Development of Interlocking Concrete Blocks with Added Sugarcane Residues
by
 ,
,
Bruno Ribeiro
1,2,3,* ,
,
Tadaaki Uchiyama
4,
Jun Tomiyama
3,
Takashi Yamamoto
2 and
Yosuke Yamashiki
1 1
Graduate School of Advanced Integrated Studies in Human Survivability, Kyoto University, Kyoto 606-8501, Japan
2
Department of Civil and Earth Resources Engineering, Graduate School of Engineering, Kyoto University, Kyoto 606-8501, Japan
3
Faculty of Engineering, School of Engineering, Civil Engineering Program, University of Ryukyus, Nishihara 903-0213, Japan
4
Quality Control Department, Kyoritsu Corporation, Uruma 904-1111, Japan
*
Author to whom correspondence should be addressed.
Fibers 2020, 8(10), 61; https://0-doi-org.brum.beds.ac.uk/10.3390/fib8100061
Submission received: 26 June 2020
/
Revised: 10 September 2020
/
Accepted: 11 September 2020
/
Published: 25 September 2020
(This article belongs to the Special Issue Natural Fibers and Composites: Science and Applications)
Abstract
:The use of sugarcane residues in mortar and concrete is believed to contribute to a reduction of costs and environmental problems, such as the reduction of mining of natural aggregates and incorrect disposal of the sugarcane residues. Bagasse fiber has a high water retention rate and thus may be considered as a countermeasure for urban heat islands. Because of these properties, bagasse fiber and bagasse sand were added into the preparation of the interlocking concrete blocks. An investigation of the flexural strength and the contribution of the sugarcane residues against an urban heat island was made. The results showed that, by adding 2.0% of bagasse fiber and 5.0% of bagasse sand in concrete, the flexural strength and the water retention content increased in comparison to the control composite. Moreover, the surface temperature and the water evaporation rate of the blocks were smaller in comparison to the control composite.
1. Introduction
The infrastructure of a region usually depends on the availability of natural resources like sand and gravel. However, exhaustive mining leads to problems such as vegetation loss, loss of water retaining strata, lowering of the groundwater table, and disturbance in the existing ecosystem. For these reasons, several regions adopted mining restrictions which reduced the availability of good aggregates at shorter haul distances. As a consequence, the transportation of aggregates from longer distances to construction sites increased their cost, increasing the total cost of construction [1].
The use of local aggregates for concrete is desirable not only to decreases costs but also from the viewpoint of reducing environmental impact, since longer transportation emits a larger amount of CO2. However, the limitation of the resources base does not allow several regions to produce their own aggregates or they suffer due to the shortage of options.
Recently, new materials from bio-renewable and sustainable sources have gained interest due to the high amount available in the whole world. On islands with small land areas, for instance, it is extremely important to conduct eco-friendly production activities from the viewpoints of waste reduction, resource-saving, and prevention of global warming. Bio-renewable materials have been used as a matrix or reinforcement in many applications and they offer important advantages such as ease of fabrication, higher mechanical properties, high thermal stability, and many more [2]. However, although promising, there are still several open issues concerning the variability of plant fiber properties, durability, and mechanical compatibility with the matrix [3]. Among several types of bio-renewable materials, there is bagasse, which is a residue of sugarcane [4]. Usually, bagasse is used as a primary fuel source in sugar/alcohol mills [5]. As a result, residual products composed of sand, ash [6,7,8,9,10], and non-burned bagasse are generated from the boilers. The sugarcane residues are generated in large quantities and create a serious disposal problem for the ethanol-sugar industry, affecting the environment and public health [11].
Bagasse ash is rich in silica and has a potential for pozzolanic reactivity and a filler effect in concrete and mortar mixtures [12]. For this reason, in order to improve the quality of the burned residues collected from the boiler, a re-burning treatment process is applied [13,14]. However, re-burning treatment may be an unsustainable process due to the additional CO2 emissions, thus making it an unecological process.
In some studies, it was observed that the addition of polypropylene and steel fibers improves the mechanical properties of concrete [15,16,17]. It is known that plain concrete under tension exhibits brittle failure with initial cracking when there is no reinforcement [18]. However, the use of fibers in concrete as non-conventional mass reinforcement has proved a promising alternative since it primarily enhances the inherent deficiencies of concrete such as the weak tensile strength and the limited deformation capacity [19]. This is because cracking and, eventually, tensile failure of fiber-reinforced concrete requires debonding and pulling of the randomly distributed fibers in the concrete [15,20].
Considering the results of the studies above, bagasse fiber in cement composites may also improve the mechanical properties of concrete. Previous studies reported that natural fiber-reinforced cement composites have a high potential for replacing standard fiber materials due to their high performance in mechanical properties and low cost [21,22,23,24]. Therefore, the use of unprocessed sugarcane residues—that is, in the form that the residues are generated in mills or boilers—may be a way to make both the civil engineering industry and the sugar/alcohol industry more sustainable [25].
In a previous study [25], sugarcane residues were classified into three different categories by the process of sieving: bagasse fiber, bagasse sand, and bagasse ash. These residues were utilized to prepare mortar specimens and to investigate the mechanical properties of mortars. The study revealed that mortar added with 2% of bagasse fiber showed a higher percentage of water retention when compared to the mortar specimens without fiber, due to the high amount of bagasse fiber. However, the fibers used in this research were those that passed through a 4.76 mm sieve and retained in a 2 mm sieve, leaving bagasse bigger than 4.76 mm to be cut or used in another way.
Recently, the phenomenon of urban heat islands (UHIs) has become a problem. The large proportion of artificial surfaces, such as concrete, absorbs and stores more heat than natural vegetation, increasing the temperature in urban areas [26]. Several measures have been developed over time to mitigate UHIs. These measures include the design of cool pavements by increasing the albedo of surfaces and making them more reflective, permeable, porous, and water retentive [27], and more.
Since sugarcane bagasse fiber is known for its high water retention and water absorption characteristics, there is a possibility to take these advantages and use the bagasse fiber bigger than 4.76 mm as concrete aggregates for production of sidewalk blocks, since it does not require high strength. This study, therefore, used sugarcane residues in its original form to prepare interlocking concrete blocks and investigated the flexural strength of the blocks. In addition, an assessment of the performance on the decrease in temperature of sidewalk pavement material containing sugarcane residues was made.
2. Methodology
2.1. Materials
The surface layer of all interlocking concrete blocks was made by using white Portland cement (WPC) and quartz sand (QS). In the case of the base layer of all interlocking concrete blocks, ordinary Portland cement (C), coarse aggregate FM: 5.00 (G), and fine aggregate FM: 3.05 (S) was used. Note that tap water (W) and the chemical admixture (CA (MasterMatrix 200, 1.03–1.07 g/cm3)) for immediate demolding products (air entrainment type) were used in both layers for the preparation of the interlocking concrete blocks.
