
Life Cycle Assessment of Olive Pomace as a Reinforcement in Polypropylene and Polyethylene Biocomposite Materials: A New Perspective for the Valorization of This Agricultural By-Product

 , ,
, ,  , and
, and
Abstract
:1. Introduction
- On the one hand, the three-phase centrifuge has as an output for olive oil, vegetable water, also known as olive mill wastewater (OMW) (alpechin in Spanish) and pomace (orujo in Spanish).
- On the other hand, the two-phase centrifuge has as an output for olive oil, and other for wet pomace (alperujo, contraction of alpechin and orujo in Spanish).
2. Materials and Methods
2.1. Goal and Scope of the Study
2.1.1. Functional Unit
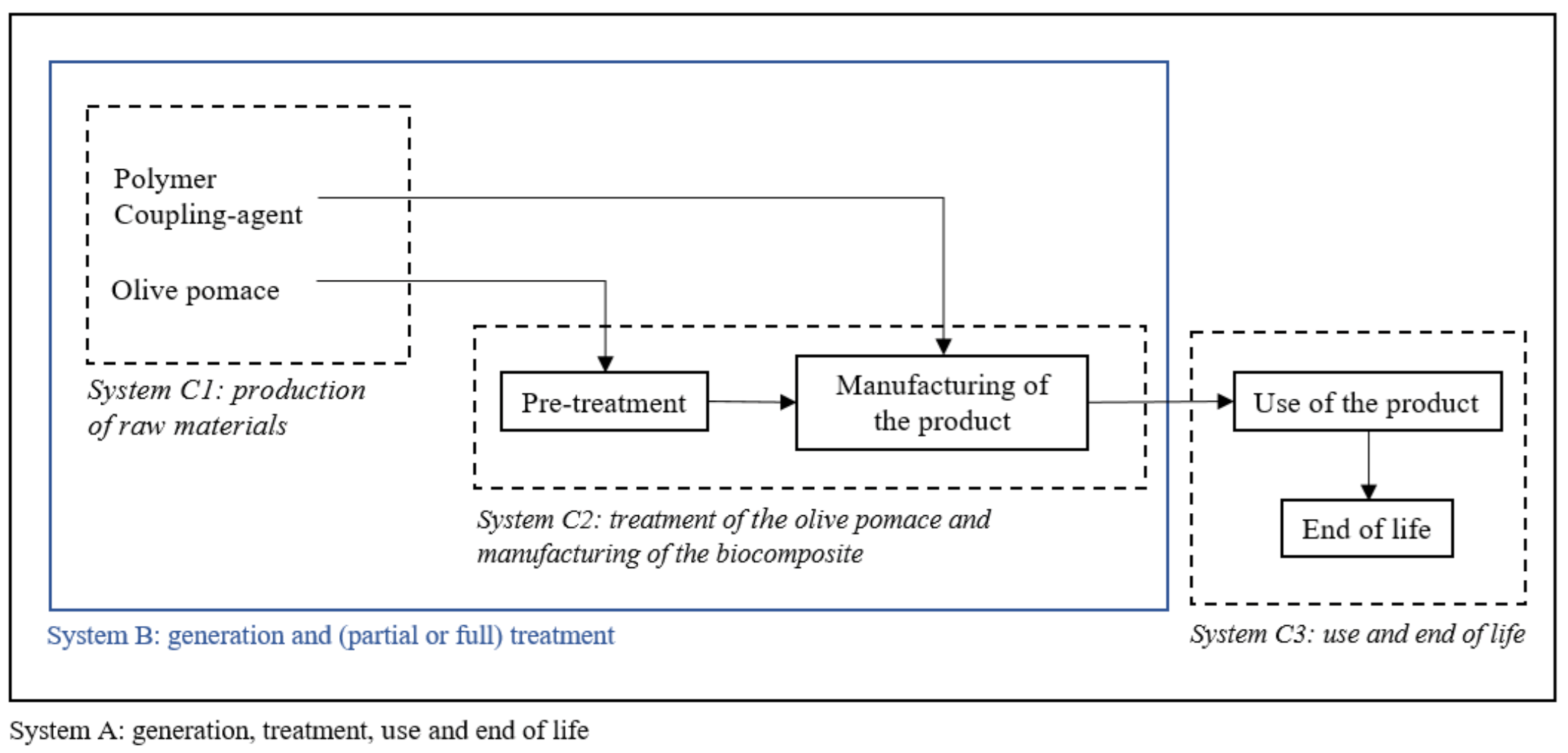
2.1.2. System Boundary
- The necessary infrastructure is not taken into account, consequently excluding their manufacture as well as their dismantling,
- The electricity is considered to come from the mixed French energy supply,
- The cleaning of the devices used in the process is neglected,
- The transportation of the olive pomace is not taken into account.
2.2. Life Cycle Inventory Analysis
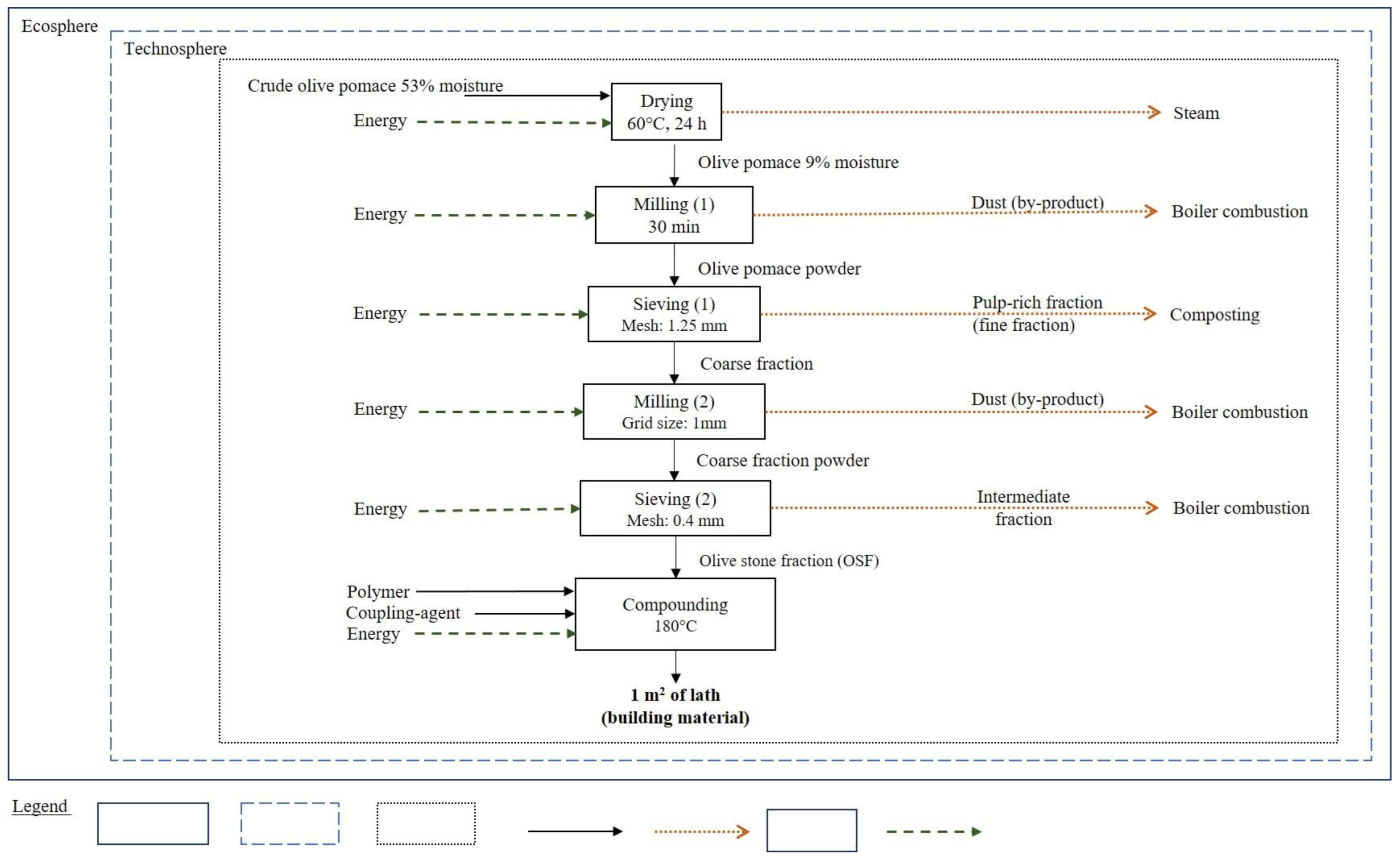
2.2.1. Process Tree
2.2.2. Data Collection
Inputs: Raw Materials
- Olive pomace
- Polymeric matrices
- Coupling agents
Outputs: By-Products of the Olive Stone Composite Manufacturing
- Boiler combustion of olive stone dust
- Composting of pulp-rich fraction
2.2.3. Inventory Tables
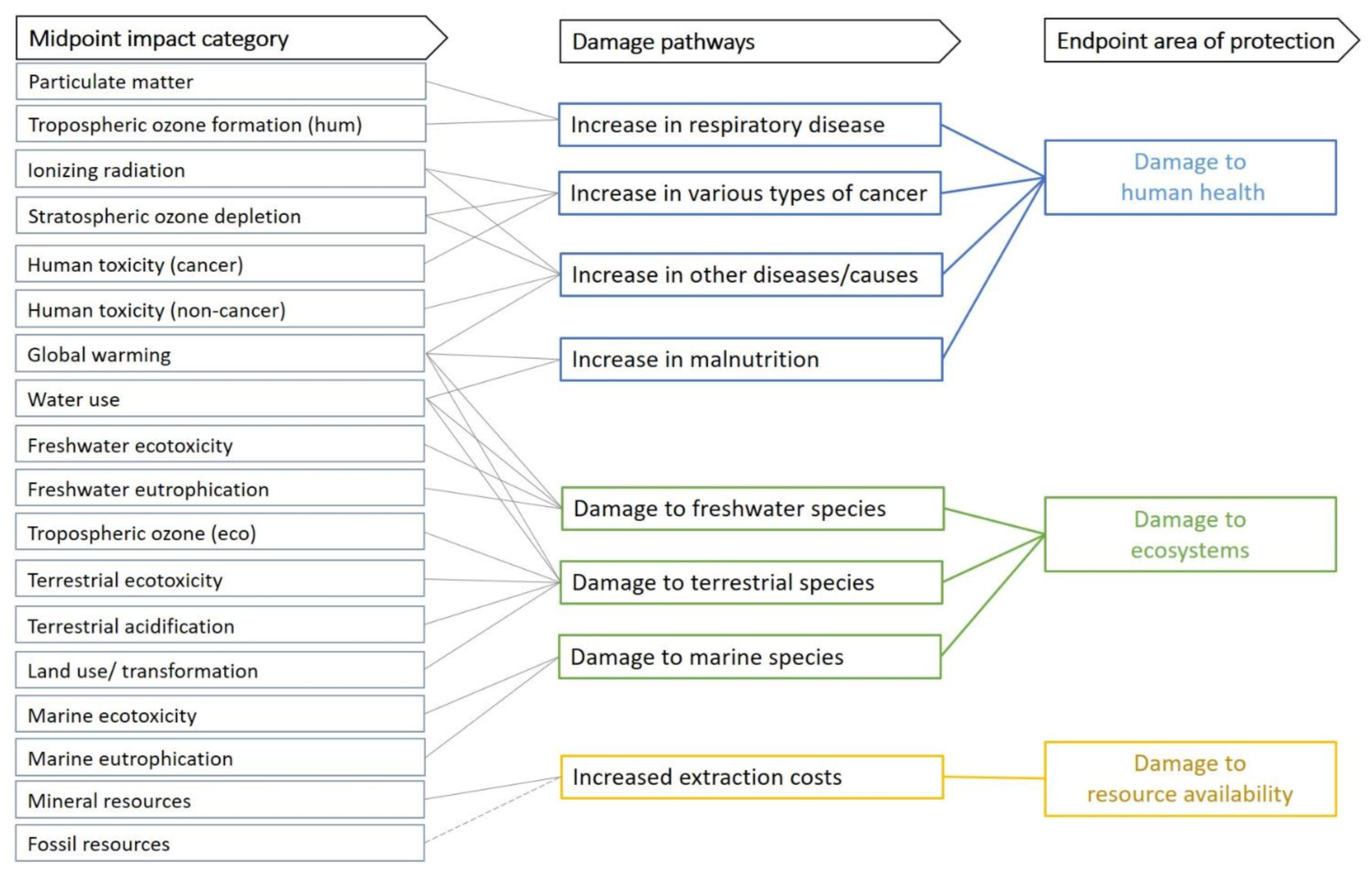
2.3. Life Cycle Impact Assessment
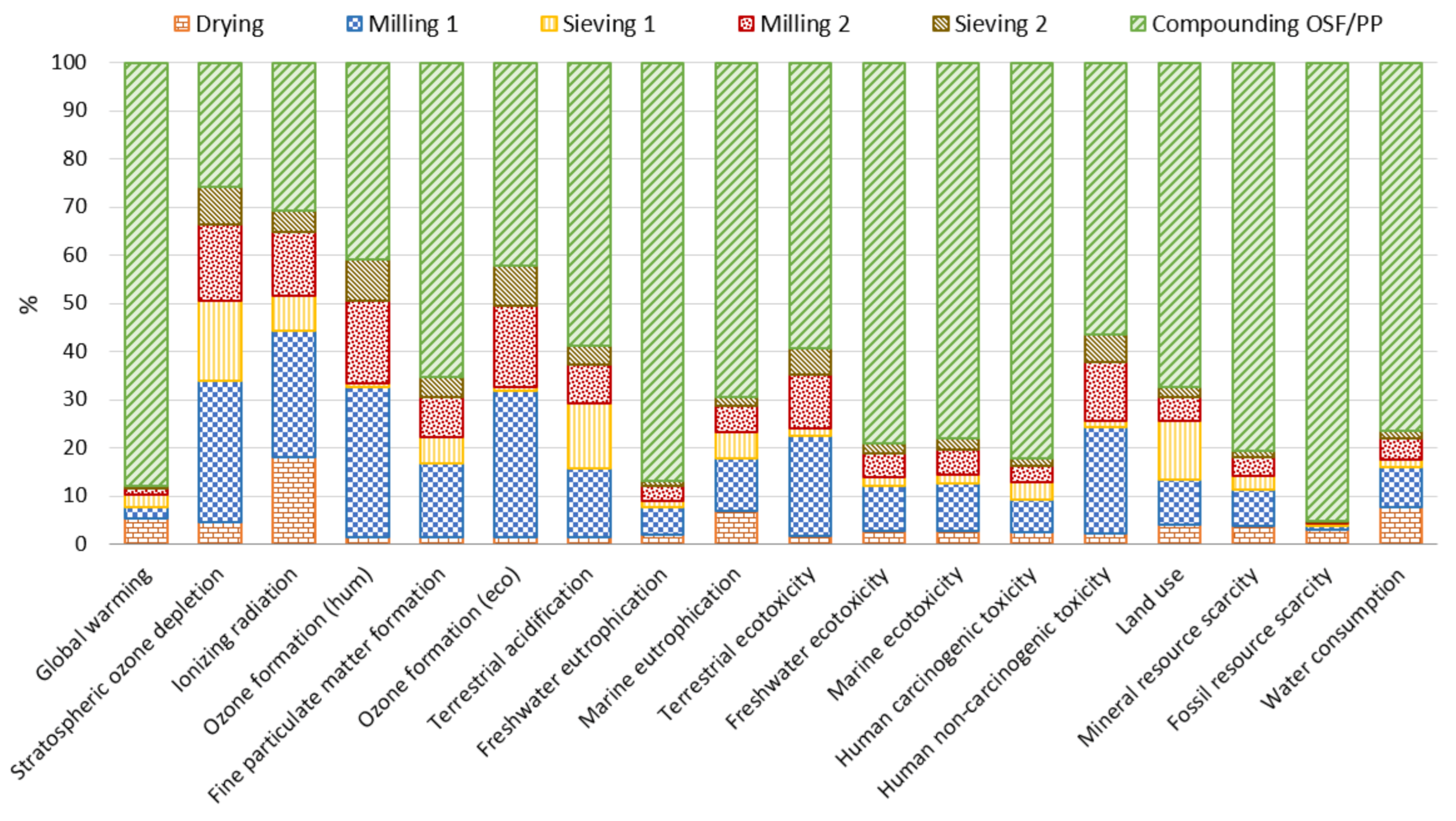
3. Results
4. Discussion and Perspectives
4.1. Comparison with a Conventional Lath
4.2. Biosourcing the Matrix
4.3. Impact of the Diversion of the Olive Pomace from Its Original Use
4.4. Carbon Sequestration
