Utilization of Recycled Material Sources for Wood-Polypropylene Composites: Effect on Internal Composite Structure, Particle Characteristics and Physico-Mechanical Properties


Abstract
:1. Introduction
- Examining various raw material sources, such as virgin wood, reprocessed WPC, particleboard and MDF board material, for wood-polypropylene composites
- Quantifying the development of particle characteristics before and after processing through DIA and XµCT
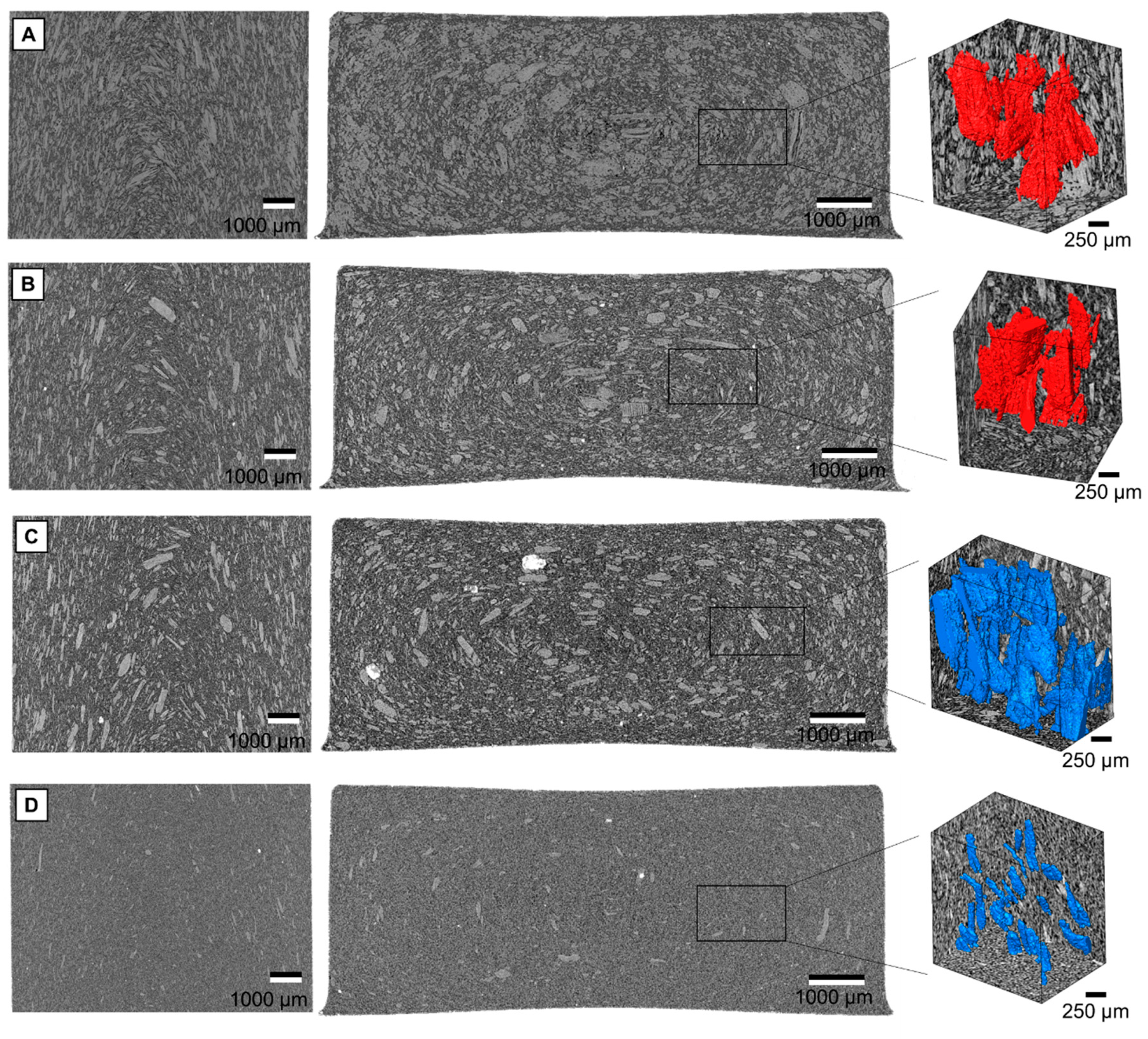
- Visualising the internal composite microstructure and particle characteristics through XµCT imaging
- Identifying the effect of altered particle characteristics on physico-mechanical properties
2. Materials and Methods
2.1. WPC Manufacturing Process
2.2. Particle Separation
2.3. Dynamic Image Analysis (DIA)
2.4. X-ray Micro-Computed Tomography (XμCT)
- In-plane view or xz-plane view–virtual slice parallel to the melt flow.
- Orthogonal view or xy-plane view–virtual slice perpendicular to the melt flow.
