Effects of the Infill Density on the Mechanical Properties of Nylon Specimens Made by Filament Fused Fabrication


Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bourell, D.L.; Beaman, J.J.; Leu, M.C.; Rosen, D.W. A Brief History of Additive Manufacturing and the 2009 Roadmap for Additive Manufacturing: Looking Back and Looking Ahead; RapidTeach: Istanbul, Turkey, 2009; Available online: https://pdfs.semanticscholar.org/4716/c69f0b90a158589e54248a524a57ad78f4a3.pdf (accessed on 16 August 2009).
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer Publ.: New York, NY, USA, 2015; p. 498. [Google Scholar]
- ISO/ASTM. 52900:2015 Additive Manufacturing—General Principles—Terminology; ISO/ASTM International: Geneva, Switzerland, 2015; p. 19. Available online: https://www.sis.se/api/document/preview/919975/ (accessed on 15 August 2015).
- Grigoriev, S.N.; Tarasova, T.V. Possibilities of additive manufacturing technology for the manufacturing of complex profile parts and the production of functional coatings for the production of powders. Metallovedenie i termicheskaya obrabotka metallov = Metal Science and Heat Treatment of Metals. 2015. 10:51–1. Available online: http://mitom.folium.ru/contents/2015/20151–0.php (accessed on 15 August 2015). (In Russian).
- Zlenko, M.A.; Nagaytsev, M.V.; Dovbysh, V.M. Additivnye Tekhnologii v Mashinostroyenii: Posobie dlya Inzhenerov; NAMI Publ.: Moscow, Russia, 2015; p. 220. Available online: http://vneshtechnika.ru/rus/books/123pd.pdf (accessed on 15 August 2015).
- Mashkov, Y.K.; Baibaratskaya, M.Y.; Grigorevsky, B.V. Konstruktsionnye Plastmassy i Polimernye Kompozitsionnye Materialy: Ucheb. Posobie; OmGTU Publ.: Omsk, Russia, 2002; p. 129. Available online: https://lib-bkm.ru/11434 (accessed on 15 August 2002).
- Perepelkin, K.E. Armiruyuschie Volokna i Voloknistye Polimernye Kompozity. Monografiya; Scientific Basics and Technologies Publ.: St. Petersburg, Russia, 2009; p. 380. Available online: https://elibrary.ru/item.asp?id=20246555 (accessed on 15 August 2009).
- Skornyakov, I.A.; Tarasova, T.V. [Possibilities of additive technologies in the production of polymer composite materials]. Mashinostroenie: traditsii i innovatsii: sbornik trudov nauchno-tekhnicheskoy konferentsii = Mechanical Engineering: Traditions and Innovations. In Proceedings of the Scientific and Technical Conference, Moscow, Russia, 25–26 October 2016; pp. 86–88. Available online: http://www.stankin.ru/science/news/IX%20Meжд.нayчно-тexн.конφ.%20«Maшиноcтpоeниe%20тpaдиции%20и%20инновaции»%20(MTИ-2016).pdf (accessed on 15 August 2016). (In Russian).
- Dizon, J.R.C.; Espera, A.H., Jr.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Rashid, R.; Masood, S.H.; Ruan, D.; Palanisamy, S.; Rahman rashid, R.A.; Brandt, M. Effect of scan strategy on density and metallurgical properties of 174–PH parts printed by Selective Laser Melting (SLM). J. Mater. Process. Technol. 2017, 249, 502–511. [Google Scholar] [CrossRef]