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Del Mar Contreras, M.; Romero, I.; Moya, M.; Castro, E. Olive-derived biomass as a renewable source of value-added products. Process Biochem. 2020, 97, 43–56. [Google Scholar] [CrossRef]
- Notarnicola, B.; Salomone, R.; Petti, L.; Renzulli, P.A.; Roma, R.; Cerutti, A.K. Life Cycle Assessment in the Agri-Food Sector: Case Studies, Methodological Issues and Best Practices; Springer International Publishing: Berlin/Heidelberg, Germany, 2015; ISBN 978-3-319-11939-7. [Google Scholar]
- Boskou, D. Olive Oil: Chemistry and Technology, 2nd ed.; AOCS Publishing: Urbana, IL, USA, 2006; ISBN 978-1-893997-88-2. [Google Scholar]
- Vidal, A.M. Mejora de Las Características Organolépticas, Funcionales y Nutricionales de Aceites de Oliva Vírgenes. Ph.D. Thesis, Universidad de Jaén, Jaén, Spain, 2019. [Google Scholar]
- Dermeche, S.; Nadour, M.; Larroche, C.; Moulti-Mati, F.; Michaud, P. Olive mill wastes: Biochemical characterizations and valorization strategies. Process Biochem. 2013, 48, 1532–1552. [Google Scholar] [CrossRef]
- Salomone, R.; Cappelletti, G.M.; Malandrino, O.; Mistretta, M.; Neri, E.; Nicoletti, G.M.; Notarnicola, B.; Pattara, C.; Russo, C.; Saija, G. Life cycle assessment in the olive oil sector. In Life Cycle Assessment in the Agri-food Sector: Case Studies, Methodological Issues and Best Practices; Notarnicola, B., Salomone, R., Petti, L., Renzulli, P.A., Roma, R., Cerutti, A.K., Eds.; Springer International Publishing: Cham, Germany, 2015; pp. 57–121. ISBN 978-3-319-11940-3. [Google Scholar]
- Lammi, S.; Le Moigne, N.; Djenane, D.; Gontard, N.; Angellier-Coussy, H. Dry fractionation of olive pomace for the development of food packaging biocomposites. Ind. Crops Prod. 2018, 120, 250–261. [Google Scholar] [CrossRef]
