Effect of Bitumen Emulsion and Polyester Resin Mixture on the Physico-Mechanical and Degradable Properties of Jute Fabrics

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Sample Preparation
2.2.2. Testing of the Sample
Tensile Test
Soil Degradation Test
Determination of Mass for Unit Area
Determination of Moisture Regain and Content
Water Absorbency Test
Scanning Electron Microscopy
3. Results and Discussion
3.1. Tensile Strength
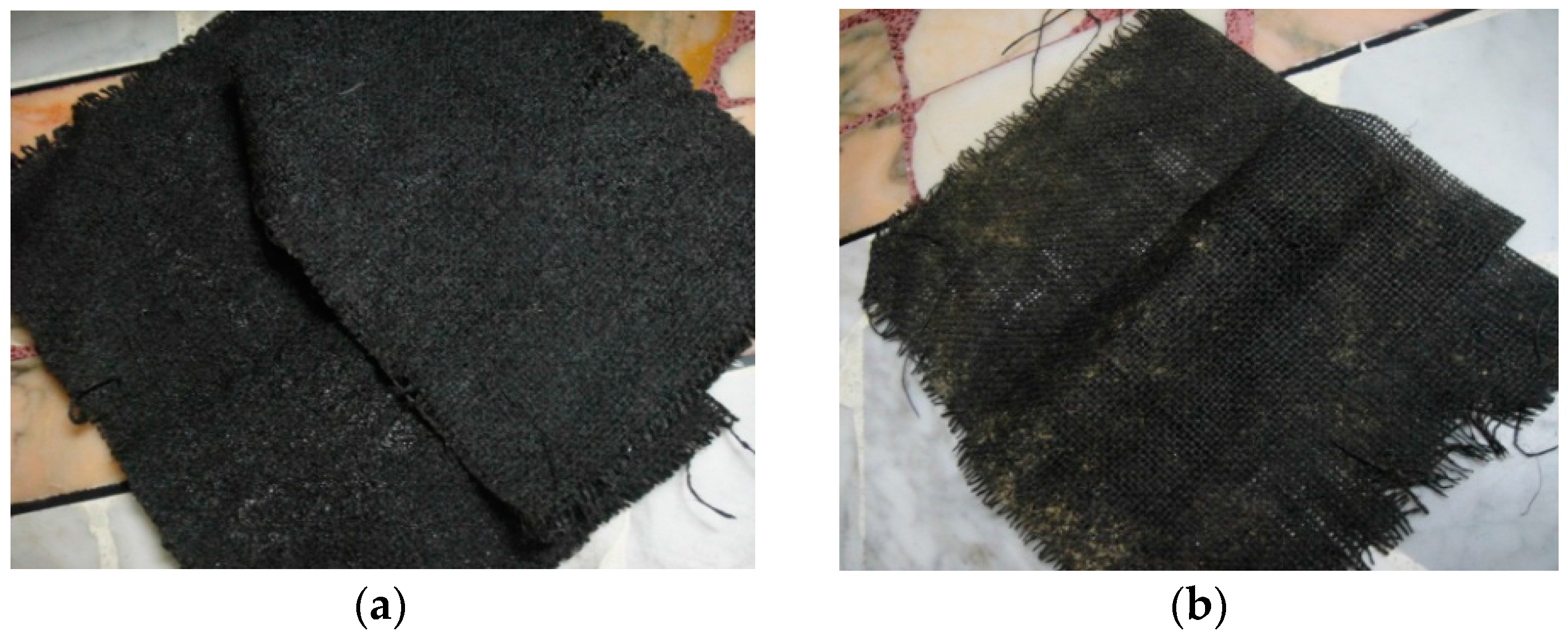
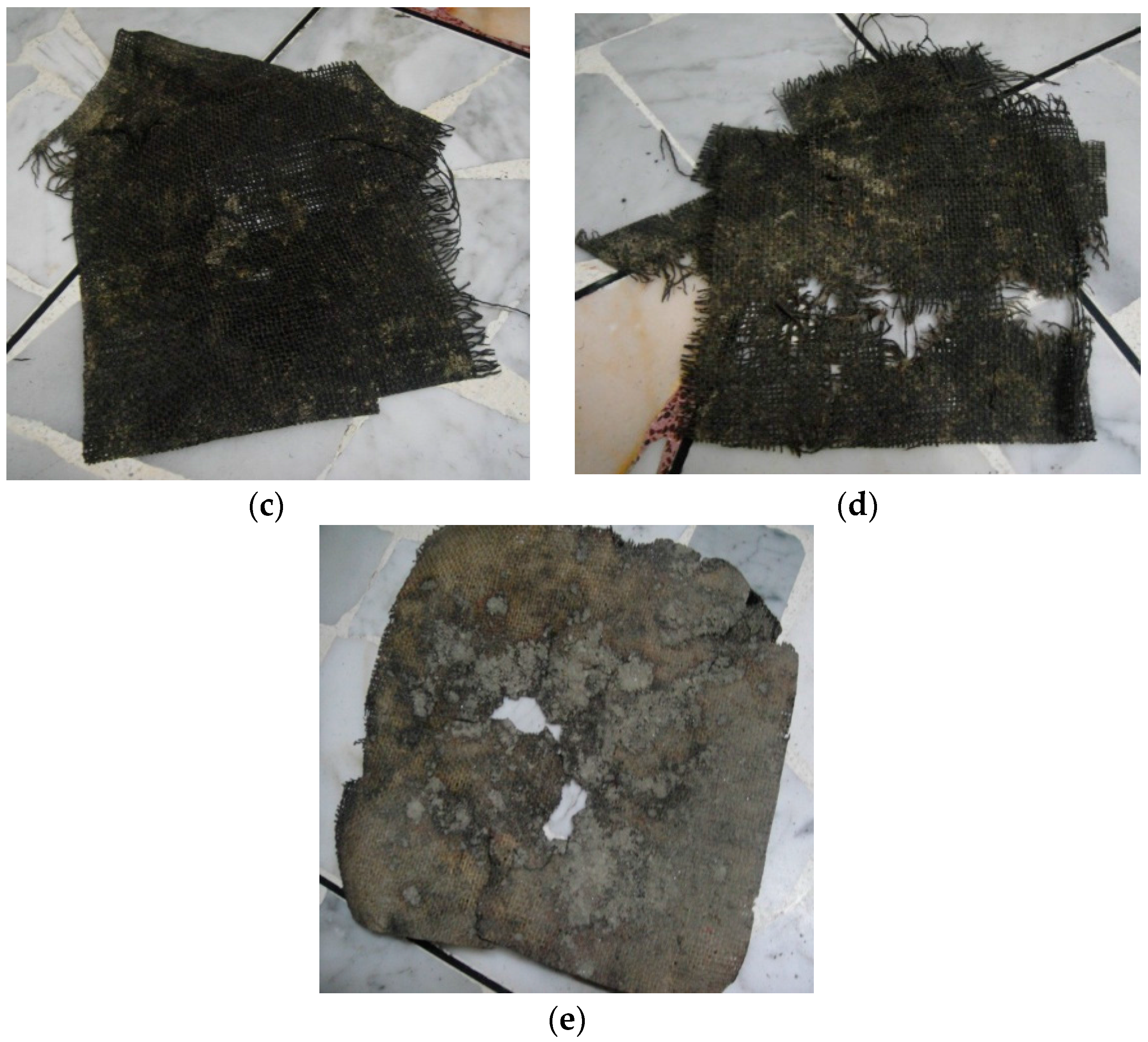
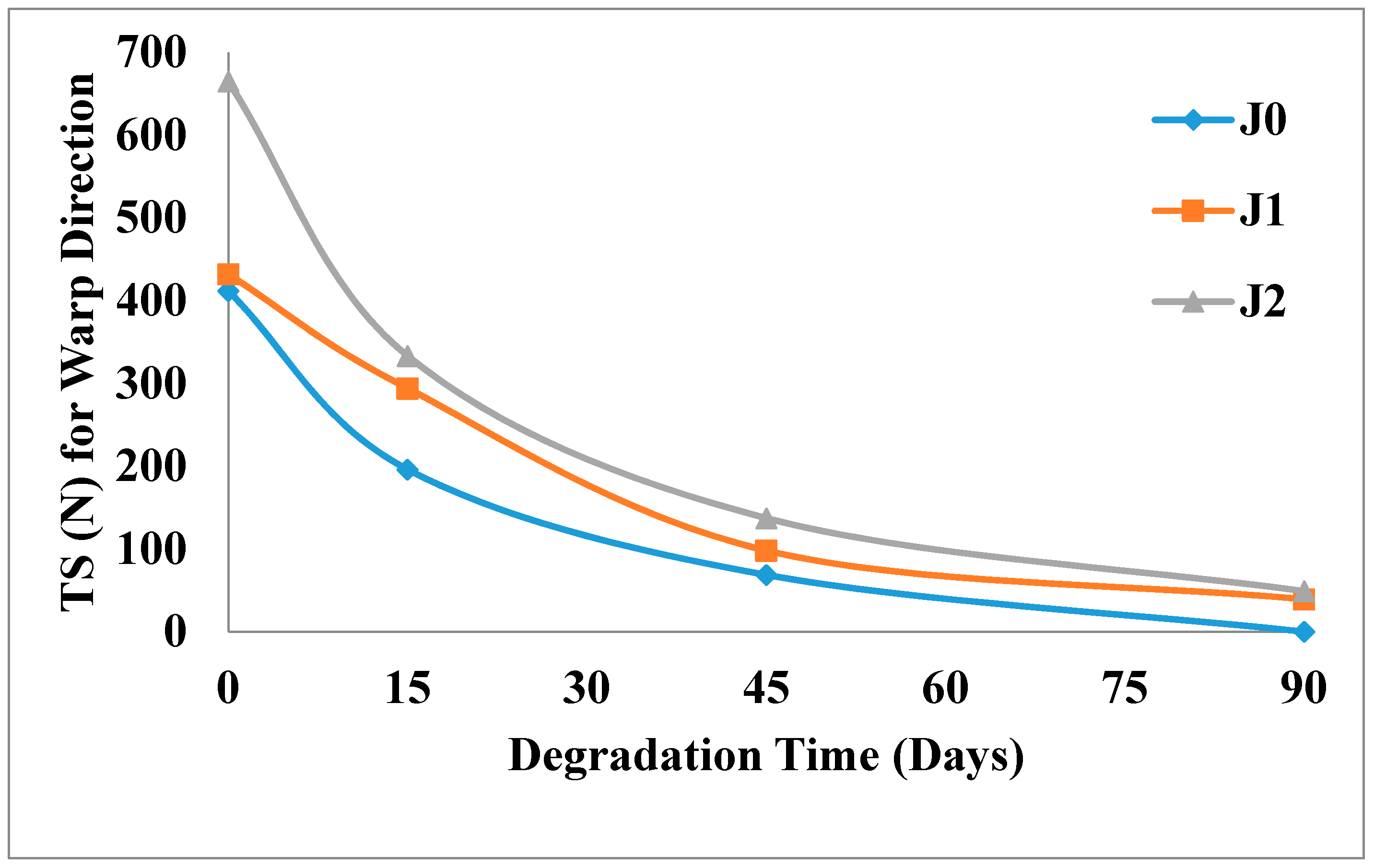
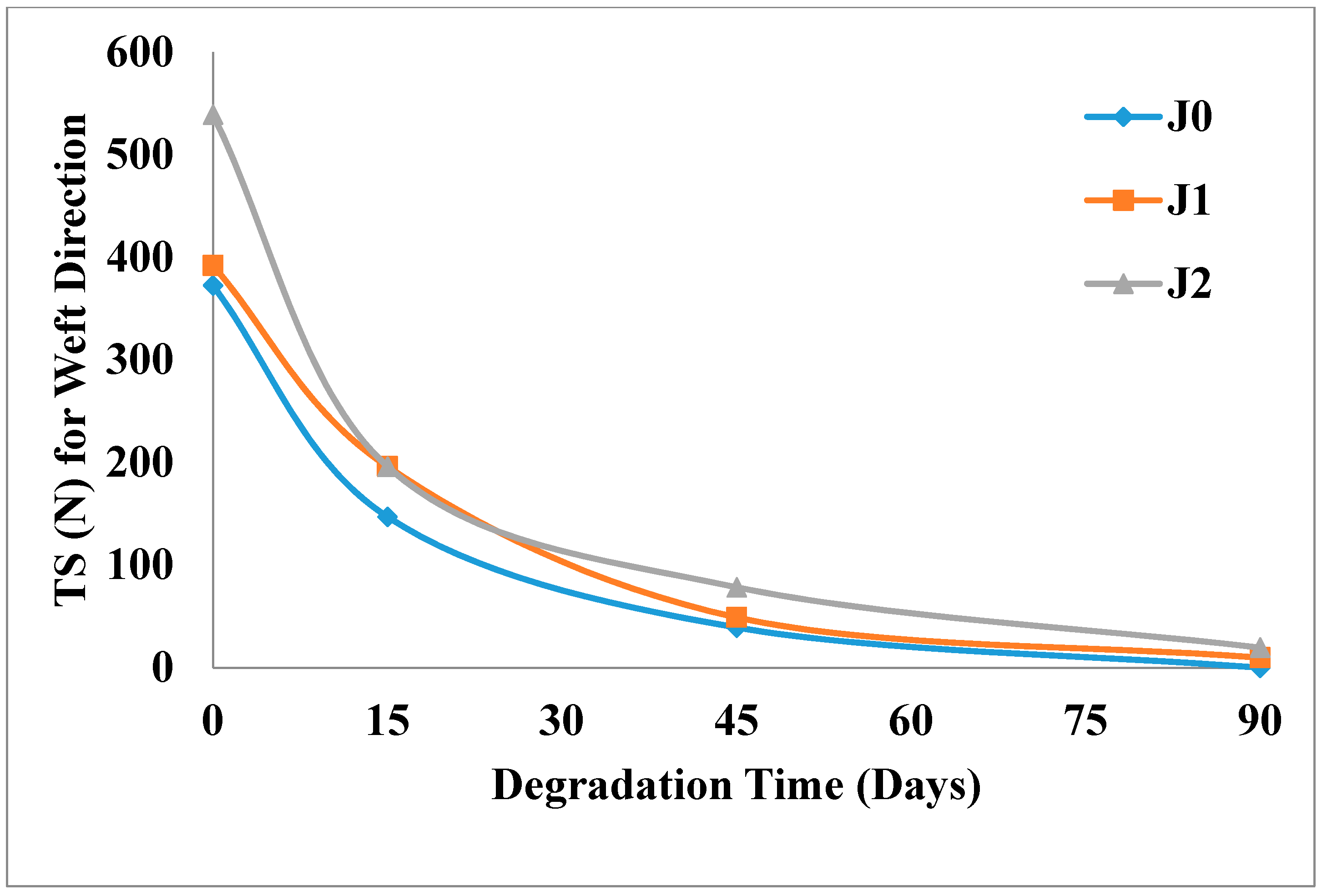
3.2. Tensile Strength Loss by Soil Degradation
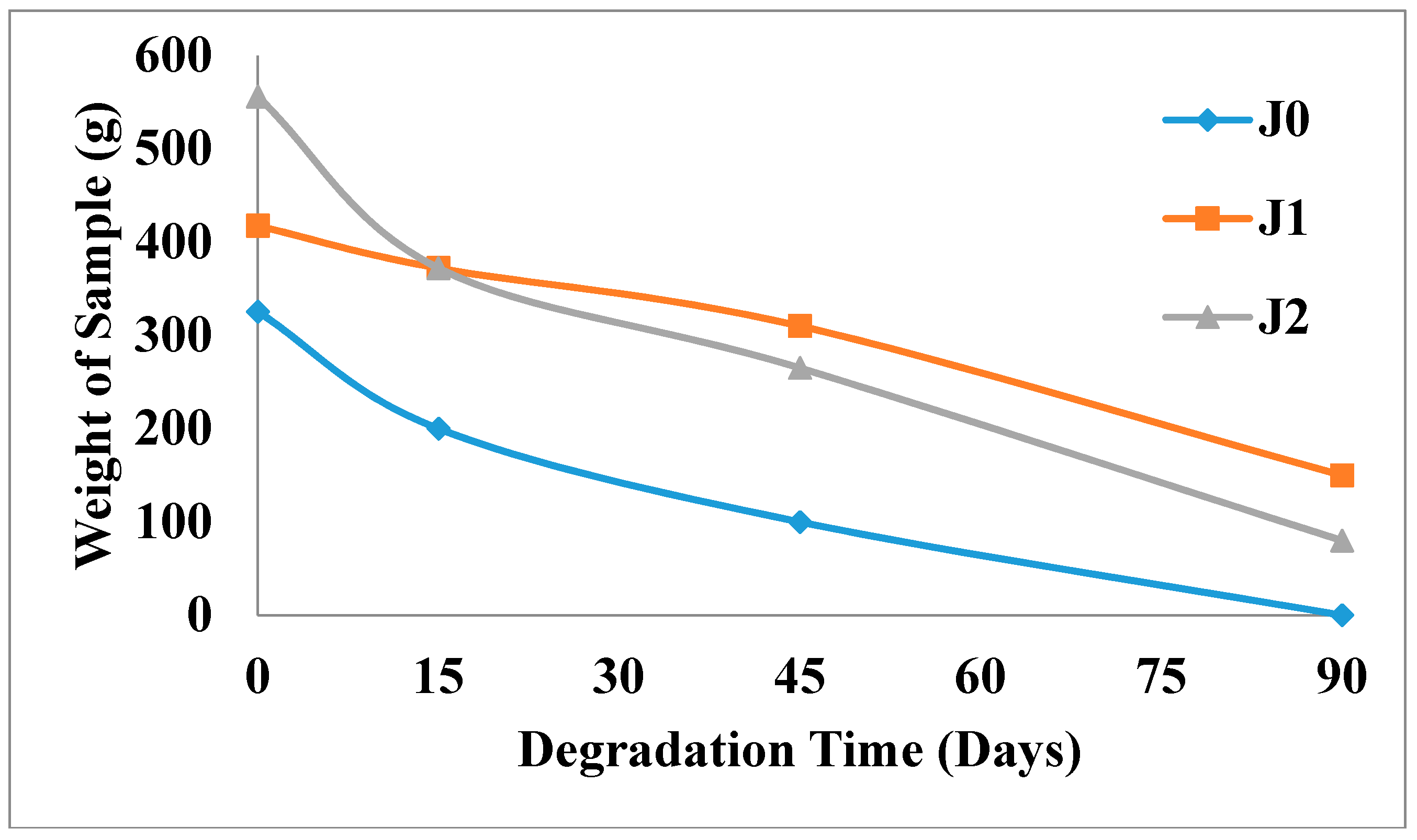
3.3. Weight Loss by Soil Degradation
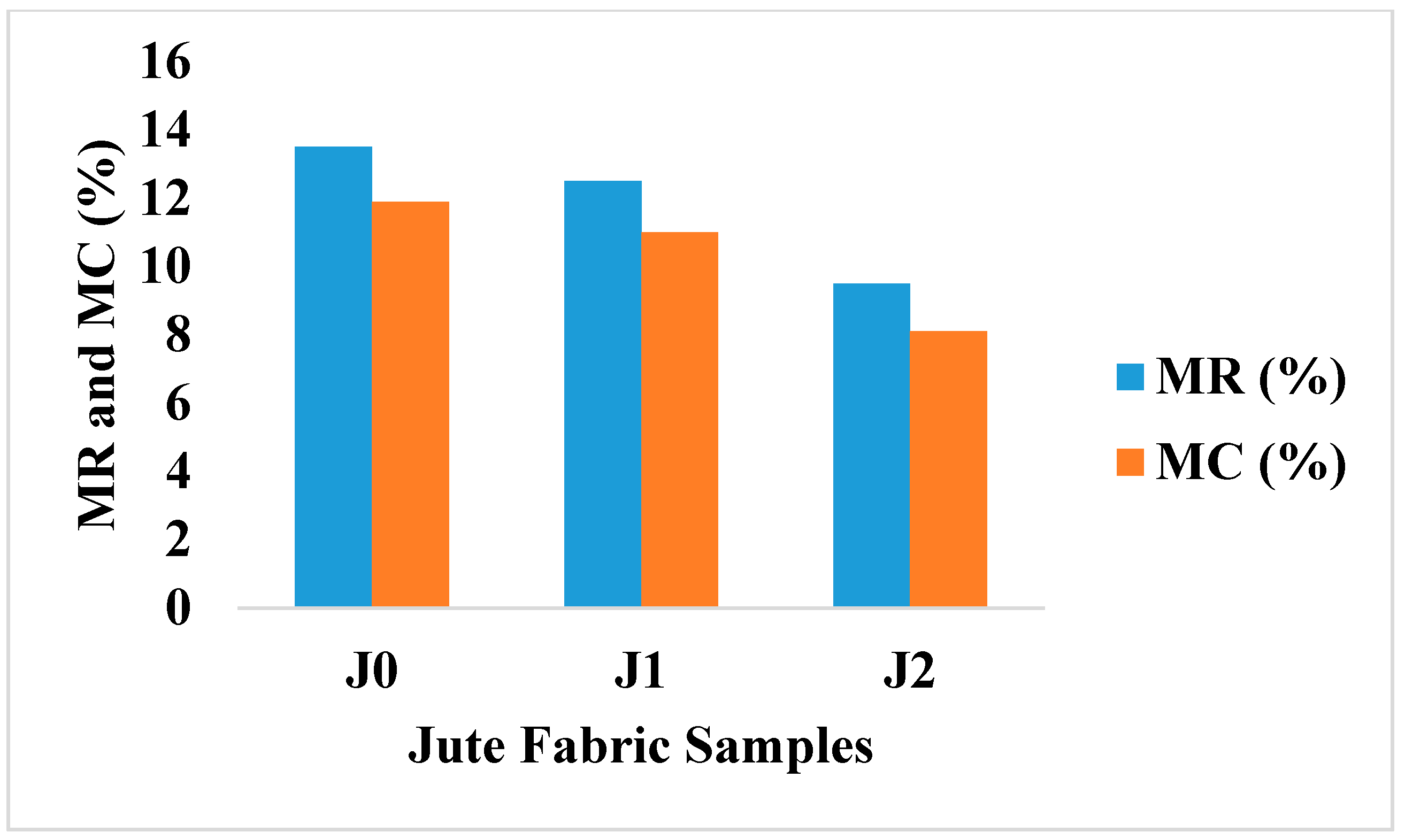
3.4. Moisture Regain and Moisture Content
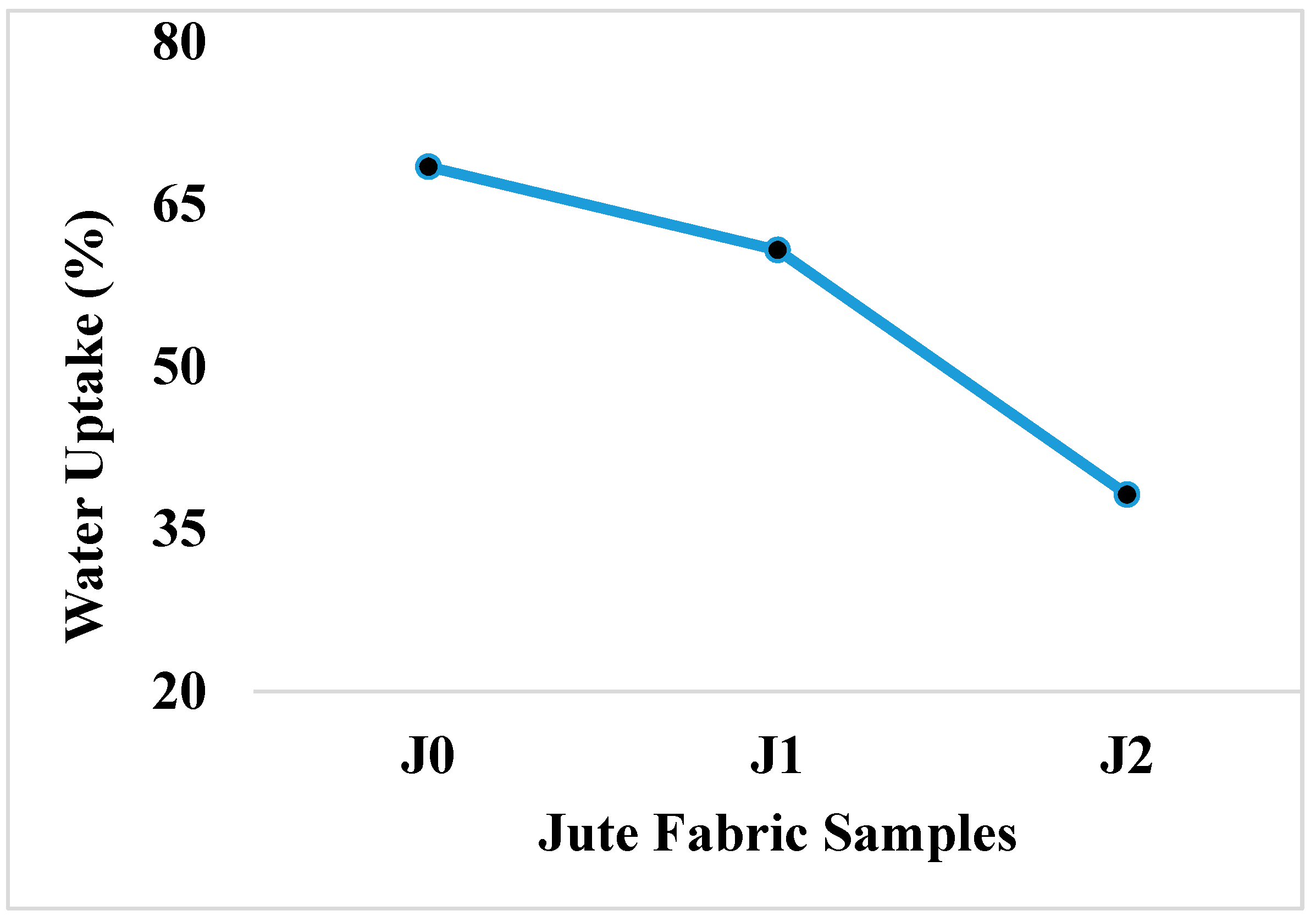
3.5. Water Uptake (%)
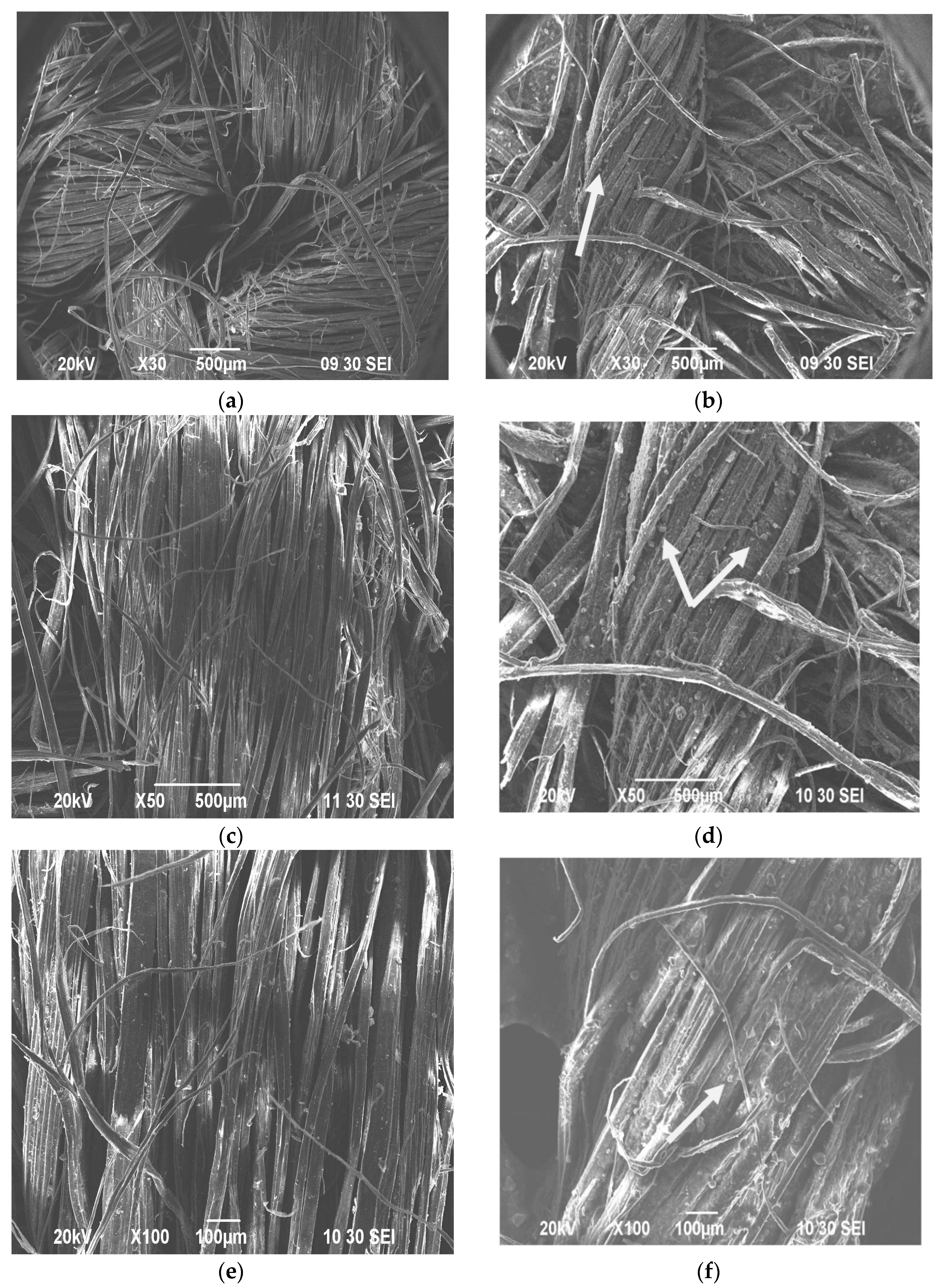
3.6. Scanning Electron Microscopy (SEM)
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mishra, S.P. A Text Book of Fiber Science and Technology; New Age International Publishers: New Delhi, India, 2000; ISBN 978-81-224-1250-5. [Google Scholar]
- Rankilor, P. Designing textiles into the ground. Text. Horiz. 1990, 2, 14–15. [Google Scholar]
- Mazumdar, A.; Samajpati, S.; Ganguly, P.K.; Sardar, D.; Dasgupta, P.C. Swelling of jute: Heterogenety of crimp formation. Text. Res. J. 1980, 50, 575–578. [Google Scholar]
