An Innovative Agile Model of Smart Lean–Green Approach for Sustainability Enhancement in Industry 4.0


 , ,
, ,  and
and 
Abstract
:1. Introduction
- i.
- Previous researchers have developed several approaches for the elimination of waste and concluded that the elimination of wastes could improve overall operational performance. Still, no generalized approach has been provided that can identify non-value-added activities at the beginning of production processes.
- ii.
- Previous researchers have proposed several tools, strategies, and methodologies, but have not proved that they can be applied in all types of operating conditions.
2. Literature Review
Integration of Lean, Smart, and Green Approaches in Industry 4.0
- I.
- Researchers and industry individuals found the lean concept to be efficient for sustainable production systems because the barriers of the lean theory are minimal, making it easy to apply across industries.
- II.
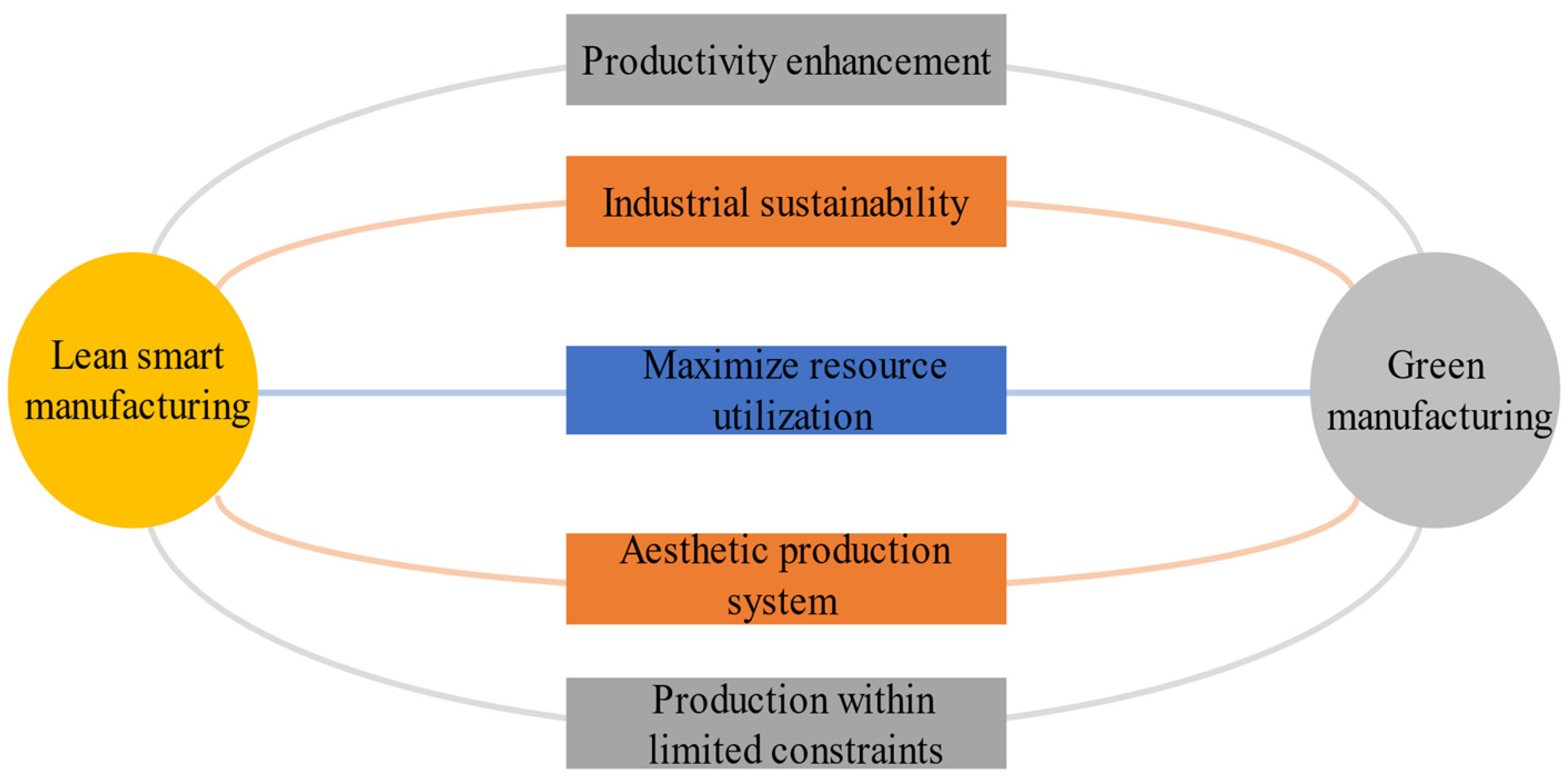
- It was found that the adaptability of smart–lean can be improved by integrating it with green manufacturing, because the green concept aims to eliminate the waste present in the production.
- III.
- The researchers found that the lean and green concepts are implemented for similar objectives because lean and green concepts are considered synergetic strategies for production enhancement.
- IV.
- The researchers concluded that integrating smart, lean, and green concepts improved workers’ performance by providing an aesthetically pleasing work environment on the production shop floor.
- V.
- The researchers believed that a lean concept would be efficient when implemented with the smart and green concept on production shop floors because lean could eliminate shop floor waste and green could eliminate environmental waste.
3. An Agile Model for Process Optimization Using Smart Lean–Green
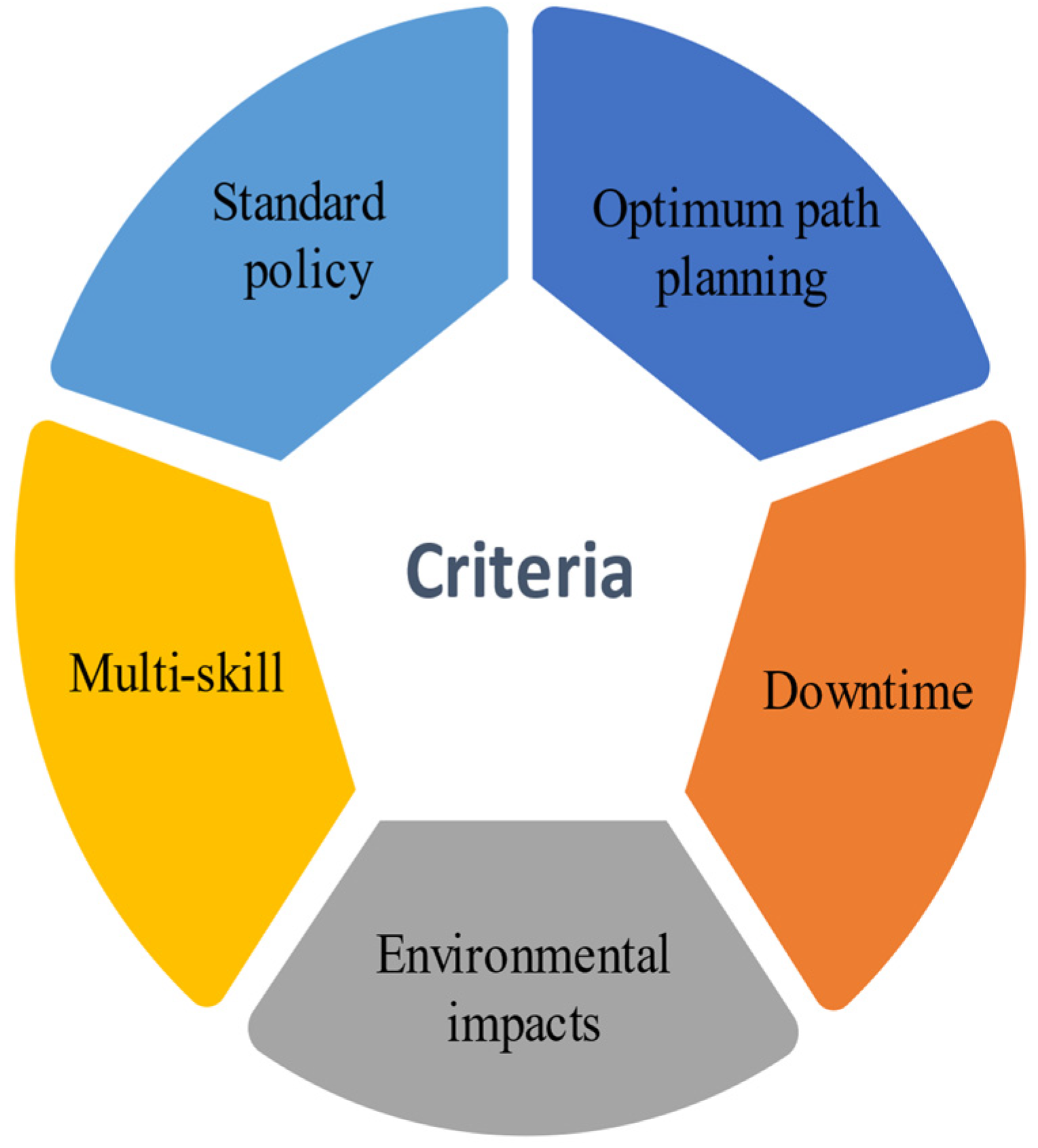
3.1. Criteria for the Developed Model
3.2. Guidelines for Developed Model
- I.