- De la Casa, J.A.; Castro, E. Recycling of washed olive pomace ash for fired clay brick manufacturing. Constr. Build. Mater. 2014, 61, 320–326. [Google Scholar] [CrossRef]
- Ravindran, R.; Jaiswal, A.K. Exploitation of food industry waste for high-value products. Trends Biotechnol. 2016, 34, 58–69. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Azbar, N.; Bayram, A.; Filibeli, A.; Muezzinoglu, A.; Sengul, F.; Ozer, A. A review of waste management options in olive oil production. Crit. Rev. Environ. Sci. Technol. 2004, 34, 209–247. [Google Scholar] [CrossRef]
- Bhatnagar, A.; Kaczala, F.; Hogland, W.; Marques, M.; Paraskeva, C.A.; Papadakis, V.G.; Sillanpää, M. Valorization of solid waste products from olive oil industry as potential adsorbents for water pollution control—A review. Environ. Sci. Pollut. Res. 2014, 21, 268–298. [Google Scholar] [CrossRef] [PubMed]
- Espadas-Aldana, G.; Vialle, C.; Belaud, J.-P.; Vaca-Garcia, C.; Sablayrolles, C. Analysis and trends for life cycle assessment of olive oil production. Sustain. Prod. Consum. 2019, 19, 216–230. [Google Scholar] [CrossRef] [Green Version]
- Nunes, M.A.; Pimentel, F.B.; Costa, A.S.G.; Alves, R.C.; Oliveira, M.B.P.P. Olive by-products for functional and food applications: Challenging opportunities to face environmental constraints. Innov. Food Sci. Emerg. Technol. 2016, 35, 139–148. [Google Scholar] [CrossRef]
- Salomone, R.; Ioppolo, G. Environmental impacts of olive oil production: A life cycle assessment case study in the province of Messina (Sicily). J. Clean. Prod. 2012, 28, 88–100. [Google Scholar] [CrossRef]
- Les Coproduits de L’olivier, Déchets ou Matières Premières D’avenir? Available online: https://www.olivardeche.fr/articles.php?lng=fr&pg=81&fbclid=IwAR27WcF_zf0qqNu-r869l13AP2zWz8Z9a_E-6F2Dmh14RgcvsAvpOyI3r7I (accessed on 27 January 2021).
