
Density Profile Analysis of Laminated Beech Veneer Lumber (BauBuche)

1
Department Biology, Wood Physics, Faculty of Mathematics, Informatics and Natural Sciences, Institute of Wood Science, Universität Hamburg, Leuschnerstraße 91, 21031 Hamburg, Germany
2
Thünen-Institute of Wood Science, Leuschnerstraße 91, 21031 Hamburg, Germany
*
Author to whom correspondence should be addressed.
Fibers 2021, 9(5), 31; https://0-doi-org.brum.beds.ac.uk/10.3390/fib9050031
Submission received: 25 February 2021
/
Revised: 30 March 2021
/
Accepted: 20 April 2021
/
Published: 5 May 2021
(This article belongs to the Special Issue Wood Plastic Composites)
Abstract
:An irreversible swelling was detected in laminated beech veneer lumber within the initial moistening. Supported by the facts that the lay-up of the glued veneers is exposed to high pressure during hot pressing, and that the density of the finished material exceeds that of solid beech, it was hypothesised that the wood substance is compressed. Laboratory X-ray density profile scans were performed to check this and to identify the part of the material cross section in which the densification has taken place. The higher density was found to be located in the area of the adhesive joints, uniformly over the cross section, while the density in the middle of the veneers corresponds to that of solid beech wood.
1. Introduction
Within an investigation on the specific dimensional change behaviour of laminated beech veneer lumber (LVLB) in terms of moisture absorption and desorption, an irreversible swelling in radial anatomical wood direction was detected within the first moistening [1]. A possible explanation is a densification of the veneers, which in turn can be explained by the pressure applied to the lay-up of the glued veneers in the hot press. The hot pressing of the phenol-formaldehyde adhesive glued, rotary cut beech veneers to 40 mm thick boards is the first step of forming the LVLB material, namely the product BauBuche Beam GL 75 from Pollmeier Massivholz GmbH & Co. KG, Creuzburg, Germany. In a second step, the 40 mm thick LVLB boards are cut into strips, which are then glued together under lower pressure and temperature using a phenol-resorcinol-based adhesive to form beams. An assumed production-based compression of the wood is supported by the fact that the density of LVLB, which nominally amounts to 800 kg m−3 [2], is above the density of solid beech, which averages 720 kg m−3 [3]. There are several investigations on the physical and mechanical properties of LVL, which refer to LVL made of different wood species such as beech [4,5,6,7,8], poplar [6,9,10,11], eucalyptus [5], oak [8], maple and aspen [9]. There is no direct comparability between these studies, as the properties of LVL vary greatly with the type of wood and the adhesive used [5]. In most of the studies listed, the density is determined gravimetrically for the entire sample. In the present study, radiometric density scans were created to check the hypothesis of the wood densification as the reason for the initial irreversible swelling, and further to localize where, in the material’s cross section, the assumed compression takes place. Additionally, the density distribution of LVLB across its cross section (density profile) was determined. This research should answer whether the veneers have been compacted completely or only partially and if the steps of material forming (hot pressing, cold gluing of board strips) are reflected by the density profile.
