
Effect of Mullite Film Layers on the High-Temperature Oxidation Resistance of AISI 304 Stainless Steel

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Substrate Pretreatment
2.2. Preparation of Mullite Precursor Sol
2.3. Preparation of Mullite Film
2.4. Oxidation Tests
2.5. Analysis Method
3. Results and Analysis
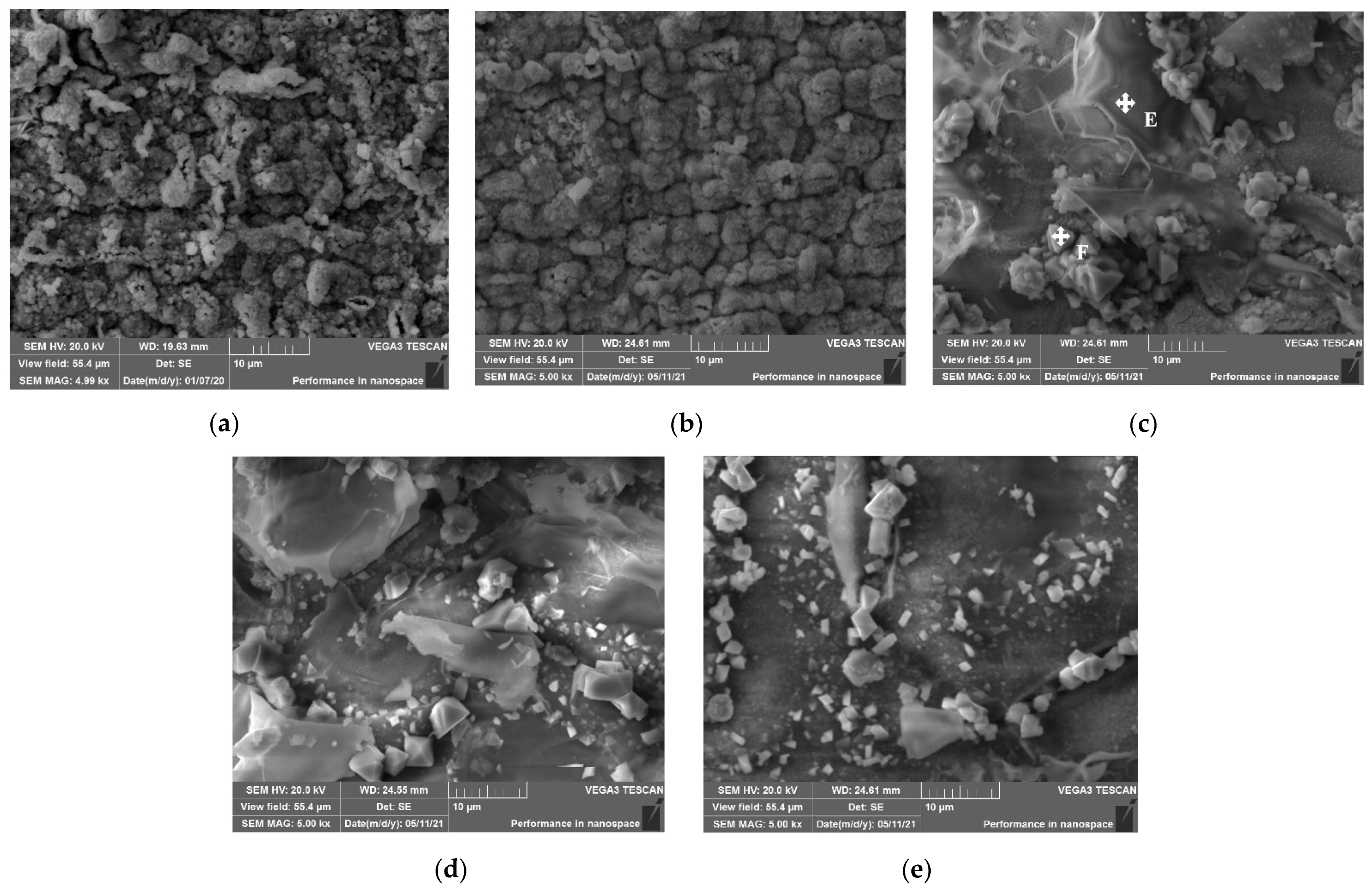
3.1. Morphology and Composition of Mullite Film
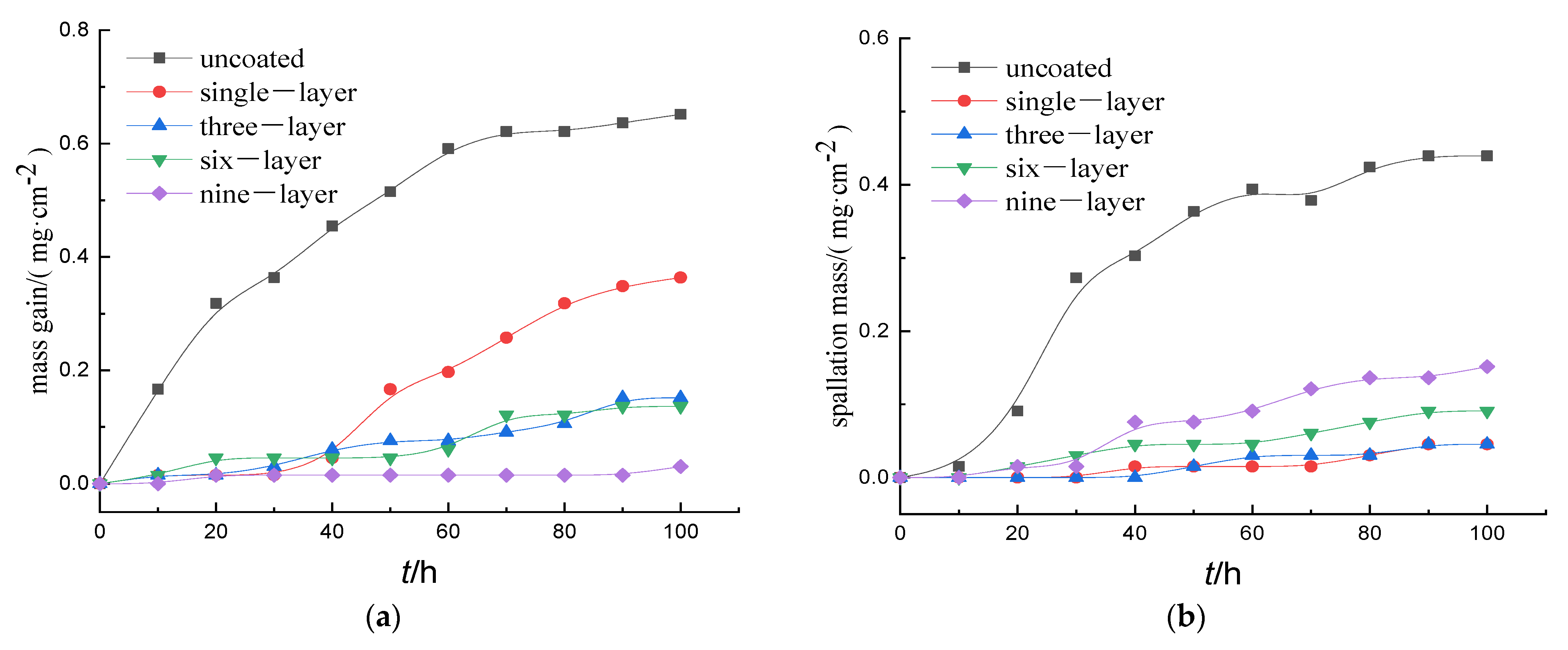
3.2. Oxidation Kinetics Analysis
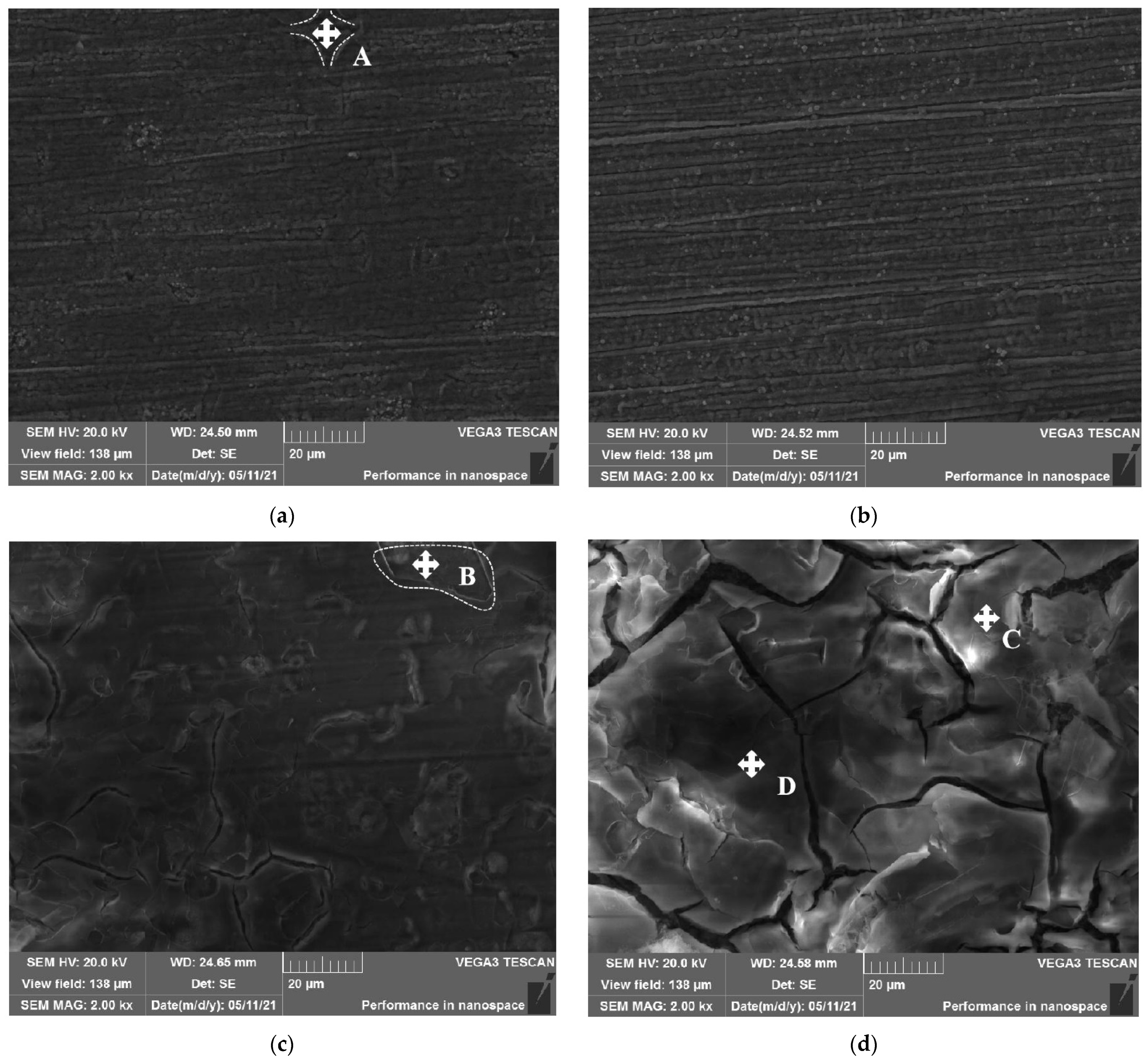
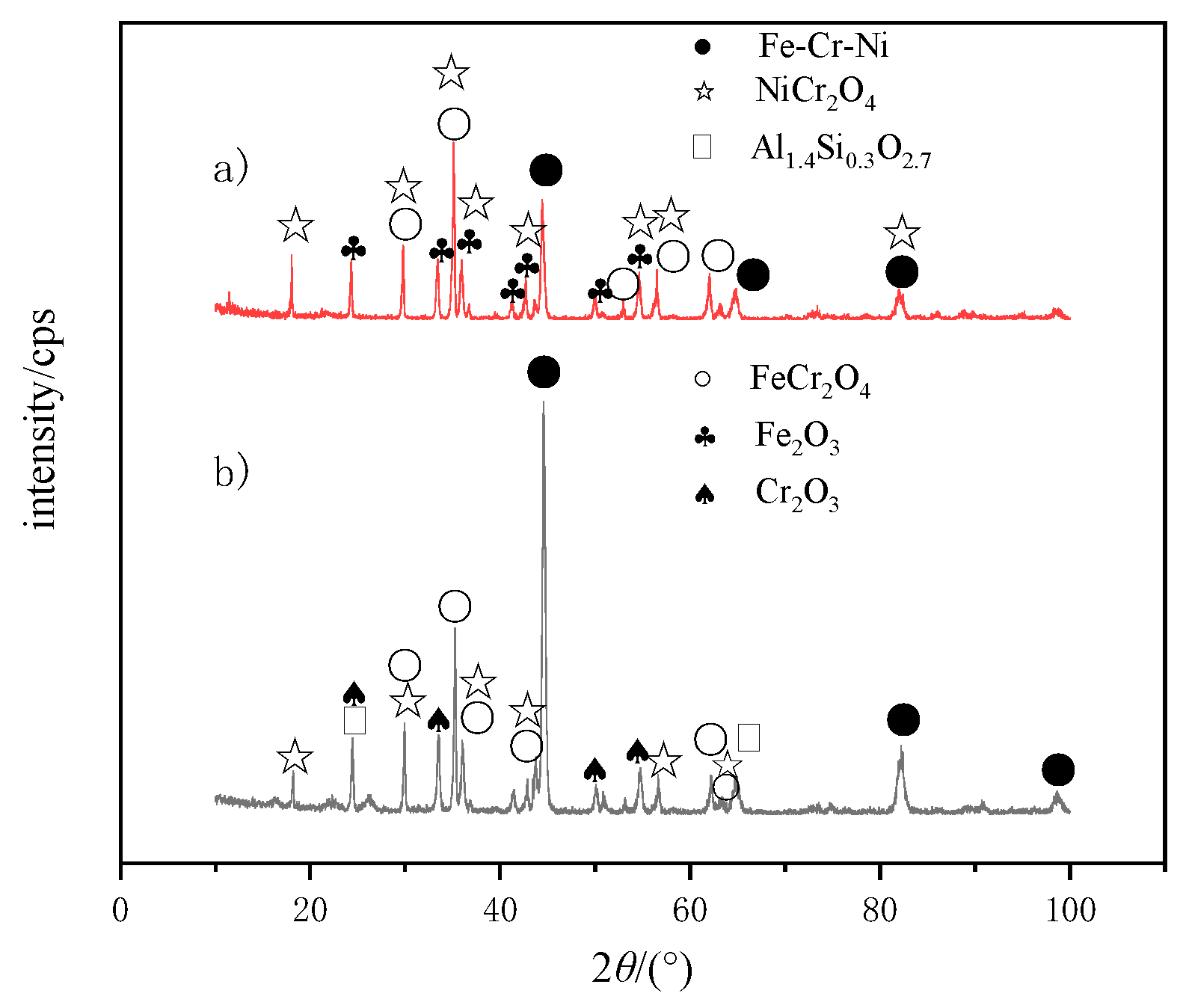
