
Study on the Corrosion Behavior and Mechanism of ER8 Wheel Steel in Neutral NaCl Solution

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
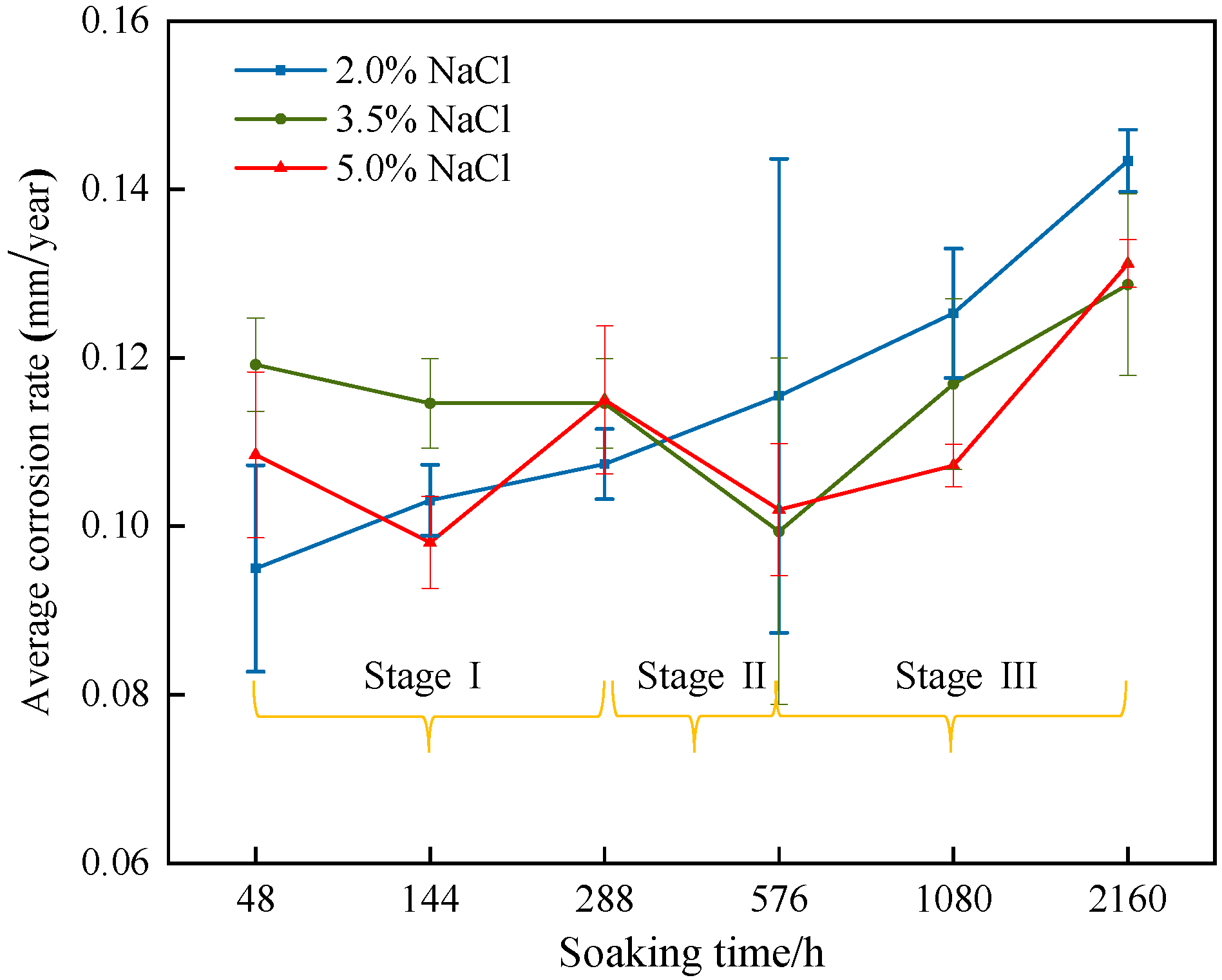
3.1. Determination of the Corrosion Rate
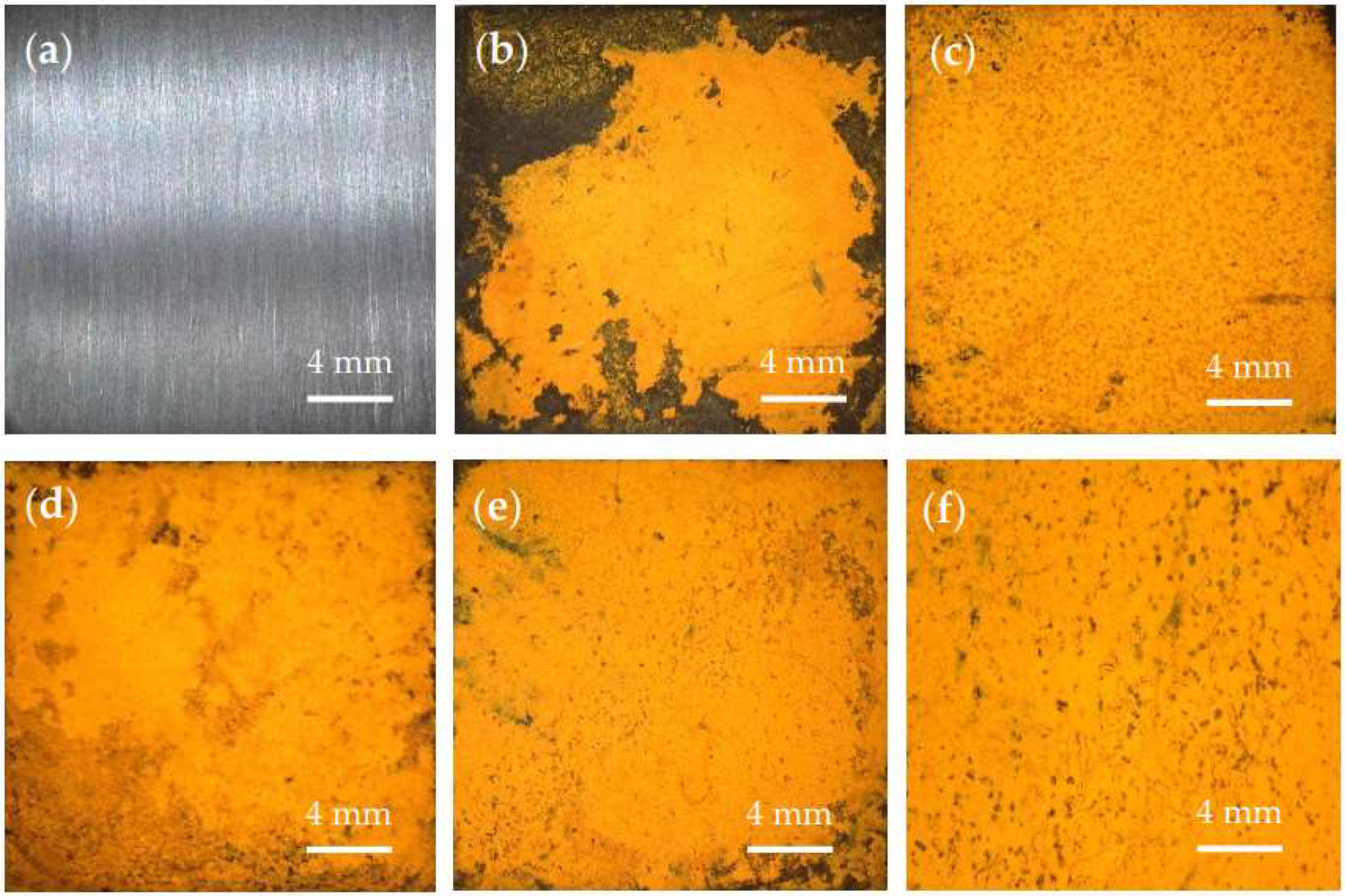
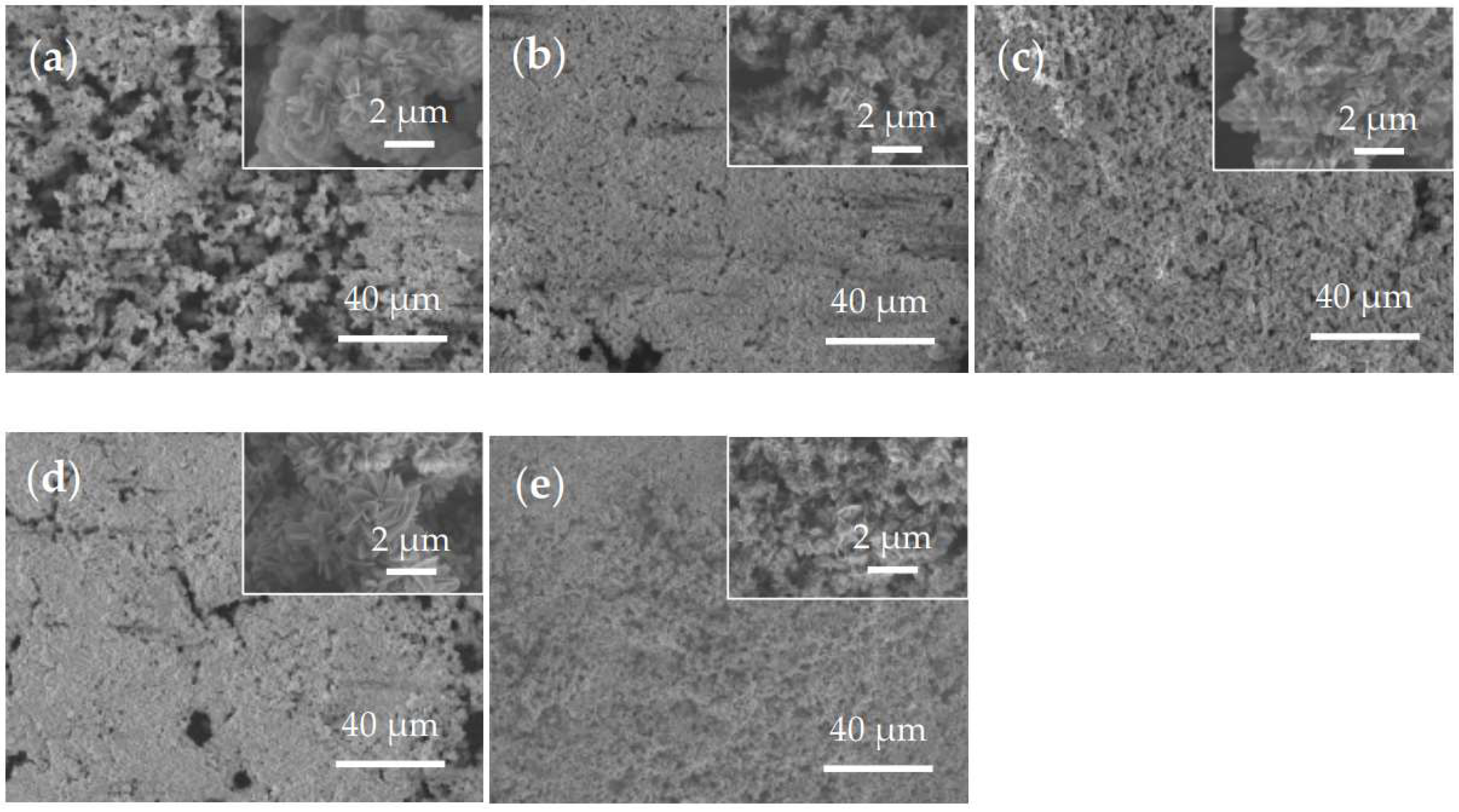
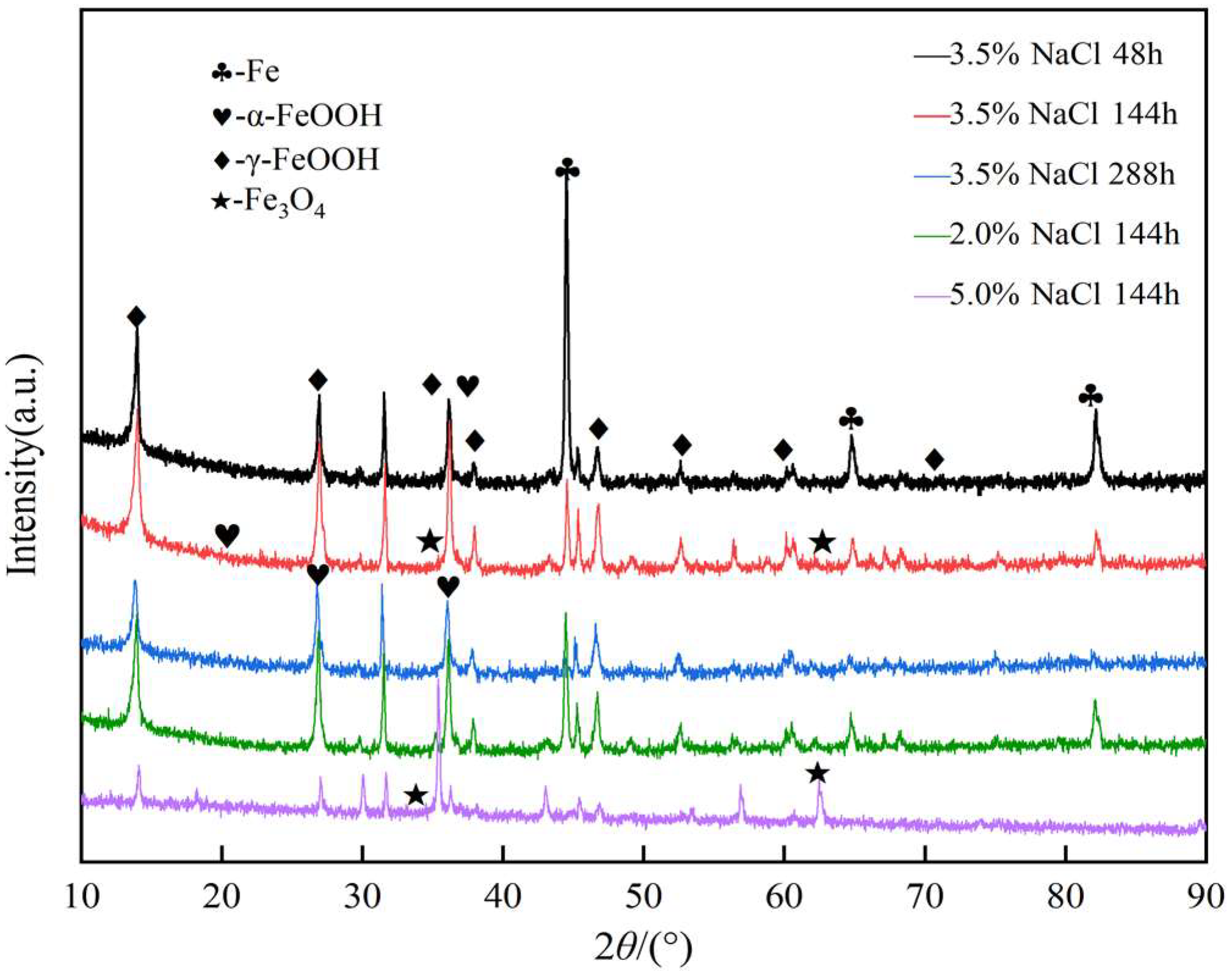
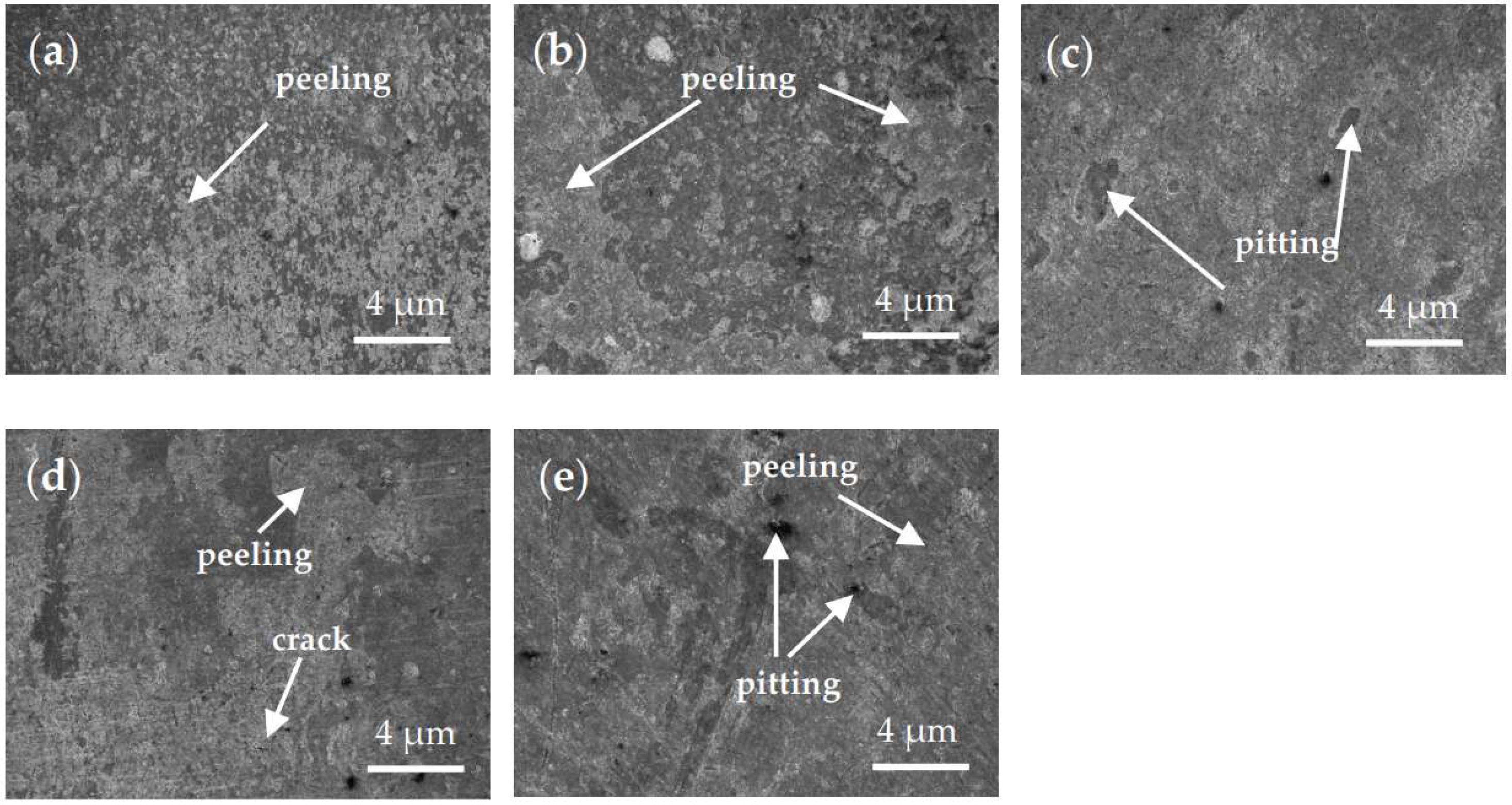
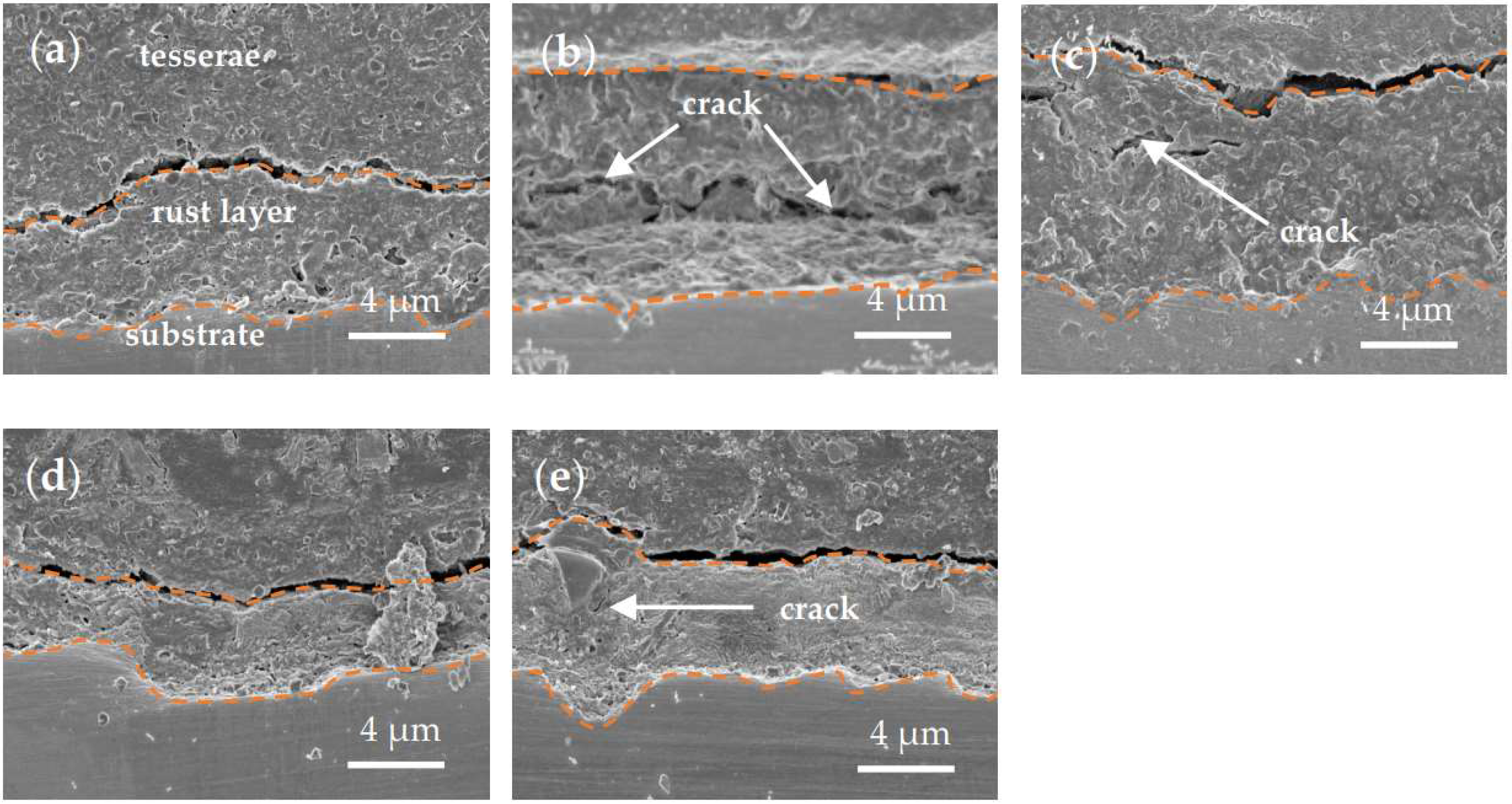
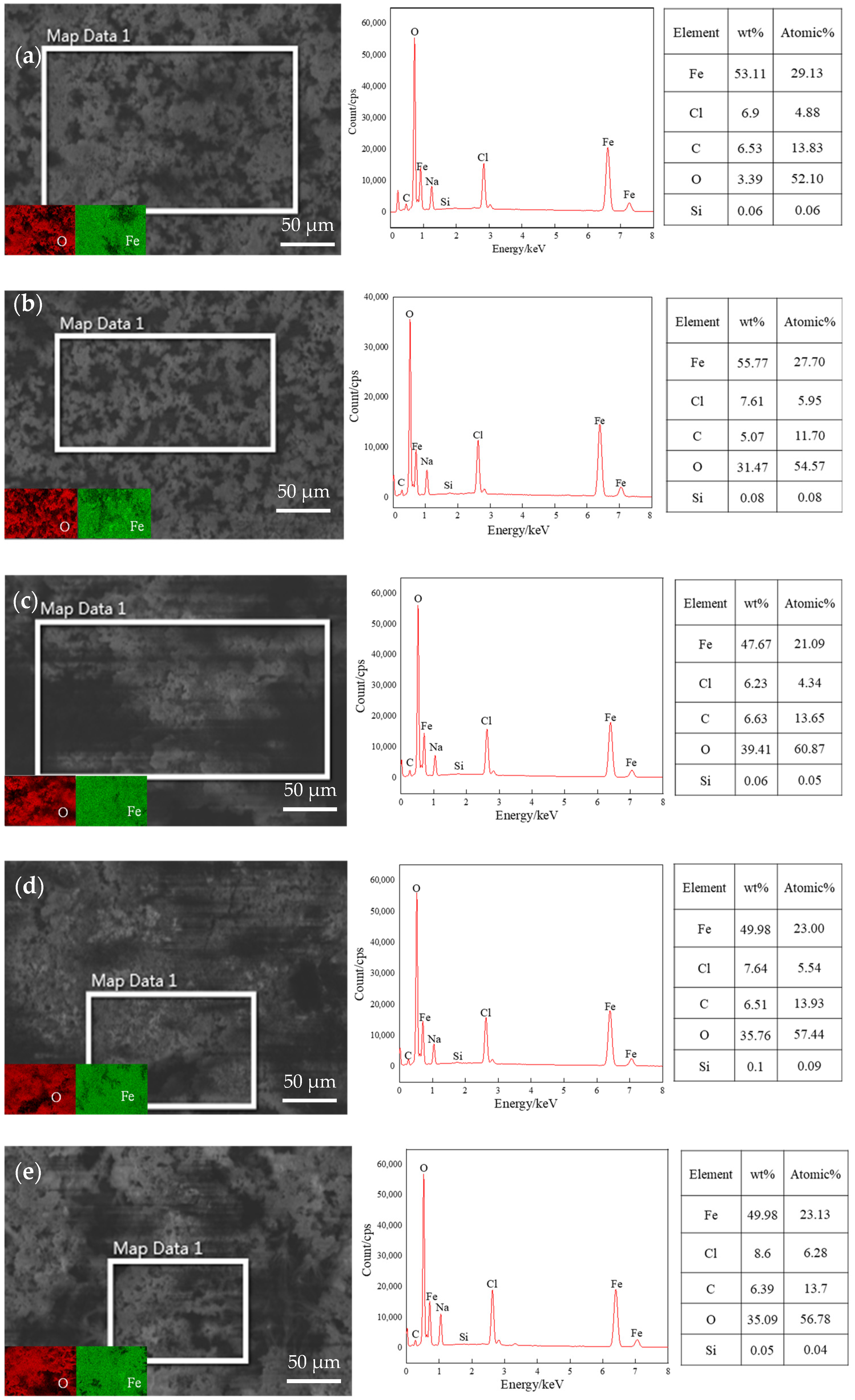
3.2. Analysis of the Corrosion Morphology and Composition
3.3. Electrochemical Analysis
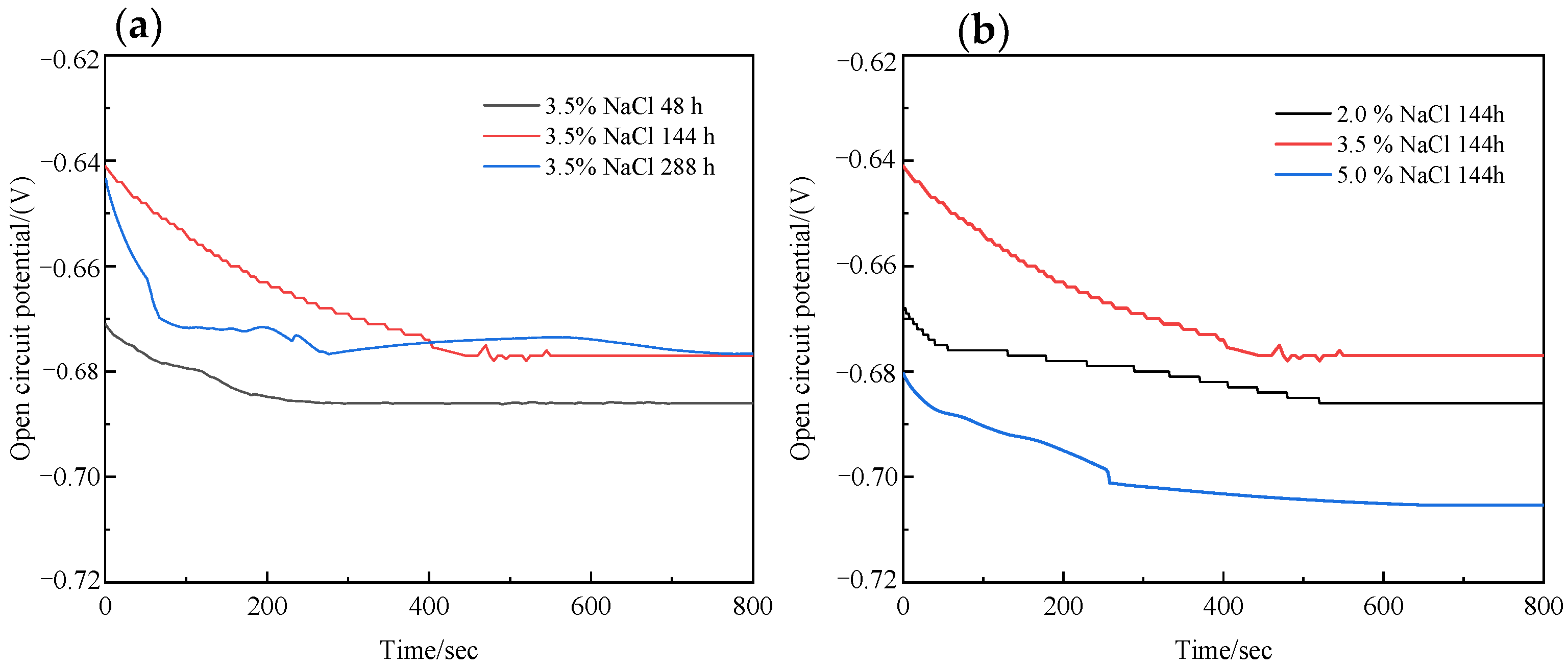
3.3.1. Open Circuit Potential Measurements
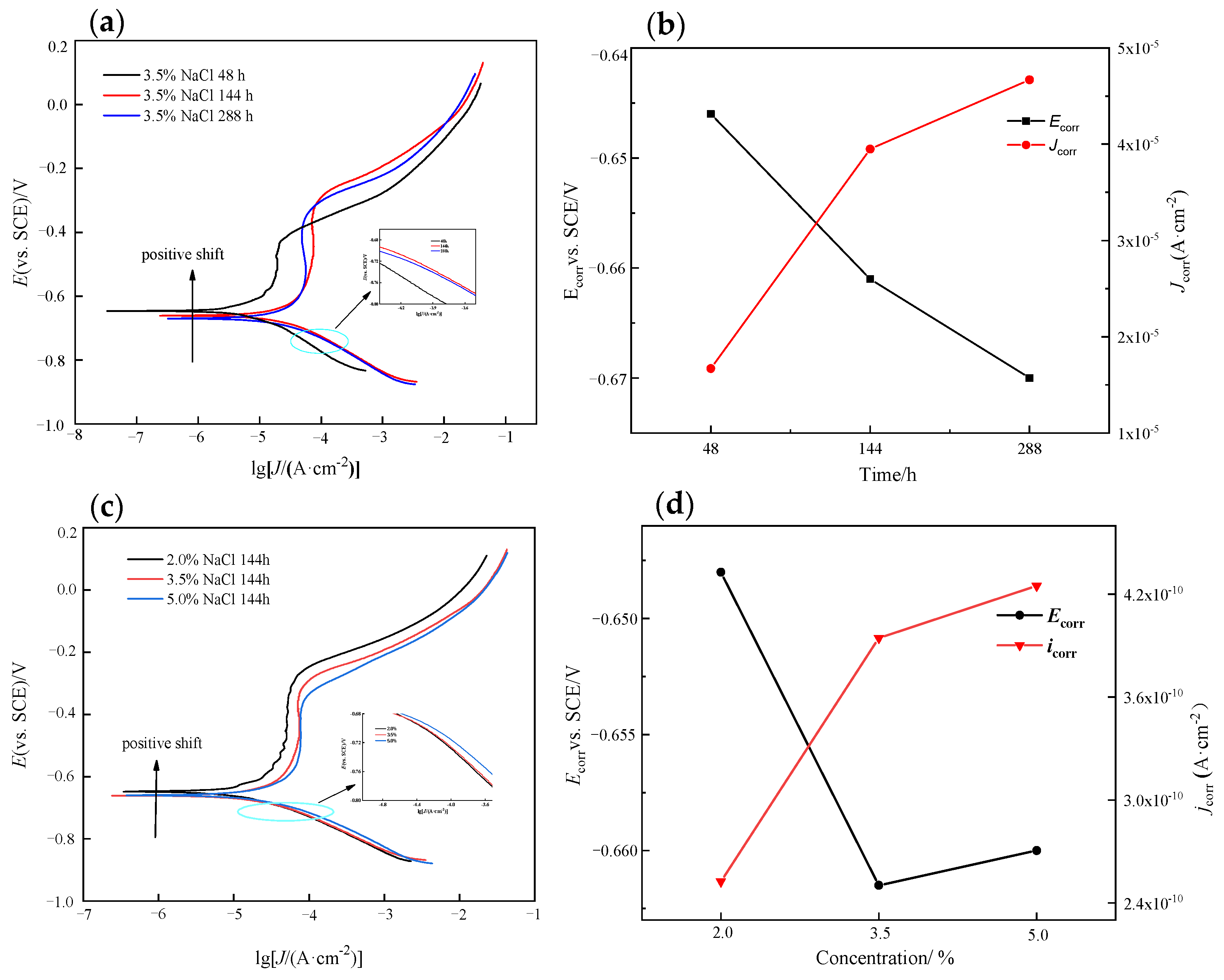
3.3.2. Measurement of Potentiodynamic Polarization Curves
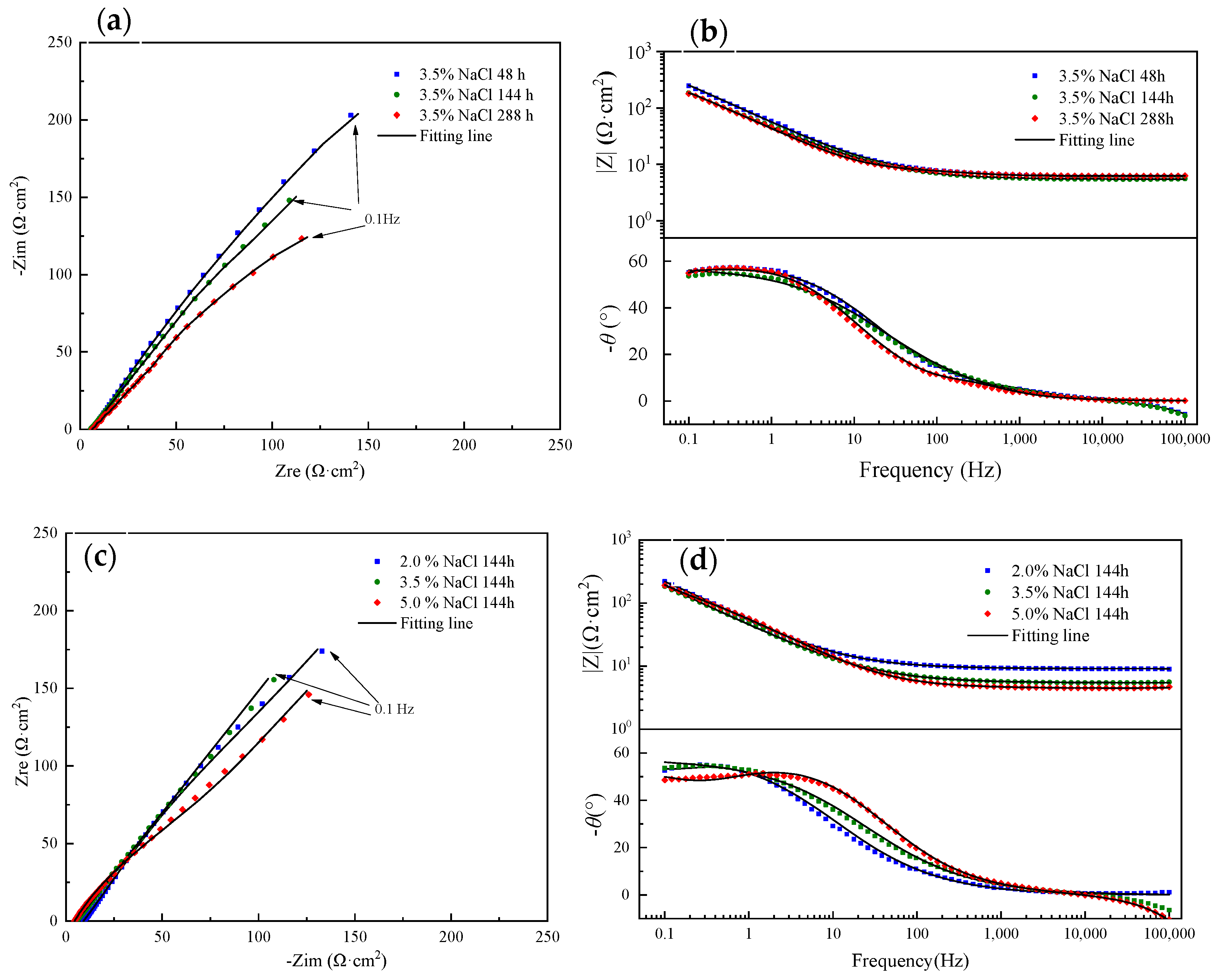
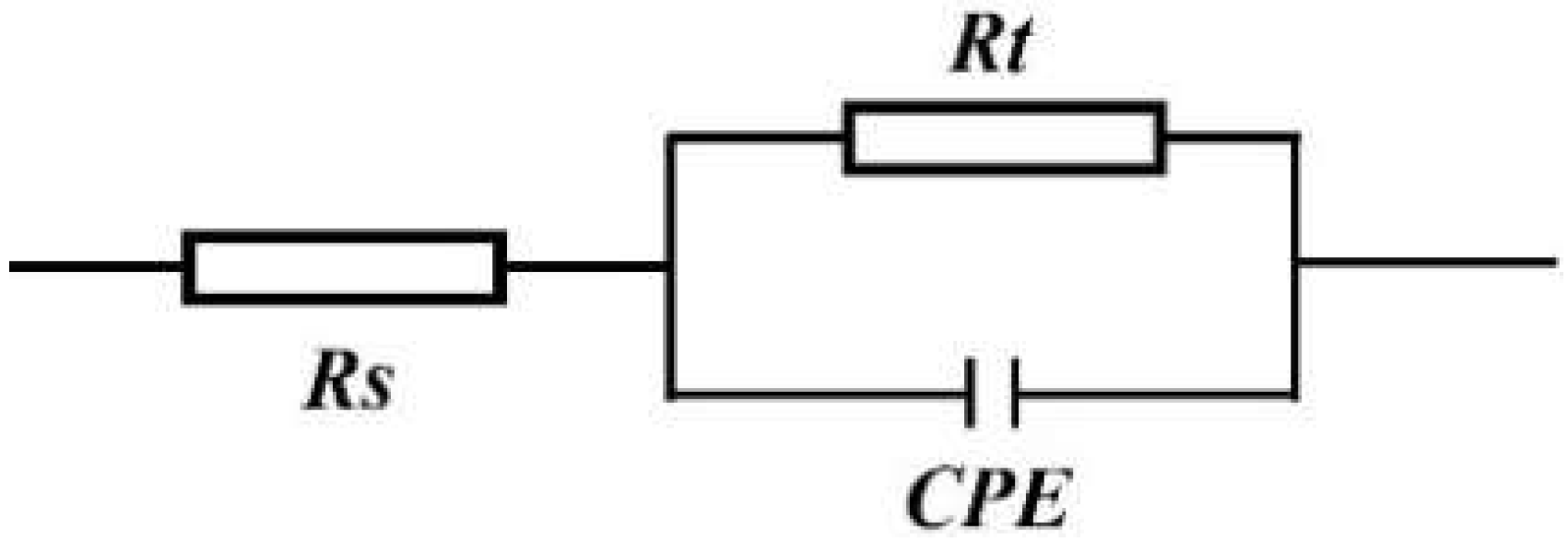
3.3.3. Electrochemical Impedance Spectroscopy Measurements
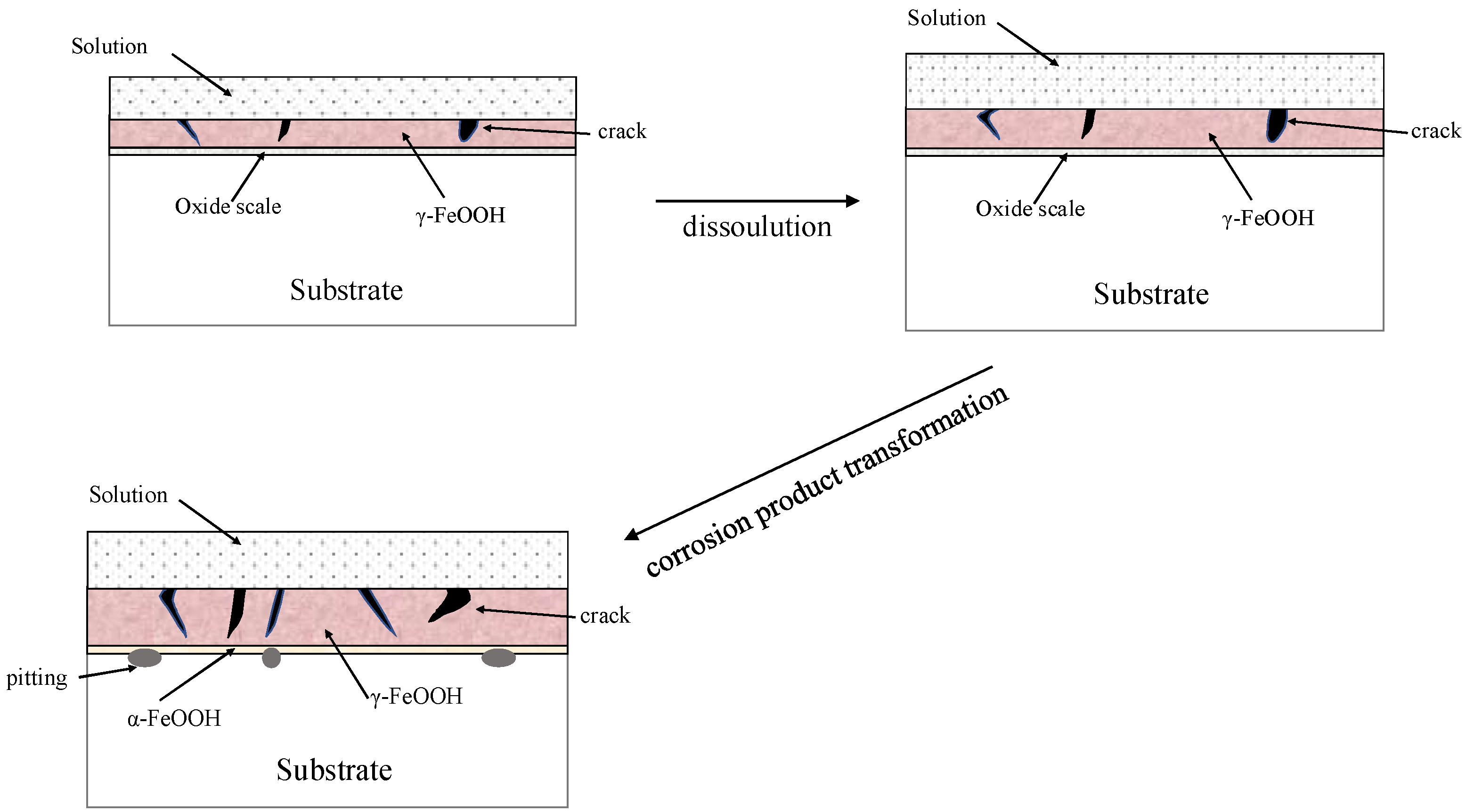
3.4. Corrosion Mechanisms
