
Wear Behavior Analysis of Al2O3 Coatings Manufactured by APS and HVOF Spraying Processes Using Powder and Suspension Feedstocks

 , ,
, ,  , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Spraying Processes
2.3. Coating Characterization
3. Results and Discussion
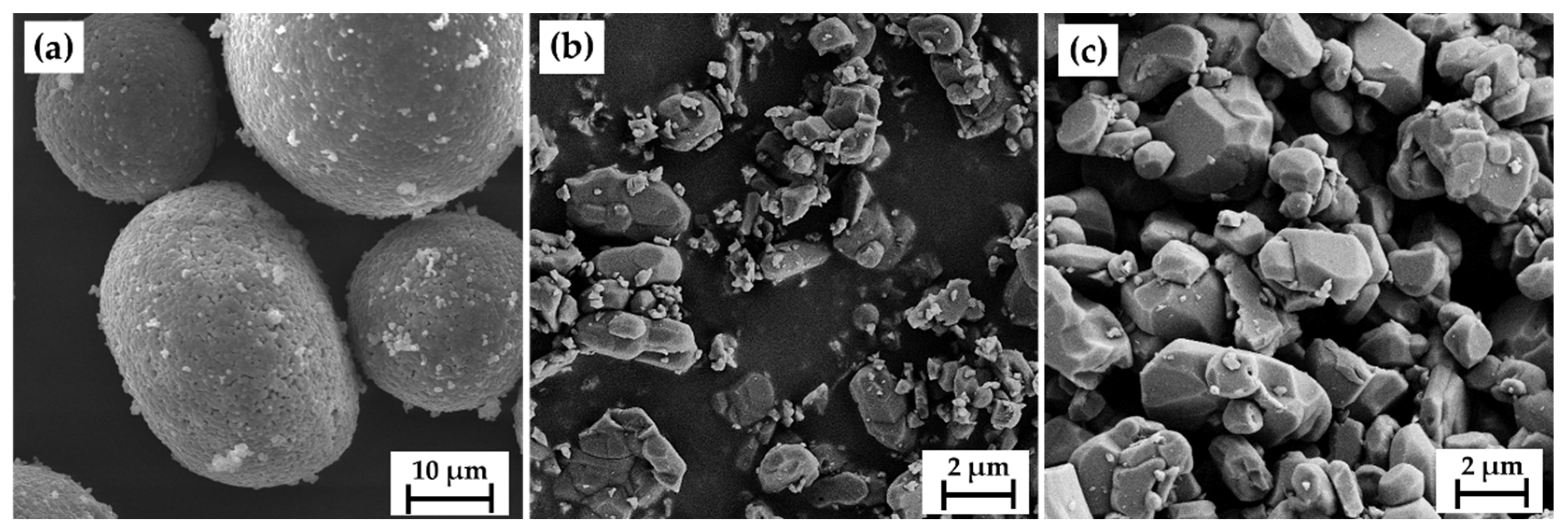
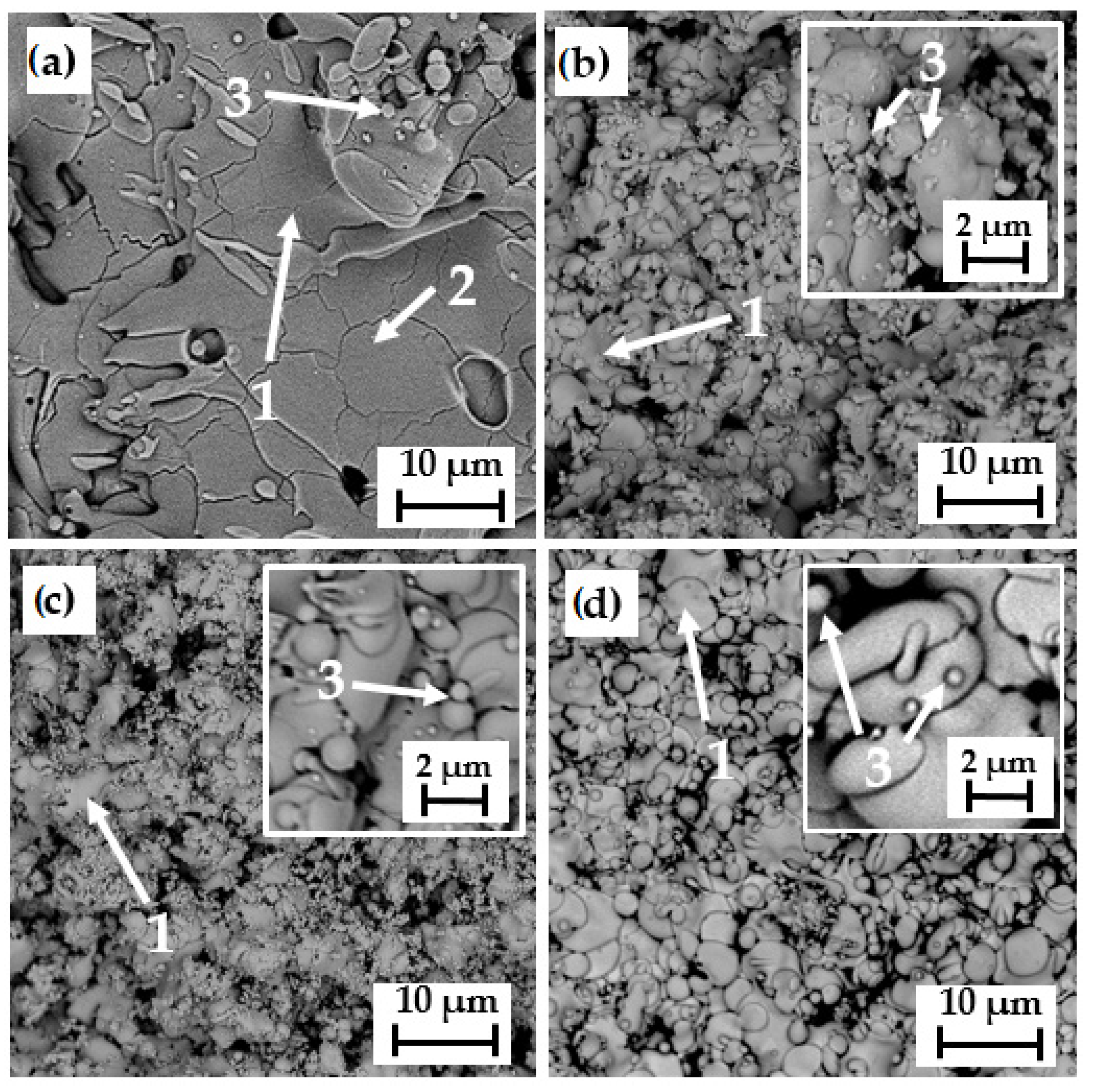
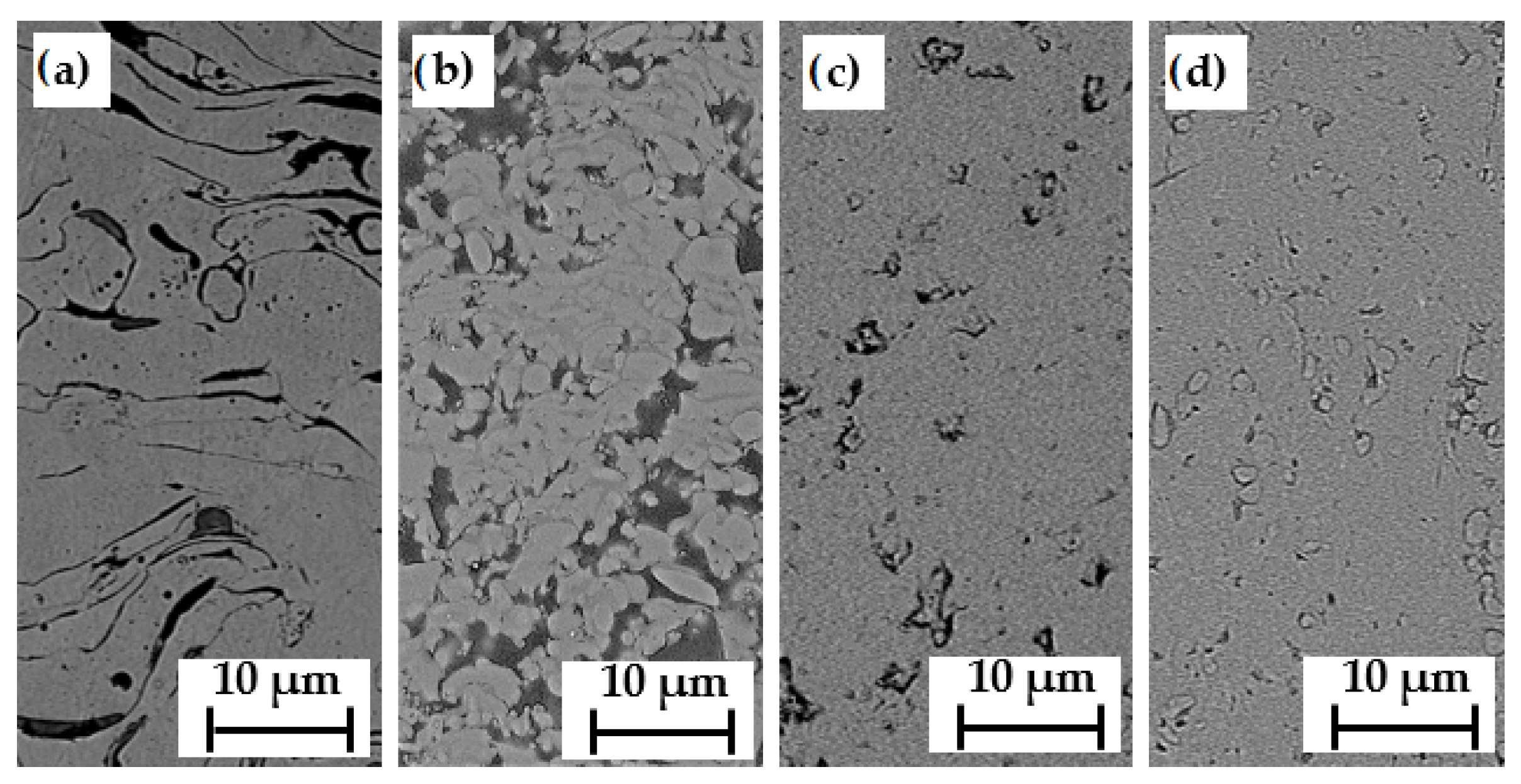
3.1. Morphology and Microstructure
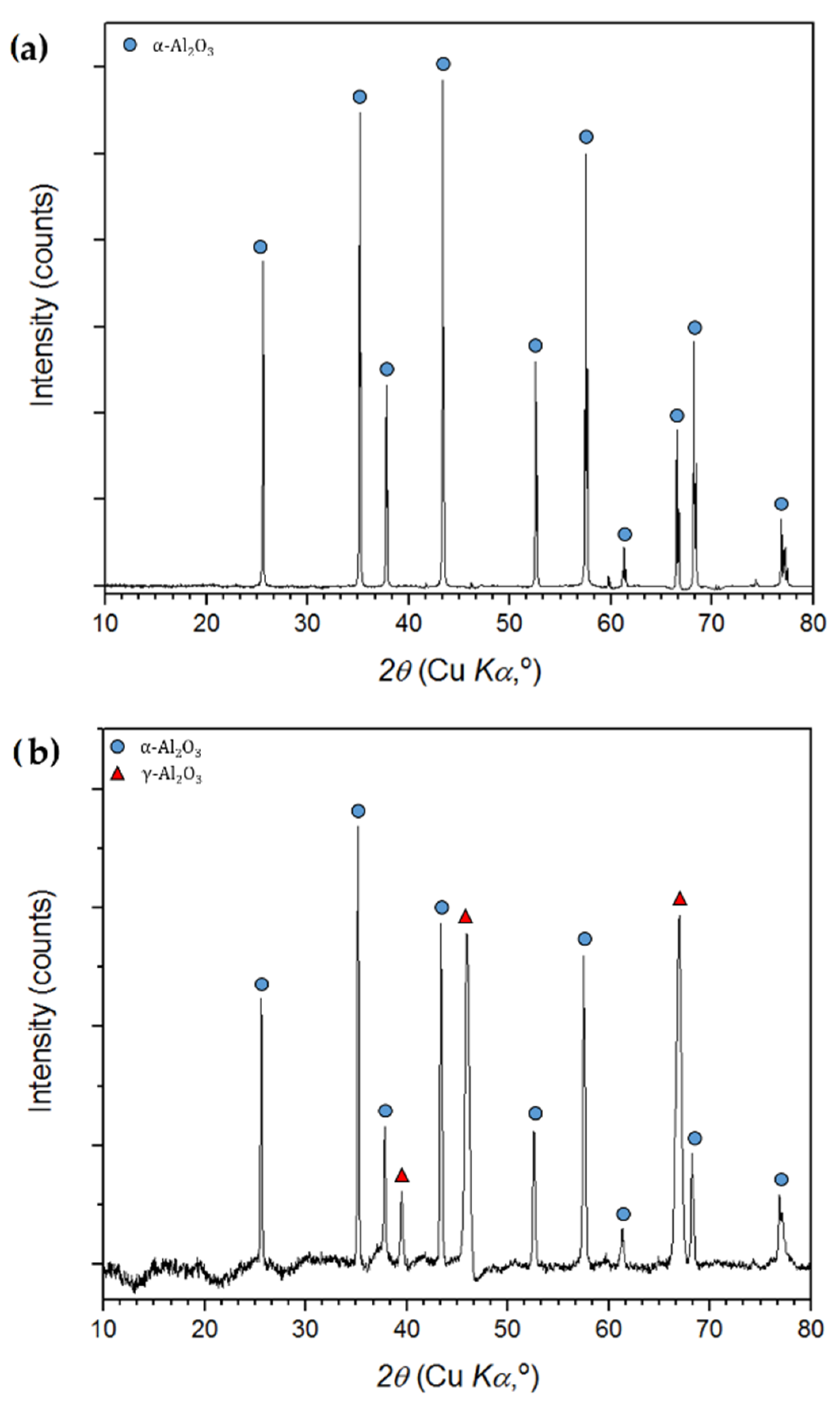
3.2. Phase Composition of Alumina Coatings
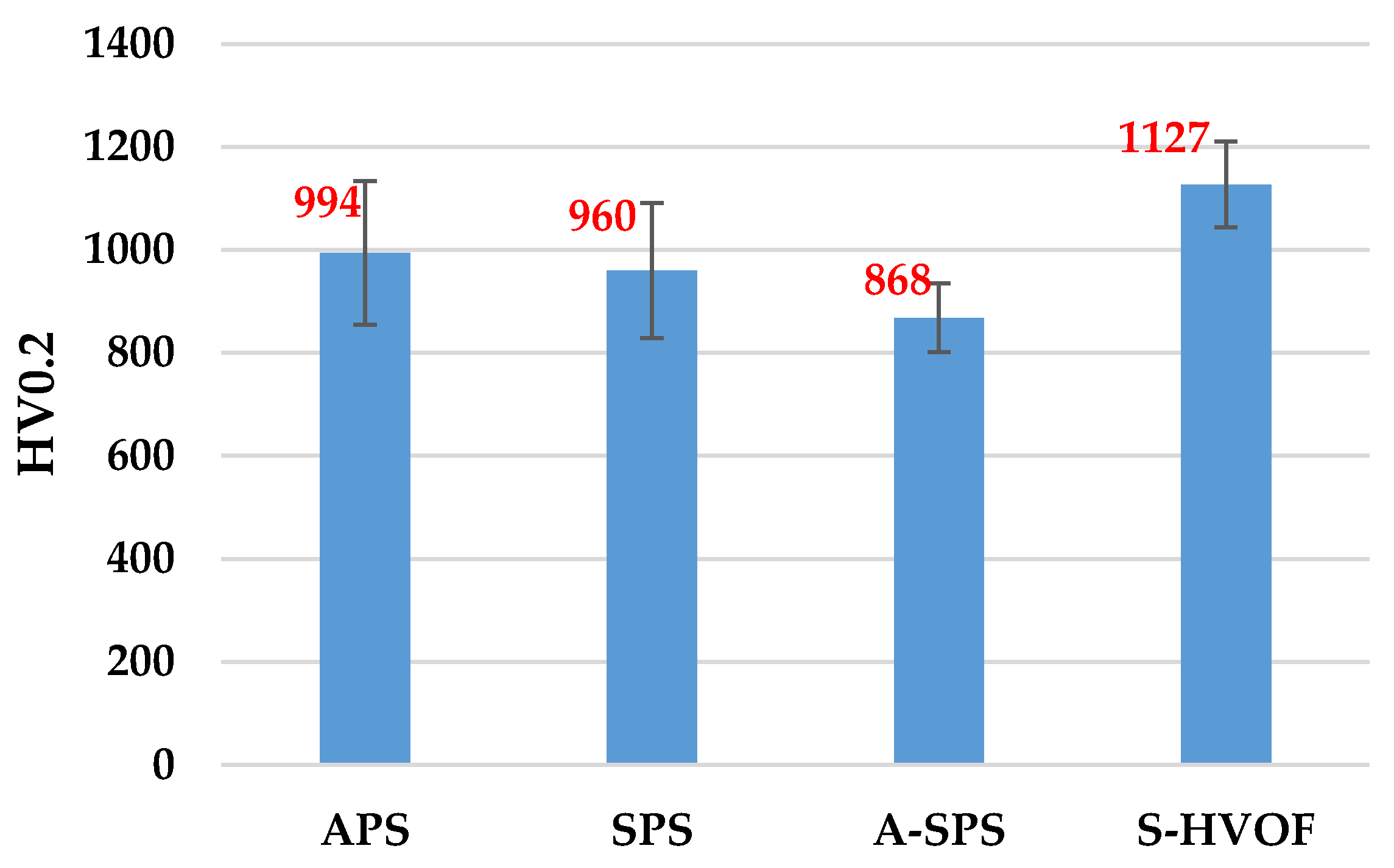
3.3. Microhardness
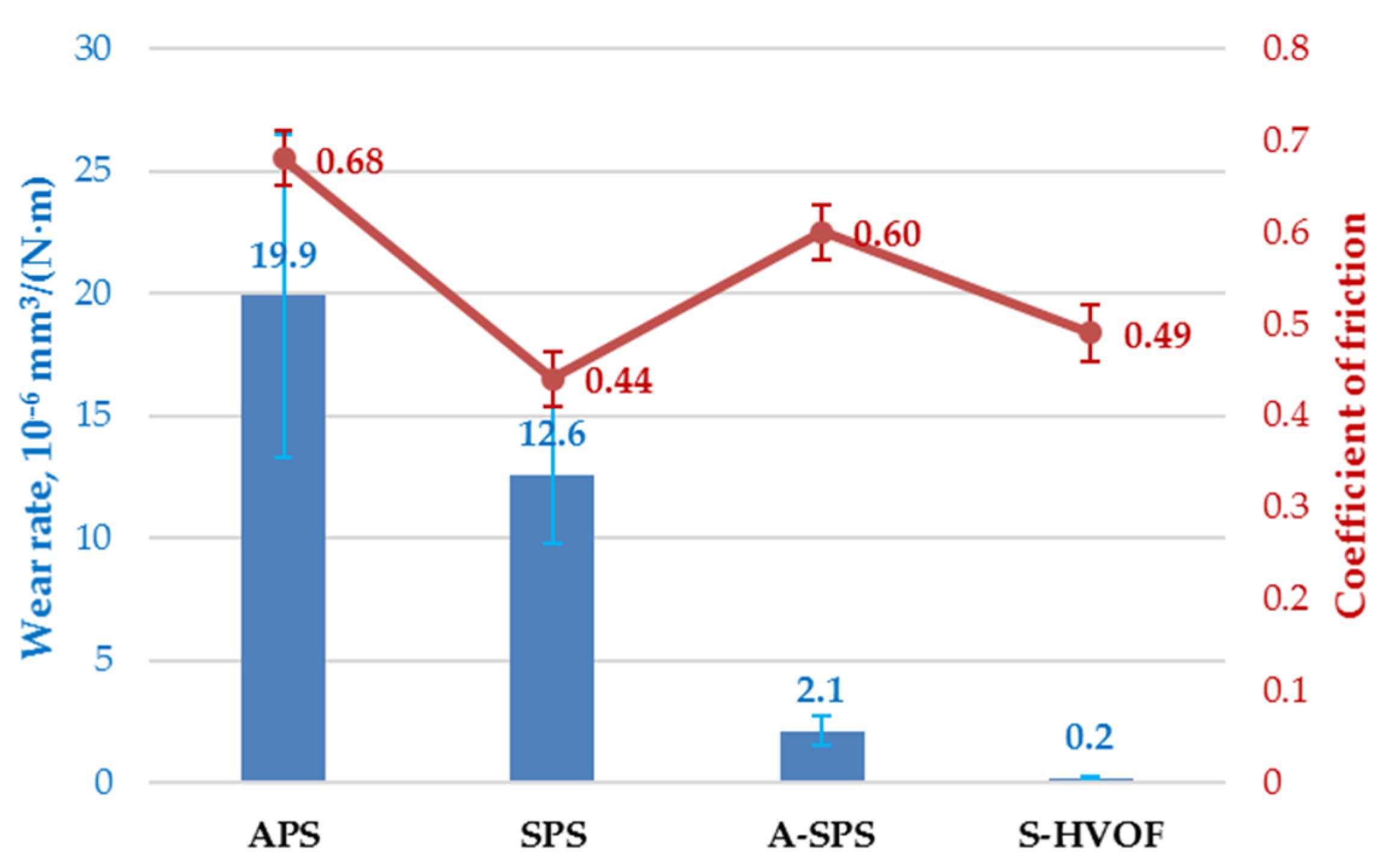
3.4. Wear Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Michalak, M.; Latka, L.; Sokolowski, P.; Toma, F.-L.; Myalska, H.; Denoirjean, A.; Ageorges, H. Microstructural, mechanical and tribological properties of finely grained Al2O3 coatings obtained by SPS and S-HVOF methods. Surf. Coat. Technol. 2020, 404, 126463. [Google Scholar] [CrossRef]
- Grimm, M.; Conze, S.; Berger, L.-M.; Paczkowski, G.; Lindner, T.; Lampke, T. Microstructure and sliding wear resistance of plasma sprayed Al2O3-Cr2O3-TiO2 ternary coatings from blends of single oxides. Coatings 2020, 10, 42. [Google Scholar] [CrossRef] [Green Version]
- Pandey, S.; Bansal, A.; Omer, A.; Singla, A.K.; Goyal, D.K.; Singh, J.; Gupta, M.K. Effect of fuel pressure, feed rate, and spray distance on cavitation erosion of rodojet sprayed Al2O3 + 50% TiO2 coated AISI410 steel. Surf. Coat. Technol. 2021, 126961. [Google Scholar] [CrossRef]
- Korkut, E.; Atlar, M. An experimental investigation of the effect of foul release coating application on performance, noise and cavitation characteristics of marine propellers. Ocean. Eng. 2012, 41, 1–12. [Google Scholar] [CrossRef]
- Liu, Y.; Fischer, T.E.; Dent, A. Comparison of HVOF and plasma-sprayed alumina/titania coatings—Microstructure, mechanical properties and abrasion behavior. Surf. Coat. Technol. 2003, 167, 68–76. [Google Scholar] [CrossRef]
- Tomaszek, R.; Pawlowski, L.; Zdanowski, J.; Grimblot, J.; Laureyns, J. Microstructural transformations of TiO2, Al2O3 + 13 TiO2 and Al2O3 + 40 TiO2 at plasma spraying and laser engraving. Surf. Coat. Technol. 2004, 185, 137–149. [Google Scholar] [CrossRef]