- Dai, D.; Gu, D.; Zhang, H.; Xiong, J.; Ma, C.; Hong, C.; Poprawe, R. Influence of scan strategy and molten pool configuration on microstructures and tensile properties of selective laser melting additive manufactured aluminum based parts. Opt. Laser Technol. 2018, 99, 91–100. [Google Scholar] [CrossRef]
- Cwikla, G.; Grabovik, C.; Kalinowski, K.; Paprocka, I.; Ociepka, P. The influence of printing parameters on selected mechanical properties of FDM/FFF 3D-printed parts. Mater. Sci. Eng. Conf. Ser. 2017, 227, 012033. [Google Scholar] [CrossRef]
- Luzanin, O.; Guduric, V.; Ristic, I.; Muhic, S. Investigating impact of five build parameters on the maximum flexural force in FDM specimens–a definitive screening design approach. Rapid Prototyp. J. 2017, 23, 1088–1098. [Google Scholar] [CrossRef]
- Caulfield, B.; McHugh, P.E.; Lohfeld, S. Dependence of mechanical properties of polyamide components on build parameters in the SLS process. J. Mater. Process. Technol. 2007, 182, 477–488. [Google Scholar] [CrossRef]
- Amel, H.; Moztarzadeh, H.; Rongong, J.; Hopkinson, N. Investigating the behavior of laser-sintered Nylon 12 parts subject to dynamic loading. J. Mater. Res. 2014, 29, 1852–1858. [Google Scholar] [CrossRef]
- Ravi, P.; Shiakolas, P.S.; Thorat, A.D. Analyzing the effects of temperature, nozzle-bed distance, and their interactions on the width of fused deposition modeled struts using statistical techniques toward precision scaffold fabrication. J. Manuf. Sci. Eng. 2017, 139, 071007. [Google Scholar] [CrossRef]
- Uddin, M.S.; Sidek, M.F.R.; Faizal, M.A.; Ghomashchi, R.; Pramanik, A. Evaluating mechanical properties and failure mechanisms of fused deposition modeling acrylonitrile butadiene styrene parts. J. Manuf. Sci. Eng. 2017, 139, 081018. [Google Scholar] [CrossRef]
- Hossain, M.S.; Espalin, D.; Ramos, J.; Perez, M.; Wicker, R. Improved mechanical properties of fused deposition modeling-manufactured parts through build parameter modifications. J. Manuf. Sci. Eng. 2014, 136, 061002. [Google Scholar] [CrossRef]
- Qattawi, A.; Alrawi, B.; Guzman, A. Experimental optimization of fused deposition modelling processing parameters: a design-for-manufacturing approach. Procedia Manuf. 2017, 10, 791–803. [Google Scholar]
- Porter, J.H.; Cain, T.M.; Fox, S.L.; Harvey, P.S. Influence of infill properties on flexural rigidity of 3D-printed structural members. Virtual Phys. Prototyp. 2019, 14, 148–159. [Google Scholar] [CrossRef]
- Raney, K.; Lani, E.; Devi, K.K. Experimental characterization of the tensile strength of ABS parts manufactured by fused deposition modeling process. Mater. Today Proc. 2017, 4, 7956–7961. [Google Scholar] [CrossRef]
- Decuir, F.; Phelan, K.; Hollins, B.C. Mechanical strength of 3-D printed filaments. In Proceedings of the IEEE 32nd Southern Biomedical Engineering Conference (SBEC), Shreveport, LA, USA, 11–13 March 2016. [Google Scholar]
- Rajpurohit, S.R.; Dave, H.K. Flexural strength of fused filament fabricated (FFF) PLA parts on an open-source 3D printer. Adv. Manuf. 2018, 6, 430–441. [Google Scholar] [CrossRef]
