3.1. Two-Dimensional Mesoscopic Model of OGFC
According to distributing states of coarse mineral aggregates in the mixture, semi-rigid base course material is divided into three structural types: “suspend-dense” structure, “framework-dense” structure, and “framework-pore” structure [
33]. OGFC as a “framework-pore” structure of asphalt mixture, its mechanical characteristics are different from the other two types of asphalt mixture under external load. In order to discuss the mechanical characteristics of OGFC, two-dimensional mesoscopic models of OGFC and asphalt concrete (AC, a “suspend-dense” structure) were established through PFC software in this paper. The mesoscopic model, which is based on non-continuum mechanics, consists of different particle shape and contact state that evaluating the macroscopic mechanical properties of medium from the perspective of microstructure. In recent years, PFC software, as a simulation software based on discrete element method, has been used to analyze the microscopic mechanical behavior of asphalt mixture. The basic idea of PFC is to describe the complex mechanical behavior of the medium based on the most basic unit of the medium—the particle—and the most basic mechanical relationship—Newton’s second low; thus, it is an essential and fundamental concept [
34,
35,
36]. Since asphalt mixture is a bulk medium, its deformation is mainly caused by the relative sliding and rolling of the internal medium or the opening and closing of the weak interface, rather than its own deformation [
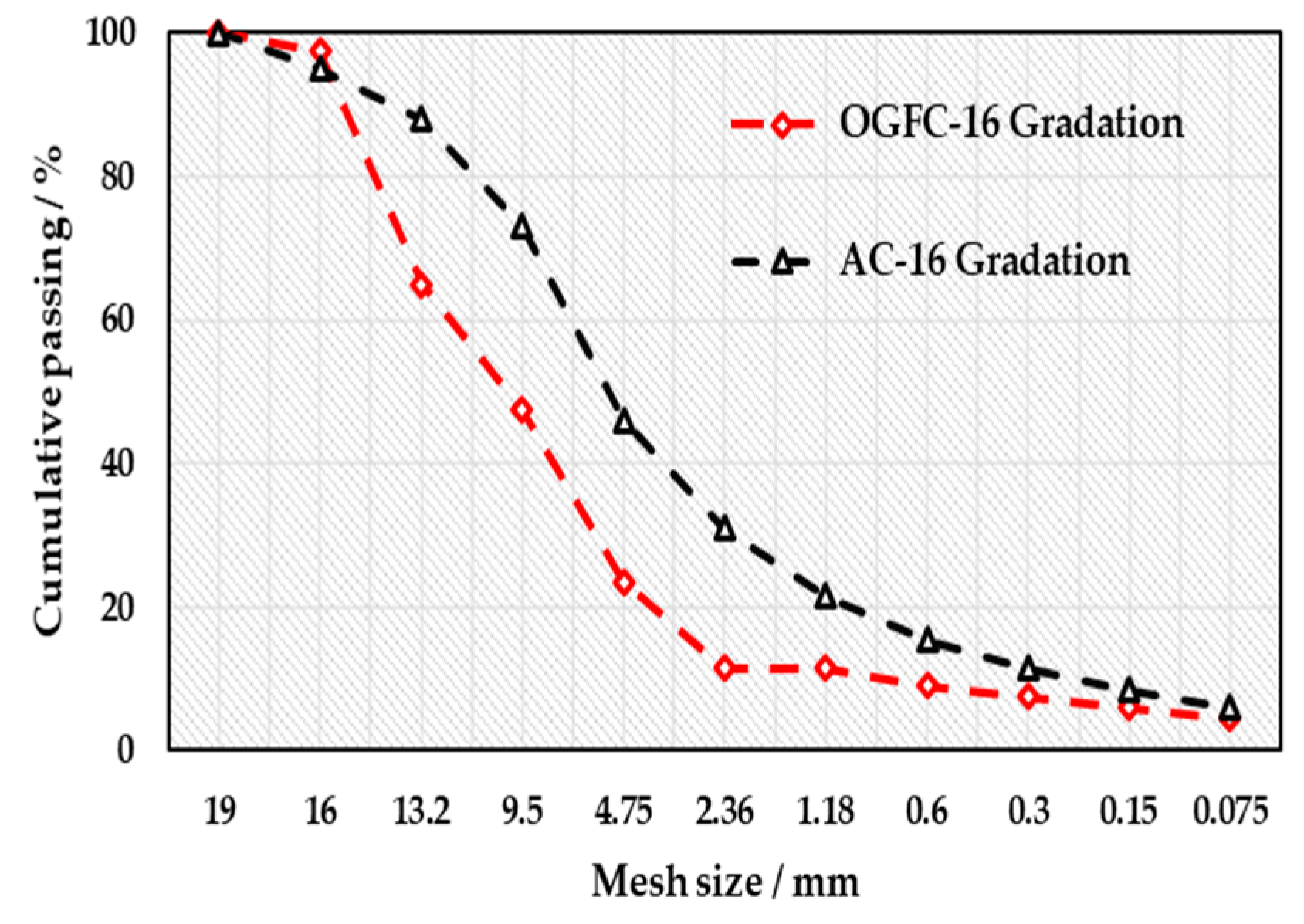
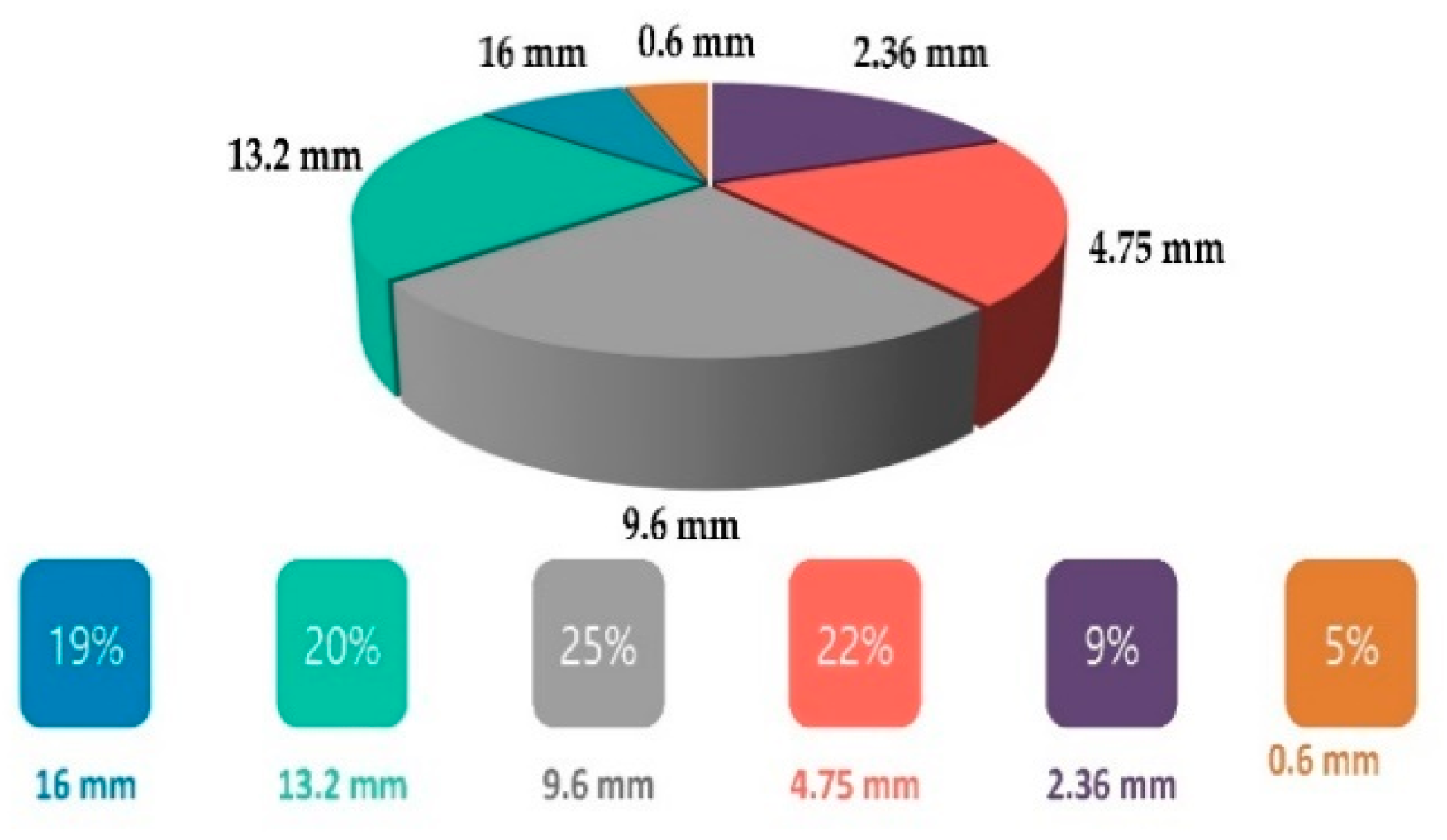
