
A Novel Oxide Layer Formed on the 800 °C-Annealed CoMoCrSi Coating Significantly Reduced Friction and Wear at Room Temperature


Abstract
:1. Introduction
2. Materials and Methods
2.1. Coatings Fabrication
2.2. Isothermal Oxidation
2.3. Characterization of Coatings
3. Results and Discussion
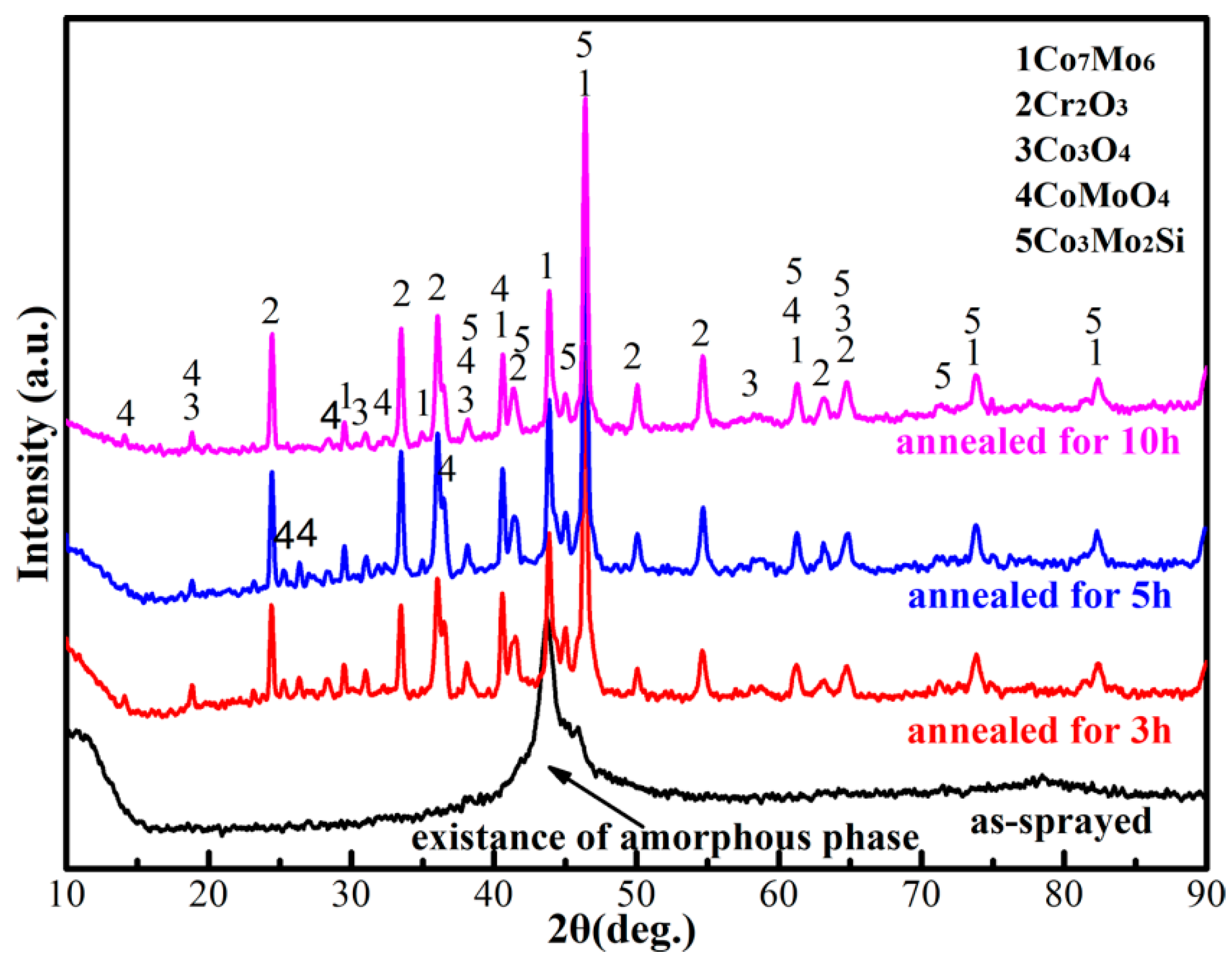
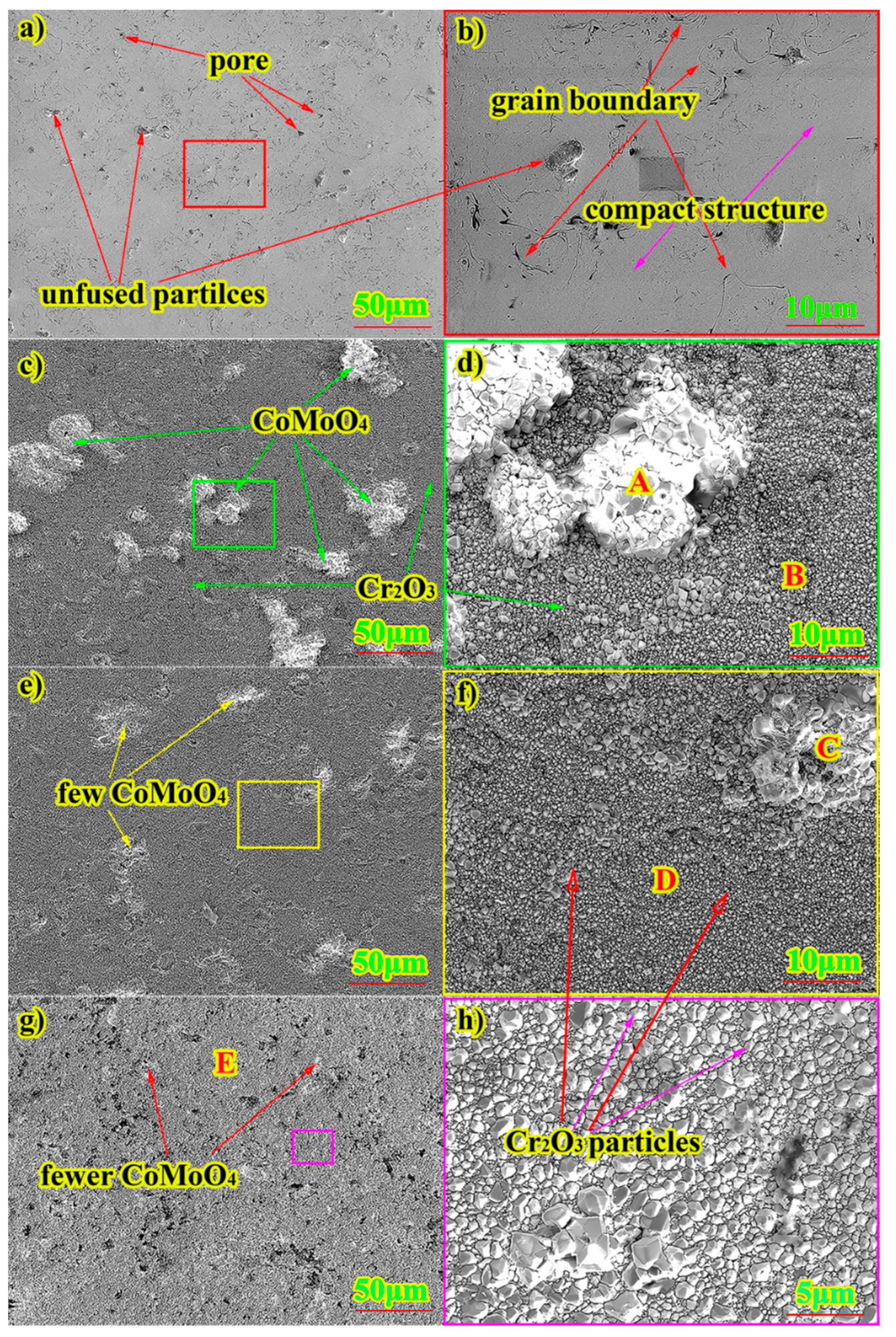
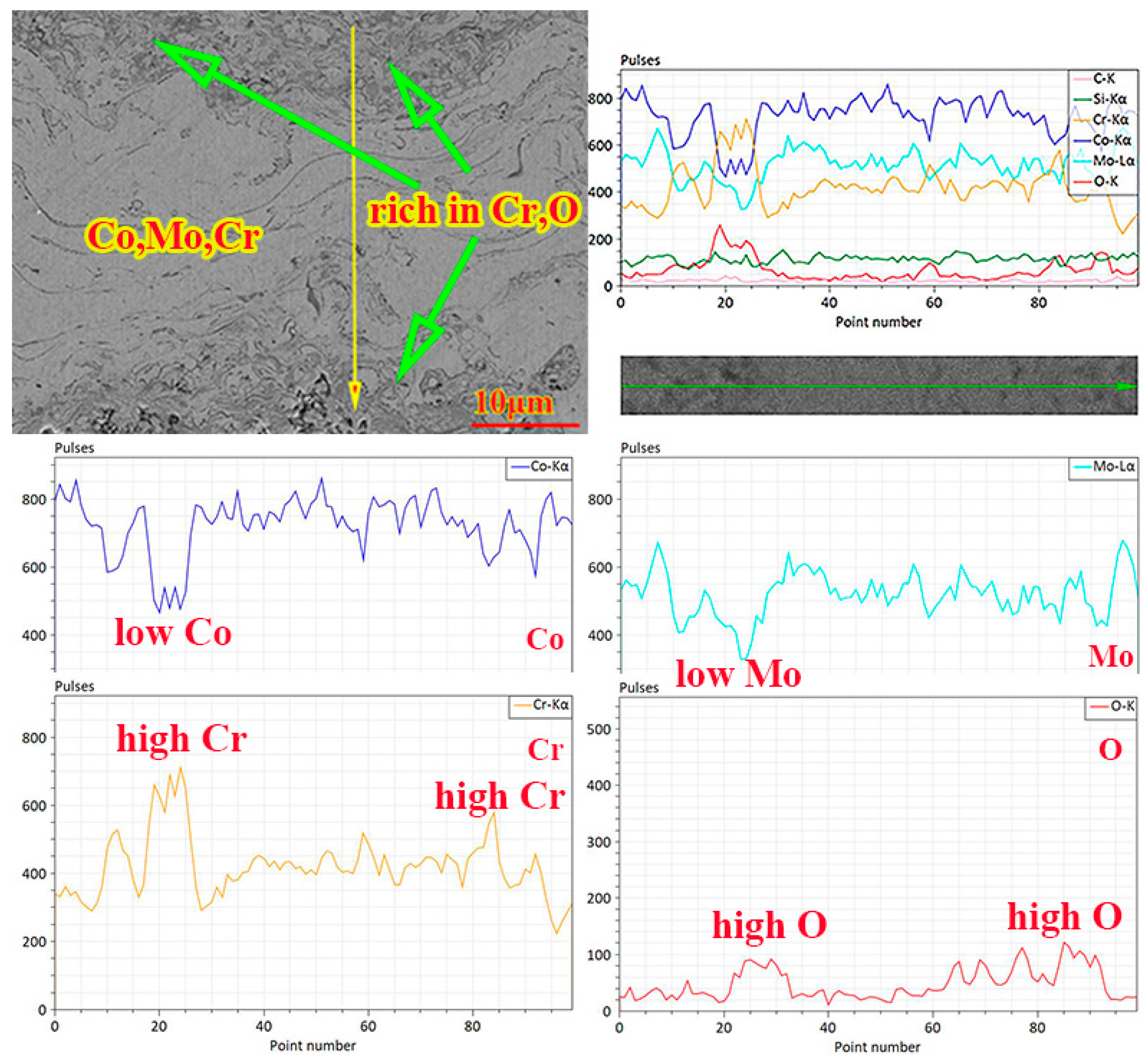
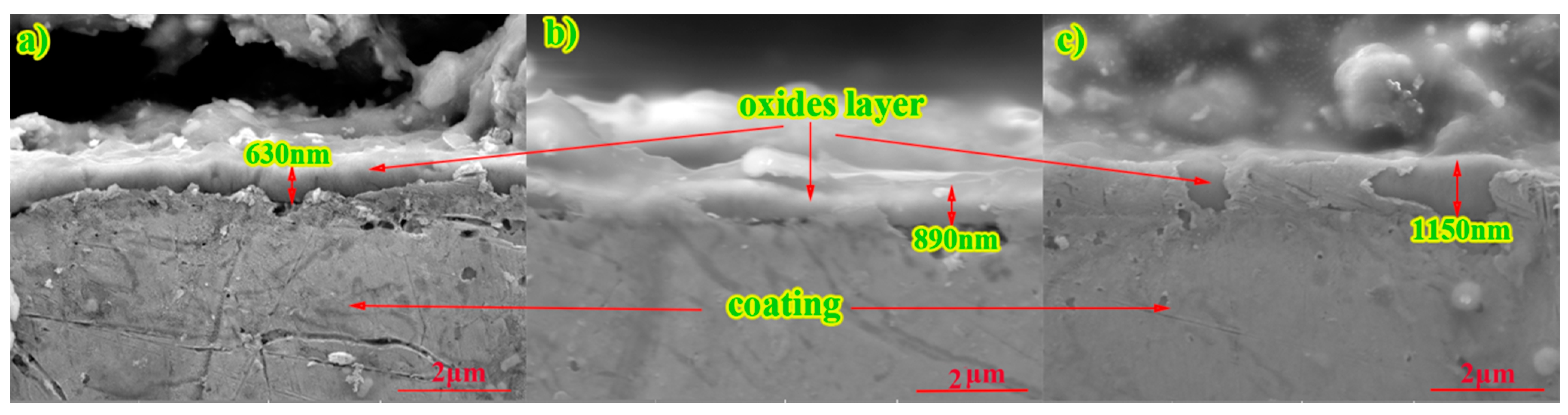
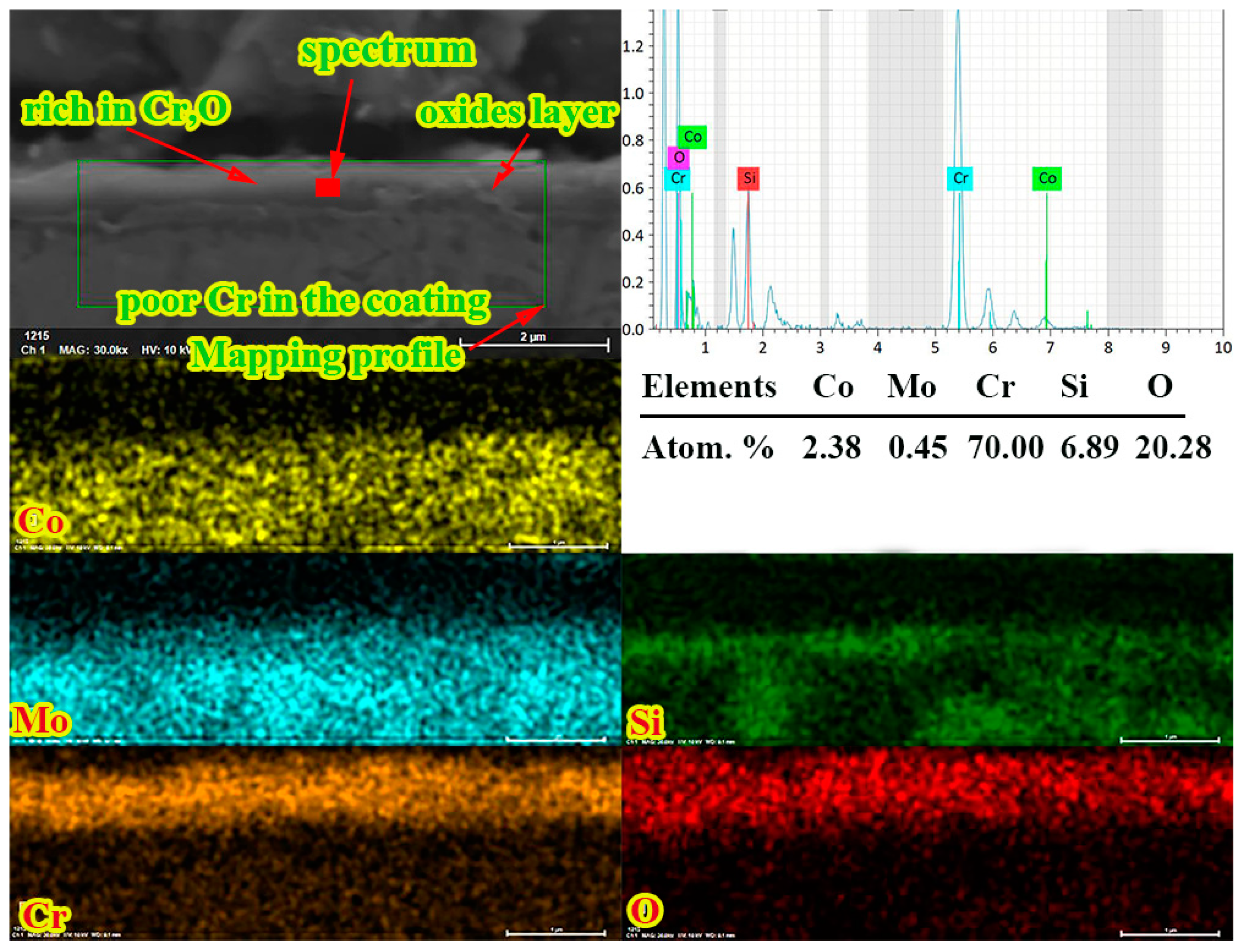
3.1. Microstructure of the Coatings
3.2. Microhardness of the Coatings
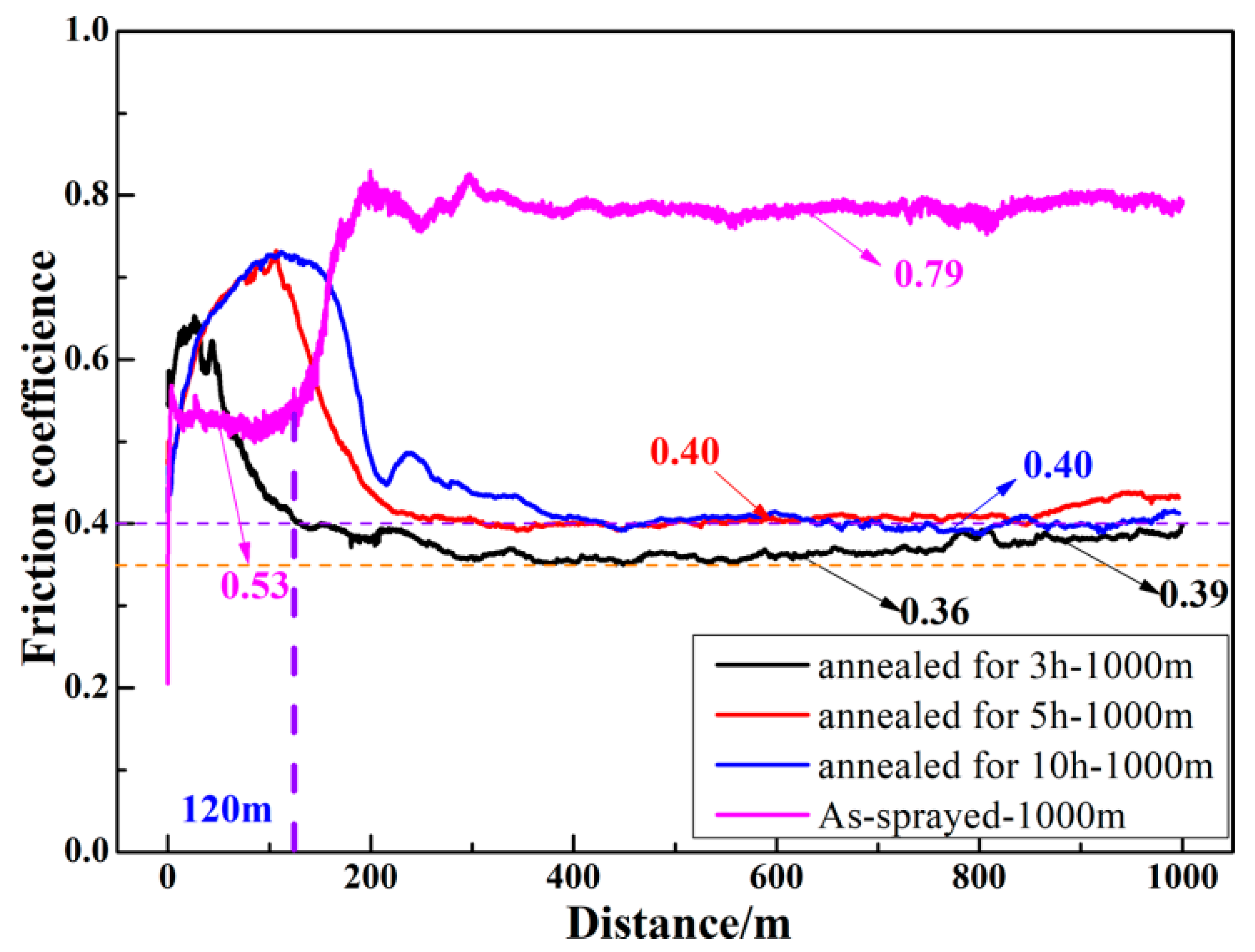
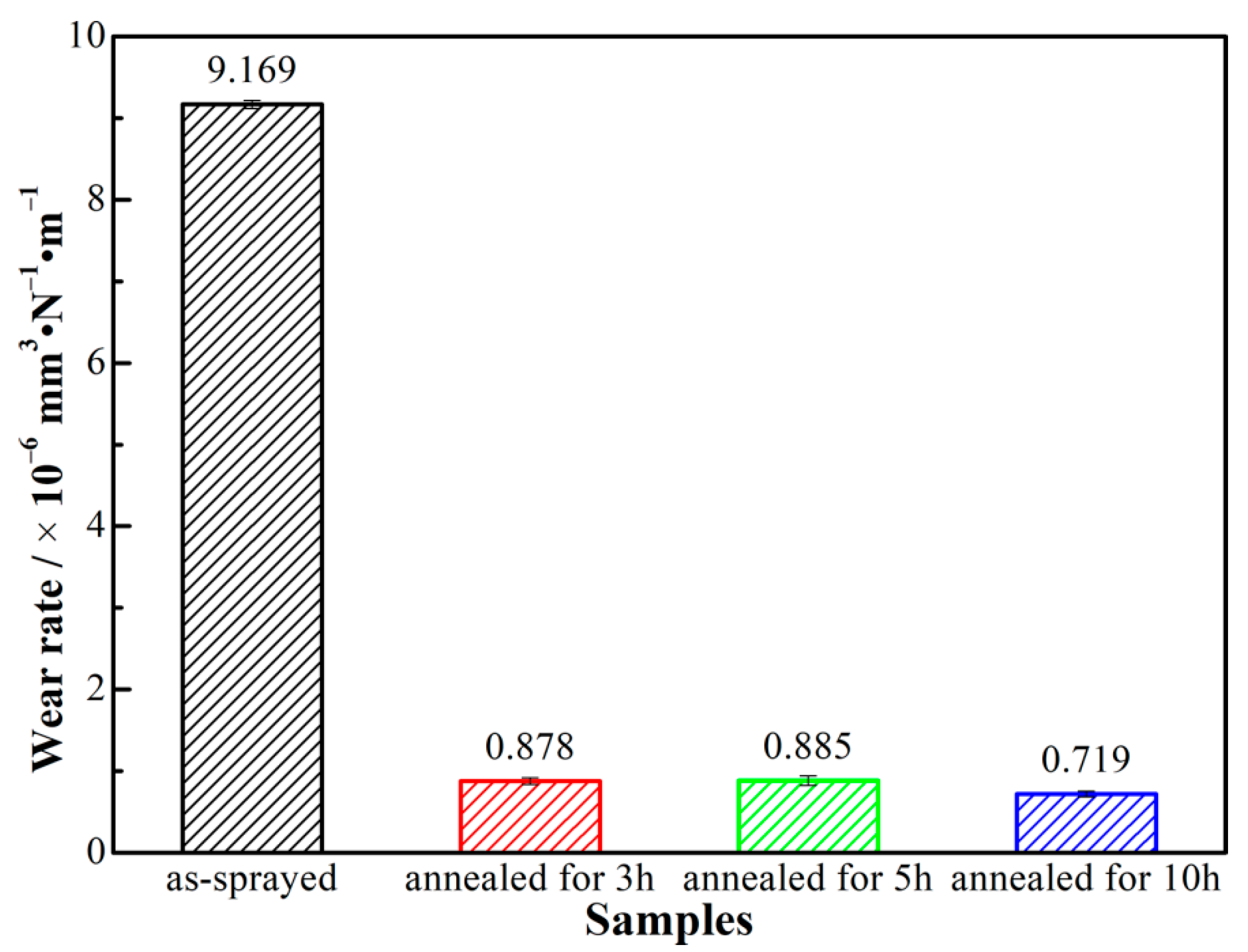
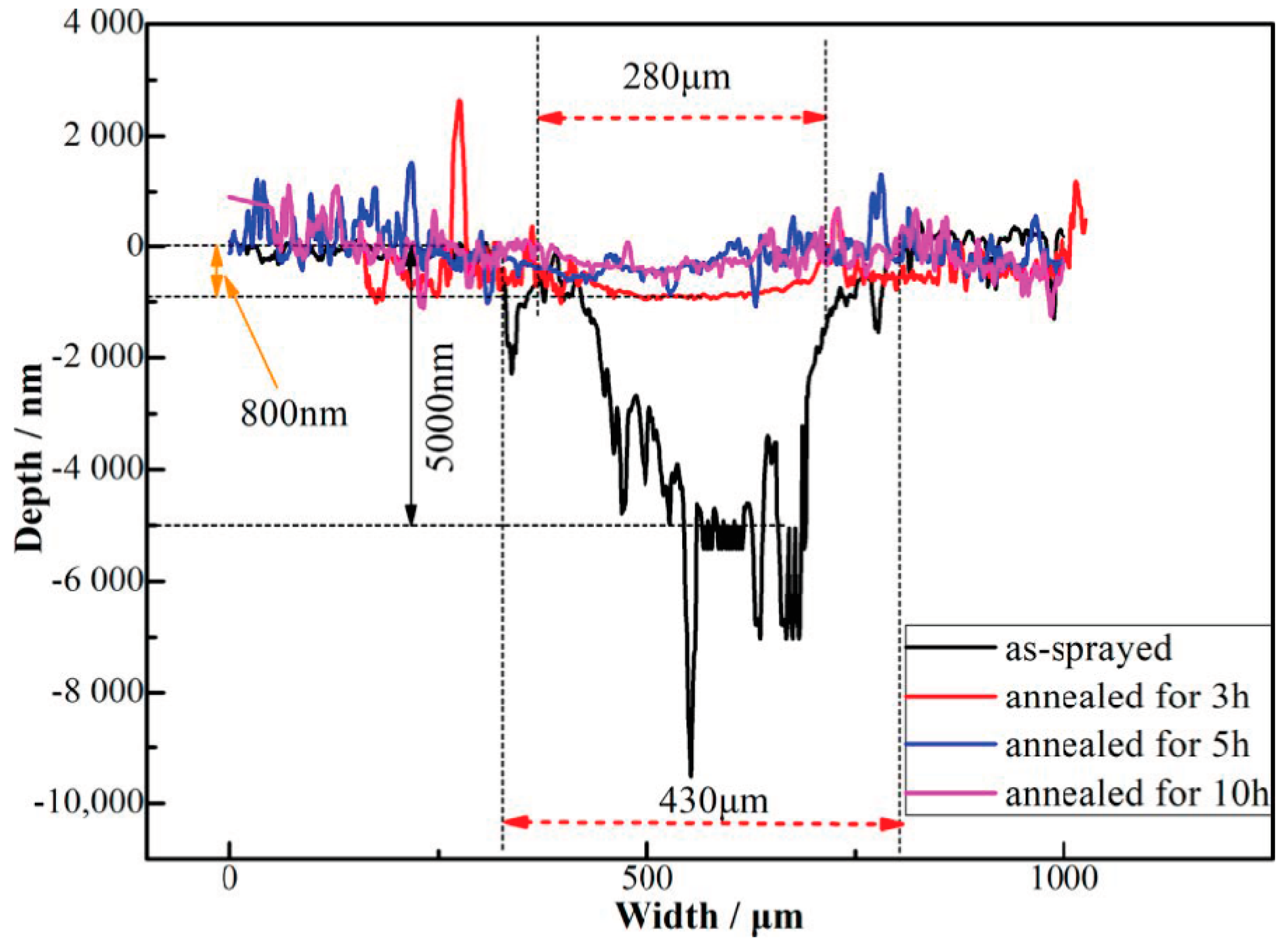
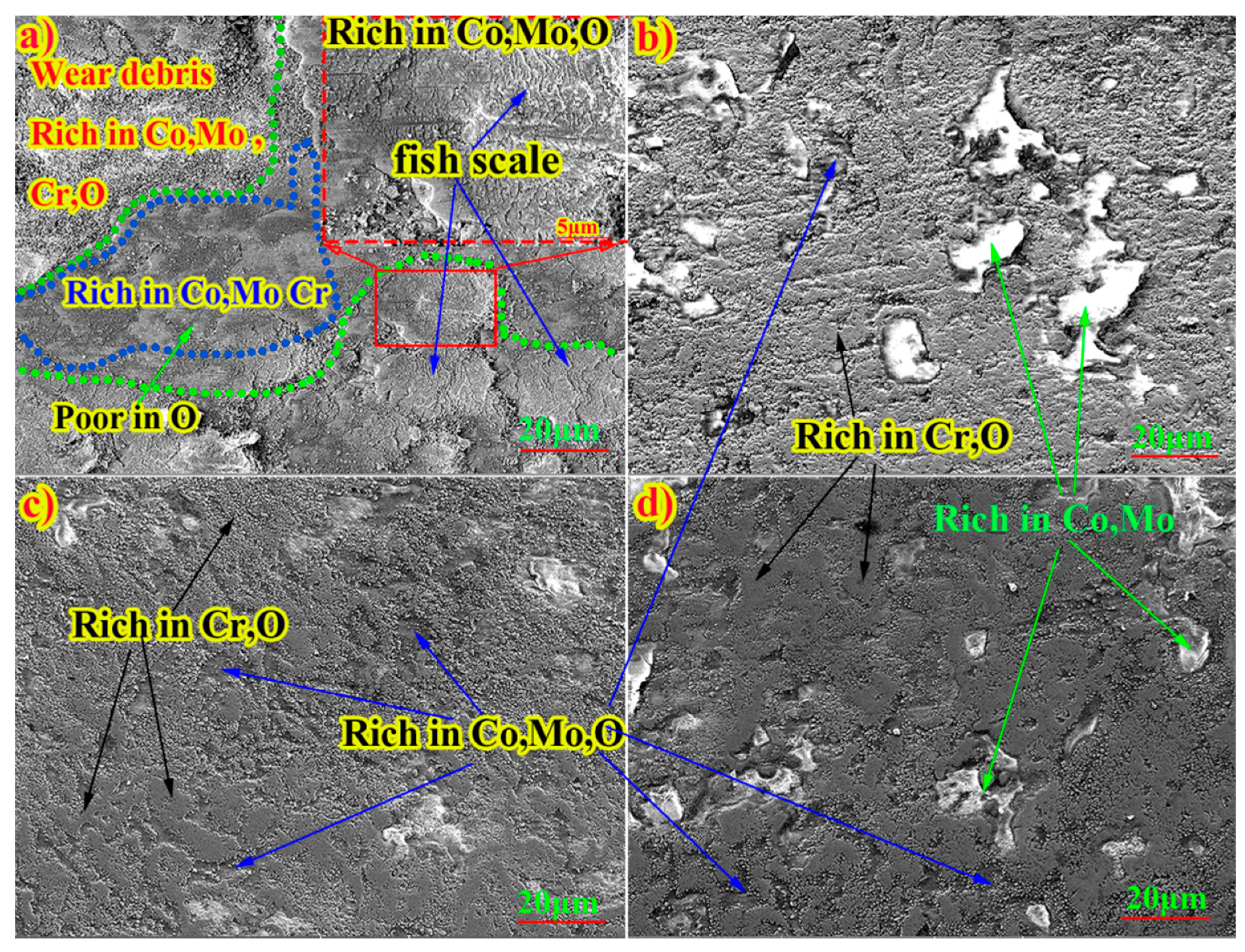
3.3. Tribological Performance of the Coatings
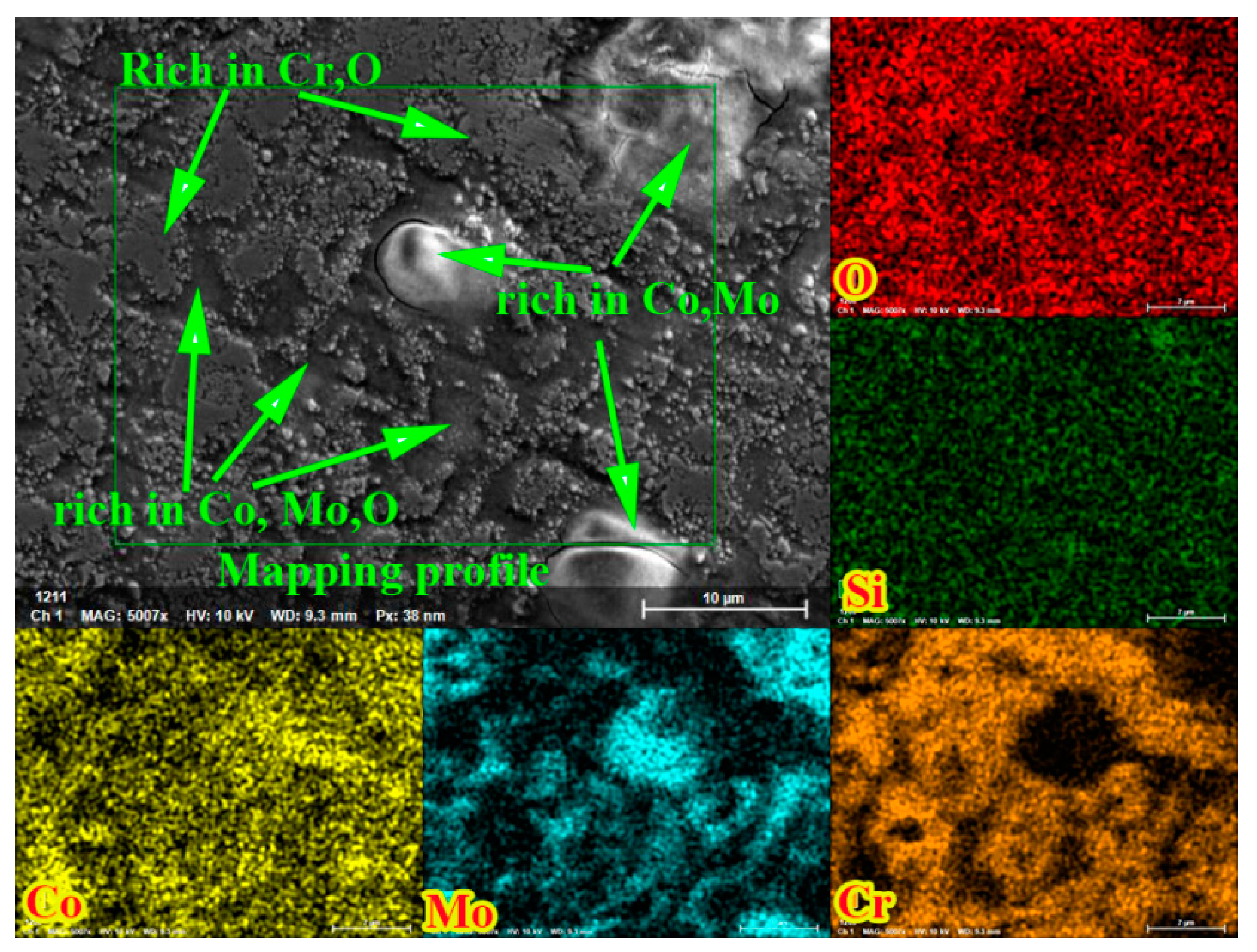
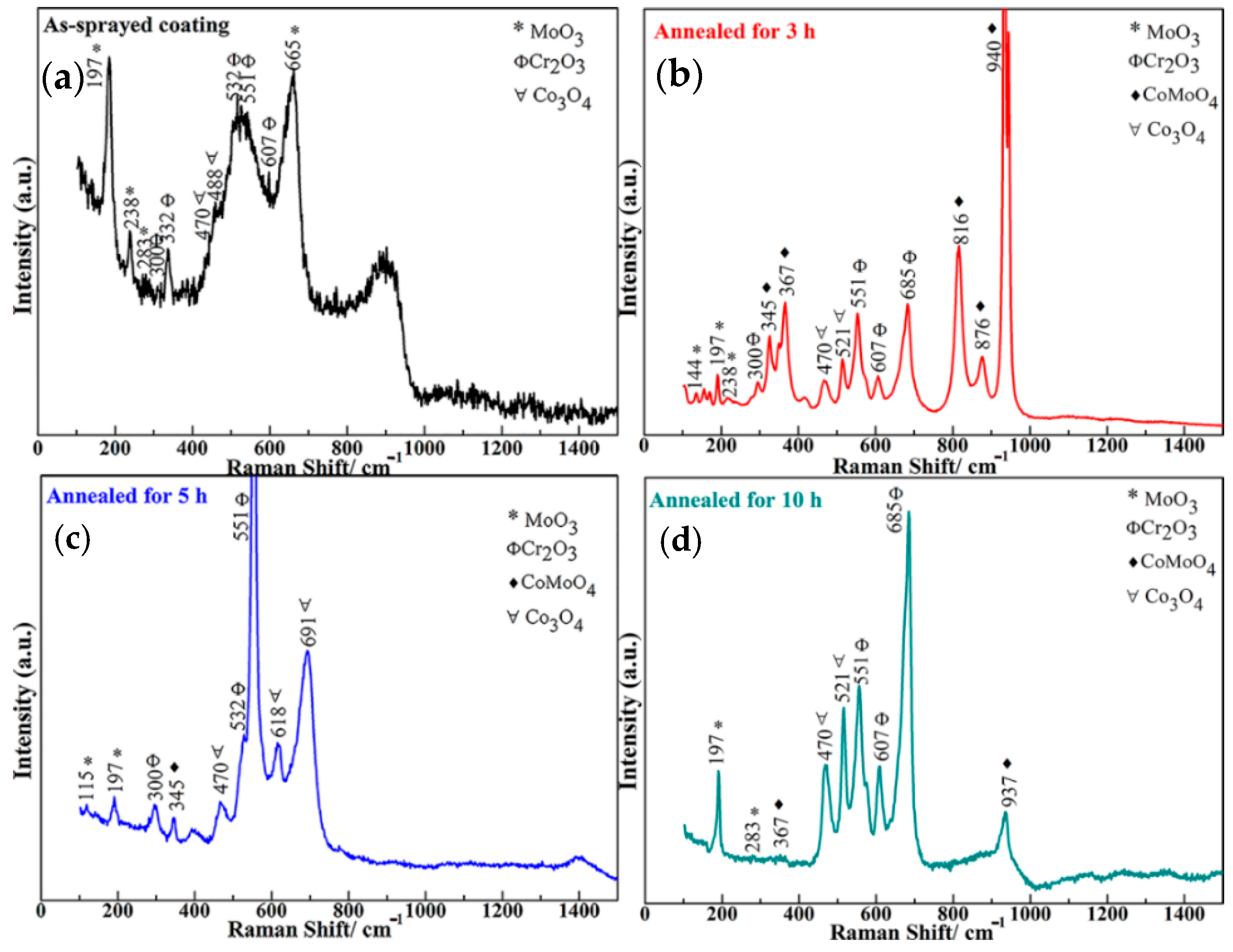
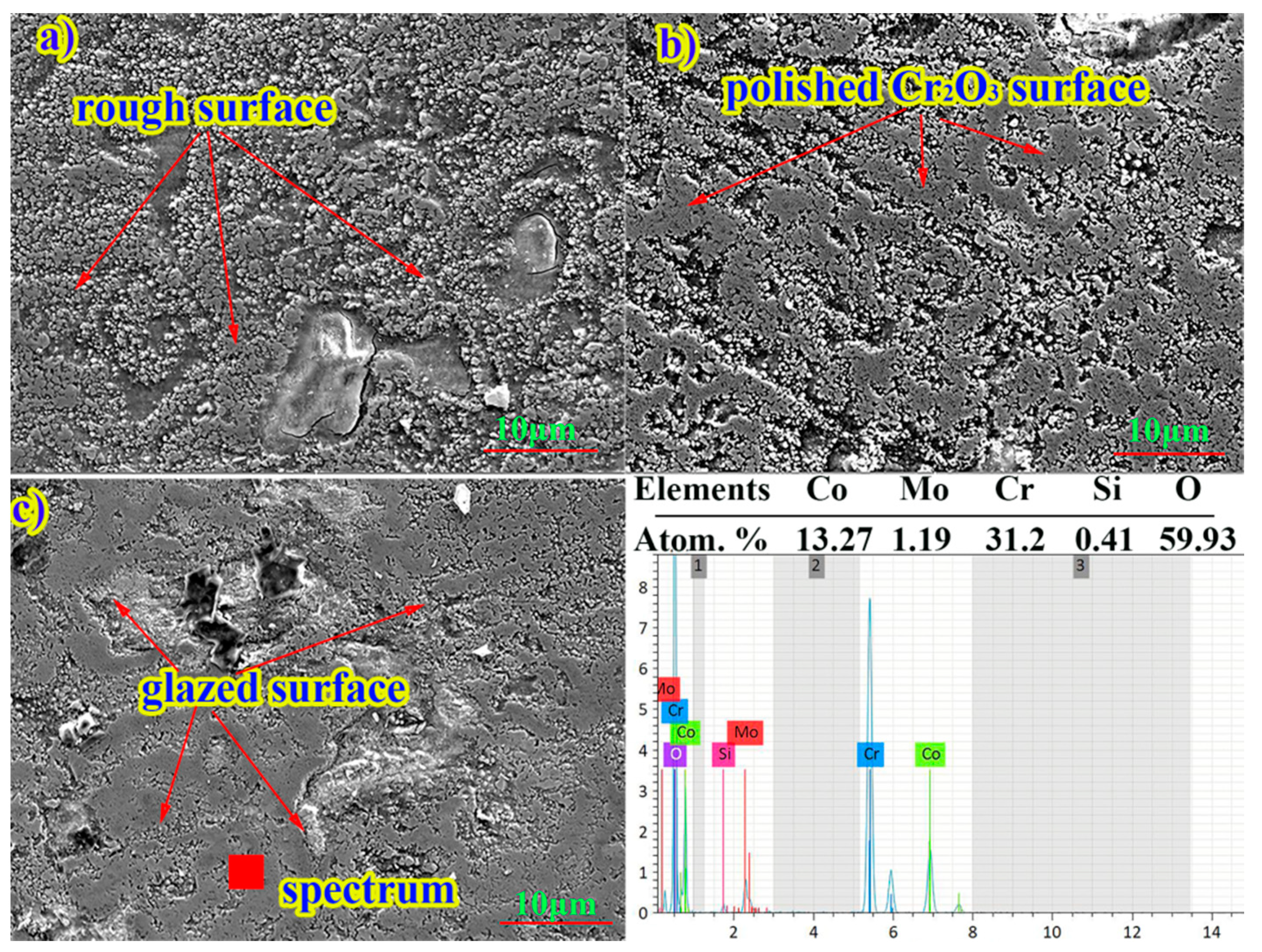
3.4. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vaßen, R.; Kaßner, H.; Stuke, A.; Hauler, F.; Hathiramani, D.; Stoever, D. Advanced thermal spray technologies for applications in energy systems. Surf. Coat. Technol. 2008, 202, 4432–4437. [Google Scholar] [CrossRef]
- Wang, Y.; Stella, J.; Darut, G.; Poirier, T.; Liao, H.; Planche, M.-P. Aps Prepared NiCrBSi -YSZ Composite Coatings for Protection against Cavitation Erosion. J. Alloys Compd. 2017, 699, 1095–1103. [Google Scholar] [CrossRef]
