
3D Printing Polymeric Materials for Robots with Embedded Systems



 , and
, and
Abstract
:1. Introduction
- What are the 3D-printable materials for robots with embedded systems?
- What are the limitations of the materials in terms of applications and suitability?
- How do we fully incorporate 3D printing with robots that enable improvement in terms of mobility and performance?
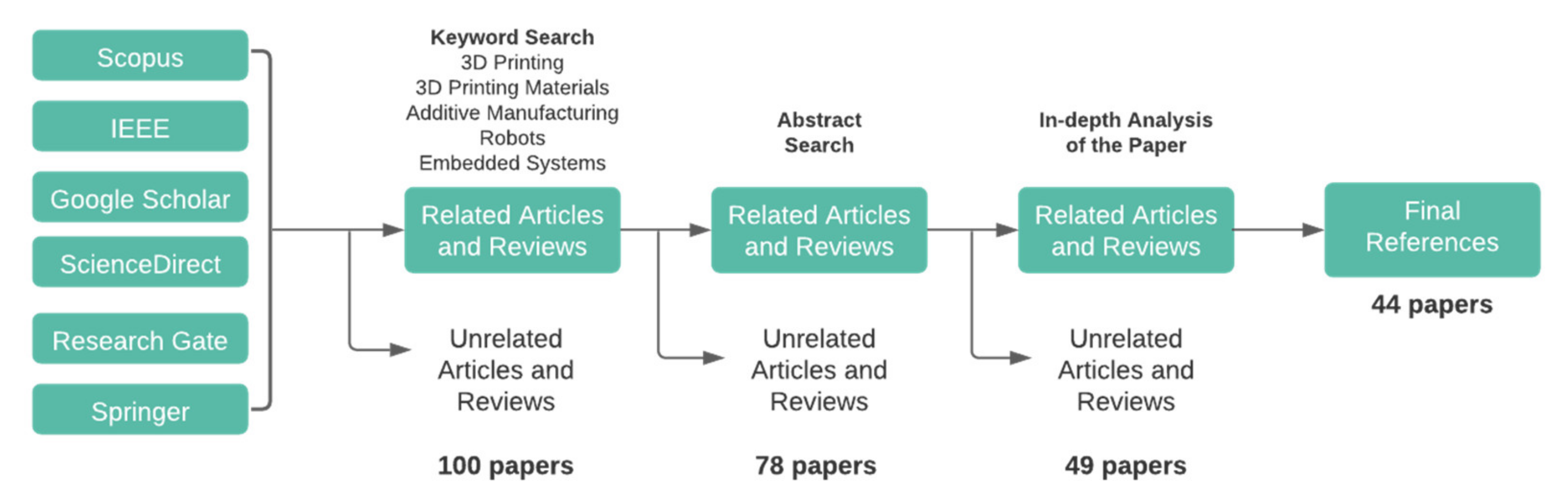
2. Methodology
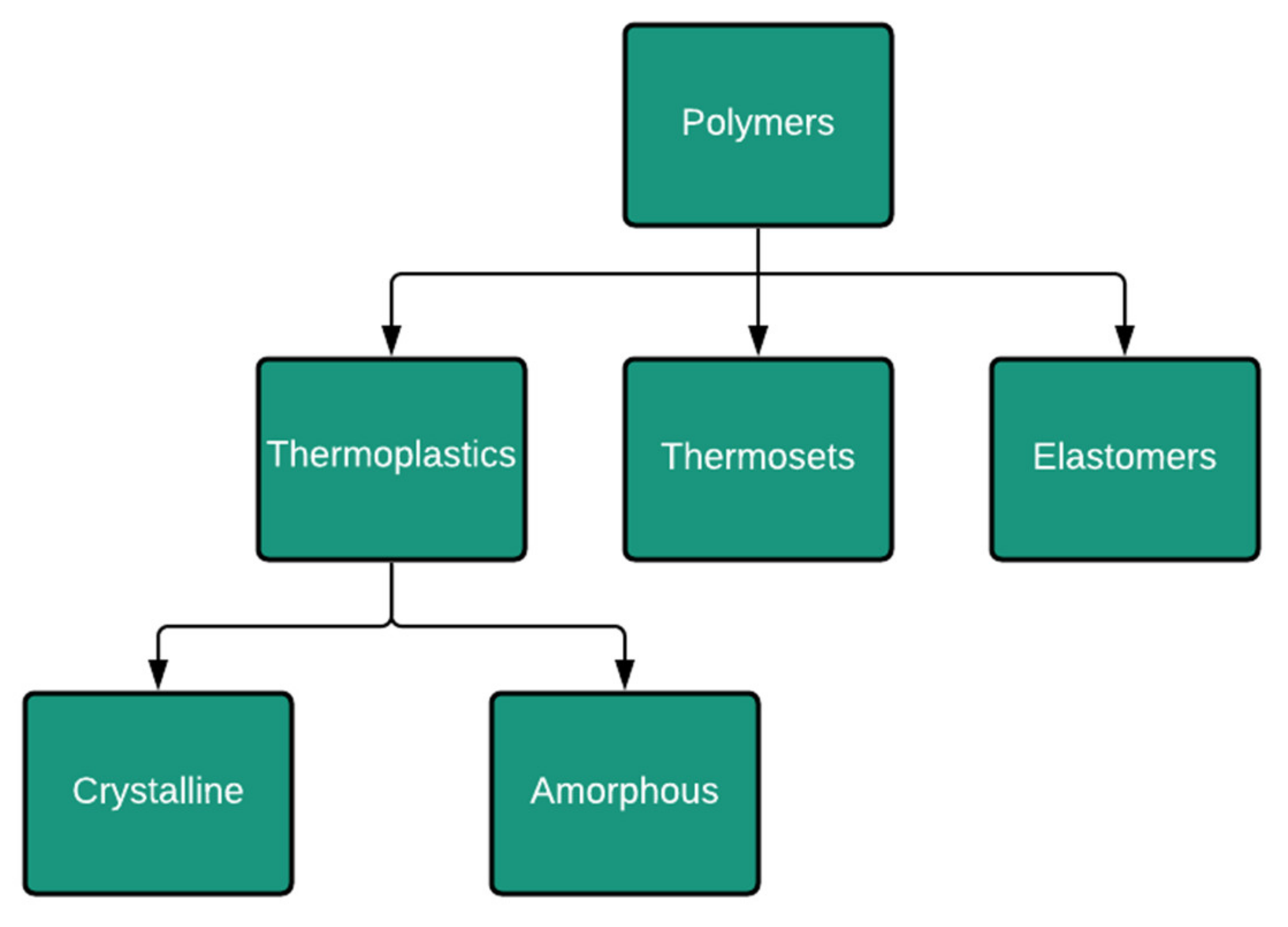
3. Taxonomy of 3D Printing Polymerics Materials for Robots with Embedded Systems
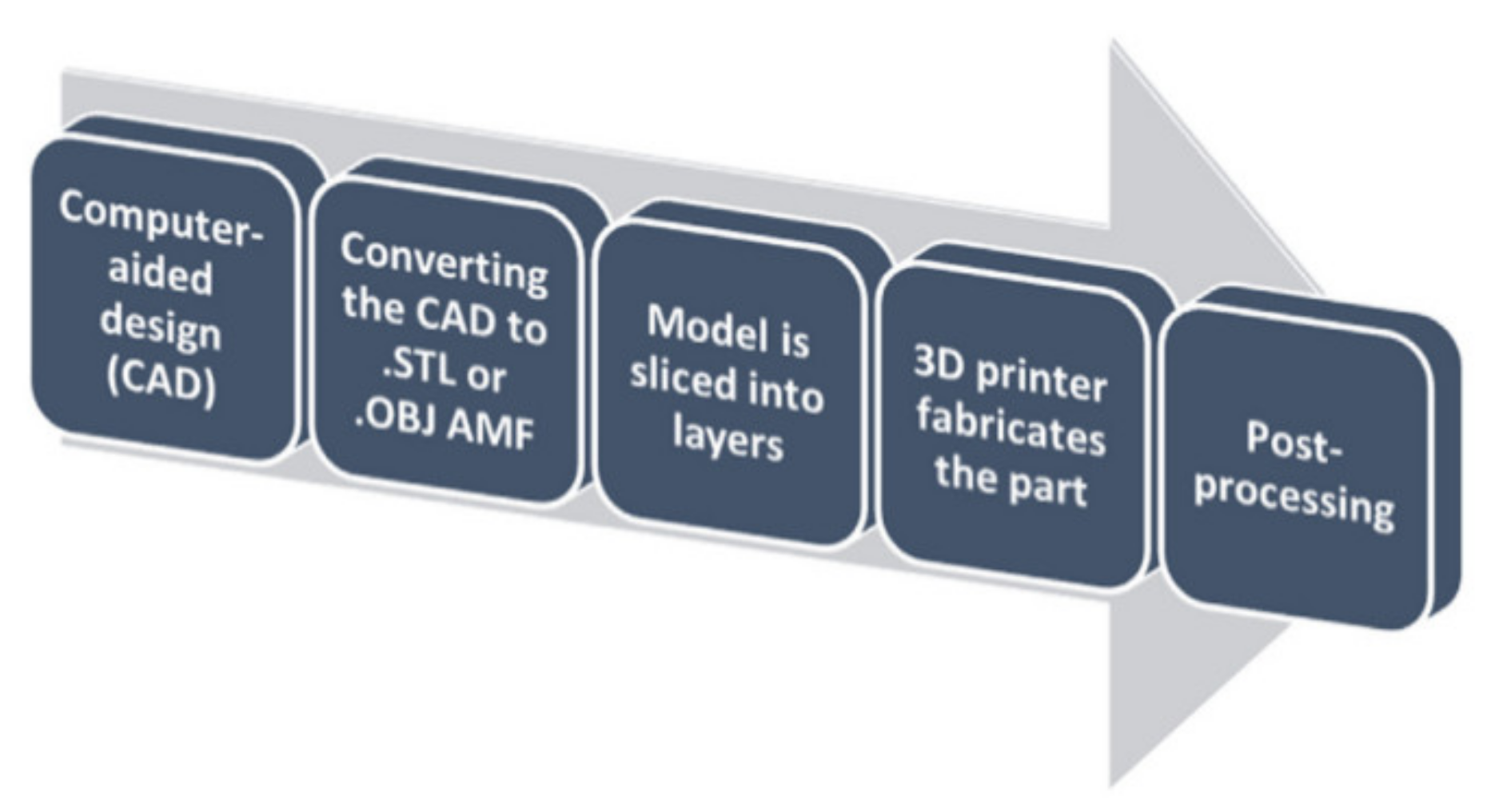
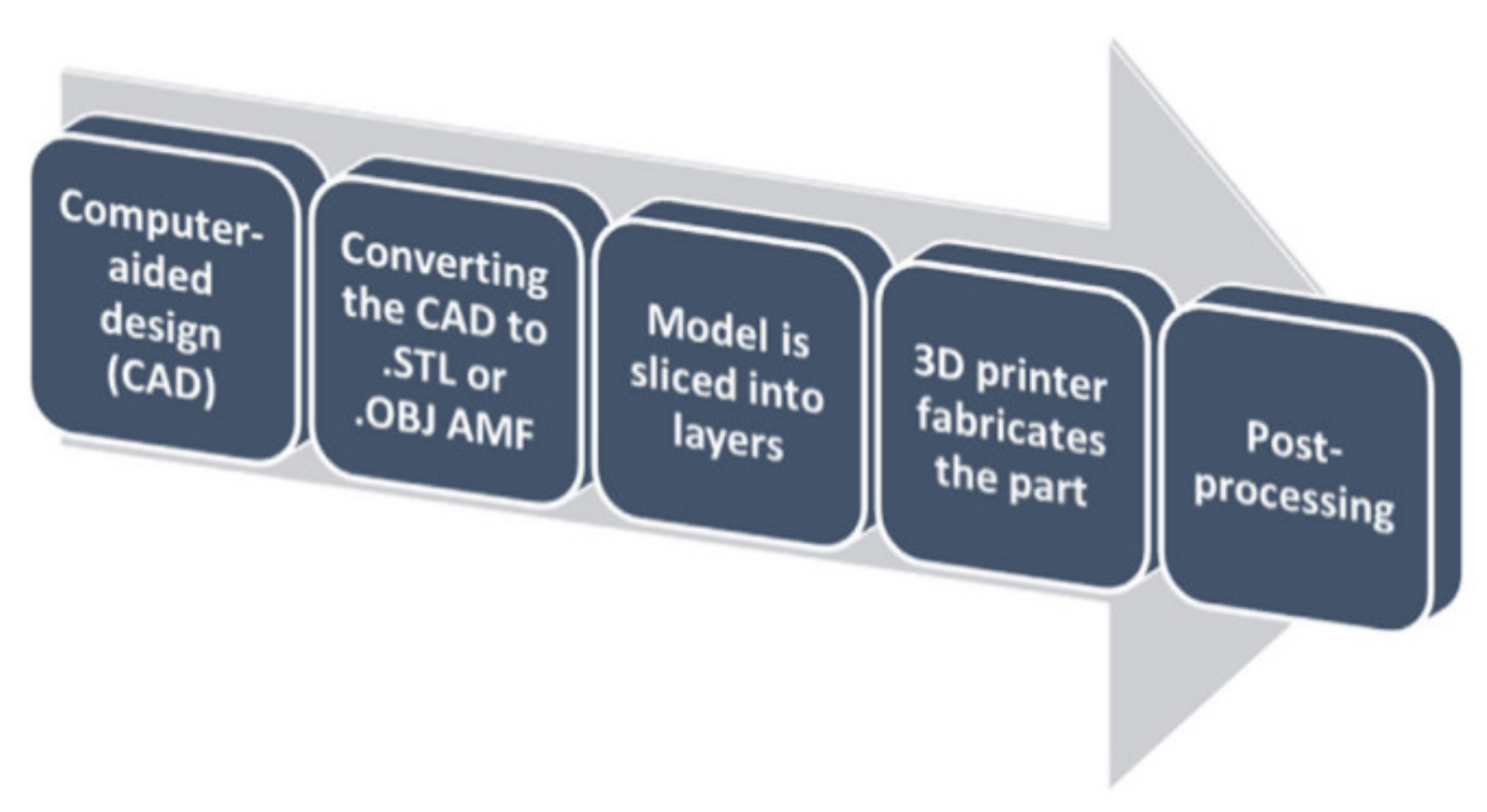
4. Overview of Additive Manufacturing
4.1. Vat Polymerization
4.2. Material Jetting
4.3. Material Extrusion
4.4. Powder Bed Fusion
4.5. Binder Jetting
4.6. Direct Energy Deposition (DED)