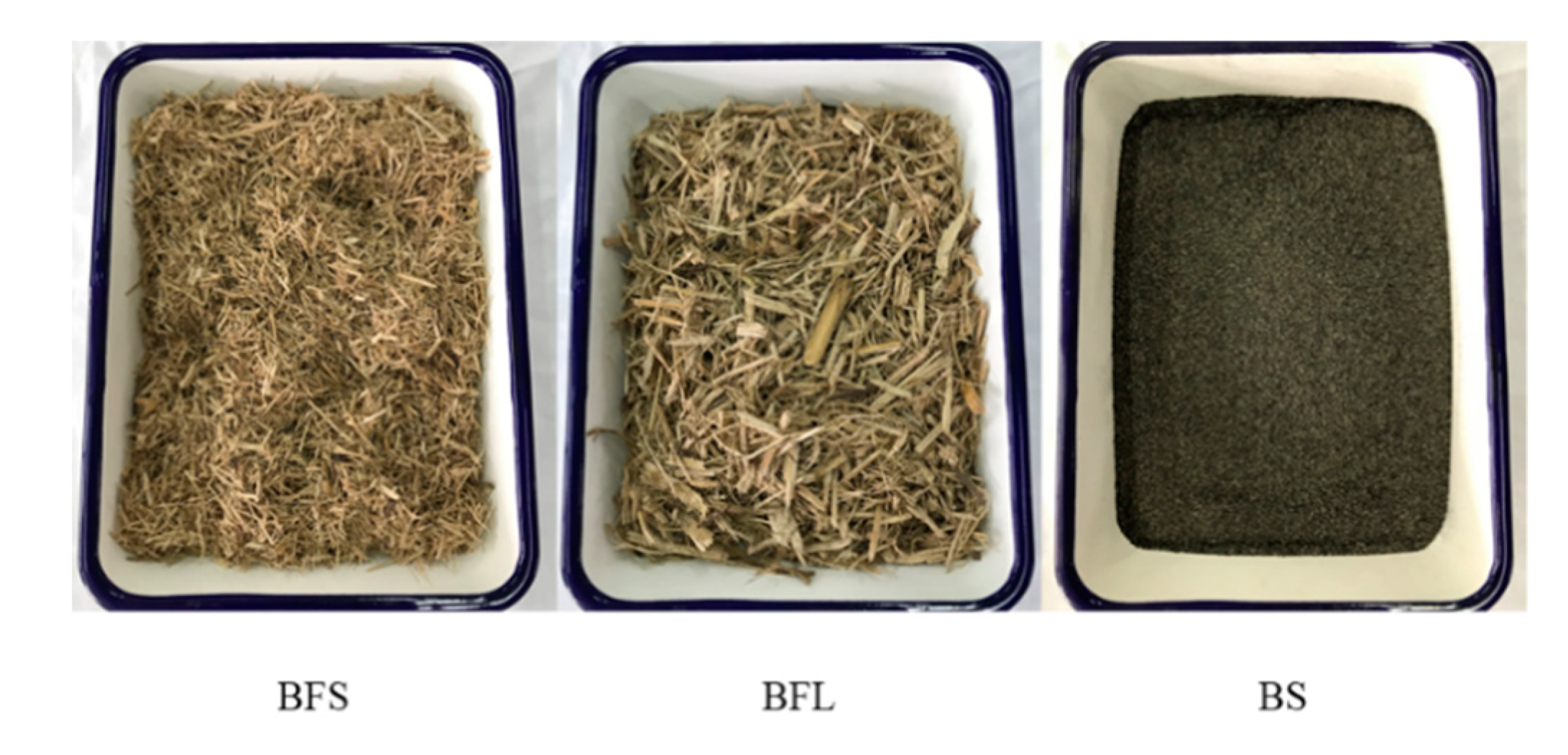
The sugarcane residues (raw bagasse and burned residues) were acquired from a sugar mill in Okinawa Prefecture, Japan. The raw bagasse was dipped in water at 30 °C for 30 min and then dried in the open air. The intent of this process was to reduce the residual sugar content of the bagasse and eliminate impurities [23,28,29]. Afterward, the residues were classified by the sieving process. The raw bagasse that passed through a 9.52 mm sieve and was retained in a 4.75 mm sieve was classified as large bagasse fiber (BFL), while the raw bagasse that passed through a 4.75 mm sieve and was retained in a 2.36 mm sieve was classified as small bagasse fiber (BFS). The burned residues that passed through a 1.18 mm sieve and were retained in a 0.297 mm sieve were classified as bagasse sand (BS). The physical properties of the materials are given in Table 1. Figure 1 shows the categorized residual materials which were used in this study.
2.2. Concrete Mixture
The mix proportions of the surface and the base layer of interlocking concrete blocks are shown in Table 2. The composite of the surface layer is the mixture with water to cement ratio (W/C) of 25.0%. Note that the surface layer mixture was the same for all blocks. In the case of the base layer, the composite C is the mixture with W/C of 14.7%. Composite C represents the standard interlocking concrete blocks and contains no sugarcane residue material. In the case of BFL blocks, three mixtures were prepared with non-burned residue volume ratios of 1, 2, and 5% in comparison to the total amount of aggregate. In order to compare the influence of the bagasse fiber size in the interlocking concrete blocks, mixtures using BFS were prepared with a volume ratio of 2% in comparison to the total amount of aggregate. Moreover, the interlocking concrete blocks using bagasse sand (BS) were prepared. In this case, the BFL volume ratio is 2% and the BS volume ratio is 5%, for a total sugarcane residue ratio of 7% in comparison to the total amount of aggregate. In all the amended mixtures, the same quantities of gravel and sand aggregates were replaced through the addition of sugarcane residues.
2.3. Preparation of Blocks
The surface layer concrete was prepared using an oscillating type mixer (OM-70NB8). First, the cement and the quartz sand were placed into the mixer and dry mixed for 20 s at low speed (rotation speed: 120 ± 5 rpm). After that, the mixer speed was changed to high speed (rotation speed: 216 ± 5 rpm), and the dry mixing was continued for 30 s. Then, the water and admixture were placed into the mixer and mixed for another 20 s at low speed (rotation speed: 120 ± 5 rpm) and 50 s at high speed (rotation speed: 216 ± 5 rpm).
In the case of the base layer concrete, the cement and sand were placed into the mixer and dry mixed for 20 s at low speed (rotation speed: 120 ± 5 rpm) and for another 30 s at high speed (rotation speed: 216 ± 5 rpm). Later, the residues, water, and admixture were placed into the mixer and mixed for another 30 s at low speed (rotation speed: 120 ± 5 rpm) and 60 s at high speed (rotation speed: 216 ± 5 rpm). Note that all mixtures were mixed in an oscillating type mixer (OM-350NB8).
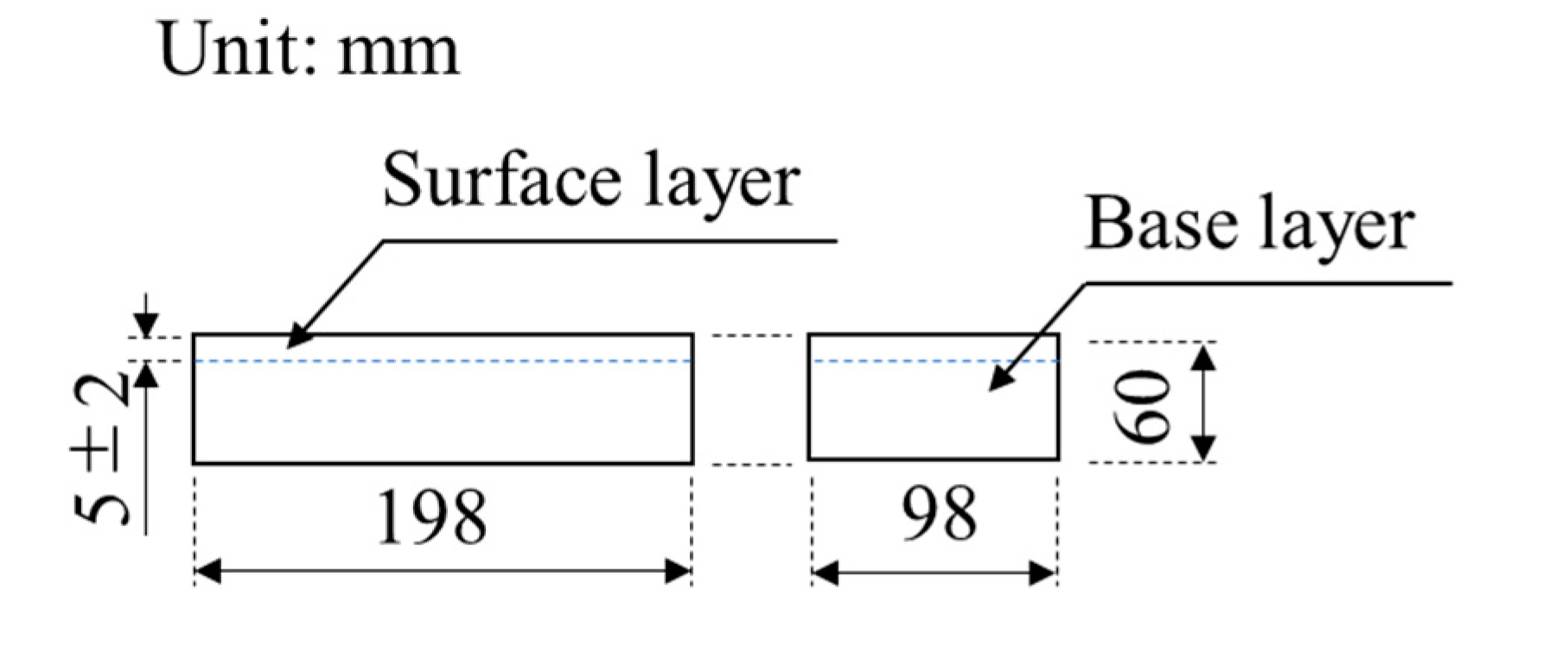
The mixture of the base layer of interlocking concrete blocks was cast in formwork of 98 × 198 × 60 mm, pressed (about 2682.5 kgf), and vibrated (50 Hz, 4000 rpm) for about 1 s. Right after, the mixture of the surface layer of interlocking concrete block specimens was cast on the base layer mixture in the formwork, pressed (about 3756.0 kgf), and vibrated (55 Hz, 4500 rpm) for an additional 4 s. Then, the specimens were de-molded, placed in a room, and cured for 1, 3, 5, 7, 10, 14, and 28 days. An outline of the specimens is shown in Figure 2.
2.4. Flexural Strength Test
A flexural strength test was performed in order to determine the flexural strength of the blocks according to JIS A 5371 at 1, 3, 5, 7, 10, 14, and 28 days. The flexural strength was calculated using the following equation:
where : flexural strength (N/mm2);
: span (mm);
: maximum load (N);
: width (mm); and
: thickness (mm).