- Stout, H.P. Handbook of Fiber Science and Technology; Lewin, M.M., Pearce, E.M., Eds.; Marcel Dekker Inc.: New York, NY, USA, 1985. [Google Scholar]
- Ghosh, S.K.; Bhattacharyya, R.; Mondal, M.M. A review on jute geotextile-Part 1. Int. J. Res. Eng. Technol. 2014, 3, 378–386. [Google Scholar]
- Das, S.C.; Nizam, M.E.H. Applications of fiber reinforced polymer composites (FRP) in civil engineering. Int. J. Adv. Struct. Geotech. Eng. 2014, 3, 299–309. [Google Scholar]
- Kafi, A.A.; Abedin, M.Z.; Beg, M.D.H.; Pickering, K.L.; Khan, M.A. Study on the mechanical properties of jute/glass fiber-reinforced unsaturated polyester hybrid composites: Effect of surface modification by ultraviolet radiation. J. Reinf. Plast. Compos. 2006, 25, 575–588. [Google Scholar] [CrossRef]
- Pejic, B.M.; Kostic, M.M.; Skundric, P.D.; Praskalo, J.Z. The effects of hemicelluloses and lignin removal on water uptake behavior of hemp fibers. Bioresour. Technol. 2008, 99, 7152–7159. [Google Scholar] [CrossRef] [PubMed]
- Rosa, M.F.; Chiou, B.S.; Medeiros, E.S.; Wood, D.F.; Williams, T.G.; Mattoso, L.H.; Orts, W.J.; Imam, S.H. Effect of fiber treatment on tensile and thermal properties of starch/ethylene vinyl copolymers/coir biocomposites. Bioresour. Technol. 2009, 100, 5196–5202. [Google Scholar] [CrossRef] [PubMed]
- Khan, J.A.; Khan, M.A.; Islam, R.; Gafur, A. Mechanical, thermal and interfacial properties of jute fabric-reinforced polypropylene composites: Effect of potassium dichromate. Mater. Sci. Appl. 2010, 1, 350–357. [Google Scholar] [CrossRef]