4.7. Sheet Lamination
5. Overview of Robotics and Applications
5.1. Hard Robots
5.2. Soft Robotics
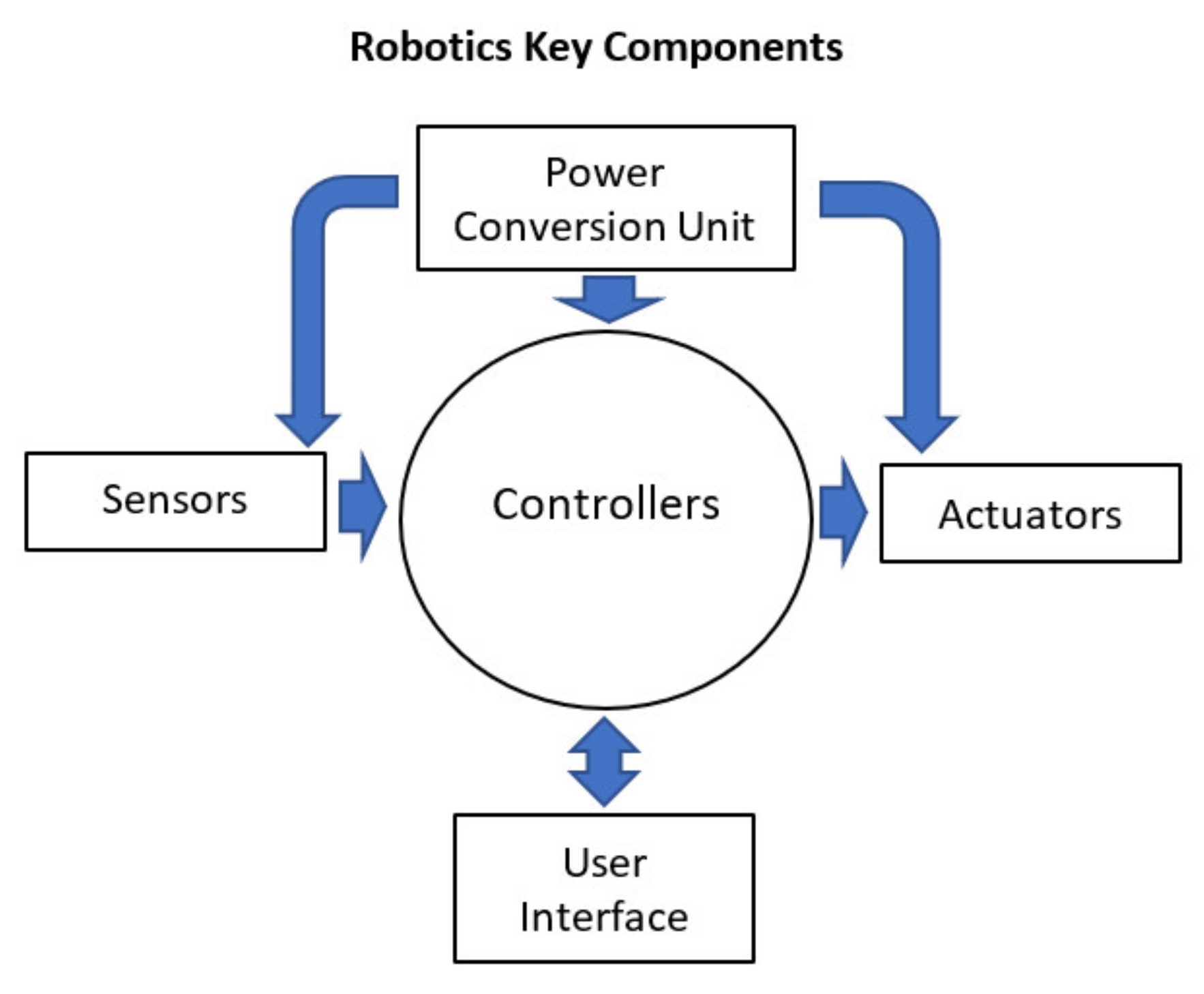
5.3. Embedded Systems
6. 3D Printing Polymeric Materials for Robots with Embedded Systems
6.1. Fused Deposition Modelling
6.1.1. Polylactic Acid
6.1.2. Acrylonitrile Butadiene Styrene
6.1.3. NinjaFlex 85 A
6.2. Selective Laser Sintering
Thermoplastic Polyurethane (TPU92-1)
6.3. Stereolithography
Polyethylene Glycol Diacrylate
6.4. Polyjet Multimaterial Printing
Flexible Photopolymers (Translucent, Black, Clear, and Low–Yield)
6.5. Direct Ink Writing
6.5.1. Dragon Skin 10 (ds10), Two-Part Platinum Cure Silicone (1 wt% Thi-Vex and 10 wt% Silicone Thinner), and All Smooth-On PA
6.5.2. Silicone, Hydrogel, Polyacrylamide Elastomers
6.6. UV-Assisted 3D Printing
