Influence of an Impregnation Treatment on the Morphology and Mechanical Behaviour of Flax Yarns Embedded in Hydraulic Lime Mortar



Abstract
:1. Introduction
2. Materials and Methods
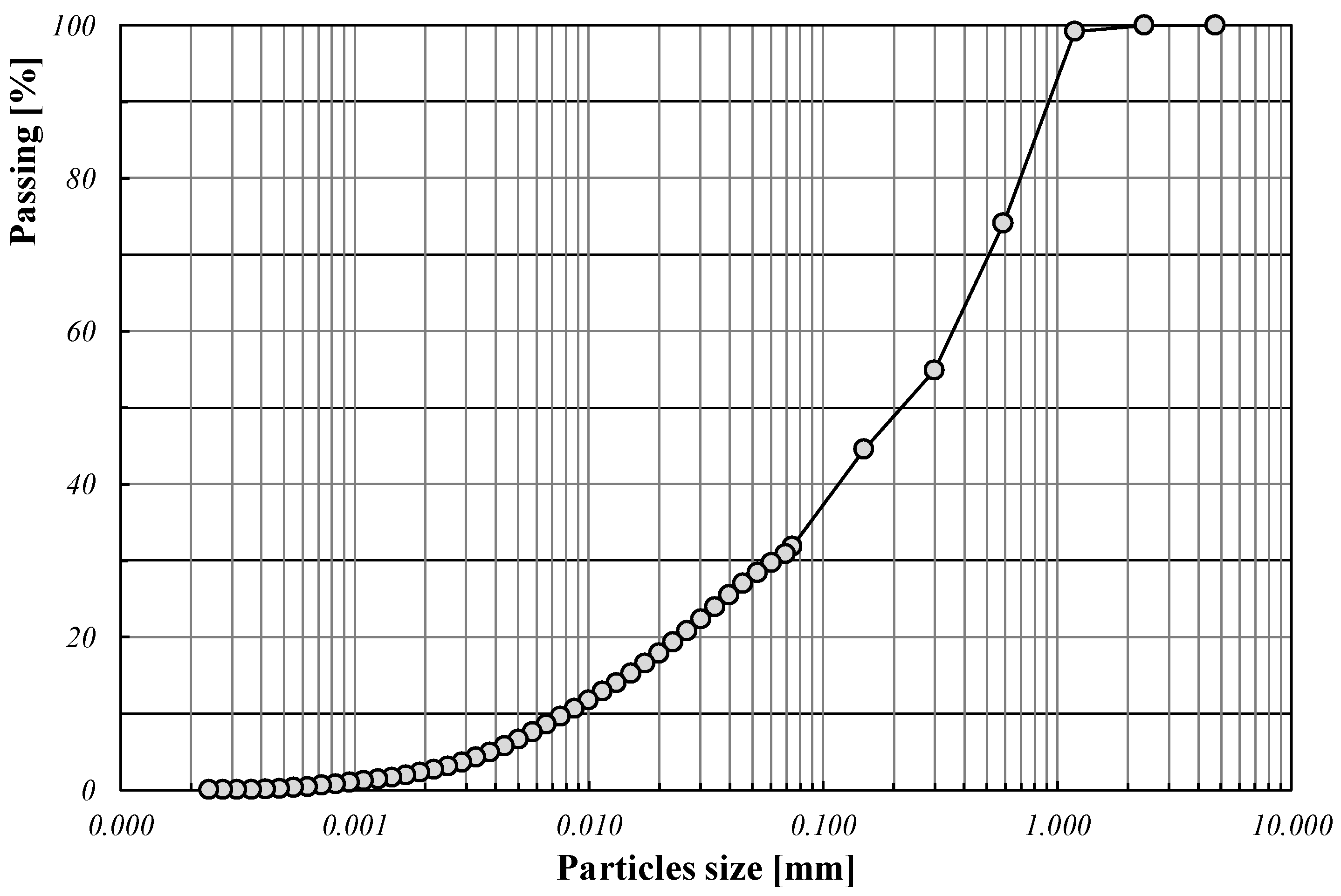
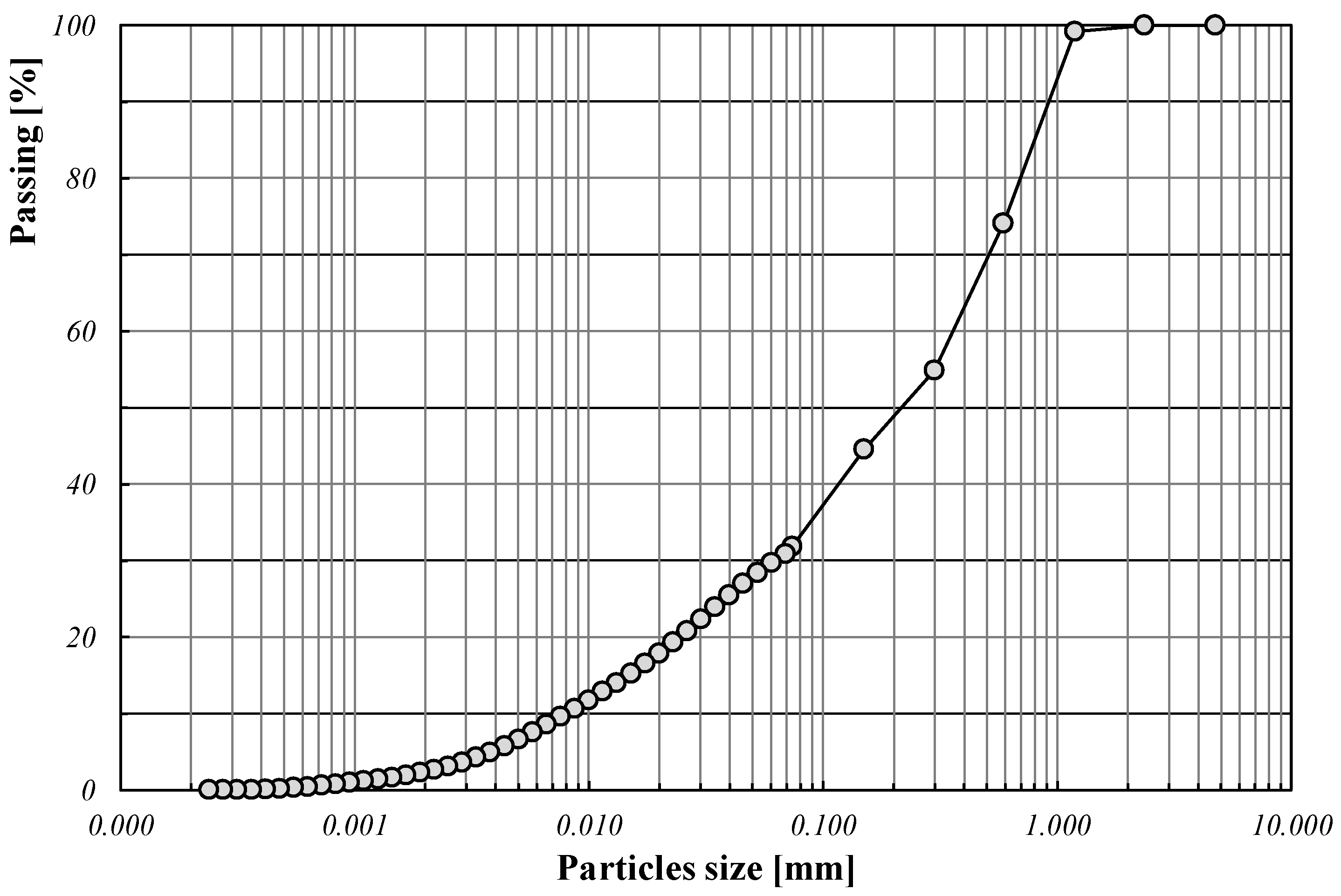
2.1. Matrix
2.2. Flax Fibers
2.3. Methods
2.3.1. Morphological Identification
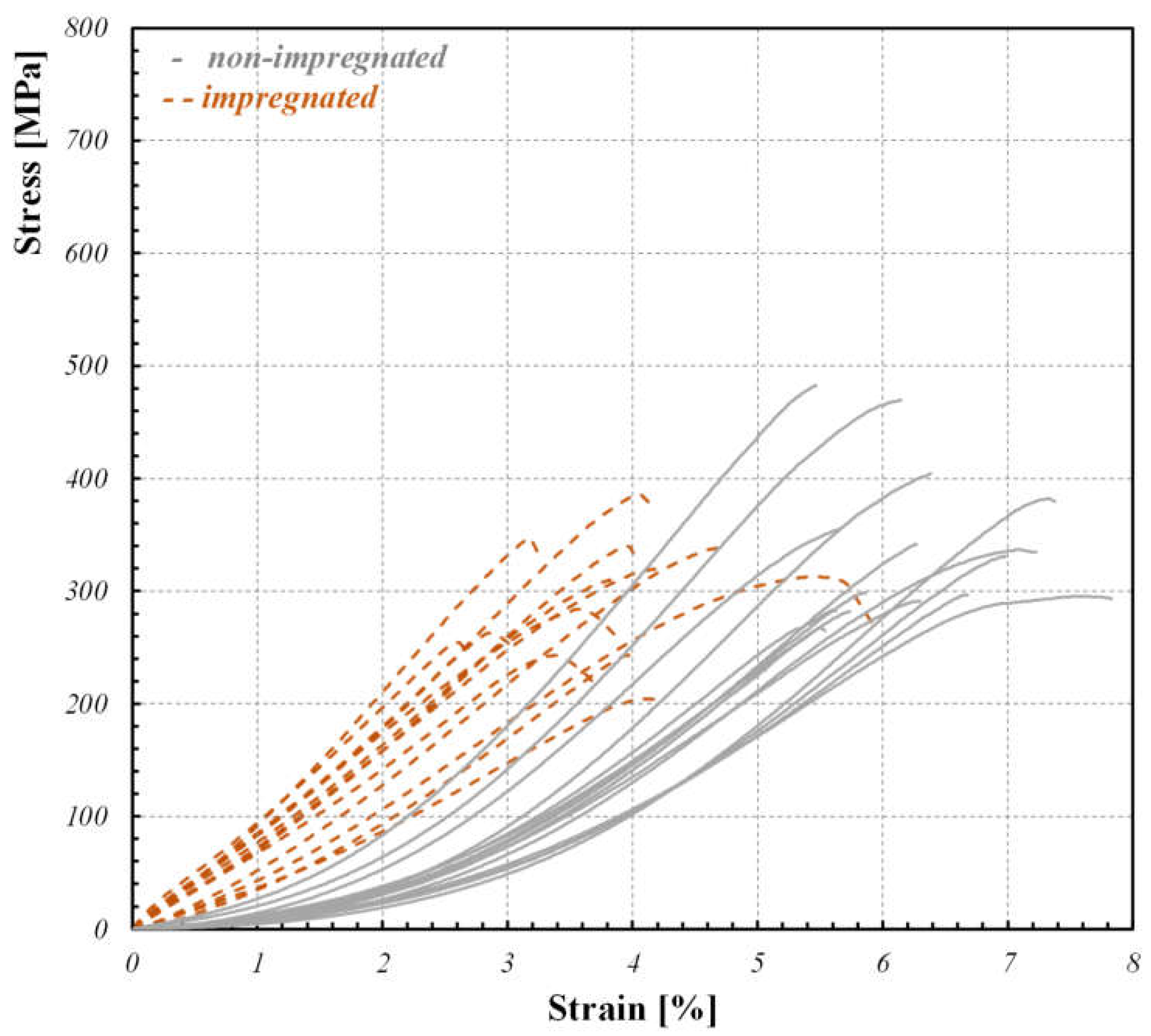
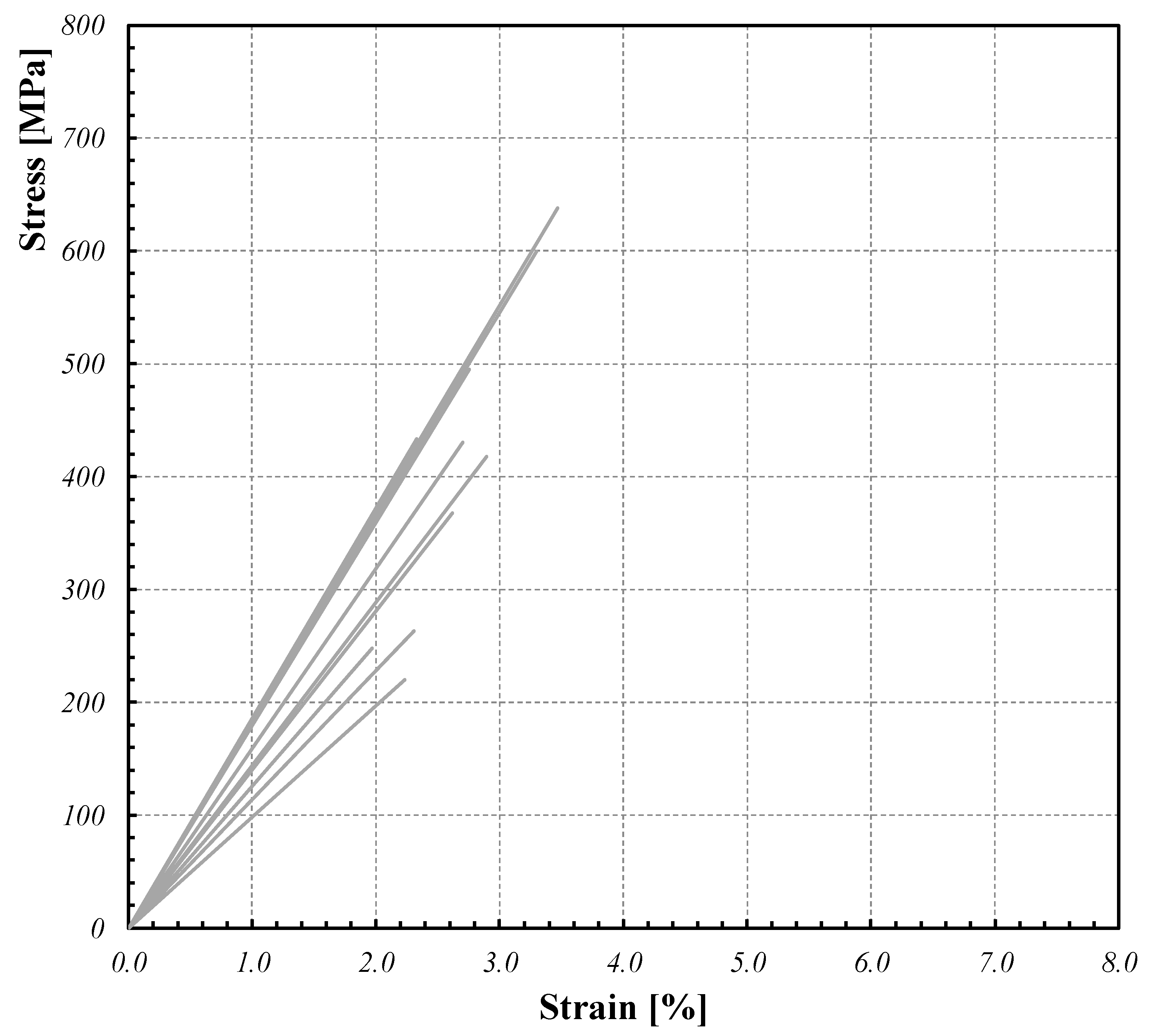