- Miah, M.J.; Khan, M.A.; Khan, R.A. Fabrication and characterization of jute fiber reinforced low density polyethylene based composites: Effects of chemical treatment. J. Sci. Res. 2011, 3, 249–259. [Google Scholar] [CrossRef]
- Zaman, H.U.; Khan, M.A.; Khan, R.A.; Noor-A-Alam, M.; Bhuian, Z.H. Studies of the physico-mechanical interfacial, and degradation properties of jute fabrics/melamine composites. Int. J. Polym. Mater. 2012, 61, 748–758. [Google Scholar] [CrossRef]
- Chubuike, O.M.; Ebele, C.C.; Ifeanyi, I.F.; Okwuchukwu, E.S.; Festus, O.E. Study on chemical treatments of jute fiber for application in natural fiber reinforced composites (NFRPC). Int. J. Adv. Eng. Res. Sci. 2017, 4, 21–26. [Google Scholar] [CrossRef]
- Malenab, R.A.J.; Ngo, J.P.S.; Promentilla, M.A.B. Chemical treatment of waste abaca for natural fiber-reinforcement geopolymer composite. Materials 2017, 10, 579. [Google Scholar] [CrossRef] [PubMed]
- Swain, P.T.R.; Biswas, S. Abrasive wear behavior of surface modified jute fiber reinforced epoxy composites. Mater. Res. 2017, 20, 661–674. [Google Scholar] [CrossRef]
- Saha, J.; Das, S.C.; Rahman, M.; Siddiquee, M.A.B.; Khan, M.A. Influence of polyester resin treatment on jute fabrics for geotextile applications. J. Text. Sci. Technol. 2016, 2, 67–80. [Google Scholar] [CrossRef]
- Types of Bitumen Emulsion-Uses, Advantages and Manufacture. Available online: https://theconstructor.org/transportation/bitumen-emulsion-types-uses-advantages/16375/ (accessed on 30 March 2018).