- Kerekes, T.W.; Lim, H.; Joe, W.Y.; Yun, G.J. Characterization of process–deformation/damage property relationship of fused deposition modeling (FDM) 3D-printed specimens. Addit. Manuf. 2019, 258, 532–544. [Google Scholar] [CrossRef]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A. The influence of manufacturing parameters on the mechanical behaviour of pla and abs pieces manufactured by fdm: A comparative analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [PubMed]
- Dan, B.T.; Khodos, D.R.; Khairallah, O.; Ramlal, R.; Budhoo, Y. The effect of the 3-D printing process on the mechanical properties of materials. In Mechanics of Additive and Advanced Manufacturing; Springer: Cham, Switzerland, 2018; Volume 9, pp. 91–99. [Google Scholar]
- Alvarez, C.; Lagos, R.F.; Aizpun, M. Investigating the influence of infill percentage on the mechanical properties of fused deposition modelled ABS parts. Ingeniería e Investigación 2016, 36, 110–116. [Google Scholar] [CrossRef]
- Fernandez-Vicente, M.; Calle, W.; Ferrandiz, S.; Conejero, A. Effect of infill parameters on tensile mechanical behavior in desktop 3D Printing. Addit. Manuf. 2016, 3, 183–192. [Google Scholar] [CrossRef]
- Knoop, F.; Schoeppner, V. Mechanical and thermal properties of FDM parts manufactured with polyamide 12. In Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 10–12 August 2015. [Google Scholar]
- Taufik, M.; Prashant, K.J. A study of build edge profile for prediction of surface roughness in fused deposition modeling. J. Manuf. Sci. Eng. 2016, 138, 061002. [Google Scholar] [CrossRef]
- Cerda-Avila, S.N.; Medellín-Castillo, H.I.; de Lange, D.F. Analysis and numerical simulation of the structural performance of fused deposition modeling samples with variable infill values. J. Eng. Mater. Technol. 2019, 141, 021005. [Google Scholar] [CrossRef]
- Huu, N.H.; Toan, D.T.C.; Huu, T.N.; Thu, H.T.T. Effects of infill, infill patterns and number of perimeter shells on casting patterns fabricated using FDM method. In Proceedings of the IEEE 4th International Conference on Green Technology and Sustainable Development (GTSD), Ho Chi Minh City, Vietnam, 23–24 November 2018. [Google Scholar]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: a review of current research and future prospects. Adv Manuf. 2015, 31, 42–53. Available online: https://www.researchgate.net/publication/274458192_Optimization_of_fused_deposition_modeling_process_parameters_a_review_of_current_research_and_future_prospects (accessed on 15 August 2015). [CrossRef]
- Skorikov, P.V.; Trubin, P.P. Mathematical model of the strength of a part printed by FDM technology. Sbornik nauchnykh statey mezhdunarodnoy nauchno-tekhnicheskoy konferentsii “Avtomatizatsiya tekhnologicheskikh protsessov mekhanicheskoy obrabotki, uprochneniya i sborki v mashinostroenii” = Digest of scientific articles of the international scientific and technical conference “Automation of technological processes of machining, hardening and assembling in mechanical engineering”. Kursk. 2016, pp. 284–288. Available online: https://elibrary.ru/item.asp?id=28757178 (accessed on 15 August 2016). (In Russian).