- Aparicio-Ruiz, R.; Harwood, J. Handbook of Olive Oil: Analysis and Properties, 2nd ed.; Springer: New York City, NY, USA, 2013; ISBN 978-1-4614-7776-1. [Google Scholar]
- Lammi, S.; Gastaldi, E.; Gaubiac, F.; Angellier-Coussy, H. How olive pomace can be valorized as fillers to tune the biodegradation of PHBV based composites. Polym. Degrad. Stab. 2019, 166, 325–333. [Google Scholar] [CrossRef]
- Alibes, X.; Berge; Martilotti, F.; Nefzaoui, A.; Zoïopoulos, P.E. Utilisation Des Sous-Produits de l’Olivier En Alimentation Animale Dans Le Bassin Méditerranéen; FAO: Rome, Italy, 1983. [Google Scholar]
- Haddadin, M.S.Y.; Haddadin, J.; Arabiyat, O.I.; Hattar, B. Biological conversion of olive pomace into compost by using trichoderma harzianum and phanerochaete chrysosporium. Bioresour. Technol. 2009, 100, 4773–4782. [Google Scholar] [CrossRef]
- Morillo, J.A.; Antizar-Ladislao, B.; Monteoliva-Sánchez, M.; Ramos-Cormenzana, A.; Russell, N.J. Bioremediation and biovalorisation of olive-mill wastes. Appl. Microbiol. Biotechnol. 2009, 82, 25–39. [Google Scholar] [CrossRef]
- Christoforou, E.; Fokaides, P.A. A review of olive mill solid wastes to energy utilization techniques. Waste Manag. 2016, 49, 346–363. [Google Scholar] [CrossRef]
- Cossu, A.; Degl’Innocenti, S.; Agnolucci, M.; Cristani, C.; Bedini, S.; Nuti, M. Assessment of the life cycle environmental impact of the olive oil extraction solid wastes in the European Union. Open Waste Manag. J. 2013, 6, 12–20. [Google Scholar] [CrossRef] [Green Version]
- Duman, A.K.; Özgen, G.Ö.; Üçtuğ, F.G. Environmental life cycle assessment of olive pomace utilization in Turkey. Sustain. Prod. Consum. 2020, 22, 126–137. [Google Scholar] [CrossRef]
- Barreca, F.; Fichera, C.R. Use of olive stone as an additive in cement lime mortar to improve thermal insulation. Energy Build. 2013, 62, 507–513. [Google Scholar] [CrossRef]
- El-Sheikh, A.H.; Newman, A.P.; Al-Daffaee, H.K.; Phull, S.; Cresswell, N. Characterization of activated carbon prepared from a single cultivar of Jordanian olive stones by chemical and physicochemical techniques. J. Anal. Appl. Pyrolysis 2004, 1, 151–164. [Google Scholar] [CrossRef]
- Matos, M.; Barreiro, M.F.; Gandini, A. Olive stone as a renewable source of biopolyols. Ind. Crops Prod. 2010, 32, 7–12. [Google Scholar] [CrossRef]
- Banat, R. Olive pomace flour as potential organic filler in composite materials: A brief review. Am. J. Polym. Sci. 2019, 9, 10–15. [Google Scholar]
- Boufi, S. Biocomposites from olive-stone flour. In Lignocellulosic Fibre and Biomass-Based Composite Materials; Elsevier: Amsterdam, The Netherlands, 2017; pp. 387–408. ISBN 978-0-08-100959-8. [Google Scholar]
- Kaya, N.; Atagur, M.; Akyuz, O.; Seki, Y.; Sarikanat, M.; Sutcu, M.; Seydibeyoglu, M.O.; Sever, K. Fabrication and characterization of olive pomace filled PP Composites. Compos. Part B Eng. 2018, 150, 277–283. [Google Scholar] [CrossRef]
- Koutsomitopoulou, A.F.; Bénézet, J.C.; Bergeret, A.; Papanicolaou, G.C. Preparation and characterization of olive pit powder as a filler to PLA-matrix bio-composites. Powder Technol. 2014, 255, 10–16. [Google Scholar] [CrossRef]
- Lammi, S.; Barakat, A.; Mayer-Laigle, C.; Djenane, D.; Gontard, N.; Angellier-Coussy, H. Dry fractionation of olive pomace as a sustainable process to produce fillers for biocomposites. Powder Technol. 2018, 326, 44–53. [Google Scholar] [CrossRef] [Green Version]
- Naghmouchi, I.; Mutjé, P.; Boufi, S. Olive stones flour as reinforcement in polypropylene composites: A step forward in the valorization of the solid waste from the olive oil industry. Ind. Crops Prod. 2015, 72, 183–191. [Google Scholar] [CrossRef]
- Aouat, H.; Hammiche, D.; Boukerrou, A.; Djidjelli, H.; Grohens, Y.; Pillin, I. Effects of interface modification on composites based on olive husk flour. Mater. Today Proc. 2021, 36, 94–100. [Google Scholar] [CrossRef]
- Researchers Develop Compostable Plastic Packaging from Olive Waste. Available online: https://www.oliveoiltimes.com/world/researchers-develop-compostable-plastic-packaging-from-olive-waste/81373 (accessed on 27 January 2021).
- Biolive Biological and Chemical Technologies. Available online: http://www.biolivearge.com/indexen.html (accessed on 27 January 2021).
- Material Insight: Bioplastic Made from Olives. Available online: https://www.materialconnexion.com/material-insight-bioplastic/ (accessed on 27 January 2021).
- Belaud, J.-P.; Adoue, C.; Vialle, C.; Chorro, A.; Sablayrolles, C. A Circular economy and industrial ecology toolbox for developing an eco-industrial park: Perspectives from french policy. Clean Technol. Environ. Policy 2019, 21, 967–985. [Google Scholar] [CrossRef] [Green Version]
- Chatzisymeon, E.; Foteinis, S.; Mantzavinos, D.; Tsoutsos, T. Life cycle assessment of advanced oxidation processes for olive mill wastewater treatment. J. Clean. Prod. 2013, 54, 229–234. [Google Scholar] [CrossRef] [Green Version]
- Christoforou, E.A.; Fokaides, P.A. Life cycle assessment (LCA) of olive husk torrefaction. Renew. Energy 2016, 90, 257–266. [Google Scholar] [CrossRef]
- El Hanandeh, A. Energy recovery alternatives for the sustainable management of olive oil industry waste in Australia: Life cycle assessment. J. Clean. Prod. 2015, 91, 78–88. [Google Scholar] [CrossRef] [Green Version]
- Parascanu, M.M.; Sánchez, P.; Soreanu, G.; Valverde, J.L.; Sanchez-Silva, L. Environmental assessment of olive pomace valorization through two different thermochemical processes for energy production. J. Clean. Prod. 2018, 186, 771–781. [Google Scholar] [CrossRef]
- Parascanu, M.M.; Puig Gamero, M.; Sánchez, P.; Soreanu, G.; Valverde, J.L.; Sanchez-Silva, L. Life cycle assessment of olive pomace valorisation through pyrolysis. Renew. Energy 2018, 122, 589–601. [Google Scholar] [CrossRef]
- Hauschild, M.; Rosenbaum, R.K.; Olsen, S. Life Cycle Assessment: Theory and Practice; Springer International Publishing: Berlin/Heidelberg, Germany, 2018; ISBN 978-3-319-56474-6. [Google Scholar]
- ISO 14040 Environmental Management—Life Cycle Assessment—Principles and Framework; International Organization for Standardization (ISO): Geneve, Switzerland, 2006.