- Liu, L.; Xu, H.; Xiao, J.; Wei, X.; Zhang, G.; Zhang, C. Effect of heat treatment on structure and property evolutions of atmospheric plasma sprayed NiCrBSi coatings. Surf. Coat. Technol. 2017, 325, 548–554. [Google Scholar] [CrossRef]
- Chen, Y.; Zhao, X.; Dang, Y.; Xiao, P.; Curry, N.; Markocsan, N.; Nylén, P. Characterization and understanding of residual stresses in a NiCoCrAlY bond coat for thermal barrier coating application. Acta Mater. 2015, 94, 1–14. [Google Scholar] [CrossRef]
- Koiprasert, H.; Dumrongrattana, S.; Niranatlumpong, P. Thermally sprayed coatings for protection of fretting wear in land-based gas-turbine engine. Wear 2004, 257, 1–7. [Google Scholar] [CrossRef]
- De Lacalle, L.N.L.; Gutiérrez, A.; Lamikiz, A.; Fernandes, M.H.; Sánchez, J.A. Turning of Thick Thermal Spray Coatings. J. Therm. Spray Technol. 2001, 10, 249–254. [Google Scholar] [CrossRef]
- Liu, E.; Zhang, J.; Chen, S.; Du, S.; Du, L.; Cai, H.; Wang, L. High temperature negative wear behaviour of VN/Ag composites induced by expansive oxidation reaction. Ceram. Int. 2021. [Google Scholar] [CrossRef]
- Kowalski, S. Assessment of the Possibility of the Application of a CrN+OX Multi-Layer Coating to Mitigate the Development of Fretting Wear in a Press-Fit Joint. Wear 2018, 398, 13–21. [Google Scholar] [CrossRef]