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hasan, B.O.; Sadek, S.A. The effect of temperature and hydrodynamics on carbon steel corrosion and its inhibition in oxygenated acid-salt solution. J. Ind. Eng. Chem. 2014, 20, 297–307. [Google Scholar] [CrossRef]
- Zheng, Z.B.; Zheng, Y.G. Effects of surface treatments on the corrosion and erosion-corrosion of 304 stainless steel in 3.5% NaCl solution. Corros. Sci. 2016, 112, 657–668. [Google Scholar] [CrossRef]
- Katariya, M.N.; Jana, A.K.; Parikh, P.A. Corrosion inhibition effectiveness of zeolite ZSM-5 coating on mild steel against various organic acids and its antimicrobial activity. J. Ind. Eng. Chem. 2013, 19, 286–291. [Google Scholar] [CrossRef]
- Zheng, Z.B.; Zheng, Y.G. Erosion-enhanced corrosion of stainless steel and carbon steel measured electrochemically under liquid and slurry impingement. Corros. Sci. 2016, 102, 259–268. [Google Scholar] [CrossRef]
- Li, Y.; Cheng, Y.F. Effect of surface finishing on early-stage corrosion of a carbon steel studied by electrochemical and atomic force microscope characterizations. Appl. Surf. Sci. 2016, 366, 95–103. [Google Scholar] [CrossRef]