- Al-Ma’adeed, M.; Ozerkan, G.; Kahraman, R.; Rajendran, S.; Hodzic, A. Life cycle assessment of particulate recycled low density polyethylene and recycled polypropylene reinforced with talc and fiberglass. Key Eng. Mater. 2011, 471–472, 999–1004. [Google Scholar] [CrossRef]
- Sommerhuber, P.F.; Wenker, J.L.; Rüter, S.; Krause, A. Life cycle assessment of wood-plastic composites: Analysing alternative materials and identifying an environmental sound end-of-life option. Resour. Conserv. Recycl. 2017, 117, 235–248. [Google Scholar] [CrossRef]
- Vidal, R.; Martínez, P.; Garraín, D. Life cycle assessment of composite materials made of recycled thermoplastics combined with rice husks and cotton linters. Int. J. Life Cycle Assess. 2009, 14, 73–82. [Google Scholar] [CrossRef]
- EN15804:2012+A1:2013 European Committee for Standardization Sustainability of Construction Works—Environmental Product Declarations—Core Rules for the Product Category of Construction Products; European Standard: Brussels, Belgium, 2013.
- ISO 14044: Environmental Management—Life Cycle Assessment—Requirements and Guidelines; International Organization for Standardization (ISO): Geneve, Switzerland, 2006.
- Naghmouchi, I.; Mutjé, P.; Boufi, S. Polyvinyl chloride composites filled with olive stone flour: Mechanical, thermal, and water absorption properties. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Sobczak, P.; Mazur, J.; Zawiślak, K.; Panasiewicz, M.; Żukiewicz-Sobczak, W.; Królczyk, J.; Lechowski, J. Evaluation of dust concentration during grinding grain in sustainable agriculture. Sustainability 2019, 11, 4572. [Google Scholar] [CrossRef] [Green Version]
- Zhao, X.; Roberts, G.; Roberts, E. Bio-Composite and Bioplastic Materials and Method. U.S. Patent Application No. 16/345,668, 12 September 2019. [Google Scholar]
- RETSCH Cutting Mill SM 300—Retsch. Available online: https://www.retsch.com/products/milling/cutting-mills/sm-300/function-features/ (accessed on 10 July 2020).
- Uitterhaegen, E.; Parinet, J.; Labonne, L.; Mérian, T.; Ballas, S.; Véronèse, T.; Merah, O.; Talou, T.; Stevens, C.V.; Chabert, F.; et al. Performance, durability and recycling of thermoplastic biocomposites reinforced with coriander straw. Compos. Part Appl. Sci. Manuf. 2018, 113, 254–263. [Google Scholar] [CrossRef] [Green Version]
- DECO 20L Ball Mill Lab Experiment. Available online: http://m.deco-ballmill.com/laboratory-ball-mill/lab-roller-ball-mill/20l-ball-mill-lab-experiment.html (accessed on 9 July 2020).
- Kylili, A.; Christoforou, E.; Fokaides, P.A. Environmental evaluation of biomass pelleting using life cycle assessment. Biomass Bioenergy 2016, 84, 107–117. [Google Scholar] [CrossRef]
- RITEC Tamiseurs MC-RITEC. Available online: http://ritec.fr/separer/tamiseurs/MC (accessed on 10 July 2020).
- Aslan, S.S. Olive oil recovery methods. Terr. Aquat. Environ. Toxicol. 2010, 4, 118–119. [Google Scholar]
- Avadí, A. Screening LCA of French organic amendments and fertilisers. Int. J. Life Cycle Assess. 2020, 25, 698–718. [Google Scholar] [CrossRef]
- Schau, E.M.; Michalopoulos, G.; Russo, C. Product Enviromental Footprint Category Rules for Olive Oil; European Commission: Brussels, Belgium, 2016. [Google Scholar]
- Qin, Q.H. Introduction to the composite and its toughening mechanisms. In Toughening Mechanisms in Composite Materials; Qin, Q., Ye, J., Eds.; Woodhead Publishing: Cambridge, UK, 2015; pp. 1–32. ISBN 978-1-78242-279-2. [Google Scholar]
- Koerner, G.R.; Koerner, R.M. Polymeric Geomembrane Components in Landfill Liners. In Solid Waste Landfilling; Cossu, R., Stegmann, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 313–341. ISBN 978-0-12-818336-6. [Google Scholar]
- Sigma-Aldrich Polypropylene-Graft-Maleic Anhydride. Available online: https://www.sigmaaldrich.com/catalog/product/aldrich/427845 (accessed on 3 September 2020).
- Sigma-Aldrich Polyethylene-Graft-Maleic Anhydride. Available online: https://www.sigmaaldrich.com/catalog/product/aldrich/456624 (accessed on 3 September 2020).
- Pattara, C.; Cappelletti, G.M.; Cichelli, A. Recovery and use of olive stones: Commodity, environmental and economic assessment. Renew. Sustain. Energy Rev. 2010, 14, 1484–1489. [Google Scholar] [CrossRef]
- Joshi, S.V.; Drzal, L.T.; Mohanty, A.K.; Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Compos. Part Appl. Sci. Manuf. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- Intini, F.; Kühtz, S.; Rospi, G. Energy recovery of the solid waste of the olive oil industries—LCA analysis and carbon footprint assessment. J. Sustain. Energy Environ. 2011, 2, 157–166. [Google Scholar]
- Roig, A.; Cayuela, M.L.; Sánchez-Monedero, M.A. An overview on olive mill wastes and their valorisation methods. Waste Manag. 2006, 26, 960–969. [Google Scholar] [CrossRef]
- Morris, J. Recycle, bury, or burn wood waste biomass?: LCA answer depends on carbon accounting, emissions controls, displaced fuels, and impact costs. J. Ind. Ecol. 2017, 21, 844–856. [Google Scholar] [CrossRef]
- Miranda, T.; Esteban, A.; Rojas, S.; Montero, I.; Ruiz, A. Combustion analysis of different olive residues. Int. J. Mol. Sci. 2008, 9, 512–525. [Google Scholar] [CrossRef]
- Dogru, M. Experimental results of olive pits gasification in a fixed bed downdraft gasifier system. Int. J. Green Energy 2013, 10, 348–361. [Google Scholar] [CrossRef]
- Mami, M.A.; Mätzing, H.; Gehrmann, H.-J.; Stapf, D.; Bolduan, R.; Lajili, M. Investigation of the olive mill solid wastes pellets combustion in a counter-current fixed bed reactor. Energies 2018, 11, 1965. [Google Scholar] [CrossRef] [Green Version]
- Mata-Sánchez, J.; Pérez-Jiménez, J.A.; Díaz-Villanueva, M.J.; Serrano, A.; Núñez-Sánchez, N.; López-Giménez, F.J. Development of olive stone quality system based on biofuel energetic parameters study. Renew. Energy 2014, 66, 251–256. [Google Scholar] [CrossRef]
