
Technoeconomic Assessment of Organic Halide Based Gold Recovery from Waste Electronic and Electrical Equipment

Abstract
:1. Introduction
1.1. Metal Composition of WEEE
1.2. Precious Metal Extraction Methods from WEEE
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Synthesis of TBICA
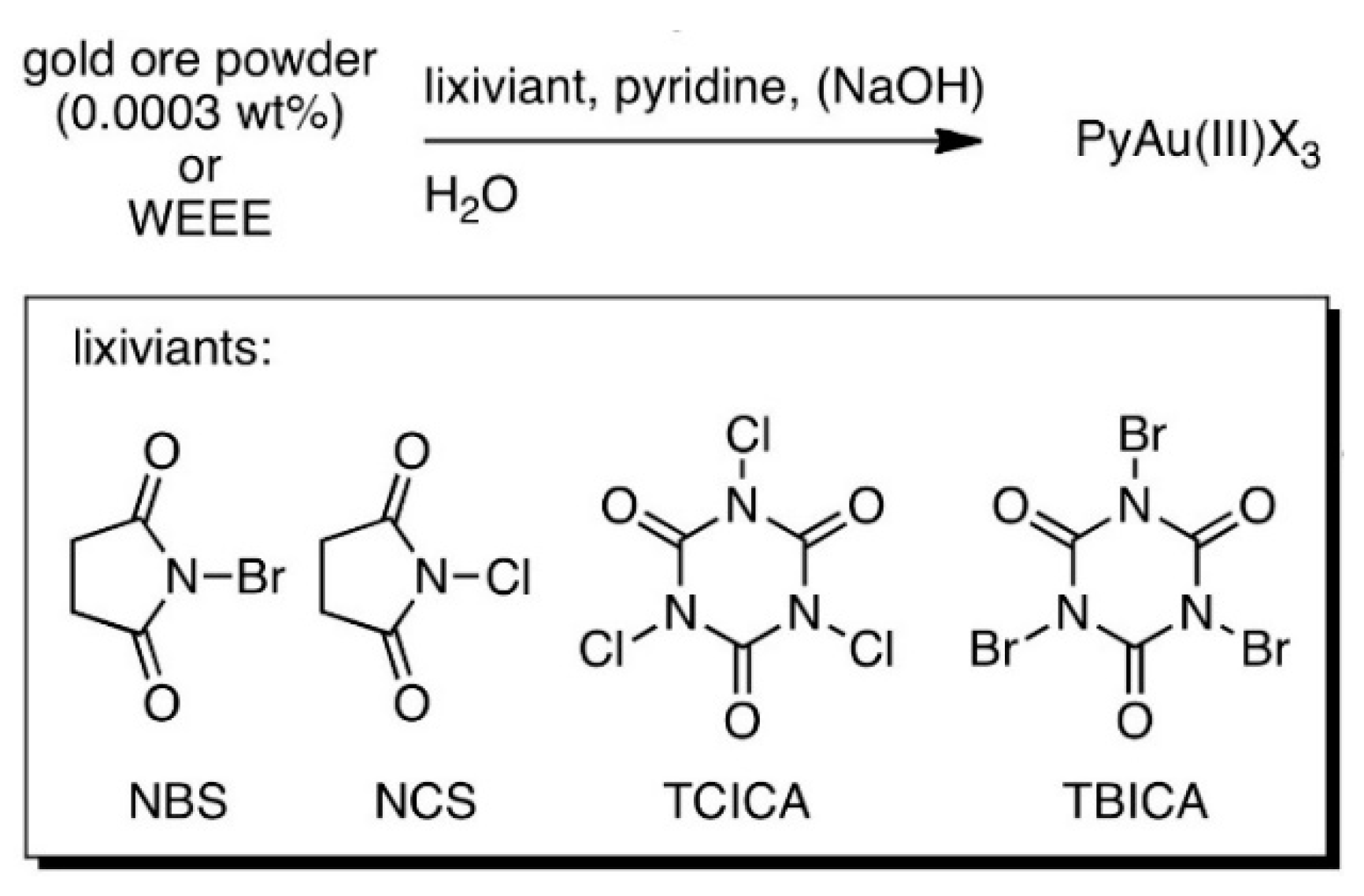
2.2.2. Reaction of Gold Pellets with Various Sources of Halides
2.2.3. Reaction of WEEE Dust with Various Sources of Halides
2.2.4. ICP-MS Analysis
2.2.5. ICP-OES Analysis
3. Results
3.1. Gold Recovery from Pure Gold Powder
3.2. Gold Recovery from WEEE Dust
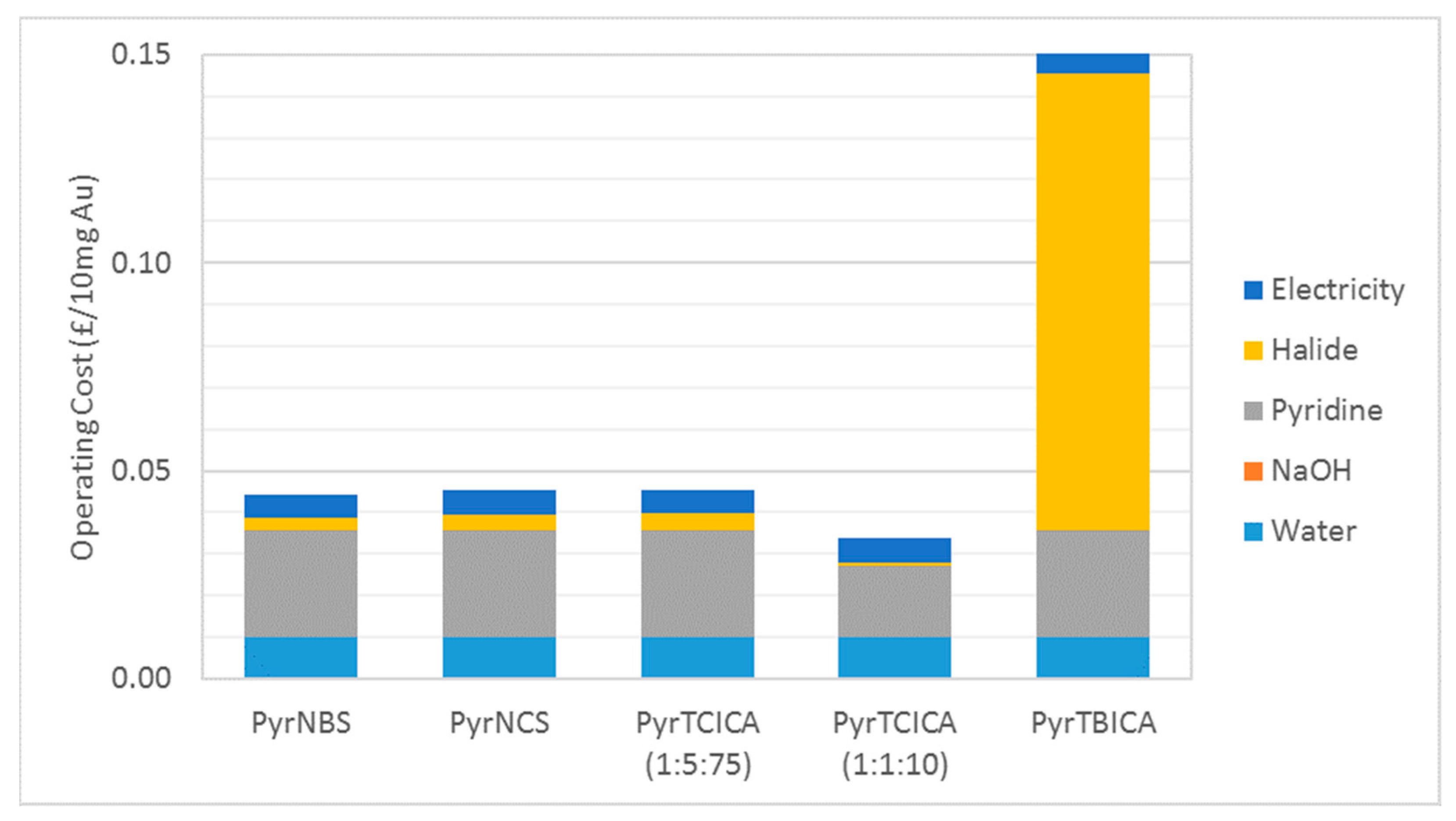
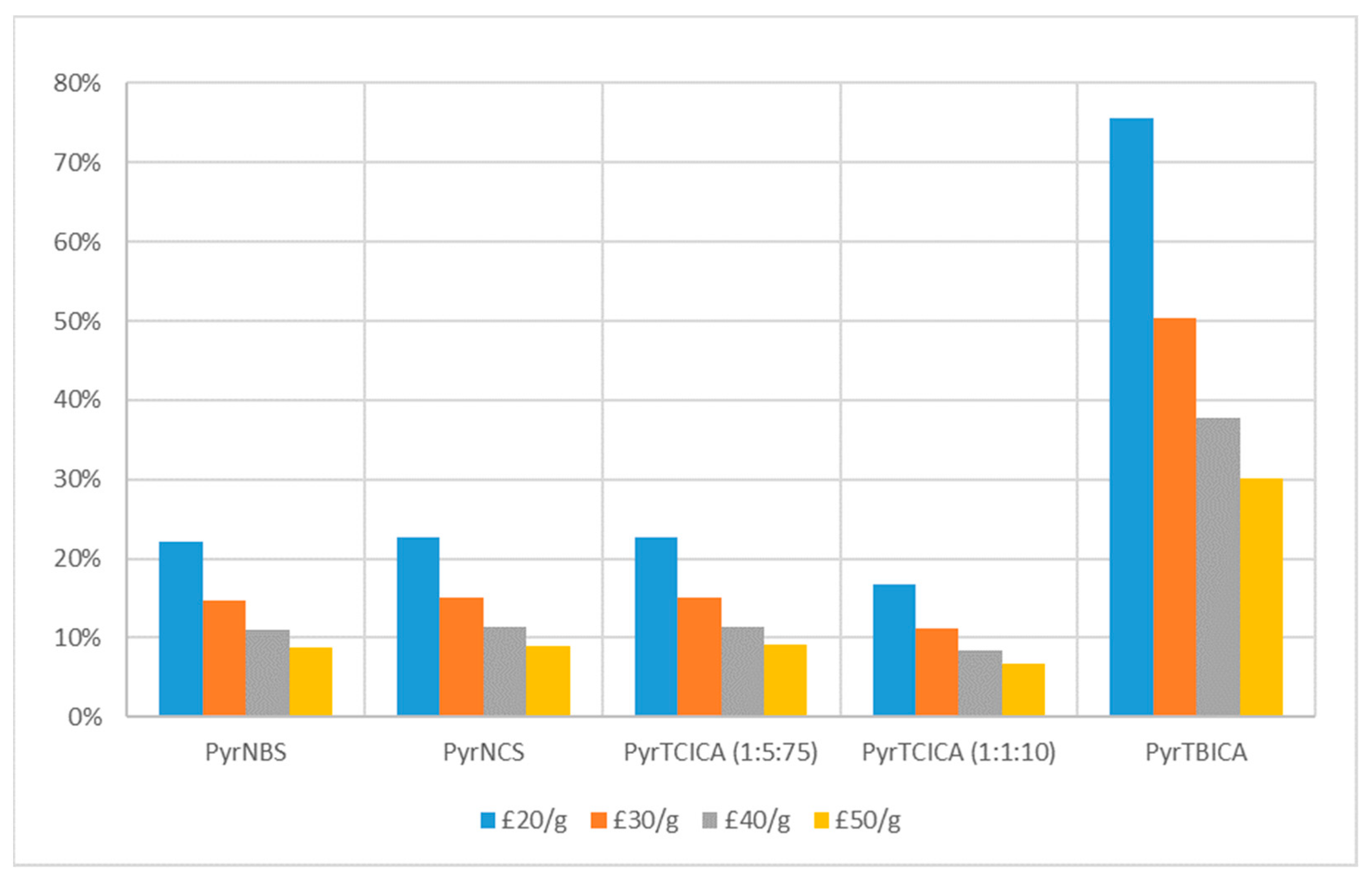
4. Discussion—Profitability Analysis
5. Conclusions
6. Suggestions for Further Research
Supplementary Materials
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ilankoon, I.; Ghorbani, Y.; Chong, M.N.; Herath, G.; Moyo, T.; Petersen, J. E-waste in the international context—A review of trade flows, regulations, hazards, waste management strategies and technologies for value recovery. Waste Manag. 2018, 82, 258–275. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Xu, Z. A review of current progress of recycling technologies for metals from waste electrical and electronic equipment. J. Clean. Prod. 2016, 127, 19–36. [Google Scholar] [CrossRef]
- Ding, Y.; Zhang, S.; Liu, B.; Zheng, H.; Chang, C.; Ekberg, C. Recovery of precious metals from electronic waste and spent catalysts: A review. Resour. Conserv. Recy. 2019, 141, 284–298. [Google Scholar] [CrossRef]
- Cyganowski, P.; Garbera, K.; Leśniewicz, A.; Wolska, J.; Pohl, P.; Jermankowicz-Bartkowiak, D. The recovery of gold from the aqua regia leachate of electronic parts using a core–shell type anion exchange resin. J. Saudi Chem. Soc. 2017, 21, 741–750. [Google Scholar] [CrossRef]