- Kowalski, S.; Cygnar, M.; Cieślikowski, B. Analysis of the application of ZrN coatings for the mitigation of the development of fretting wear processes at the surfaces of push fit joint elements. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 234, 1208–1221. [Google Scholar] [CrossRef]
- Kowalski, S. The influence of selected PVD coatings on fretting wear in a clamped joint based on the example of a rail vehicle wheel set. Eksploatacja i Niezawodnosc Maint. Reliab. 2018, 20, 1–8. [Google Scholar] [CrossRef]
- Shukla, V.N.; Jayaganthan, R.; Tewari, V.K. Degradation Behavior of HVOF-Sprayed Cr3C2-25%NiCr Cermet Coatings Exposed to High Temperature Environment. Mater. Today Proc. 2015, 2, 1805–1813. [Google Scholar] [CrossRef]
- Bolelli, G.; Lusvarghi, L. Tribological properties of HVOF as-sprayed and heat treated Co–Mo–Cr–Si coatings. Tribol. Lett. 2006, 25, 43–54. [Google Scholar] [CrossRef]
- Zhang, X.H.; Zhang, C.; Zhang, Y.D.; Salam, S.; Wang, H.F.; Yang, Z.G. Effect of yttrium and aluminum additions on isothermal oxidation behavior of Tribaloy T-700 alloys. Corros. Sci. 2014, 88, 405–415. [Google Scholar] [CrossRef]
- Zhang, Y.D.; Yang, Z.G.; Zhang, C.; Lan, H. Oxidation Behavior of Tribaloy T-800 Alloy at 800 °C and 1000 °C. Oxid. Met. 2008, 70, 229–239. [Google Scholar] [CrossRef]
- Zhang, Y.D.; Zhang, C.; Lan, H.; Hou, P.Y.; Yang, Z.G. Improvement of the oxidation resistance of Tribaloy T-800 alloy by the additions of yttrium and aluminium. Corros. Sci. 2011, 53, 1035–1043. [Google Scholar] [CrossRef]