- The commitment of management team members is critical for long-term success. The top management must develop an open innovative strategy and method for the positive working culture that considers intrinsic and extrinsic production environment to improve the sustainability of operational performance.
- II.
- Lean uses several tools to identify and eliminate challenges and problems in obtaining sustainability. The lean effectiveness can be enhanced by integrating other tools and approaches, including kaizen, smart, six sigma, green, and total quality management. The application of the lean and green concepts was found to be most efficient because both concepts have the same objectives, to eliminate wastes. They work simultaneously and synergistically in industries to achieve production enhancement.
- III.
- Strategic planning and comprehensive production information are essential to determine the proposed model’s objective and success. Efficient strategic planning helps industry individuals make decisions for the allocation of workers, machinery, and financial orders to maintain industrial sustainability by the proposed model.
- IV.
- The proposed model is used to enhance production within limited constraints by obtaining sustainable operational performance in production processes. In addition, the authors develop a strategy and problem-solving keys to manage production planning by optimizing resources. The keys support industry persons in implementing continuous improvement and obtain sustainability in the production management system in Industry 4.0.
4. Validation of Developed Model
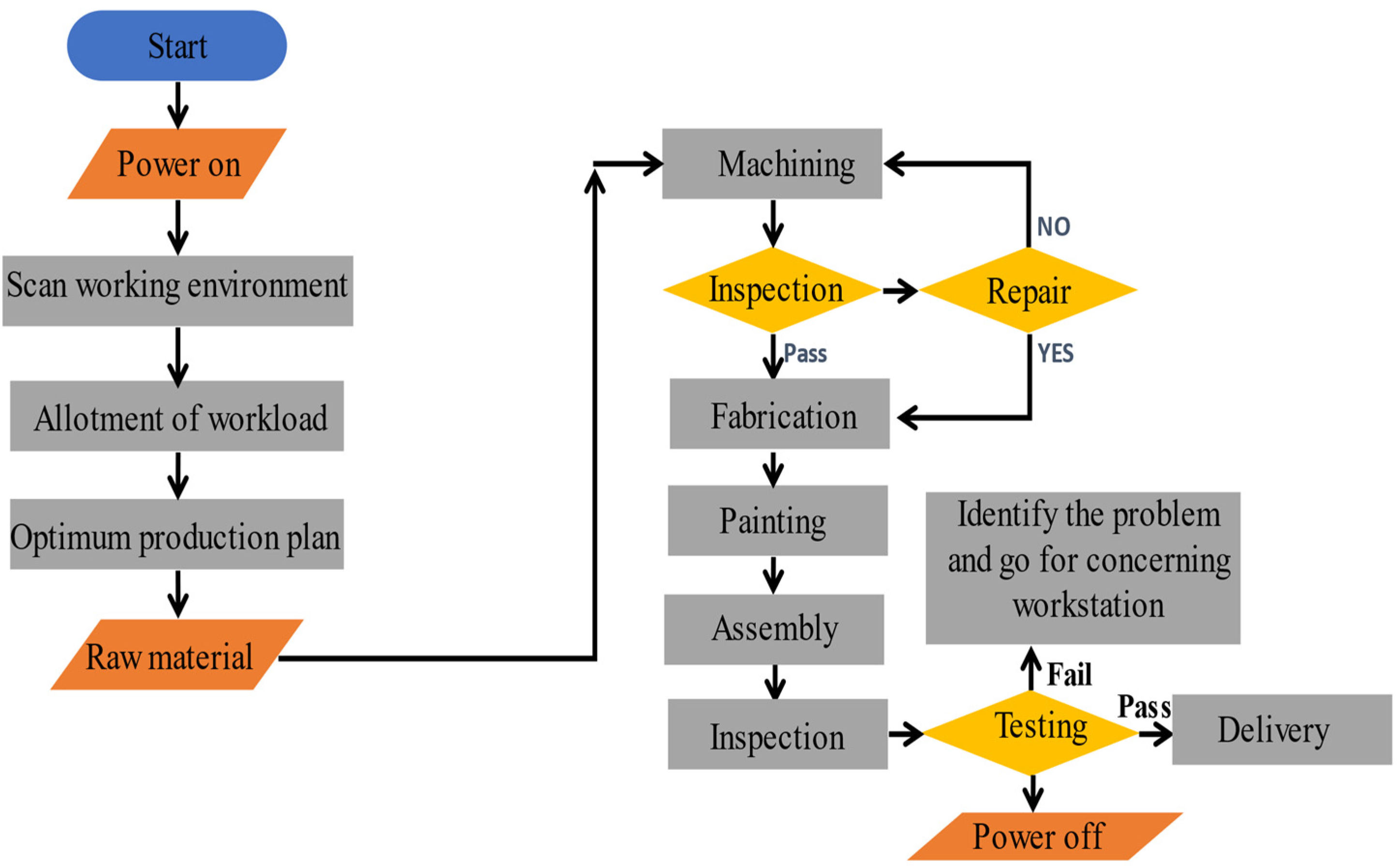
4.1. Case Study 1
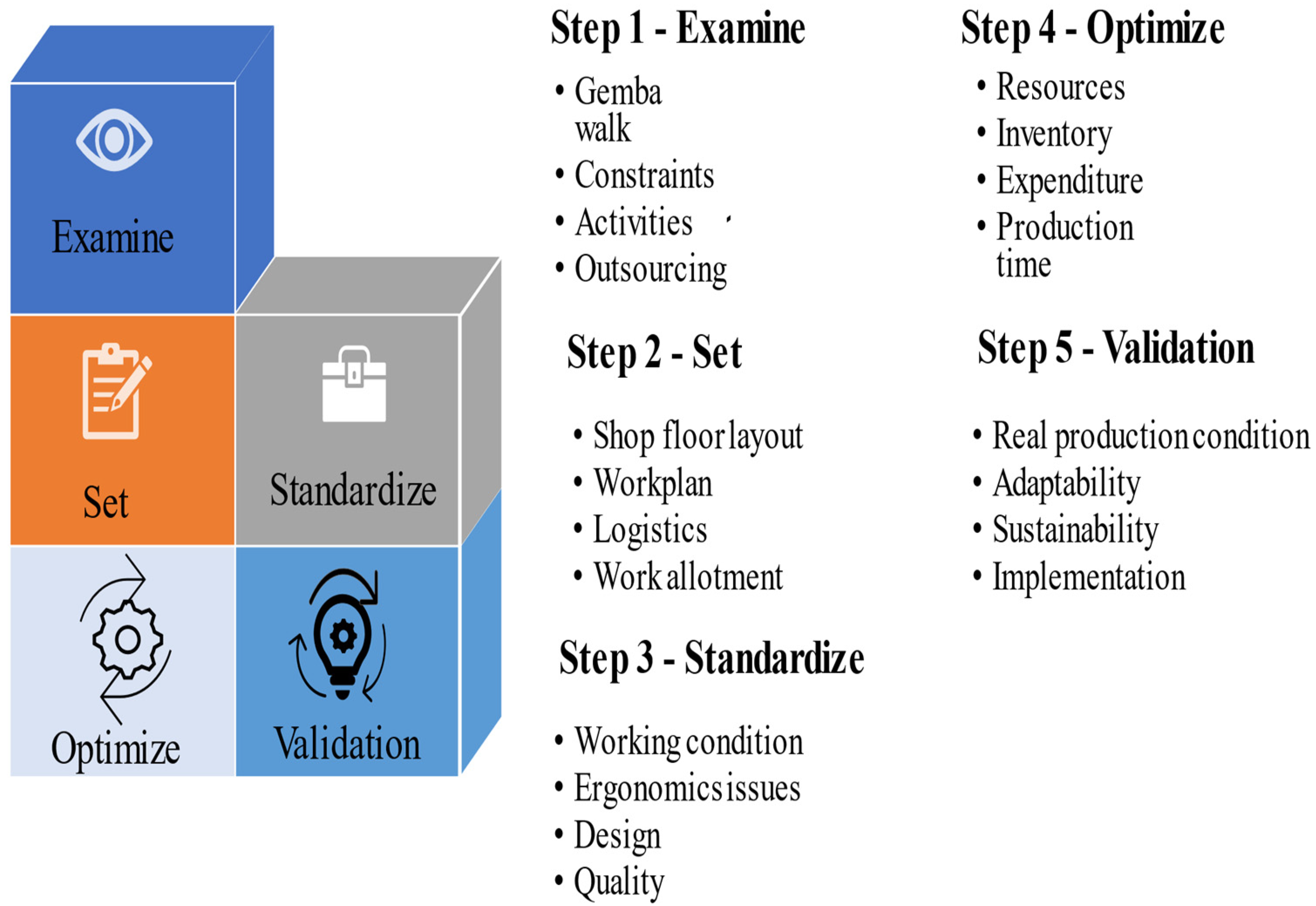
4.1.1. Examine
4.1.2. Set
4.1.3. Standardize
- Add environmental temperature sensors;
- Condition-based maintenance system;
- Intelligent sensors to stop the machine when not in use;
- Design software to decide optimum path planning;
- Sensors and non-destructive testing system;
- Organize training programs;
- Resolve ergonomics issues.
4.1.4. Optimize
- Minimum movement between workstations;
- Proper arrangement for water and electricity;
- Sufficient workspace;
- Systematic planning for machinery positions;
- Connectivity between similar types of workstations.
4.1.5. Validation
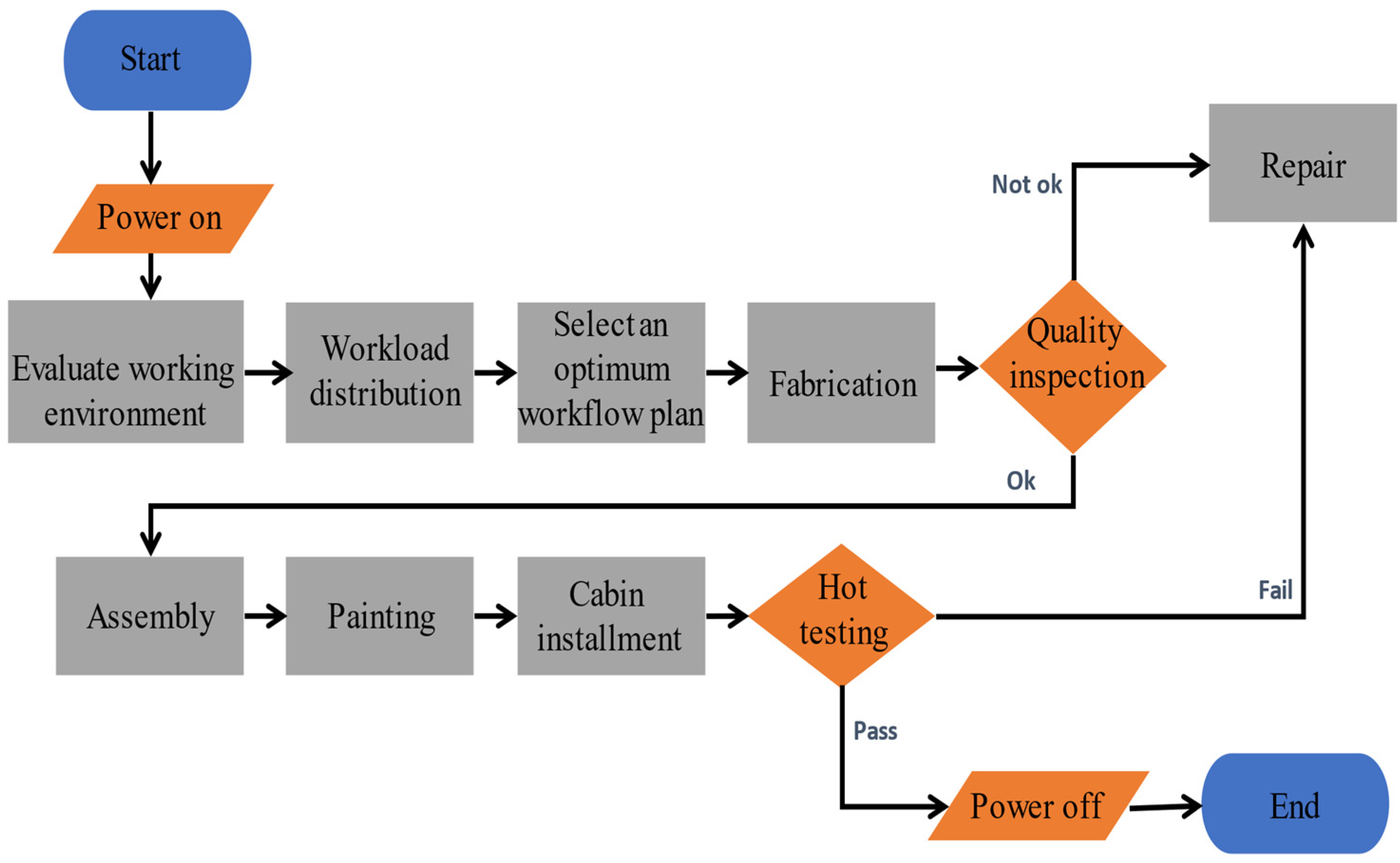
4.2. Case Study 2
4.2.1. Examine
4.2.2. Set
4.2.3. Standardize
- Set alert for shop floor working temperature;
- Condition monitoring system;
- Intelligent sensors to stop the machine when not in use;
- Design a model to decide optimum path planning;
- Proper workload distribution;
- Organize training programs;
- Conduct meeting of workers with top-level management;
- Resolve ergonomics issues.