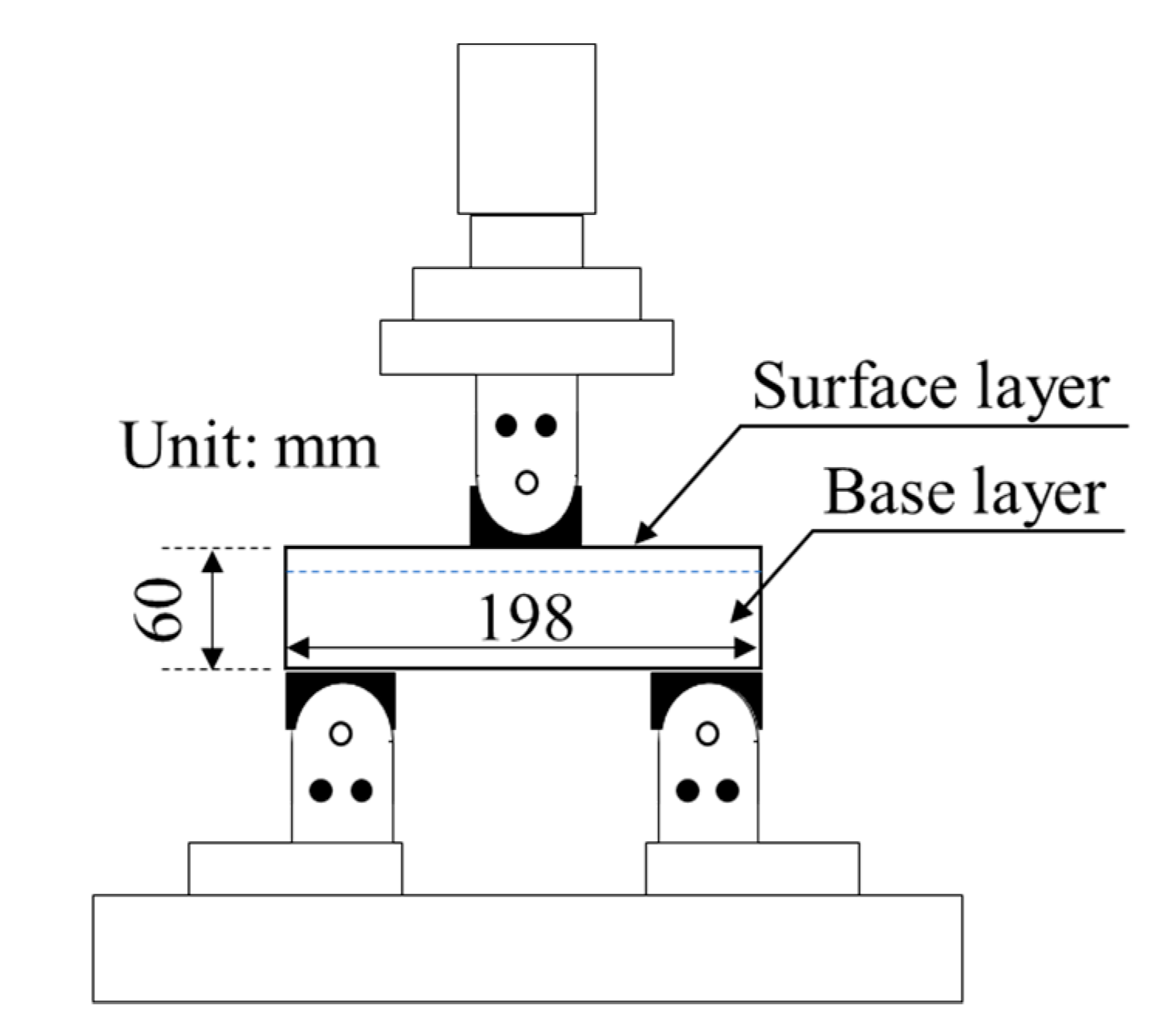
Note that the blocks were placed on equipment with the surface layer facing up, as shown in Figure 3.
2.5. Surface Temperature Measurement
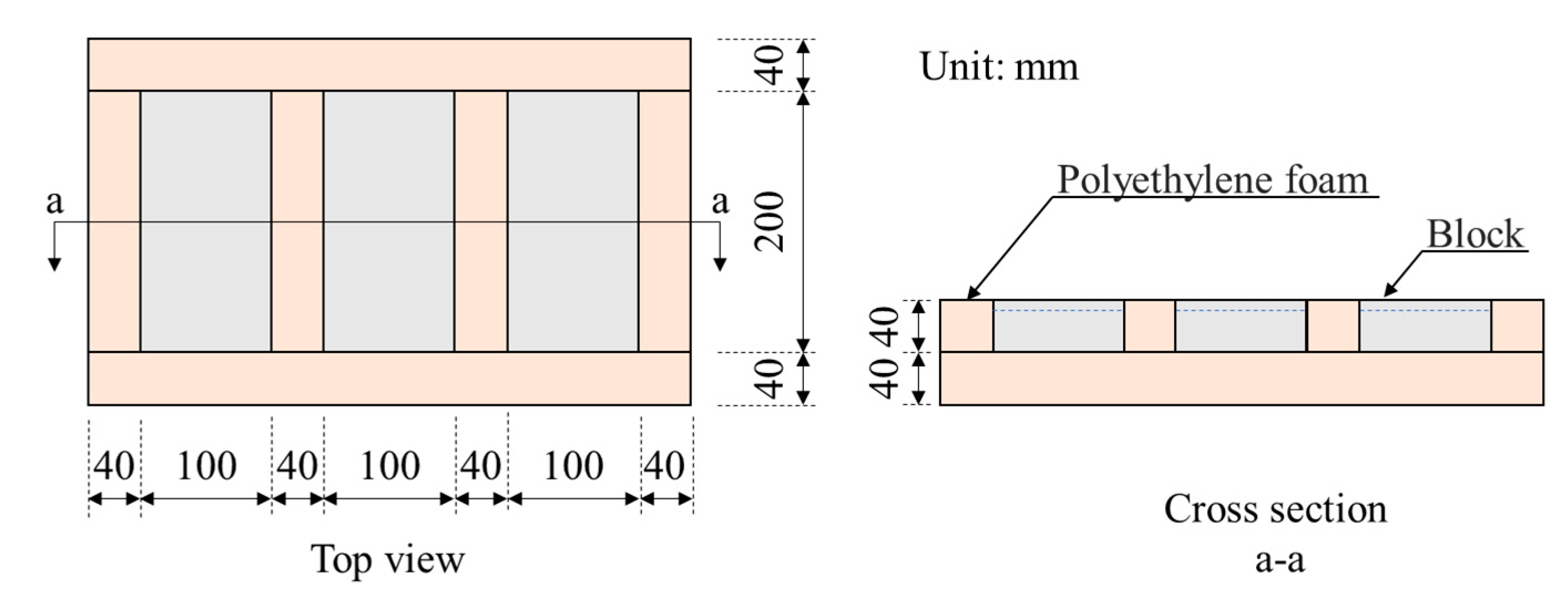
In addition, the temperature of the surface of the interlocking concrete blocks was measured in order to evaluate the mitigation effects of urban heat islands. Three blocks of each mixture were soaked in water for 24 h. After that, the blocks were removed from the water and placed horizontally on a net for about 30 min with the purpose of removing the excess water on the blocks’ surface. Afterwards, as shown in Figure 4 the blocks of each mixture were put on a formwork made of polyethylene foam as a means of avoiding influences from the undesired sides and exposing just one side. Right after the placement, the blocks were exposed to solar radiation for 7 h. The surface temperature of the blocks was measured every 15 min during the solar radiation exposure using a non-contact digital infrared thermometer and a thermography camera. This measurement was realized on 22 April 2020, and the ambient temperature was between 24 and 28 °C, and the humidity between 52 and 77%.
Note that the surface temperature measurement was measured on both surfaces of the blocks. One block with the surface layer facing up and two blocks with the base layer facing up. The effect of the sugarcane residues on the mitigation of the surface temperature of blocks can be directly evaluated with the base layer facing up.
2.6. Water Retention Content Test and Water Evaporation Rate
The interlocking concrete blocks used to measure the surface temperatures were also used to determine the water retention content and water evaporation rate. After the blocks of each mixture were soaked in water for 24 h, removed from the water, and placed horizontally on a net for about 30 min, the blocks were weighted as wet mass (M1). At the end of 7 h of exposure to solar radiation, the weight of the blocks was measured (M2) again, in order to calculate the water evaporation rate. After the measurement of M2, the blocks were completely dried in a drying furnace at 105 °C until they attained a substantially constant mass. Afterward, the blocks were stored, cooled to room temperature, and then their weights (M3) as absolute dry mass were measured. The equation used in the calculation of water evaporation rate is the following:
where : water evaporation rate (%);
: wet mass of block (g);
: mass of block right after 7 h of exposure to solar radiation (g); and
: absolute dry mass of block (g).
