3.2.1. Graphite and Carbon Nanotube (CNT) Buckypaper-Based Samples
Table 9 presents the conditions used in the preparation of epoxy resin filled with graphite powders. These powders were dispersed in the resin by manual mixing followed of high shear mechanical mixer (500 rpm-5 min; 1000 rpm-5 min) at room temperature, followed by immersion in an ultrasonic bath for 10 min. After being transferred into small plastic moulds, samples were cured in the oven for 2 h at 120 °C and post-cured 2 h at 180 °C. The pouring process was one of the most critical steps in producing graphite-based samples, due to poor dispersion of the filler. Several production batches were carried out before achieving samples with good quality.
The conditions used in the preparation of CNT buckypapers with epoxy resin are summarized in
Table 10. Buckypapers with 250 µm thickness were impregnated with resin by hand lay-up at room temperature and then cured at 120 °C (2 h) + 180 °C (2 h) in the autoclave under vacuum (900 mbar) and a positive pressure of 3 bar.
During the preparation of graphite-filled samples, significant problems in the homogeneity of the dispersion were encountered. In fact, after the mixing procedure (mechanical mixing and ultrasounds), the graphite fillers were found to segregate and settle progressively. This inferior dispersion of graphite in the epoxy resin limits the suitability of these formulations for the RTM process.
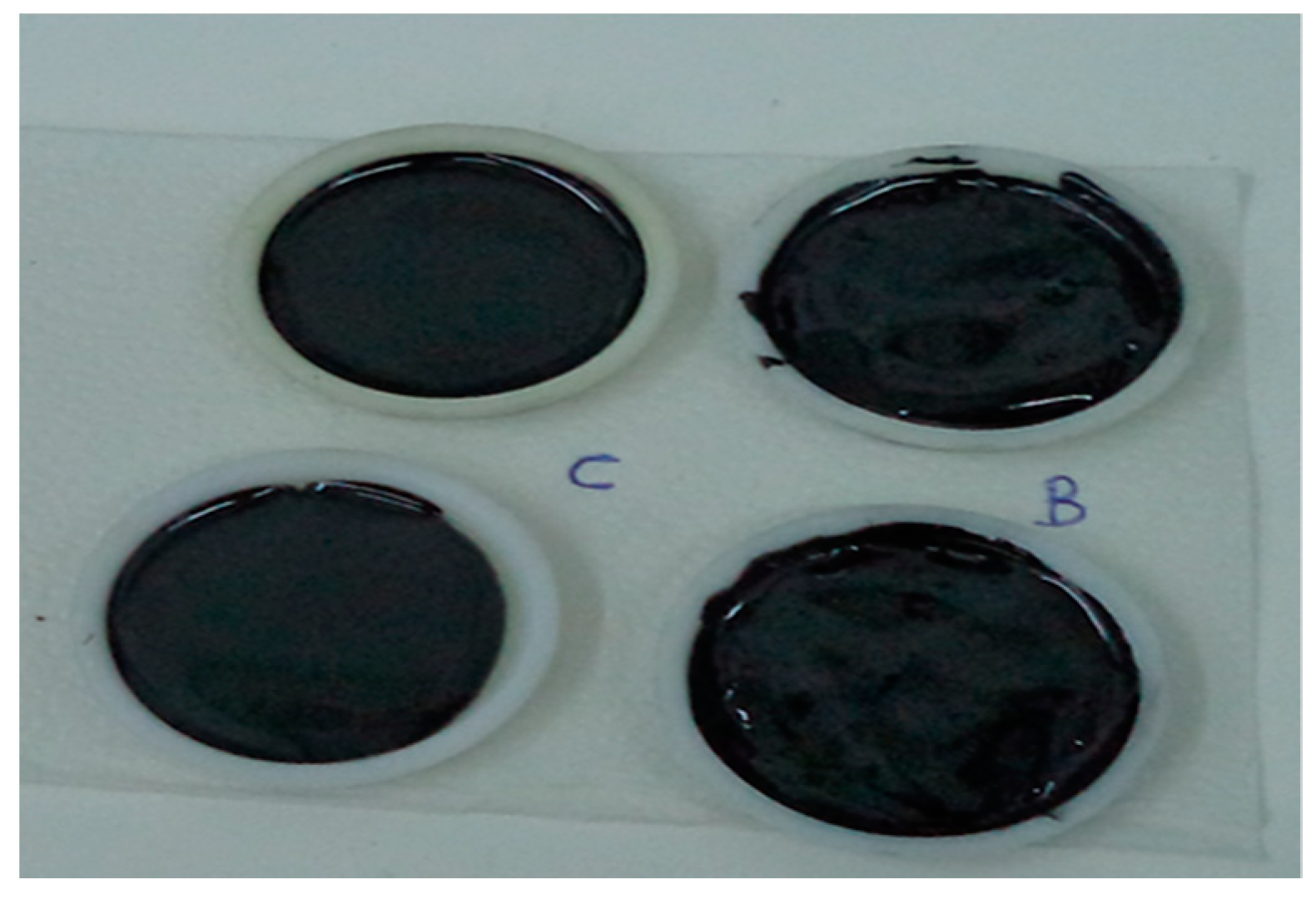
Figure 4 shows pictures of some of graphite and MWCNT resin filled samples inside small plastic moulds, before the curing stage. As one can observed, MWCNT-based samples have presented an extremely rough surface (maintained after curing), which was attributed to the high viscosities of the formulations.
Graphite based samples produced were observed by scanning electronic microscopy (SEM) (FEI Quanta 400FEG ESEM / EDAX Genesis X4M, Thermo fisher Scientific, Hillsboro, OR, USA) for assessing the overall dispersion of the graphite phase in the epoxy matrix. Two representative pictures are shown in
Figure 5, where the SEM images show a structure without visible bubbles or fractures near the epoxy–graphite interface. Moreover, a more homogeneous composite structure seems to be obtained for GNP-filled composites when compared with those for GP. This provides evidence for an enhanced distribution of graphite in the composite structure when graphite nanoplatelets are used.
The major conclusion for graphite-filled resins is that they show a very unstable behaviour with the fillers segregating and settling progressively. This was assumed as a major limitation for further use of graphite-filled formulations in the RTM process.
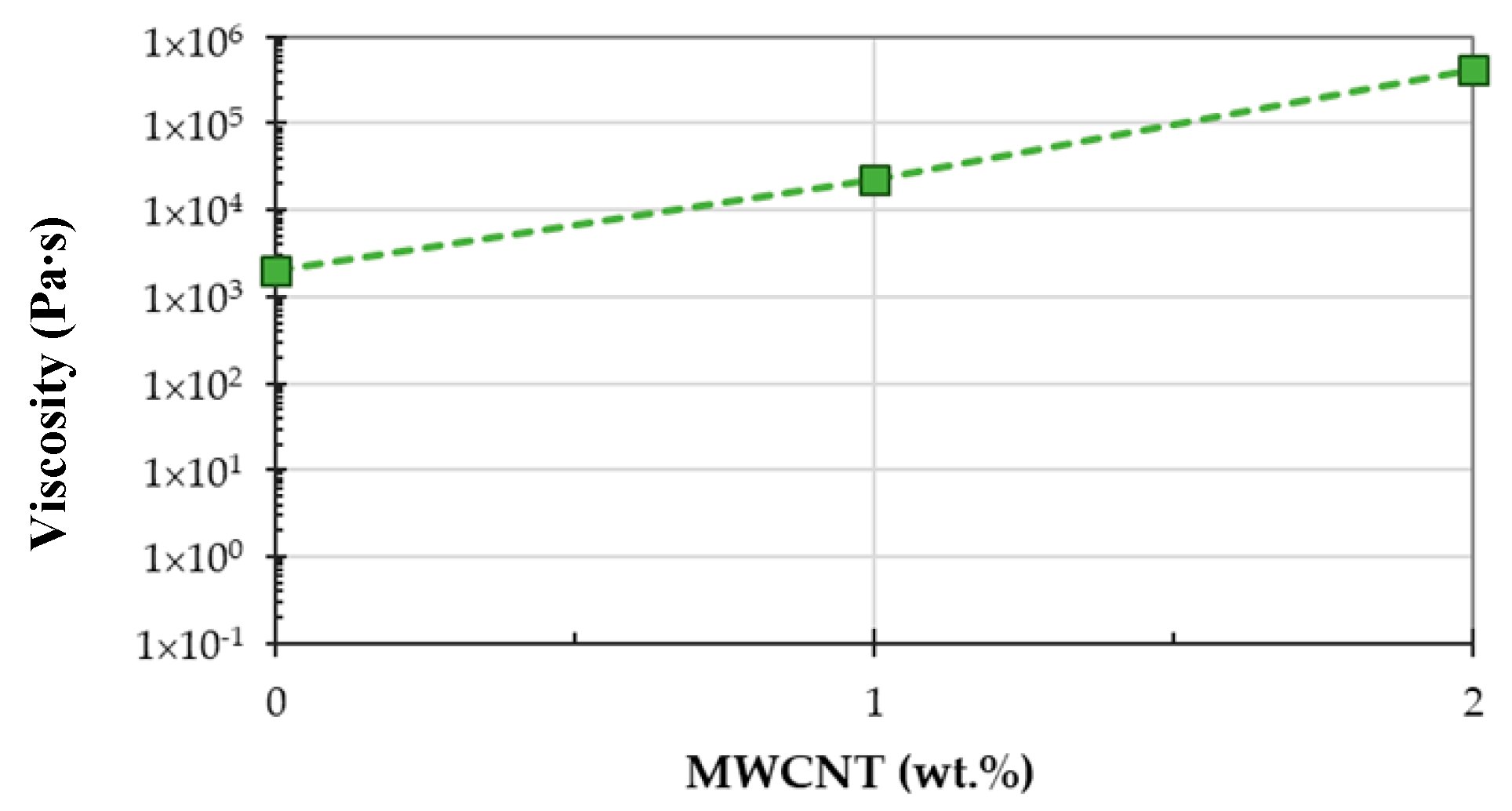
Figure 6 shows that the resin formulation increases its viscosity to about one order of magnitude for each increase of 1 wt.% of MWCNT content in the overall formulation. This very significant increase in the resin viscosity makes it nearly impossible the use of modified resin using RTM technology.