- Iglesias Loredo, R. Valorización Energética del Orujillo de Aceituna. Master’s Thesis, Universidad del Pais Vasco, Bilbao, Spain, 2019. [Google Scholar]
- Rodríguez, G.; Lama, A.; Rodríguez, R.; Jiménez, A.; Guillén, R.; Fernández-Bolaños, J. Olive stone an attractive source of bioactive and valuable compounds. Bioresour. Technol. 2008, 99, 5261–5269. [Google Scholar] [CrossRef]
- PRé Sustainability. SimaPro Database Manual: Methods Library; SimaPro: Utrecht, The Netherlands, 2020. [Google Scholar]
- Huijbregts, M.A.J.; Steinmann, Z.J.N.; Elshout, P.M.F.; Stam, G.; Verones, F.; Vieira, M.; Zijp, M.; Hollander, A.; van Zelm, R. ReCiPe2016: A harmonised life cycle impact assessment method at midpoint and endpoint level. Int. J. Life Cycle Assess. 2017, 22, 138–147. [Google Scholar] [CrossRef]
- Haye, S.; Slaveykova, V.I.; Payet, J. Terrestrial ecotoxicity and effect factors of metals in life cycle assessment (LCA). Chemosphere 2007, 68, 1489–1496. [Google Scholar] [CrossRef] [PubMed]
- Vervaeke, M. Life cycle assessment software for product and process sustainability analysis. J. Chem. Educ. 2012, 89, 884–890. [Google Scholar] [CrossRef]
- Bergman, R.; Suo-Han, H.; Oneil, E.; Eastin, I. The Consortium for Research on Renewable Industrial Materials; CORRIM: Seattle, WA, USA, 2013; p. 101. [Google Scholar]
- Thorton, J.; Healthy Building Network; Institute for Local Self-Reliance. Environmental Impacts of Polyvinyl Chloride Building Materials; Healthy Building Network: Washington, DC, USA, 2002; ISBN 978-0-9724632-0-1. [Google Scholar]
- Gamon, G.; Evon, P.; Rigal, L. Twin-screw extrusion impact on natural fibre morphology and material properties in poly(lactic acid) based biocomposites. Ind. Crops Prod. 2013, 46, 173–185. [Google Scholar] [CrossRef] [Green Version]
- Batuecas, E.; Tommasi, T.; Battista, F.; Negro, V.; Sonetti, G.; Viotti, P.; Fino, D.; Mancini, G. Life cycle assessment of waste disposal from olive oil production: Anaerobic digestion and conventional disposal on soil. J. Environ. Manag. 2019, 237, 94–102. [Google Scholar] [CrossRef]
- Carbon Dioxide Emissions Associated with Bioenergy and Other Biogenic Sources. Available online: /climatechange/carbon-dioxide-emissions-associated-bioenergy-and-other-biogenic-sources (accessed on 13 January 2021).
- Rinaldi, S.; Barbanera, M.; Lascaro, E. Assessment of carbon footprint and energy performance of the extra virgin olive oil chain in Umbria, Italy. Sci. Total Environ. 2014, 482–483, 71–79. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filler | Polymeric Matrix | Scenario |
|---|---|---|
| Olive stone fraction | Polypropylene | OSF/PP |
| Olive stone fraction | Polyethylene | OSF/PE |
| Process | Input/Output | Amount | Comment |
|---|---|---|---|
| Olive pomace | Input | - | - |
| Substrate | 4 kg | No impacts from olive agricultural production were included (empty process) | |
| Water | 0.16 kg | Economic allocation key for wet pomace (70% moisture) by the PEFCR *: 2.32% | |
| Energy | 0.005 kW·h | ||
| Output | - | - | |
| Olive pomace | 1.60 kg | Virgin olive pomace | |
| Olive pomace, processed | Input | - | - |
| Substrate | 2.00 kg | “Olive pomace” (previous process) | |
| Water | 0 kg | Economic allocation key for dry pomace by the PEFCR *: 9.47% | |
| Energy | 0.01 kW·h | ||
| Energy | 0.70 MJ | ||
| Output | - | - | |
| Olive pomace, processed | 0.93 kg | De-oiled olive pomace | |
| Water | 1.07 kg | Calculate by mass difference |
| Composite | Density (kg/m3) | Mass (kg) |
|---|---|---|
| OSF/PP | 1060.9 | 18.458 |
| OSF/PE | 1068.0 | 18.584 |
| Process | Input/Output | Amount | Comment | Ref. |
|---|---|---|---|---|
| PP-g-MA | Input | - | - | - |
| Maleic anhydride | 0.09 kg | 8–10%wt, an average between the two values was taken as reference. | [63] | |
| Polypropylene | 0.91 kg | - | - | |
| Output | - | - | - | |
| PP-g-MA | 1.00 kg | The data considered for the modeling is the formulation of the commercial compound. | - | |
| PE-g-MA | Input | - | - | - |
| Maleic anhydride | 0.005 kg | ~0.5 wt.% | [64] | |
| Polyethylene | 0.995 kg | - | - | |
| Output | - | - | - | |
| PE-g-MA | 1.00 kg | The data considered for the modeling is the formulation of the commercial compound. | - |
| Type of Waste | Lower Heating Value (MJ/kg) | Reference |
|---|---|---|
| Olive pit | 19.0 | [70] |
| Olive pit | 16.2 | [71] |
| Olive pit | 17.3 | [72] |
| Olive pit | 19.2 | [73] |
| Olive stone | 16.3 | [74] |
| Olive stone | 17.0 | [75] |
| Process | Flow | Amount | Comments | Ref. |
|---|---|---|---|---|
| Drying | Input | - | - | - |
| Crude olive pomace (53% moisture) | 1.09 kg | - | - | |
| Energy | 0.06 kW·h | - | [56] | |
| Output | - | - | - | |
| Water (steam) | 0.09 kg | Emissions to air | - | |
| Olive pomace (9% moisture) | 1.00 kg | - | - | |
| Milling (1) | Input | - | - | - |
| Energy | 0.11 kW·h | Ball mill DECO-PM-2X10L/15L, Electrical detail: 220 VAC, 50 Hz, 1.5 kW | [55] | |
| Output | - | - | - | |
| Olive pomace powder | 0.80 kg | Olive husk sample is ground before use, giving 80% of the weight of the sample | [58] | |
| Dust (by-product) | 0.20 kg | - | - | |
| Sieving (1) | Input | - | - | - |
| Energy | 0.04 kW·h | Sieving machine RITEC, power: 0.48 kW | [57] | |
| Output | - | - | - | |
| Coarse fraction | 0.687 kg | Fractions of OP:OSF 56.4%, intermediate fraction 11.7% | [7] | |
| Pulp-rich fraction | 0.313 kg | Fractions of OP:PF 31.3%, | [7] | |
| Milling (2) | Input | - | - | - |
| Energy | 0.1 kW·h | Cutting mill SM 300, Retsch. Input: 30 kg/h. Power: 3 kW | [53] | |
| Output | - | - | - | |
| Dust (by-product) | 0.20 kg | All milling processes are considered 80% | - | |
| Coarse fraction powder | 0.80 kg | - | - | |
| Sieving (2) | Input | - | - | - |
| Energy | 0.04 kW·h | Sieve RITEC, power: 0.48 kW | [57] | |
| Output | - | - | - | |
| Intermediate fraction | 0.17 kg | Fractions of OP: intermediate fraction 11.7% | [7] | |
| Olive stone-rich fraction | 0.83 kg | Fractions of OP:PF 31.3%, OSF 56.4% | [7] | |