The water retention content was calculated using the following equation:
where : water retention content (g/cm3); and
: volume of block (cm3).
3. Results and Discussion
3.1. Flexural Strength Test
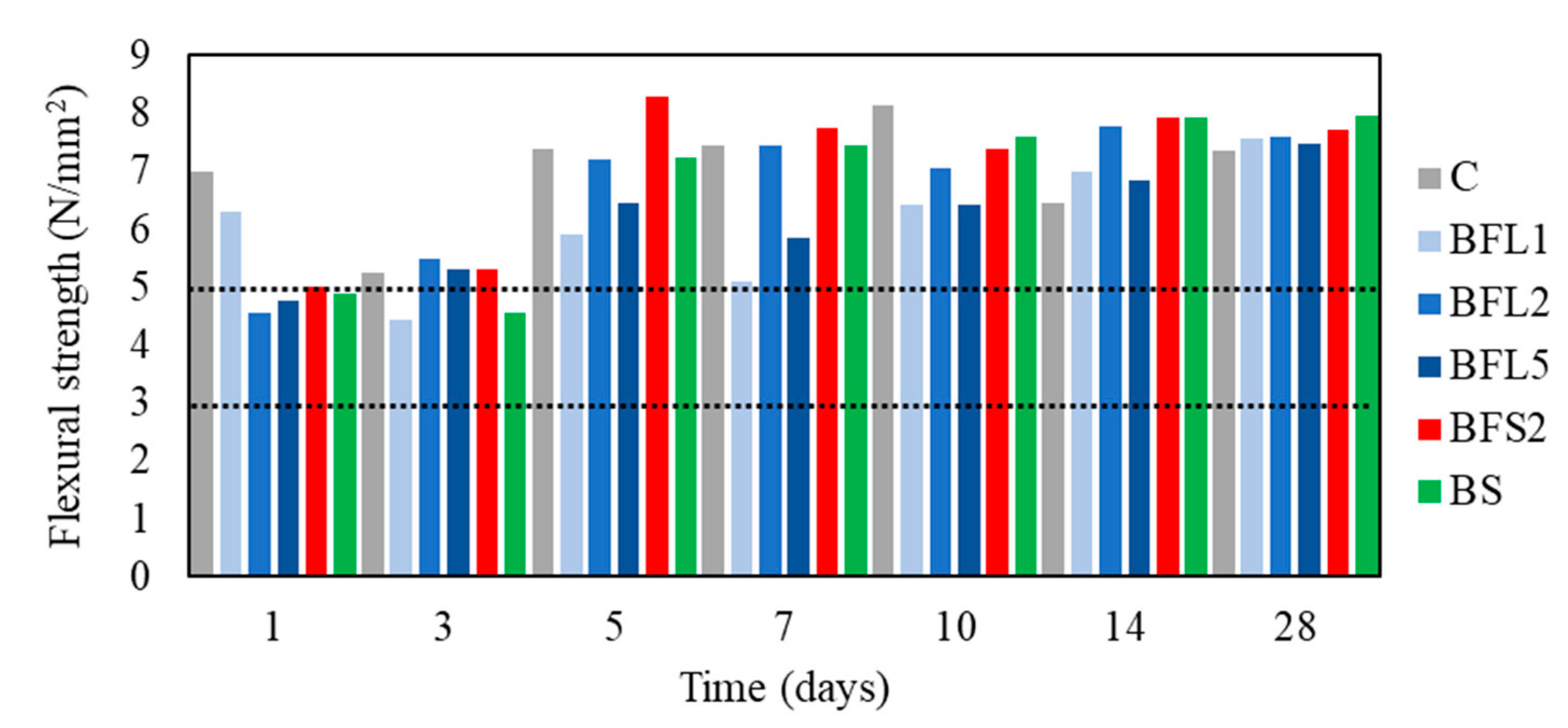
Figure 5 shows the results of the flexural strength test after 1, 3, 5, 7, 10, 14, and 28 days of curing. According to JIS A 5371, the interlocking concrete blocks with a flexural strength above or equal to 3 N/mm2 could be used as pavement for pedestrians restricted to light vehicle traffic. When the flexural strength is above or equal to 5 N/mm2, the restriction is extended to heavy vehicle traffic.
As can be seen in Figure 5 the flexural strength of all mixtures exceeded the required standard for pavement for pedestrians restricted to light vehicle traffic. However, in the cases where the sugarcane residues were added into the mixture, the flexural strength is smaller than C and could not achieve 5 N/mm2 after 1 day of curing. The probable explanation is that the presence of some water-soluble sugars may have retarded the setting of the concrete [30].
In order to verify the presence of sugar, 4 g of bagasse fiber was cut, and 40 mL of H2O was added; subsequently, it was allowed to stand for about 2 h. Later, this mixture was centrifuged at 8000 rpm at 20 °C for 30 min. Then, 10 mL supernatant was lyophilized and dissolved in 1 mL of acetonitrile/water (CH3CN/H2O = 75/25). This solution was used as a sample to analyze the reducing sugar. Thereafter, 0.2 mL of sample, 0.4 mL of reagent A (NaCO3 (40 g/L), glycine (16 g/L), CuSO4·5H2O (0.45 g/L)) and 0.4 mL of reagent B (neocuproine hydrochloride (0.15 g/100mL)) were mixed. The mixture was heated at 100 °C for 12 min and rapidly cooled. 1 mL of H2O was added, and the absorbance at 450 nm was measured using a UV-VIS spectrophotometer (SHIMADZU, UV-1700, Kyoto, Japan). From the calibration curve prepared with glucose, the reducing sugar content of the sample was determined as a glucose equivalent.
The result indicates that the reducing sugar content was 1.49 mg/g, confirming the presence of water-soluble sugars that affected the hardening and hydration of cement. However, as can be seen in Figure 5, the flexural strength of blocks added with residues tends to increase with time, and after 10 days of curing, all blocks satisfied the standard of 5 N/mm2.
After 14 days, the flexural strength was 6.46, 7.00, 7.78, 6.84, 7.92, and 7.93 N/mm2; and after 28 days, the flexural strength was 7.36, 7.58, 7.60, 7.47, 7.72, and 7.96 N/mm2 for C, BFL1, BFL2, BFL5, BFS2, and BS, respectively. From these results, it can be said that the higher the amount of fiber added the higher the flexural strength acquired. These high flexural strengths are caused by the fiber networks, which act as a stress transfer bridge. The fiber network reinforces the blocks against the crack propagation, controlling their openings and possibly delaying the cracking/failure of the blocks. However, in the case of BFL5, the flexural strength was not proportional, resulting in a flexural strength smaller than the case BFL1. When a high amount of fiber is added in the blocks, the fibers may not effectively transfer the stress to the other cross sections of the blocks. The reasons for this may be due to the voids between the fiber and the matrix, as can be seen in Figure 6, and also to the fibers clustering together, which may affect the transmission of stress.
It is also possible to see from Figure 5 that the flexural strength of BFS2 is higher compared to BFL2. In other words, when thin fibers are added in the mixture, the flexural strength tends to be higher than when thick fibers are added in the mixture. Since the bagasse fibers were classified by the sieving process, the BFS tends to be more uniform, being able to distribute uniformly into the mixture. In the case of BFL, the fibers tend to cluster more easily, which probably impedes their distribution within the matrix. However, in the case of BS, the flexural strength after 14 days exceeds all cases. Although the fibers used in the BS are BFL, the bagasse sand tends to fill the small pores of the blocks and the blocks becomes denser compared to the BFL2.