- Bolelli, G.; Lusvarghi, L.; Manfredini, T.; Pighetti Mantini, F.; Turunen, E.; Varis, T.; Hannula, S.-P. Comparison between plasma- and HVOF-sprayed ceramic coatings. Part II: Tribological Behaviour. Int. J. Surf. Sci. Eng. 2007, 1. [Google Scholar] [CrossRef]
- Michalak, M.; Łatka, L.; Sokołowski, P.; Niemiec, A.; Ambroziak, A. The microstructure and selected mechanical properties of Al2O3 + 13 wt.% TiO2 plasma sprayed coatings. Coatings 2020, 10, 173. [Google Scholar] [CrossRef] [Green Version]
- Ageorges, H.; Ctibor, P. Comparison of the structure and wear resistance of Al2O3–13 wt.%TiO2 coatings made by GSP and WSP plasma process with two different powders. Surf. Coat. Technol. 2008, 202, 4362–4368. [Google Scholar] [CrossRef]
- Szala, M.; Dudek, A.; Maruszczyk, A.; Walczak, M.; Chmiel, J.; Kowal, M. Effect of atmospheric plasma sprayed TiO2-10% NiAl cermet coating thickness on cavitation erosion, sliding and abrasive wear resistance. Acta Phys. Pol. A 2019, 136, 335–341. [Google Scholar] [CrossRef]
- Wang, Y.; Stella, J.; Darut, G.; Poirier, T.; Liao, H.; Planche, M.-P. APS Prepared NiCrBSi-YSZ composite coatings for protection against cavitation erosion. J. Alloys Compd. 2017, 699, 1095–1103. [Google Scholar] [CrossRef]
- Iqbal, A.; Siddique, S.; Maqsood, M.; Atiq Ur Rehman, M.; Yasir, M. Comparative analysis on the structure and properties of iron-based amorphous coating sprayed with the thermal spraying techniques. Coatings 2020, 10, 1006. [Google Scholar] [CrossRef]
- Gopal, V.; Goel, S.; Manivasagam, G.; Joshi, S. Performance of hybrid powder-suspension axial plasma sprayed Al2O3-YSZ coatings in bovine serum solution. Materials 2019, 12, 1922. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Khosravifard, A.; Salahinejad, E.; Yaghtin, A.H.; Araghi, A.; Akhbarizadeh, A. Tribochemical behavior of alumina coatings deposited by high-velocity oxy fuel spraying. Ceram. Int. 2015, 41, 5713–5720. [Google Scholar] [CrossRef]