Epoxy-Based Secure SE-8272 and Urethane-Based Secure SE-8143
6.7. Magnetic Field-Assisted Projection Stereolithography
Non-Aqueous Photocurable Resin E (Spot E)
6.8. Shape Deposition Modelling
Two-Part Industrial Polyurethane
7. Discussions and Future Outlook
7.1. 4D Printing and Smart Materials
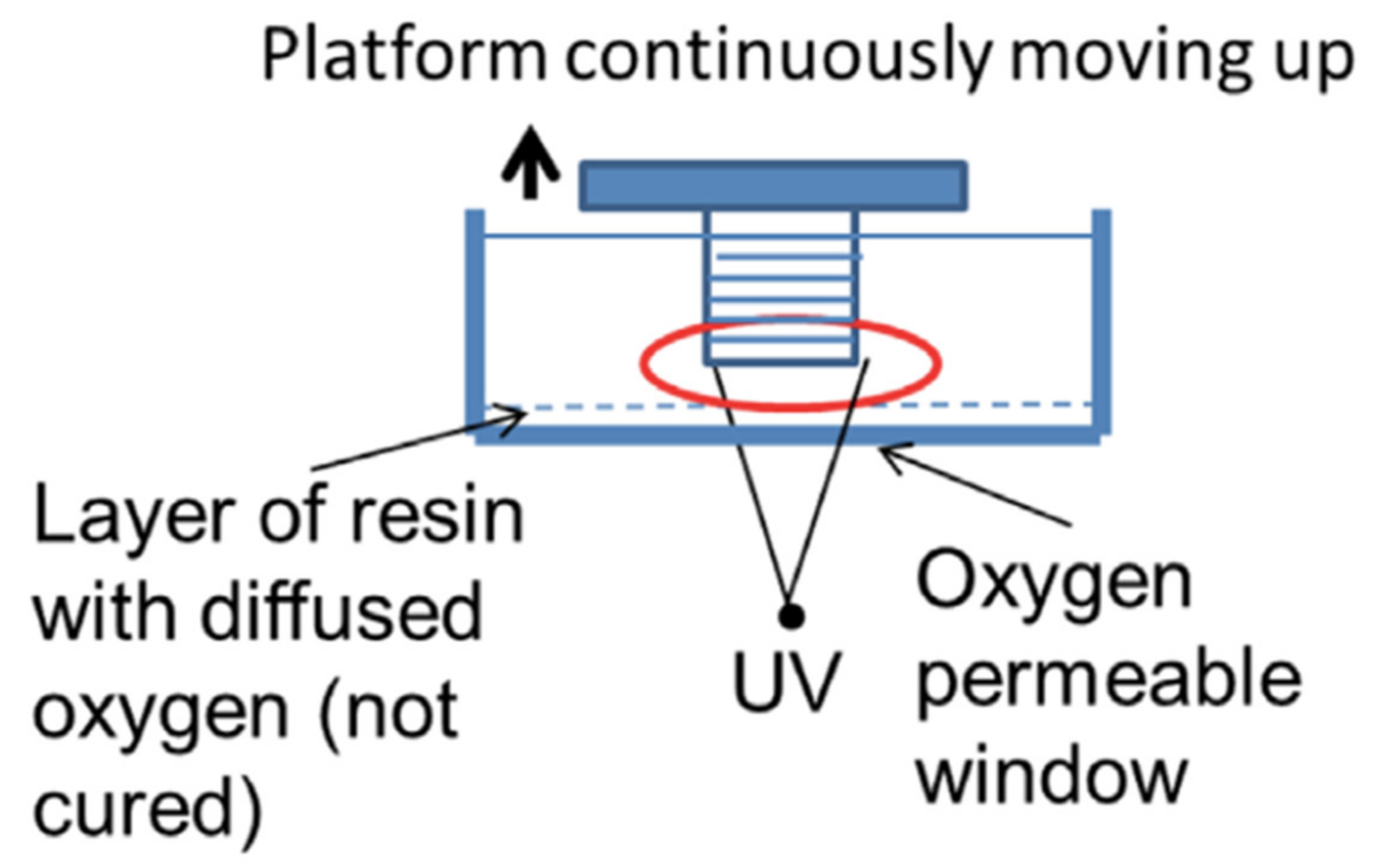
7.2. Continuous Liquid Interface Production
7.3. Biocompatibility of 3D Printing Materials
7.4. Sugar as Printing Supports
7.5. Volumetric Additive Manufacturing
7.6. 3D Printing Issues
7.6.1. Non-Uniform Shrinkage
7.6.2. Anisotropy
7.6.3. Multi-Material Adhesion
8. Summary and Conclusions
- In most robotic applications, soft materials such as PEGDA, silicone, and elastomer-based materials are mainly used due to their elastic properties. For hard materials, PLA and ABS are favored.