- Cho, J.Y.; Zhang, S.H.; Cho, T.Y.; Yoon, J.H.; Joo, Y.K.; Hur, S.K. The processing optimization and property evaluations of HVOF Co-base alloy T800 coating. J. Mater. Sci. 2009, 44, 6348–6355. [Google Scholar] [CrossRef]
- Yang, W.; Zou, L.; Cao, X.; Liu, J.; Li, D.; Cai, Z. Fretting wear properties of HVOF-sprayed CoMoCrSi coatings with different spraying parameters. Surf. Coat. Technol. 2019, 358, 994–1005. [Google Scholar] [CrossRef]
- Guo, H.; Wang, Y.; Hao, E.; Li, B.; An, Y.; Chen, J.; Zhou, H.; Yan, P.; Wu, Z. CoMoCrSi coatings prepared by high-velocity oxygen fuel spraying: Microstructure and mechanical properties at elevated temperatures up to 800 °C. Mater. Res. Express 2020, 6, 1265e9. [Google Scholar] [CrossRef]
- Li, B.; Gao, Y.; Jia, J.; Han, M.; Guo, H.; Wang, W. Influence of heat treatments on the microstructure as well as mechanical and tribological properties of NiCrAlY-Mo-Ag coatings. J. Alloy. Compd. 2016, 686, 503–510. [Google Scholar] [CrossRef]
- Chen, L.-Y.; Xu, T.; Lu, S.; Wang, Z.-X.; Chen, S.; Zhang, L.-C. Improved hardness and wear resistance of plasma sprayed nanostructured NiCrBSi coating via short-time heat treatment. Surf. Coat. Technol. 2018, 350, 436–444. [Google Scholar] [CrossRef]
