The Influence of Smart Manufacturing towards Energy Conservation: A Review


 ,
,  ,
,
Abstract
:1. Introduction
1.1. Introduction to Smart Manufacturing
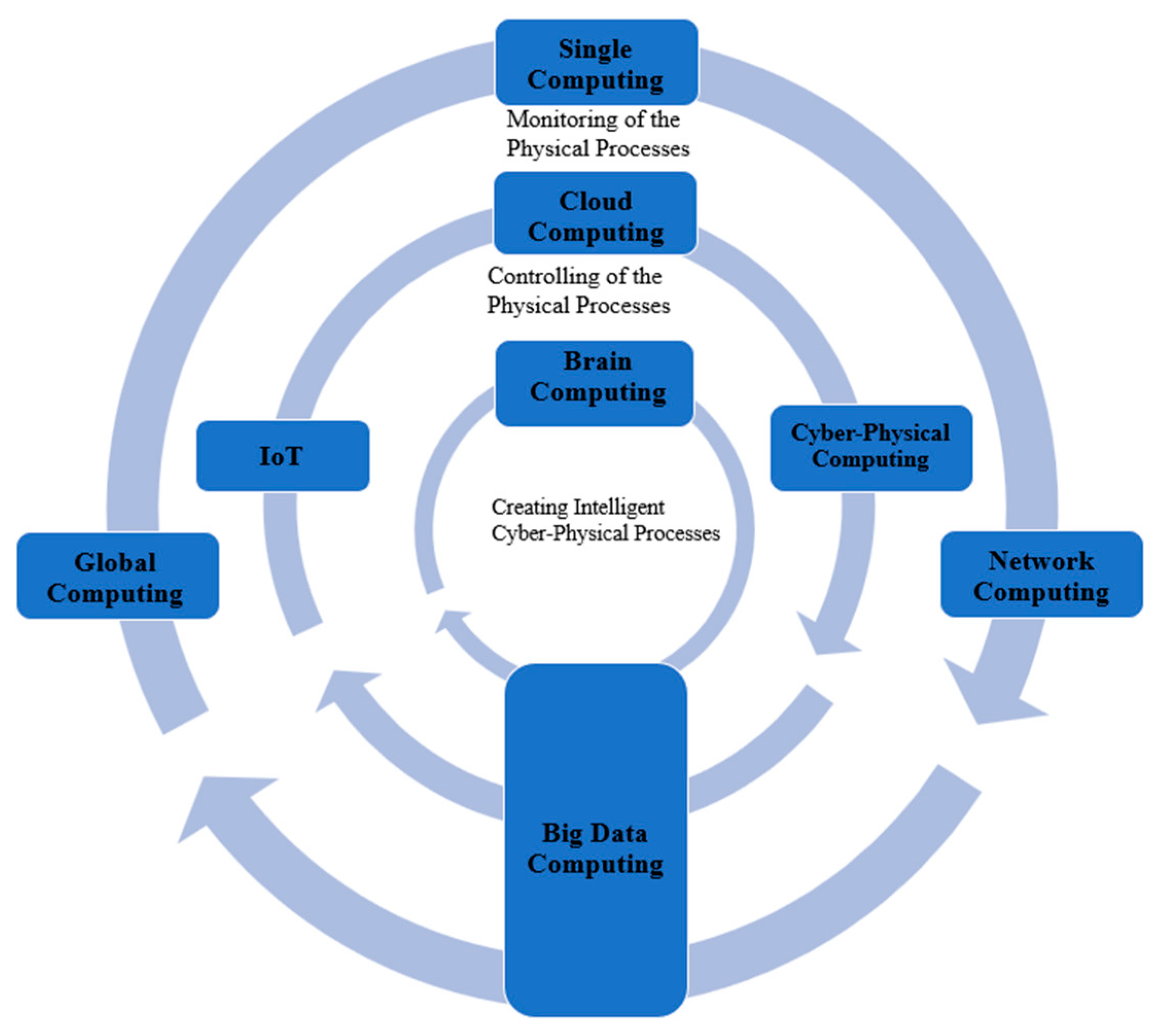
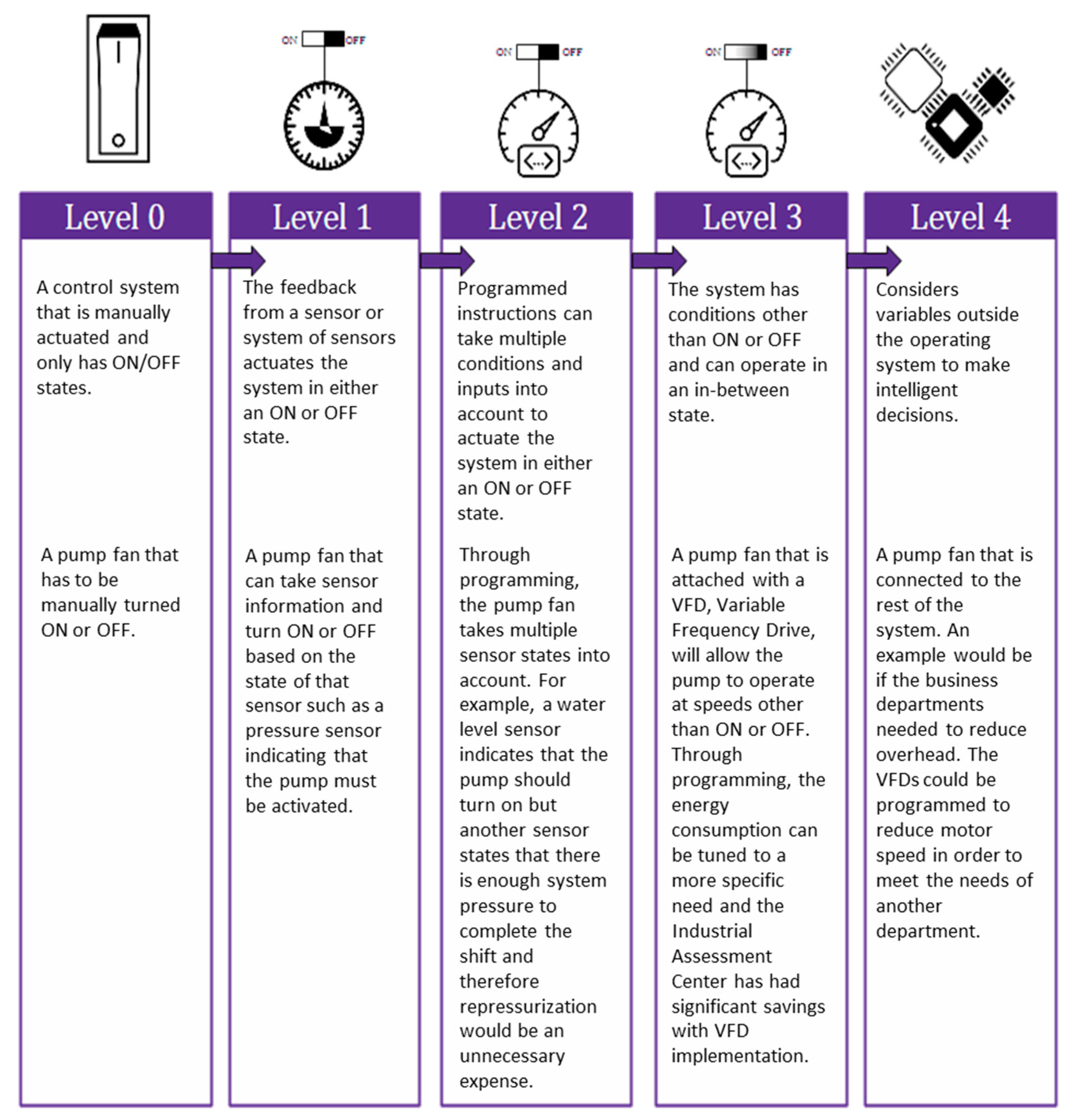
1.2. Cyber-Physical System (CPS)
1.2.1. Cyber-Physical Systems and Smart Manufacturing Trends in Advanced Manufacturing