- Zhang, S.; Ding, Y.; Liu, B.; Chang, C. Supply and demand of some critical metals and present status of their recycling in WEEE. Waste Manag. 2017, 65, 113–127. [Google Scholar] [CrossRef] [PubMed]
- Gunarathne, N.; de Alwis, A.; Alahakoon, Y. Challenges facing sustainable urban mining in the e-waste recycling industry in Sri Lanka. J. Clean. Prod. 2020, 251, 119641. [Google Scholar] [CrossRef]
- Pathak, R.; Srivastava, R.R. Assessment of legislation and practices for the sustainable management of waste electrical and electronic equipment in India. Renew. Sustain. Energy Rev. 2017, 78, 220–232. [Google Scholar] [CrossRef]
- Li, Y.; Richardson, J.B.; Bricka, R.M.; Niu, X.; Yang, H.; Li, L.; Jimenez, A. Leaching of heavy metals from E-waste in simulated landfill columns. Waste Manag. 2009, 29, 2147–2150. [Google Scholar] [CrossRef] [PubMed]
- Sthiannopkao, S.; Wong, M.H. Handling e-waste in developed and developing countries: Initiatives, practices, and consequences. Sci. Total Environ. 2013, 463–464, 1147–1153. [Google Scholar] [CrossRef]
- Borthakur, A.; Govind, M. Emerging trends in consumers’ e-waste disposal behaviour and awareness: A worldwide overview with special focus on India. Resour. Conserv. Recy. 2017, 117, 102–113. [Google Scholar] [CrossRef]
- Yong, Y.S.; Lim, Y.A.; Ilankoon, I. An analysis of electronic waste management strategies and recycling operations in Malaysia: Challenges and future prospects. J. Clean. Prod. 2019, 224, 151–166. [Google Scholar] [CrossRef]
- Chancerel, P.; Meskers, C.; Hagelaken, C.; Rotter, V. Assessment of Precious Metal Flows during Preprocessing of Waste Electrical and Electronic Equipment. J. Ind. Ecol. 2009, 13, 791–810. [Google Scholar] [CrossRef]