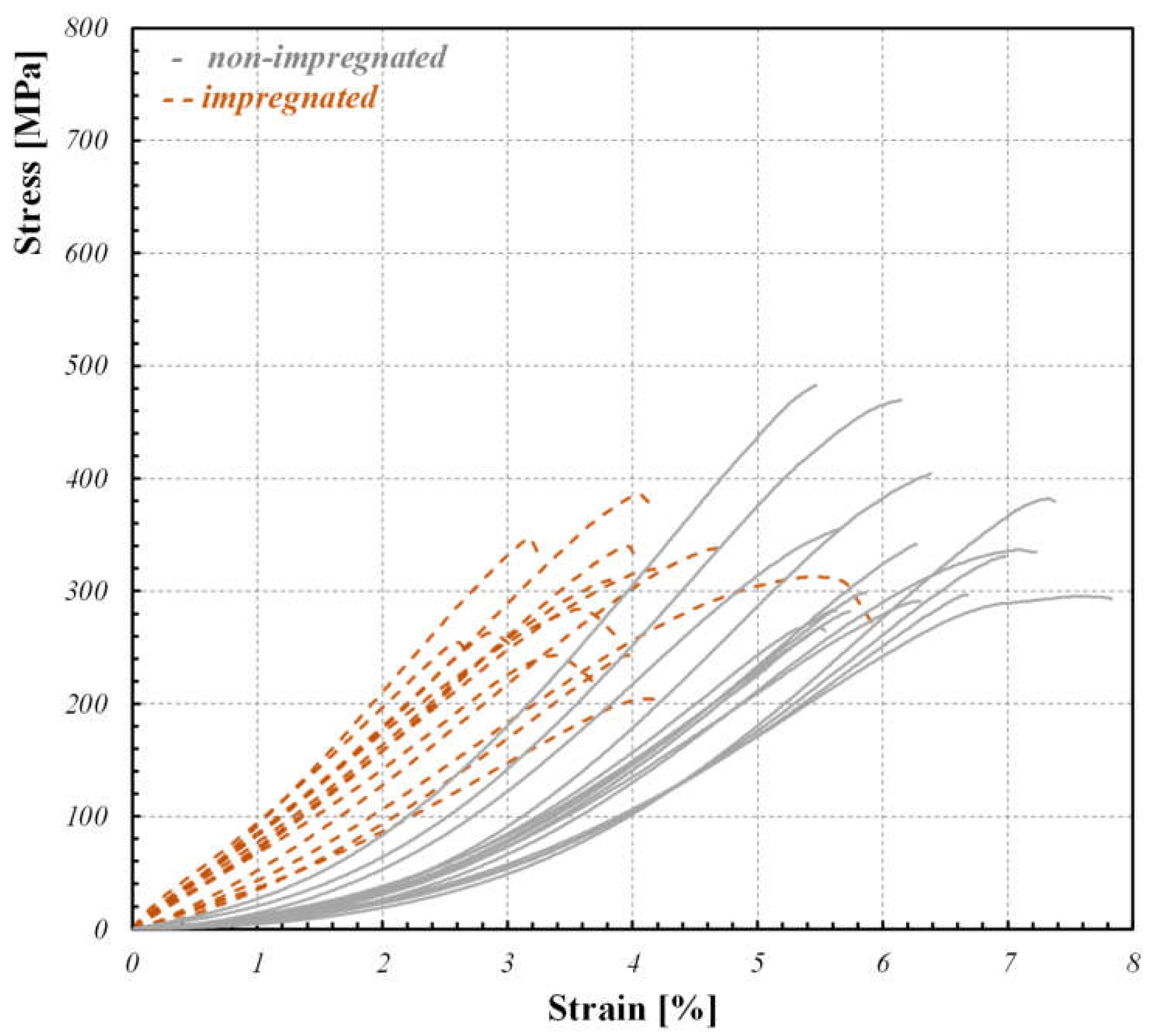
2.3.2. Tensile Behavior
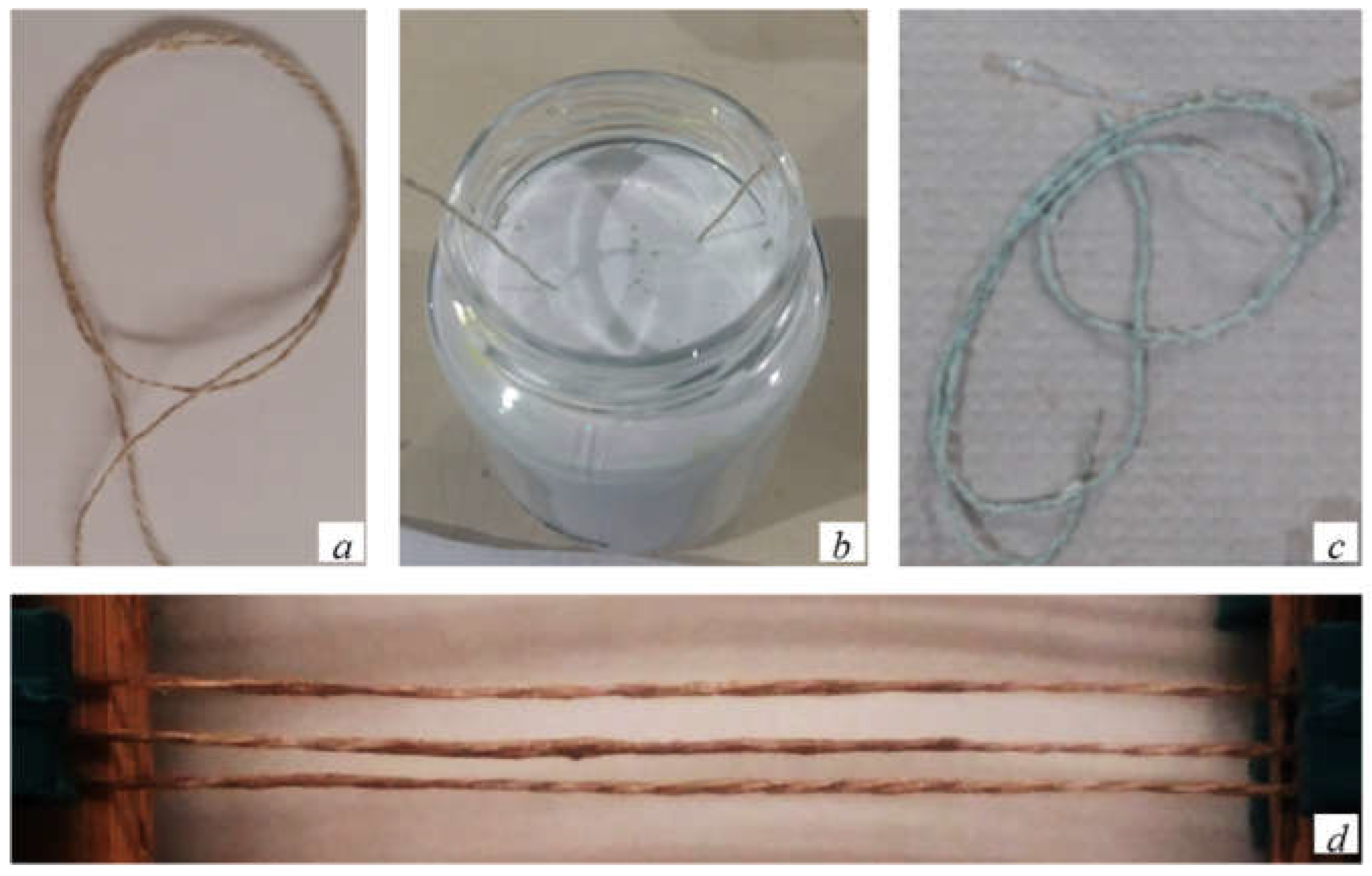
- filament: it consists of the smaller component of the textile. The samples, having a length of 30 mm, are randomly extracted from the fabric (Figure 4a);
- non-impregnated_Y_tensile: it consists of the yarn representing the main element of the fabric. The specimens, having a length of 70 mm, are randomly extracted from the textile (Figure 4b);