- Salehi Doolabi, D.; Rahimipour, M.R.; Alizadeh, M.; Pouladi, S.; Hadavi, S.M.M.; Vaezi, M.R. Effect of high vacuum heat treatment on microstructure and cyclic oxidation resistance of HVOF-CoNiCrAlY coatings. Vacuum 2017, 135, 22–33. [Google Scholar] [CrossRef]
- Houdková, Š.; Smazalová, E.; Pala, Z. Effect of Heat Treatment on the Microstructure and Properties of HVOF-Sprayed Co-Cr-W Coating. J. Therm. Spray Technol. 2015, 25, 546–557. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, J.; Kang, N.; Darut, G.; Poirier, T.; Stella, J.; Liao, H.; Planche, M.-P. Cavitation erosion of plasma-sprayed CoMoCrSi coatings. Tribol. Int. 2016, 102, 429–435. [Google Scholar] [CrossRef]
- Bolelli, G.; Lusvarghi, L. Heat Treatment Effects on the Tribological Performance of HVOF Sprayed Co-Mo-Cr-Si Coatings. J. Therm. Spray Technol. 2006, 15, 802–810. [Google Scholar] [CrossRef]
- Tang, L.; He, P.; Kang, J.; Wang, L.; Ding, S.; Chen, S.; Zhu, X.; Xie, F.; Zhou, L.; Ma, G.; et al. Significantly enhanced mechanical and tribological properties of Co-based alloy coatings by annealing treatment. Tribol. Int. 2020, 146, 106265. [Google Scholar] [CrossRef]
- Lin, C.; Yen, S.; Su, C. Measurement and optimization of atmospheric plasma sprayed CoMoCrSi coatings parameters on Ti-6Al-4V substrates affecting microstructural and properties using hybrid abductor induction mechanism. Measurement 2016, 94, 157–167. [Google Scholar] [CrossRef]