- As for the support, some studies cited the use of carbohydrates to create hollow channels in robotic parts.
- The compilation and synthesis of these studies might be used as a basis for robotics enthusiasts to select materials for their specific application. However, as some materials are newly developed, the 3D printing processes and mechanisms must be tweaked to utilize these materials for robots with embedded systems.
- The key areas that need further investigation are the blending/formulation of materials to improve mechanical properties, costs, and inclusion of specific materials for intended applications. The formulation of new 3D printing materials can shift the paradigm for both 3D printing and robotics, as both are promising technologies for diverse applications. Newly formulated materials, 3D printing technologies, and post-processing technologies must be developed to fully reach the potential of utilizing the 3D printing technology for robots with embedded systems applications.
- A future outlook regarding the combination of these technologies has also been incorporated into the discussions.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Delda, R.N.M.; Tuazon, B.J.; Dizon, J.R.C. Assessment of interfacial adhesion of adhesively bonded 3d-printed thermoplastics. Mater. Sci. Forum 2020, 1005, 157–165. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Valino, A.D.; Souza, L.R.; Espera, A.; Chen, Q.; Advincula, R.C. 3D Printed Injection Molds Using Various 3D Printing Technologies. Mater. Sci. Forum 2020, 1005, 150–156. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Valino, A.D.; Souza, L.R.; Espera, A.; Chen, Q.; Advincula, R.C. Three-dimensional-printed molds and materials for injection molding and rapid tooling applications. MRS Commun. 2019, 9, 1267–1283. [Google Scholar] [CrossRef]
- Salem, M.E.M.; Wang, Q.; Wen, R.; Xiang, M. Design and Characterization of Soft Pneumatic Actuator for Universal Robot Gripper. In Proceedings of the International Conference on Control and Robots (ICCR), Hong Kong, China, 15–17 September 2018; pp. 6–10. [Google Scholar] [CrossRef]
- Gul, J.Z. 3D printing for soft robotics—A review. Sci. Technol. Adv. Mater. 2018, 19, 243–262. [Google Scholar] [CrossRef] [Green Version]
- Falahati, M.; Ahmadvand, P.; Safaee, S.; Chang, Y.-C.; Lyu, Z.; Chen, R.; Li, L.; Lin, Y. Smart polymers and nanocomposites for 3D and 4D printing. Mater. Today 2020, 40, 215–245. [Google Scholar] [CrossRef]
- Espera, A.H.; Dizon, J.R.C.; Chen, Q.; Advincula, R.C. 3D-printing and advanced manufacturing for electronics. Prog. Addit. Manuf. 2019, 4, 245–267. [Google Scholar] [CrossRef]
- Advincula, R.C.; Dizon, J.R.C.; Chen, Q.; Niu, I.; Chung, J.; Kilpatrick, L.; Newman, R. Additive manufacturing for COVID-19: Devices, materials, prospects, and challenges. MRS Commun. 2020, 10, 413–427. [Google Scholar] [CrossRef]
- Tijing, L.D.; Dizon, J.R.C.; Ibrahim, I.; Nisay, A.R.N.; Shon, H.K.; Advincula, R.C. 3D printing for membrane separation, desalination and water treatment. Appl. Mater. Today 2020, 18, 100486. [Google Scholar] [CrossRef]
- Valino, A.D.; Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Messman, J.; Advincula, R.C. Advances in 3D printing of thermoplastic polymer composites and nanocomposites. Prog. Polym. Sci. 2019, 98, 101162. [Google Scholar] [CrossRef]
- Tuazon, B.J.; Espino, M.T.; Ryan, J.; Dizon, C. Investigation on the Effects of Acetone Vapor-Polishing to Fracture Behavior of ABS Printed Materials at Different Operating Temperature. Mater. Sci. Forum 2020, 1005, 141–149. [Google Scholar] [CrossRef]
- Espino, M.T.; Tuazon, B.J.; Robles, G.S.; Dizon, J.R.C. Application of Taguchi Methodology in Evaluating the Rockwell Hardness of SLA 3D Printed Polymers. Mater. Sci. Forum 2020, 1005, 166–173. [Google Scholar] [CrossRef]
- De Leon, A.C.; Chen, Q.; Palaganas, N.B.; Palaganas, J.; Manapat, J.; Advincula, R.C. High performance polymer nanocomposites for additive manufacturing applications. React. Funct. Polym. 2016, 103, 141–155. [Google Scholar] [CrossRef]
- Chen, Q.; Mangadlao, J.D.; Wallat, J.; de Leon, A.; Pokorski, J.K.; Advincula, R.C. 3D Printing Biocompatible Polyu-rethane/Poly(lactic acid)/Graphene Oxide Nanocomposites: Anisotropic Properties. ACS Appl. Mater. Interfaces 2017, 9, 4015–4023. [Google Scholar] [CrossRef]
- Wei, P.; Leng, H.; Chen, Q.; Advincula, R.C.; Pentzer, E.B. Reprocessable 3D-Printed Conductive Elastomeric Composite Foams for Strain and Gas Sensing. ACS Appl. Polym. Mater. 2019, 1, 885–892. [Google Scholar] [CrossRef]
- Chen, Q.; Cao, P.; Advincula, R.C. Mechanically Robust, Ultraelastic Hierarchical Foam with Tunable Properties via 3D Printing. Adv. Funct. Mater. 2018, 28, 1800631. [Google Scholar] [CrossRef]
- Espera, A.H., Jr.; Valino, A.D.; Palaganas, J.O.; Souz, L.; Chen, Q.; Advincula, R.C. 3D Printing of a Robust Polyam-ide-12-Carbon Black Composite via Selective Laser Sintering: Thermal and Electrical Conductivity. Macromol. Mater. Eng. 2019, 304, 1800718. [Google Scholar] [CrossRef]
- Chen, Q.; Zhao, J.; Ren, J.; Rong, L.; Cao, P.; Advincula, R.C. 3D Printed Multifunctional, Hyperelastic Silicone Rubber Foam. Adv. Funct. Mater. 2019, 29, 1900469. [Google Scholar] [CrossRef]
- Cabibihan, J.-J.; Javed, H.; Ang, M.; Aljunied, S.M. Why Robots? A Survey on the Roles and Benefits of Social Robots in the Therapy of Children with Autism. Int. J. Soc. Robot. 2013, 5, 593–618. [Google Scholar] [CrossRef]
- Edin, B.; Beccai, L.; Ascari, L.; Roccella, S.; Cabibihan, J.; Carrozza, M. Bio-inspired approach for the design and characterization of a tactile sensory system for a cybernetic prosthetic hand. In Proceedings of the 2006 IEEE International Conference on Robotics Automation, Orlando, FL, USA, 15–19 May 2006. [Google Scholar] [CrossRef]
- Tijing, L.; Dizon, J.R.; Cruz, G., Jr. 3D-Printed Absorbers for Solar-Driven Interfacial Water Evaporation: A Mini-Review. Adv. Sustain. Sci. Eng. Technol. 2021, 3, 0210103. [Google Scholar] [CrossRef]
- Andres, N.S. Development of Solar-Powered Water Pump with 3D Printed Impeller. Open Eng. 2021, 11, 249–253. [Google Scholar] [CrossRef]