- Myalska, H.; Lusvarghi, L.; Bolelli, G.; Sassatalli, P.; Moskal, G. Tribological behavior of WC-Co HVAF-sprayed composite coatings modified by nano-sized TiC addition. Surf. Coat. Technol. 2019, 371, 401–416. [Google Scholar] [CrossRef]
- Kiilakoski, J.; Langlade, C.; Koivuluoto, H.; Vuoristo, P. Characterizing the micro-impact fatigue behavior of APS and HVOF-sprayed ceramic coatings. Surf. Coat. Technol. 2019, 371, 245–254. [Google Scholar] [CrossRef]
- Bolelli, G.; Lusvarghi, L.; Varis, T.; Turunen, E.; Leoni, M.; Scardi, P.; Azanza-Ricardo, C.L.; Barletta, M. Residual stresses in HVOF-sprayed ceramic coatings. Surf. Coat. Technol. 2008, 202, 4810–4819. [Google Scholar] [CrossRef]
- Szala, M.; Walczak, M.; Łatka, L.; Gancarczyk, K.; Özkan, D. Cavitation erosion and sliding wear of MCrAlY and NiCrMo coatings deposited by HVOF thermal spraying. Adv. Mater. Sci. 2020, 20, 26–38. [Google Scholar] [CrossRef]
- Mousavi, S.E.; Naghshehkesh, N.; Amirnejad, M.; Shammakhi, H.; Sonboli, A. Wear and corrosion properties of stellite-6 coating fabricated by HVOF on nickel–aluminium bronze substrate. Met. Mater. Int. 2020. [Google Scholar] [CrossRef]
- Zhou, Y.; Kang, J.; Yue, W.; Liu, X.; Fu, Z.; Zhu, L.; She, D.S.; Ma, G.; Wang, H. Sliding wear properties of HVOF sprayed WC-10Co4Cr coatings with conventional structure and bimodal structure under different loads. J. Tribol. 2021, 1–29. [Google Scholar] [CrossRef]
- Jonda, E.; Łatka, L.; Pakieła, W. Microstructure and selected properties of Cr3C2–NiCr coatings obtained by HVOF on magnesium alloy substrates. Materials 2020, 13, 2775. [Google Scholar] [CrossRef]
- Toma, F.-L.; Berger, L.-M.; Scheitz, S.; Langner, S.; Rödel, C.; Potthoff, A.; Sauchuk, V.; Kusnezoff, M. Comparison of the microstructural characteristics and electrical properties of thermally sprayed Al2O3 coatings from aqueous suspensions and feedstock powders. J. Therm. Spray Tech. 2012, 21, 480–488. [Google Scholar] [CrossRef] [Green Version]
- Bolelli, G.; Bonferroni, B.; Cannillo, V.; Gadow, R.; Killinger, A.; Lusvarghi, L.; Rauch, J.; Stiegler, N. Wear behaviour of high velocity suspension flame sprayed (HVSFS) Al2O3 coatings produced using micron- and nano-sized powder suspensions. Surf. Coat. Technol. 2010, 204, 2657–2668. [Google Scholar] [CrossRef]