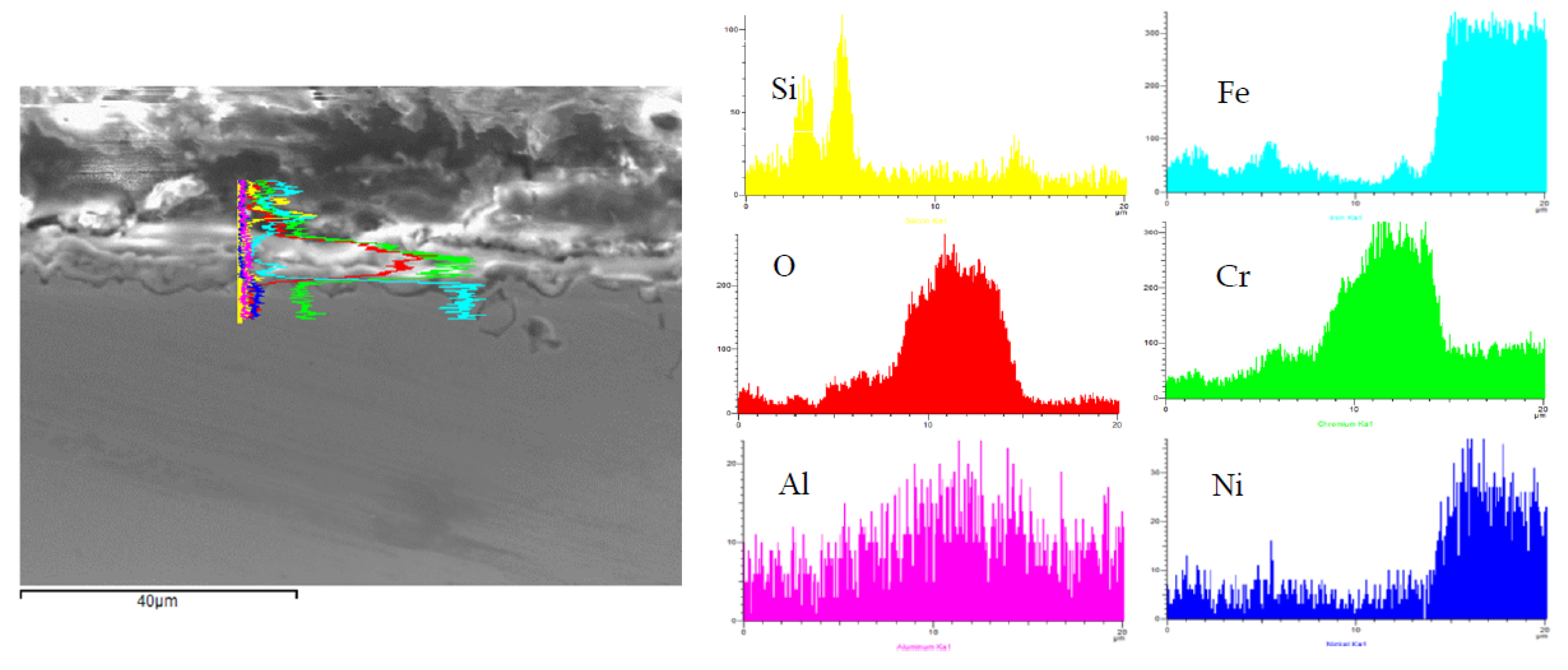
3.3. Surface Morphology and Phase Analysis of Oxide Scale Layer
4. Analysis and Discussion
5. Conclusions
- Al1.4Si0.3O2.7 mullite films of different layers were successfully prepared by the sol-gel method and sintering process on the surface of AISI 304 stainless steel. The high-temperature oxidation resistance of stainless steel samples with films was obviously improved. The results are consistent with the previous references.
- The sample with three-layer mullite film has the best high-temperature oxidation resistance. The oxide mass gain and oxidation spalling mass are only 4.6% and 34.5% of those of the uncoated sample after cyclic oxidation at 900 °C for 100 h. A chromium oxide layer formed during the sintering process promotes the formation of selective Cr2O3 scale with excellent high-temperature resistance.