1.2.2. Energy and Cost Saving in Cyber-Physical Systems
1.3. Traditional versus Smart Manufacturing
1.4. NIST
1.5. Smart Manufacturing Standardization Efforts
2. Materials and Methods
2.1. Introduction to Data Analytics
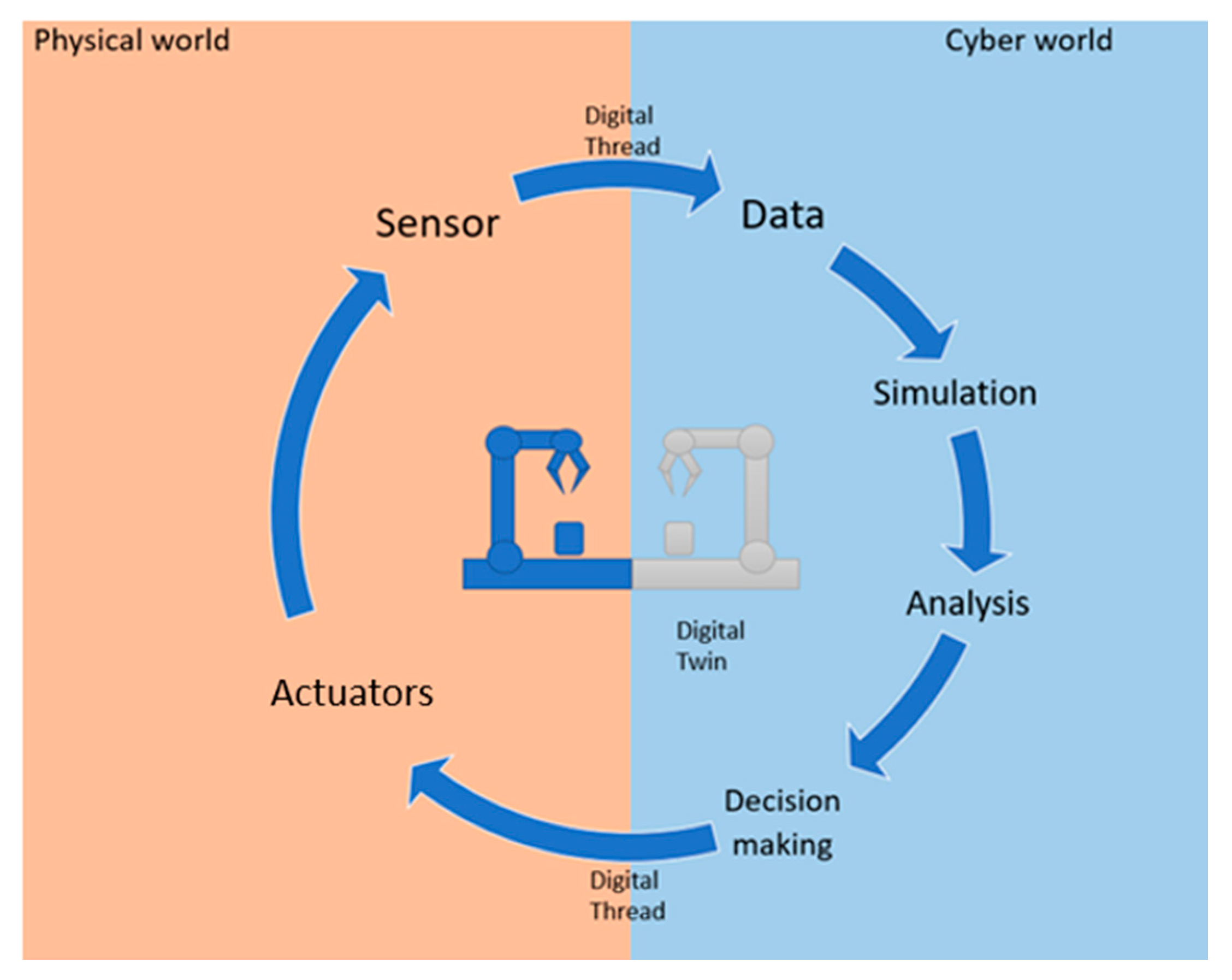
2.1.1. Digital Thread and Digital Twin
- Digital twin’s current focus is mostly on operation and maintenance.