- impregnated_Y_tensile: it consists of specimens obtained by coating samples having the same characteristic of the dry-Y-tensile yarns (Figure 4c).
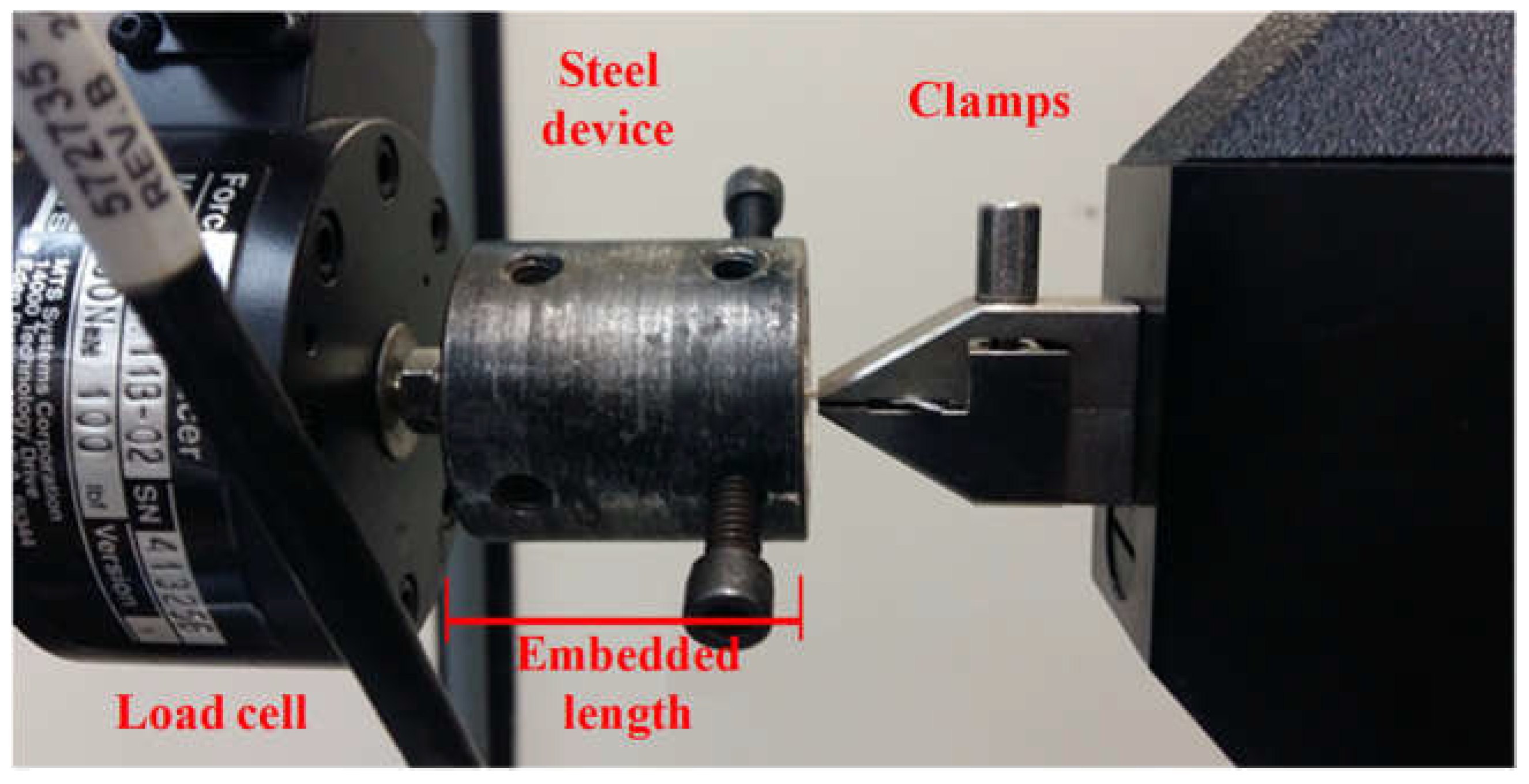
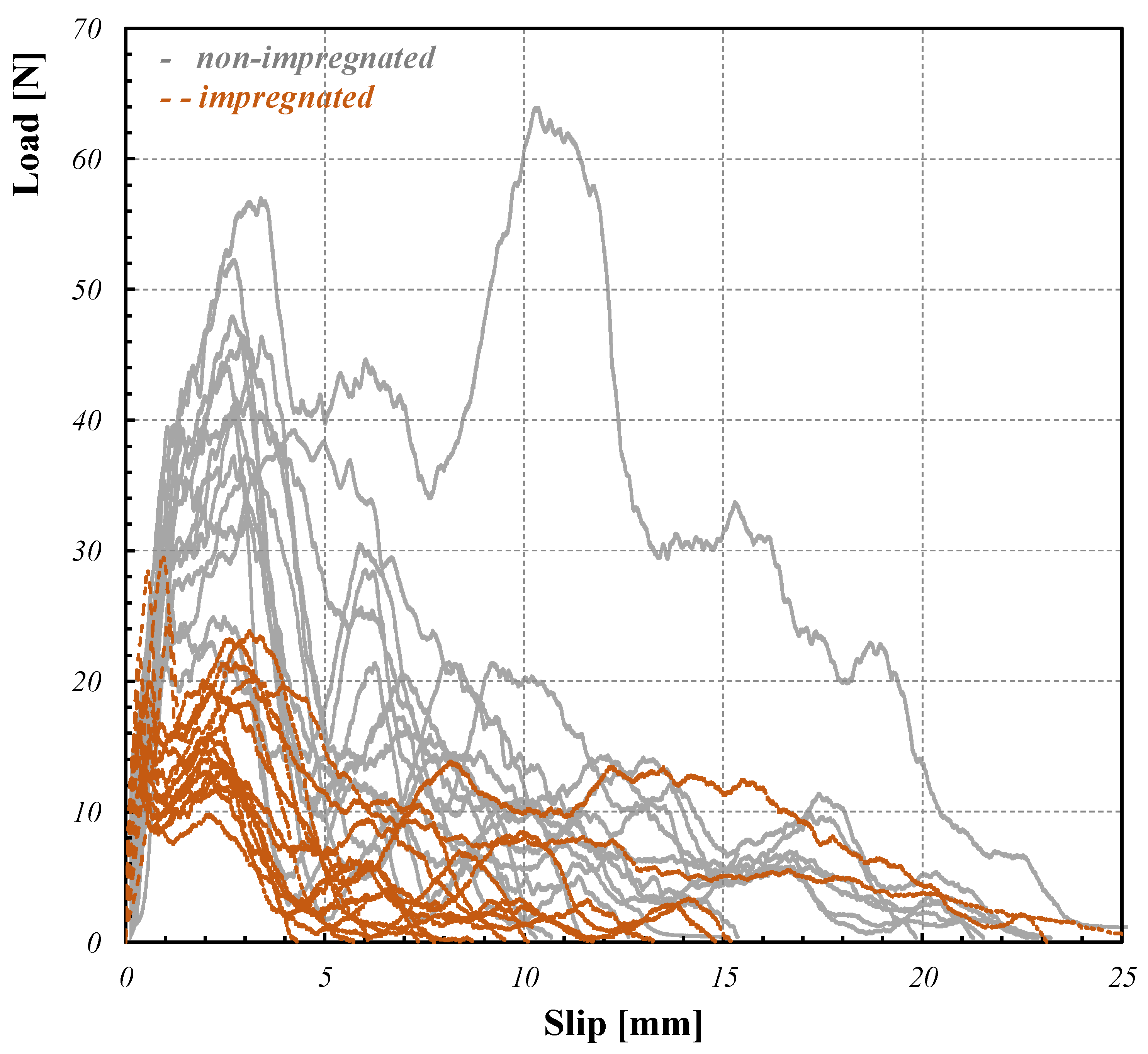
2.3.3. Bond Behavior
- non-impregnated_Y_pull-out: consists of uncoated flax yarns embedded in the mortar cylinders;
- impregnated_Y_pull-out: consists of impregnated flax yarns embedded in the mortar cylinders.