- Further research should be concerned about the sol-gel and sintering process, including the sol-gel formulation, sintering temperature and time.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Qiu, J.H. Passivity and its breakdown on stainless steels and alloys. Surf. Interfaces Anal. 2002, 33, 830–833. [Google Scholar] [CrossRef]
- Martins, C.M.B.; Moreira, J.L.; Martins, J.I. Corrosion in water supply pipe stainless steel 304 and a supply line of helium in stainless steel 316. Eng. Fail. Anal. 2014, 39, 65–71. [Google Scholar] [CrossRef]
- Zhang, H.; Li, Q.; Wang, Y.; Addae, M.; Jibrin, B.T.; Yang, J. Mechanical properties of zinc-aluminum film on steel cable substrate in corrosion environment. J. Constr. Steel. Res. 2018, 150, 288–297. [Google Scholar] [CrossRef]
- Wang, S.G.; Sun, M.; Han, H.B.; Long, K.; Zhang, Z.D. The high-temperature oxidation of bulk nanocrystalline 304 stainless steel in air. Corros. Sci. 2013, 72, 64–72. [Google Scholar] [CrossRef]
- Riffard, F.; Buscail, H.; Caudron, E.; Cueff, R.; Issartel, C.; Perrier, S. The influence of implanted yttrium on the cyclic oxidation behaviour of 304 stainless steel. Appl. Surf. Sci. 2006, 252, 3697–3706. [Google Scholar] [CrossRef]
- Issartel, C.; Buscail, H.; Caudron, E.; Cueff, R.; Riffard, F.; Messki, S.E.; Perrier, S.; Jacquet, P.; Lambertin, M. Nitridation effect on the oxidation of a austenitic stainless steel AISI 304 at 900 °C. Appl. Surf. Sci. 2004, 225, 14–20. [Google Scholar] [CrossRef]
- Ma, J.; He, Y.D.; Gao, W.; Wang, J.; Sun, B.D. The effect of micro-crystallizing on the oxidation resistance of Cu–Cr alloy in air. Mater. Sci. Eng. A 2008, 488, 311–317. [Google Scholar] [CrossRef]
- Ma, J.; He, Y.D.; Sun, B.D.; Wang, J. The oxidation of micro-crystalline Co–Cr alloys under balanced oxygen pressure of Co2O3/Co powders. J. Mater. Process. Tech. 2008, 202, 457–463. [Google Scholar] [CrossRef]
- Ma, J.; He, Y.D.; Wang, D.R.; Li, Z.W.; Gao, W. Oxidation of two-phase Cu–50 Cr alloy at low oxygen pressure. Mater. Sci. Eng. A 2006, 434, 141–146. [Google Scholar] [CrossRef]
- Ma, J.; He, Y.D.; Wang, D.R.; Gao, W. The effects of pre-oxidation and thin Y2O3 coating on the selective oxidation of Cr18–Ni9–Ti steel. Mater. Lett. 2004, 58, 807–812. [Google Scholar] [CrossRef]
- Ma, J.; He, Y.D.; Sun, B.D.; Wang, J. High temperature corrosion behaviour of microcrystalline aluminide coating on Q235 steel. Corros. Eng. Sci. Technol. 2009, 44, 157–160. [Google Scholar] [CrossRef]
- Kuprin, A.S.; Belous, V.A.; Voyevodin, V.N.; Bryk, V.V.; Vasilenko, R.L.; Ovcharenko, V.D.; Reshetnyak, E.N.; Tolmachova, G.N.; V’yugov, P.N. Vacuum-arc chromium-based coatings for protection of zirconium alloys from the high-temperature oxidation in air. J. Nucl. Mater. 2015, 465, 400–406. [Google Scholar] [CrossRef]
- Chen, M.H.; Li, W.B.; Shen, M.L.; Zhu, S.L.; Wang, F.H. Glass coatings on stainless steels for high-temperature oxidation protection, Mechanisms. Corros. Sci. 2014, 82, 316–327. [Google Scholar] [CrossRef]
- Zarchi, H.R.K.; Soltanieh, M.; Aboutalebi, M.R.; Guo, X. Thermodynamic study on pack aluminizing systems of pure titanium and nickel. Trans. Nonferr. Metal. Soc. 2013, 23, 1838–1846. [Google Scholar] [CrossRef]