- Ndiithi, N.J.; Kang, M.; Zhu, J.P.; Lin, J.R.; Nyambura, S.M.; Liu, Y.T.; Huang, F. Microstructural and corrosion behavior of high velocity arc sprayed FeCrAl/Al composite coating on Q235 steel substrate. Coatings 2019, 9, 542. [Google Scholar] [CrossRef] [Green Version]
- Zheng, Z.B.; Jun, L.; Wang, S.; Li, H.; Wang, J.; Zheng, K.H. Cavitation erosion-corrosion behaviour of Fe-10Cr martensitic steel microalloyed with Zr in 3.5% NaCl solution. Corros. Sci. 2021, 184, 109382. [Google Scholar] [CrossRef]
- Yamashita, M.; Miyuki, H.; Matsuda., Y.; Nagano, H.; Misawa, T. The long-term growth of the protective rust layer formed on weathering steel by atmospheric corrosion during a quarter of a century. Corros. Sci. 1994, 236, 283–299. [Google Scholar] [CrossRef]
- Zuo, M.F.; Chen, Y.L.; Mi, Z.L.; Wang, Y.D.; Jiang, H.T. Effects of Cr content on corrosion behaviour and corrosion products of spring steels. J. Iron Steel Res. Int. 2019, 26, 1000–1010. [Google Scholar] [CrossRef]
- Burger, E.; Fénart, M.; Perrin, S.; Neff, D.; Dillmann, P. Use of the gold markers method to predict the mechanisms of iron atmospheric corrosion. Corros. Sci. 2011, 53, 2122–2130. [Google Scholar] [CrossRef]