- There is a lack of reference models.
- The research questions and challenges of digital twin are superficial [37].
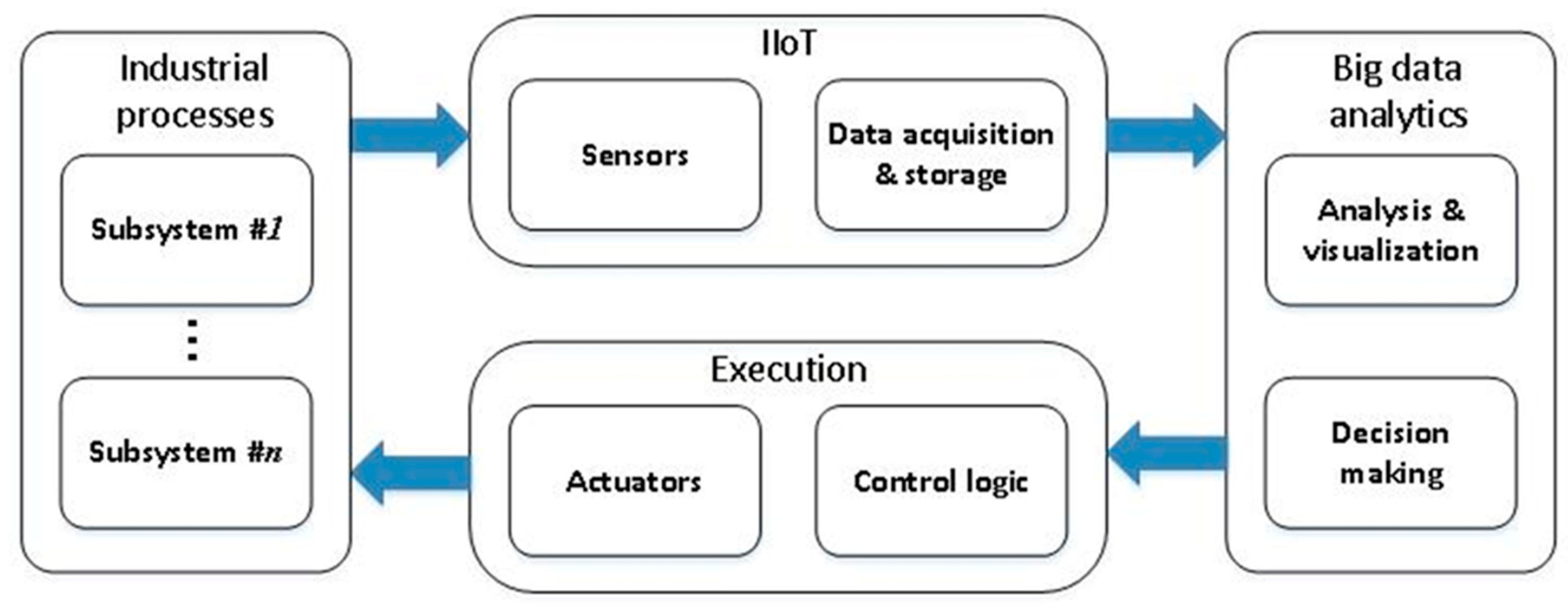
2.1.2. IIOT in Smart Manufacturing
2.1.3. Digital Thread/Twin in Smart Manufacturing
2.2. Data Analytics
2.2.1. Multi-Criteria Decision Making (MCDM)
2.2.2. Energy Savings
2.2.3. Artificial Intelligence (AI): High Fidelity vs. Low Fidelity
2.3. Additive Manufacturing (AM)
2.3.1. Introduction of the Technology
2.3.2. Green Technology
2.3.3. Sustainability
- Rapid Prototyping—Rather than creating a faulty part out of expensive material, manufacturing a simpler and quicker prototype in which to test can greatly minimize waste.
- Cost Savings—The aforementioned waste can be costly in not only material expenses but for some applications, it can save energy expenses. For high-energy applications such as forging or casting, printing a test model before the finished part provides many benefits.
- Customization—The benefit of additive instead of subtractive manufacturing is being able to create previously unachievable shapes [91].
2.4. Robotics
2.4.1. Industrial Automation and Robotics
2.4.2. Energy Efficiency of Robots
2.4.3. Collaborative Robots
3. Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Malik, J.A.N. US expects energy savings through smart manufacturing. MRS Bull. 2016, 41, 10–11. [Google Scholar] [CrossRef] [Green Version]
- Feeney, B. Smart Manufacturing Operations Planning and Control Program. National Institute of Standards and Technology; 2014. Available online: https://www.nist.gov/programs-projects/smart-manufacturing-operations-planning-and-control-program (accessed on 21 May 2020).
- Sims, D. China Widens Lead as World’s Largest Manufacturer. Thomas Publishing Company. 2013. Available online: https://www.thomasnet.com/insights/imt/2013/03/14/china-widens-lead-as-worlds-largest-manufacturer (accessed on 21 May 2020).
- Faggella, D. Global Competition Rises for AI Industrial Robotics. Emerj. 2019. Available online: https://emerj.com/ai-sector-overviews/global-competition-rises-ai-industrial-robotics/ (accessed on 21 May 2020).