3.2. Water Retention Content
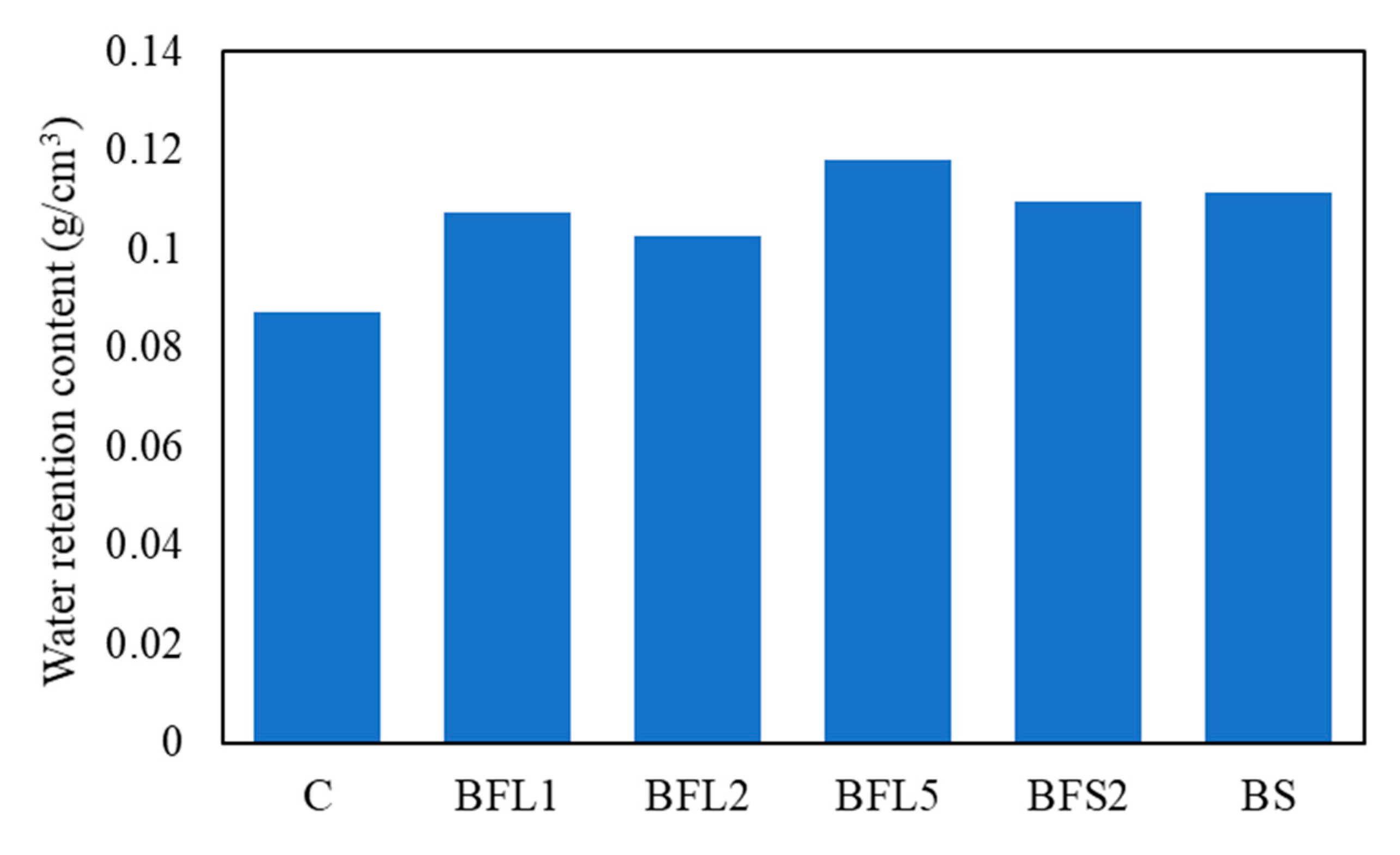
Figure 7 shows the water retention content of interlocking concrete blocks. According to the “Manual for Interlocking Blocks Pavement Design and Construction” published by Japan Interlocking Blocks Pavement Engineering Association (JIPEA), the water retentivity of the “water-retentive type” interlocking blocks has to be greater or equal to 0.15 g/cm3.
Although the purpose of this study was not to achieve the standards of “water-retentive type” interlocking blocks, it is possible to see from Figure 7 that the water retention content increased with the addition of the sugarcane residues. In the case of BFL5, the water retention content achieved a value of 0.118 g/cm3, while the water retention content of the control composite C was just 0.087 g/cm3. This increase may be due to the bagasse fibers having a good water-holding capacity and also to the probably large number of voids between the fiber and the matrix. The advantage of retaining a higher amount of water in concrete blocks pavement is that it can prevent the rise in temperature of the road surface through the removal of heat via the evaporation of moisture [31].
3.3. Surface Temperature Measurement and Water Evaporation Rate
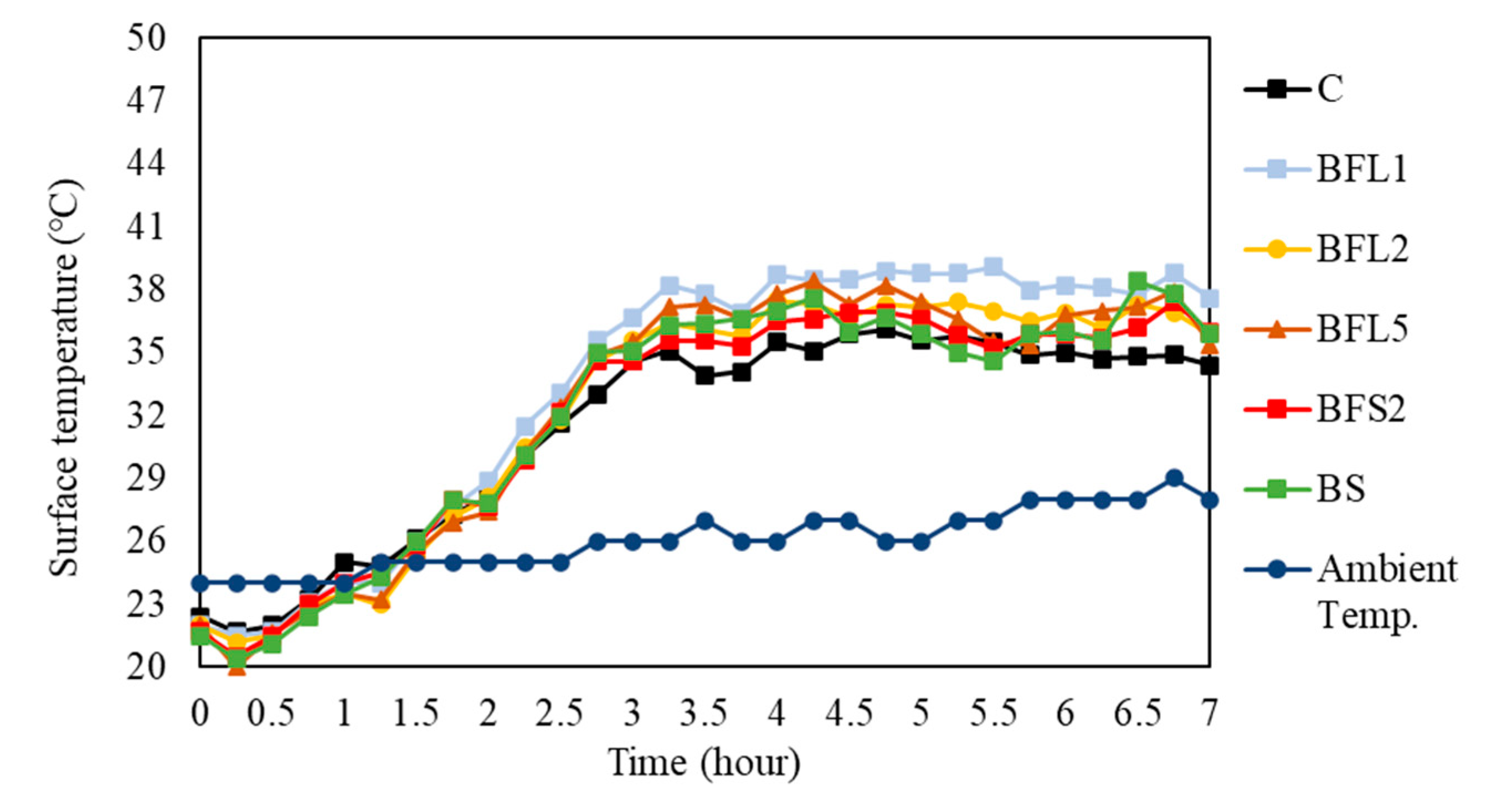
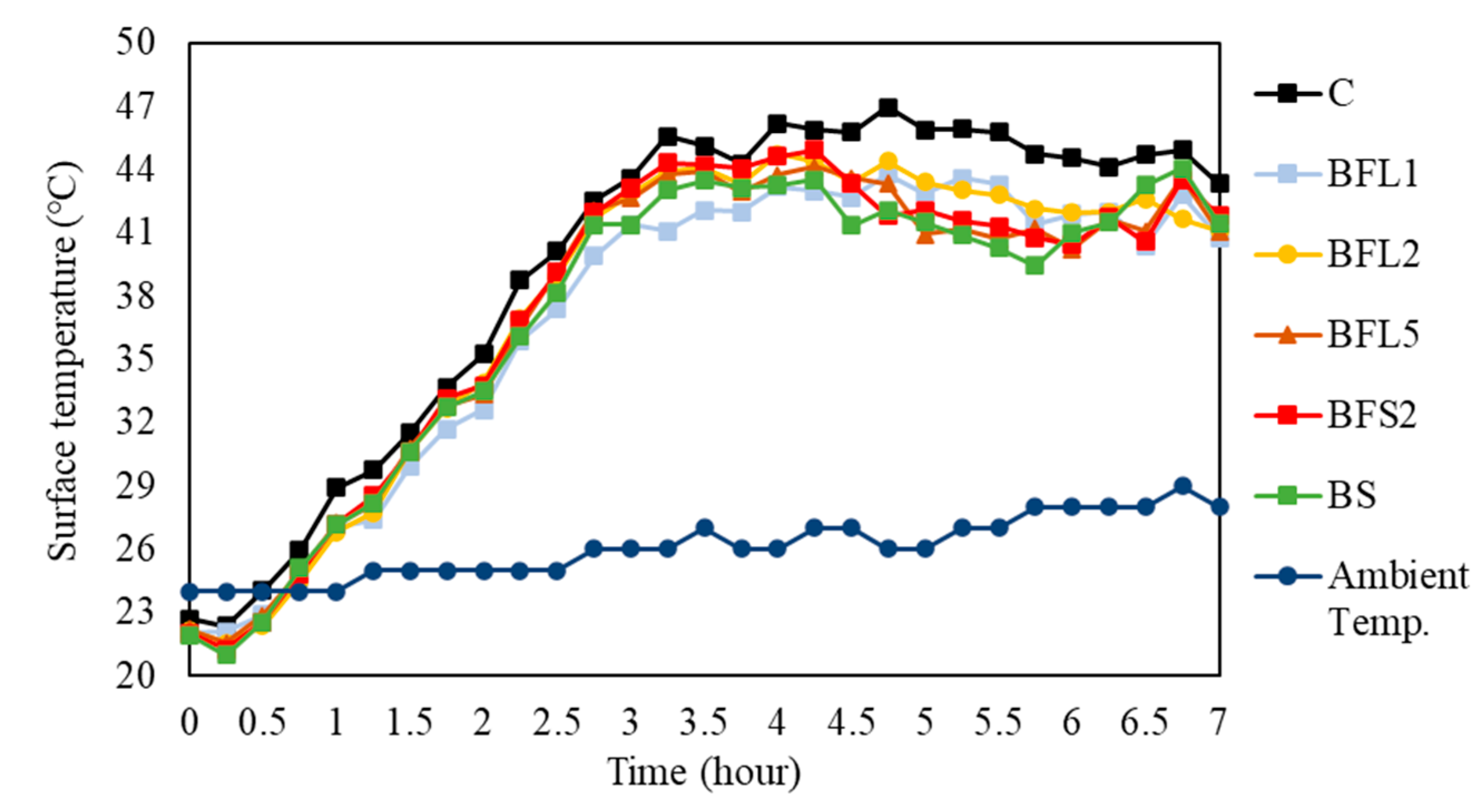
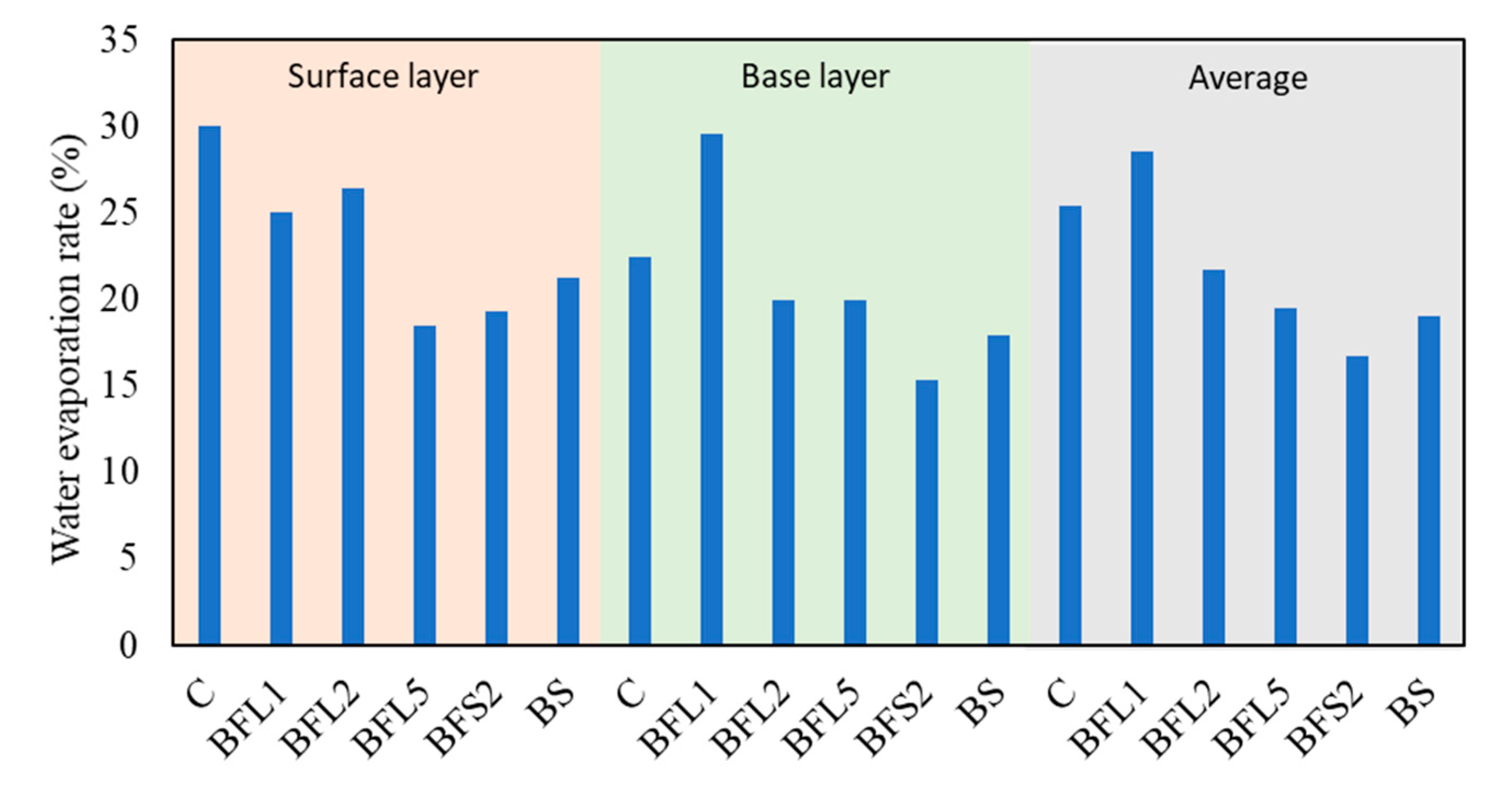
Figure 8 and Figure 9 show the results of the surface temperature measurement of the interlocking blocks when the surface layer and base layer are facing up, respectively. Figure 10 illustrates the water evaporation rate,, of the interlocking blocks.