- Killinger, A. 4 Status and future trends in suspension spray techniques. In Future Development of Thermal Spray Coatings; Espallargas, N., Ed.; Woodhead Publishing: Sawston, UK, 2015; pp. 81–122. ISBN 978-0-85709-769-9. [Google Scholar]
- Michalak, M.; Toma, F.-L.; Latka, L.; Sokolowski, P.; Barbosa, M.; Ambroziak, A. A study on the microstructural characterization and phase compositions of thermally sprayed Al2O3-TiO2 coatings obtained from powders and water-based suspensions. Materials 2020, 13, 2638. [Google Scholar] [CrossRef]
- Rauch, J.; Bolelli, G.; Killinger, A.; Gadow, R.; Cannillo, V.; Lusvarghi, L. Advances in high velocity suspension flame spraying (HVSFS). Surf. Coat. Technol. 2009, 203, 2131–2138. [Google Scholar] [CrossRef]
- Mahade, S.; Björklund, S.; Govindarajan, S.; Olsson, M.; Joshi, S. Novel wear resistant carbide-laden coatings deposited by powder-suspension hybrid plasma spray: Characterization and testing. Surf. Coat. Technol. 2020, 399, 126147. [Google Scholar] [CrossRef]
- Vargas, F.; Ageorges, H.; Fournier, P.; Fauchais, P.; Lopez, M.E. Mechanical and tribological performance of Al2O3-TiO2 Coatings elaborated by flame and plasma spraying—ScienceDirect. Surf. Coat. Technol. 2010, 205, 1132–1136. [Google Scholar] [CrossRef]
- Goel, S.; Björklund, S.; Curry, N.; Govindarajan, S.; Wiklund, U.; Gaudiuso, C.; Joshi, S. Axial plasma spraying of mixed suspensions: A case study on processing, characteristics, and tribological behavior of Al2O3-YSZ coatings. Appl. Sci. 2020, 10, 5140. [Google Scholar] [CrossRef]
- Björklund, S.; Goel, S.; Joshi, S. Function-dependent coating architectures by hybrid powder-suspension plasma spraying: Injector design, processing and concept validation. Mater. Des. 2018, 142, 56–65. [Google Scholar] [CrossRef]
- Ganvir, A.; Curry, N.; Björklund, S.; Markocsan, N.; Nylén, P. Characterization of microstructure and thermal properties of YSZ Coatings obtained by axial suspension plasma spraying (ASPS). J. Therm. Spray Tech. 2015, 24, 1195–1204. [Google Scholar] [CrossRef]