- Kawaura, H.; Kawahara, H.; Nishino, K.; Saito, T. New surface treatment using shot blast for improving oxidation resistance of TiAl-base alloys. Mater. Sci. Eng. A 2002, 329, 589–595. [Google Scholar] [CrossRef]
- Wang, C.J.; Chen, S.M. The high-temperature oxidation behavior of hot-dipping Al–Si coating on low carbon steel. Surf. Coat. Technol. 2006, 200, 6601–6605. [Google Scholar] [CrossRef]
- Liu, S.; Liu, Z.; Wang, Y.; Tang, J. A comparative study on the high-temperature corrosion of TP347H stainless steel, C22 alloy and laser-cladding C22 coating in molten chloride salts. Corros. Sci. 2014, 83, 396–408. [Google Scholar] [CrossRef]
- Lehmusto, J.; Yrjas, P.; Hupa, L. Pre-oxidation as a means to increase corrosion resistance of commercial superheater steels. Oxid. Met. 2019, 91, 311–326. [Google Scholar] [CrossRef] [Green Version]
- Yu, J.; Ji, G.; Liu, Q.; Zhang, J.B.; Shi, Z.M. Effect of sol-gel ZrO2 films on corrosion behavior of the 304 stainless steel in coal-gases environment at high-temperature. Surf. Coat. Technol. 2017, 331, 21–26. [Google Scholar] [CrossRef]
- Gestel, T.V.; Sebold, D.; Hauler, F.; Meulenberg, W.A.; Buchkremer, H.P. Potentialities of microporous membranes for H2/CO2 separation in future fossil fuel power plants, evaluation of SiO2, ZrO2, Y2O3–ZrO2 and TiO2–ZrO2 sol–gel membranes. J. Membr. Sci. 2010, 359, 64–79. [Google Scholar] [CrossRef]
- Cividanes, L.S.; Campos, T.M.B.; Rodrigues, L.A.; Brunelli, D.D.; Thim, G.P. Review of mullite synthesis routes by sol–gel method. J. Sol. Gel. Sci. Technol. 2010, 55, 111–125. [Google Scholar] [CrossRef]
- Girolamo, D.G.; Blasi, C.; Pilloni, L.; Schioppa, M. Microstructural and thermal properties of plasma sprayed mullite coatings. Ceram. Int. 2010, 36, 1389–1395. [Google Scholar] [CrossRef]
- Schneider, H.; Schreuer, J.; Hildmann, B. Structure and properties of mullite—A review. J. Eur. Ceram. Soc. 2008, 28, 329–344. [Google Scholar] [CrossRef]
- Schneider, H.; Fischer, R.X.; Schreuer, J. Mullite: Crystal structure and related properties. J. Am. Ceram. Soc. 2015, 98, 2948–2967. [Google Scholar] [CrossRef]
- Murshed, M.M.; Šehović, M.; Fischer, M.; Senyshyn, A.; Schneyder, H.; Gesing, T.M. Thermal behavior of mullite between 4K and 1320K. J. Am. Ceram. Soc. 2017, 100, 5259–5273. [Google Scholar] [CrossRef]
- Zagorka, A.; Anja, T.; Ljubiša, A.; Ljubica, P.; Marko, P. Synthesizing a new type of mullite lining. Mater. Technol. 2013, 47, 777–780. [Google Scholar]
- Lu, Z.L.; Tian, G.Q.; Wan, W.J.; Miao, K.; Li, D.C. Effect of in situ synthesised mullite whiskers on the high-temperature strength of Al2O3-based ceramic moulds for casting hollow turbine blades. Ceram. Int. 2016, 42, 18851–18858. [Google Scholar] [CrossRef]
- Luz, A.P.; Neto, A.S.; Santos, T., Jr.; Medeiros, J.; Pandolfelli, V.C. Mullite-based refractory castable engineering for the petrochemical industry. Ceram. Int. 2013, 39, 9063–9070. [Google Scholar] [CrossRef]
- Ueno, S.; Ohji, T.; Lin, H.T. Corrosion and recession of mullite in water vapor environment. J. Eur. Ceram. Soc. 2008, 28, 431–435. [Google Scholar] [CrossRef]
- Zhou, L.; Fu, Q.G.; Huo, C.X.; Tong, M.D.; Liu, X.S.; Hu, D. Mullite whisker -mullite/yttrium aluminosilicate oxidation protective coatings for SiC coated C/C composites. Ceram. Int. 2019, 45, 24022–24030. [Google Scholar] [CrossRef]