2. Materials and Methods
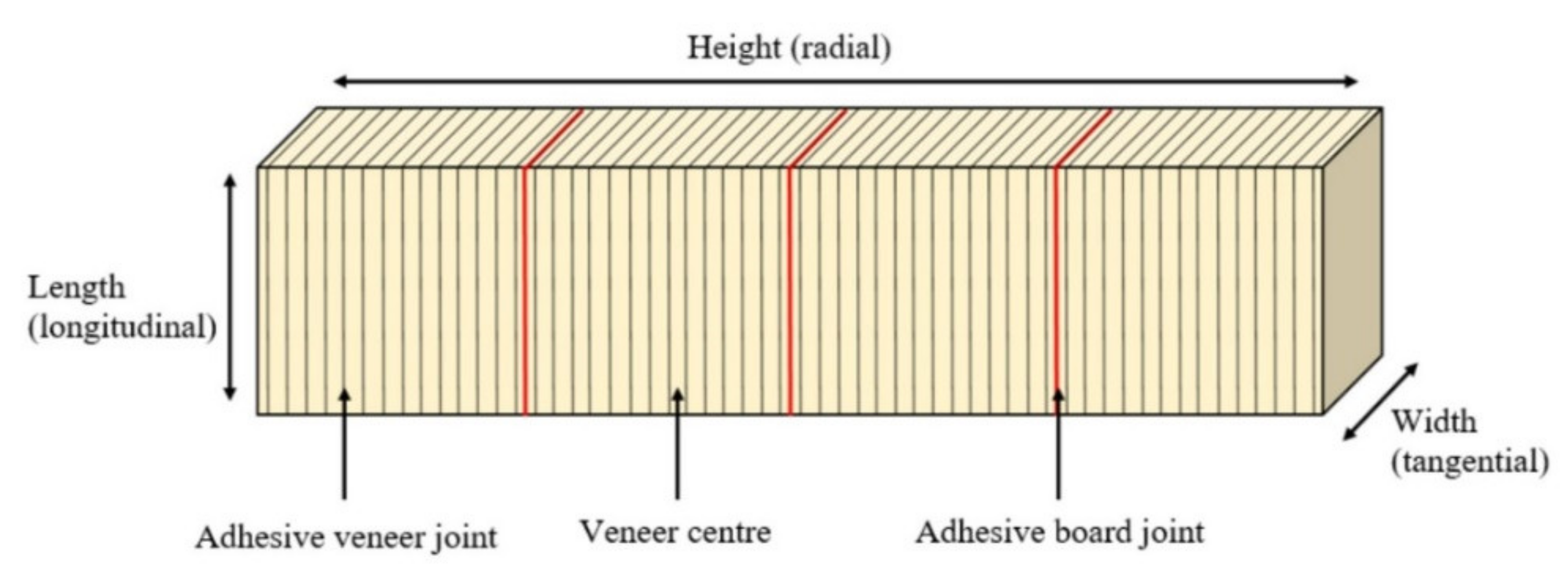
Four test specimens of factory-fresh LVLB (Beam BauBuche GL 75) were investigated using a DENSE-LAB X (Electronic Wood Systems GmbH, Hameln, Germany) laboratory density profile measuring device. The test specimens had dimensions of (50 × 25 × 160) mm (length × width × height), and the wood moisture content was (5.7 ± 0.1) % (DIN EN 13183-1:2002-07 [12], oven dry method). Figure 1 shows the schematic representation of a test specimen. The test specimen length corresponds to the longitudinal anatomical wood direction, the test specimen width to the tangential and the height to the radial wood direction. The radiography of the test specimens was carried out in the width direction, which means an examination of tangential direction looking at the adhesive joints.
The measuring speed of the Dense Lab X was set to 0.36 mm s−1, so that a density measurement in width was taken at every 0.044 mm of the specimen’s height. In addition to density profiles based on all measured values, all test specimens were measured for height and the positions of the adhesive joints noted. The positions of the veneer centres were calculated based on these measurements. Nine measured values each from the veneer centre areas and three measured values each from the adhesive joint areas were averaged from the raw data set to distinguish the density values for these material zones.
3. Results and Discussion
The densities of all examined specimens were in a similar range and over all measured values averaged (793 ± 128) kg m−3, which is in the range of manufacturer’s data that amounts to 800 kg m−3 [2]. Table 1 shows the average densities for areas of the adhesive joints and the veneer centres. More detailed information is to be found in the attached file (Supplementary Material).