- Siciliano, B.; Khatib, O. Springer Handbook of Robotics, 2nd ed.; Springer International Publishing: Berlin/Heidelberg, Germany, 2016; pp. 2522–8692. [Google Scholar]
- Sirlantzis, K.; Larsen, L.B.; Kanumuru, L.K.; Oprea, P. Robotics Handbook of Electronic Assistive Technology; Academic Press: Cambridge, UK, 2019; pp. 311–345. [Google Scholar]
- Veruggio, G.; Robotica, S.; Italy, G. The EURON Roboethics Roadmap. In Proceedings of the 6th IEEE-RAS International Conference on Humanoid Robots, Genova, Italy, 4–6 December 2006; pp. 612–617. [Google Scholar] [CrossRef]
- Yirmibeşoğlu, O.D.; Oshiro, T.; Olson, G.; Palmer, C.; Mengüç, Y. Evaluation of 3D Printed Soft Robots in Radiation Environments and Comparison with Molded Counterparts. Front. Robot. AI 2019, 6. [Google Scholar] [CrossRef] [Green Version]
- Roccella, S.; Carrozza, M.; Cappiello, G.; Zecca, M.; Miwa, H.; Ltoh, K.; Matsumoto, M.; Dario, P.; Cabibihan, J.; Takanishi, A. Design, fabrication and preliminary results of a novel anthropomorphic hand for humanoid robotics: RCH-1. In Proceedings of the International Confernce on Intelligent Robots and Systems (IROS), Sendai, Japan, 28 September–2 October 2004; pp. 266–271. [Google Scholar] [CrossRef]
- Carrico, J.D.; Kim, K.J.; Leang, K.K. 3D-printed ionic polymer-metal composite soft crawling robot. In Proceedings of the IEEE International Conference on Robotics Automation (ICRA), Singapore, 29 May–3 June 2017; pp. 4313–4320. [Google Scholar] [CrossRef]
- Bodkhe, S.; Ermanni, P. 3D printing of multifunctional materials for sensing and actuation: Merging piezoelectricity with shape memory. Eur. Polym. J. 2020, 132, 109738. [Google Scholar] [CrossRef]
- Yuan, C.; Wang, F.; Qi, B.; Ding, Z.; Rosen, D.W.; Ge, Q. 3D printing of multi-material composites with tunable shape memory behavior. Mater. Des. 2020, 193, 108785. [Google Scholar] [CrossRef]
- De Leon, A.C.; Rodier, B.J.; Bajamundi, C.; Espera, A.; Wei, P.; Kwon, J.G.; Williams, J.; Ilijasic, F.; Advincula, R.C.; Pentzer, E. Plastic Metal-Free Electric Motor by 3D Printing of Graphene-Polyamide Powder. ACS Appl. Energy Mater. 2018, 1, 1726–1733. [Google Scholar] [CrossRef]
- Gul, J.Z.; Yang, B.-S.; Yang, Y.J.; Chang, D.E.; Choi, K.H. In situUV curable 3D printing of multi-material tri-legged soft bot with spider mimicked multi-step forward dynamic gait. Smart Mater. Struct. 2016, 25, 115009. [Google Scholar] [CrossRef] [Green Version]
- Gul, J.Z.; Yang, Y.J.; Su, K.Y.; Choi, K.H. Omni Directional Multimaterial Soft Cylindrical Actuator and Its Application as a Steerable Catheter. Soft Robot. 2017, 4, 224–240. [Google Scholar] [CrossRef] [PubMed]
- Edin, B.B.; Ascari, L.; Beccai, L.; Roccella, S.; Cabibihan, J.J.; Carrozza, M.C. Bio-inspired sensorization of a bio-mechatronic robot hand for the grasp-and-lift task. Brain Res. Bull. 2008, 75, 785–795. [Google Scholar] [CrossRef]
- Wallin, T.J.; Pikul, J.; Shepherd, R.F. 3D printing of soft robotic systems. Nat. Rev. Mater. 2018, 3, 84–100. [Google Scholar] [CrossRef]
- Desai, J.P.; Sheng, J.; Cheng, S.S.; Wang, X.; Deaton, N.J.; Rahman, N. Toward Patient-Specific 3D-Printed Robotic Systems for Surgical Interventions. IEEE Trans. Med Robot. Bionics 2019, 1, 77–87. [Google Scholar] [CrossRef]
- Diego, J.-R.R.; Martinez, D.W.C.; Robles, G.S.; Dizon, J.R.C. Development of Smartphone-Controlled Hand and Arm Exoskeleton for Persons with Disability. Open Eng. 2020, 11, 161–170. [Google Scholar] [CrossRef]
- Tudela, A.J.; Ballesteros, J.; Bandera, A. Design and Implementation of a Low Cost 3D Printed Adaptive Hand. In Proceedings of the 19th International Workshop of Physical Agents, Madrid, Spain, 22–23 November 2018; pp. 271–283. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Chen, Q.; Valino, A.D.; Advincula, R.C. Thermo-mechanical and swelling properties of three-dimensional-printed poly (ethylene glycol) diacrylate/silica nanocomposites. MRS Commun. 2019, 9, 209–217. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Heer, B. Additive manufacturing of multi-material structures. Mater. Sci. Eng. R Rep. 2018, 129, 1–16. [Google Scholar] [CrossRef]
- Bhushan, B.; Caspers, M. An overview of additive manufacturing (3D printing) for microfabrication. Microsyst. Technol. 2017, 23, 1117–1124. [Google Scholar] [CrossRef]
- Whisnant, D. Polymer Chemistry: Classification of Polymers. Available online: https://eng.libretexts.org/Bookshelves/Materials_Science/Supplemental_Modules_(Materi-als_Science)/Polymer_Chemistry/Polymer_Chemistry%3A_Morphology/Polymer_Chemistry%3A_Classification_of_Polymers (accessed on 8 September 2021).
- Weidner, S.M. Mass Spectrometry: MALDI (Matrix-Assisted Laser Desorption/Ionization) and ESI (Electrospray Ionization). Fed. Inst. Mater. Res. Test. (BAM) 2012, 2, 93–109. [Google Scholar]
- Carraher, C.E., Jr. Seymour/Carragher’s Polymer Chemistry, 7th ed.; CRC Press: Boca Raton, FL, USA, 2007; Volume 14. [Google Scholar]
- Kutz, M. Applied Plastics Engineering Handbook, 2nd ed.; William Andrew Publishing: Norwich, NY, USA, 2016; pp. 17–18. [Google Scholar]
- Singh, R.; Kumar, R.; Farina, I.; Colangelo, F.; Feo, L.; Fraternali, F. Multi-material additive manufacturing of sustainable innovative materials and structures. Polymers 2019, 11, 62. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hamidi, A.; Tadesse, Y. 3D printing of very soft elastomer and sacrificial carbohydrate glass/elastomer structures for robotic applications. Mater. Des. 2019, 187, 108324. [Google Scholar] [CrossRef]
- Singh, R.; Singh, S. Additive Manufacturing: An Overview. Ref. Modul. Mater. Sci. Mater. Eng. 2017, 1, 1–12. [Google Scholar]
- Campbell, T.; Williams, C.; Ivanova, O.; Garrett, B. Strategic Foresight Report. Atl. Counc. 2014, 3–7. [Google Scholar]
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modelling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2015, 83, 389–405. [Google Scholar] [CrossRef] [Green Version]
- Horn, T.J.; Harrysson, O.L.A. Overview of Current Additive Manufacturing Technologies and Selected Applications. Sci. Prog. 2012, 95, 255–282. [Google Scholar] [CrossRef] [PubMed]
- Standard ISO/ASTM 52900 Additive Manufacturing—General Principles—Terminology. Available online: https://www.iso.org/obp/ui/#iso:std:iso-astm:52900:ed-1:v1:en (accessed on 23 August 2020).