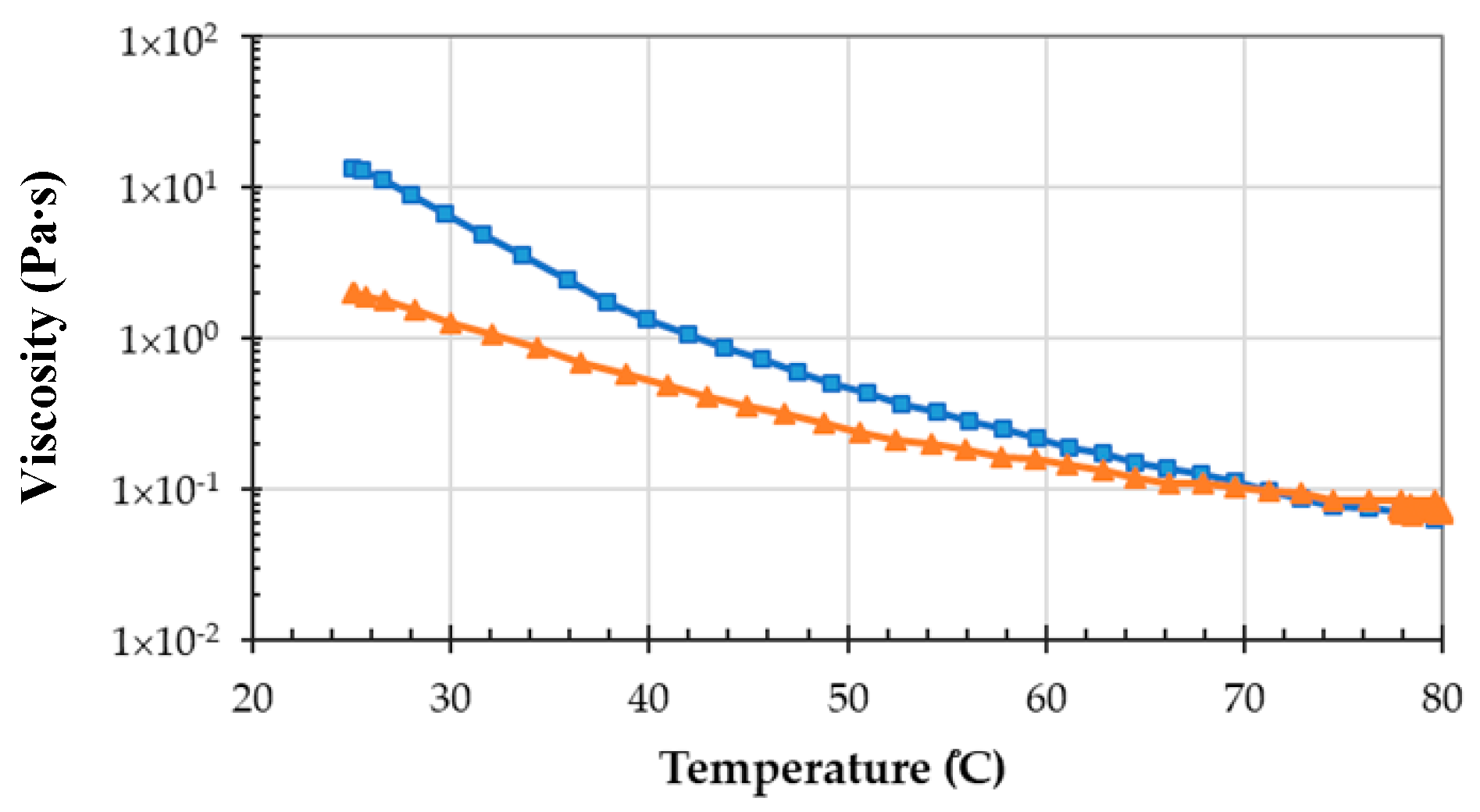
To evaluate the effect of increasing the resin infusion temperature to 80 °C, the viscosity of the resin system was evaluated as a function of the temperature. The results presented in
Figure 7 show that the decrease of the viscosity for the curing system is mainly due to the decrease of the LY556 resin viscosity with the temperature. By increasing the infusion temperature from the room temperature to 80 °C, the viscosity decreases in about one order of magnitude, making it suitable for RTM processing. A further isothermal at 80 °C during 20 min (the resin is pre-heated 10 min before infusion) did not show any variation in the viscosity during the testing time, which was expected since gel-time at 80 °C is of approximately 100 min [
19].
Table 11 summarizes the obtained viscosity values at 25 and 80 °C for both evaluated systems, showing the significant decrease of the viscosity at the applied infusion temperature.
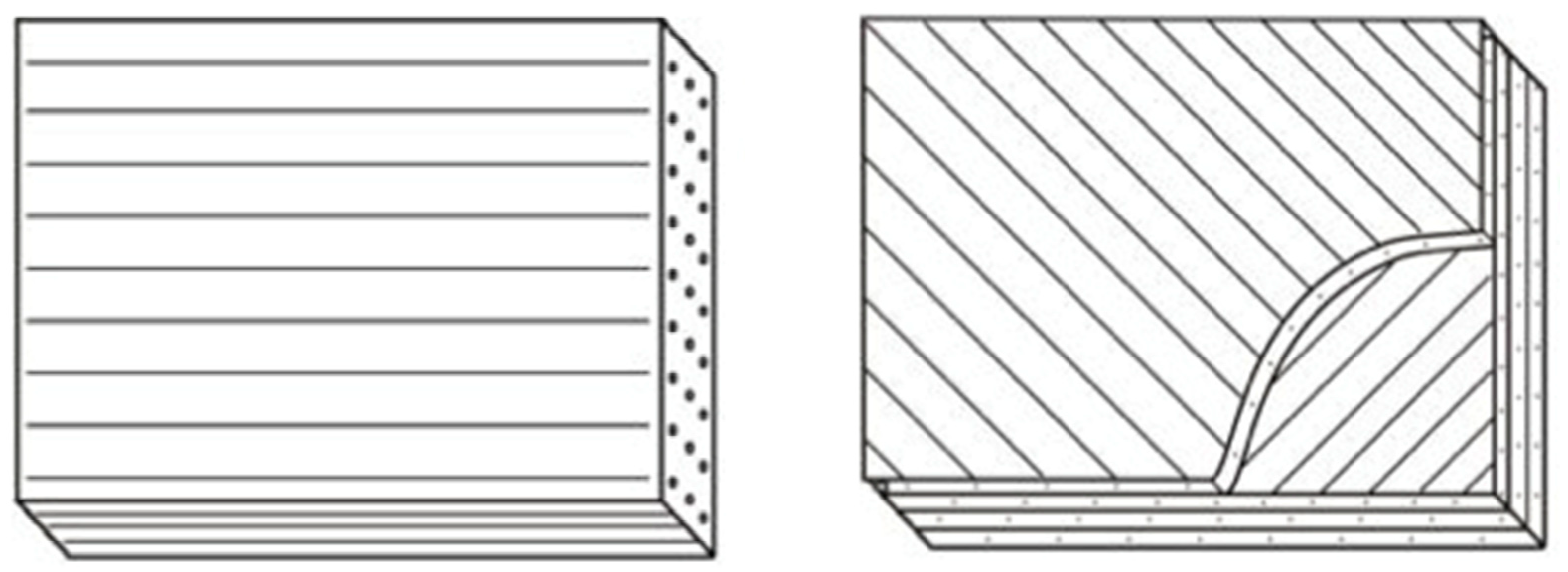
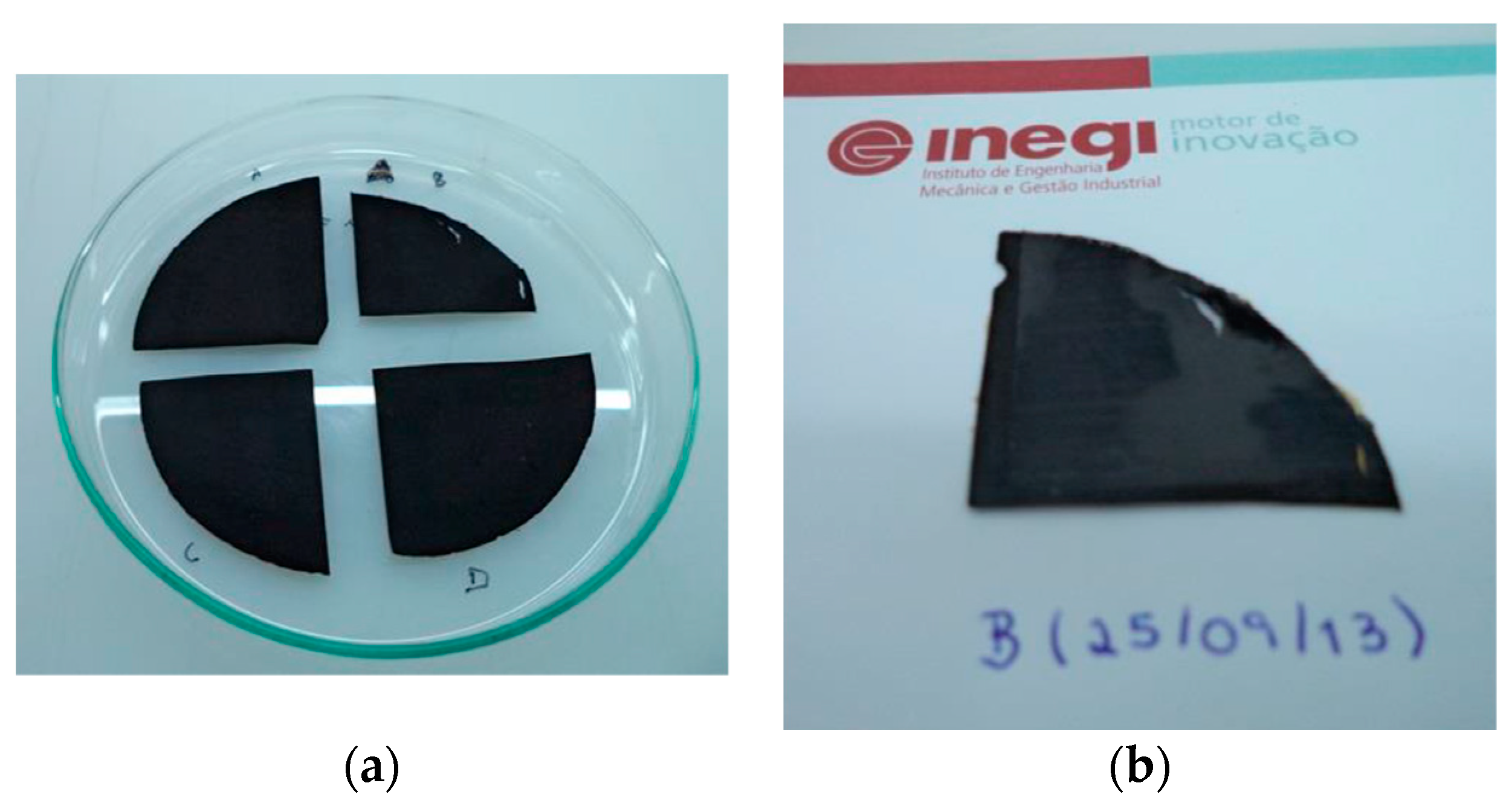
Figure 8 presents photographs of the buckypaper before (a) and after impregnation (b) with the epoxy resin by hand lay-up and further curing in the autoclave (right side).
When the resin is spread manually on the top of buckypaper, it is very difficult to obtain a uniform surface, due to the apparent fragility and permeability of BP. However, the buckypapers could be reasonably impregnated with the resin and the thickness reduced after curing. The CNT content for the buckypaper based samples is in the range of 20–25% (