2.5. Physico-Mechanical Properties of WPC
3. Results
3.1. Internal Structure and Particle Characterization
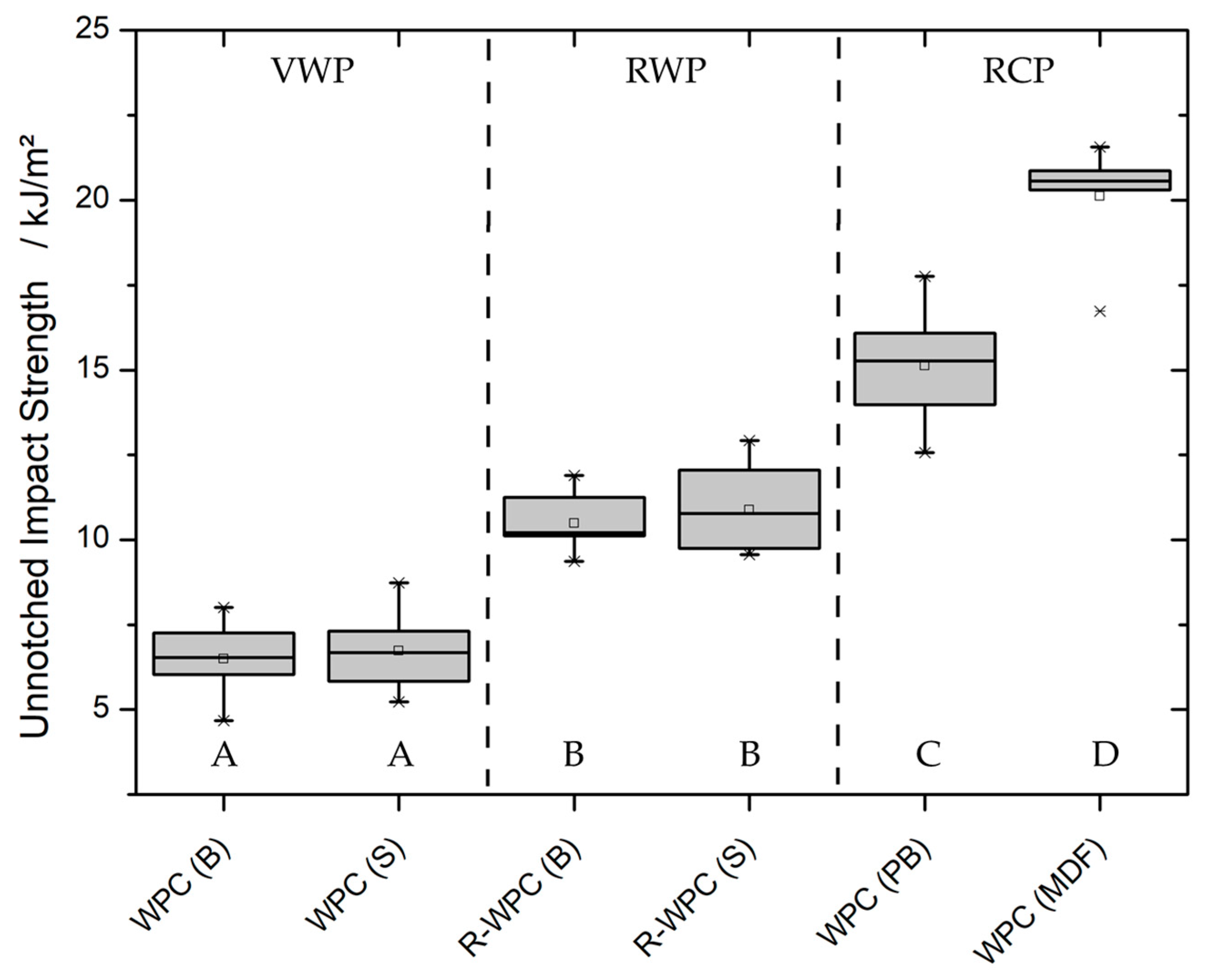
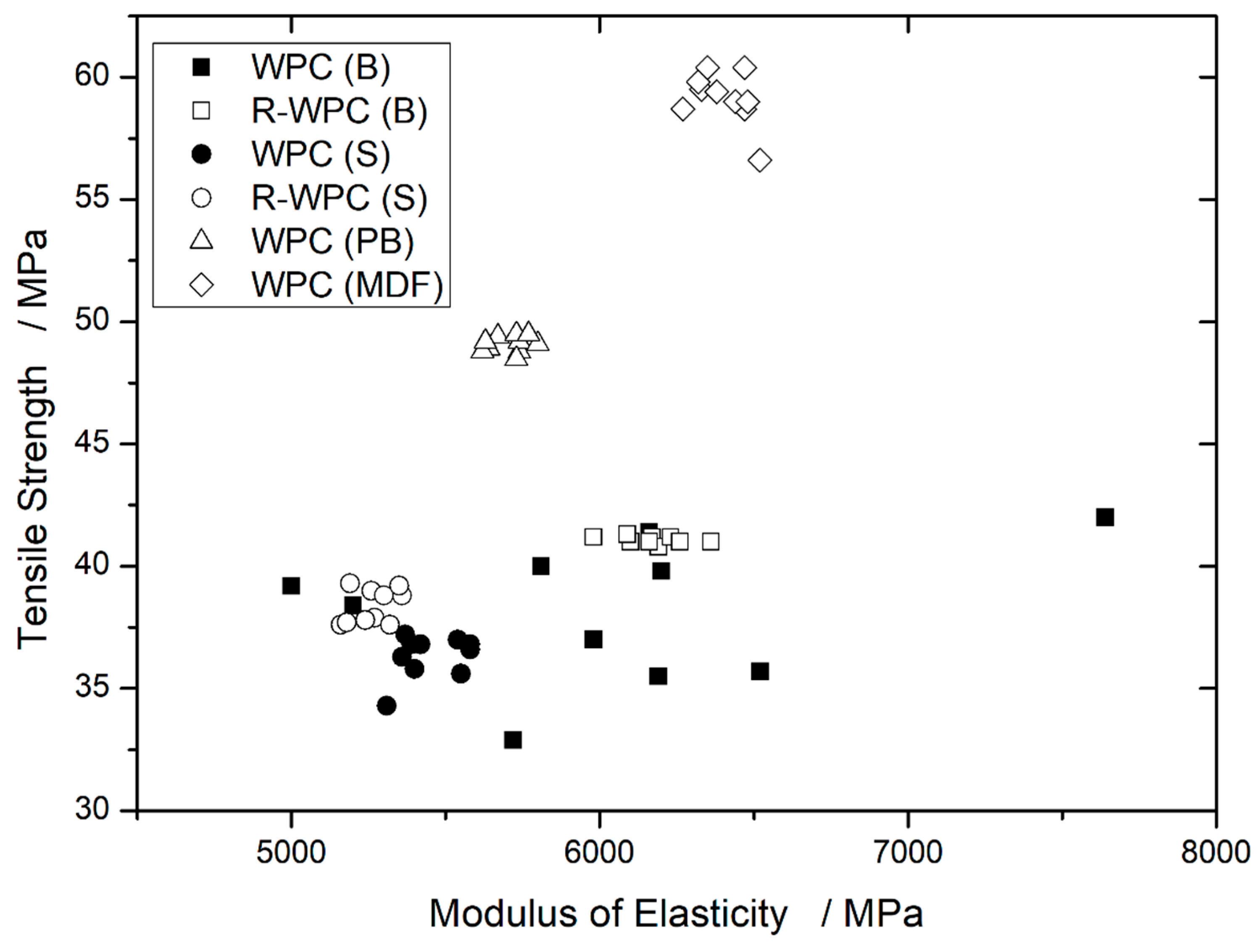
3.2. Physico-Mechanical Properties
4. Discussion
4.1. Internal Structure and Particle Characterisation
4.2. Physico-Mechanical Properties
4.2.1. Recycled Thermoset Composite Materials
4.2.2. Reprocessing of WPC
4.2.3. Effect of Wood Species
5. Conclusions
- Specific examination of the interfacial particle-matrix effect and particle surface interactions, that is, adherence of thermoset residues on stress transfer and water interaction.
- The scaling relationship of XµCT data and models to estimate quantitatively the dispersion of wood material sources.
- Effect of specific mechanical energy (SME) and process conditions on particle characteristics and the upscaling of the process to an industrial level.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pothan, L.A.; Luyt, A.S.; Thomas, S. Polyolefin/Natural Fiber Composites. In Polyolefin Composites; Nwabunma, D., Kyu, T., Eds.; Wiley-Interscience: Hoboken, NJ, USA, 2008; pp. 44–86. [Google Scholar]
- Klyosov, A.A. Wood-Plastic Composites; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007; p. 726. ISBN 978-0-470-16593-5. [Google Scholar]
- Clemons, C. Wood plastic composites in the United States: The interfacing of two industries. For. Prod. J. 2002, 52, 10–18. [Google Scholar]
- Carus, M.; Eder, A.; Dammer, L.; Korte, H.; Scholz, S.; Essel, R.; Breitmayer, E. Wood-Plastic Composites (WPC) and Natural Fibre Composites (NFC): European and Global Markets 2012 and Future Trends. Available online: http://www.bio-based.eu/markets (accessed on 6 June 2018).
- Dritte Bundeswaldinventur (BWi3)—Third National Forest Inventory. Available online: https://bwi.info (accessed on 7 June 2018).