4.2.4. Optimize
- A shorter distance between workstations;
- Proper arrangement for power supply;
- Sufficient workspace at each workstation;
- The fixed position of machinery;
- The suitable communication channel between workstations;
- Space to easily connect similar workstations.
4.2.5. Validation
5. Result and Discussion
6. Conclusions
7. Future Scope
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, L.-R. Lean Smart Manufacturing in Taiwan—Focusing on the Bicycle Industry. J. Open Innov. Technol. Mark. Complex. 2019, 5, 79. [Google Scholar] [CrossRef] [Green Version]
- Tripathi, V.; Saraswat, S.; Gautam, G.D. A Study on Implementation of Various Approaches for Shop Floor Management; Springer: Singapore, 2021; pp. 371–387. [Google Scholar] [CrossRef]
- Costa, R.; Resende, T.; Dias, A.; Pereira, L.; Santos, J. Public Sector Shared Services and the Lean Methodology: Implications on Military Organizations. J. Open Innov. Technol. Mark. Complex. 2020, 6, 78. [Google Scholar] [CrossRef]
- Ali, A.A.; Mahmood, A.; Ikram, A.; Ahmad, A. Configuring the Drivers and Carriers of Process Innovation in Manufacturing Organizations. J. Open Innov. Technol. Mark. Complex. 2020, 6, 154. [Google Scholar] [CrossRef]
- Tjahjadi, B.; Soewarno, N.; Hariyati, H.; Nafidah, L.N.; Kustiningsih, N.; Nadyaningrum, V. The Role of Green Innovation between Green Market Orientation and Business Performance: Its Implication for Open Innovation. J. Open Innov. Technol. Mark. Complex. 2020, 6, 173. [Google Scholar] [CrossRef]
- Siegel, R.; Antony, J.; Garza-Reyes, J.A.; Cherrafi, A.; Lameijer, B. Integrated green lean approach and sustainability for SMEs: From literature review to a conceptual framework. J. Clean. Prod. 2019, 240, 118205. [Google Scholar] [CrossRef]
- Shokri, A.; Li, G. Green implementation of Lean Six Sigma projects in the manufacturing sector. Int. J. Lean Six Sigma 2020, 11, 711–729. [Google Scholar] [CrossRef]
- Sagnak, M.; Kazancoglu, Y. Integration of green lean approach with six sigma: An application for flue gas emissions. J. Clean. Prod. 2016, 127, 112–118. [Google Scholar] [CrossRef]
- Prasad, S.; Khanduja, D.; Sharma, S.K. An empirical study on applicability of lean and green practices in the foundry industry. J. Manuf. Technol. Manag. 2016, 27, 408–426. [Google Scholar] [CrossRef]
- Oliveira, G.A.; Tan, K.H.; Guedes, B.T. Lean and green approach: An evaluation tool for new product development focused on small and medium enterprises. Int. J. Prod. Econ. 2018, 205, 62–73. [Google Scholar] [CrossRef]
- Cherrafi, A.; Elfezazi, S.; Hurley, B.; Garza-Reyes, J.A.; Kumar, V.; Anosike, A.A.; Batista, L. Green and lean: A Gemba–Kaizen model for sustainability enhancement. Prod. Plan. Control 2019, 30, 385–399. [Google Scholar] [CrossRef]
- Choudhary, S.; Nayak, R.; Dora, M.; Mishra, N.; Ghadge, A. An integrated lean and green approach for improving sustainability performance: A case study of a packaging manufacturing SME in the U.K. Prod. Plan. Control 2019, 30, 353–368. [Google Scholar] [CrossRef]
- Inman, R.A.; Green, K.W. Green. Lean and green combine to impact environmental and operational performance. Int. J. Prod. Res. 2018, 56, 4802–4818. [Google Scholar] [CrossRef]
- Zhu, X.Y.; Zhang, H.; Jiang, Z.G. Application of green-modified value stream mapping to integrate and implement lean and green practices: A case study. Int. J. Comput. Integr. Manuf. 2019, 33, 716–731. [Google Scholar] [CrossRef]
- Kurdve, M.; Zackrisson, M.; Wiktorsson, M.; Harlin, U. Lean and green integration into production system models-Experiences from Swedish industry. J. Clean. Prod. 2014, 85, 180–190. [Google Scholar] [CrossRef]
- Belhadi, A.; Kamble, S.S.; Zkik, K.; Cherrafi, A.; Touriki, F.E. The integrated effect of Big Data Analytics, Lean Six Sigma and Green Manufacturing on the environmental performance of manufacturing companies: The case of North Africa. J. Clean. Prod. 2019, 252, 119903. [Google Scholar] [CrossRef]
- Duarte, S.; Cruz Machado, V. Green and lean implementation: An assessment in the automotive industry. Int. J. Lean Six Sigma 2017, 8, 65–88. [Google Scholar] [CrossRef]
- Shahin, M.; Chen, F.F.; Bouzary, H.; Krishnaiyer, K. Integration of Lean practices and Industry 4.0 technologies: Smart manufacturing for next-generation enterprises. Int. J. Adv. Manuf. Technol. 2020, 107, 2927–2936. [Google Scholar] [CrossRef]
- Tortorella, G.L.; Narayanamurthy, G.; Thurer, M. Identifying pathways to a high-performing lean automation implementation: An empirical study in the manufacturing industry. Int. J. Prod. Econ. 2020, 231, 107918. [Google Scholar] [CrossRef]
- Thanki, S.J.; Thakkar, J. Interdependence analysis of lean-green implementation challenges: A case of Indian SMEs. J. Manuf. Technol. Manag. 2018, 29, 295–328. [Google Scholar] [CrossRef]
- Rahani, A.R.; Al-Ashraf, M. Production flow analysis through Value Stream Mapping: A lean manufacturing process case study. Procedia Eng. 2012, 41, 1727–1734. [Google Scholar] [CrossRef] [Green Version]
- Naqvi, S.A.A.; Fahad, M.; Atir, M.; Zubair, M.; Shehzad, M.M. Productivity improvement of a manufacturing facility using systematic layout planning. Cogent Eng. 2016, 3, 13. [Google Scholar] [CrossRef]
- Barbosa, G.F.; Carvalho, J.; Filho, E.V.G. A proper framework for design of aircraft production system based on lean manufacturing principles focusing to automated processes. Int. J. Adv. Manuf. Technol. 2014, 72, 1257–1273. [Google Scholar] [CrossRef]
- Amrani, A.; Ducq, Y. Lean practices implementation in aerospace based on sector characteristics: Methodology and case study. Prod. Plan. Control 2020, 31, 1–23. [Google Scholar] [CrossRef]
- Rahman, N.A.A.; Sharif, S.M.; Esa, M.M. Lean Manufacturing Case Study with Kanban System Implementation. Procedia Econ. Financ. 2013, 7, 174–180. [Google Scholar] [CrossRef] [Green Version]
- Pattanaik, L.N.; Sharma, B.P. Implementing lean manufacturing with cellular layout: A case study. Int. J. Adv. Manuf. Technol. 2008, 42, 772–779. [Google Scholar] [CrossRef]