- Lee, J.-Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Geng, H. Manufacturing Engineering Handbook, 2nd ed.; McGraw-Hill Education: New York, NY, USA, 2016. [Google Scholar]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.; Wang, C.C.; Shin, Y.C.; Zhang, S.; Zavattieri, P. The status, challenges, and future of additive manufacturing in engineering. Comput. Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Introduction to 3D Printing—Additive Processes. Available online: https://make.3dexperience.3ds.com/processes/3D-printing (accessed on 17 July 2020).
- Diegel, A.O.; Nordin; Motte, D. Additive Manufacturing Technologies; Springer: Singapore, 2019. [Google Scholar]
- Our Technology—Carbon3D. Available online: https://www.carbon3d.com/3d-printer-models-carbon/our-technology/ (accessed on 24 July 2020).
- Hildebrand, K.; Bickel, B.; Alexa, M. Orthogonal slicing for additive manufacturing. Comput. Graph. 2013, 37, 669–675. [Google Scholar] [CrossRef]
- Vitale, M.; Cotteleer, M.; Holdowsky, J. An Overview of Additive Manufacturing. Available online: https://medium.com/@DAUNow/an-introduction-to-additive-manufacturing-7c468d099f2c (accessed on 4 November 2016).
- Crampton, L. CLIP 3D Printing Technology: Objects Created in Liquid Resin. Available online: https://turbofuture.com/industrial/New-3D-Printing-Technology-Objects-Grow-From-a-Pool-of-Liquid (accessed on 24 July 2020).
- Batcha, S.; Sadik Batcha, M. Research Output Analysis on Robotic Technology: A Scientometric Study Library Management View project Research Output Analysis on Robotic Technology: A Scientometric Study. Indian J. Inf. Sources Serv. 2017, 7, 25–31. [Google Scholar]
- Chen, A.; Yin, R.; Cao, L.; Yuan, C.; Ding, H.; Zhang, W. Soft robotics: Definition and research issues. In Proceedings of the 24th International Conference on Mechatronics and Machine Vision Practice (M2VIP), Auckland, New Zealand, 21–23 November 2017; pp. 366–370. [Google Scholar] [CrossRef]
- Signorelli, C.M. Can Computers Become Conscious and Overcome Humans? Front. Robot. AI 2018, 5. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, S.; Laschi, C.; Trimmer, B. Soft robotics: A bioinspired evolution in robotics. Trends Biotechnol. 2013, 31, 287–294. [Google Scholar] [CrossRef] [PubMed]
- Rus, D.; Tolley, M.T. Design, fabrication and control of soft robots. Nature 2015, 521, 467–475. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kastor, N.; Vikas, V.; Cohen, E.; White, R.D. A Definition of Soft Materials for Use in the Design of Robots. Soft Robot. 2017, 4, 181–182. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.; Tang, Y.; Wang, H.; Wang, Y. A review of fabrication options and power electronics for flapping-wing robotic insects. Int. J. Adv. Robot. Syst. 2013, 10, 779–786. [Google Scholar] [CrossRef] [Green Version]
- Rubio, F.; Valero, F.; Llopis-Albert, C. A review of mobile robots: Concepts, methods, theoretical framework, and applications. Int. J. Adv. Robot. Syst. 2019, 16, 1729881419839596. [Google Scholar] [CrossRef] [Green Version]
- Shanmugavel, B. Applications and Future scope of Robotics—A Review. Int. J. Robot. Auton. Syst. 2018, 3, 12–26. [Google Scholar]
- Park, I.W.; Kim, J.Y.; Lee, J.; Oh, J.H. Mechanical design of humanoid robot platform KHR-3 (KAIST humanoid robot-3: HUBO). In Proceedings of the 2005 5th IEEE-RAS International Conference on Humanoid Robots, Tsukuba, Japan, 5 December 2005. [Google Scholar] [CrossRef]
- Li, P.; Liu, X. Common Sensors in Industrial Robots: A Review. J. Physics Conf. Ser. 2019, 1267. [Google Scholar] [CrossRef] [Green Version]
- Harashima, F. Sensor based robot control systems. In Proceedings of the 1990 IEEE Colloquium in South America COLLOQ, Argentina, Brazil, Chile, Uruguay, 31 August–15 September 1990; pp. 203–208. [Google Scholar]
- Zaki, A.M.; Arafa, O.; Amer, S.I. Microcontroller-based mobile robot positioning and obstacle avoidance. J. Electr. Syst. Inf. Technol. 2014, 1, 58–71. [Google Scholar] [CrossRef] [Green Version]
- Bouchard, S. Industrial Robots: What Are the Different Types? Available online: https://blog.robotiq.com/bid/63528/what-are-the-different-types-of-industrial-robots (accessed on 13 March 2014).
- Anish, B. Application of Robotics in Manufacturing. J. Emerg. Technol. Innov. Res. 2019, 251–260. [Google Scholar]
- Mohammed, S.; Fiaidh, J. Cyber Physical Systems: A New Frontier of Artificial Intelligence: Summary Paper. Int. J. Control. Autom. 2019, 12, 23–30. [Google Scholar] [CrossRef]
- Gonzalez, C. What’s the Difference Between Industrial Robots? Available online: https://www.machinedesign.com/markets/robotics/article/21835000/whats-the-difference-between-industrial-robots (accessed on 2 December 2016).
- Vargas, S. Robots in the Workplace. Safety Health, 25 March 2018. [Google Scholar]
- Sprynn, M. What Material Should I Use for My Robotic Chassis? Available online: http://www.mitchellspryn.com/2017/06/04/What-Material-Should-I-Use-For-My-Robotic-Chassis.html (accessed on 18 January 2021).
- Stamp, B.J. The Robot Revolution Is for the Birds. Look up for Robotic Ravens and Cyborg Pigeons. Smithsonian Magazine, 24 May 2013. [Google Scholar]
- Wild, F. What Is Robonaut? Available online: https://www.nasa.gov/audience/forstudents/k-4/stories/nasa-knows/what-is-robonaut-k4.html (accessed on 18 January 2021).
- Mann, A. The Mars Rovers. Available online: https://www.space.com/mars-rovers.html (accessed on 18 January 2021).
- Kardasz, P.; Doskocz, J. Drones and Possibilities of Their Using. J. Civ. Environ. Eng. 2016, 6. [Google Scholar] [CrossRef]
- Crawford, M. Top 6 Robotic Applications in Medicine. Available online: https://www.asme.org/topics-resources/content/top-6-robotic-applications-in-medicine (accessed on 18 January 2021).
- Ben-Ari, M.; Mondada, F. Robots and Their Applications. Elem. Robot. 2018, 1–20. [Google Scholar] [CrossRef] [Green Version]
- Robotics Industries Association. Robotics in Agriculture: Types and Applications; A3 Association for Advancing Automation: Ann Arbor, MI, USA, 2017. [Google Scholar]
- Mubin, O.; Stevens, C.J.; Shahid, S.; Al Mahmud, A.; Dong, J.-J. A Review of the Applicability of Robots in Education. Technol. Educ. Learn. 2013, 1. [Google Scholar] [CrossRef] [Green Version]
- Stasse, O.; Flayols, T. An Overview of Humanoid Robots Technologies. Springer Tracts Adv. Robot 2019, 124, 281–310. [Google Scholar] [CrossRef] [Green Version]
- Pakdaman, M.; Sanaatiyan, M.M.; Ghahroudi, M.R. A line follower robot from design to implementation: Technical issues and problems. In Proceedings of the 2nd International Conference on Computer and Automation Engineering, Singapore, 26–28 February 2010; pp. 5–9. [Google Scholar] [CrossRef]
- Components of Robots. Available online: https://www.javatpoint.com/components-of-robot (accessed on 19 December 2020).