- Wang, M.; Tan, Q.; Chiang, J.; Li, J. Recovery of rare and precious metals from urban mines—A review. Front. Environ. Sci. Eng. 2017, 11. [Google Scholar] [CrossRef]
- Hsu, E.; Barmak, K.; West, A.; Park, A. Advancements in the treatment and processing of electronic waste with sustainability: A review of metal extraction and recovery technologies. Green Chem. 2019, 21, 919–936. [Google Scholar] [CrossRef]
- Cui, J.; Zhang, L. Metallurgical recovery of metals from electronic waste: A review. J. Hazard. Mater. 2008, 158, 228–256. [Google Scholar] [CrossRef] [PubMed]
- Young, J.P.; Derek, J.F. Recovery of high purity precious metals from printed circuit boards. J. Hazard. Mater. 2009, 164, 1152–1158. [Google Scholar] [CrossRef]
- Syed, S. Recovery of gold from secondary sources—A review. Hydrometallurgy 2012, 115–116, 30–51. [Google Scholar] [CrossRef]
- Ilyas, S.; Srivastava, R.; Kim, H.; Das, D.; Singh, V. Circular bioeconomy and environmental benignness through microbial recycling of e-waste: A case study on copper and gold restoration. Waste Manag. 2021, 121, 175–185. [Google Scholar] [CrossRef]
- Gokelma, M.; Birich, A.; Stopic, S.; Friedrich, B. A Review on Alternative Gold Recovery Re-agents to Cyanide. J. Mater. Sci. Chem. Eng. 2016, 4, 8–17. [Google Scholar] [CrossRef] [Green Version]
- Konyratbekova, S.; Baikonurova, A.; Ussoltseva, G.; Erust, C.; Akcil, A. Thermodynamic and kinetic of iodine–iodide leaching in gold hydrometallurgy. Trans. Nonferr. Metals Soc. 2015, 25, 3774–3783. [Google Scholar] [CrossRef]
- Yue, C.; Sun, H.; Liu, W.J.; Guan, B.; Deng, X.; Zhang, X.; Yang, P. Environmentally Benign, Rapid, and Selective Extraction of Gold from Ores and Waste Electronic Materials. Angew. Chem. Int. Edit 2017, 56, 9331–9335. [Google Scholar] [CrossRef]