- Evans, U.R.; Taylor, C.A.J. Mechanism of atmospheric rusting. Corros. Sci. 1972, 12, 227–246. [Google Scholar] [CrossRef]
- Ye, Y.G.; Sun, Y. Reducing wheel wear from the perspective of rail track layout optimization. Proc. Inst. Mech. Eng. Part K J. Multi-Body Dyn. 2021, 235, 217–234. [Google Scholar] [CrossRef]
- Zhu, A.H.; Yang, S.; Li, Q.; Yang, J.W.; Li, X.; Xie, Y.D. Simulation and measurement study of metro wheel wear based on the Archard model. Ind. Lubr. Tribol. 2019, 71, 284–294. [Google Scholar] [CrossRef]
- Liang, H.; Liu, P.F.; Wang, T.L.; Wang, H.Y.; Zhang, K.L.; Cao, Y.Q.; An, D. Influence of wheel polygonal wear on wheel-rail dynamic contact in a heavy-haul locomotive under traction conditions. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit. 2020, 235, 405–415. [Google Scholar] [CrossRef]
- Duboscq, J.; Sabot, R.; Jeannin, M.; Refait, P. Localized corrosion of carbon steel in seawater: Processes occurring in cathodic zones. Mater. Corros. 2019, 70, 973–984. [Google Scholar] [CrossRef]