- Sahoo, A.K.; Singh, N.K.; Shankar, R.; Tiwari, M.K. Lean philosophy: Implementation in a forging company. Int. J. Adv. Manuf. Technol. 2007, 36, 451–462. [Google Scholar] [CrossRef]
- Kumar, S.; Dhingra, A.K.; Singh, B. Process improvement through Lean Kaizen using value stream map: A case study in India. Int. J. Adv. Manuf. Technol. 2018, 96, 2687–2698. [Google Scholar] [CrossRef]
- Suhardi, B.; Anisa, N.; Laksono, P.W. Minimizing waste using lean manufacturing and ECRS principle in Indonesian furniture industry. Cogent Eng. 2019, 6, 1567019. [Google Scholar] [CrossRef]
- Chen, J.C.; Cheng, C.H.; Huang, P.B.; Wang, K.J.; Huang, C.J.; Ting, T.C. Warehouse management with lean and RFID application: A case study. Int. J. Adv. Manuf. Technol. 2013, 69, 531–542. [Google Scholar] [CrossRef]
- Santos, Z.G.D.; Vieira, L.; Balbinotti, G. Lean Manufacturing and Ergonomic Working Conditions in the Automotive Industry. Procedia Manuf. 2015, 3, 5947–5954. [Google Scholar] [CrossRef] [Green Version]
- Rohani, J.M.; Zahraee, S.M. Production Line Analysis via Value Stream Mapping: A Lean Manufacturing Process of Color Industry. Procedia Manuf. 2015, 2, 6–10. [Google Scholar] [CrossRef] [Green Version]
- Mwanza, B.G.; Mbohwa, C. Design of a Total Productive Maintenance Model for Effective Implementation: Case Study of a Chemical Manufacturing Company. Procedia Manuf. 2015, 4, 461–470. [Google Scholar] [CrossRef] [Green Version]
- Lu, J.C.; Yang, T. Implementing lean standard work to solve a low-work in-process buffer problem in a highly automated manufacturing environment. Int. J. Prod. Res. 2015, 53, 2285–2305. [Google Scholar] [CrossRef]
- Shet, S.V.; Pereira, V. Proposed managerial competencies for Industry 4.0—Implications for social sustainability. Technol. Forecast. Soc. Chang. 2021, 173, 121080. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Ching, N.T. Adoption of digital technologies of smart manufacturing in SMEs. J. Ind. Inf. Integr. 2019, 16, 100107. [Google Scholar] [CrossRef]
- Dey, B.K.; Bhuniya, S.; Sarkar, B. Involvement of controllable lead time and variable demand for a smart manufacturing system under a supply chain management. Expert Syst. Appl. 2021, 184, 115464. [Google Scholar] [CrossRef]
- Buer, S.V.; Semini, M.; Strandhagen, J.O.; Sgarbossa, F. The complementary effect of lean manufacturing and digitalisation on operational performance. Int. J. Prod. Res. 2021, 59, 1976–1992. [Google Scholar] [CrossRef]
- Ramadan, M.; Salah, B.; Othman, M.; Ayubali, A.A. Industry 4.0-Based Real-Time Scheduling and Dispatching in Lean Manufacturing Systems. Sustainability 2020, 12, 2272. [Google Scholar] [CrossRef] [Green Version]
- Dey, B.K.; Pareek, S.; Tayyab, M.; Sarkar, B. Autonomation policy to control work-in-process inventory in a smart production system. Int. J. Prod. Res. 2021, 59, 1258–1280. [Google Scholar] [CrossRef]
- Nakagawa, E.Y.; Antonino, P.O.; Schnicke, F.; Capilla, R.; Kuhn, T.; Liggesmeyer, P. Industry 4.0 reference architectures: State of the art and future trends. Comput. Ind. Eng. 2021, 156, 107241. [Google Scholar] [CrossRef]
- Thanki, S.; Govindan, K.; Thakkar, J. An investigation on lean-green implementation practices in Indian SMEs using analytical hierarchy process (AHP) approach. J. Clean. Prod. 2016, 135, 284–298. [Google Scholar] [CrossRef]
- Mishra, M.N. Identify critical success factors to implement integrated green and Lean Six Sigma. Int. J. Lean Six Sigma 2018. [Google Scholar] [CrossRef]
- Kumar, S.; Luthra, S.; Govindan, K.; Kumar, N.; Haleem, A. Barriers in green lean six sigma product development process: An ISM approach. Prod. Plan. Control 2016, 27, 604–620. [Google Scholar] [CrossRef]
- Leong, W.D.; Teng, S.Y.; How, B.S.; Ngan, S.L.; Rahman, A.A.; Tan, C.P.; Ponnambalam, S.G.; Lam, H.L. Enhancing the adaptability: Lean and green strategy towards the Industry Revolution 4.0. J. Clean. Prod. 2020, 273, 122870. [Google Scholar] [CrossRef]
- Bhattacharya, A.; Nand, A.; Castka, P. Lean-green integration and its impact on sustainability performance: A critical review. J. Clean. Prod. 2019, 236, 117697. [Google Scholar] [CrossRef]
- Kamble, S.; Gunasekaran, A.; Dhone, N.C. Industry 4.0 and lean manufacturing practices for sustainable organisational performance in Indian manufacturing companies. Int. J. Prod. Res. 2020, 58, 1319–1337. [Google Scholar] [CrossRef]
- Tripathi, V.; Saraswat, S.; Gautam, G.; Singh, D. Shop Floor Productivity Enhancement Using a Modified Lean Manufacturing Approach. In Recent Trends in Industrial and Production Engineering; Springer: Singapore, 2021. [Google Scholar] [CrossRef]
- Tyagi, S.; Choudhary, A.; Cai, X.; Yang, K. Value stream mapping to reduce the lead-time of a product development process. Int. J. Prod. Econ. 2015, 160, 202–212. [Google Scholar] [CrossRef] [Green Version]
- Freitas, J.G.D.; Costa, H.G.; Ferraz, F.T. Impacts of Lean Six Sigma over organizational sustainability: A survey study. J. Clean. Prod. 2017, 156, 262–275. [Google Scholar] [CrossRef]
- Ruben, R.B.; Vinodh, S.; Asokan, P. Implementation of Lean Six Sigma framework with environmental considerations in an Indian automotive component manufacturing firm: A case study. Prod. Plan. Control 2017, 28, 1193–1211. [Google Scholar] [CrossRef]
- Tripathi, V.; Saraswat, S.; Gautam, G.D. Development of a Systematic Framework to Optimize the Production Process in Shop Floor Management. In Recent Trends in Industrial and Production Engineering; Springer: Singapore, 2021. [Google Scholar] [CrossRef]
- Vinodh, S.; Arvind, K.R.; Somanaathan, M. Application of value stream mapping in an Indian camshaft manufacturing organisation. J. Manuf. Technol. Manag. 2010, 21, 888–900. [Google Scholar] [CrossRef]
- Syreyshchikova, N.V.; Pimenov, D.Y.; Markopoulos, A.P.; Moldovan, L. Value Stream Maps in Clock Production. Russ. Engin. Res. 2021, 41, 378–381. [Google Scholar] [CrossRef]
- Morales Méndez, J.D.; Rodriguez, R.S. Total productive maintenance (TPM) as a tool for improving productivity: A case study of application in the bottleneck of an auto-parts machining line. Int. J. Adv. Manuf. Technol. 2017, 92, 1013–1026. [Google Scholar] [CrossRef]