- Goel, S.; Björklund, S.; Curry, N.; Wiklund, U.; Joshi, S. Axial suspension plasma spraying of Al2O3 coatings for superior tribological properties. Surf. Coat. Technol. 2017, 315, 80–87. [Google Scholar] [CrossRef]
- Marcinauskas, L.; Mathew, J.S.; Milieška, M.; Thanigachalam, B.; Kupec, A.; Česnavičius, R.; Kėželis, R.; Kalin, M. Microstructure and tribological properties of plasma sprayed alumina and alumina-graphite coatings. Surf. Coat. Technol. 2018, 350, 401–409. [Google Scholar] [CrossRef]
- Darut, G.; Ageorges, H.; Denoirjean, A.; Montavon, G.; Fauchais, P. Effect of the structural scale of plasma-sprayed alumina coatings on their friction coefficients. J. Therm. Spray Tech. 2008, 17, 788–795. [Google Scholar] [CrossRef]
- Rico, A.; Rodriguez, J.; Otero, E.; Zeng, P.; Rainforth, W.M. Wear behaviour of nanostructured alumina–titania coatings deposited by atmospheric plasma spray. Wear 2009, 267, 1191–1197. [Google Scholar] [CrossRef]
- Praveen, A.S.; Arjunan, A. Parametric optimisation of high-velocity oxy-fuel nickel-chromium-silicon-boron and aluminium-oxide coating to improve erosion wear resistance. Mater. Res. Express 2019, 6, 096560. [Google Scholar] [CrossRef]
- Szala, M.; Łatka, L.; Awtoniuk, M.; Winnicki, M.; Michalak, M. Neural modelling of APS thermal spray process parameters for optimizing the hardness, porosity and cavitation erosion resistance of Al2O3-13 wt.% TiO2 coatings. Processes 2020, 8, 1544. [Google Scholar] [CrossRef]
- Taltavull, C.; Lopez, A.J.; Torres, B.; Atrens, A.; Rams, J. Optimisation of the high velocity oxygen fuel (HVOF) parameters to produce effective corrosion control coatings on AZ91 magnesium alloy. Mater. Corros. 2015, 66, 423–433. [Google Scholar] [CrossRef]
- Łatka, L.; Michalak, M.; Szala, M.; Walczak, M.; Sokołowski, P.; Ambroziak, A. Influence of 13 wt.% TiO2 content in alumina-titania powders on microstructure, sliding wear and cavitation erosion resistance of APS sprayed coatings. Surf. Coat. Technol. 2021, 410, 126979. [Google Scholar] [CrossRef]