- Esteves, P.; de Mattos, M.; de Almeida, L. Tribromoisocyanuric Acid: A New Reagent for Regioselective Cobromination of Alkenes. Synlett 2006, 10, 1515–1518. [Google Scholar] [CrossRef]
- de Almeida, L.; Esteves, P.; de Mattos, M. Tribromoisocyanuric acid as a green reagent for benzylic bromination of alkylarenes. Tetrahedron Lett. 2015, 56, 6843–6845. [Google Scholar] [CrossRef]
- Talens Peiró, L.; Castro Girón, A.; Gabarrell i Durany, X. Examining the feasibility of the urban mining of hard disk drives. J. Clean. Prod. 2020, 248. [Google Scholar] [CrossRef]
- He, P.; Feng, H.; Hu, G.; Hewage, K.; Achari, G.; Wang, G.; Sadiq, R. Life cycle cost analysis for recycling high-tech minerals from waste mobile phones in China. J. Clean. Prod. 2020, 251. [Google Scholar] [CrossRef]
- Angelis-Dimakis, A.; Mapesa, K.; Blackburn, J.; Camp, J. Economic Assessment of Halide Based Gold Recovery from Waste Electrical and Electronic Equipment. In Proceedings of the 5th International Symposium on Green Chemistry, Sustainable Development and Circular Economy, Skiathos island, Sporades, Greece, 30 September–3 October 2018; Kungolos, A., Schramm, K.W., Eds.; Grafima Publications: Thessaloniki, Greece, 2018. [Google Scholar]
- Apostolopoulou, E.; Mylona, E.; Kourtis, A.; Adam, K.; Papassiopi, N. Ecotoxicity evaluation of mine waste using geochemical and biological tests. In Proceedings of the 5th International Symposium on Green Chemistry, Sustainable Development and Circular Economy, Skiathos island, Sporades, Greece, 30 September–3 October 2018; Kungolos, A., Schramm, K.W., Eds.; Grafima Publications: Thessaloniki, Greece, 2018. [Google Scholar]