- Henriques, B.; Faria, S.; Soares, D.; Silva, F.S. Hot pressing effect on the shear bond strength of dental porcelain to CoCrMoSi alloy substrates with different surface treatments. Mater. Sci. Eng. C 2013, 33, 557–563. [Google Scholar] [CrossRef] [PubMed]
- Prasad, C.D.; Joladarashi, S.; Ramesh, M.R.; Srinath, M.S.; Channabasappa, B.H. Effect of microwave heating on microstructure and elevated temperature adhesive wear behavior of HVOF deposited CoMoCrSi-Cr3C2 coating. Surf. Coat. Technol. 2019, 374, 291–304. [Google Scholar] [CrossRef]
- Navas, C.; Cadenas, M.; Cuetos, J.M.; de Damborenea, J. Microstructure and sliding wear behaviour of Tribaloy T-800 coatings deposited by laser cladding. Wear 2006, 260, 838–846. [Google Scholar] [CrossRef]
- Wang, K.; Wang, F.; Liu, Y.; Pan, G. Vapor growth and photoconductive property of single-crystalline MoO3 nanosheets. Mater. Lett. 2013, 102–103, 8–11. [Google Scholar] [CrossRef]
- Sun, H.; Zhang, H.; Jing, X.; Hu, J.; Shen, K.; Liang, Z.; Hu, J.; Tian, Q.; Luo, M.; Zhu, Z.; et al. One-step synthesis of centimeter-size alpha-MoO3 with single crystallinity. Appl. Surf. Sci. 2019, 476, 789–795. [Google Scholar] [CrossRef]
- Chandoul, F.; Boukhachem, A.; Hosni, F.; Moussa, H.; Fayache, M.S.; Amlouk, M.; Schneider, R. Change of the properties of nanostructured MoO 3 thin films using gamma-ray irradiation. Ceram. Int. 2018, 44, 12483–12490. [Google Scholar] [CrossRef]