| Compounding | Input | - | - | - |
| Polymeric matrix | 0.34 kg | 34 wt.% polymer | - | |
| PE-g-MA/PP-g-MA | 0.06 kg | 6 wt.% coupling agent | - | |
| Energy (OSF/PP) | 0.3566 kW·h | The information available was obtained by extrapolating the results of Uitterhaegen et al. | [54] | |
| Energy (OSF/PE) | 0.2836 kW·h | The information available was obtained by extrapolating the results of Uitterhaegen et al. | [54] | |
| Output | - | - | - | |
| Composite OSF/PP or OSF/PE | 1 kg | - | - |
| Input | Ecoinvent Database v.3.6 |
|---|---|
| Combustion of dust | Waste wood, untreated {CH}| heat production, untreated waste wood, at furnace 1000–5000 kW|Cut-off, U |
| Composting | Biowaste {CH}|treatment of biowaste, industrial composting|Cut-off, U |
| Energy | Electricity, medium voltage {FR}|market for|Cut-off, U |
| Maleic anhydride | Maleic anhydride {GLO}|market for maleic anhydride|Cut-off, U |
| Polyethylene | Polyethylene, high density, granulate {GLO}|market for|Cut-off, U |
| Polypropylene | Polypropylene, granulate {GLO}|market for|Cut-off, U |
| Steam | Water (Emissions to air) |
| Name of the Process | Amount for 1 m2 Profile Construction of OSF/PP | Unit | Amount for 1 m2 Profile Construction of OSF/PE | Unit |
|---|---|---|---|---|
| Drying | 30.42 | kg | 30.63 | kg |
| Milling (1) | 24.34 | kg | 24.50 | kg |
| Sieving (1) | 16.72 | kg | 16.83 | kg |
| Milling (2) | 13.37 | kg | 13.47 | kg |
| Sieving (2) | 11.07 | kg | 11.15 | kg |
| Compounding | 18.46 | kg | 18.58 | kg |
| Midpoint Indicator | Drying | Milling 1 | Sieving 1 | Milling 2 | Sieving 2 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Input | Substance | Input | Substance | Input | Substance | Input | Substance | Input | Substance | |
| Global warming | Olive pomace, processed (85%) | Carbon dioxide, fossil (79%) | Electricity (58%) | Carbon dioxide, fossil (52%) | Biowaste, composting (84%) | Methane, biogenic (50.3%) | Electricity (56%) | Carbon dioxide, fossil (50%) | Heat production, waste wood (55%) | Carbon dioxide, fossil (40%) |
| Stratospheric ozone depletion | Olive pomace, processed (66%) | Dinitrogen monoxide (33%) | Heat production (Waste wood) (90%) | Dinitrogen monoxide (90%) | Biowaste, composting (95%) | Dinitrogen monoxide (94%) | Heat production (Waste wood) (91%) | Dinitrogen monoxide (91%) | Heat production, waste wood (94%) | Dinitrogen monoxide (94%) |
| Ionizing radiation | Electricity (74%) | Radon-222 (73%) | Electricity (94%) | Radon-222 (92%) | Electricity (96%) | Radon-222 (94%) | Electricity (94%) | Radon-222 (91%) | Electricity (90%) | Radon-222 (88%) |
| Ozone formation, Human health | Olive pomace, processed (76%) | Nitrogen oxides (73%) | Heat production (Waste wood) (98%) | Nitrogen oxides (97%) | Biowaste, composting (73%) | Nitrogen oxides (70%) | Heat production (Waste wood) (98%) | Nitrogen oxides (98%) | Heat production, waste wood (99%) | Nitrogen oxides (98%) |
| Fine particulate matter formation | Olive pomace, processed (58%) | Sulfur dioxide (23%) | Heat production (Waste wood) (92%) | Nitrogen oxides (68%) | Biowaste, composting (94%) | Ammonia (83%) | Heat production (Waste wood) (93%) | Nitrogen oxides (69%) | Heat production, waste wood (95%) | Nitrogen oxides (70%) |
| Ozone formation, Terrestrial ecosystems | Olive pomace, processed (76%) | Nitrogen oxides (71%) | Heat production (Waste wood) (98%) | Nitrogen oxides (97%) | Biowaste, composting (74%) | Nitrogen oxides (68%) | Heat production (Waste wood) (98%) | Nitrogen oxides (97%) | Heat production, waste wood (99%) | Nitrogen oxides (98%) |
| Terrestrial acidification | Olive pomace (61%) | Sulfur dioxide (31%) | Heat production (Waste wood) (93%) | Nitrogen oxides (83%) | Biowaste, composting (98%) | Ammonia (95%) | Heat production (Waste wood) (94%) | Nitrogen oxides (83%) | Heat production, waste wood (96%) | Nitrogen oxides (85%) |
| Freshwater eutrophication | Electricity (63%) | Phosphate, water (63%) | Heat production (Waste wood) (58%) | Phosphate, water (42%) | Biowaste, composting (51%) | Phosphate, water (51%) | Heat production, waste wood (61%) | Phosphate, water (43%) | Heat production, waste wood (71%) | Phosphate, water (50%) |
| Marine eutrophication | Electricity (73%) | Nitrate (70%) | Electricity (85%) | Nitrate (81%) | Biowaste, composting (51%) | Nitrate (47%) | Electricity (83%) | Nitrate (80%) | Electricity (76%) | Nitrate (73%) |
| Terrestrial ecotoxicity | Electricity (65%) | Copper (44%) | Heat production (Waste wood) (90%) | Zinc (48%) | Biowaste, composting (59%) | Copper (38%) | Heat production (Waste wood) (91%) | Zinc (49%) | Heat production, waste wood (94%) | Zinc (51%) |
| Freshwater ecotoxicity | Electricity (75%) | Copper (58%) | Heat production (Waste wood) (59%) | Copper (30%) | Electricity (55%) | Copper (43%) | Heat production, waste wood (62%) | Copper (31%) | Heat production, waste wood (71%) | Copper (36%) |
| Marine ecotoxicity | Electricity (69%) | Copper (51%) | Heat production (Waste wood) (63%) | Copper (25%) | Electricity (54%) | Copper (40%) | Heat production, waste wood (65%) | Copper (26%) | Heat production, waste wood (74%) | Copper (30%) |
| Human carcinogenic toxicity | Electricity (54%) | Chromium VI, water (38%) | Heat production (Waste wood) (64%) | Chromium VI, water (49%) | Biowaste, composting (81%) | Chromium VI, water (77%) | Heat production (Waste wood) (66%) | Chromium VI, water (51%) | Heat production, waste wood (75%) | Chromium VI, water (58%) |
| Human non-carcinogenic toxicity | Electricity (62%) | Arsenic, water (29%) | Heat production (Waste wood) (89%) | Zinc, soil (56%) | Electricity (57%) | Zinc (20%) | Heat production (Waste wood) (90%) | Zinc, soil (57%) | Heat production, waste wood (93%) | Zinc, soil (59%) |