- Liu, Z.; Lian, X.T.; Liu, T.S.; Yang, Y.D.; Zhu, J.A.; Dong, H. Effects of rare earth elements on corrosion behaviors of low-carbon steels and weathering steels. Mater. Corros. 2020, 71, 258–266. [Google Scholar] [CrossRef]
- ASTM Committee G-1 on Corrosion of Metals. Standard Practice for Preparing, Cleaning, and Evaluating Corrosion Test Specimens; ASTM International: West Conshohocken, PA, USA, 2003. [Google Scholar]
- Liu, B.; Mu, X.; Yang, Y.; Hao, L.; Ding, X.Y.; Dong, J.H.; Zhang, Z.; Hou, H.X.; Ke, W. Effect of tin addition on corrosion behavior of a low-alloy steel in simulated costal-industrial atmosphere. J. Mater. Sci. Technol. 2019, 35, 1228–1239. [Google Scholar] [CrossRef]
- Huang, J.C.; Meng, X.B.; Huang, Y.H.; Jiang, W.B.; Chen, R.; Zheng, Z.J.; Gao, Y. Atmospheric corrosion of carbon steels in tropical and subtropical climates in Southern China. Mater. Corros. 2020, 71, 1400–1406. [Google Scholar] [CrossRef]
- Stratmann, M.; Müller, J. The mechanism of the oxygen reduction on rust covered metal substrates. Corros. Sci. 1994, 36, 327–359. [Google Scholar] [CrossRef]