- Kennell, B. Smart Manufacturing: A Path to Profitable Growth. Huffpost. 2015. Available online: https://www.huffpost.com/entry/smart-manufacturing-a-pat_b_7314828 (accessed on 21 May 2020).
- Davis, J.; Swink, D. Smart Manufacturing as a Real-Time Networked Enterprise and a Market-Driven Innovation Platform Role/Viewpoint of Panelist or Organization. Smart Manufacturing Leadership Coalition. 2012. Available online: https://pdfs.semanticscholar.org/b70b/0584a42bd93dad8c1761c689f174fa56fccf.pdf (accessed on 21 May 2020).
- Cheng, J.; Chen, W.; Tao, F.; Lin, C.-L. Industrial IoT in 5G environment towards smart manufacturing. J. Ind. Inf. Integr. 2018, 10, 10–19. [Google Scholar] [CrossRef]
- Monostori, L.; Kádár, B.; Bauernhansl, T.; Kondoh, S.; Kumara, S.; Reinhart, G.; Sauer, O.; Schuh, G.; Sihn, W.; Ueda, K. Cyber-physical systems in manufacturing. CIRP Ann. 2016, 65, 621–641. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.-A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Kim, S.; Park, S. CPS (Cyber Physical System) based Manufacturing System Optimization. Procedia Comput. Sci. 2017, 122, 518–524. [Google Scholar] [CrossRef]
- Roland Berger Strategy Consultants. INDUSTRY 4.0—The New Industrial Revolution. Kundenmagazine. 2014. Available online: https://www.rolandberger.com/en/Publications/Industry-4.0-%E2%80%93-the-new-industrial-revolution.html (accessed on 21 May 2020).
- Kharchenko, V.; Illiashenko, O. Concepts of Green IT Engineering: Taxonomy. In Green IT Engineering: Concepts, Models, Complex Systems Architectures; Kharchenko, V., Kondratenko, Y., Kacprzyk, J., Eds.; Springer: Cham, Switzerland, 2017; Volume 74, pp. 3–19. [Google Scholar]
- Hahanov, V.; Litvinova, E.; Chumachenko, S. Green Cyber-Physical Computing as Sustainable Development Model. In Green IT Engineering: Components, Networks and Systems Implementation; Springer: Cham, Switzerland, 2017; pp. 65–85. ISBN 978-3-319-55594-2. [Google Scholar]
- Doukas, N. Technologies for Greener Internet of Things Systems. In Green IT Engineering: Components, Networks and Systems Implementation; Springer: Cham, Switzerland, 2017; Volume 105, pp. 23–42. ISBN 978-3-319-55594-2. [Google Scholar]
- Chemeris, A.; Lazorenko, D.; Sushko, S. Influence of Software Optimization on Energy Consumption of Embedded Systems. In Green IT Engineering: Components, Networks and Systems Implementation; Springer: Cham, Switzerland, 2017; pp. 111–133. [Google Scholar]
- Azmi, S.N.D.M.; Kor, A.-L.; Pattinson, C.; Bujang, N. Energy Efficiency of 4th Gen Intel® CoreTM Processor Versus 3rd Gen Intel® CoreTM Processor; Springer: Cham, Switzerland, 2017; pp. 135–153. [Google Scholar]
- Tao, F.; Qi, Q.; Liu, A.; Kusiak, A. Data-driven smart manufacturing. J. Manuf. Syst. 2018, 48, 157–169. [Google Scholar] [CrossRef]
- Lu, Y.; Morris, K.; Frechette, S. Current Standards Landscape for Smart Manufacturing Systems. NISTIR 2016, 8107, 39. [Google Scholar] [CrossRef]
- President’s Council of Advisors on Science and Technology. Report to the President Accelerating U.S. Advanced Manufacturing; Executive Office of the President, President’s Council of Advisors on Science and Technology: Washington, DC, USA, 2014; pp. 1–108. [CrossRef]
- Thoben, K.D.; Wiesner, S.A.; Wuest, T. Industrie 4.0 and smart manufacturing-a review of research issues and application examples. Int. J. Autom. Technol. 2017, 11, 4–16. [Google Scholar] [CrossRef] [Green Version]
- Heinonen, J. Smart manufacturing. ABB Rev. 2006, 1, 39–42. [Google Scholar]
- Giannoutsos, S.V.; Manias, S.N. Energy management and D/G fuel consumption optimization in the power system of marine vessels through VFD-based process flow control. In Proceedings of the 2015 IEEE 15th International Conference on Environment and Electrical Engineering (EEEIC), Rome, Italy, 10–13 June 2015; pp. 842–850. [Google Scholar]
- Chang, C.C.; Shieh, S.S.; Jang, S.S.; Wu, C.W.; Tsou, Y. Energy conservation improvement and ON–OFF switch times reduction for an existing VFD-fan-based cooling tower. Appl. Energy 2015, 154, 491–499. [Google Scholar] [CrossRef]
- Ehlers, E. How to Evolve your Manufacturing Environment to an Ultimate State, Cisco Blogs. 15 June 2018. Available online: https://blogs.cisco.com/manufacturing/how-to-evolve-your-manufacturing-environment-to-an-ultimate-state?utm_source=IIoT-World.com.com&utm_medium=iiot-world.com/news/ (accessed on 21 May 2020).
- Tao, F.; Zhang, M. Digital Twin Shop-Floor: A New Shop-Floor Paradigm Towards Smart Manufacturing. IEEE Access 2017, 5, 20418–20427. [Google Scholar] [CrossRef]
- Russell, L. Measurement Science for Additive Manufacturing Program-2018. 2018. Available online: https://www.nist.gov/programs-projects/measurement-science-additive-manufacturing-program-2018 (accessed on 21 May 2020).