Table 12).
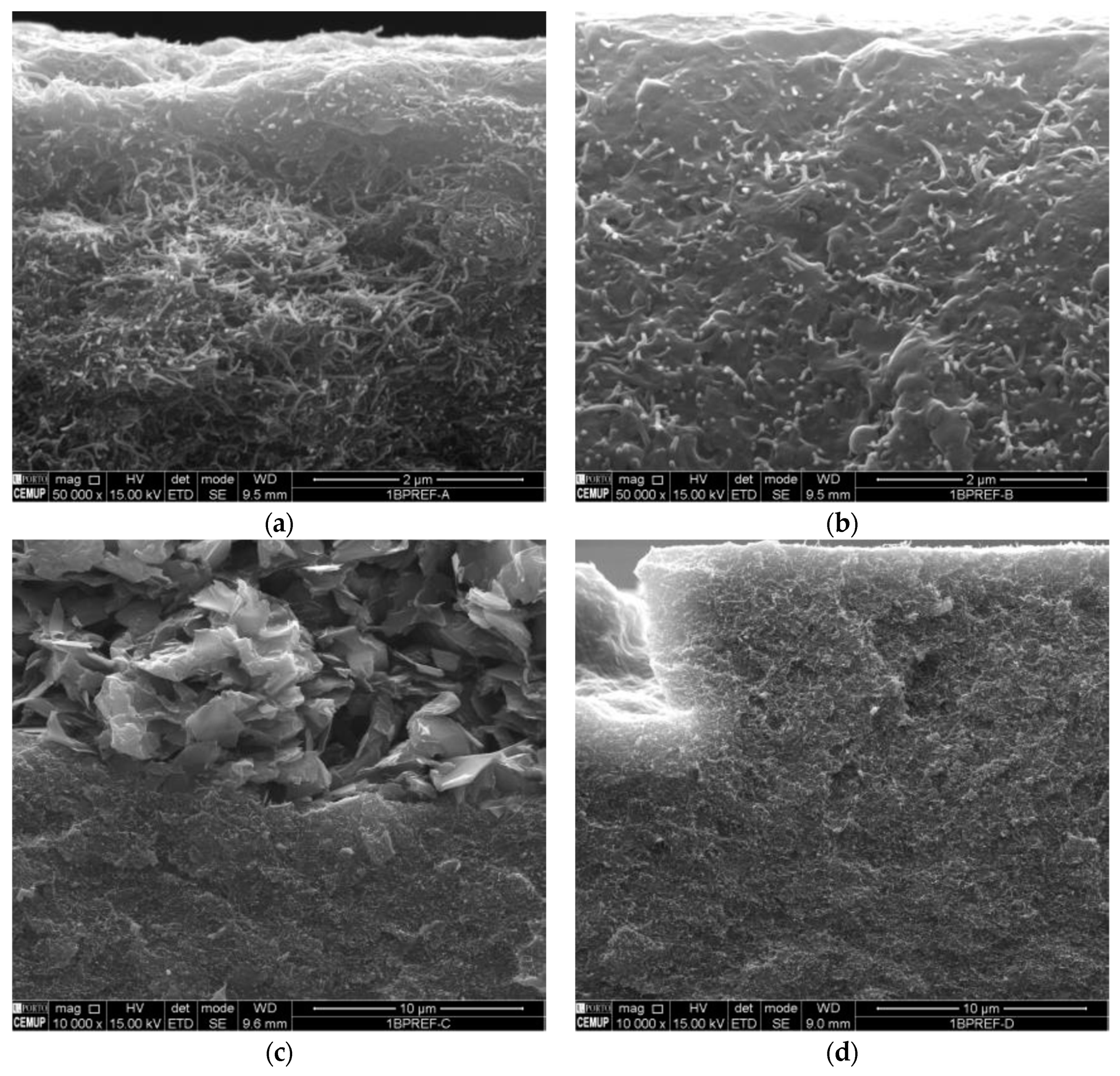
SEM micrographs of buckypaper-based samples are presented in
Figure 9. They provide evidence for an enhanced dispersion for the buckypapers impregnated with non-filled epoxy resins. The samples impregnated with modified epoxy resins (BP-3 and BP-4) present a good impregnation, however, phase segregation is evident for the graphite-filled sample.
The main characteristics of the samples with different nanofillers, including the values of thermal diffusivity, are summarized in
Table 13. Although changing the type of graphite-filler and its loading does not cause a significant change in the composite specific heat, a significant change is in fact observed in the thermal diffusivity. As one could expect, the thermal diffusivity is enhanced by the increase in the graphite-filler content and by the use of the nano-size graphite.
3.2.2. Carbon Fiber-Reinforced Polymer (CFRP) Samples
For manufacturing CFRP sample plates, three impregnation processes were tested. Initially, due to material availability issues and for reference purposes, PAN-based carbon fibers were used to prepare the CFRP-based panels. Different processing parameters were evaluated, such as the fibers’ nature, curing pressure, number of layers and apparatuses used.