- Yadav, G.; Luthra, S.; Huisingh, D.; Mangla, S.K.; Narkhede, B.E.; Liu, Y. Development of a lean manufacturing framework to enhance its adoption within manufacturing companies in developing economies. J. Clean. Prod. 2020, 245, 118726. [Google Scholar] [CrossRef]
- Tayal, A.; Kalsi, N.S.; Gupta, M.K.; Pimenov, D.Y.; Sarikaya, M.; Pruncu, C.I. Effectiveness Improvement in Manufacturing Industry; Trilogy Study and Open Innovation Dynamics. J. Open Innov. Technol. Mark. Complex. 2021, 7, 7. [Google Scholar] [CrossRef]
- Cherrafi, A.; Elfezazi, S.; Govindan, K.; Garza-Reyes, J.A.; Benhida, K.; Mokhlis, A. A framework for the integration of Green and Lean Six Sigma for superior sustainability performance. Int. J. Prod. Res. 2017, 55, 4481–4515. [Google Scholar] [CrossRef]
- Syreyshchikova, N.V.; Pimenov, D.Y.; Yaroslavova, E.N.; Gupta, M.K.; Aamir, M.; Giasin, K. Managing Risks in the Improved Model of Rolling Mill Loading: A Case Study. J. Risk Financ. Manag. 2021, 14, 359. [Google Scholar] [CrossRef]
- Syreyshchikova, N.V.; Pimenov, D.Y.; Mikolajczyk, T.; Moldovan, L. Automation of Production Activities of an Industrial Enterprise based on the ERP System. Procedia Manuf. 2020, 46, 525–532. [Google Scholar] [CrossRef]
- Touriki, F.E.; Benkhati, I.; Kamble, S.S.; Belhadi, A.; Ffezazi, S.E. An integrated smart, green, resilient, and lean manufacturing framework: A literature review and future research directions. J. Clean Prod. 2021, 319, 128691. [Google Scholar] [CrossRef]
- Caiado, R.G.G.; Scavarda, L.F.; Gavião, L.O.; Ivson, P.; de Nascimento, D.L.M.; Garza-Reyes, J.A. A fuzzy rule-based industry 4.0 maturity model for operations and supply chain management. Int. J. Prod. Econ. 2020, 231, 107883. [Google Scholar] [CrossRef]
- Abubakr, M.; Abbas, A.T.; Tomaz, I.; Soliman, M.S.; Luqman, M.; Hegab, H. Sustainable and smart manufacturing: An integrated approach. Sustainability 2020, 12, 2280. [Google Scholar] [CrossRef] [Green Version]
- Saxby, R.; Cano-Kourouklis, M.; Viza, E. An initial assessment of Lean Management methods for Industry 4.0. TQM J. 2020, 32, 587–601. [Google Scholar] [CrossRef]
- Saqlain, M.; Piao, M.; Shim, Y.; Lee, J.Y. Framework of an IoT-based Industrial Data Management for Smart Manufacturing. J. Sens. Actuator Netw. 2019, 8, 25. [Google Scholar] [CrossRef] [Green Version]
- Gaspar, P.D.; Fernandez, C.M.; Soares, V.N.G.J.; Caldeira, J.M.L.P.; Silva, H. Development of technological capabilities through the internet of things (Iot): Survey of opportunities and barriers for iot implementation in Portugal’s agro-industry. Appl. Sci. 2021, 11, 3454. [Google Scholar] [CrossRef]
- Seth, D.; Gupta, V. Application of value stream mapping for lean operations and cycle time reduction: An Indian case study. Prod. Plan. Control 2005, 16, 44–59. [Google Scholar] [CrossRef]
- Pampanelli, A.B.; Found, P.; Bernardes, A.M. A Lean & Green Model for a production cell. J. Clean. Prod. 2013, 85, 19–30. [Google Scholar] [CrossRef]
- Dieste, M.; Panizzolo, R.; Garza-Reyes, J.A.; Anosike, A. The relationship between lean and environmental performance: Practices and measures. J. Clean. Prod. 2019, 224, 120–131. [Google Scholar] [CrossRef]
- Zhang, K.; Qu, T.; Zhou DThürer, M.; Liu, Y.; Nie, D.; Haung, G.Q. IoT-enabled dynamic lean control mechanism for typical production systems. J. Ambient. Intell. Humaniz. Comput. 2018, 10, 1009–1023. [Google Scholar] [CrossRef] [Green Version]
- Tortorella, G.L.; Saurin, T.A.; Gaiardelli, P.; Jurburg, D. Relationships between competences and lean automation practices: An exploratory study. Prod. Plan. Control. 2021, 1–16. [Google Scholar] [CrossRef]
- Schoeman, Y.; Oberholster, P.; Somerset, V. Value stream mapping as a supporting management tool to identify the flow of industrial waste: A case study. Sustainability 2020, 13, 91. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference No. | Approach | Problem | Solution |
|---|---|---|---|
| AR et al. [21] | VSM | Poor layout | The production team looked at how production operations were being conducted and identified wastes in production areas that were responsible for lower productivity levels and high work-in-process inventory. All the identified wastes were eliminated by appropriate action. |
| Naqvi et al. [22] | Systematic layout planning | ||
| Barbosa et al. [23] | TPM | Downtime | Proposed a guidance method for engineers focused on developing processes with automation. The proposed method was validated by the improvements obtained in a case study of an aerospace manufacturing environment. |
| Amrani et al. [24] | Standardization | Ergonomics issues | A methodology was devised to improve the stability of the lean approach, and the method was applied in a case study of the aerospace industry. The result validated that the proposed methodology achieved significant reductions in defective rate, cycle time, work-in-progress, and cost. |
| Rahman et al. [25] | Kanban | Communication gap | Kanban was applied to case studies of Malaysian SMEs to identify the effectiveness and constraint factors of Kanban, and all the constraints were identified. These included supplier employee involvement, ineffective inventory management, lack of quality control, lack of quality improvement, and top management commitment. |
| Pattanaik et al. [26] | VSM | Defects | The authors proposed a design methodology for the implementation of lean philosophy in cellular layout. The proposed methodology’s usefulness has been validated by a case study carried out in an ammunition component manufacturing industry. |
| Sahoo et al. [27] | Taguchi’s method | Suggested a systematic approach for implementation of the lean concept with Taguchi’s method and ANOVA. The approach has been validated by obtaining reductions in defects and work-in-process inventory in a forging industry. | |