- Rogers, E.A.; Council, A. How Smart Manufacturing Saves Money, Smart Manufacturing Technologies and Energy Savings. ACEEE. 2015, pp. 1–11. Available online: https://aceee.org/files/proceedings/2015/data/papers/3-45.pdf (accessed on 21 May 2020).
- Qi, Q.; Tao, F. Digital Twin and Big Data Towards Smart Manufacturing and Industry 4.0: 360 Degree Comparison. IEEE Access 2018, 6, 3585–3593. [Google Scholar] [CrossRef]
- Nagorny, K.; Lima-Monteiro, P.; Barata, J.; Colombo, A.W. Big Data Analysis in Smart Manufacturing: A Review. Int. J. Commun. Netw. Syst. Sci. 2017, 10, 31–58. [Google Scholar] [CrossRef] [Green Version]
- Ward, J.S.; Barker, A. Undefined By Data: A Survey of Big Data Definitions. arXiv 2013, arXiv:1309.58212013. [Google Scholar]
- Shao, G.; Shin, S.J.; Jain, S. Data analytics using simulation for smart manufacturing. In Proceedings of the Winter Simulation Conference 2014, Savanah, GA, USA, 7–10 December 2014; pp. 2192–2203. [Google Scholar]
- Jain, S.; Shao, G. Virtual factory revisited for manufacturing data analytics. In Proceedings of the Winter Simulation Conference 2014, Savannah, GA, USA, 7–10 December 2014; pp. 887–898. [Google Scholar]
- Kahlen, J.; Flumerfelt, S.; Alves, A. Transdisciplinary Perspectives on Complex Systems: New Findings and Approaches; Springer: Berlin, Germany, 2016. [Google Scholar]
- Gabor, T.; Kiermeier, M.; Beck, M.T.; Neitz, A. A Simulation-Based Architecture for Smart Cyber-Physical Systems. In Proceedings of the 2016 IEEE International Conference on Autonomic Computing (ICAC), Wurzburg, Germany, 17–22 July 2016. [Google Scholar]
- Uhlemann, T.H.J.; Lehmann, C.; Steinhilper, R. The Digital Twin: Realizing the Cyber-Physical Production System for Industry 4.0. Procedia CIRP. Procedia Cirp 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Schleich, B.; Anwer, N.; Mathieu, L.; Wartzack, S. Shaping the digital twin for design and production engineering. CIRP Ann. Manuf. Technol. 2017, 66, 141–144. [Google Scholar] [CrossRef] [Green Version]
- Lu, Y.; Liu, C.; Wang, K.I.K.; Huang, H.; Xu, X. Digital Twin-driven smart manufacturing: Connotation, reference model, applications and research issues. Robot. Comput. Integr. Manuf. 2020, 61, 101837. [Google Scholar] [CrossRef]
- Qi, Q.; Tao, F.; Zuo, Y.; Zhao, D. Digital Twin Service towards Smart Manufacturing. Procedia CIRP 2018, 72, 237–242. [Google Scholar] [CrossRef]
- Industrial Digital Twins: Real Products Driving $1B in Loss Avoidance, GE Digital. Available online: https://www.ge.com/digital/blog/industrial-digital-twins-real-products-driving-1b-loss-avoidance (accessed on 21 May 2020).
- NTU EcoCampus. 2019. Available online: https://ecocampus.ntu.edu.sg/Pages/index.aspx (accessed on 21 May 2020).
- Overview of Azure Digital Twins Preview, Microsoft Azure. 2019. Available online: https://docs.microsoft.com/en-us/azure/digital-twins/about-digital-twins (accessed on 21 May 2020).
- Da Xu, L.; He, W.; Li, S. Internet of Things in Industries: A Survey. IEEE Trans. Ind. Inform. 2014, 10, 2233–2243. [Google Scholar]
- Mourtzis, D.; Vlachou, E.; Milas, N. Industrial Big Data as a Result of IoT Adoption in Manufacturing. Procedia CIRP 2016, 55, 290–295. [Google Scholar] [CrossRef] [Green Version]
- Sajid, A.; Abbas, H.; Saleem, K. Cloud-Assisted IoT-Based SCADA Systems Security: A Review of the State of the Art and Future Challenges. IEEE Access 2016, 4, 1375–1384. [Google Scholar] [CrossRef]
- Meng, Z.; Wu, Z.; Muvianto, C.; Gray, J. A Data-Oriented M2M Messaging Mechanism for Industrial IoT Applications. IEEE Internet Things J. 2017, 4, 236–246. [Google Scholar] [CrossRef] [Green Version]
- Zhou, L.; Wu, D.; Chen, J.; Dong, Z. When Computation Hugs Intelligence: Content-Aware Data Processing for Industrial IoT. IEEE Internet Things J. 2018, 5, 1657–1666. [Google Scholar] [CrossRef]
- Lavalle, S.; Lesser, E.; Shockley, R.; Hopkins, M.S.; Kruschwitz, N. Big data, analytics and the path from insights to value. MIT Sloan Manag. Rev. 2011, 52, 21–32. [Google Scholar]
- Russom, P.; Org, T. Big data analytics. TDWI Best Pract. Rep. Fourth Quart. 2011, 19, 1–34. [Google Scholar]
- Kambatla, K.; Kollias, G.; Kumar, V.; Grama, A. Trends in big data analytics. J. Parallel Distrib. Comput. 2014, 74, 2561–2573. [Google Scholar] [CrossRef]
- Tan, Y.S.; Ng, Y.T.; Low, J.S.C. Internet-of-Things Enabled Real-time Monitoring of Energy Efficiency on Manufacturing Shop Floors. Procedia CIRP 2017, 61, 376–381. [Google Scholar] [CrossRef]