37]. Therefore, the PFC software based on the discrete element calculation method is widely used in the numerical simulation of asphalt mixture. The operation of PFC software is mainly divided into seven steps: Step 1: defining mock objects; Step 2: establishing the basic concept of mechanical model; Step 3: constructing and running a simplified model; Step 4: supplement model parameters such as: geometric properties, material properties, external loads, etc.; Step 5: preparation before running, such as: determining the running step, setting the monitoring point; Step 6: running the model for calculation; Step 7: data analysis. The PFC software used in this study is developed by the Itasca company in the USA. Based on the 2D PFC model, the aggregate skeleton in asphalt mixture and internal mechanical characteristics of asphalt mixture was studied. The gradation of AC-16 and OGFC-16 used in the test is shown in
Figure 3.
The aggregate with smaller particle size and the mineral powder mainly play the role of filler in the asphalt mixture. After the interaction of between asphalt, fine aggregate, and mineral powder, the asphalt is rearranged on the surface of fine aggregate and mineral powder to form a layer of diffusion solvent chemical film. A mixture containing asphalt, fine aggregate, and mineral powder is wrapped around the surface of the stone and joined to form a contact between the particles and the particles. Moreover, in order to avoid the instability or even collapse of the PFC software caused by the excessive generation of “balls”, the aggregate with a particle size below 0.3 mm, mineral powder, and asphalt were ignored, and the contact between stones is defined as a viscoelastic contact to characterize the adhesion of mixture containing asphalt, fine aggregate, and mineral powder.
Numerous investigations have shown that the irregular shape of the coarse aggregate has a significant effect on the mechanical properties of asphalt mixture [
38]. Therefore, the irregular shape of the coarse aggregate must be considered in the numerical simulation of asphalt mixture. The in-built compiled language—“Fish” language—was employed for the coarse aggregate generation algorithm. Since the actual mesh is square, the irregular shape of coarse aggregates with the same actual particle size is generated through the plane random division method, and then, the shape is filled with the “Clump” command to achieve the generation of coarse aggregate. The aggregate of 0.3–1.18 mm particle size is filled with the “Ball” generation command. In order to prevent the overflowing of “Balls”, the model is restricted with the “Wall” command to form a boundary constraint, and the calculation area is 100 mm × 65 mm.
In the high-precision numerical simulation process of asphalt mixture, it is necessary to determine the mesoscopic parameters of the aggregate and the contact parameters between the aggregates. Asphalt mixture is a coarse dispersion system formed by dispersing coarse aggregates in the asphalt mortar. The contact between components is mainly the aggregate-aggregate contact, aggregate internal contact, aggregate-asphalt mortar contact. According to the previous study, the main contact parameters of the model are shown in
Table 5 [
39].