- Calero, J.; Alcántara, J.; Chico, B.; Díaz, I.; Simancas, J.; Fuente, D.D.L.; Morcillo, M. Wet/dry accelerated laboratory test to simulate the formation of multilayered rust on carbon steel in marine atmospheres. Corros. Eng. Sci. Technol. 2017, 52, 178–187. [Google Scholar] [CrossRef] [Green Version]
- Castana, J.G.; Botero, C.A.; Restrepo, A.H.; Agudelo, E.A.; Correa, E.; Echeverría, F. Atmospheric corrosion of carbon steel in Colombia. Corros. Sci. 2010, 52, 216–223. [Google Scholar] [CrossRef]
- Fuente, D.; Díaz, I.; Simancas, J.; Chico, B.; Morcillo, M. Long-term atmospheric corrosion of mild steel. Corros. Sci. 2011, 53, 604–617. [Google Scholar] [CrossRef] [Green Version]
- Kim, K.T.; Tsuchiya, H.; Hanaki, K.; Yamashita, M.; Fujimoto, S. Effect of cations on protective properties of rust layer formed on carbon steel during wet/dry cyclic corrosion. Mater. Trans. 2020, 61, 506–514. [Google Scholar] [CrossRef]
- Xu, L.Y.; Su, X.; Yin, Z.X.; Tang, Y.H.; Cheng, Y.F. Development of a real-time AC/DC data acquisition technique for studies of AC corrosion of pipelines. Corros. Sci. 2012, 61, 215–223. [Google Scholar] [CrossRef]