- Mantau, U. Holzrohstoffbilanz Deutschland: Szenarien des Holzaufkommens und der Holzverwendung bis 2012. VTI Agric. For. Res. Sonderheft 2009, 327, 27–36. [Google Scholar]
- Kazemi Najafi, S. Use of recycled plastics in wood plastic composites—A review. Waste Manag. 2013, 33, 1898–1905. [Google Scholar] [CrossRef] [PubMed]
- Winandy, J.; Stark, N.; Clemons, C. Considerations in recycling of wood–plastic composites. In Proceedings of the 5th Global Wood and Natural Fiber Composites Symposium, Kassel, Germany, 27–28 April 2004; pp. 197–205. [Google Scholar]
- Stark, N.M. Wood fiber derived from scrap pallets used in polypropylene composites. For. Prod. J. 1999, 49, 39–46. [Google Scholar]
- Kamdem, D.P.; Jiang, H.; Cui, W.; Freed, J.; Matuana, L. Properties of wood plastic composites made of recycled HDPE and wood flour from CCA-treated wood removed from service. Compos. Part A Appl. Sci. Manuf. 2004, 35, 347–355. [Google Scholar] [CrossRef]
- Sanadi, A.R.; Young, R.A.; Clemons, C.; Rowell, R.M. Recycled Newspaper Fibers as Reinforcing Fillers in Thermoplastics: Part I—Analysis of Tensile and Impact Properties in Polypropylene. J. Reinf. Plast. Compos. 1994, 13, 54–67. [Google Scholar] [CrossRef]
- Ashori, A.; Nourbakhsh, A. Characteristics of wood–fiber plastic composites made of recycled materials. Waste Manag. 2009, 29, 1291–1295. [Google Scholar] [CrossRef] [PubMed]
- Ashori, A.; Sheshmani, S. Hybrid composites made from recycled materials: Moisture absorption and thickness swelling behavior. Bioresour. Technol. 2010, 101, 4717–4720. [Google Scholar] [CrossRef] [PubMed]
- Mertens, O.; Gurr, J.; Krause, A. The utilization of thermomechanical pulp fibers in WPC: A review. J. Appl. Polym. Sci. 2017, 134, 1–11. [Google Scholar] [CrossRef]
- Gozdecki, C.; Wilczyaski, A.; Kociszewski, M.; Zajchowski, S. Properties of wood-plastic composites made of milled particleboard and polypropylene. Eur. J. Wood Prod. 2015, 73, 87–95. [Google Scholar] [CrossRef]
- Bütün, F.Y.; Mayer, A.K.; Ostendorf, K.; Gröne, O.E.Z.; Krause, K.C.; Schöpper, C.; Mertens, O.; Krause, A.; Mai, C. Recovering fibres from fibreboards for wood polymer composites production. Int. Wood. Prod. J. 2018, 9, 42–49. [Google Scholar] [CrossRef]
- Faostat: Forestry Production and Trade. Available online: http://www.fao.org/faostat/en/#data/FO (accessed on 6 June 2018).
- Irle, M.; Barbu, M.C.; Reh, R.; Bergland, L.; Rowell, R.M. Wood composites. In Handbook of Wood Chemistry and Wood Composites, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2012; pp. 321–411. ISBN 978-0-9817876-1-9. [Google Scholar]
- Irle, M.; Privat, F.; Couret, L.; Belloncle, C.; Déroubaix, G.; Bonnin, E.; Cathala, B. Advanced recycling of post-consumer solid wood and MDF. Wood Mater. Sci. Eng. 2018, 1–5. [Google Scholar] [CrossRef]
- Mitchell, A.; Stevens, G. A life cycle assessment of closed loop MDF recycling using the microrelease process to produce recycled wood fibre from MDF waste. In Final Report of WRAP Project MDD005; WRAP: Banbury, UK, 2009; pp. 1–50. [Google Scholar]
- Teuber, L.; Osburg, V.S.; Toporowski, W.; Militz, H.; Krause, A. Wood polymer composites and their contribution to cascading utilisation. J. Clean. Prod. 2016, 110, 9–15. [Google Scholar] [CrossRef]
- Michaud, F.; Castéra, P.; Fernandez, C.; Ndiaye, A. Meta-heuristic Methods Applied to the Design of Wood—Plastic Composites, with Some Attention to Environmental Aspects. J. Compos. Mater. 2009, 43, 533–548. [Google Scholar] [CrossRef]
- Gu, F.; Guo, J.; Zhang, W.; Summers, P.; Hall, P. From waste plastics to industrial raw materials: A life cycle assessment of mechanical plastic recycling practice based on a real-world case study. Sci. Total Environ. 2017, 601–602, 1192–1207. [Google Scholar] [CrossRef] [PubMed]
- Migneault, S.; Koubaa, A.; Perré, P. Effect of Fiber Origin, Proportion and Chemical Composition on the Mechanical and Physical Properties of Wood-Plastic Composites. J. Wood. Chem. Technol. 2014, 34, 241–261. [Google Scholar] [CrossRef]
- Kim, M.H.; Song, H.B. Analysis of the global warming potential for wood waste recycling systems. J. Clean. Prod. 2014, 69, 199–207. [Google Scholar] [CrossRef]
- Mahalle, L.; Alemdar, A.; Mihai, M.; Legros, N. A cradle-to-gate life cycle assessment of wood fibre-reinforced polylactic acid (PLA) and polylactic acid/thermoplastic starch (PLA/TPS) biocomposites. Int. J. Life Cycle Assess. 2014, 19, 1305–1315. [Google Scholar] [CrossRef]