- RAHA Bitumen Co. Available online: http://rahabitumen.com/bitumen-emulsion/ (accessed on 30 March 2018).
- Bitumen Emulsions. Available online: http://www.bitumina.co.uk/bitumen-emulsions.html (accessed on 30 March 2018).
- Moses, O.O. Investigation of performance of glass fiber impregnated with bitumen emulsion against reflective cracking. J. Civ. Environ. Eng. 2014, 4. [Google Scholar] [CrossRef]
- Du, J.C.; Kuo, M.F.; Yeh, J.C. Properties of cement asphalt emulsion mortar for pavement. Adv. Mater. Res. 2013, 723, 466–473. [Google Scholar] [CrossRef]
- Dash, S.B.; Panda, M. A study on use of natural fiber for improvement in engineering properties of dense graded bituminous mixes with coal ash. Transp. Dev. Econ. 2016, 2. [Google Scholar] [CrossRef]
- Abtahi, S.M.; Sheikhzadeh, M.; Heijazi, S.M. Fibre-reinforced asphalt-concrete—A review. Constr. Build. Mater. 2010, 24, 871–877. [Google Scholar] [CrossRef]
- Ali, N.; Chan, J.S.; Simms, S.; Bushman, R.; Bergan, A.T. Mechanistic evaluation of fly ash asphalt concrete mixtures. ASCE J. Mater. Civ. Eng. 1996, 8, 19–25. [Google Scholar] [CrossRef]
- Bonica, C.; Toraldo, E.; Andena, L.; Marano, C.; Mariani, E. The effect of fibers on the performance of bituminous mastics for road pavements. Compos. Part B Eng. 2016, 95, 76–81. [Google Scholar] [CrossRef] [Green Version]
- Toraldo, E.; Mariani, E.; Malvicini, S. Laboratory investigation into the effects of fibers on bituminous mixtures. J. Civ. Eng. Manag. 2015, 21, 45–53. [Google Scholar] [CrossRef]