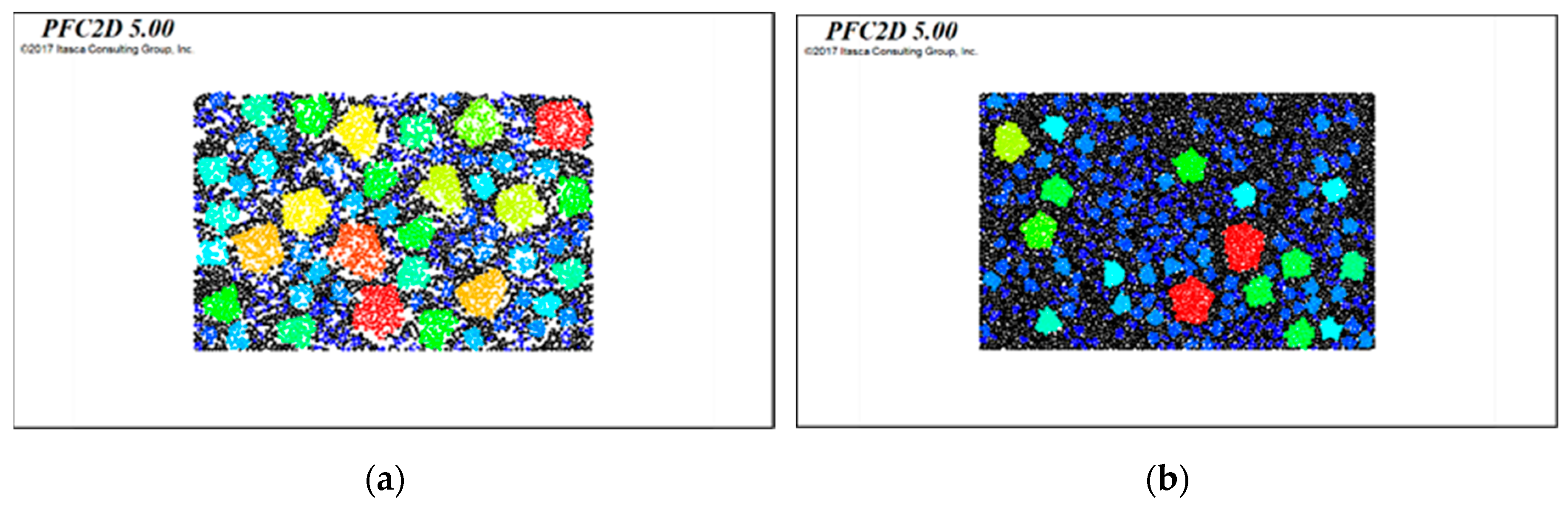
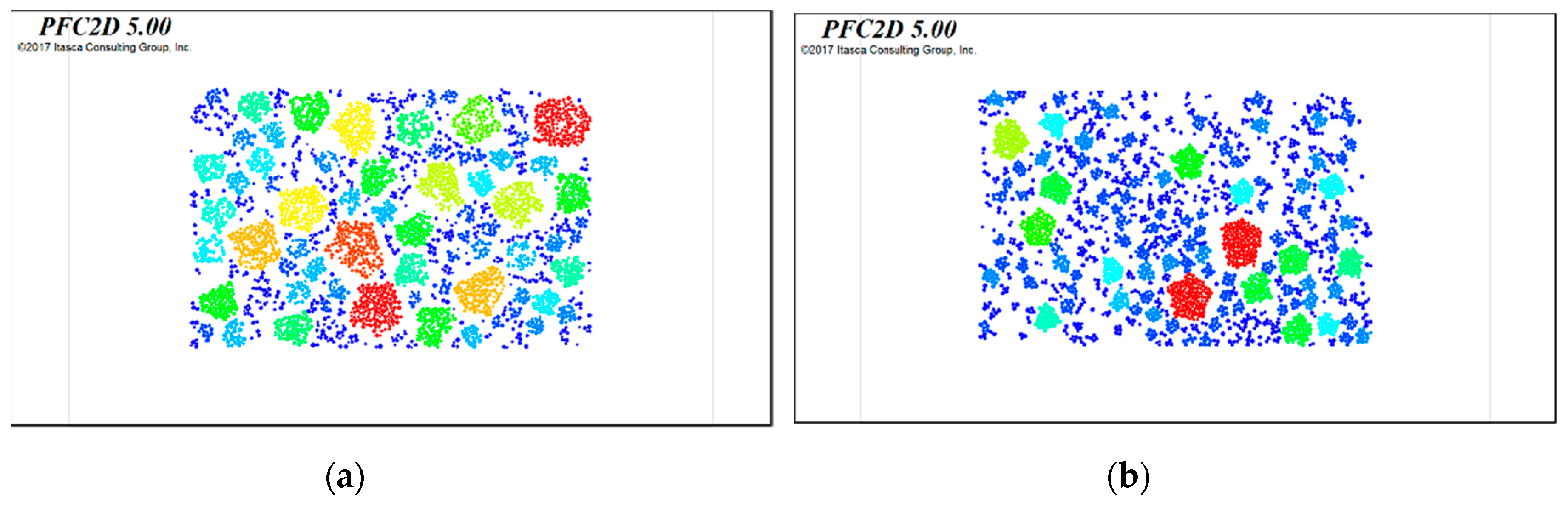
The two-dimensional PFC model of OGFC and AC based on gradation are shown in
Figure 4.
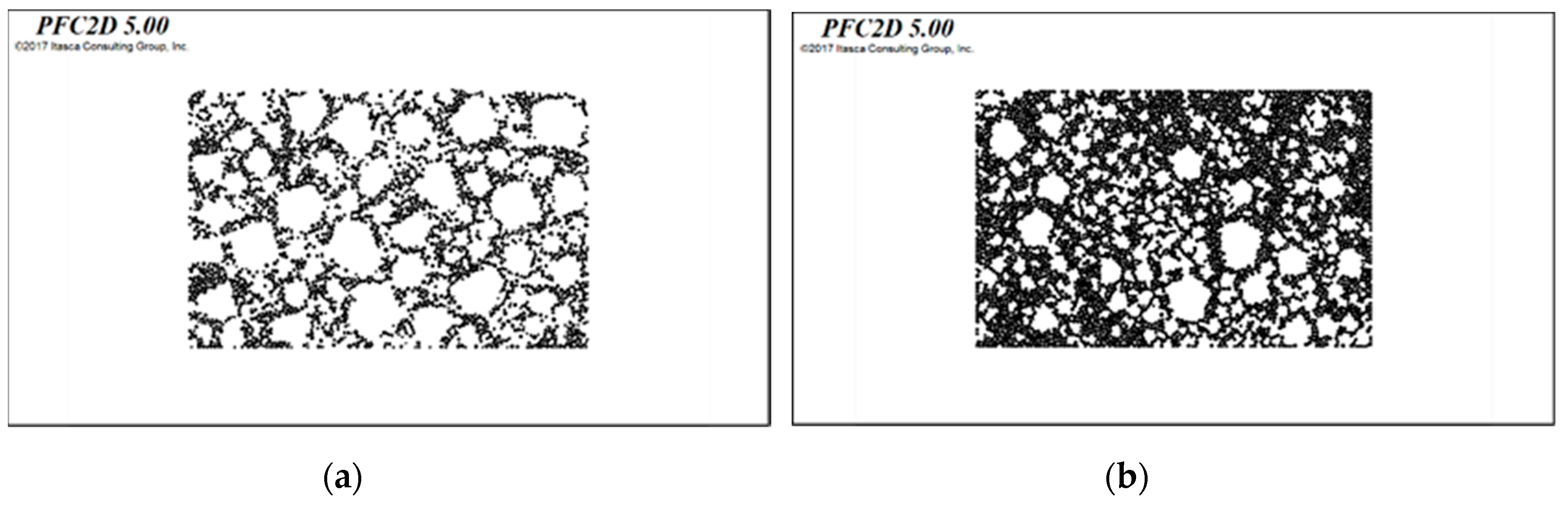
It can be clearly seen from
Figure 5 and
Figure 6 that there are obvious differences in the meso-structure of the two asphalt mixtures. The coarse aggregate of OGFC has a higher proportion and the fine aggregate is rare. The coarse aggregates are easy to gather together to form a skeleton, but the amount of fine materials is too small and the gap between the coarse aggregates cannot be fully filled; thus, the “framework-pore” structure is formed. The “framework-pore” structure is the key to ensure the permeability of OGFC. The two-dimensional mesoscopic models are equivalent to the longitudinal section of OGFC Marshall test piece, thus, the interconnected voids are not easily observed. If the model is a three-dimensional structure, the pore distribution of OGFC can be seen more intuitively. AC is a continuous dense mineral mixture, and the voids are significantly smaller than that of OGFC. AC can achieve a large degree of compactness due to more fine aggregates and less coarse aggregates. The aggregate at each level are separated by secondary aggregates. The aggregates cannot be directly gathered together to form a skeleton, but can exist in a suspended state between the secondary aggregate and the asphalt mortar, which is a “suspend-dense” structure. The upper surface of OGFC is rougher than AC, which is consistent with the actual characteristics.
3.2. Mechanical Characteristics of OGFC
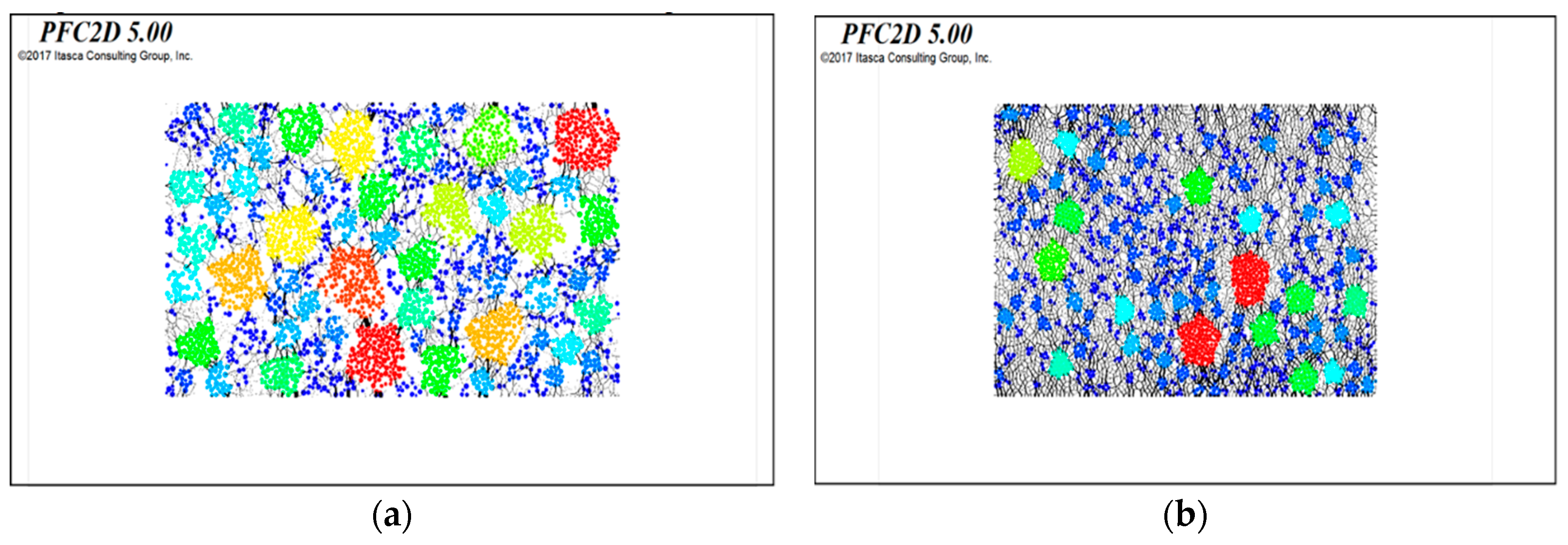