The averages of the surface temperatures of the surface layer for C, BFL1, BFL2, BFL5, BFS2, and BS were 31.4, 33.4, 32.3, 32.3, 31.9, and 32.0 °C, respectively. In the case of the base layer for mixes C, BFL1, BFL2, BFL5, BFS2, and BS, the average surface temperatures were 39.4, 37.0, 37.6, 37.3, 37.5, and 37.0 °C, respectively. Note that the average temperatures of the surface layers were lower than the temperatures of the base layers. This difference is due to the surface color. In the case of the surface layer, the mixture was prepared using a white Portland cement, and consequently, the surface color became white, which can reflect much more solar radiation than a grey color (base layer). The averages of the surface temperatures of both layers for C, BFL1, BFL2, BFL5, BFS2, and BS were 35.4, 35.2, 35.0, 34.8, 34.7, and 34.5 °C, respectively.
Figure 8 shows that in the case of mix C the temperature is lower than the other cases. However, it can be seen in Figure 10 that the water evaporation rate in the case of C is higher in comparison to the other cases. A smaller water retention content and a higher water evaporation may result in a higher elevation of surface temperature on the hottest days. It is possible to see in Figure 9 that when the base layer faces up and the surface color is grey, the surface temperature in the case of C is higher than the other cases and its evaporation rate (see Figure 10) is also higher than the other cases, except for BFL1.