Further manufacturing runs were performed, incorporating CNT buckypapers with pitch fibers, aiming to increase the thermal conductivity.
Table 14 presents the process conditions and observations taken during the manufacturing of CFRP samples. The pitch fibers were handled and cut with careful attention. The resin was prepared by manual mixing and then put inside an oven at 80 °C, during 10 min. This allowed the viscosity of the resin to be significantly decreased, easing the infusion process. The infusion vacuum pressure pushes slowly the resin across pitch fibers.
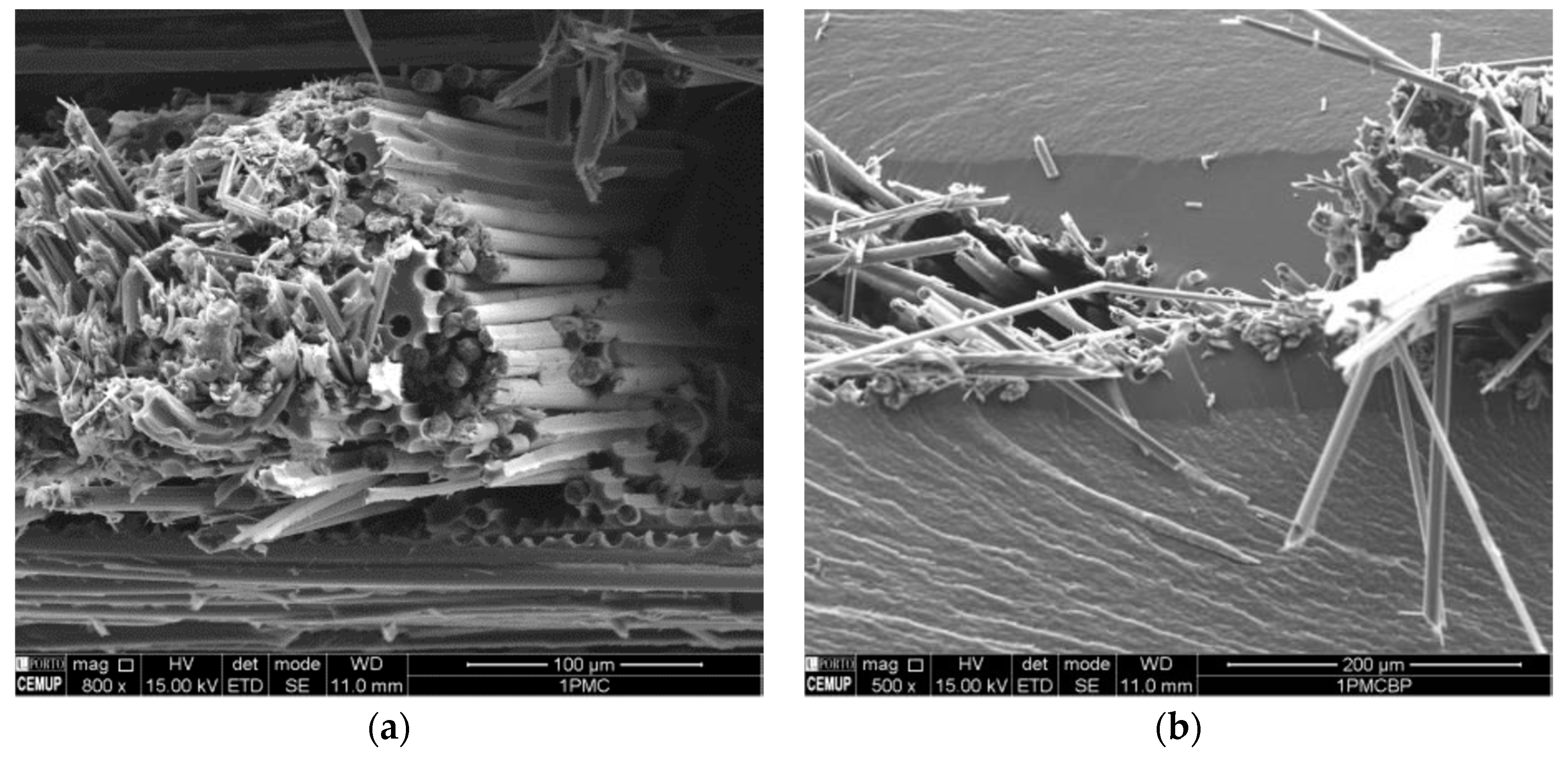
SEM images of CFRP plates PiCF-3b and PiCFBP-3b are provided in
Figure 10. Although the image provides some evidence for the fragility of the fibers, the existence of resin between fiber filaments is indicative for the good impregnation. The sample with the buckypaper (PiCFBP-3b) provides evidence for the resin filling of the buckypaper phase.
Based on the thermal diffusivity and conductivity obtained values, especially considering that significant improvements were obtained with high compaction pressures, a material configuration based on K13D2U-carbon fibers and epoxy-based resin system was selected, without the inclusion of any nanomaterial that, not only would make difficult the implementation of the RTM process, but also would not lead to significant improvements in through-thickness conductivity. Three CFRP panels were produced for complete characterization before breadboard manufacturing (
Table 15).
For Panel C (±45° lay-up), a 0°/90° lay-up of 16,210 mm-side squared plies was manufactured. From this lay-up, a rectangle at ±45° orientation with maximum dimensions of 200 mm × 100 mm for mechanical testing was obtained, but smaller specimens could be taken from the remaining panel for other testing. A total of 10 carbon fiber fabric layers were used to achieved an approximate thickness of 2 mm in the unidirectional panels (Panels A and B).
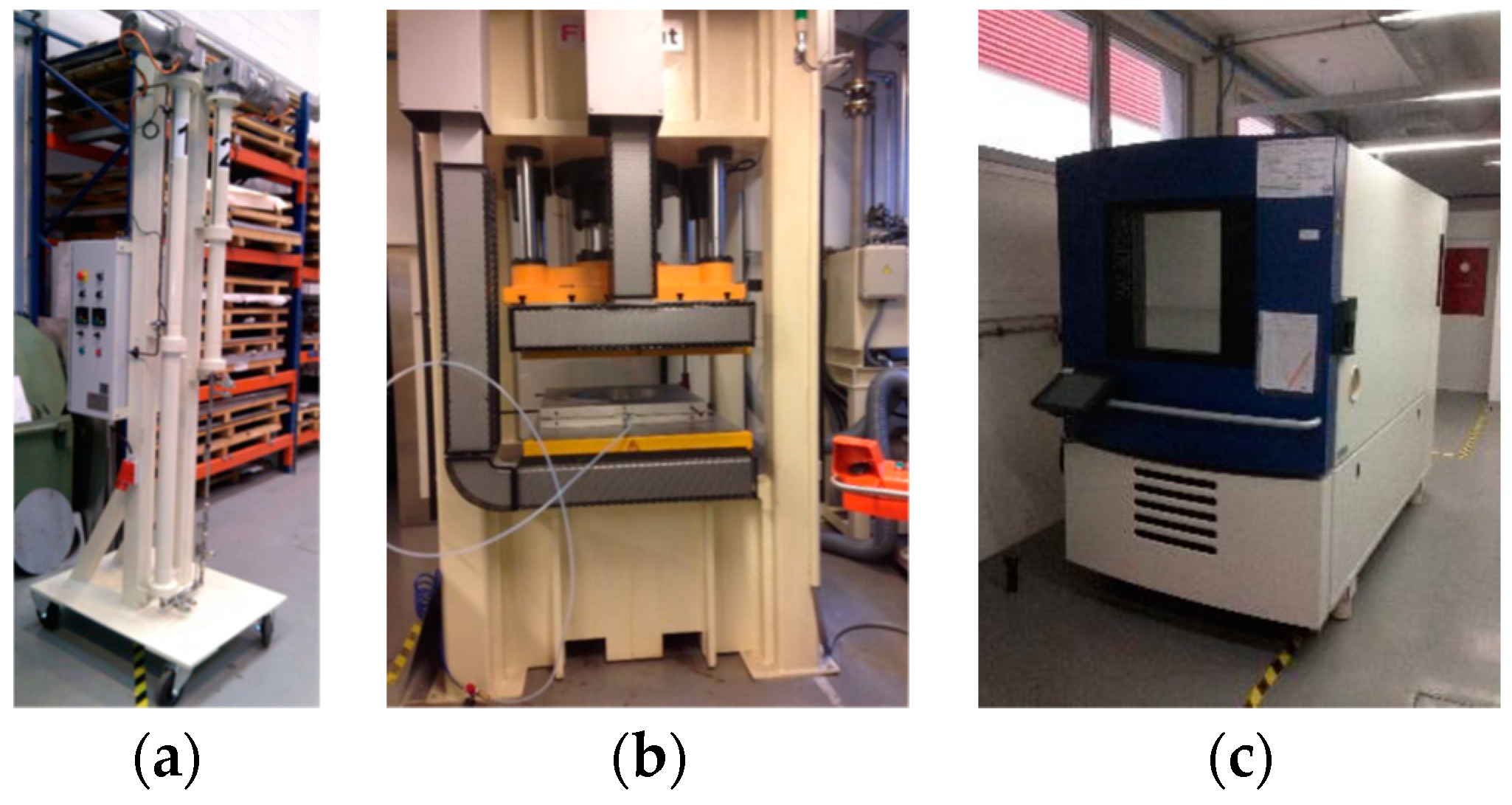
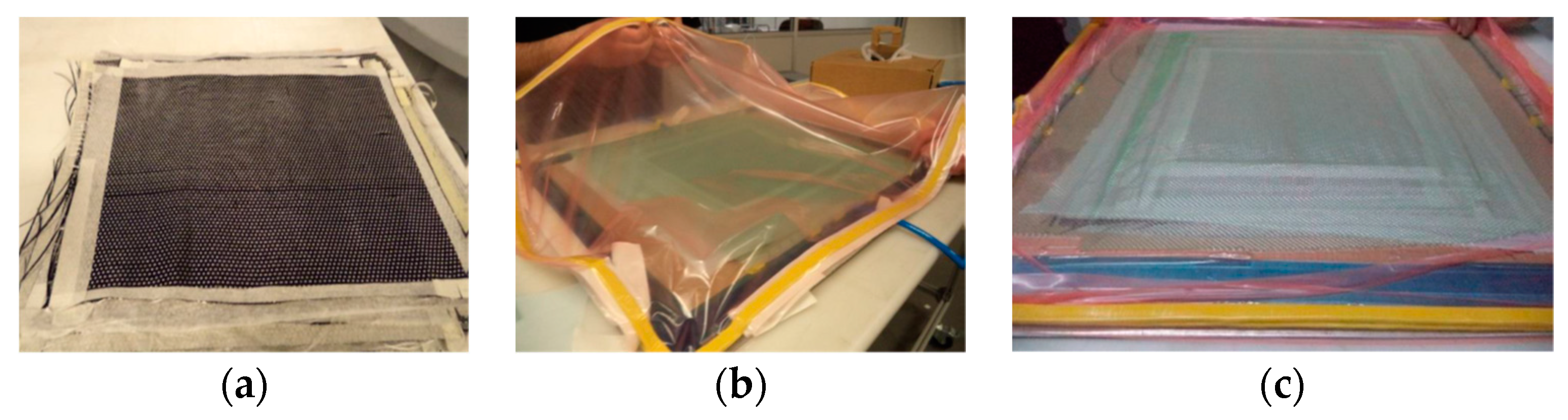