In order to study the mechanical properties of OGFC and AC pavement materials under external load, two rigid walls were set at the top and bottom of the model. A strain-control mode was used in the simulation test, which was based on dynamic creep test. The rigid bottom wall of the model was fixed. In PFC2D, walls are assigned at constant or variable velocity. The variable speed of the top wall can be regulated by writing a servo-control code at a speed of 1/1000 mm. The displacement of the rigid top wall of the model was the vertical deformation of the model. The total stiffness of the particles was updated at each time-step. The multiplication of the total stiffness and the vertical deformation was the load on the model. In each cycle, the moving speed of the top could be black-calculated by the target load and stiffness. The speed of the top wall was controlled by the continuous sinusoidal load function, and the simulation terminates when the total deformation of the mixture is 1 mm. Under the action of gravity and external load, contact occurs between adjacent particles, forming a plurality of force chains with different strengths. The chains cross each other to form a network, which penetrates non-uniformly into the particulate matter and supports most of the weight and external load of the particles system. The force chain is the way to transfer the load. In the PFC software, the force chain is the connection between the centroid and the contact point of the particles that are in contact with each other. The thicker the force chain, the more concentrated the force is. Since the coarse aggregates is generated by the “Clump” command, the force chain of it will only be generated in the surrounding “Pebble” units of the “Clump”, and will not penetrate the centroid of the “Clump”. In order to facilitate the observation and discussion, the fine aggregates would be hidden in the force chain diagram. The force chain diagram of OGFC and AC under loading is shown in
Figure 7, the black connection in the diagram is the force chain.
It can be clearly seen from
Figure 7 that the force chain is more evenly distributed in AC, and the force chain of OGFC is mainly concentrated at the contact point between the coarse aggregate, and the force chain is relatively thick. This is because AC has more fine aggregate than OGFC, and the asphalt mortar formed by fine aggregate and asphalt binder can exist between the coarse aggregates in a suspended state. The load is mainly transferred through the asphalt mortar when subjected to external load, and the force chain distribution is relatively uniform due to the high density of AC. In the structure of OGFC, due to the less fine aggregates, the gap between the coarse aggregates cannot be fully filled, and the load can only be transferred through the skeleton formed by the intrusion of coarse aggregate. Therefore, the strength, stability, and stiffness of the skeleton determine the ability of OGFC to resist external loads.
In order to quantitatively evaluate the structural characteristics of OGFC, the Contribution rate of Aggregate for Load bearing index (referred to as CAL) was applied for the further discussion. When OGFC is subjected to external loads, the loads are transmitted through the contact points between aggregates, and