- Bueno, B.D.S.; da Silva, W.R.; de Lima, D.C.; Minete, E. Engineering properties of fiber reinforced cold asphalt mixes. J. Environ. Eng. 2003, 129, 952–955. [Google Scholar] [CrossRef]
- Sever, K.; Sarikanat, M.; Seki, Y.; Erkan, G.; Erdogan, U.H. The mechanical properties of γ-methacryloxypropyl trimethoxy silane-treated jute/polyester composites. J. Compos. Mater. 2010, 44, 1913–1924. [Google Scholar] [CrossRef]
- Das, S.C.; Paul, D.; Siddiquee, M.A.B.; Islam, J.M.M.; Khan, M.A. Experimental investigation and analysis of mechanical behavior of jute fabric reinforced polyester composites. In Proceedings of the International Conference on Mechanical, Industrial and Energy Engineering, KUET, Khulna, Bangladesh, 26–27 December 2016. ICMIEE-PI-160-167. [Google Scholar]
- Patel, R.B.; Patel, K.S.; Patel, R.N.; Patel, K.D. Thermal and mechanical properties of modified polyester resin and jute composites. Der Chem. Sin. 2014, 5, 47–54. [Google Scholar]
- Fonseca, V.M.; Fernandes, V.J.; de Carvalho, L.H.; d’Almeida, J.R.M. Evaluation of the mechanical properties of sisal–polyester composites as a function of the polyester matrix formulation. J. Appl. Polym. Sci. 2004, 94, 1209–1217. [Google Scholar] [CrossRef]
- Prasad, G.L.E.; Gowda, B.S.K.; Velmurugan, R. Comparative study of impact strength characteristics of treated and untreated sisal polyester composites. Procedia Eng. 2017, 173, 778–785. [Google Scholar] [CrossRef]