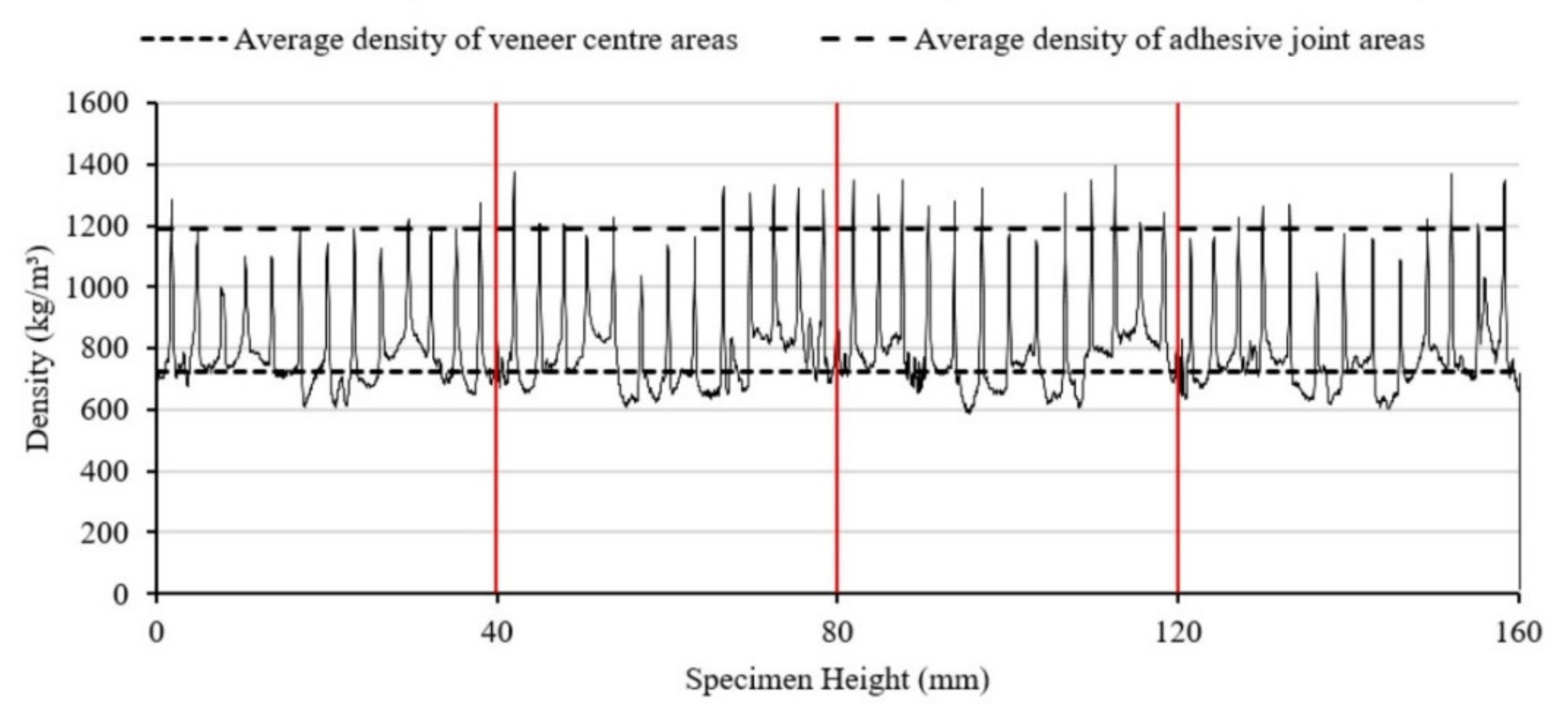
The density of the veneer centre areas is thus within the range of literature data for solid beech, which amounts to 540…720…910 kg m−3 (density at 15% moisture content) [3]. Since the results for the different test specimens do not show obvious differences, Figure 2 shows an exemplary density profile based on all measured values of Specimen 1.