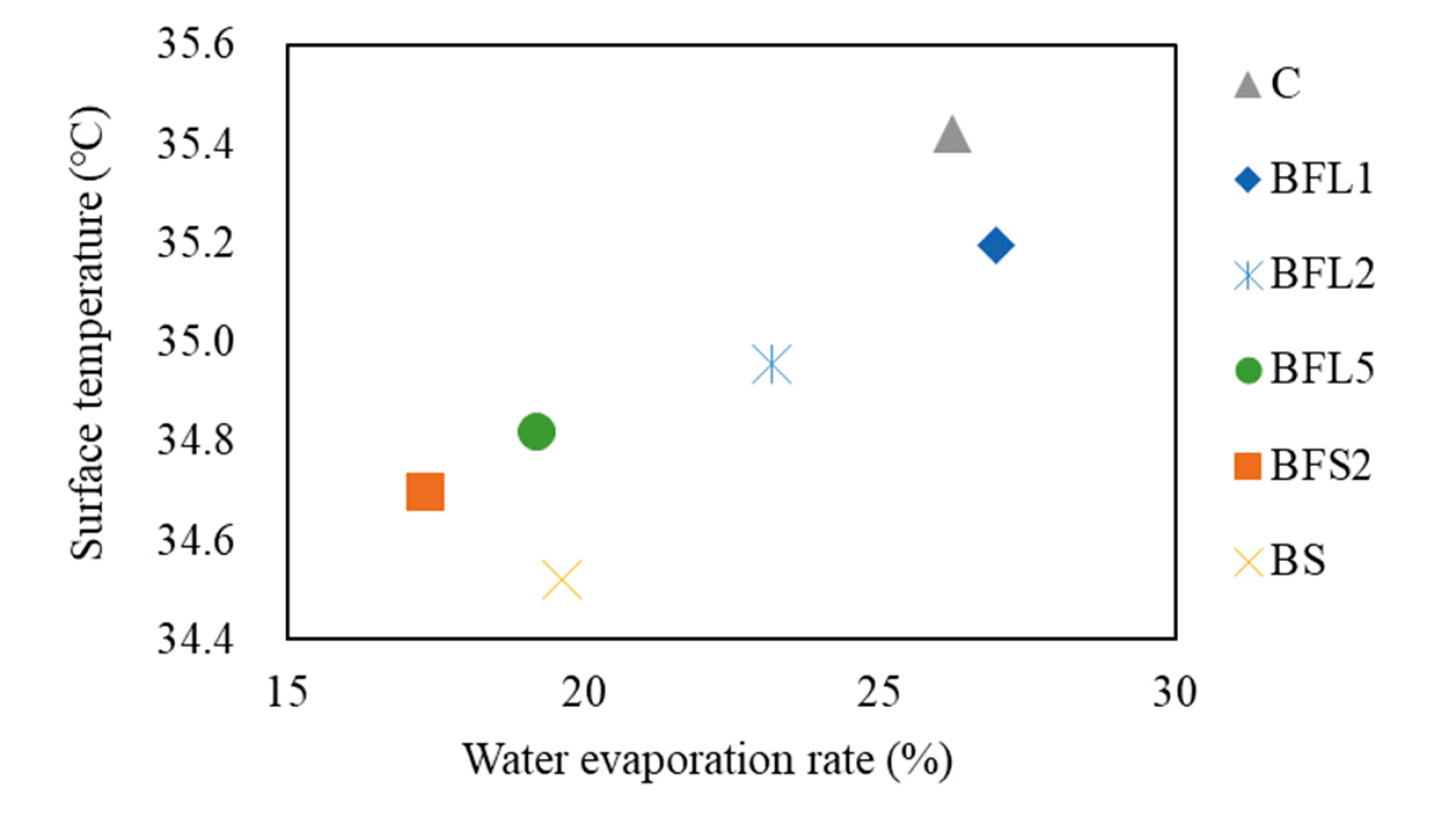
Figure 11 illustrates the relation between the surface temperature and the water evaporation rate. It is possible to see in Figure 11 that in the cases of C and BFL1 the surface temperatures and the water evaporation rates are higher in comparison to the other cases. From these results, it can be concluded that the surface temperature of the blocks may be reduced by the addition of a certain amount of sugarcane residue into the interlocking concrete blocks, which may mitigate the urban heat island. In addition, the reduction of the surface temperature when sugarcane residues are added into the blocks may be expected for a longer period since the water evaporation rate is smaller than C. However, other factors such as density, wind effect, and ambient humidity should be investigated, in order to the clarify the whole mechanism.
4. Conclusions
Sugarcane residues in their original form were used to prepare interlocking concrete blocks, and the flexural strength tends to slightly increase due to the effect of the network of the fibers. In addition, since sugarcane bagasse fiber has a good water retention characteristic, the temperature of the surface of the interlocking concrete blocks was reduced, with smaller water evaporation. The results obtained in this study can be summarized as follows:
- The flexural strength was 6.46, 7.00, 7.78, 6.84, 7.92, and 7.93 N/mm2 after 14 days of curing and 7.36, 7.58, 7.60, 7.47, 7.72, and 7.96 N/mm2 after 28 days of curing for C, BFL1, BFL2, BFL5, BFS2, and BS, respectively. These values meet the requirement stipulated by JIS A 5371 of 5 N/mm2, which may be used as pavement for pedestrians and heavy vehicle traffic.
- The water retention content increases with the addition of the sugarcane residue. In the case of BFL5, which was prepared with bagasse fibers (4.75–9.52 mm) with a volume ratio of 5% in comparison to the total amount of aggregate, the water retention content achieved a value of 0.118 g/cm3, while the water retention content of the control composite C was 0.087 g/cm3.
- The averages of the surface temperature of both the surface and base layer for C, BFL1, BFL2, BFL5, BFS2, and BS were 35.4, 35.2, 35.0, 34.8, 34.7, and 34.5 °C, respectively.
- In the case of C, in which no sugarcane residue was used, and in the case of BFL1, in which a residue volume ratio of 1% in comparison to the total amount of aggregate was added in the blocks, the surface temperatures and the water evaporation rates are higher in comparison to the other cases, in which the amount of residue was higher.
Author Contributions
Investigation, B.R., T.U., and J.T.; methodology, B.R., T.U., and J.T.; supervision, T.Y. and Y.Y.; writing—original draft, B.R.; writing—review and editing, J.T., T.Y., and Y.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
We would like to thank JA Okinawa and Yugafu Seito Corp. for their collaboration in the acquisition of sugarcane residues.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Choudhary, J.; Kumar, B.; Gupta, A. Utilization of solid waste materials as alternative fillers in asphalt mixes: A review. Constr. Build. Mater. 2020, 234, 117271. [Google Scholar] [CrossRef]
- Ateş, B.; Koytepe, S.; Ulu, A.; Gurses, C.; Thakur, V. Chemistry, Structures, and Advanced Applications of Nanocomposites from Biorenewable Resources. Chem. Rev. 2020. [Google Scholar] [CrossRef]
- Ferrara, G.; Pepe, M.; Martinelli, E.; Filho, R.D.T. Influence of an Impregnation Treatment on the Morphology and Mechanical Behaviour of Flax Yarns Embedded in Hydraulic Lime Mortar. Fibers 2019, 7, 30. [Google Scholar] [CrossRef] [Green Version]
- Prusty, J.K.; Patro, S.K.; Basarkar, S.S. Concrete using agro-waste as fine aggregate for sustainable built environment—A review. Int. J. Sustain. Built Environ. 2016, 5, 312–333. [Google Scholar] [CrossRef] [Green Version]
- Teixeira, S.; Arenales, A.; De Souza, A.E.; Magalhães, R.D.S.; Peña, A.F.V.; Aquino, D.; Freire, R. Sugarcane Bagasse: Applications for Energy Production and Ceramic Materials. J. Solid Waste Technol. Manag. 2015, 41, 229–238. [Google Scholar] [CrossRef]
- Sales, A.; Lima, S.A. Use of Brazilian sugarcane bagasse ash in concrete as sand replacement. Waste Manag. 2010, 30, 1114–1122. [Google Scholar] [CrossRef]
- Almeida, F.C.; Sales, A.; Moretti, J.P.; Mendes, P.C. Sugarcane bagasse ash sand (SBAS): Brazilian agroindustrial by-product for use in mortar. Constr. Build. Mater. 2015, 82, 31–38. [Google Scholar] [CrossRef]
- Hernández, J.M.; Middendorf, B.; Gehrke, M.; Budelmann, H. Use of wastes of the sugar industry as pozzolana in lime-pozzolana binders: Study of the reaction. Cem. Concr. Res. 1998, 28, 1525–1536. [Google Scholar] [CrossRef]
- Chusilp, N.; Jaturapitakkul, C.; Kiattikomol, K. Effects of LOI of ground bagasse ash on the compressive strength and sulfate resistance of mortars. Constr. Build. Mater. 2009, 23, 3523–3531. [Google Scholar] [CrossRef]
- Umamaheswaran, K.; Batra, V.S. Physico-chemical characterisation of Indian biomass ashes. Fuel 2008, 87, 628–638. [Google Scholar] [CrossRef]
- Rovani, S.; Santos, J.J.; Corio, P.; Fungaro, D. An Alternative and Simple Method for the Preparation of Bare Silica Nanoparticles Using Sugarcane Waste Ash, an Abundant and Despised Residue in the Brazilian Industry. J. Braz. Chem. Soc. 2019, 30, 1524–1533. [Google Scholar] [CrossRef]
- Câmara, E.; Pinto, R.C.A.; Rocha, J.C. Setting process on mortars containing sugarcane bagasse ash. Ibracon Struct. Mater. J. 2016, 9, 617–629. [Google Scholar] [CrossRef] [Green Version]
- Tantawy, M.; El-Roudi, A.; Salem, A. Immobilization of Cr(VI) in bagasse ash blended cement pastes. Constr. Build. Mater. 2012, 30, 218–223. [Google Scholar] [CrossRef]
- Cordeiro, G.C.; Filho, R.D.T.; Fairbairn, E. Effect of calcination temperature on the pozzolanic activity of sugar cane bagasse ash. Constr. Build. Mater. 2009, 23, 3301–3303. [Google Scholar] [CrossRef]
- Chalioris, C.E.; Sfiri, E. Shear Performance of Steel Fibrous Concrete Beams. Procedia Eng. 2011, 14, 2064–2068. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Wang, L. Experimental study on static and dynamic mechanical properties of steel fiber reinforced lightweight aggregate concrete. Constr. Build. Mater. 2013, 38, 1146–1151. [Google Scholar] [CrossRef]