- Munakaampe, G.M.; Kanyanga, S.B.; Myler, P.; Chizyuka, C.G. Response of natural sisal reinforced polyester composites to three-point and four-point bending. Procedia Manuf. 2017, 7, 327–332. [Google Scholar] [CrossRef]
- Okonkwo, U.C.; Chukwunyelu, C.E.; Oweziem, B.U.; Ekuase, A. Evaluation and optimization of tensile strength responses of coir fibres reinforced polyester matrix composites (CFRP) using taguchi robust design. J. Miner. Mater. Charact. Eng. 2015, 3, 225–236. [Google Scholar] [CrossRef]
- Islam, M.T.; Das, S.C.; Saha, J.; Paul, D.; Islam, M.T.; Rahman, M.; Khan, M.A. Effect of coconut shell powder as filler on the mechanical properties of coir-polyester composites. Chem. Mater. Eng. 2017, 5, 75–82. [Google Scholar] [CrossRef]
- Balaji, V.; Senthil, V.K. Mechanical characterization of coir fiber and cotton fiber reinforced unsaturated polyester composites for packaging applications. J. Appl. Packag. Res. 2017, 9, 12–19. [Google Scholar]
- Simonassi, N.T.; Pereira, A.C.; Monteiro, S.N.; Margem, F.M.; Rodriguez, R.J.; Deus, J.F.; Vieira, C.M.F.; Drelich, J. Reinforcement of polyester with renewable ramie fibers. Mater. Res. 2017. [Google Scholar] [CrossRef]
- Devi, L.U.; Joseph, K.; Nair, K.C.M.; Thomas, S. Ageing studies of pineapple leaf fiber–reinforced polyester composites. J. Appl. Polym. Sci. 2004, 94, 503–510. [Google Scholar] [CrossRef]
- Yogesh, M.; Hari, R.A.N. Study on pineapple leaves fiber and its polymer based composite: A review. Int. J. Sci. Res. 2017, 6, 799–807. [Google Scholar]