3. Results and Discussion
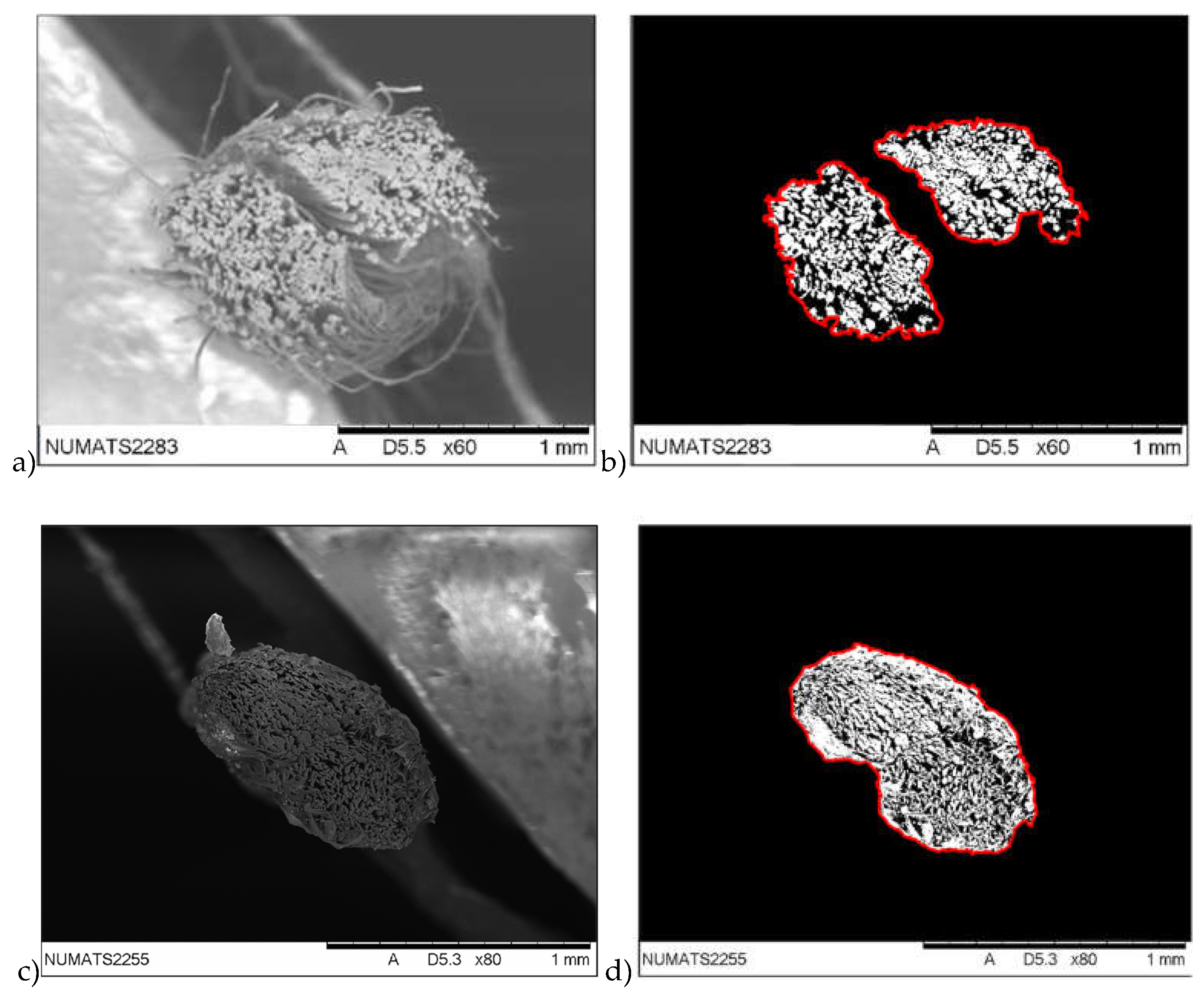
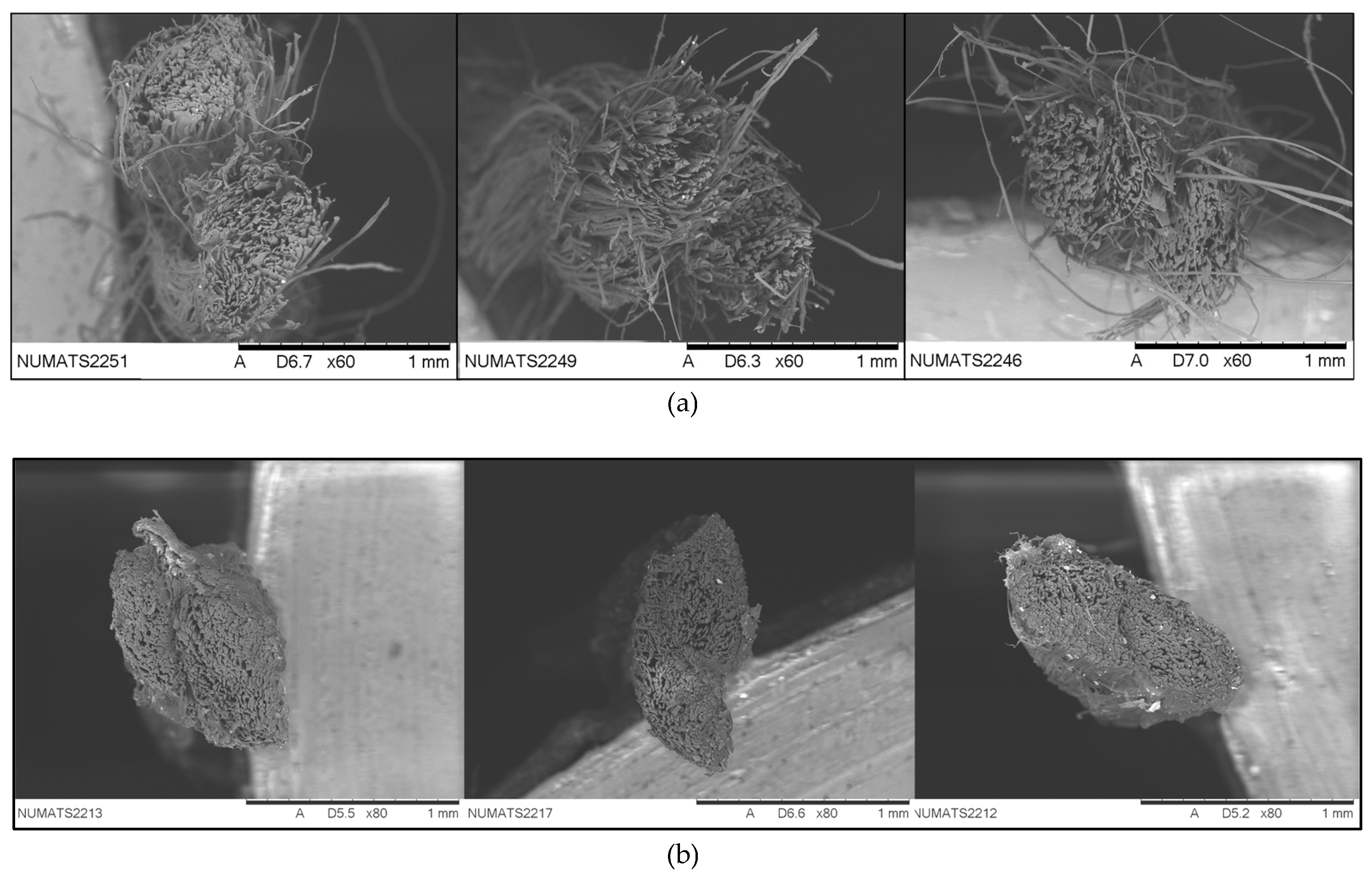
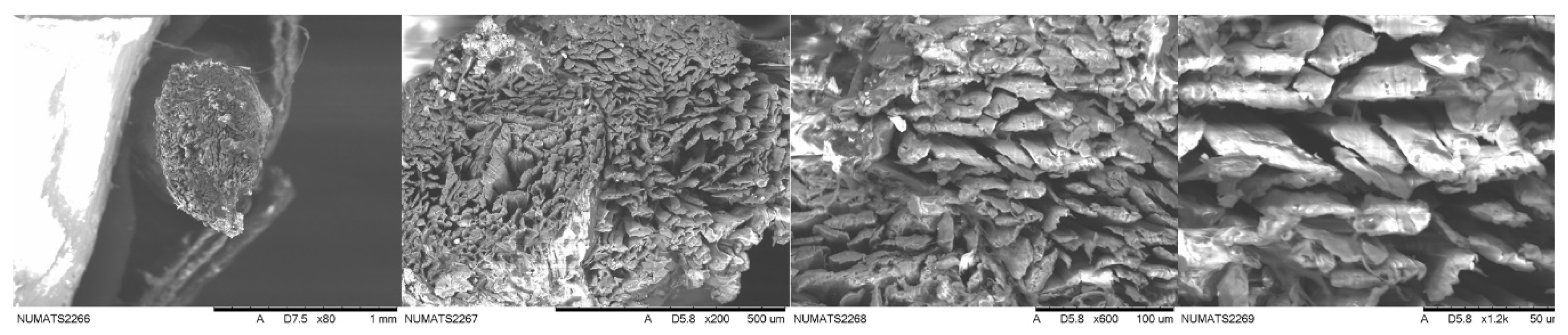
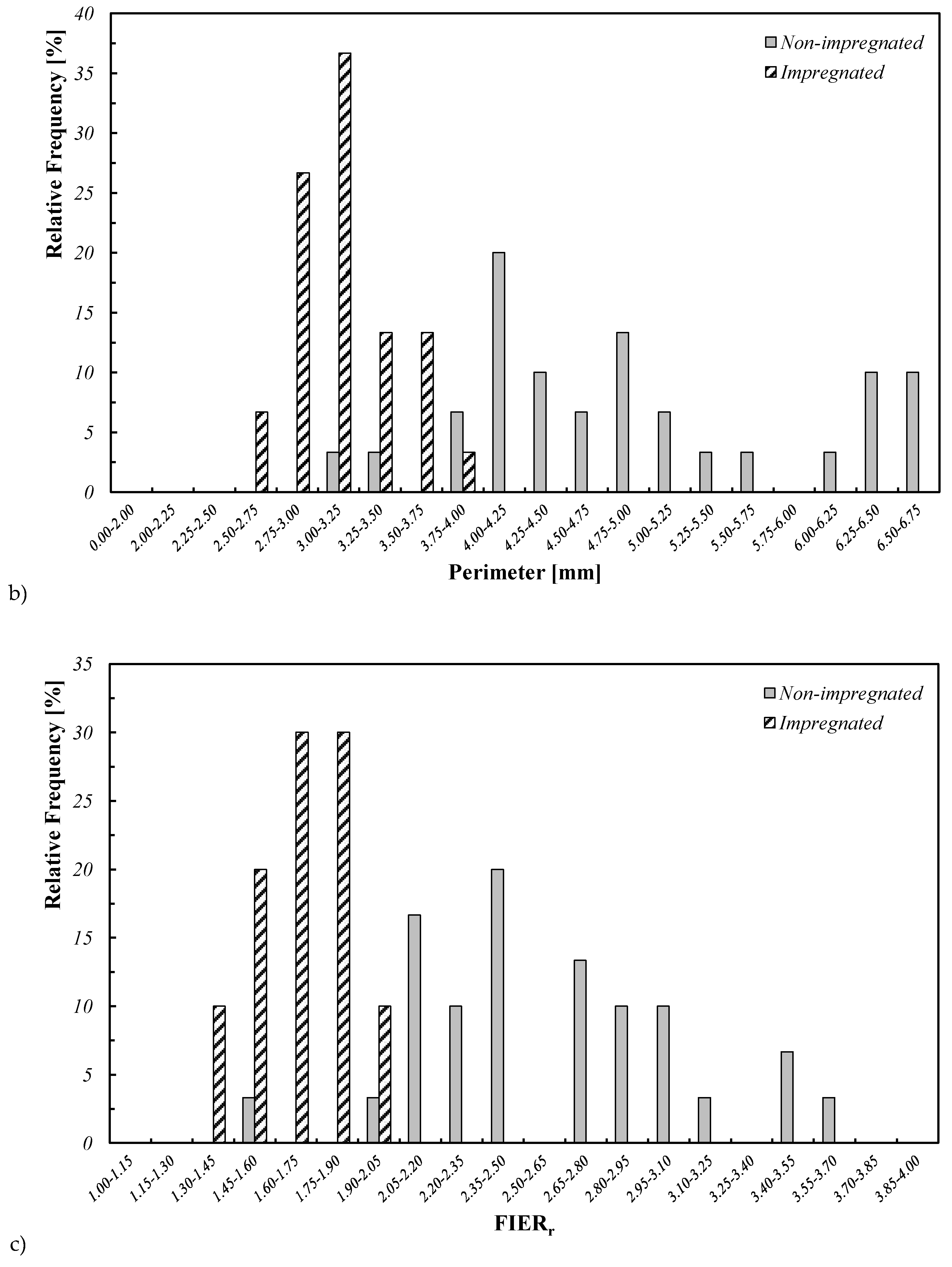
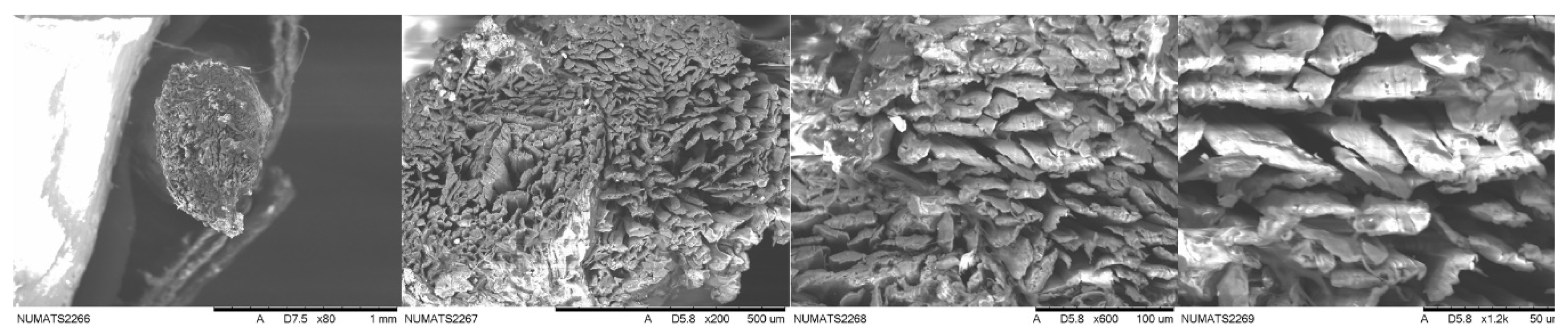
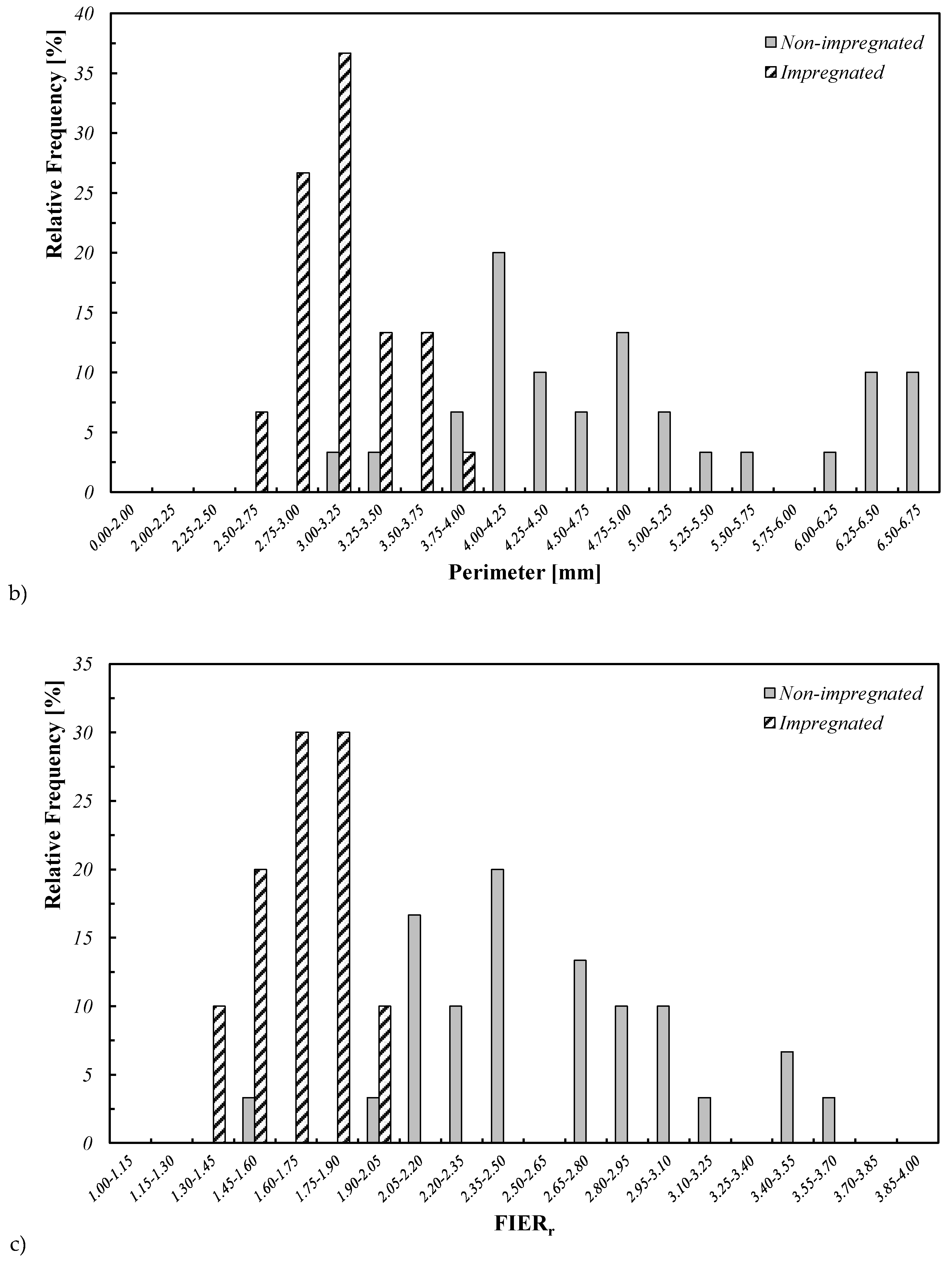
3.1. Morphological Characterisation
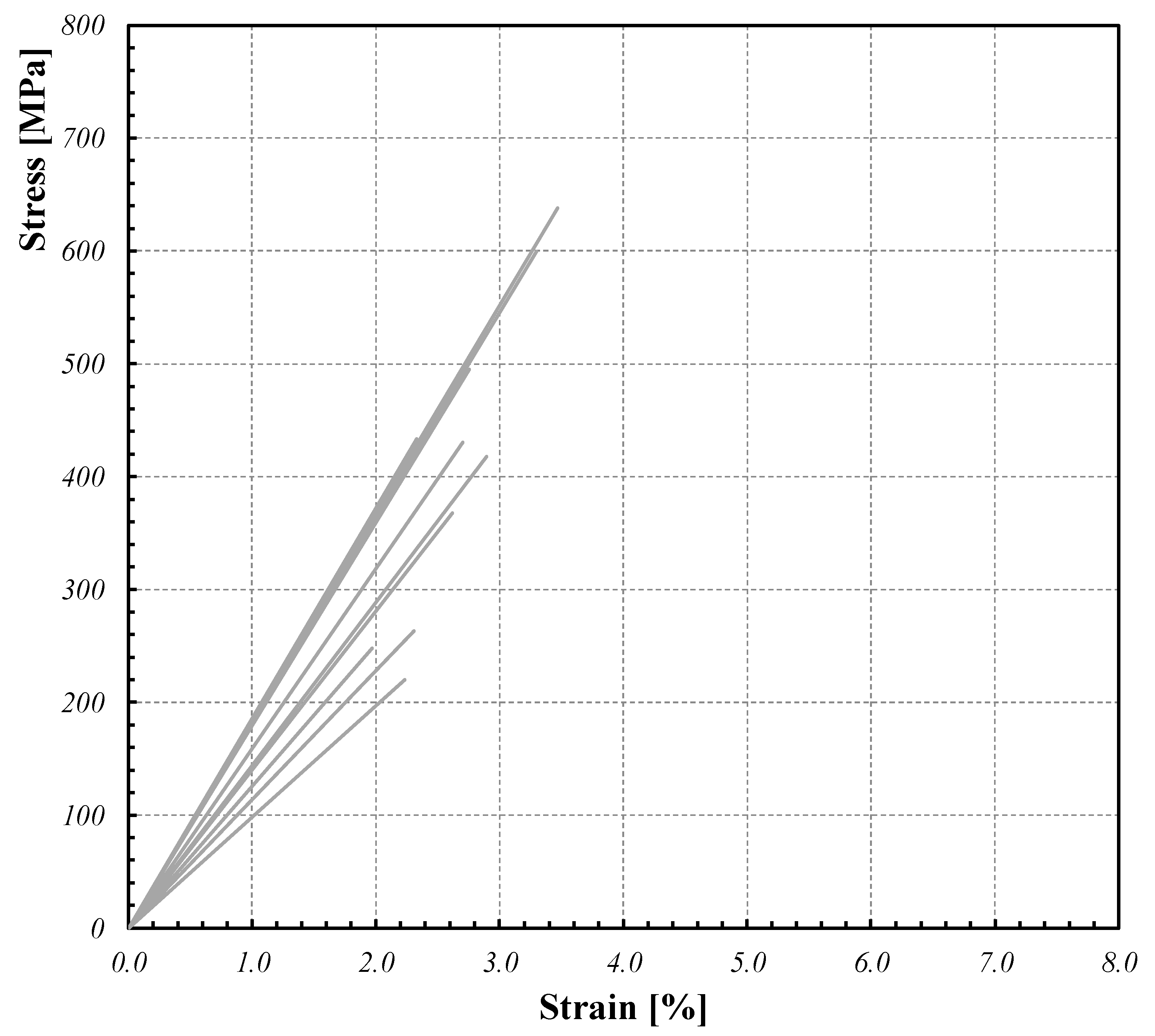
3.2. Morphological Characterisation
- the maximum load (Fmax);
- the displacement corresponding the maximum load (dispmax);
- the tensile strength (ft);
- the strain corresponding to the maximum load (εmax);
- the Young’s modulus, (E) calculated in the linear branch within the stress range from 50% to 90% of the maximum strength.
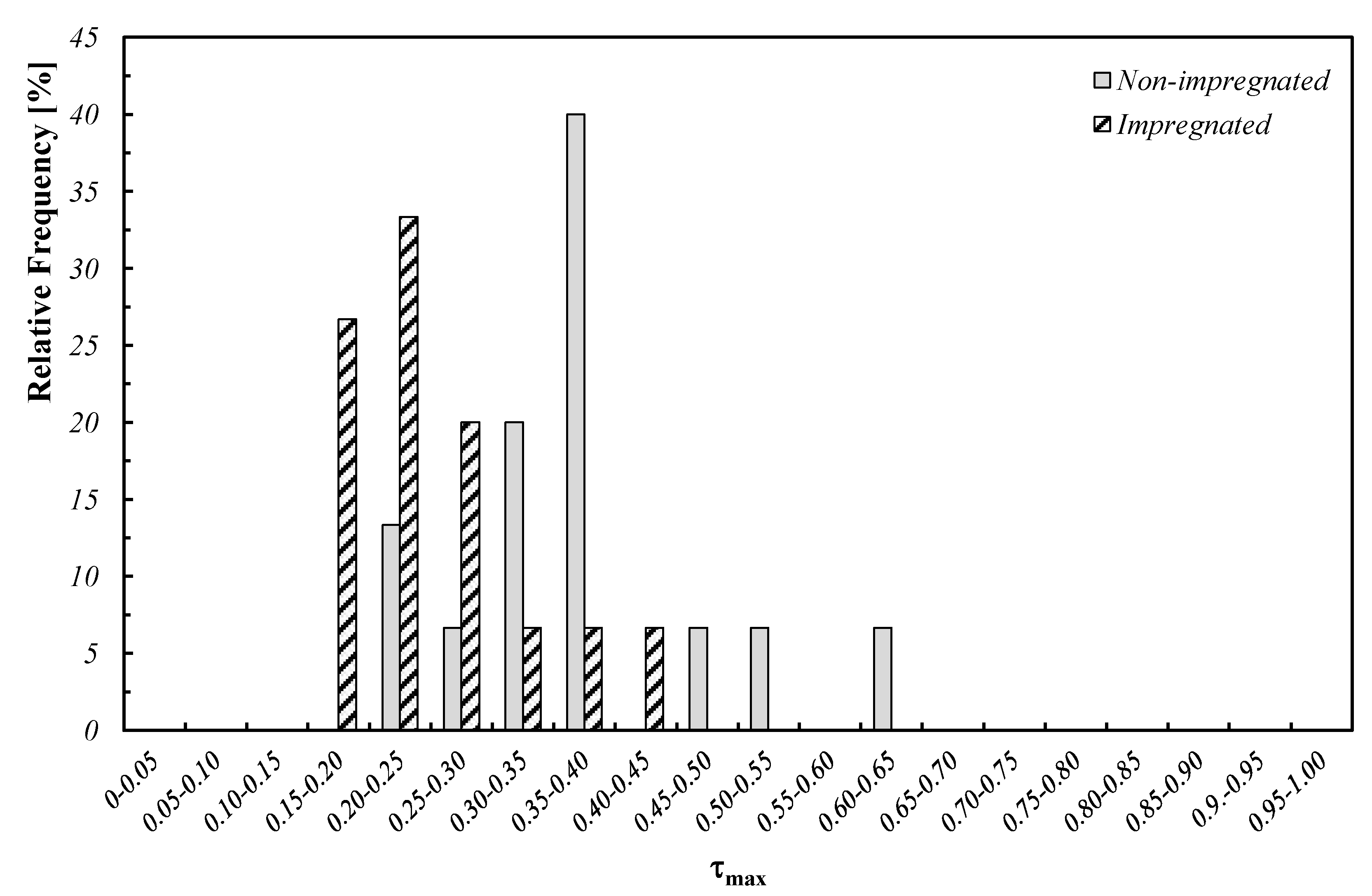
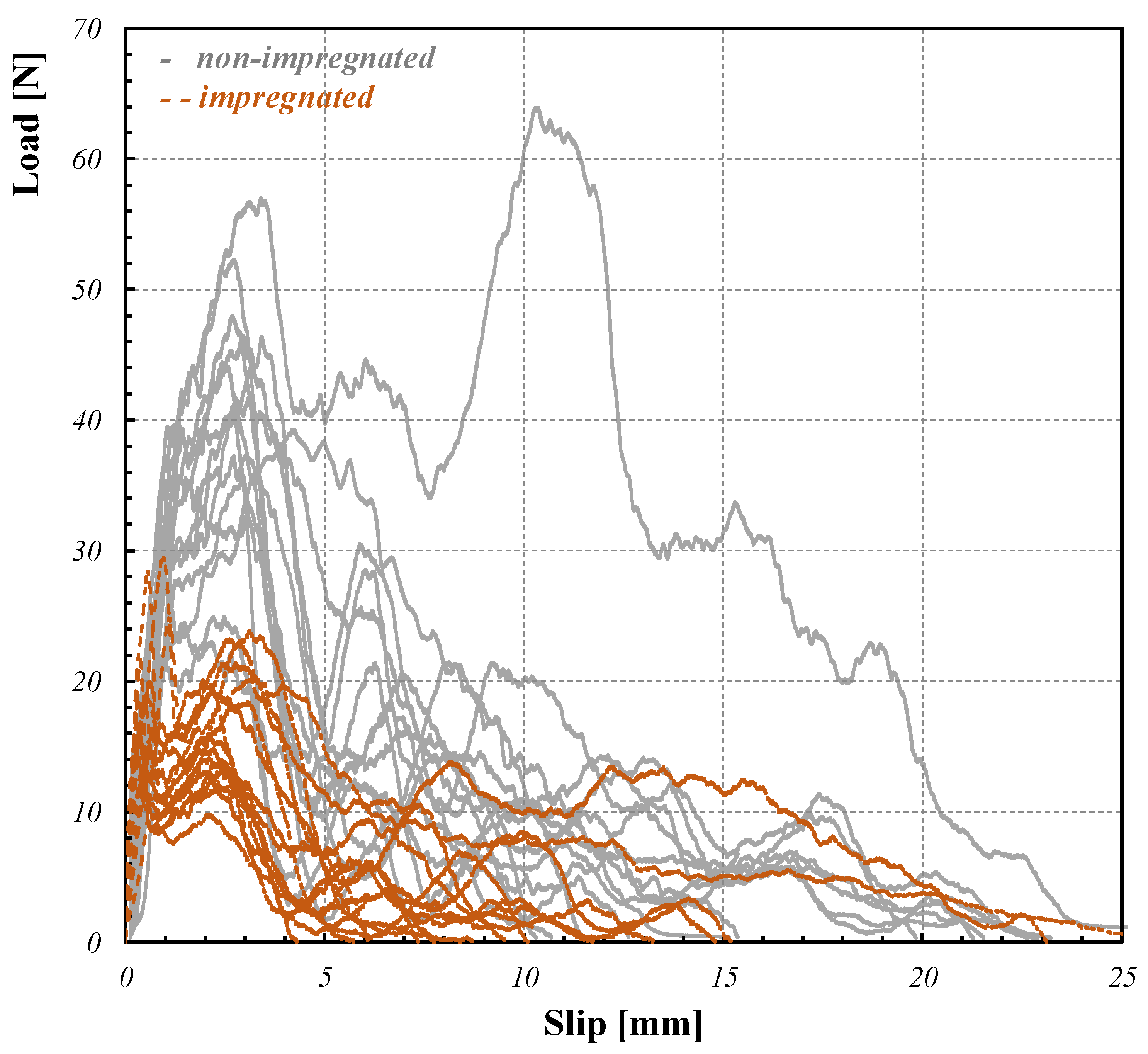
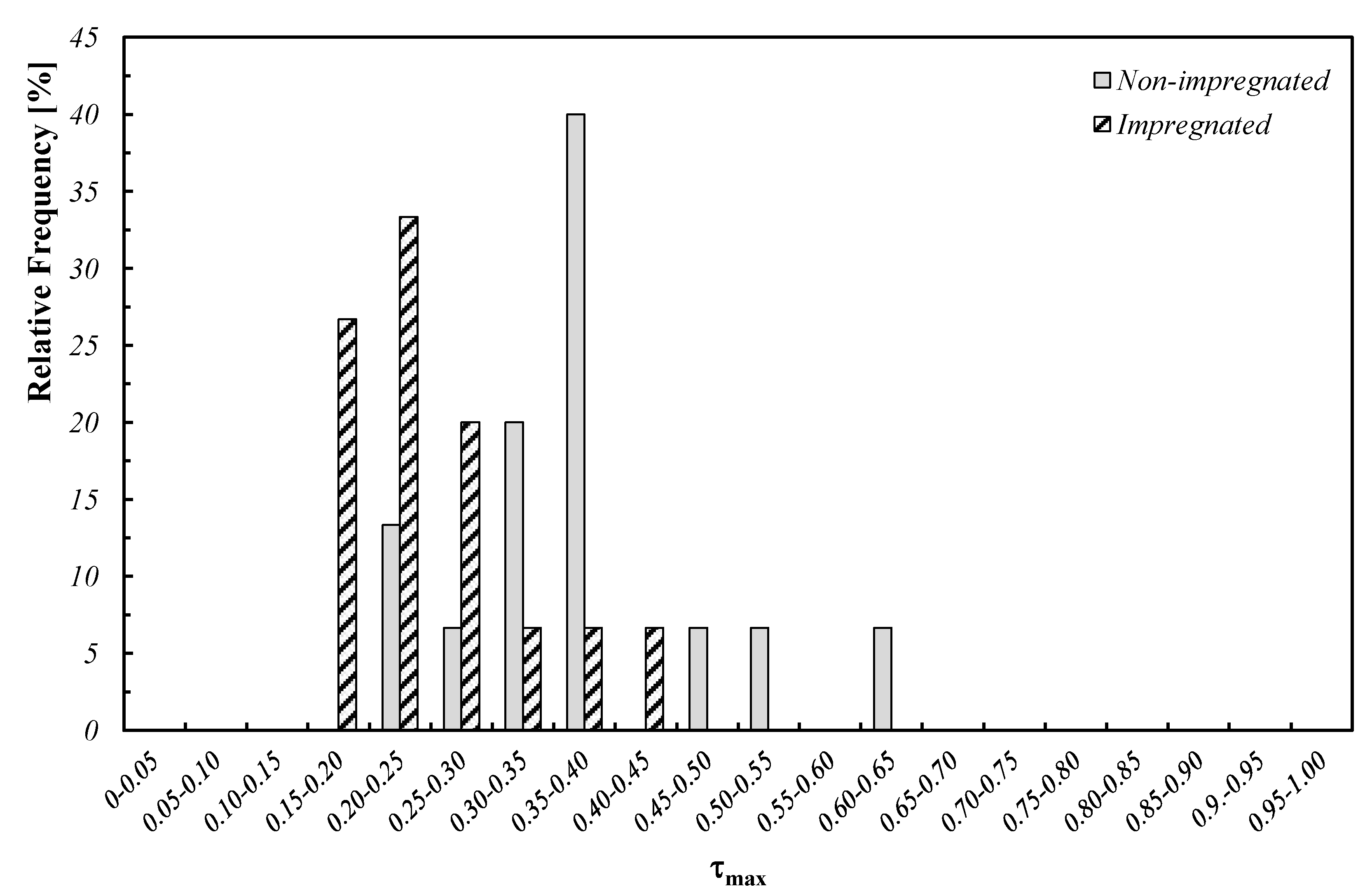
3.3. Bond Behavior
4. Conclusions
- the analysis of the SEM images shows that the impregnation significantly affects the flax yarns shape, with a reduction of the FIERr of the 35%; moreover, the dispersion in the measurements of geometric properties of the impregnated yarns is much lower than the dispersion in measurements of the non-impregnated fibers;
- similarly, a good influence of the impregnation on the mechanical response in tension has been observed: despite a small reduction in the tensile strength, the impregnated fibers exhibit an ultimate strain much smaller than the one observed by testing non-impregnated yarns;
- however, as results of the impregnation, a decrease of the bond between fibers and mortar is observed with a reduction of the maximum shear stress of about 30% because of a polymeric weak layer between the fibers and the mortar created by the impregnation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Abrahamson, D.E. The Challenge of Global Warming; Island Press: Washington, DC, USA, 1989. [Google Scholar]
- Green, M.L.; Espinal, L.; Traversa, E.; Amis, E.J. Materials for sustainable development. Mater. Res. Soc. 2012, 37, 303–308. [Google Scholar] [CrossRef]
- Bribián, I.Z.; Usón, A.A.; Scarpellini, S. Life cycle assessment in buildings: State-of-the-art and simplified LCA methodology as a complement for building certification. Build. Environ. 2009, 44, 2510–2520. [Google Scholar] [CrossRef]
- Lima, C.; Caggiano, A.; Faella, C.; Martinelli, E.; Pepe, M.; Realfonzo, R. Physical properties and mechanical behaviour of concrete made with recycled aggregates and fly ash. Constr. Build. Mater. 2013, 47, 547–559. [Google Scholar] [CrossRef]
- Martinelli, E.; Caggiano, A.; Xargay, H. An experimental study on the post-cracking behaviour of Hybrid Industrial/Recycled Steel Fibre-Reinforced Concrete. Constr. Build. Mater. 2015, 94, 290–298. [Google Scholar] [CrossRef]