| Kumar et al. [28] | Method study | Unplanned workflow | The authors conducted a case study in the manufacturing industry to implement the lean concept with method study. The elimination of unnecessary operations proposed the optimum workflow, and it resulted in increased productivity up to 50% and improved financial condition. |
| Suhardi et al. [29] | 5W1H technique, ECRS principle | Workload distribution | The authors implemented the lean technique in the furniture industry and eliminated different types of waste found on the production shop floor. The result demonstrates lead time reduced by 4.79% and also balances the workload received by the operator. |
| Chen et al. [30] | VSM | The authors proposed integrating lean and radiofrequency identification techniques to improve the effectiveness and efficiency of warehouse management. The result reveal that the lean approach could be able to obtain higher-level improvement in operation time and performance when applied with integration. | |
| Santos et al. [31] | VSM, 5S | Absenteeism | The production team members conducted interview sessions and questionnaires to understand the employees regarding the status of ergonomic issues and the various methods applied in practice. It found after examining the analysis of questionnaires and interviews that absenteeism was reduced by improvement in working conditions on the different workstations. |
| Rohani et al. [32] | VSM, kaizen | More workstations | The authors implemented a lean technique to improve performance in the production of a paint manufacturing industry. After eliminating waste, production lead time and value-added time decreased by 2.5 days and 31 min, respectively. |
| Mwanza et al. [33] | TPM | Unavailability of machinery | Developed a total productive maintenance model (TPM) to the maintenance system at a chemical manufacturing industry. Direct observation, questionnaires, interviews, and previous records were selected to understand the actual working condition on the shop floor. The researchers concluded that TPM could reduce losses that occurred by implementing necessary actions in terms of machinery. |
| Lu et al. [34] | Lean manufacturing, kaizen | Lack of workers contribution | Proposed a methodology coupled with lean manufacturing and the kaizen approach, implemented in a highly automated manufacturing environment. The authors found improvement in throughput, reliability of production processes, and rework ratio in the result. It was concluded that the improvement was possible by the integration of the lean kaizen approach. |
| Zhu et al. [14] | Lean and green manufacturing | Inefficient production processes | Presented a framework to remove challenges faced in implementing the lean and green approach and for improvement in production performance on the shop floor. The framework was implemented in a metal stamped part production line, and production time and cost were reduced by eliminating different wastes. Furthermore, the result illustrates that the developed framework improved production processes performance by eliminating environmental waste and shop floor waste. |
| Cherrafi et al. [11] | Lean, green, and six sigma | Lower productivity | Proposed a framework to improve the sustainability performance of production systems by implementation of lean, green, and six sigma approach integration. The resource consumption and energy cost were effectively reduced in different case studies, and it was validated through proposed methodical guides. |
| Choudhary et al. [12] | Lean and green manufacturing | Ineffective approach | The researchers proposed green integrated value stream mapping as a process optimization tool and applied it in the packaging manufacturing industry. The outcome of the case study showed an improvement in production performance, and it was made possible by eliminating lean and green waste. |
| Shet et al. [35] | Smart manufacturing | Inefficient resource management system | The authors proposed a conceptual framework for Industry 4.0 by identifying managerial competencies. The research provided a competency model to benefit policymakers, business organizations, researchers, and other stakeholders involved in developing the capabilities required for an Industry 4.0 ecosystem. |
| Ghobakhloo et al. [36] | Smart manufacturing | Lack of production control | The research was concerned with identifying the determinants of smart-manufacturing-related information and digital technologies adoption within small and medium enterprises. The results show that a collection of environmental, technological, and organizational factors determines small and medium enterprises’ decisions for adopting smart-manufacturing-related information and digital technologies. |
| Dey et al. [37] | Smart manufacturing | The authors proposed a mathematical model to make smarter processes by identifying imperfect items in production processes. A non-linear optimization technique was used to solve the problem in the study. The results show that the proposed model could save work-in-process within limited constraints and at the optimum value of the decision variable. | |
| Buer et al. [38] | Lean manufacturing and digitalization | Lack of operational performance | Discussed how operational performance in Industry 4.0 is affected by lean manufacturing and factory digitalization. The data were collected from a cross-sectional survey of manufacturing companies located in Norwegian. The results show that lean manufacturing is more important to reap the benefits from emerging technologies and was able to enhance operational performance. |
| Li et al. [1] | Lean smart manufacturing | Poor management system | The authors proposed a conceptual model and solution-based co-creative platform using lean smart manufacturing in Industry 4.0. The model has been implemented in the bicycle industry. The results of the study confirm that combining lean manufacturing and smart manufacturing can help to set up a smart factory platform and enhance the efficacy of the management system in Industry 4.0. |