- Perumal, G.; Geetha, M.; Asokamani, R.; Alagumurthi, N. Wear studies on plasma sprayed Al2O3–40 wt.% 8YSZ composite ceramic coating on Ti–6Al–4V alloy used for biomedical applications. Wear 2014, 311, 101–113. [Google Scholar] [CrossRef]
- Ganvir, A.; Goel, S.; Govindarajan, S.; Jahagirdar, A.R.; Björklund, S.; Klement, U.; Joshi, S. Tribological performance assessment of Al2O3-YSZ composite coatings deposited by hybrid powder-suspension plasma spraying. Surf. Coat. Technol. 2021, 409, 126907. [Google Scholar] [CrossRef]
- Toma, F.-L.; Berger, L.-M.; Stahr, C.C.; Naumann, T.; Langner, S. Microstructures and functional properties of suspension-sprayed Al2O3 and TiO2 coatings: An overview. J. Therm. Spray Tech. 2010, 19, 262–274. [Google Scholar] [CrossRef]
- ASTM E2109-01. Standard Test Methods for Determining Area Percentage Porosity in Thermal Sprayed Coatings; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Michalak, M.; Łatka, L.; Szymczyk, P.; Sokołowski, P. Computational image analysis of suspension plasma sprayed YSZ coatings. ITM Web Conf. 2017, 15, 06004. [Google Scholar] [CrossRef]
- Jahanmir, S. Wear of Ceramics. In Wear—Materials, Mechanisms and Practice; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2005; pp. 167–189. ISBN 978-0-470-01702-9. [Google Scholar]
- Drozd, K.; Walczak, M.; Szala, M.; Gancarczyk, K. Tribological behavior of AlCrSiN-coated tool steel K340 versus popular tool steel grades. Materials 2020, 13, 4895. [Google Scholar] [CrossRef]
- Łatka, L.; Szala, M.; Macek, W.; Branco, R. Mechanical properties and sliding wear resistance of suspension plasma sprayed YSZ coatings. Adv. Sci. Technol. Res. J. 2020, 14, 307–314. [Google Scholar] [CrossRef]
- ASTM E2546-15. Standard Practice for Instrumented Indentation Testing; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Singh, V.P.; Sil, A.; Jayaganthan, R. A study on sliding and erosive wear behaviour of atmospheric plasma sprayed conventional and nanostructured alumina coatings. Mater. Des. 2011, 32, 584–591. [Google Scholar] [CrossRef]
- Zhang, J.; He, J.; Dong, Y.; Li, X.; Yan, D. Microstructure characteristics of Al2O3–13 wt.% TiO2 coating plasma spray deposited with nanocrystalline powders. J. Mater. Process. Technol. 2008, 197, 31–35. [Google Scholar] [CrossRef]