- Bergman, R.; Sup-Han, H.; Oneil, E.; Eastin, I. Life-cycle Assessment of Redwood Decking in the United States with a Comparison to Three Other Decking Materials. In Proceedings of the CORRIM—The Consortium for Research on Renewable Industrial Materials, Seattle, WA, USA, 31 July 2013. [Google Scholar]
- Yates, M.R.; Barlow, C.Y. Life cycle assessments of biodegradable, commercial biopolymers—A critical review. Resour. Conserv. Recycl. 2013, 78, 54–66. [Google Scholar] [CrossRef]
- Hottle, T.A.; Bilec, M.M.; Landis, A.E. Sustainability assessments of bio-based polymers. Polym. Degrad. Stab. 2013, 98, 1898–1907. [Google Scholar] [CrossRef]
- Teuber, L. Evaluation of Particle and Fibre Degradation during Processing of Wood Plastic Composites (WPC) Using Dynamic Image Analysis. Ph.D. Thesis, Georg-August University of Goettingen, Göttingen, Germany, 2016. [Google Scholar]
- Dickson, A.R.; Sandquist, D. Mode of wood fibre breakage during thermoplastic melt processing. Compos. Part A-Appl. Sci. Manuf. 2018, 112, 496–503. [Google Scholar] [CrossRef]
- Beg, M.D.H.; Pickering, K.L. Reprocessing of wood fibre reinforced polypropylene composites. Part I: Effects on physical and mechanical properties. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1091–1100. [Google Scholar] [CrossRef]
- Petchwattana, N.; Covavisaruch, S.; Sanetuntikul, J. Recycling of wood–plastic composites prepared from poly(vinyl chloride) and wood flour. Constr. Build. Mater. 2012, 28, 557–560. [Google Scholar] [CrossRef]
- Dickson, A.R.; Even, D.; Warnes, J.M.; Fernyhough, A. The effect of reprocessing on the mechanical properties of polypropylene reinforced with wood pulp, flax or glass fibre. Compos. Part A Appl. Sci. Manuf. 2014, 61, 258–267. [Google Scholar] [CrossRef]
- Migneault, S.; Koubaa, A.; Erchiqui, F.; Chaala, A.; Englund, K.; Wolcott, M.; Krause, C. Effect of fiber length on processing and properties of extruded wood-fiber/HDPE composites. J. Appl. Polym. Sci. 2008, 110, 1085–1092. [Google Scholar] [CrossRef] [Green Version]
- Migneault, S.; Koubaa, A.; Erchiqui, F.; Chaala, A.; Englund, K.; Wolcott, M. Effects of processing method and fiber size on the structure and properties of wood–plastic composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 80–85. [Google Scholar] [CrossRef]
- Stark, N.M.; Berger, M.J. Effect of species and particle size on properties of wood-flour-filled polypropylene composites. In Proceedings of the Functional Fillers for Thermoplastic and Thermosets, San Diego, CA, USA, 8–10 December 1997; p. 16. [Google Scholar]
- Radovanovic, I. Verarbeitung und Optimierung der Rezeptur von Wood Plastic Composites (WPC). Ph.D. Thesis, University of Osnabrück, Osnabrück, Germany, 2007. [Google Scholar]
- Bouafif, H.; Koubaa, A.; Perre, P.; Cloutier, A. Effects of Composite Processing Methods on Wood Particle Development and Length Distribution: Consequences on Mechanical Properties of Wood-Thermoplastic Composites. Wood Fiber Sci. 2010, 42, 62–70. [Google Scholar]
- Schirp, A.; Stender, J. Properties of extruded wood-plastic composites based on refiner wood fibres (TMP fibres) and hemp fibres. Eur. J. Wood Prod. 2010, 68, 219–231. [Google Scholar] [CrossRef]
- Schirp, A.; Stender, J. Herstellung und Eigenschaften von extrudierten Wood-Plastic Composites mit Refinerfasern (Thermomechanical Pulp-Fasern). Chem. Ing. Tech. 2009, 81, 1773–1781. [Google Scholar] [CrossRef]
- Sobczak, L.; Lang, R.W.; Haider, A. Polypropylene composites with natural fibers and wood – General mechanical property profiles. Compos. Sci. Technol. 2012, 72, 550–557. [Google Scholar] [CrossRef]
- Mertens, O.; Krause, K.C.; Weber, M.; Krause, A. Performance of thermomechanical wood fibers in polypropylene composites. Wood Mater. Sci. Eng. 2018, 1–9. [Google Scholar] [CrossRef]
- Mertens, O.; Krause, K.C.; Krause, A. Evaluation of wood fiber composites based on a novel simultaneous defibration and compounding process. J. Appl. Polym. Sci. 2018, 135, 45859. [Google Scholar] [CrossRef]
- Teuber, L.; Militz, H.; Krause, A. Dynamic particle analysis for the evaluation of particle degradation during compounding of wood plastic composites. Compos. Part A Appl. Sci. Manuf. 2016, 84, 464–471. [Google Scholar] [CrossRef]