- Das, S.C.; Islam, M.T.; Khan, M.A.; Mamun, M.A.A.; Mittro, B.K.; Saha, J.; Paul, D. Fabrication and mechanical characterization of PALF plain fabric reinforced polyester biocomposites. In Proceedings of the International Conference on Computer, Communication, Chemical, Materials and Electronic Engineering IC4ME2-2017, Rajshahi, Bangladesh, 26–27 January 2017; p. 55. [Google Scholar]
- Dhakal, H.; Zhang, Z.; Richardson, M. Effect of water absorption on the mechanical properties of hempfibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Mwaikambo, L.; Bisanda, E. The performance of cotton/kapok fabric-polyester composites. Polym. Test. 1999, 18, 181–198. [Google Scholar] [CrossRef]
- Das, S.C.; Paul, D.; Siddiquee, M.A.B.; Saha, J.; Khan, M.A.; Islam, J.M.M. Study on the mechanical properties of non-woven glass fiber reinforced polyester composites. In Proceedings of the International Conference on Computer, Communication, Chemical, Materials and Electronic Engineering IC4ME2-2017, Rajshahi, Bangladesh, 26–27 January 2017. [Google Scholar]
- Das, S.C.; Paul, D.; Islam, J.M.M.; Khan, M.A. Effect of gamma radiation on the mechanical properties of PET felt reinforced polyester composites. In Proceedings of the International Conference on Mechanical, Industrial and Energy Engineering 2016, KUET, Khulna, Bangladesh, 26–27 December 2016. [Google Scholar]
- Swain, P.K.; Das, M.; Nayak, P.L. Biodegradation studies of chitosan-polycaprolactone (PCL) nanocomposite in soil burial test. Middle-East J. Sci. Res. 2015, 23, 253–258. [Google Scholar]