- Shaw, L.L.; Goberman, D.; Ren, R.; Gell, M.; Jiang, S.; Wang, Y.; Xiao, T.; Strutt, P. The dependency of microstructure and properties of nanostructured coatings on plasma spray conditions. Surf. Coat. Technol. 2000, 130, 1–8. [Google Scholar] [CrossRef]
- Franco, D.; Ageorges, H.; Lopez, E.; Vargas, F. Tribological performance at high temperatures of alumina coatings applied by plasma spraying process onto a refractory material. Surf. Coat. Technol. 2019, 371, 276–286. [Google Scholar] [CrossRef]
- Kozerski, S.; Pawlowski, L.; Jaworski, R.; Roudet, F.; Petit, F. Two zones microstructure of suspension plasma sprayed hydroxyapatite coatings. Surf. Coat. Technol. 2010, 204, 1380–1387. [Google Scholar] [CrossRef]
- Bolelli, G.; Cannillo, V.; Lusvarghi, L.; Manfredini, T. Wear behaviour of thermally sprayed ceramic oxide coatings. Wear 2006, 261, 1298–1315. [Google Scholar] [CrossRef]
- Tesar, T.; Musalek, R.; Medricky, J.; Kotlan, J.; Lukac, F.; Pala, Z.; Ctibor, P.; Chraska, T.; Houdkova, S.; Rimal, V.; et al. Development of suspension plasma sprayed alumina coatings with high enthalpy plasma torch. Surf. Coat. Technol. 2017, 325, 277–288. [Google Scholar] [CrossRef]
- Zois, D.; Lekatou, A.; Vardavoulias, M. A Comparative Microstructural investigation of nanostructured and conventional Al2O3 coatings deposited by plasma spraying|SpringerLink. J. Therm. Spray Tech. 2008, 887–894. [Google Scholar] [CrossRef]
- Murray, J.W.; Ang, A.S.M.; Pala, Z.; Shaw, E.C.; Hussain, T. Suspension high velocity oxy-fuel (SHVOF)-sprayed alumina coatings: Microstructure, nanoindentation and wear. J. Therm. Spray Tech. 2016, 25, 1700–1710. [Google Scholar] [CrossRef]
- Wen, S.; Huang, P. Principles of Tribology, 1st ed.; Wiley: Hoboken, NJ, USA, 2012; ISBN 978-1-118-06289-0. [Google Scholar]
- Niu, B.; Qiang, L.; Zhang, J.; Zhang, F.; Hu, Y.; Chen, W.; Liang, A. Plasma sprayed α-Al2O3 main phase coating using γ-Al2O3 powders. Surf. Eng. 2019, 35, 801–808. [Google Scholar] [CrossRef]