- Chen, P.J.; Xiao, P.; Li, Z.; Li, Y.; Li, J.W. Oxidation properties of tri-layer ytterbium-disilicate/mullite/silicon-carbide environment barrier coatings for Cf/SiC composites. Surf. Coat. Technol. 2020, 402, 126329. [Google Scholar] [CrossRef]
- Wen, Z.L.; Xiao, P.; Li, Z.; Hong, W.; Luo, H.; Yu, X.Y.; Li, Y.; Chen, W.B. Microstructure and oxidation behavior of sol–gel mullite coating on SiC-coated carbon/carbon composites. J. Eur. Ceram. Soc. 2015, 35, 3789–3796. [Google Scholar]
- Ma, H.; Li, Y.F. Influence of sol-gel method on preparing mullite coating on stainless steel. Bull. Chin. Ceram. Soc. 2010, 29, 956–970. [Google Scholar]
- Shen, J.Y. Properties and application of synthetic mullite refractories. J. Bull. Chin. Ceram. Soc. 1993, 12, 34–36. [Google Scholar]
- Zhang, H.; Zhang, T.; Shao, Y.Q.; Tang, D.; Xia, P.; Ye, D.W. Comparison of high temperature protection effect of different coatings on 304 stainless steel. J. Heat. Treat. Met. 2012, 37, 96–101. [Google Scholar]
- An, L.; Ma, Q.; Jia, J.G.; Li, P. Preparation of silicide layer on AISI 304 surface and its cyclic oxidation performance at 900 °C. J. Hot Work. Technol. 2011, 40, 137–140. [Google Scholar]
- Wagner, R.C. Theoretical anlysis of the diffusion processes determining the oxidation rate of alloys. J. Electrochem. Soc. 1952, 10, 369–380. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | C | Si | Mn | Cu | V | Fe |
|---|---|---|---|---|---|---|---|---|
| Content/wt.% | 18.24 | 7.90 | 0.065 | 0.42 | 1.25 | 0.019 | 0.60 | Bal. |
| Property | σb | σ0.2 | δ5 | ψ | HRC |
|---|---|---|---|---|---|
| Value | ≥520 MPa | ≥205 MPa | ≥40% | ≥60% | 29.8 |
| Symbol | At.%Fe | At.%Cr | At.%Al | At.%Si | At.%O | At.%Ni |
|---|---|---|---|---|---|---|
| C | 10.26 | 4.59 | 23.16 | 7.27 | 53.73 | 1.00 |
| D | 16.81 | 5.99 | 16.89 | 4.93 | 53.64 | 1.74 |
| Site | Wt.%Fe | Wt.%Cr | Wt.%Al | Wt.%Si | Wt.%O | Wt.%Ni | Cr/Fe Ratio |
|---|---|---|---|---|---|---|---|
| Uncoated | 3.61 | 60.42 | - | - | 35.55 | 0.42 | 16.74 |
| Single layer | 2.78 | 59.08 | 0.32 | 0.34 | 37.23 | 0.25 | 21.25 |
| Three-layer | 3.99 | 53.50 | 3.22 | 1.16 | 37.69 | 0.44 | 13.41 |
| Six-layer | 5.34 | 45.68 | 7.38 | 2.54 | 38.58 | 0.47 | 8.55 |
| Nine-layer | 6.49 | 35.79 | 11.82 | 3.94 | 41.45 | 0.51 | 5.51 |
| Point E | 1.03 | 16.12 | 25.84 | 8.19 | 48.82 | - | - |
| Point F | 1.09 | 46.74 | 0.74 | 0.11 | 51.23 | 0.09 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, J.; Wen, N.; Wang, R.; Wang, J.; Zhang, X.; Li, J.; Chen, Y. Effect of Mullite Film Layers on the High-Temperature Oxidation Resistance of AISI 304 Stainless Steel. Coatings 2021, 11, 880. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11080880
Ma J, Wen N, Wang R, Wang J, Zhang X, Li J, Chen Y. Effect of Mullite Film Layers on the High-Temperature Oxidation Resistance of AISI 304 Stainless Steel. Coatings. 2021; 11(8):880. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11080880
Chicago/Turabian StyleMa, Jing, Ning Wen, Ruiyang Wang, Jiangang Wang, Xin Zhang, Jianhui Li, and Yiqing Chen. 2021. "Effect of Mullite Film Layers on the High-Temperature Oxidation Resistance of AISI 304 Stainless Steel" Coatings 11, no. 8: 880. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11080880