- Mycroft, Z.; Gomis, M.; Mines, P.; Law, P.; Bugg, T. Biocatalytic conversion of lignin to aromatic dicarboxylic acids in Rhodococcus jostii RHA1 by re-routing aromatic degradation pathways. Green Chem. 2015, 17, 4974–4979. [Google Scholar] [CrossRef] [Green Version]
- Pellis, A.; Comerford, J.W.; Weinberger, S.; Guebitz, G.M.; Clark, J.H.; Farmer, T.J. Enzymatic synthesis of lignin derivable pyridine based polyesters for the substitution of petroleum derived plastics. Nat. Commun. 2019, 10, 1762. [Google Scholar] [CrossRef] [PubMed]
- Clarke, C.J.; Tu, W.C.; Levers, O.; Brohl, A.; Hallett, J.P. Green and Sustainable Solvents in Chemical Processes. Chem. Rev. 2018, 118, 747–800. [Google Scholar] [CrossRef]
- Gu, Y.; Jerome, F. Bio-based solvents: An emerging generation of fluids for the design of eco-efficient processes in catalysis and organic chemistry. Chem. Soc. Rev. 2013, 42, 9550–9570. [Google Scholar] [CrossRef]
- Bousfield, T.W.; Pearce, K.P.R.; Nyamini, S.B.; Angelis-Dimakis, A.; Camp, J.E. Synthesis of Amides from Acid Chlorides and Amines in the Bio-based Solvent CyreneTM. Green Chem. 2019, 21, 3675–3681. [Google Scholar] [CrossRef]
- Camp, J.E. Bio-available Solvent Cyrene: Synthesis, Derivatization, and Applications. ChemSusChem 2018, 11, 3048–3055. [Google Scholar] [CrossRef] [PubMed]
- Mistry, L.; Mapesa, K.; Bousfield, T.W.; Camp, J.E. Synthesis of Ureas in the Bio-Alternative Solvent Cyrene. Green Chem. 2019, 19, 2123–2128. [Google Scholar] [CrossRef]
- Camp, J.E.; Nyamini, S.B.; Scott, F.J. Cyrene is a Green Alternative to DMSO as a Solvent for Antibacterial Drug Discovery against ESKAPE Pathogens. RSC Med. Chem. 2020, 11, 111–117. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
| Metal | Concentration (in %w/w or ppm) |
|---|---|
| Gold | 10 ppm |
| Sliver | 95 ppm |
| Other Noble Metals (Pt, Rt, Os, Ir) | <10 ppm in total |
| Iron | 23% |
| Zinc | 10% |