- Venkatarama Reddy, B.V. Sustainable materials for low carbon buildings. Int. J. Low-Carbon Technol. 2009, 4, 175–181. [Google Scholar] [CrossRef]
- Summerscales, J.; Dissanayake, N.; Virk, A.; Hall, W. A review of bast fibres and their composites. Part 2—Composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1336–1344. [Google Scholar] [CrossRef]
- Ahmad, F.; Choi, H.S.; Park, M.K. A Review: Natural Fiber Composites Selection in View of Mechanical, Light Weight, and Economic Properties. Macromol. Mater. Eng. 2015, 300, 120–127. [Google Scholar] [CrossRef]
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. Part A Appl. Sci. Manuf. 2015, 77, 1–25. [Google Scholar] [CrossRef]
- Smole, M.S.; Hribernik, S.; Kleinschek, K.S.; Kreže, T. Plant fibres for textile and technical applications. Adv. Agrophys. Res. 2013, Ch.15, 370–398. [Google Scholar]
- Pickering, K.L.; Efendy, M.G.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Dunne, R.; Desai, D.; Sadiku, R.; Jayaramudu, J. A review of natural fibres, their sustainability and automotive applications. Reinf. Plast. Compos. 2016, 35, 1041. [Google Scholar] [CrossRef]
- Khalil, H.P.S.A.; Davoudpour, Y.; Saurabh, C.K.; Hossain, M.S.; Adnan, A.S.; Dungani, R.; Paridah, M.T.; Islam Sarker, M.Z.; Fazita, M.R.N.; Syakir, M.I.; et al. A review on nanocellulosic fibres as new material for sustainable packaging: Process and applications. Renew. Sustain. Energy Rev. 2016, 64, 823–836. [Google Scholar] [CrossRef]
- Namvar, F.; Jawaid, M.; Tahir, P.M.; Mohamad, R.; Azizi, S.; Khodavandi, A.; Rahman, H.S.; Nayeri, M.D. Potential use of plant fibres and their composites for biomedical applications. BioResours 2014, 9, 5688–5706. [Google Scholar] [CrossRef]
- Dittenber, D.B.; Gangaao, H.V.S. Critical review of recent publications on use of natural composites in infrastructures. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Akonda, M.; Alimuzzan, S.; Shah, D.U.; Masudur Rahman, A.N.M. Physico-Mechanical, Termal and Biodegradation Performance of Random Flax/Polylactic Acid and Unidirectional Flax/Polylactic Acid Biocomposites. Fibers 2018, 6, 98. [Google Scholar] [CrossRef]
- Leone, M.; Aiello, M.A.; Balsamo, A.; Carozzi, F.G.; Ceroni, F.; Corradi, M.; Gams, M.; Garbin, E.; Gattesco, N.; Krajewski, P.; et al. Glass fabric reinforced cementitious matrix: Tensile properties and bond performance on masonry substrate. Compos. Part B Eng. 2017, 127, 196–214. [Google Scholar] [CrossRef]