- Merkus, H.G. Particle Size Measurements: Fundamentals, Practice, Quality; Particle Technology Series; Springer: New York, NY, USA, 2009; p. 533. ISBN 978-1-4020-9015-8. [Google Scholar]
- European Committee for Standardization (CEN). Plastics—Determination of Tensile Properties—Part 1: General Principles; DIN EN ISO 527-1:2012; Beuth Verlag GmbH: Brussels, Belgium, 2012. [Google Scholar]
- European Committee for Standardization (CEN). Plastics—Determination of Flexural Properties; DIN EN ISO 178:2010, German Version EN ISO 178:2010+A1:2013; Beuth Verlag GmbH: Brussels, Belgium, 2010. [Google Scholar]
- European Committee for Standardization (CEN). Plastics—Determination of Charpy Impact Properties—Part 1: Non-Instrumented Impact Test; ISO 179-1:2010; German version: DIN EN ISO 179-1:2010; Beuth Verlag GmbH: Brussels, Belgium, 2010. [Google Scholar]
- European Committee for Standardization (CEN). Plastics—Methods for Determining the Density of Non-Cellular Plastics—Part 1: Immersion Method, Liquid Pyknometer Method and Titration Method; EN ISO 1183-1:2013; German Version: DIN EN ISO 1183-1:2013; Beuth Verlag GmbH: Brussels, Belgium, 2013. [Google Scholar]
- Mertens, O.; Benthien, J.T.; Krause, A. Monitoring of fibre dimensions after a novel wood-plastic compounding approach. Eur. J. Wood Prod. 2018, 76, 801–804. [Google Scholar] [CrossRef]
- Teuber, L.; Militz, H.; Krause, A. Processing of wood plastic composites: The influence of feeding method and polymer melt flow rate on particle degradation. J. Appl. Polym. Sci. 2016, 133, 1–9. [Google Scholar] [CrossRef]
- Bourmaud, A.; Ausias, G.; Lebrun, G.; Baley, C.; Tachon, M.L. Observation of the structure of a composite polypropylene/flax and damage mechanisms under stress. Ind. Crops Prod. 2013, 43, 225–236. [Google Scholar] [CrossRef]
- Krause, A.; Krause, K.C. Relation between surface area and optimal concentration of coupling agent in WPC. In Proceedings of the 11th Pacific RIM Bio-Based Composites Symposium, Shizuoka, Japan, 27–30 November 2012; pp. 176–185. [Google Scholar]
- Brodowsky, H.; Mäder, E. Investigation of Transcrystalline Interphases in Polypropylene/Glass Fiber Composites Using Micromechanical Tests. Fibers 2018, 6, 16. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Reihmane, S.; Gassan, J. Thermoplastics reinforced with wood fillers: A literature review. Polym.-Plast. Technol. Eng. 1998, 37, 451–468. [Google Scholar] [CrossRef]
- Koddenberg, T.; Militz, H. Morphological imaging and quantification of axial xylem tissue in Fraxinus excelsior L. through X-ray micro-computed tomography. Micron 2018, 111, 28–35. [Google Scholar] [CrossRef] [PubMed]
- Alhijjaj, M.; Yassin, S.; Reading, M.; Zeitler, J.A.; Belton, P.; Qi, S. Characterization of Heterogeneity and Spatial Distribution of Phases in Complex Solid Dispersions by Thermal Analysis by Structural Characterization and X-ray Micro Computed Tomography. Pharm. Res. 2017, 34, 971–989. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rahn, H.; Alexiou, C.; Trahms, L.; Odenbach, S. 3-Dimensional quantitative detection of nanoparticle content in biological tissue samples after local cancer treatment. J. Magn. Magn. Mater. 2014, 360, 92–97. [Google Scholar] [CrossRef]
- Markl, D.; Wang, P.; Ridgway, C.; Karttunen, A.P.; Chakraborty, M.; Bawuah, P.; Pääkkönen, P.; Gane, P.; Ketolainen, J.; Peiponen, K.E.; et al. Characterization of the Pore Structure of Functionalized Calcium Carbonate Tablets by Terahertz Time-Domain Spectroscopy and X-ray Computed Microtomography. J. Pharm. Sci. 2017, 106, 1586–1595. [Google Scholar] [CrossRef] [PubMed]
- Ashori, A. Review Paper: Wood–plastic composites as promising green-composites for automotive industries! Bioresour. Technol. 2008, 99, 4661–4667. [Google Scholar] [CrossRef] [PubMed]
- Shubhra, Q.T.; Alam, A.; Quaiyyum, M. Mechanical properties of polypropylene composites: A review. J. Thermoplast. Compos. Mater. 2013, 26, 362–391. [Google Scholar] [CrossRef]
- Sobczak, L.; Bruggemann, O.; Putz, R.F. Polyolefin composites with natural fibers and wood-modification of the fiber/filler-matrix interaction. J. Appl. Polym. Sci. 2012, 127, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Aurich, T.; Mennig, G. Flow-induced fibre orientation in injection molded flax fibre reinforced polypropylene. Polym. Compos. 2011, 22, 680–689. [Google Scholar] [CrossRef]