Figure 11 shows some representative images of the manufacturing process, which can be summarized in the following steps. Initially, each fabric layer is carefully handled and correctly placed to guarantee an accurate lay-up. The lay-up is then placed into a flat mould and further sealed in a vacuum bag system. Afterwards, the system is subjected to vacuum to guarantee a homogeneous vacuum pressure inside the vacuum bag. The materials are then placed inside the hot-press which is, pre-heated to 80 °C, while the resin is heated to 80 °C for 10 min and then infused with the application of the vacuum. After the infusion process, the press is closed at the defined pressure and the temperature cycles are initiated. The panels were demoulded the day after.
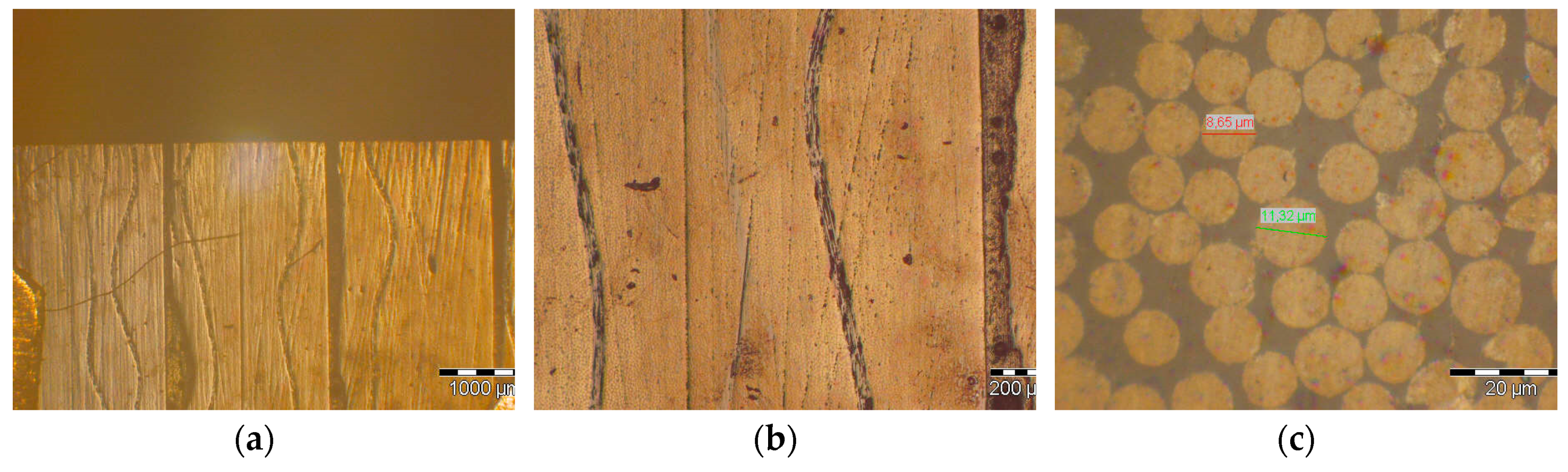
Lower magnification images of the produced CFRP panels (A, B, C) were taken with a light optical microscope (LOM) (Olympus PMG3 equipped with an Olympus Dp-12 camera) (Tokyo, Japan) to provide an overview of their structure.
Figure 12 presents LOM images of a stack produced with 4 samples from Panel A. The darker 100–200 µm layer (aligned with the fibers direction) is due to the use of structural adhesive to produce the stacks.
Figure 12a indicates a well-defined orientation of the carbon fiber and reasonably uniform CFRP samples.
Figure 12b shows a closer inspection of a thinner resin layer that can result from compaction defects during their processing, which may also be associated with some defects found in the manufactured pitch-based fabrics. Finally,
Figure 12c was taken at the top surface and shows the fibers perfectly aligned in the same direction.
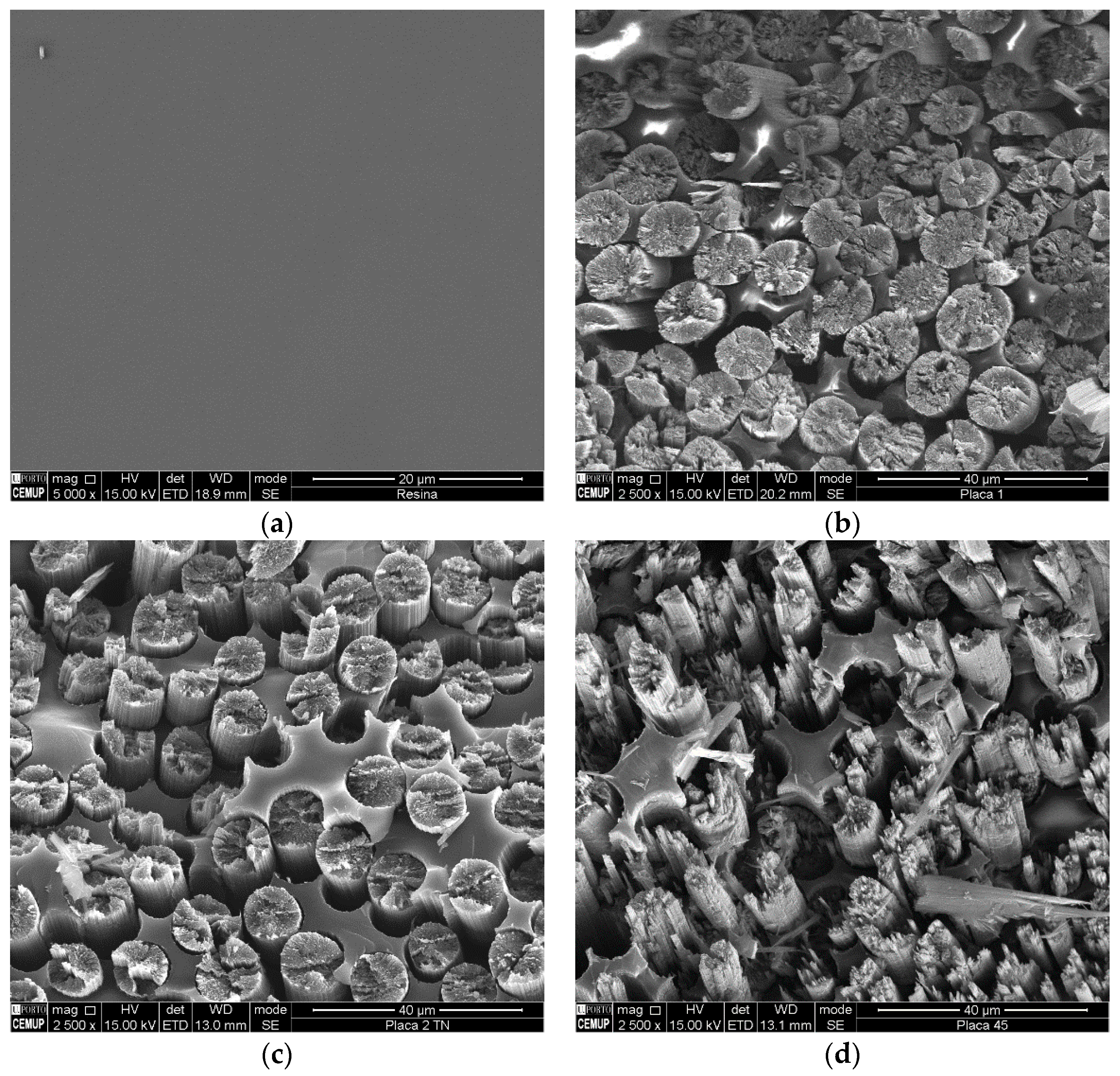
A closer inspection of the fibers and the quality of their coating with the epoxy-based resin can be provided through SEM (
Figure 13). For comparative purposes,
Figure 13a provides a micrograph for the blank sample (only resin). The micrographs for the CFRP panels shows that the fibers are well aligned in a single direction and provide evidence for a well-coating of the fibers. In addition, these micrographs also suggest the existence of a significant number of contact points between fibers, which may be responsible for an increase in the thermal conductivity in the through thickness direction when compared to a pure series model.