| Ramdan et al. [39] | VSM and Industry 4.0 technologies | Introduced a dynamic value stream mapping model using the integration of Industry 4.0 technologies and lean tools for real-time dispatching and scheduling modules. A simplified IT-based software was developed and implemented in a smart factory lab in the study. The results show that the proposed model could control the flow of smart production by re-sequencing them in real time. | |
| Dey et al. [40] | Smart manufacturing | Lack of production management system | The authors developed a smart production process under flexible production rates and stochastic demand. The study was concerned with variable lead time, advertised dependent demand, and variance under controllable production rate. Some numerical examples were used to validate the proposed model. In addition, classical optimization was used to validate the global optimality of the decision variables and cost function. The study showed that the result could increase system profits by reducing overall costs to the manager. |
| Nakagawa et al. [41] | Smart manufacturing | Reviewed reference architectures for Industry 4.0 and analysed their suitability for supporting Industry 4.0 solutions and processes. Reference architecture is used for building and interpolating blueprints for software-intensive systems. The results conclude that there is an urgent requirement for establishing reference architectures as a controller to drive the development and evolution of Industry 4.0. |
| S. No. | Observed Data | Quantity/Amount |
|---|---|---|
| 1. | Product | Transport vehicle |
| 2. | Production type | Push |
| 3. | Problem | Poor quality, higher lead time, higher work-in-progress inventory, financial losses |
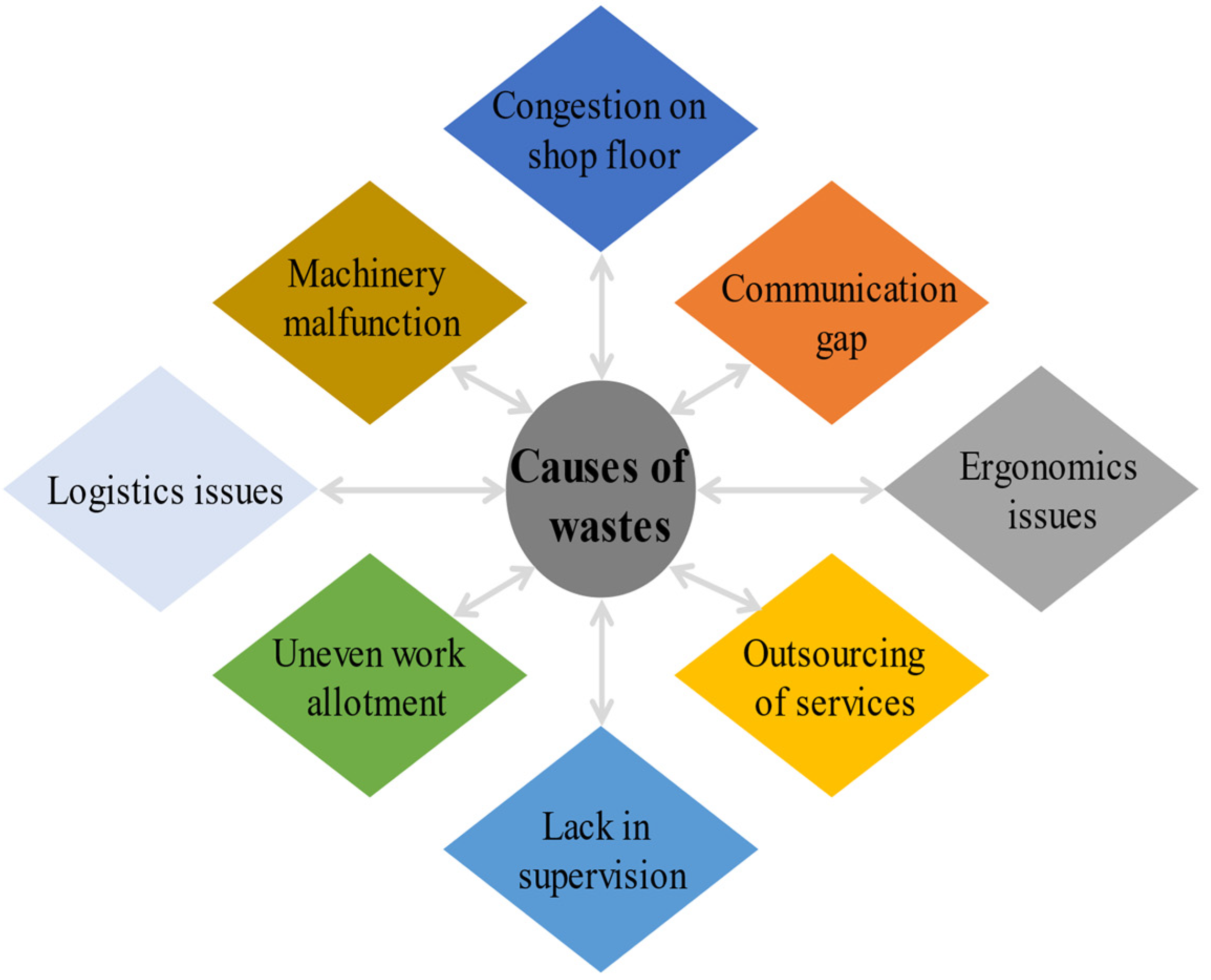
| 4. | Causes of problem | Higher set-up time, congestion on shop floor, uneven work allotment, poor layout, safety issues, hazardous workplace, major leaks, direct connection to operating system |
| 5. | Number of processes | 7 |
| 6. | Production line | Semi-automated |
| 7. | Number of workers | 16 |
| 8. | Planned downtime | 60 min |
| 9. | Automated machinery | Tungsten inert gas welding |
| 10. | Total working time | 840 min |
| S. No. | Factors | Present Condition | Improved Condition | Improvement/Suggested Action |
|---|---|---|---|---|
| 1. | Production lead time | 590 min | 410 min | 180 min |
| 2. | Uptime | 77.44% | 80.51% | 3.07% |
| 3. | Production per day | 6 | 10 | 4 |
| 4. | Ergonomics issues | Workposition, space at workstations, lack in ventilation, lack of safety equipment, work in open area | Resolved all issues | Proposed new workplan with optimum planning |
| 5. | Environmental issues | Direct and random connection of water and electricity supply, use of more operating systems at a time | Provide new and planned connection points | Proposed new workplan |
| 6. | Communication skill | Lower skill | Updated skill level and multi-tasking | 8 multi-tasking worker and up gradation in 6 workers |
| 7. | Machinery utilization | Malfunction, higher downtime, unnecessary uses | Eliminate probable causes of problems | A condition-based monitoring system, added sensor to on/off when not in use |
| S. No. | Observed Data | Quantity/Amount |
|---|---|---|
| 1. | Product | Skid steer loader |
| 2. | Production type | Pull |
| 3. | Problem | Higher lead time, work-in-progress inventory, financial losses, higher downtime |
| 4. | Causes of problem | Congestion on shop floor, unnecessary movement, higher set-up time, uneven workload, safety issues, hazardous workplace, major leaks, only one control point of power supply, machinery malfunction, mostly on condition of material handling equipment |
| 5. | Number of shops | 5 |
| 6. | Production line | Semi-automated |
| 7. | Number of workers | 46 |
| 8. | Planned downtime | 40 min |
| 9. | Automated machinery | Profile cutting |
| 10. | Total working time | 540 min |
| S. No. | Factors | Present Condition | Improved Condition | Improvement/Suggested Action |
|---|---|---|---|---|
| 1. | Production lead time | 7270 min | 6895 min | 375 min |
| 2. | Uptime | 45.71% | 58.37% | 12.66% |
| 3. | Production per day | 12 | 18 | 6 |
| 4. | Ergonomics issues | Insufficient workspace, higher working temperature, lack of safety equipments | Eliminate all causes of problems | Proposed new efficient workplan plan with improved working conditions |
| 5. | Environmental issues | Only one power supply point to operate material handling types of equipment, leakage of fluids on the shop floor, and the operating system always kept running | Provide new control points and modified plan | Proposed new workplan plan |
| 6. | Communication skill | Lower skill | Organize questionnaire, meeting, and training programs | Multi-tasking skills and improved communication gap issues |
| 7. | Machinery utilization | Malfunction, higher downtime, always in running condition | Provide a sensor for automatic on/off of machinery, implement a condition-based monitoring system | Downtime and energy wastage was reduced, and fuel consumption was also reduced |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tripathi, V.; Chattopadhyaya, S.; Mukhopadhyay, A.K.; Sharma, S.; Singh, J.; Pimenov, D.Y.; Giasin, K. An Innovative Agile Model of Smart Lean–Green Approach for Sustainability Enhancement in Industry 4.0. J. Open Innov. Technol. Mark. Complex. 2021, 7, 215. https://0-doi-org.brum.beds.ac.uk/10.3390/joitmc7040215
Tripathi V, Chattopadhyaya S, Mukhopadhyay AK, Sharma S, Singh J, Pimenov DY, Giasin K. An Innovative Agile Model of Smart Lean–Green Approach for Sustainability Enhancement in Industry 4.0. Journal of Open Innovation: Technology, Market, and Complexity. 2021; 7(4):215. https://0-doi-org.brum.beds.ac.uk/10.3390/joitmc7040215
Chicago/Turabian StyleTripathi, Varun, Somnath Chattopadhyaya, Alok K. Mukhopadhyay, Shubham Sharma, Jujhar Singh, Danil Yurievich Pimenov, and Khaled Giasin. 2021. "An Innovative Agile Model of Smart Lean–Green Approach for Sustainability Enhancement in Industry 4.0" Journal of Open Innovation: Technology, Market, and Complexity 7, no. 4: 215. https://0-doi-org.brum.beds.ac.uk/10.3390/joitmc7040215