| Aluminium | 3% |
| Lixiviant | Average Gold Recovery | Maximum Gold Recovery |
|---|---|---|
| TCICA | 2% | 8% a |
| TBICA | 11% | 29% b |
| NBS | 92% | 99% c |
| NCS | 12% | 15% c |
| Lixiviant | Gold Recovery |
|---|---|
| TCICA | 5% (53%) a |
| NBS | 26% (61%) a |
| NCS | 36% b |
| Chemical Compound | Price (in GBP/mol) | Price (in GBP/kg) |
|---|---|---|
| Trichloroisocyanuric acid (TCICA) | 16.2 | 69.6 |
| N-Bromosuccinimide (NBS) | 11.7 | 65.7 |
| N-Chlorosuccinimide (NCS) | 15.3 | 114.6 |
| Pyridine | 6.8 | 85.4 |
| Sodium Hydroxide | 0.90 | 22.4 |
| Cyanuric Acid | 1.5 | 11.9 |
| OxoneTM | 4.8 | 15.6 |
| Sodium Carbonate | 7.3 | 68.6 |
| Potassium Bromide | 18.6 | 156.0 |
| System | Minimum Profitable Yield |
|---|---|
| Pyridine–NBS | 14.8% |
| Pyridine–NCS | 15.1% |
| Pyridine–TCICA (1:5:75) | 15.2% |
| Pyridine–TCICA (1:1:50) | 11.2% |
| Pyridine–TBICA | 50.4% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wordsworth, J.; Khan, N.; Blackburn, J.; Camp, J.E.; Angelis-Dimakis, A. Technoeconomic Assessment of Organic Halide Based Gold Recovery from Waste Electronic and Electrical Equipment. Resources 2021, 10, 17. https://0-doi-org.brum.beds.ac.uk/10.3390/resources10020017
Wordsworth J, Khan N, Blackburn J, Camp JE, Angelis-Dimakis A. Technoeconomic Assessment of Organic Halide Based Gold Recovery from Waste Electronic and Electrical Equipment. Resources. 2021; 10(2):17. https://0-doi-org.brum.beds.ac.uk/10.3390/resources10020017
Chicago/Turabian StyleWordsworth, Jamie, Nadia Khan, Jack Blackburn, Jason E. Camp, and Athanasios Angelis-Dimakis. 2021. "Technoeconomic Assessment of Organic Halide Based Gold Recovery from Waste Electronic and Electrical Equipment" Resources 10, no. 2: 17. https://0-doi-org.brum.beds.ac.uk/10.3390/resources10020017