- Joseph, P.V.; Joseph, K.; Thomas, S. Effect of processing variables on the mechanical properties of sisal-fibre-reinforced polypropylene composites. Compos. Sci. Technol. 1999, 59, 1625–1640. [Google Scholar] [CrossRef]
- Daian, G.; Ozarska, B. Wood waste management practices and strategies to increase sustainability standards in the Australian wooden furniture manufacturing sector. J. Clean. Prod. 2009, 17, 1594–1602. [Google Scholar] [CrossRef]
- Slama, I. Characteristcis of physico-mechanicial properites of WPC based on MDF material sources: Benefits and limitations for recyling. Original title: “Caractéristiques physico-mécaniques des composites bois-plastiques provenant de la valorisation des résidus des panneaux MDF: Étude des possibilités de recyclage.”. Diploma Thesis, Université du Québec en Abitibi-Témiscamingue, Québec City, QC, Canada, 2009. [Google Scholar]
- Schirp, A.; Mannheim, M.; Plinke, B. Influence of refiner fibre quality and fibre modification treatments on properties of injection-moulded beech wood–plastic composites. Compos. Part A Appl. Sci. Manuf. 2014, 61, 245–257. [Google Scholar] [CrossRef]
- Beg, M.D.H.; Pickering, K.L. Reprocessing of wood fibre reinforced polypropylene composites. Part II: Hygrothermal ageing and its effects. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1565–1571. [Google Scholar] [CrossRef]
- Lopez, J.P.; Girones, J.; Mendez, J.A.; Puig, J.; Pelach, M.A. Recycling Ability of Biodegradable Matrices and Their Cellulose-Reinforced Composites in a Plastic Recycling Stream. J. Polym. Environ. 2012, 20, 96–103. [Google Scholar] [CrossRef]
- Le Duigou, A.; Pillin, I.; Bourmaud, A.; Davies, P.; Baley, C. Effect of recycling on mechanical behaviour of biocompostable flax/poly(l-lactide) composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1471–1478. [Google Scholar] [CrossRef]
- Bakkal, M.; Bodur, M.S.; Berkalp, O.B.; Yilmaz, S. The effect of reprocessing on the mechanical properties of the waste fabric reinforced composites. J. Mater. Process. Technol. 2012, 212, 2541–2548. [Google Scholar] [CrossRef]
- Ausias, G.; Bourmaud, A.; Coroller, G.; Baley, C. Study of the fibre morphology stability in polypropylene-flax composites. Polym. Degrad. Stab. 2013, 98, 1216–1224. [Google Scholar] [CrossRef]
- Sarabi, M.T.; Behravesh, A.H.; Shahi, P.; Soury, E. Reprocessing of Extruded Wood-Plastic Composites; Mechanical Properties. J. Biobased Mater. Bioenergy 2012, 6, 221–229. [Google Scholar] [CrossRef]
- Kraiem, D.; Pimbert, S.; Ayadi, A.; Bradai, C. Effect of low content reed (Phragmite australis) fibers on the mechanical properties of recycled HDPE composites. Compos. Part B Eng. 2013, 44, 368–374. [Google Scholar] [CrossRef]
- Morán, J.; Alvarez, V.; Petrucci, R.; Kenny, J.; Vazquez, A. Mechanical properties of polypropylene composites based on natural fibers subjected to multiple extrusion cycles. J. Appl. Polym. Sci. 2007, 103, 228–237. [Google Scholar] [CrossRef]
- Kaci, M.; Hamma, A.; Pillin, I.; Grohens, Y. Effect of Reprocessing Cycles on the Morphology and Properties of Poly(propylene)/Wood Flour Composites Compatibilized with EBAGMA Terpolymer. Macromol. Mater. Eng. 2009, 294, 532–540. [Google Scholar] [CrossRef]
- Kumar Sinha, M. A review of processing technology for the utilisation of agro-waste fibres. Agric. Wastes 1982, 4, 461–475. [Google Scholar] [CrossRef]
- Soccalingame, L.; Bourmaud, A.; Perrin, D.; Bénézet, J.C.; Bergeret, A. Reprocessing of wood flour reinforced polypropylene composites: Impact of particle size and coupling agent on composite and particle properties. Polym. Degrad. Stab. 2015, 113, 72–85. [Google Scholar] [CrossRef]
- Eder, M.; Burgert, I.; Terziev, N.; Daniel, G. The effect of (induced) dislocations on the tensile properties of individual Norway spruce fibres. Holzforschung 2008, 62, 77–81. [Google Scholar] [CrossRef]
- Niemz, P. Physik des Holzes und der Holzwerkstoffe./Physics of Wood and Wood-Based Materials; ETH—Eidgenössische Technische Hochschule: Zürich, Switzerland, 2005; p. 159. ISBN 3-87191-324-9. [Google Scholar]
- Standfest, G.; Kutnar, A.; Plank, B.; Petutschnigg, A.; Kamke, F.A.; Dunky, M. Microstructure of viscoelastic thermal compressed (VTC) wood using computed microtomography. Wood Sci. Technol. 2012, 47, 121–139. [Google Scholar] [CrossRef] [Green Version]