- Trivedi, D.; Rahn, C.D.; Kier, W.M.; Walker, I.D. Soft robotics: Biological inspiration, state of the art, and future research. Appl. Bionics Biomech. 2008, 5, 99–117. [Google Scholar] [CrossRef]
- Schmitt, F.; Piccin, O.; Barbé, L.; Bayle, B. Soft Robots Manufacturing: A Review. Front. Robot. AI 2018, 5. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Iida, F.; Laschi, C. Soft Robotics: Challenges and Perspectives. Proc. Comput. Sci. 2011, 7, 99–102. [Google Scholar] [CrossRef] [Green Version]
- Srivastava, S. Soft Robotics vs. Hard Robotics: How Are They Different? Available online: https://www.analyticsinsight.net/soft-robotics-vs-hard-robotics-different/ (accessed on 9 July 2020).
- University of California. Embedded Systems—Develop and Implement Embedded Systems. Available online: https://extension.ucsd.edu/courses-and-programs/embedded-engineering?fbclid=IwAR2bS_Et56844HLnTBYqjcVKoBzphacz5hH9Z2o9AIzOgZzhYQughJlJoaA (accessed on 18 March 2021).
- Bräunl, T. Embedded Robotics: Mobile Robot Design and Applications with Embedded Systems; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar]
- Gaud, N. A critical analysis of scientific productivity of the ‘robotics’ research in India during 2009–2018. Libr. Philos. Pract. 2019, 2345. [Google Scholar]
- Yuncheng, S. Research on Modeling and Design of Real-Time Embedded Systems. In Proceedings of the 7th International Conference on Intelligent Computation Technology and Automation (ICICTA), Changsha, China, 25–26 October 2014; pp. 547–550. [Google Scholar] [CrossRef]
- Thornton, S. Overview of Embedded Systems. Available online: https://www.microcontrollertips.com/faq-overview-embedded-systems/?fbclid=IwAR0nfij3m8FGVnNleRDpZ-WZe4cOkb1eFDJ5Kl05fdJfAISBOTUE_1_Vyo8 (accessed on 18 March 2021).
- Joyee, E.B.; Pan, Y. A Fully Three-Dimensional Printed Inchworm-Inspired Soft Robot with Magnetic Actuation. Soft Robot. 2019, 6, 333–345. [Google Scholar] [CrossRef] [PubMed]
- Karakurt, I.; Lin, L. 3D printing technologies: Techniques, materials, and post-processing. Curr. Opin. Chem. Eng. 2020, 28, 134–143. [Google Scholar] [CrossRef]
- Shi, I.; Dagalakis, N.; Kim, Y.; Duan, X. A 3D printing flexure pressure sensor for robot impact safety testing. In Proceedings of the 5th Asia International Symposium on Mechatronics (AISM 2015), Guilin, China, 7–10 October 2015. [Google Scholar]
- Zolfagharian, A.; Kaynak, A.; Kouzani, A. Closed-loop 4D-printed soft robots. Mater. Des. 2019, 188, 108411. [Google Scholar] [CrossRef]
- Al-Rubaiai, M.; Pinto, T.; Qian, C.; Tan, X. Soft Actuators with Stiffness and Shape Modulation Using 3D-Printed Conductive Polylactic Acid Material. Soft Robot. 2019, 6, 318–332. [Google Scholar] [CrossRef] [PubMed]
- Lee, C.; Myungjoon, K.; Kim, Y.J.; Hong, N.; Ryu, S.; Kim, H.J.; Kim, S. Soft Robot Review. Int. J. Control. Autom. Syst. 2017, 1–13. [Google Scholar] [CrossRef]
- Song, S.-H.; Ahn, S.-H.; Park, C.H.; Son, Y.S. Design of soft actuator using 3D-printed composite. In Proceedings of the 14th International Conference Ubiquitous Robot Ambient Intelligence (URAI), Jeju, Korea, 28 June–1 July 2017; pp. 79–80. [Google Scholar] [CrossRef]
- Pearson, A. Wired’s 400-Pound Comic-con Robot Has a 3D Printed Face. Available online: https://www.stratasys.com/de/explore/blog/2014/comic-con-3d-printed-robot-legacy-effects (accessed on 19 December 2020).
- Yap, H.K.; Ng, H.Y.; Yeow, C.-H. High-Force Soft Printable Pneumatics for Soft Robotic Applications. Soft Robot. 2016, 3, 144–158. [Google Scholar] [CrossRef]
- Lifton, V.A.; Lifton, G.; Simon, S. Options for additive rapid prototyping methods (3D printing) in MEMS technology. Rapid Prototyp. J. 2014, 20, 403–412. [Google Scholar] [CrossRef]
- Stratasys. Form Automation Relies on the Stratasys F370 3D Printer for End-of-Arm Tooling. Available online: https://www.stratasys.com/explore/case-study/form-automation (accessed on 27 November 2020).
- Wolterink, G.; Sanders, R.; Muijzer, F.; Van Beijnum, B.-J.; Krijnen, G.J. 3D-printing soft sEMG sensing structures. Proc. IEEE Sens. 2017, 2017, 1–3. [Google Scholar] [CrossRef] [Green Version]
- Scharff, R.B.N.; Doubrovski, E.L.; Poelman, W.A.; Jonker, P.P.; Wang, C.C.L.; Geraedts, J.M.P. Towards Behavior Design of a 3D-Printed Soft Robotic Hand. In Soft Robotics: Trends, Applications and Challenges; Springer: Cham, Switzerland, 2016; pp. 23–29. [Google Scholar]
- Truby, R.; Lewis, J.A. Printing soft matter in three dimensions. Nature 2016, 540, 371–378. [Google Scholar] [CrossRef]
- Roppenecker, D.B.; Pfaff, A.; Coy, J.A.; Lueth, T.C. Multi arm snake-like robot kinematics. In Proceedings of the International Conference on Intelligent Robots and Systems, Tokyo, Japan, 3–7 November 2013; pp. 5040–5045. [Google Scholar] [CrossRef]
- Chan, V.; Park, K.; Collens, M.B.; Kong, H.; Saif, T.A.; Bashir, R. Development of Miniaturized Walking Biological Machines. Sci. Rep. 2012, 2, srep00857. [Google Scholar] [CrossRef]
- Warner, J.; Soman, P.; Zhu, W.; Tom, M.; Chen, S. Design and 3D Printing of Hydrogel Scaffolds with Fractal Geometries. ACS Biomater. Sci. Eng. 2016, 2, 1763–1770. [Google Scholar] [CrossRef] [PubMed]
- Peele, B.N.; Wallin, T.J.; Zhao, H.; Shepherd, R. 3D printing antagonistic systems of artificial muscle using projection stereolithography. Bioinspiration Biomim. 2015, 10, 055003. [Google Scholar] [CrossRef]
- Tian, L.; Liu, J.; Thalmann, N.M.; Thalmann, D.; Zheng, J. Design of a Flexible Articulated Robotic Hand for a Humanoid Robot. In Proceedings of the RAS 19th International Conference on Humanoid Robots, Toronto, ON, Canada, 15–17 October 2019; pp. 572–577. [Google Scholar] [CrossRef]
- Martinez, R.; Branch, J.L.; Fish, C.R.; Jin, L.; Shepherd, R.; Nunes, R.M.D.; Suo, Z.; Whitesides, G.M. Robotic Tentacles with Three-Dimensional Mobility Based on Flexible Elastomers. Adv. Mater. 2012, 25, 205–212. [Google Scholar] [CrossRef]
- Shih, B.; Christianson, C.; Gillespie, K.; Lee, S.; Mayeda, J.; Huo, Z.; Tolley, M.T. Design Considerations for 3D Printed, Soft, Multimaterial Resistive Sensors for Soft Robotics. Front. Robot. AI 2019, 6. [Google Scholar] [CrossRef] [Green Version]
- MacCurdy, R.; Katzschmann, R.; Kim, Y.; Rus, D. Printable hydraulics: A method for fabricating robots by 3D co-printing solids and liquids. In Proceedings of the IEEE International Conference on Robotics and Automation, Stockholm, Sweden, 16–21 May 2016; pp. 3878–3885. [Google Scholar] [CrossRef]
- Wimpenny, D.I.; Pandey, P.M.; Kumar, J. Advances in 3D Printing & Additive Manufacturing Technologies; Springer: Singapore, 2017. [Google Scholar]
- Drotman, D.; Jadhav, S.; Karimi, M.; de Zonia, P.; Tolley, M.T. 3D printed soft actuators for a legged robot capable of navigating unstructured terrain. In Proceedings of the IEEE International Conference on Robotics and Automation, Singapore, 29 May–3 June 2017; pp. 5532–5538. [Google Scholar] [CrossRef]
- Kalisky, T.; Wang, Y.; Shih, B.; Drotman, D.; Jadhav, S.; Aronoff-Spencer, E.; Tolley, M.T. Differential pressure control of 3D printed soft fluidic actuators. In Proceedings of the IEEE International Conference on Intelligent Robots and Systems, Vancouver, BC, Canada, 24–28 September 2017; pp. 6207–6213. [Google Scholar] [CrossRef]
- Pearson, A. 3D Printed Robotic Gripper: Smarter Design, Faster Delivery, Better Value for Customer, Stratasys Blog. Available online: https://www.stratasys.com/explore/blog/2014/3d-printing-digital-mechanics (accessed on 9 July 2020).