Table 16 presents a summary of the structural observation of the samples.
3.2.3. Breadboard Manufacturing and Testing
Taking into concern the electronic box requirements (
Table 8), the following considerations were further used for the preliminary breadboard design:
Box with no undercuts or chamfers for the accommodation of the PCBs;
Round edges with a minimum radius of 8 mm to allow smooth bending of fibers;
Single thin wall technology, no sandwich structure for ease of manufacturing and good thermal control;
The initial aluminum design was split up into several components for manufacturing reasons;
The mechanical interface PCB to the frame is solved by laminating brackets into the frame on which the PCB’s can be screwed;
A focus is put on modularity of the geometry and modularity.
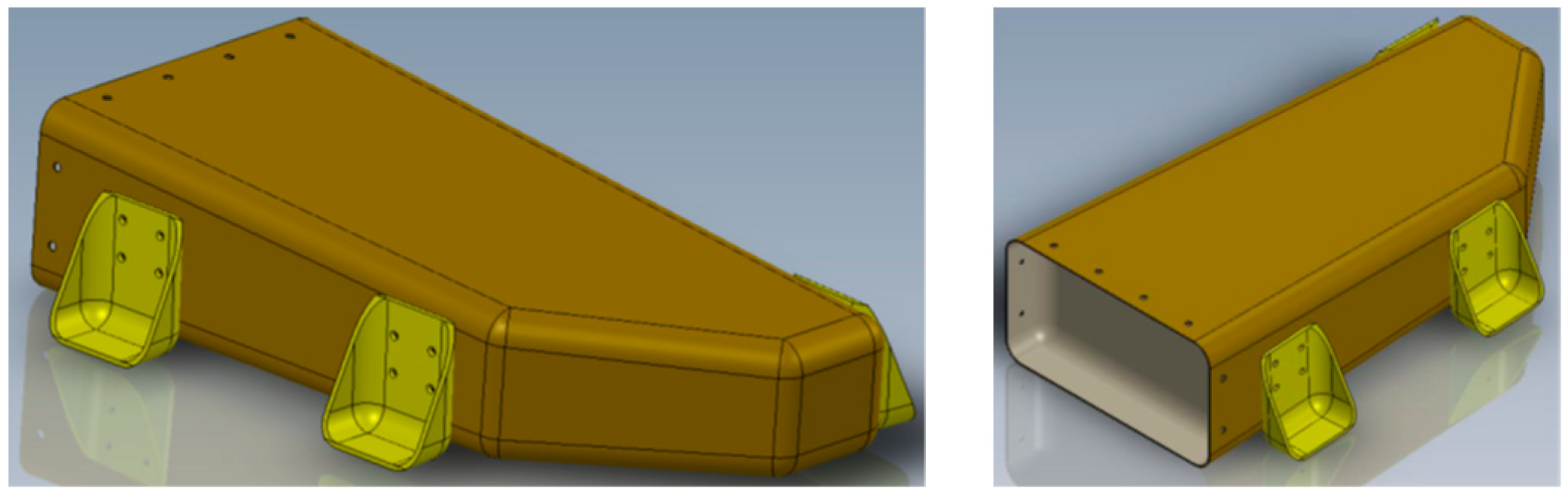
Figure 14 presents the breadboard assembly which resulted from the preliminary design. This design considered four main parts: PCB-frames, housing, lid, and feet. In the preliminary design, the PCB-frames were considered to be made in CFRP, but due to the difficulty to manufacture these CFRP structures, at a later stage it was decided to use aluminum stiffeners. The lid assembly would ensure good electrical contact and avoid electromagnetic poor joint. The feet would be glued to the housing and then bolted to the panel.
To further guarantee a reduction of the weight, while maintaining the same level of thermal and mechanical performance, the following aspects were considered to proceed for the detailed design:
Reduction of the areal weight of the K13D2U-based UD (unidirectional) fabric was expected to be able to provide enhanced mechanical performance at lower mass;
Optimization of the mass through improved design of bolted joints, PCB I/F inserts, and PCB support structures, which was also expected to be enhanced by lower areal weight fabric.
The draping of the carbon fiber fabrics into the desired lay-up was recognized as a critical phase of the process. The very low areal weight of the fabric, combined with the high susceptibility for breaking, makes its handling a difficult task.
Figure 15 presents some photographs of the initial draping tests that were carried out, highlighting the difficulty in handling and positioning the fabrics.
From these initial trials, two important factors were evident:
The importance of creating flat patterns to pre-cut the fabric into the desired shape and to support them with paper tape;
The impossibility of using a single fabric to go from the top surface towards the cut-corner of the box, due to the need for increased width of the fabric at the cut-corner.
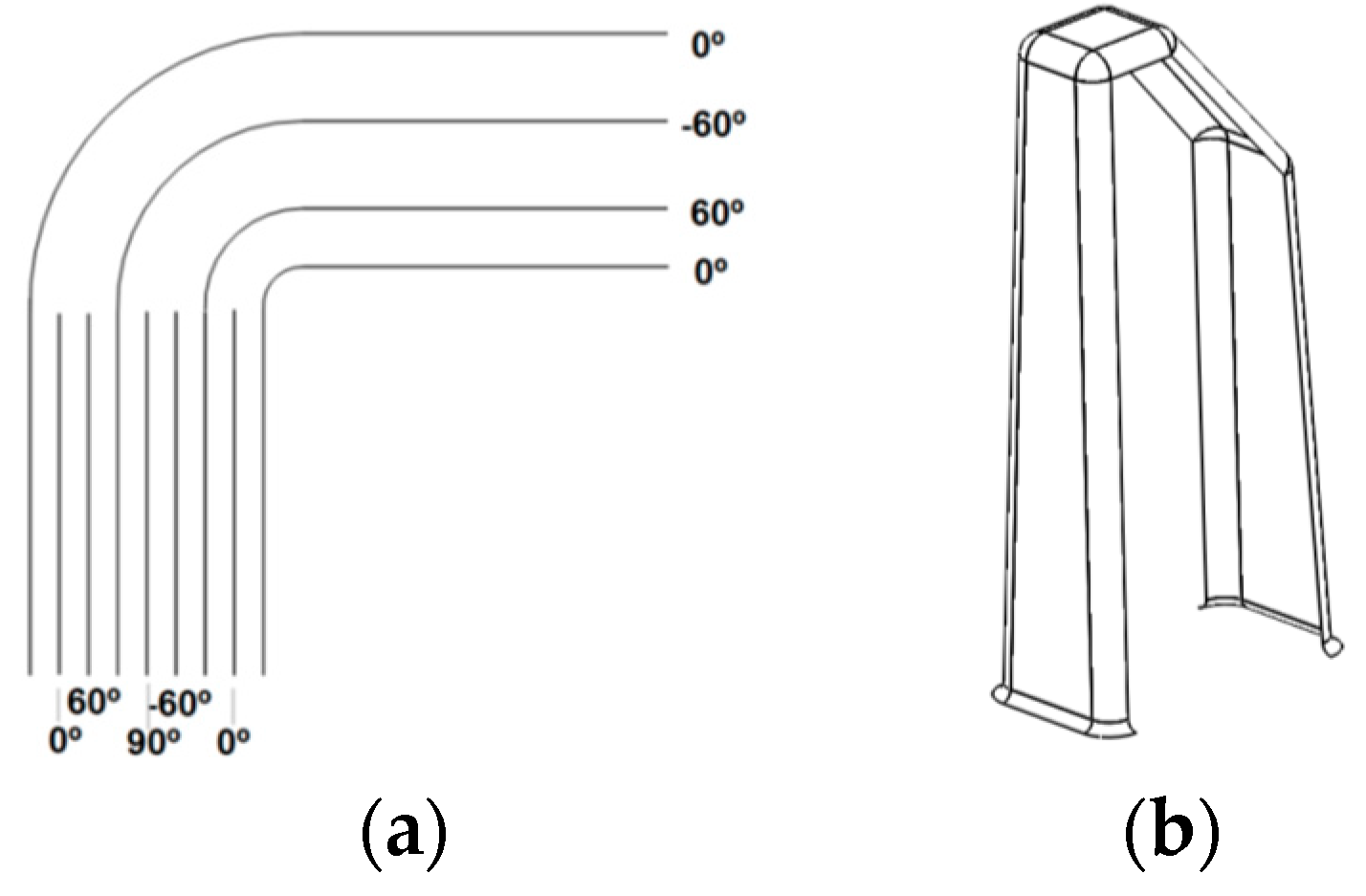
The second factor has created the need to divide the breadboard box into two parts for draping: one covering the bottom surface, the flat wall and the top surface, and the other part covering the side wall with the cut-corner and the wall opposite to lid. To guarantee sufficient structural performance of the box, these two parts need to be overlapped at some point. Considering the ease of draping and the required structural stability, this overlapping was carried out at the top surface. Based on the breadboard detailed design activity, the top and bottom surface was manufactured with 4 layers of fabric, whereas all the walls possess 9 layers. This means that 5 additional layers were placed between the 4 layers used for the bottom and top surfaces. These additional layers were placed from the top of the mould covering all the side walls, using a pre-cut fabric for draping as shown in
Figure 16.
