure; Sudan University of Science and Technology: Khartoum, Sudan, 2017. [Google Scholar]
- Xiong, J.; Du, Y.; Mousanezhad, D.; Asl, M.E.; Norato, J.; Vaziri, A. Sandwich structures with prismatic and foam cores: A review. Adv. Eng. Mater. 2019, 21, 1800036. [Google Scholar] [CrossRef] [Green Version]
- Kwonpongsagoon, S.; Jareemit, S.; Kanchanapiya, P. Environmental impacts of recycled nonmetallic fraction from waste printed circuit board. Int. J. Geomate 2017, 12, 8–14. [Google Scholar] [CrossRef]
- Qi, L.; Ju, L.; Zhou, J.; Li, S.; Zhang, T.; Tian, W. Tensile and fatigue behavior of carbon fiber reinforced magnesium composite fabricated by liquid-solid extrusion following vacuum pressure infiltration. J. Alloys Compd. 2017, 721, 55–63. [Google Scholar] [CrossRef]
- Pervaiz, M.; Ahmad, I.; Yousaf, M.; Kirn, S.; Munawar, A.; Saeed, Z.; Rashid, A. Synthesis, spectral and antimicrobial studies of amino acid derivative Schiff base metal (Co, Mn, Cu, and Cd) complexes. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2019, 206, 642–649. [Google Scholar] [CrossRef]
- Rajesh Kumar, G.; Hariharan, V.; Saravanakumar, S.S. Enhancing the free vibration characteristics of epoxy polymers using sustainable phoenix Sp. fibers and nano-clay for machine tool applications. J. Nat. Fibers 2019, 1–8. [Google Scholar] [CrossRef]
- Kabir, S.M.F.; Mathur, K.; Seyam, A.M. A critical review on 3D printed continuous fiber-reinforced composites: History, mechanism, materials and properties. Compos. Struct. 2020, 232, 111476. [Google Scholar] [CrossRef]
- Anjum, N.; Suresha, B.; Prasad, S.L.A. Influence of Water ageing on mechanical properties of CaCO3 filler filled epoxy resin and sansevieria/carbon fiber reinforced composites. Open J. Compos. Mater. 2019, 9, 1–20. [Google Scholar] [CrossRef] [Green Version]
- Liu, M.; Rohde, B.J.; Krishnamoorti, R.; Robertson, M.L.; Dawood, M. Bond behavior of epoxy resin–polydicyclopentadiene phase separated interpenetrating networks for adhering carbon fiber reinforced polymer to steel. Polym. Eng. Sci. 2019, 60, 104–112. [Google Scholar] [CrossRef]
- de Souza, L.C.; Rodrigues, N.S.; Cunha, D.A.; Feitosa, V.P.; Santiago, S.L.; Reis, A.; Loguercio, A.D.; Paris, T.; Saboia, V.d.A.; Perdigao, J. Two-year clinical evaluation of proanthocyanidins added to a two-step etch-and-rinse adhesive. J. Dent. 2019, 81, 7–16. [Google Scholar] [CrossRef] [PubMed]
- Braga, R.; Magalhaes, P., Jr. Analysis of the mechanical and thermal properties of jute and glass fiber as reinforcement epoxy hybrid composites. Mater. Sci. Eng. C 2015, 56, 269–273. [Google Scholar] [CrossRef] [PubMed]
- Jusoh, M.S.M.; Yahya, M.Y.; Hussein, N.I.S. The effect of fibre layering pattern in resisting bending loads of natural fibre-based hybrid composite materials. In MATEC Web of Conferences; EDP Sciences: Ulis, France, 2016. [Google Scholar]
- Xavier, J.; Rodney, K.D.; Prakash, S.J. Mechanical characterisation of epoxy polymer composite reinforced with ramie and synthetic fiber. SSRN Electron. J. 2019. [Google Scholar] [CrossRef]
- Kader, W.B. Physico-mechanical properties of typha angustata (elephant grass) fiber reinforced thermoplastic composites. IJAR J. 2019. [Google Scholar] [CrossRef] [Green Version]
- Dolan, G.K.; Cartwright, B.; Bonilla, M.R.; Gidley, M.J.; Stokes, J.R.; Yakubov, G. Probing adhesion between nanoscale cellulose fibres using AFM lateral force spectroscopy: The effect of hemicelluloses on hydrogen bonding. Carbohydr. Polym. 2019, 208, 97–107. [Google Scholar] [CrossRef] [Green Version]
- Dia, A.; Dieng, L.; Gaillet, L.; Gning, P.B. Damage detection of a hybrid composite laminate aluminum/glass under quasi-static and fatigue loadings by acoustic emission technique. Heliyon 2019, 5, e01414. [Google Scholar] [CrossRef] [Green Version]
- Phuong, P.T.M.; Won, H.J.; Oh, Y.J.; Lee, H.S.; Lee, K.D.; Park, S.Y. The chemistry and engineering of mussel-inspired glue matrix for tissue adhesive and hemostatic. J. Ind. Eng. Chem. 2019, 80, 749–756. [Google Scholar] [CrossRef]