- Hu, J. BS 4784 Determination of Commercial Mass of Consignment of Textiles Part-I. In Fabric Testing, 1st ed.; Woodhead Publishing Series in Textiles; Elsevier: Cambridge, UK, 2008; p. 33. [Google Scholar]
- Hu, J. BS 3449 Testing the Resistance of Fabric to Water Absorption (Static Immersion Test). In Fabric Testing, 1st ed.; Woodhead Publishing Series in Textiles; Elsevier: Cambridge, UK, 2008; pp. 233–234. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Bitumen Emulsion (%) | Polyester Resin (%) |
|---|---|---|
| J0 | 0 | 0 |
| J1 | 20 | 10 |
| J2 | 10 | 20 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akter, N.; Saha, J.; Das, S.C.; Khan, M.A. Effect of Bitumen Emulsion and Polyester Resin Mixture on the Physico-Mechanical and Degradable Properties of Jute Fabrics. Fibers 2018, 6, 44. https://0-doi-org.brum.beds.ac.uk/10.3390/fib6030044
Akter N, Saha J, Das SC, Khan MA. Effect of Bitumen Emulsion and Polyester Resin Mixture on the Physico-Mechanical and Degradable Properties of Jute Fabrics. Fibers. 2018; 6(3):44. https://0-doi-org.brum.beds.ac.uk/10.3390/fib6030044
Chicago/Turabian StyleAkter, Nasrin, Joykrisna Saha, Subrata Chandra Das, and Mubarak Ahmad Khan. 2018. "Effect of Bitumen Emulsion and Polyester Resin Mixture on the Physico-Mechanical and Degradable Properties of Jute Fabrics" Fibers 6, no. 3: 44. https://0-doi-org.brum.beds.ac.uk/10.3390/fib6030044