- De Santis, S.; Ceroni, F.; de Felice, G.; Fagone, M.; Ghiassi, B.; Kwiecień, A.; Lignola, G.P.; Morganti, M.; Santandrea, M.; Valluzzi, M.R.; et al. Round Robin Test on tensile and bond behaviour of Steel Reinforced Grout systems. Compos. Part B Eng. 2017, 127, 100–120. [Google Scholar] [CrossRef]
- Caggegi, C.; Carozzi, F.G.; De Santis, S.; Fabbrocino, F.; Focacci, F.; Hojdys, Ł.; Lanoye, E.; Zuccarino, L. Experimental analysis on tensile and bond properties of PBO and aramid fabric reinforced cementitious matrix for strengthening masonry structures. Compos. Part B Eng. 2017, 127, 175–195. [Google Scholar] [CrossRef]
- Cevallos, O.A.; Olivito, R.S. Effects of fabric parameters on the tensile behaviour of sustainable cementitious composites. Compos. Part B Eng. 2015, 69, 256–266. [Google Scholar] [CrossRef]
- Olivito, R.S.; Codispoti, R.; Cevalos, O.A. Bond behaviour of Flax-FRCM and PBO-FRCM composites applied on clay bricks: Experimental and theoretical study. Compos. Struct. 2016, 146, 221–231. [Google Scholar] [CrossRef]
- Menna, C.; Asprone, D.; Durante, M.; Zinno, A.; Balsamo, A.; Prota, A. Structural behaviour of masonry panels strengthened with an innovative hemp fibre composite grid. Constr. Build. Mater. 2015, 100, 111–121. [Google Scholar] [CrossRef]
- Zukowski, B.; de Andrade Silva, F.; Toledo Filho, R.D. Design of strain hardening cement-based composites with alkali treated natural curauá fiber. Cem. Concr. Compos. 2018, 89, 150–159. [Google Scholar] [CrossRef]
- Ferreira, S.R.; se Andreade Silva, F.; Lopes Lima, P.R.; Toledo Filho, R.D. Effect of hornification on the structure, tensile behaviour and fiber matrix bond of sisal, jute and curauá fiber cement based composites systems. Constr. Build. Mater. 2017, 139, 551–561. [Google Scholar] [CrossRef]
- Codispoti, R.; Oliveira, D.V.; Olivito, R.S.; Lourenço, P.B.; Fangueiro, R. Mechanical performance of natural fiber-reinforced composites for the strengthening of masonry. Compos. Part B Eng. 2015, 77, 74–83. [Google Scholar] [CrossRef]
- Bunsell, A.R. Handbook of Properties of Textile and Technical Fibres; The Textile Institute Book Series; Woodhead Publishing: Cambridge, UK, 2018. [Google Scholar]
- Alcock, M.; Ahmed, S.; DuCharme, S.; Ulven, C.A. Influence of stem diameter on fiber diameter and the mechanical properties of technical flax fibres from linseed flax. Fibers 2018, 6, 10. [Google Scholar] [CrossRef]
- Toledo Filho, R.D.; Scrivener, K.; England, G.L.; Ghavami, K. Durability of alkali-sensitive sisal and coconut fibres in cement mortar composites. Cem. Concr. Compos. 2000, 22, 127–143. [Google Scholar] [CrossRef]