the number of contact points and the contact force of each contact point can be measured through the traversal command in PFC software. Assuming that there are K particles in the aggregate in S-grade, the average contact force of aggregate in S-grade can be calculated by the following formula:
The proportion of the average contact force of the aggregate in S-grade in the total average contact force of the aggregates is defined as the contribution rate of aggregate for load bearing index, the formula is as follows:
In the formula, n is the partition number of aggregates in the asphalt mixture, and the
is the average contact force of aggregate in S-grade. The CAL of aggregates with different particle sizes is shown in
Figure 8.
From
Figure 8, the CAL value of aggregates with the maximum nominal size of 4.75, 9.6, 13.2, and 16 mm is relatively large, indicating that the coarse aggregates play a major role in resisting external loads. Moreover, the aggregates with the particle size larger than 4.75 mm bears more 85% of the contact force, which indicates that the aggregates with the particle size larger than 4.75 mm in OGFC is the skeleton, and it is the main loading bearing particle. The effect of aggregates with the particle size less than 4.75 mm on resistance to external loads also cannot be ignored. The main function of asphalt mortar formed by fine aggregates and asphalt binder is to fill the pores, support the skeleton, enhance the stability of the skeleton, and prevent the overturn of skeleton, but the asphalt mortar is not part of the loading bearing skeleton in OGFC.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}