- Fan, Y.M.; Liu, W.; Li, S.M.; Thee, C.; Wongpata, B.; Zhao, Y.G.; Dong, B.J.; Zhang, T.Y.; Li, X.G. Evolution of rust layers on carbon steel and weathering steel in high humidity and heat marine atmospheric corrosion. J. Mater. Sci. Technol. 2020, 39, 190–199. [Google Scholar] [CrossRef]
- Refaey, S.A.M.; Taha, F.; Malak, M. Corrosion and inhibition of stainless steel pitting corrosion in alkaline medium and the effect of Cl− and Br− anions. Appl. Surf. Sci. 2005, 242, 114–120. [Google Scholar] [CrossRef]
- Gu, D.D.; Zhang, H.; Dai, D.H.; Ma, C.L.; Zhang, H.M.; Li, Y.X.; Li, S.H. Anisotropic corrosion behavior of Sc and Zr modified Al-Mg alloy produced by selective laser melting. Corros. Sci. 2020, 170, 108657. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Fe |
|---|---|---|---|---|---|---|
| 0.55 | 0.40 | 0.80 | 0.020 | 0.015 | 0.30 | Bal. |
| Condition | Rs (Ω·cm2) | Rt (Ω·cm2) | n | Q (Ω−1·cm−2·sn) |
|---|---|---|---|---|
| 48 h 3.5% NaCl | 6.18 | 252.68 | 0.82 | 0.00534 |