- Olejníček, J.; Šmíd, J.; Perekrestov, R.; Kšírová, P.; Rathouský, J.; Kohout, M.; Dvořáková, M.; Kment, Š.; Jurek, K.; Čada, M.; et al. Co3O4 thin films prepared by hollow cathode discharge. Surf. Coat. Technol. 2019, 366, 303–310. [Google Scholar] [CrossRef]
- Hadjiev, V.G.; Iliev, M.N.; Vergilov, I.V. The Raman spectra of Co3O4. J. Phys. C Solid State Phys. 1988, 21, L199–L201. [Google Scholar] [CrossRef]
- Roy, M.; Ghosh, S.; Naskar, M.K. Solvothermal synthesis of Cr2O3 nanocubes via template-free route. Mater. Chem. Phys. 2015, 159, 101–106. [Google Scholar] [CrossRef]
- Fleischer, K.; Caffrey, D.; Farrell, L.; Norton, E.; Mullarkey, D.; Arca, E.; Shvets, I.V. Raman spectra of p-type transparent semiconducting Cr2O3:Mg. Thin Solid Films 2015, 594, 245–249. [Google Scholar] [CrossRef] [Green Version]
- Yang, T.; Zhang, H.; Luo, Y.; Mei, L.; Guo, D.; Li, Q.; Wang, T. Enhanced electrochemical performance of CoMoO4 nanorods/reduced graphene oxide as anode material for lithium-ion batteries. Electrochim. Acta 2015, 158, 327–332. [Google Scholar] [CrossRef]
- Jiang, G.; Li, L.; Huang, Z.; Xie, Z.; Cao, B. Rod-like porous CoMoO4@C as excellent anode for high performance lithium ion battery. J. Alloys Compd. 2019, 790, 891–899. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Elements w.t.% | |||||||
|---|---|---|---|---|---|---|---|---|