- Polyzois, G.L.; Tarantili, P.A.; Frangou, M.J.; Andreopoulos, A.G. Physical properties of a silicone prosthetic elastomer stored in simulated skin secretions. J. Prosthet. Dent. 2000, 83, 572–577. [Google Scholar] [CrossRef]
- Ab Ghani, M.H.; Ahmad, S. The comparison of water absorption analysis between counterrotating and corotating twin-screw extruders with different antioxidants content in wood plastic composites. Adv. Mater. Sci. Eng. 2011. [Google Scholar] [CrossRef] [Green Version]
- Eisenreich, T.J.; Cox, D.S. Modification of the ASTM D 3039 tensile specimen for cryogenic applications. In Materials; Springer: Boston, MA, USA, 1992; pp. 437–444. [Google Scholar]
- Jayaraman, T.; Murthy, A.P.; Elakkiya, V.; Chandrasekaran, S.; Nithyadharseni, P.; Khan, Z.; Ashokkumar, M. Recent development on carbon based heterostructures for their applications in energy and environment: A review. J. Ind. Eng. Chem. 2018, 64, 16–59. [Google Scholar] [CrossRef]
- Mohsenizadeh, S.; Alipour, R.; Ahmad, Z.; Alias, A. Influence of auxetic foam in quasi-static axial crushing. Int. J. Mater. Res. 2016, 107, 916–924. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer Formation | Layers | Glass Fibers | Kevlar 49 | Ratio of Epoxy Resin | Ratio of Hardener |
|---|---|---|---|---|---|
| A | 03 | 02 | 01 | 3 | 2 |
| B | 03 | 02 | 01 | 4 | 1 |
| C | 03 | 02 | 01 | 2 | 3 |
| Material | Fiber Strength | Laminate Strength | Density of Laminate (g/cc) | Strength-to- Weight Ratio |
|---|---|---|---|---|
| E-glass | 3450 | 1500 | 2.66 | 564 |
| Kevlar | 2757 | 1430 | 1.44 | 993 |
| Epoxy | N/A | 12–40 | 1–1.15 | 28 |
| Readings | A | B | C | ||||||
|---|---|---|---|---|---|---|---|---|---|
| A1 | A2 | A3 | B1 | B2 | B3 | C1 | C2 | C3 | |
| 1. | 95 | 93 | 96 | 91 | 94 | 94 | 80 | 85 | 80 |
| 2. | 96 | 95 | 97 | 93 | 92 | 85 | 85 | 86 | 84 |
| 3. | 95 | 91 | 96 | 91 | 95 | 88 | 86 | 84 | 81 |
| Mean of indentation | 95.33 | 93 | 96.33 | 91.66 | 93.67 | 89 | 83.67 | 85 | 81.67 |
| Mean hardness | 94.887 | 91.443 | 83.44 | ||||||
| Readings | A | B | C | ||||||
|---|---|---|---|---|---|---|---|---|---|
| A1 | A2 | A3 | B1 | B2 | B3 | C1 | C2 | C3 | |
| 1. | 82 | 78 | 85 | 72 | 76 | 75 | 68 | 74 | 65 |
| 2. | 83 | 81 | 86 | 75 | 70 | 78 | 78 | 75 | 68 |
| 3. | 78 | 79 | 86 | 70 | 84 | 77 | 75 | 78 | 66 |
| Mean of indentation | 81 | 79.33 | 85.67 | 72.33 | 76.67 | 76.67 | 73.67 | 75.67 | 66.33 |
| Mean hardness | 82 | 75.23 | 71.89 | ||||||
| Specimen | Weight (g) | Density (g/cm3) | Mean (g/cm3) |
|---|---|---|---|
| A | 0.98 | 1.0 | 0.96 |
| B | 0.91 | 0.88 | 0.86 |
| C | 0.85 | 0.72 | 0.82 |
| Specimen | W1 (g) | W2 (g) | Mean W1 | Mean W2 | Swelling Ratio % |
|---|---|---|---|---|---|
| A | 0.98 | 1.0 | 0.96 | 1.18 | 1.23 |
| B | 0.91 | 0.95 | 0.86 | 1.20 | 1.08 |
| C | 0.85 | 0.78 | 0.82 | 1.32 | 1.46 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hussian Siyal, S.; Ali Jogi, S.; Muhammadi, S.; Ahmed Laghari, Z.; Ali Khichi, S.; Naseem, K.; Saad Algarni, T.; Alothman, A.; Hussain, S.; Javed, M.S. Mechanical Characteristics and Adhesion of Glass-Kevlar Hybrid Composites by Applying Different Ratios of Epoxy in Lamination. Coatings 2021, 11, 94. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11010094
Hussian Siyal S, Ali Jogi S, Muhammadi S, Ahmed Laghari Z, Ali Khichi S, Naseem K, Saad Algarni T, Alothman A, Hussain S, Javed MS. Mechanical Characteristics and Adhesion of Glass-Kevlar Hybrid Composites by Applying Different Ratios of Epoxy in Lamination. Coatings. 2021; 11(1):94. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11010094
Chicago/Turabian StyleHussian Siyal, Sajid, Subhan Ali Jogi, Salman Muhammadi, Zubair Ahmed Laghari, Sadam Ali Khichi, Khalida Naseem, Tahani Saad Algarni, Asma Alothman, Shahid Hussain, and Muhammad Sufyan Javed. 2021. "Mechanical Characteristics and Adhesion of Glass-Kevlar Hybrid Composites by Applying Different Ratios of Epoxy in Lamination" Coatings 11, no. 1: 94. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11010094