| 144 h 3.5% NaCl | 6.75 | 188.49 | 0.71 | 0.00579 |
| 288 h 3.5% NaCl | 6.37 | 163.96 | 0.63 | 0.00705 |
| 144 h 2.0% NaCl | 4.94 | 218.65 | 0.70 | 0.00598 |
| 144 h 5.0% NaCl | 9.11 | 194.36 | 0.68 | 0.00553 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, C.-G.; Song, Z.-B.; Gan, Y.-Z.; Ye, R.-W.; Zhu, R.-Z.; Liu, J.-H.; Xu, Z.-B. Study on the Corrosion Behavior and Mechanism of ER8 Wheel Steel in Neutral NaCl Solution. Coatings 2022, 12, 713. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings12050713
He C-G, Song Z-B, Gan Y-Z, Ye R-W, Zhu R-Z, Liu J-H, Xu Z-B. Study on the Corrosion Behavior and Mechanism of ER8 Wheel Steel in Neutral NaCl Solution. Coatings. 2022; 12(5):713. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings12050713
Chicago/Turabian StyleHe, Cheng-Gang, Zhi-Bo Song, Yao-Zhe Gan, Rong-Wei Ye, Run-Zhi Zhu, Ji-Hua Liu, and Zhi-Biao Xu. 2022. "Study on the Corrosion Behavior and Mechanism of ER8 Wheel Steel in Neutral NaCl Solution" Coatings 12, no. 5: 713. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings12050713