The fabric was cut to the desired size with the help of tape support (
Figure 17) to guarantee the stability of the part on handling, due to the high susceptibility for damaging on handling of the pitch fibers.
After the definition of the critical factors in terms of component production, the manufacturing steps of the CFRP electronic box were defined. The first steps were to fill the tanks with resin and hardener with accelerator mixture, respectively, and then preheat the resin tank to 50 °C. After fiber trimming, cleaning and preparation of the manufacturing moulds, the fibers were applied in the mould. The resin injection pipe was connected to the mould and the press closed with different pressures: 31.8, 15.4 and 14.2 tons for box, lid and feet moulds, respectively. The heating electrical resistances and temperature controller were connected in the pre-heated tank, in the mould, and in the mixing zone. The resin injection was then started, under a pressure of 10 bar, and stopped when the resin exits the mould through the vacuum gate. The moulds were then heated to 120 °C during 2 h. The materials were allowed to cool down to 45 °C and before the post-curing process (2 h at 180 °C), the product was trimmed to the desired shape.
This manufacturing process required control of several processing parameters, such as the injection pressure and temperatures profile. The injection pressure was continuously monitored through the process with the manual registry and re-adjusted, when necessary, to guarantee that the resin was injected at the same pressure during the entire process. The temperature was controlled at several critical points, considering the high sensitivity of the resin components and of the process itself to this parameter. The critical temperature measuring points are the storage (feeding) system, mixing zone, and moulds.
Based on simulation processing models and on critical processing parameters, the manufacturing conditions were established and are summarized in
Table 17.
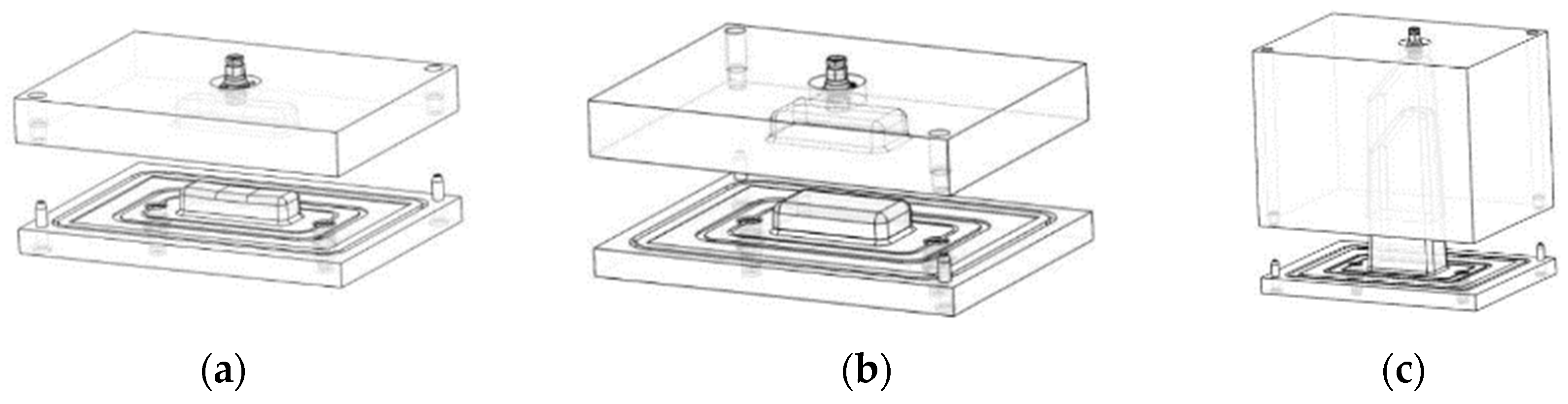
The moulds were designed based on the defined geometry of each CFRP component (box, lid, and feet) and considered to be five key parameters of the process: injection gates, runner, pinch-off, sealing, and vents.
Figure 18 shows the 3D models of the moulds required to manufacture the three CFRP components. Photographs of each of the manufactured moulds and of their assembly are shown in
Figure 19.
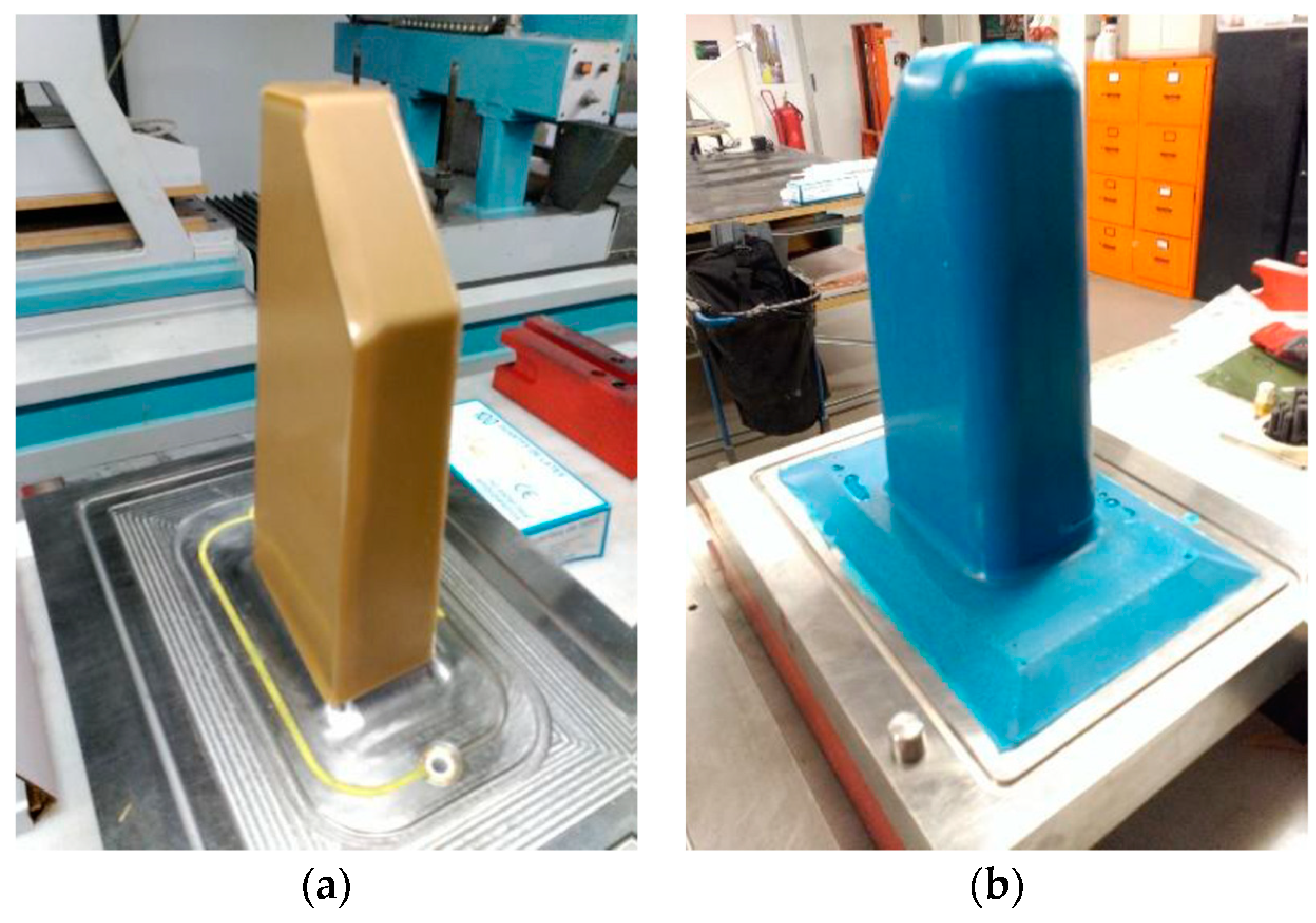
The additional silicone mould for the box manufacturing was produced (
Figure 20), using calibrated wax to define the target spacing gap between this new mould component and the male mould.