- Gahr, K.-H.Z. Microstructure and Wear of Materials; Elsevier: Amsterdam, The Netherlands, 1987; ISBN 978-0-08-087574-3. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size | Al2O3_APS | Al2O3_SPS | Al2O3_A-SPS | Al2O_S-HVOF |
|---|---|---|---|---|
| Feedstock Type | Powder (Metco 6103) | Suspension (MSZ-1) | Suspension (AuerCoat) | Suspension (MSZ-1) |
| dv10 | 20.6 | 0.8 | 0.5 | 0.8 |
| dv50 | 36.2 | 1.2 | 2.2 | 1.2 |
| dv90 | 64.6 | 1.8 | 4.9 | 1.8 |
| Spray Parameter | APS | SPS | A-SPS | S-HVOF |
|---|---|---|---|---|
| Electrical power, kW | 35 | 45 | 120 | >100 |
| Spraying gases, slpm | Ar/H2: 45/5 | Ar/H2: 50/6 | Ar/N2/H2: 45/45/10 | C2H4/O2: 75/230 |
| Injection mode | radial | radial | axial | axial |
| Stand-off distance, mm | 100 | 80 | 100 | 90 |
| Torch passes | 8 | 20 | 30 | 20 |
| Powder feed rate, g/min | 20 | - | - | - |
| Suspension feed rate, mL/min | - | 35 | 40 | 35 |
| Coating thickness, µm | 189 ± 24 | 172 ± 9 | 304 ± 5 | 200 ± 10 |
| Crystalline Phase | APS | SPS | A-SPS | S-HVOF |
|---|---|---|---|---|
| α-Al2O3 Phase, vol.% | 51 | 63 | 52 | 55 |
| γ-Al2O3 Phase, vol.% | 49 | 37 | 48 | 45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Michalak, M.; Sokołowski, P.; Szala, M.; Walczak, M.; Łatka, L.; Toma, F.-L.; Björklund, S. Wear Behavior Analysis of Al2O3 Coatings Manufactured by APS and HVOF Spraying Processes Using Powder and Suspension Feedstocks. Coatings 2021, 11, 879. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11080879
Michalak M, Sokołowski P, Szala M, Walczak M, Łatka L, Toma F-L, Björklund S. Wear Behavior Analysis of Al2O3 Coatings Manufactured by APS and HVOF Spraying Processes Using Powder and Suspension Feedstocks. Coatings. 2021; 11(8):879. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11080879
Chicago/Turabian StyleMichalak, Monika, Paweł Sokołowski, Mirosław Szala, Mariusz Walczak, Leszek Łatka, Filofteia-Laura Toma, and Stefan Björklund. 2021. "Wear Behavior Analysis of Al2O3 Coatings Manufactured by APS and HVOF Spraying Processes Using Powder and Suspension Feedstocks" Coatings 11, no. 8: 879. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11080879