| Co | Mo | Cr | Si | Ni | Mn | P | S | |
| CoMoCrSi coating | 50.6 | 28.5 | 17.5 | 3.4 | – | – | – | – |
| 316L steel | – | 2.0–3.0 | 16.0–18.0 | ≤1.0 | 12.0–15.0 | ≤2.0 | ≤0.035 | ≤0.030 |
| Spots | Elements At.% | Demonstration | ||||
|---|---|---|---|---|---|---|
| Co | Mo | Cr | Si | O | ||
| A | 20.14 | 17.05 | 4.06 | 0.2 | 68.75 | CoMoO4 |
| B | 8.27 | 1.19 | 36.20 | 0.41 | 53.93 | Cr2O3 |
| C | 21.65 | 15.87 | 2.58 | 0.13 | 59.77 | CoMoO4 |
| D | 8.89 | 1.03 | 38.10 | 0.35 | 52.53 | Cr2O3 |
| E | 5.06 | 0.86 | 39.95 | 0.16 | 53.97 | Cr2O3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, H.; Li, B.; Yan, P.; Wu, Z. A Novel Oxide Layer Formed on the 800 °C-Annealed CoMoCrSi Coating Significantly Reduced Friction and Wear at Room Temperature. Coatings 2021, 11, 290. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11030290
Guo H, Li B, Yan P, Wu Z. A Novel Oxide Layer Formed on the 800 °C-Annealed CoMoCrSi Coating Significantly Reduced Friction and Wear at Room Temperature. Coatings. 2021; 11(3):290. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11030290
Chicago/Turabian StyleGuo, Hongjian, Bo Li, Pengxun Yan, and Zhiguo Wu. 2021. "A Novel Oxide Layer Formed on the 800 °C-Annealed CoMoCrSi Coating Significantly Reduced Friction and Wear at Room Temperature" Coatings 11, no. 3: 290. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11030290