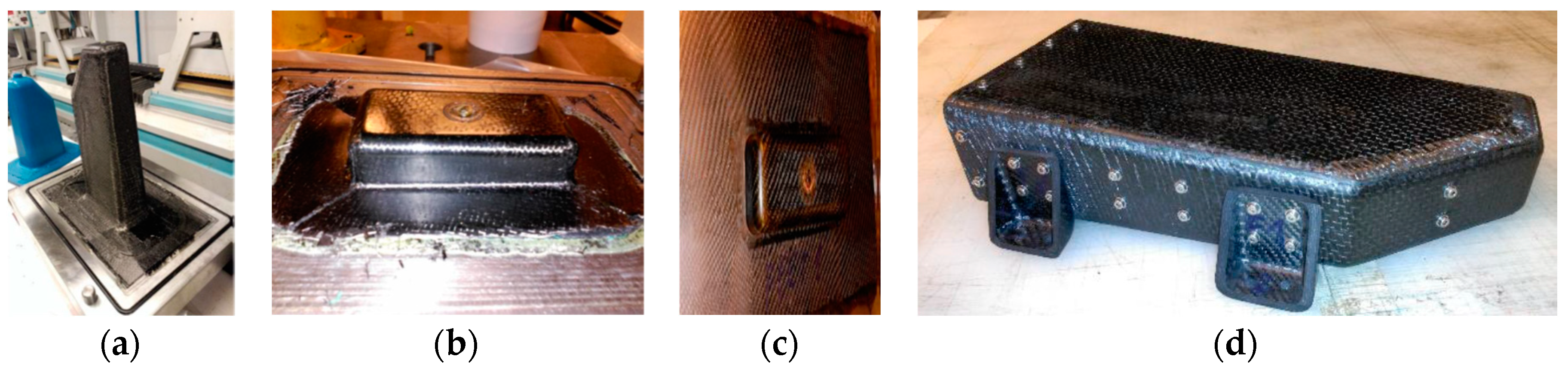
The final manufactured parts, as well as of the assembled breadboard, are shown in
Figure 21.
To finally demonstrate the thermal performance of the assembled electronic box, two thermal balance tests were performed. In the first test, a maximum temperature of 100 °C was obtained in the PCBs, which was significantly higher than that predicted in the design. This was associated with the poor interface between the PCBs and stiffener, which was not able to transfer properly the heat to the stiffener. To improve this conductivity between electrical resistances, PCB and stiffener, steel weights (that simulate electrical components of the PCB) were added on the top of the PCB and a copper plate was positioned between the PCB and stiffener to transmit more efficiently the heat in the PCB to the stiffener (
Figure 22).
With the improved PCBs design, the maximum temperature obtained was 92 °C, which, although being above what was predicted by the design, is closer to an acceptance range.
Table 18 presents a summary of the thermal balance test results obtained in the two tests (Test1—original configuration; Test 2—improved PCBs design).
Table 19 compares the maximum temperature that was obtained for the electronic housing concept using a CFRP and aluminium concept, showing that with the current design a gain in about 3.5 °C could be obtained.
The thermal tests included a thermal cycling (with the following cycle: RT − 60 °C − –40 °C − 60 °C − –40 °C − RT), which showed no visible damage in the breadboard (
Figure 23).
Based on thermal sensitivity analysis, this thermal performance is highly dependent on the efficiency of thermal contact areas and the increased temperature seems to be in agreement with the simulations that were considered inferior contact areas. This is a critical aspect to be considered in future development activities.
The final mass of the breadboard was compared with the values obtained in the design and with the requirements in
Table 20, providing evidence of compliance with the mass requirement, if one considers that more than 20% of mass is reduced, excluding the non-variable item of the reference application, the PCBs mass. Moreover, one should note that the manufactured feet may be overperforming due to the higher mass obtained, as a consequence of a lower thickness considered during the design phase. It is, thus, expected that a further reduction of approximately 40 g can be obtained. When compared to the design, the lower mass obtained for the box and the greater for the lid can be associated, respectively, with higher and lower fiber volume fractions obtained. This was also already expected, due to lower than expected thickness at the box and excessive gap correction in the lid moulds.
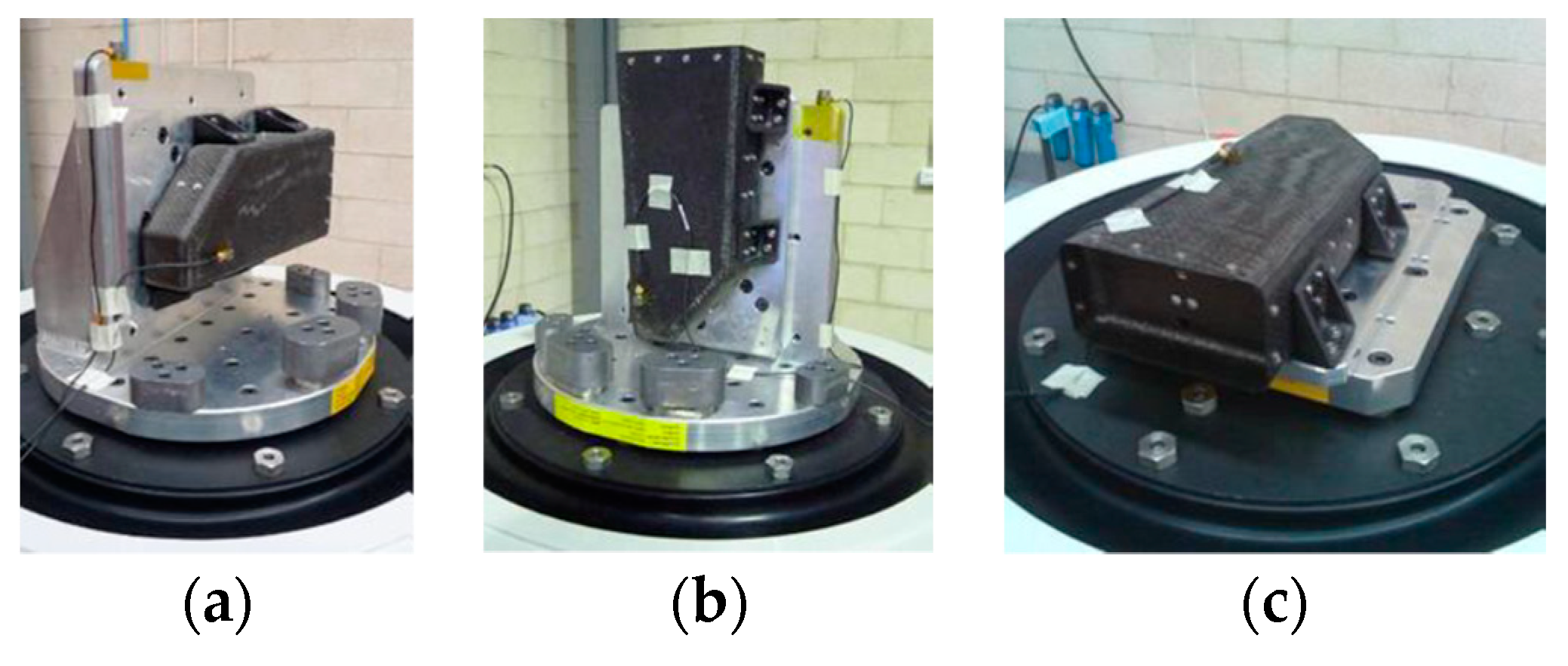
The mechanical performance of the breadboard was evaluated in a shaker table according to the parameters defined in the requirements.
Figure 24 shows the breadboard mounted for testing in the three different directions and
Table 21 provides a summary for the mechanical test results that were obtained.
Due to the lid manufacturing process difficulties at the corners, a very small fracture was present in one of the lid corners. This fracture was found to propagate slightly with the progress of the mechanical testing, but it should be stressed that still no failure was observed.
Overall, the mechanical test results were shown to be compliant with the breadboard requirements, providing evidence for successful mechanical design and manufacturing and assembly processes.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