Due to the alternating arrangement of veneers and adhesive joints, the density varies strongly over the height of the test specimen. The assumed compression of the wood substance cannot be seen from the density profile shown (Figure 2). The fact that the density of the veneer centre areas is within the range of literature data for solid beech leads to the assumption that the higher density of LVLB compared to solid beech is mainly due to the density of the adhesive used and not only to a compression of the veneers in the production process. Hellerich et al. (1975) state the density of cured phenolic resins at approx. 1.25 g cm−3 (1250 kg m−3) [13]. However, there is a possibility that in the outer zones of the individual veneers, densification takes place during production, since the adhesives used might have a plasticizing effect here. This is supported by the finding of Mai (2020) in the context of research on wood modification that alkaline phenolic resin solutions are able to plasticise the cell wall and thus facilitate the compression of the wood substance during hot pressing [14]. This might be attributed to partial solubilisation and swelling of the cell wall polymers, particularly of lignin, by the alkaline phenolic solution. The alkaline solubility of lignin is also known to be used in wood pulping, more precisely in the sulphate process using caustic soda due to the formation of phenolate groups within the lignin molecule. Based on the investigations carried out, it is not possible to say whether the higher densities in these areas are due to the penetration of the wood with adhesive or actually to a compression of the wood substance. It is likely that the described effects overlap. Microscopic examinations (on the basis of urea-formaldehyde and beech) by Gavrilović-Grmuša et al. (2010) show a clear penetration of the wood by the adhesive in the area of the adhesive joint [15]. Ongoing microscopic examinations of LVLB are intended to provide information about a possible compression of the wood substance.
4. Conclusions
With the present study, the density of LVLB was investigated in detail using a DENSE-LAB X laboratory density profile measuring device. In previous investigations, an initial irreversible swelling in the radial direction was detected and, based on this, a compression of the wood substance in the production process of the material was assumed. However, such a densification of the veneer layers could not be detected. Based on the present investigation, the higher density of LVLB compared to solid beech is mainly due to high densities in the area of the adhesive joints. The density in the area of the veneer centres was found within the range of that of solid beech. The cause of an initial irreversible swelling could not be clearly determined. More detailed information on this material property would be of interest for LVLB manufacture or construction engineers when laying out supporting structures.
Supplementary Materials
The raw data are available online at https://0-www-mdpi-com.brum.beds.ac.uk/article/10.3390/fib9050031/s1.
Author Contributions
Conceptualization, J.B.R. and N.E.; investigation, formal analysis, methodology, visualization, N.E.; writing—original draft preparation, N.E.; writing—review and editing, N.E., J.T.B., M.N. and J.B.R. All authors have read and agreed to the published version of the manuscript.
Funding
The article processing charge was covered by the Institute of Wood Science, namely Dr. Michael Altgen.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available in the Supplementary Material file.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Benthien, J.T.; Riegler, M.; Engehausen, N.; Nopens, M. Specific Dimensional Change Behavior of Laminated Beech Veneer Lumber (BauBuche) in Terms of Moisture Absorption and Desorption. Fibers 2020, 8, 47. [Google Scholar] [CrossRef]
- Pollmeier (Hrsg.) POLLMEIER Broschüre BauBuche, Kapitel 03, Bauphysik [BauBuche brochure, Chapter 3, Structural Physics]. 2019. Available online: https://www.pollmeier.com/de/downloads-im-ueberblick (accessed on 19 March 2021).