- Kärenlampi, P.P.; Tynjälä, P.; Ström, P. Effect of temperature and compression on the mechanical behavior of steam-treated wood. J. Wood. Sci. 2003, 49, 298–304. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| SID Label | Particle Type | Particles/% | PP/% | MAPP/% | Description |
|---|---|---|---|---|---|
| WPC (B) | VWPs | 60 | 37 | 3 | Beech wood; 1 mm particles |
| WPC (S) | VWPs | 60 | 37 | 3 | Spruce wood; 1 mm particles |
| R-WPC (B) | RWPs | Reprocessed WPC (B); 1 mm particles | |||
| R-WPC (S) | RWPs | Reprocessed WPC (S); 1 mm particles | |||
| WPC (PB) | RCPs | 60 | 37 | 3 | Recycled three-layered PBs; 1 mm particles |
| WPC (MDF) | RCPs | 60 | 37 | 3 | Recycled MDF boards; 1 mm particles |
| SID Label | Particle Type | Analysed Particles/n | Particle Length Values X10, X50, X90/µm | Aspect Ratio X10, X50, X90 | ||||
|---|---|---|---|---|---|---|---|---|
| initial particles | ||||||||
| Beech wood | VWPs | 5,223,421 | 29 | 205 | 839 | 1.6 | 2.4 | 5.2 |
| Spruce wood | VWPs | 2,424,451 | 37 | 252 | 879 | 1.7 | 3.3 | 5.3 |
| Particleboard | RCPs | 6,027,094 | 28 | 235 | 1052 | 1.7 | 2.9 | 6.4 |
| MDF | RCPs | 1,981,987 | 46 | 275 | 1126 | 2.2 | 4.4 | 8.7 |
| extracted particles | ||||||||
| WPC (B) | RWPs | 4,546,254 | 23 | 81 | 437 | 1.4 | 2.2 | 3.3 |
| WPC (S) | RWPs | 3,868,456 | 31 | 103 | 468 | 1.4 | 2.7 | 3.5 |
| R-WPC (B) | RWPs | 2,417,016 | 14 | 55 | 335 | 1.2 | 2.0 | 3.0 |
| R-WPC (S) | RWPs | 2,137,810 | 15 | 58 | 356 | 1.2 | 2.4 | 3.2 |
| WPC (PB) | RCPs | 3,567,078 | 24 | 73 | 482 | 1.4 | 2.8 | 3.6 |
| WPC (MDF) | RCPs | 2,145,067 | 25 | 127 | 548 | 1.5 | 3.8 | 6.9 |
| Sample | Phase Fraction | Wood Particles | |||||
|---|---|---|---|---|---|---|---|
| SID | Particle Type | Wood/v% | Polymer/v% | Voids/v% | Analysed Particles | Length/µm | Aspect Ratio |
| WPC (B) | VWPs | 57.34 (±2.2) | 42.04 (±2.2) | 0.62 (±0.11) | 1534 | 362 (±143) | 2.7 (±1.2) |
| WPC (S) | VWPs | 57.57 (±1.6) | 41.89 (±1.5) | 0.54 (±0.08) | 1665 | 410 (±180) | 3.1 (±1.3) |
| R-WPC (B) | RWPs | 56.58 (±2.3) | 42.86 (±2.3) | 0.56 (±0.09) | 1779 | 366 (±194) | 2.6 (±1.1) |
| R-WPC (S) | RWPs | 57.38 (±1.3) | 42.20 (±1.4) | 0.42 (±0.08) | 2025 | 404 (±164) | 3.2 (±1.2) |
| WPC (PB) | RCPs | 56.39 (±2.2) | 43.24 (±2.1) | 0.37 (±0.08) | 1568 | 401 (±140) | 3.8 (±1.6) |
| WPC (MDF) | RCPs | 58.91 (±2.2) | 40.93 (±2.2) | 0.16 (±0.07) | 1898 | 395 (±138) | 7.5 (±2.8) |
| SID Label | Particle Type | Tensile Strength/MPa | Tensile Tmoe/MPa | Flexural Strength/MPa | Flexural Fmoe/MPa | Impact Bending/kJ m−2 | Density/kg m−3 |
|---|---|---|---|---|---|---|---|
| WPC (B) | VWPs | 38.2 (±2.9) | 6042 (±730) | 67.4 (±3.1) | 6083 (±197) | 6.5 (±1.0) | 1172 (±10.5) |
| WPC (S) | VWPs | 36.3 (±0.9) | 5450 (±102) | 55.3 (±5.4) | 4530 (±725) | 6.7 (±1.1) | 1175 (±8.8) |
| R-WPC (B) | RWPs | 41.1 (±0.2) | 6173 (±103) | 73.1 (±1.2) | 6197 (±65) | 10.5 (±0.8) | 1176 (±3.6) |
| R-WPC (S) | RWPs | 38.4 (±0.7) | 5263 (±71) | 69.0 (±1.0) | 5383 (±108) | 10.9 (±1.2) | 1177 (±3.8) |
| WPC (PB) | RCPs | 49.1 (±0.3) | 5707 (±63) | 85.3 (±0.8) | 5810 (±56) | 15.1 (±1.7) | 1185 (±6.8) |
| WPC (MDF) | RCPs | 59.2 (±1.1) | 6403 (±84) | 97.8 (±2.6) | 6349 (±117) | 20.1 (±1.4) | 1182 (±1.9) |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krause, K.C.; Sauerbier, P.; Koddenberg, T.; Krause, A. Utilization of Recycled Material Sources for Wood-Polypropylene Composites: Effect on Internal Composite Structure, Particle Characteristics and Physico-Mechanical Properties. Fibers 2018, 6, 86. https://0-doi-org.brum.beds.ac.uk/10.3390/fib6040086
Krause KC, Sauerbier P, Koddenberg T, Krause A. Utilization of Recycled Material Sources for Wood-Polypropylene Composites: Effect on Internal Composite Structure, Particle Characteristics and Physico-Mechanical Properties. Fibers. 2018; 6(4):86. https://0-doi-org.brum.beds.ac.uk/10.3390/fib6040086
Chicago/Turabian StyleKrause, Kim Christian, Philipp Sauerbier, Tim Koddenberg, and Andreas Krause. 2018. "Utilization of Recycled Material Sources for Wood-Polypropylene Composites: Effect on Internal Composite Structure, Particle Characteristics and Physico-Mechanical Properties" Fibers 6, no. 4: 86. https://0-doi-org.brum.beds.ac.uk/10.3390/fib6040086