- Charnes, A.; Cooper, W.W.; Lewin, A.Y.; Seiford, L.M. Data Envelopment Analysis: Theory, Methodology, and Applications; Springer: Dordrecht, The Netherlands, 2013. [Google Scholar]
- Li, Y.; Sun, Z.; Han, L.; Mei, N. Fuzzy Comprehensive Evaluation Method for Energy Management Systems Based on an Internet of Things. IEEE Access 2017, 5, 21312–21322. [Google Scholar] [CrossRef]
- White, P. Decision making with the analytic hierarchy process. Int. J. Serv. Sci. 2008, 15, 283–290. [Google Scholar]
- Nimbalkar, S.; Guo, W.; Petri, C.; Cresko, J.; Graziano, D.J.; Morrow, W.R., III; Wenning, T. Smart Manufacturing Technologies and Data Analytics for Improving Energy Efficiency in Industrial Energy Systems. In Proceedings of the American Council for Energy Efficient Economy, Denver, CO, USA, 15–18 August 2017. [Google Scholar]
- Zhang, Y.; Ma, S.; Yang, H.; Lv, J.; Liu, Y. A big data driven analytical framework for energy-intensive manufacturing industries. J. Clean. Prod. 2018, 197, 57–72. [Google Scholar] [CrossRef]
- Mohamed, N.; Al-Jaroodi, J.; Lazarova-Molnar, S. Leveraging the Capabilities of Industry 4.0 for Improving Energy Efficiency in Smart Factories. IEEE Access 2019, 7, 18008–18020. [Google Scholar] [CrossRef]
- Lom, M.; Pribyl, O.; Svitek, M. Industry 4.0 as a part of smart cities. In Proceedings of the 2016 Smart Cities Symposium Prague (SCSP), Prague, Czech Republic, 26–27 May 2016. [Google Scholar]
- Al-jaroodi, J. A Service-Oriented Middleware Framework for Manufacturing Industry 4.0. ACM SIGBED Rev. 2018, 15, 29–36. [Google Scholar] [CrossRef]
- May, G.; Barletta, I.; Stahl, B.; Taisch, M. Energy management in production: A novel method to develop key performance indicators for improving energy efficiency. Appl. Energy 2015, 149, 46–61. [Google Scholar] [CrossRef] [Green Version]
- Tao, F.; Zhang, M.; Nee, A.Y.C. Digital Twin Driven Smart Manufacturing, 1st ed.; Guerin, B., Ed.; Academic Press: Cambridge, MA, USA, 2019; pp. 3–55. [Google Scholar]
- Tzeng, G.-H.; Huang, J.-J. Multiple Attribute Decision Making; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Evangelos, T. Multi-Criteria Decision Making Methods: A Comparative Study; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Kumar, A.; Sah, B.; Singh, A.R.; Deng, Y.; He, X.; Kumar, P.; Bansal, R.C. A review of multi criteria decision making (MCDM) towards sustainable renewable energy development. Renew. Sustain. Energy Rev. 2017, 69, 596–609. [Google Scholar] [CrossRef]
- Khoshnava, S.M.; Rostami, R.; Valipour, A.; Ismail, M.; Rahmat, A.R. Rank of green building material criteria based on the three pillars of sustainability using the hybrid multi criteria decision making method. J. Clean. Prod. 2018, 173, 82–99. [Google Scholar] [CrossRef]
- Zavadskas, E.K.; Turskis, Z. View of Multiple criteria decision making (MCDM) methods in economics_ an overview. Technol. Econ. Dev. Econ. 2011, 17, 397–427. [Google Scholar] [CrossRef] [Green Version]
- Iqbal, J.; Khan, Z.H.; Khalid, A. Prospects of robotics in food industry. Food Sci. Technol. 2017, 37, 159–165. [Google Scholar] [CrossRef] [Green Version]
- Mechs, S.; Muller, J.P.; Lamparter, S.; Peschke, J. Networked priced timed automata for energy-efficient factory automation. In Proceedings of the 2012 American Control Conference (ACC), Montreal, QC, Canada, 27–29 June 2012; pp. 5310–5317. [Google Scholar]
- Hultman, N.E.; Malone, E.L.; Runci, P.; Carlock, G.; Anderson, K.L. Factors in low-carbon energy transformations: Comparing nuclear and bioenergy in Brazil, Sweden, and the United States. Energy Policy 2012, 40, 131–146. [Google Scholar] [CrossRef]
- Devine-Wright, P. Renewable Energy and the Public: From NIMBY to Participation; Routledge: Abingdon, UK, 2014; p. 368. [Google Scholar]
- Zausner, R. Energy Review. In Proceedings of the ASME 1978 Citrus Engineering Conference, Lakeland, FL, USA, 23 March 1978. [Google Scholar]
- Riazi, S.; Bengtsson, K.; Wigström, O.; Vidarsson, E.; Lennartson, B. Energy optimization of multi-robot systems. IEEE Int. Conf. Autom. Sci. Eng. 2015, 2015, 1345–1350. [Google Scholar]
- Wang, L.; Mohammed, A.; Wang, X.V.; Schmidt, B. Energy-efficient robot applications towards sustainable manufacturing. Int. J. Comput. Integr. Manuf. 2018, 31, 692–700. [Google Scholar] [CrossRef]
- Yin, S.; Ji, W.; Wang, L. A machine learning based energy efficient trajectory planning approach for industrial robots. Procedia CIRP 2019, 81, 429–434. [Google Scholar] [CrossRef]
- Office of Management and Budget, The White House. Available online: https://www.whitehouse.gov/wp-content/uploads/2020/02/budget_fy21.pdf (accessed on 21 May 2020).