- Kollmann, F. Technologie des Holzes und der Holzwerkstoffe. In Technology of Wood and Wood-Based Materials; Erster Band; Springer: Berlin, Germany, 1951. [Google Scholar]
- Daoui, A.; Descamps, C.; Marchal, R.; Zerizer, A. Influence of veneer quality on beech LVL mechanical properties. Maderas. Ciencia Tecnología 2011, 13, 69–83. [Google Scholar] [CrossRef] [Green Version]
- Aydın, İ.; Çolak, S.; Çolakoğlu, G.; Salih, E. A comparative study on some physical and mechanical properties of laminated veneer lumber (LVL) produced from Beech (Fagus orientalis Lipsky) and Eucalyptus (Eucalyptus camaldulensis Dehn.) veneers. Holz Roh Werkst. 2004, 62, 218–220. [Google Scholar] [CrossRef]
- Kılıç, M. Some important physical properties of laminated veneer lumber (LVL) made from oriental beech and Lombardy poplar. In AIP Conference Proceedings; No. 1; American Institute of Physics: College Park, ML, USA, 2012; Volume 1479, pp. 397–401. [Google Scholar]
- Knorz, M.; Van de Kuilen, J.W.G. Development of a high-capacity engineered wood product-LVL made of European Beech (Fagus sylvatica L.). In Proceedings of the WCTE 2012: World Conference on Timber Engineering, Auckland, New Zealand, 15–19 July 2012. [Google Scholar]
- Purba, C.Y.C.; Pot, G.; Viguier, J.; Ruelle, J.; Denaud, L. The influence of veneer thickness and knot proportion on the mechanical properties of laminated veneer lumber (LVL) made from secondary quality hardwood. Eur. J. Wood Wood Prod. 2019, 77, 393–404. [Google Scholar] [CrossRef] [Green Version]
- Shukla, S.R.; Kamdem, D.P. Properties of laminated veneer lumber (LVL) made with low density hardwood species: Effect of the pressure duration. Holz Roh Werkst. 2008, 66, 119–127. [Google Scholar] [CrossRef]
- Wei, Y.; Rao, F.; Yu, Y.; Huang, Y.; Yu, W. Fabrication and performance evaluation of a novel laminated veneer lumber (LVL) made from hybrid poplar. Eur. J. Wood Wood Prod. 2019, 77, 381–391. [Google Scholar] [CrossRef]
- Zhang, H.J.; Chui, Y.H.; Schneider, M.H. Compression control and its significance in the manufacture and effects on properties of poplar LVL. Wood Sci. Technol. 1994, 28, 285–290. [Google Scholar] [CrossRef]
- DIN EN 13183-1:2002-07, Feuchtegehalt eines Stückes Schnittholzes—Teil 1 Bestimmung durch Darrverfahren; Deutsche Fassung EN 13183-1:2002. [Moisture content of a piece of sawn timber—Part 1: Determination by oven dry method; German version EN 13183-1:2002].
- Hellerich, W.; Harsch, G.; Haenle, S. Werkstoff-Führer Kunststoffe. In Material Guide Plastics; Carl Hanser, Verlag: München, Germany, 1975. [Google Scholar]
- Mai, C. Personal Communication (Email) on so far Unpublished Research Results; 14:17 CET; Georg-August-Universität Göttingen, Department of Wood Biology and Wood Products: Göttingen, Germany, 2020. [Google Scholar]
- Gavrilović-Grmuša, I.; Dunky, M.; Miljković, J.; Djiporović-Momčilović, M. Radial penetration of urea-formaldehyde adhesive resins into beech (Fagus Moesiaca). J. Adhes. Sci. Technol. 2010, 24, 1753–1768. [Google Scholar] [CrossRef]
Figure 1.
Schematic representation of an LVLB test specimen. Red lines highlight the adhesive joints between the individual laminated veneer boards at 40, 80 and 120 mm.
Figure 1.
Schematic representation of an LVLB test specimen. Red lines highlight the adhesive joints between the individual laminated veneer boards at 40, 80 and 120 mm.