- Ahmed, S.; Ulven, C.A. Dinamic in-situ observation on the failure mechanism of flax fiber through scanning electron microscopy. Fibers 2018, 6, 17. [Google Scholar] [CrossRef]
- Ferreira, S.R.; Martinelli, E.; Pepe, M.; Silva, F.D.A.; Toledo Filho, R.D. Inverse identification of the bond behaviour for jute fibers in cementitious matrix. Compos. Part B Eng. 2016, 95, 440–452. [Google Scholar] [CrossRef]
- Fidelis, M.A.E.; Toledo Filho, R.D.; de Andrade Silva, F.; Mobasher, B.; Müller, S.; Mechtcherine, V. Interface characteristics of jute fiber systems in cementitious matrix. Cem. Concr. Res. 2019, 116, 252–265. [Google Scholar] [CrossRef]
- Mercedes, M.; Gil, L.; Bernat-Maso, E. Mechanical performance of vegetal fabric reinforced cementitious matrix composites. Constr. Build. Mater. 2018, 175, 161–173. [Google Scholar] [CrossRef]
- Ferreira, S.R.; de Andreade Silva, F.; Lopes Lima, P.R.; Toledo Filho, R.D. Effect of fiber treatments on the sisal fiber properties and fiber-matrix bond in cement based systems. Constr. Build. Mater. 2015, 101, 730–740. [Google Scholar] [CrossRef]
- Zukowski, B.; Fernandes dos Santos, E.R.; dos Sanos Mendoça, Y.G.; de Andreade Silva, F.; Toledo Filho, R.D. The durability of SHCC with Alkali Treated Curauá Fiber exposed to Natural Weathering. Cem. Concr. Compos. 2018, 94, 116–125. [Google Scholar] [CrossRef]
- Jia, Y.; Fiedler, B. Influence of furfuryl alcohol fiber pre-treatment on the moisture absorption and mechanical properties of flax fiber composites. Fibers 2018, 6, 59. [Google Scholar] [CrossRef]
- ASTM C136/C136M-14, Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates; ASTM International: West Conshohocken, PA, USA, 2014.
- Kouris, L.A.S.; Triantafillou, T.C. State-of-the-art on strengthening of masonry structures with textile reinforced mortar (TRM). Constr. Build. Mater. 2018, 188, 1221–1233. [Google Scholar] [CrossRef]
- Technical Sheet, FIDCALX NHL5®, Betoncino Strutturale di Calce Idraulica Naturale per L’impregnazione di Tessuti per il Rinforzo Strutturale. Available online: http://www.fidiaglobalservice.com (accessed on 1 February 2019).
- Innovations.srl Company Website. Available online: http://www.innovationssrl.it (accessed on 1 February 2019).
- EN 1015-3: 1999. Methods of Test Mortar for Masonry. Determination of Consistence of Fresh Mortar (by Flow Table); European Committee for Standardization: Brussels, Belgium, 1999.
- EN 196-1:1994. Methods of Testing Cement—Part 1: Determination of Strength; European Committee for Standardization: Brussels, Belgium, 1994.
- Yan, L.; Chouw, N.; Jayaraman, K. Flax fibre and its composites—A review. Compos. Part B Eng. 2014, 56, 296–317. [Google Scholar] [CrossRef]