- Hu, Y.Q.; Yu, Y.; Tu, W.W.; Yang, Q.; Chen, Y.; Dai, W. Multi-Fidelity Automatic Hyper-Parameter Tuning via Transfer Series Expansion. In Proceedings of the AAAI Conference on Artificial Intelligence, Hilton Hawaiian Village, Honolulu, HI, USA, 27 January–1 February 2019. [Google Scholar]
- Tantawi, K.H.; Fidan, I.; Tantawy, A. Status of smart manufacturing in the United States. In Proceedings of the 2019 IEEE 9th Annual Computing and Communication Workshop and Conference (CCWC), Las Vegas, NV, USA, 7–9 January 2019; pp. 281–283. [Google Scholar]
- Wang, J.; Ma, Y.; Zhang, L.; Gao, R.X.; Wu, D. Deep learning for smart manufacturing: Methods and applications. J. Manuf. Syst. 2018, 48, 144–156. [Google Scholar] [CrossRef]
- Schlicht, J.; Morris, N.L. Estimating the risk associated with transportation technology using multifidelity simulation. arXiv 2017, arXiv:1701.08588. [Google Scholar]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- ASTM International. F2792-12a—Standard Terminology for Additive Manufacturing Technologies; ASTM International: West Conshohocken, PA, USA, 2012; Volume 10, pp. 1–3. [Google Scholar]
- Verhoef, L.A.; Budde, B.W.; Chockalingam, C.; Nodar, B.G.; van Wijk, A.J.M. The effect of additive manufacturing on global energy demand: An assessment using a bottom-up approach. Energy Policy 2018, 112, 349–360. [Google Scholar] [CrossRef]
- Huang, R.; Riddle, M.; Graziano, D.; Warren, J.; Das, S.; Nimbalkar, S.; Cresko, J.; Masanet, E. Energy and Emissions Saving Potential of Additive Manufacturing: The Case of Lightweight Aircraft Components. J. Clean. Prod. 2016, 135, 1559–1570. [Google Scholar] [CrossRef] [Green Version]
- Hettesheimer, T.; Hirzel, S.; Roß, H.B. Energy savings through additive manufacturing: An analysis of selective laser sintering for automotive and aircraft components. Energy Effic. 2018, 11, 1227–1245. [Google Scholar] [CrossRef]
- Gutowski, T.; Jiang, S.; Cooper, D.; Corman, G.; Hausmann, M.; Manson, J.A.; Schudeleit, T.; Wegener, K.; Sabelle, M.; Ramos-Grez, J.; et al. Note on the Rate and Energy Efficiency Limits for Additive Manufacturing. J. Ind. Ecol. 2017, 21, S69–S79. [Google Scholar] [CrossRef]
- Mani, M.; Lyons, K.W.; Gupta, S.K. Sustainability Characterization for Additive Manufacturing. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 419. [Google Scholar] [CrossRef]
- Thomas, D.S.; Gilbert, S.W. Costs and Cost Effectiveness of Additive Manufacturing: A Literature Review and Discussion; NIST Special Publication: Gaithersburg, MD, USA, 2015; pp. 1–96. [Google Scholar]
- Baumers, M.; Tuck, C.; Bourell, D.L.; Sreenivasan, R.; Hague, R. Sustainability of additive manufacturing: Measuring the energy consumption of the laser sintering process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 2228–2239. [Google Scholar] [CrossRef]
- Huskamp, C. 3D Printing is the Future of Aerospace & Defense Manufacturing. Available online: https://www.jabil.com/blog/3d-printing-in-aerospace-and-defense-manufacturing.html (accessed on 26 April 2020).
- MPIF, Metal Powder Industries Federation. Available online: http://www.mpif.org/index.asp (accessed on 21 May 2020).
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Kellens, K.; Mertens, R.; Paraskevas, D.; Dewulf, W.; Duflou, J.R. Environmental Impact of Additive Manufacturing Processes: Does AM Contribute to a More Sustainable Way of Part Manufacturing? Procedia CIRP 2017, 61, 582–587. [Google Scholar] [CrossRef]
- Grieco, L.A.; Rizzo, A.; Colucci, S.; Sicari, S.; Piro, G.; Di Paola, D.; Boggia, G. IoT-aided robotics applications: Technological implications, target domains and open issues. Comput. Commun. 2014, 54, 32–47. [Google Scholar] [CrossRef]
- Kaivo-Oja, J.; Roth, S.; Westerlund, L. Futures of robotics. Human work in digital transformation. Int. J. Technol. Manag. 2017, 73, 176–205. [Google Scholar]
- Pfeiffer, S. Robots, Industry 4.0 and Humans, or Why Assembly Work Is More than Routine Work. Societies 2016, 6, 16. [Google Scholar] [CrossRef]
- Leit, P.; Mal, I.; Sedl, D. Augmented Reality Experiments with Industrial Robot in Industry 4.0 Environment. In Proceedings of the 2016 IEEE 14th International Conference on Industrial Informatics (INDIN), Poitiers, France, 19–21 July 2016; pp. 176–181. [Google Scholar]
- Kehoe, B.; Patil, S.; Abbeel, P.; Goldberg, K. A Survey of Research on Cloud Robotics and Automation. IEEE Trans. Autom. Sci. Eng. 2015, 12, 398–409. [Google Scholar] [CrossRef]
- Wan, J.; Tang, S.; Yan, H.; Li, D.; Wang, S.; Vasilakos, A.V. Cloud robotics: Current status and open issues. IEEE Access 2016, 4, 2797–2807. [Google Scholar] [CrossRef]
- Roe, R. Tech Focus: Cloud: ROBERT ROE LOOKS AT USE CASES FOR CLOUD TECHNOLOGY IN HPC. Scientific Computing World. 2019. Available online: https://go.gale.com/ps/anonymous?id=GALE%7CA597913698&sid=googleScholar&v=2.1&it=r&linkaccess=abs&issn=13567853&p=AONE&sw=w (accessed on 21 May 2020).