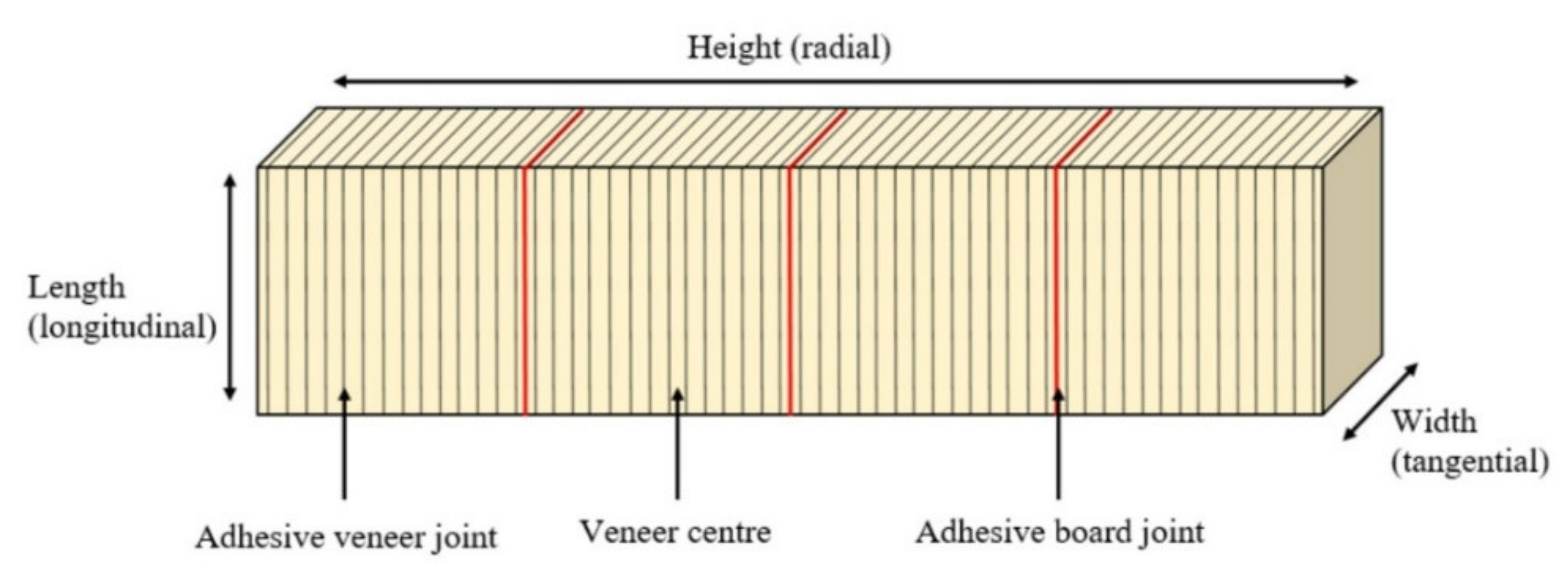
Figure 2.
Density profile of a laminated beech veneer lumber test specimen (Specimen 1) based on all values measured. Dotted horizontal lines represent average density values for areas of the adhesive joints and veneer centres. Red vertical lines highlight the adhesive joints between the individual laminated veneer boards at 40, 80 and 120 mm.
Figure 2.
Density profile of a laminated beech veneer lumber test specimen (Specimen 1) based on all values measured. Dotted horizontal lines represent average density values for areas of the adhesive joints and veneer centres. Red vertical lines highlight the adhesive joints between the individual laminated veneer boards at 40, 80 and 120 mm.


{kind=link}
{kind=link}
Table 1.
Average densities for areas of the adhesive joints and the veneer centres.
| Density (kg m−3) | ||
|---|---|---|
| Specimen | Adhesive Joint Area | Veneer Centre Area |
| 1 | 1192 ± 90 | 726 ± 67 |
| 2 | 1089 ± 105 | 737 ± 69 |
| 3 | 1092 ± 102 | 739 ± 71 |
| 4 | 1118 ± 93 | 740 ± 61 |
Mean value ± standard deviation.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Engehausen, N.; Benthien, J.T.; Nopens, M.; Ressel, J.B. Density Profile Analysis of Laminated Beech Veneer Lumber (BauBuche). Fibers 2021, 9, 31. https://0-doi-org.brum.beds.ac.uk/10.3390/fib9050031
AMA Style
Engehausen N, Benthien JT, Nopens M, Ressel JB. Density Profile Analysis of Laminated Beech Veneer Lumber (BauBuche). Fibers. 2021; 9(5):31. https://0-doi-org.brum.beds.ac.uk/10.3390/fib9050031
Chicago/Turabian StyleEngehausen, Nick, Jan T. Benthien, Martin Nopens, and Jörg B. Ressel. 2021. "Density Profile Analysis of Laminated Beech Veneer Lumber (BauBuche)" Fibers 9, no. 5: 31. https://0-doi-org.brum.beds.ac.uk/10.3390/fib9050031
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.