- Topçu, I.B.; Canbaz, M. Effect of different fibers on the mechanical properties of concrete containing fly ash. Constr. Build. Mater. 2007, 21, 1486–1491. [Google Scholar] [CrossRef]
- Choi, S.-W.; Choi, J.; Lee, S.-C. Probabilistic Analysis for Strain-Hardening Behavior of High-Performance Fiber-Reinforced Concrete. Materials 2019, 12, 2399. [Google Scholar] [CrossRef] [Green Version]
- Chalioris, C.E. Analytical approach for the evaluation of minimum fibre factor required for steel fibrous concrete beams under combined shear and flexure. Constr. Build. Mater. 2013, 43, 317–336. [Google Scholar] [CrossRef]
- Kytinou, V.K.; Chalioris, C.E.; Karayannis, C.G.G. Analysis of Residual Flexural Stiffness of Steel Fiber-Reinforced Concrete Beams with Steel Reinforcement. Materials 2020, 13, 2698. [Google Scholar] [CrossRef]
- Zakaria, N.Z.; Sulieman, M.Z.; Talib, R. Turning Natural Fiber Reinforced Cement Composite as Innovative Alternative Sustainable Construction Material A Review Paper. Int. J. Adv. Eng. Manag. Sci. 2015, 1, 24–31. [Google Scholar]
- Ferreira, C.R.; Tavares, S.S.; Fernandes, A.M.; Fonseca, S.J.G.; Oliveira, C.A.D.S.; Teixeira, R.L.P.; Gouveia, L.L.D.A. Comparative Study About Mechanical Properties of Strutural Standard Concrete and Concrete with Addition of Vegetable Fibers. Mater. Res. 2017, 20, 102–107. [Google Scholar] [CrossRef]
- Codispoti, R.; Oliveira, D.V.; Olivito, R.; Lourenço, P.B.; Fangueiro, R. Mechanical performance of natural fiber-reinforced composites for the strengthening of masonry. Compos. Part B Eng. 2015, 77, 74–83. [Google Scholar] [CrossRef]
- Ribeiro, B.; Yamamoto, T.; Yamashiki, Y. A Study on the Reduction in Hydration Heat and Thermal Strain of Concrete with Addition of Sugarcane Bagasse Fiber. Materials 2020, 13, 3005. [Google Scholar] [CrossRef]
- Ribeiro, B.; Yamashiki, Y.; Yamamoto, T. A study on mechanical properties of mortar with sugarcane bagasse fiber and bagasse ash. J. Mater. Cycles Waste Manag. 2020, 1–8. [Google Scholar] [CrossRef]
- Sen, S.; Roesler, J.R.; Ruddell, B.L.; Middel, A. Cool Pavement Strategies for Urban Heat Island Mitigation in Suburban Phoenix, Arizona. Sustainability 2019, 11, 4452. [Google Scholar] [CrossRef] [Green Version]
- Mohajerani, A.; Bakaric, J.; Jeffrey-Bailey, T. The urban heat island effect, its causes, and mitigation, with reference to the thermal properties of asphalt concrete. J. Environ. Manag. 2017, 197, 522–538. [Google Scholar] [CrossRef]
- Cabral, M.R.; Fiorelli, J.; Junior, H.S.; Lagacé, R.; Godbout, S.; Palacios, J.H. Study of the potential use of the sugarcane bagasse in cement-panels. In Proceedings of the 10th International Conference on Composite Science and Technology, Lisbon, Portugal, 2–4 September 2015. [Google Scholar]
- Arsène, M.-A.; Okwo, A.; Bilba, K.; Soboyejo, A.B.O.; Soboyejo, W.O. Chemically and Thermally Treated Vegetable Fibers for Reinforcement of Cement-Based Composites. Mater. Manuf. Process. 2007, 22, 214–227. [Google Scholar] [CrossRef]
- Bilba, K.; Arsène, M.-A.; Ouensanga, A. Sugar cane bagasse fibre reinforced cement composites. Part I. Influence of the botanical components of bagasse on the setting of bagasse/cement composite. Cem. Concr. Compos. 2003, 25, 91–96. [Google Scholar] [CrossRef]
- Karasawa, A.; Toriiminami, K.; Ezumi, N.; Kamaya, K. Evaluation of performance of water₋retentive concrete block pavements. In Proceedings of the 8th International Conference on Concrete Block Paving, San Francisco, CA, USA, 6–8 November 2006. [Google Scholar]
Figure 1.
Sugarcane residual material.

Figure 2.
Outline of specimens.

Figure 3.
Details of the placement of the specimen in the rig.

Figure 4.
Polyethylene foam form.

Figure 5.
Flexural strength of each mixture at 1, 3, 5, 7, 10, 14, and 28 days.

Figure 6.
Voids between the fiber and the matrix (cross section).

Figure 7.
Water retention content.

Figure 8.
Surface temperature of the interlocking blocks (surface layer).

Figure 9.
Surface temperature of the interlocking blocks (base layer).

Figure 10.
Water evaporation rate.

Figure 11.
Relation between the surface temperature and the water evaporation rate.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Physical properties of cement and aggregates.
| Properties | Materials | |||||||
|---|---|---|---|---|---|---|---|---|
| Surface Layer | Base Layer | |||||||
| WPC | QS | C | G | S | BFL | BFS | BS | |
| Density (g/cm3) | 3.05 | 2.60 | 3.16 | 2.68 | 2.68 | 0.49 | 0.49 | 1.29 |
| Total alkali content (%) | 0.1 | — | 0.56 | — | — | — | — | — |
| Specific surface area (cm2/g) | 3440 | — | 3280 | — | — | — | — | — |
| Loss on ignition (%) | 2.79 | — | 2.26 | — | — | — | — | — |
Table 2.
Mix proportions of the surface and base layer of specimens.
| Layer | Composites | Residues | Residues | W/C | Unit (kg/m3) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Type | (Vol. %) | (%) | WPC | QS | C | W | G | S | BFL | BFS | BS | CA | ||
| Surface | ― | ― | ― | 25 | 582.6 | 1721.7 | ― | 145.6 | ― | ― | ― | ― | ― | 1.2 |
| Base | C | ― | ― | 15 | ― | ― | 436.1 | 64.0 | 1068.0 | 1068.0 | ― | ― | ― | 1.1 |
| BFL1 | Bagasse Fiber | 1 | ― | ― | 1057.3 | 1057.3 | 3.9 | ― | ― | 1.1 | ||||
| BFL2 | Bagasse Fiber | 2 | ― | ― | 1046.6 | 1046.6 | 7.8 | ― | ― | 1.1 | ||||
| BFL5 | Bagasse Fiber | 5 | ― | ― | 1014.6 | 1014.6 | 19.5 | ― | ― | 1.1 | ||||
| BFS2 | Bagasse Fiber | 2 | ― | ― | 1046.6 | 1046.6 | ― | 7.8 | ― | 1.1 | ||||
| BS | Bagasse Fiber | 2 | ― | ― | 993.2 | 993.2 | 7.8 | ― | 51.4 | 1.1 | ||||
| Bagasse Sand | 5 | ― | ― | |||||||||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ribeiro, B.; Uchiyama, T.; Tomiyama, J.; Yamamoto, T.; Yamashiki, Y. Development of Interlocking Concrete Blocks with Added Sugarcane Residues. Fibers 2020, 8, 61. https://0-doi-org.brum.beds.ac.uk/10.3390/fib8100061
AMA Style
Ribeiro B, Uchiyama T, Tomiyama J, Yamamoto T, Yamashiki Y. Development of Interlocking Concrete Blocks with Added Sugarcane Residues. Fibers. 2020; 8(10):61. https://0-doi-org.brum.beds.ac.uk/10.3390/fib8100061
Chicago/Turabian StyleRibeiro, Bruno, Tadaaki Uchiyama, Jun Tomiyama, Takashi Yamamoto, and Yosuke Yamashiki. 2020. "Development of Interlocking Concrete Blocks with Added Sugarcane Residues" Fibers 8, no. 10: 61. https://0-doi-org.brum.beds.ac.uk/10.3390/fib8100061
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.