- Wu, D.; Greer, M.J.; Rosen, D.W.; Schaefer, D. Cloud manufacturing: Strategic vision and state-of-the-art. J. Manuf. Syst. 2013, 32, 564–579. [Google Scholar] [CrossRef] [Green Version]
- In, B.; Ragsdale, B.; Terry, S. Critical Review: Impact of Smart Manufacturing to Energy Savings. In Proceedings of the Student Research and Creative Inquiry Day; 2019. Available online: https://publish.tntech.edu/index.php/PSRCI/article/view/563 (accessed on 21 May 2020).
- Terry, S.; Fidan, I.; Zhang, Y.; Tantawi, K. Smart Manufacturing for Energy Conservation and Savings. In Proceedings of the NSF ATE Principal Investigators Conference; 2019. Available online: https://par.nsf.gov/biblio/10140480 (accessed on 21 May 2020).
- Robot Sales 2017: Impressive Growth. Executive Summary World Robotics 2018 Industrial Robots. 2018, pp. 13–22. Available online: https://ifr.org/downloads/press2018/Executive_Summary_WR_2018_Industrial_Robots.pdf (accessed on 21 May 2020).
- Carabin, G.; Wehrle, E.; Vidoni, R. A review on energy-saving optimization methods for robotic and automatic systems. Robotics 2017, 6, 39. [Google Scholar] [CrossRef] [Green Version]
- Glodde, A.; Afrough, M. Energy efficiency evaluation of an underactuated robot in comparison to traditional robot kinematics. Procedia CIRP 2014, 23, 127–130. [Google Scholar] [CrossRef] [Green Version]
- Albu-Schäffer, A.; Haddadin, S.; Ott, C.; Stemmer, A.; Wimböck, T.; Hirzinger, G. The DLR lightweight robot: Design and control concepts for robots in human environments. Ind. Rob. 2007, 34, 376–385. [Google Scholar] [CrossRef] [Green Version]
- Gale, S.; Eielsen, A.A.; Gravdahl, J.T. Modelling and simulation of a flywheel based energy storage system for an industrial manipulator. In Proceedings of the 2015 IEEE International Conference on Industrial Technology (ICIT), Seville, Spain, 17–19 March 2015; pp. 332–337. [Google Scholar]
- Paes, K.; Dewulf, W.; Elst, K.V.; Kellens, K.; Slaets, P. Energy efficient trajectories for an industrial ABB robot. Procedia CIRP 2014, 15, 105–110. [Google Scholar] [CrossRef] [Green Version]
- Anderson, G. The Economic Impact of Technology Infrastructure for Additive Manufacturing. Natl. Inst. Stand. Technol. 2016, 1–4. [Google Scholar] [CrossRef]
- Erol, S.; Schumacher, A.; Sihn, W. Strategic guidance towards Industry 4.0—A three-stage process model. In Proceedings of the International conference on competitive manufacturing (Coma ’16), Stellenbosch, South Africa, 27–29 January 2016; pp. 495–501. [Google Scholar]
- Lai, R.; Lin, W.; Wu, Y. Review of Research on the Key Technologies, Application Fields and Development Trends of Intelligent Robots. In Proceedings of the International Conference on Intelligent Robotics and Applications; Springer: Cham, Switzerland, 2018; pp. 449–458. [Google Scholar]
- Estolatan, E.; Geuna, A.; Guerzoni, M.; Nuccio, M. Mapping the Evolution of the Robotics Industry: A Cross Country Comparison. Department of Economics and Statistics Cognetti de Martiis. Working Papers 201812, University of Turin. 2018. Available online: https://ideas.repec.org/p/uto/labeco/201805.html (accessed on 21 May 2020).
- The Robot Revolution—The New Age of Manufacturing. Nikolas-Badminton. 2018. Available online: https://www.youtube.com/watch?v=HX6M4QunVmA (accessed on 21 May 2020).
- Bahrin, M.A.K.; Othman, M.F.; Azli, N.H.N.; Talib, M.F. Industry 4.0: A review on industrial automation and robotic. J. Teknol. 2016, 78, 137–143. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Extrusion | Powder Bed Fusion | Vat Photopolymerization | Material Jetting | Binder Jetting | Sheet Lamination | |
| Technologies | Fused Deposition Modeling, Contour Crafting | Select Laser Sintering, Direct Metal Laser Sintering, Selective Laser Melting, Electron Beam Melting | Stereolithography | Polyjet/ Inkjet Printing | Indirect Inkjet Printing | Laminated Object Manufacturing |
| Materials | Thermoplastic, Ceramic/Metal Pastes | Polymer/Metal/ Ceramic Powder | Photopolymer, Ceramic | Photopolymer, wax | Polymer/ Ceramic/ Metal Powder | Polymer/ Ceramic/Metal Film |
| Energy | Thermal Energy | Laser Beam, Electron Beam | Ultraviolet Laser | Thermal Energy, Photocuring | Thermal Energy | Laser Beam, Ultrasonic Vibration |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Terry, S.; Lu, H.; Fidan, I.; Zhang, Y.; Tantawi, K.; Guo, T.; Asiabanpour, B. The Influence of Smart Manufacturing towards Energy Conservation: A Review. Technologies 2020, 8, 31. https://0-doi-org.brum.beds.ac.uk/10.3390/technologies8020031
Terry S, Lu H, Fidan I, Zhang Y, Tantawi K, Guo T, Asiabanpour B. The Influence of Smart Manufacturing towards Energy Conservation: A Review. Technologies. 2020; 8(2):31. https://0-doi-org.brum.beds.ac.uk/10.3390/technologies8020031
Chicago/Turabian StyleTerry, Shane, Hao Lu, Ismail Fidan, Yunbo Zhang, Khalid Tantawi, Terry Guo, and Bahram Asiabanpour. 2020. "The Influence of Smart Manufacturing towards Energy Conservation: A Review" Technologies 8, no. 2: 31. https://0-doi-org.brum.beds.ac.uk/10.3390/technologies8020031