- Technical Sheet, FIDFLAX GRID 300 HS20®, Tessuto a Rete Bilanciato in Fibra di Lino per il Rinforzo Strutturale. Available online: http://www.fidiaglobalservice.com (accessed on 1 February 2019).
- Müssig, J. Industrial Applications of Natural Fibres; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Ferreira, S.R.; Pepe, M.; Martinelli, E.; de Andrade Silva, F.; Toledo Filho, R.D. Influence of natural fibers characteristics on the interface mechanics with cement based matrices. Compos. Part B Eng. 2018, 140, 183–196. [Google Scholar] [CrossRef]
- Ray, D. Biocomposites for High-Performance Applications: Current Barriers and Future Needs Towards Industrial Developments; Woodhead Publishing: Cambridge, UK, 2017. [Google Scholar]
- Ramamoorthy, S.K.; Skrifvars, M.; Persson, A. A review of natural fibers used in biocomposites: Plant, animal and regenerated cellulose fibers. Polym. Rev. 2015, 55, 107–162. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Mean | Co.V. (%) |
|---|---|---|
| filament diameter (mm) | 22.52 | 76.00 |
| density (g/cm3) | 1.19 | 3.29 |
| linear density (Tex) | 302 | 15.27 |
| n threads/cm | 4.3 | - |
| thread cross-section (mm2) | 0.28 | 18.25 |
| Series of Specimens | Fmax | dispmax | ft | εmax | E | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Mean | Co.V. | Mean | Co.V. | Mean | Co.V. | Mean | Co.V. | Mean | Co.V. | |
| N | (%) | mm | (%) | MPa | (%) | % | (%) | GPa | (%) | |
| filaments | 0.29 | 35 | 0.27 | 18 | 411.39 | 35 | 2.66 | 18 | 15.14 | 21 |
| non-imp_Y_tens | 99.8 | 9 | 3.04 | 10 | 341.25 | 20 | 6.09 | 10 | 9.06 | 19 |
| imp_Y_tens | 79.3 | 15 | 1.82 | 18 | 295.76 | 18 | 3.63 | 18 | 9.11 | 18 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferrara, G.; Pepe, M.; Martinelli, E.; Dias Tolêdo Filho, R. Influence of an Impregnation Treatment on the Morphology and Mechanical Behaviour of Flax Yarns Embedded in Hydraulic Lime Mortar. Fibers 2019, 7, 30. https://0-doi-org.brum.beds.ac.uk/10.3390/fib7040030
Ferrara G, Pepe M, Martinelli E, Dias Tolêdo Filho R. Influence of an Impregnation Treatment on the Morphology and Mechanical Behaviour of Flax Yarns Embedded in Hydraulic Lime Mortar. Fibers. 2019; 7(4):30. https://0-doi-org.brum.beds.ac.uk/10.3390/fib7040030
Chicago/Turabian StyleFerrara, Giuseppe, Marco Pepe, Enzo Martinelli, and Romildo Dias Tolêdo Filho. 2019. "Influence of an Impregnation Treatment on the Morphology and Mechanical Behaviour of Flax Yarns Embedded in Hydraulic Lime Mortar" Fibers 7, no. 4: 30. https://0-doi-org.brum.beds.ac.uk/10.3390/fib7040030