- Zlenko, M.A.; Nagaytsev, M.V.; Dovbysh, V.M. Additivnye tekhnologii v mashinostroyenii: posobie dlya inzhenerov [Additive technologies in mechanical engineering: a manual for engineers]. Moscow, NAMI Publ. 2015. Available online: http://vneshtechnika.ru/rus/books/123pd.pdf (accessed on 15 August 2015).
- Fedulov, V.M.; Fedulova, Y.S.; Kulik, E.E. [Influence of technological modes of FDM-printing on the surface quality of ABS and PLA parts]. Vestnik RGATU im. P. A. Solovyova = P. A. Solovyov RSATU Bulletin. 2017, Volume 443, pp. 162–167. Available online: https://elibrary.ru/item.asp?id=32248356 (accessed on 15 August 2017). (In Russian).
- Ivanova, A.E.; Kolmakov, S.S.; Skuibin, B.G.; Laptev, I.A. [Investigation of the strength of samples printed by FDM technology]. Sbornik trudov XVI mezhdunarodnoy uchebno-metodicheskoy konferentsii “Sovremennyy fizicheskiy praktikum” = Digest of proceedings of the XVI international teaching and methodological conference “Modern physical practicum”. Moscow. 2016, pp. 277–278. Available online: https://elibrary.ru/item.asp?id=27166931 (accessed on 15 August 2016). (In Russian).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mark | Chemical Formula Of Monomer | Filament Diameter, mm | Melting Point, °C | Density, g/sm3 | Tensile Strength, MPa | Elastic Modulus, MPa | Percentage Elongation, % |
|---|---|---|---|---|---|---|---|
| NYLON | C12H22N2O2 | 1.75 | 260 (acceptable softening at 215) | 1.14 | ~80 | 1700 | 60 |
| Characteristic | Value |
|---|---|
| Chamber type | open |
| Nozzle diameter, mm | 0.3 |
| Extruder temperature, °C | 240 |
| Bed temperature, °C | 80 |
| Layer height, mm | 0.15 |
| Extruder movement speed, mm/s | 40 |
| Extruder movement speed at first layer, mm/s | 12 |
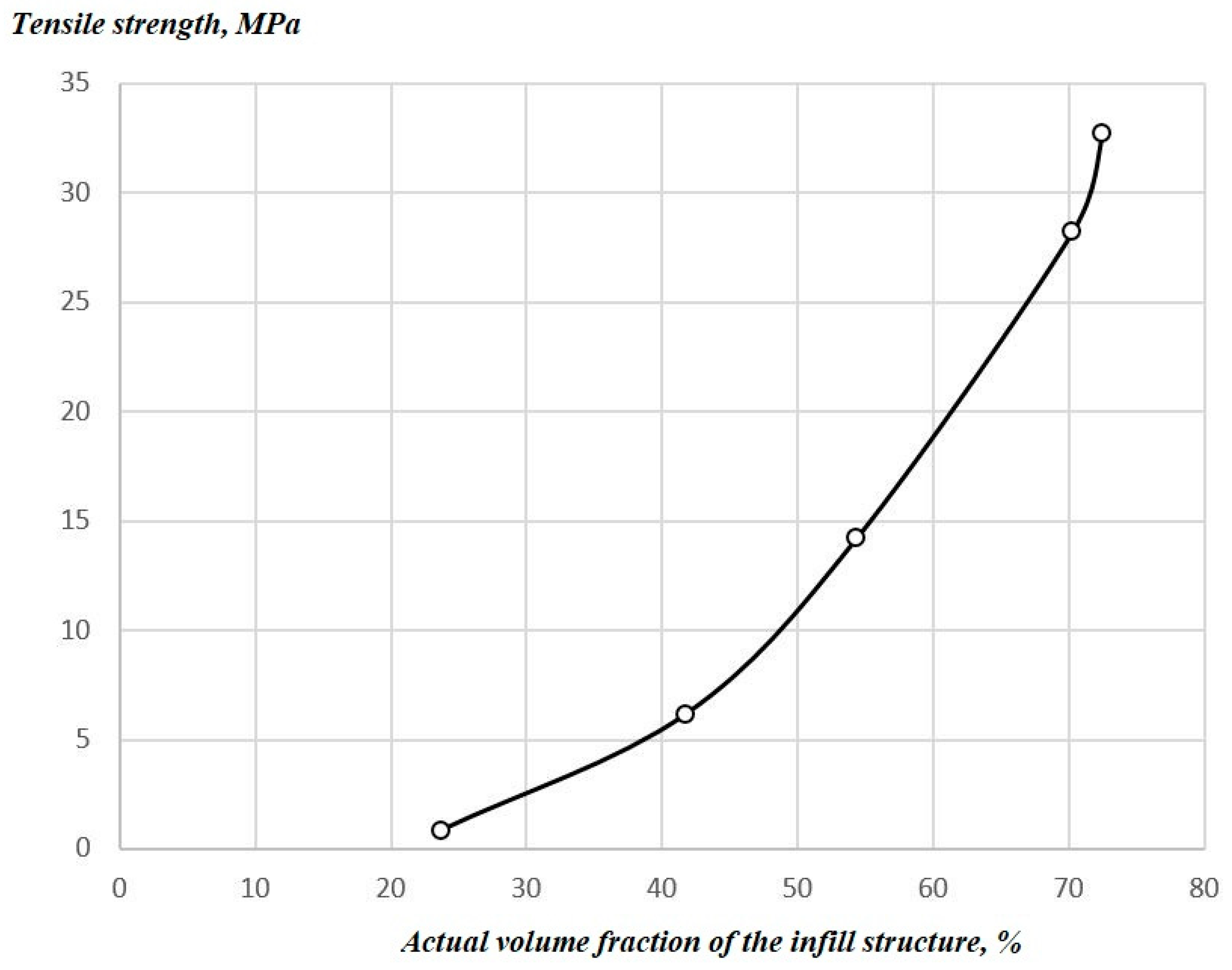
| Average Theoretical Infill Volume Fraction А̅T%, % | Average Actual Infill Volume fraction А̅ACT%, % | Average Infill Tensile Strength σ̅BF, MPa | Average Weight in Relation to А̅T% | Shell/Infill Ratio, % |
|---|---|---|---|---|
| 20 | 23.71 | 0.83 | 0.13717 | 5.73 |
| 40 | 41.74 | 6.15 | 0.09901 | 5.77 |
| 60 | 54.35 | 14.20 | 0.090386667 | 5.71 |
| 80 | 70.23 | 28.20 | 0.0759925 | 5.72 |
| 100 | 72.49 | 32.70 | 0.062868 | 5.59 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Terekhina, S.; Skornyakov, I.; Tarasova, T.; Egorov, S. Effects of the Infill Density on the Mechanical Properties of Nylon Specimens Made by Filament Fused Fabrication. Technologies 2019, 7, 57. https://0-doi-org.brum.beds.ac.uk/10.3390/technologies7030057
Terekhina S, Skornyakov I, Tarasova T, Egorov S. Effects of the Infill Density on the Mechanical Properties of Nylon Specimens Made by Filament Fused Fabrication. Technologies. 2019; 7(3):57. https://0-doi-org.brum.beds.ac.uk/10.3390/technologies7030057
Chicago/Turabian StyleTerekhina, Svetlana, Innokentiy Skornyakov, Tatiana Tarasova, and Sergei Egorov. 2019. "Effects of the Infill Density on the Mechanical Properties of Nylon Specimens Made by Filament Fused Fabrication" Technologies 7, no. 3: 57. https://0-doi-org.brum.beds.ac.uk/10.3390/technologies7030057