| Land use | Electricity (78%) | Occupation, forest, intensive (65%) | Electricity (60%) | Occupation, forest, intensive (50%) | Biowaste, composting (87%) | Occupation, forest, intensive (68%) | Electricity (58%) | Occupation, forest, intensive (48%) | Heat production, waste wood (53%) | Occupation, forest, intensive (15%) |
| Mineral resource scarcity | Electricity (63%) | Uranium (42%) | Electricity (59%) | Uranium (39%) | Biowaste, composting (55%) | Iron (30%) | Electricity (56%) | Uranium (38%) | Heat production, waste wood (55%) | Uranium (3%) |
| Fossil resource scarcity | Olive pomace, processed (89%) | Gas, natural/m3 (86%) | Electricity (77%) | Gas, natural/m3 (49%) | Biowaste, composting (64%) | Oil, crude (51%) | Electricity (76%) | Gas, natural/m3 (48%) | Electricity (67%) | Gas, natural/m3 (42%) |
| Water consumption | Olive pomace, processed (63%) | Water, turbine use, unspecified natural origin, FR (25%) | Electricity (64%) | Water, turbine use, unspecified natural origin, FR (80%) | Electricity (88%) | Water, turbine use, unspecified natural origin, FR (88%) | Electricity (62%) | Water, turbine use, unspecified natural origin, FR (78%) | Electricity (51%) | Water, turbine use, unspecified natural origin, FR (70%) |
| Midpoint Indicator | Compounding OSF/PE | Compounding OSF/PP | ||
|---|---|---|---|---|
| Input | Substance | Input | Substance | |
| Global warming | Polyethylene, high density (84%) | Carbon dioxide, fossil (67%) | Polypropylene (83%) | Carbon dioxide, fossil (66%) |
| Stratospheric ozone depletion | Polyethylene, high density (78%) | Dinitrogen monoxide (68%) | Polypropylene (74%) | Dinitrogen monoxide (65%) |
| Ionizing radiation | Electricity (79%) | Radon-222 (77%) | Electricity (85%) | Radon-222 (83%) |
| Ozone formation, Human health | Polyethylene, high density (84%) | Nitrogen oxides (74%) | Polypropylene (84%) | Nitrogen oxides (75%) |
| Fine particulate matter formation | Polyethylene, high density (84%) | Sulfur dioxide (44%) | Polypropylene (83%) | Sulfur dioxide (46%) |
| Ozone formation, Terrestrial ecosystems | Polyethylene, high density (84%) | Nitrogen oxides (69%) | Polypropylene (84%) | Nitrogen oxides (71%) |
| Terrestrial acidification | Polyethylene, high density (84%) | Sulfur dioxide (62%) | Polypropylene (83%) | Sulfur dioxide (62%) |
| Freshwater eutrophication | Polyethylene, high density (83%) | Phosphate, water (83%) | Polypropylene (82%) | Phosphate, water (82%) |
| Marine eutrophication | Polyethylene, high density (75%) | Nitrate (58%) | Polypropylene (73%) | Nitrate (54%) |
| Terrestrial ecotoxicity | Polyethylene, high density (83%) | Copper (56%) | Polypropylene (82%) | Copper (59%) |
| Freshwater ecotoxicity | Polyethylene, high density (82%) | Copper (49%) | Polypropylene (81%) | Copper (49%) |
| Marine ecotoxicity | Polyethylene, high density (82%) | Copper (45%) | Polypropylene (81%) | Copper (45%) |
| Human carcinogenic toxicity | Polyethylene, high density (83%) | Chromium VI, water (78%) | Polypropylene (82%) | Chromium VI, water (76%) |
| Human non-carcinogenic toxicity | Polyethylene, high density (82%) | Zinc (50%) | Polypropylene (81%) | Zinc (49%) |
| Land use | Polyethylene, high density (79%) | Occupation, forest, intensive (37%) | Polypropylene (77%) | Occupation, forest, intensive (35%) |
| Mineral resource scarcity | Polyethylene, high density (80%) | Gold (24%) | Polypropylene (81%) | Titanium (22%) |
| Fossil resource scarcity | Polyethylene, high density (85%) | Oil, crude (50%) | Polypropylene (85%) | Oil, crude (50%) |
| Water consumption | Polyethylene, high density (81%) | Water, turbine use, unspecified natural origin, FR (6%) | Polypropylene (79%) | Water, turbine use, unspecified natural origin, FR (4%) |
| Impact Category | Unit | OSF/PE | OSF/PP |
|---|---|---|---|
| Global warming | kg CO2 eq | 20.52 | 20.25 |
| Stratospheric ozone depletion | kg CFC11 eq | 1.46 × 10−5 | 1.39 × 10−5 |
| Ionizing radiation | kBq Co-60 eq | 7.38 | 7.67 |
| Ozone formation, human health | kg NOx eq | 0.09 | 0.09 |
| Fine particulate matter formation | kg PM2.5 eq | 0.03 | 0.03 |
| Ozone formation, Terrestrial ecosystems | kg NOx eq | 0.09 | 0.09 |
| Terrestrial acidification | kg SO2 eq | 0.08 | 0.08 |
| Freshwater eutrophication | kg P eq | 3.87 × 10−3 | 3.72 × 10−3 |
| Marine eutrophication | kg N eq | 4.30 × 10−4 | 4.30 × 10−4 |
| Terrestrial ecotoxicity | kg 1,4-DCB | 61.36 | 58.76 |
| Freshwater ecotoxicity | kg 1,4-DCB | 0.70 | 0.68 |
| Marine ecotoxicity | kg 1,4-DCB | 0.92 | 0.90 |
| Human carcinogenic toxicity | kg 1,4-DCB | 0.72 | 0.57 |
| Human non-carcinogenic toxicity | kg 1,4-DCB | 18.27 | 17.89 |
| Land use | m2a crop eq | 0.24 | 0.23 |
| Mineral resource scarcity | kg Cu eq | 0.05 | 0.06 |
| Fossil resource scarcity | kg oil eq | 13.18 | 13.32 |
| Water consumption | m3 | 0.24 | 0.21 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Espadas-Aldana, G.; Guaygua-Amaguaña, P.; Vialle, C.; Belaud, J.-P.; Evon, P.; Sablayrolles, C. Life Cycle Assessment of Olive Pomace as a Reinforcement in Polypropylene and Polyethylene Biocomposite Materials: A New Perspective for the Valorization of This Agricultural By-Product. Coatings 2021, 11, 525. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11050525
Espadas-Aldana G, Guaygua-Amaguaña P, Vialle C, Belaud J-P, Evon P, Sablayrolles C. Life Cycle Assessment of Olive Pomace as a Reinforcement in Polypropylene and Polyethylene Biocomposite Materials: A New Perspective for the Valorization of This Agricultural By-Product. Coatings. 2021; 11(5):525. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11050525
Chicago/Turabian StyleEspadas-Aldana, Gabriela, Priscila Guaygua-Amaguaña, Claire Vialle, Jean-Pierre Belaud, Philippe Evon, and Caroline Sablayrolles. 2021. "Life Cycle Assessment of Olive Pomace as a Reinforcement in Polypropylene and Polyethylene Biocomposite Materials: A New Perspective for the Valorization of This Agricultural By-Product" Coatings 11, no. 5: 525. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11050525