- Zhang, Y.; Ng, C.J.; Chen, Z.; Zhang, W.; Panjwani, S.; Kowsari, K.; Yang, H.Y.; Ge, Q. Miniature Pneumatic Actuators for Soft Robots by High-Resolution Multimaterial 3D Printing. Adv. Mater. Technol. 2019, 4, 1900427. [Google Scholar] [CrossRef]
- Robinson, S.S.; O’Brien, K.W.; Zhao, H.; Peele, B.N.; Larson, C.M.; Mac Murray, B.; Van Meerbeek, I.M.; Dunham, S.; Shepherd, R. Integrated soft sensors and elastomeric actuators for tactile machines with kinesthetic sense. Extreme Mech. Lett. 2015, 5, 47–53. [Google Scholar] [CrossRef] [Green Version]
- Joyee, E.B.; Pan, Y. Multi-material Additive Manufacturing of Functional Soft Robot. Proc. Manuf. 2019, 34, 566–573. [Google Scholar] [CrossRef]
- Xu, X.; Cheng, W.; Dudek, D.; Hatanaka, M.; Cutkosky, M.R.; Full, R.J. Material Modeling for Shape Deposition Manufacturing of Biomimetic Components. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Baltimore, MD, USA, 10–13 September 2000; pp. 205–214. [Google Scholar] [CrossRef]
- Bailey, S.A.; Cham, J.G.; Cutkosky, M.R.; Full, R.J. Biomimetic Robotic Mechanisms via Shape Deposition Manufacturing. Robot. Res. 2000, 403–410. [Google Scholar] [CrossRef]
- Dollar, A.M.; Howe, R.D. Design and Evaluation of a Robust Compliant Grasper Using Shape Deposition Manufacturing. Am. Soc. Mech. Eng. Dyn. Syst. Control Div. DSC 2005, 74, 1403–1410. [Google Scholar] [CrossRef] [Green Version]
- Cham, J.G.; Bailey, S.A.; Clark, J.E.; Full, R.J.; Cutkosky, M.R. Fast and Robust: Hexapedal Robots via Shape Deposition Manufacturing. Int. J. Robot. Res. 2002, 21, 869–882. [Google Scholar] [CrossRef]
- Gafford, J.; Ding, Y.; Harris, A.; McKenna, T.; Polygerinos, P.; Holland, D.; Walsh, C.; Moser, A. Shape Deposition Manufacturing of a Soft, Atraumatic, and Deployable Surgical Grasper. J. Mech. Robot. 2015, 7, 021006. [Google Scholar] [CrossRef]
- Mousavi, S.; Howard, D.; Wu, S.; Wang, C. An Ultrasensitive 3D Printed Tactile Sensor for Soft Robotics. arXiv 2018, arXiv:1810.09236. [Google Scholar]
- Wolterink, G.; Dias, P.; Sanders, R.G.P.; Muijzer, F.; Van Beijnum, B.-J.; Veltink, P.; Krijnen, G. Development of Soft sEMG Sensing Structures Using 3D-Printing Technologies. Sensors 2020, 20, 4292. [Google Scholar] [CrossRef]
- Shih, B.; Mayeda, J.; Huo, Z.; Christianson, C.; Tolley, M.T. 3D printed resistive soft sensors. In Proceedings of the IEEE International Conference on Soft Robotics (RoboSoft), Livorno, Italy, 24–28 April 2018; pp. 152–157. [Google Scholar] [CrossRef]
- Yirmibesoglu, O.D.; Morrow, J.; Walker, S.; Gosrich, W.; Canizares, R.; Kim, H.; Daalkhaijav, U.; Fleming, C.; Branyan, C.; Menguc, Y. Direct 3D printing of silicone elastomer soft robots and their performance comparison with molded counterparts. In Proceedings of the IEEE International Conference on Soft Robotics (RoboSoft), Livorno, Italy, 24–28 April 2018; pp. 295–302. [Google Scholar] [CrossRef]
- Joyee, E.B.; Pan, Y. Additive manufacturing of multi-material soft robot for on-demand drug delivery applications. J. Manuf. Process. 2020, 56, 1178–1184. [Google Scholar] [CrossRef]
- Joyee, E.B.; Lu, L.; Pan, Y. Analysis of mechanical behavior of 3D printed heterogeneous particle-polymer composites. Compos. Part B Eng. 2019, 173, 106840. [Google Scholar] [CrossRef]
- Lu, L.; Tang, X.; Hu, S.; Pan, Y. Acoustic Field-Assisted Particle Patterning for Smart Polymer Composite Fabrication in Stereolithography. 3D Print. Addit. Manuf. 2018, 5, 151–159. [Google Scholar] [CrossRef]
- Fretty, P. 2020: Future of Manufacturing Technology. Available online: https://www.industryweek.com/technology-and-iiot/article/22028667/2020-future-of-manufacturing-technology (accessed on 3 August 2020).
- Dizon, J.R.C.; Gache, C.C.L.; Cascolan, H.M.S.; Cancino, L.T.; Advincula, R.C. Post-Processing of 3D-Printed Polymers. Technologies 2021, 9, 61. [Google Scholar] [CrossRef]
- Hann, S.Y.; Cui, H.; Nowicki, M.; Zhang, L.G. 4D printing soft robotics for biomedical applications. Addit. Manuf. 2020, 36, 101567. [Google Scholar] [CrossRef]
- Song, Y.S.; Sun, Y.; Brand, R.V.D.; Von Zitzewitz, J.; Micera, S.; Courtine, G.; Paik, J. Soft robot for gait rehabilitation of spinalized rodents. In Proceedings of the International Conference on Intelligent Robots and Systems, Tokyo, Japan, 3–7 November 2013; pp. 971–976. [Google Scholar] [CrossRef]
- Joshi, S.; Rawat, K.; Karunakaran, C.; Rajamohan, V.; Mathew, A.T.; Koziol, K.; Thakur, V.K.; Balan, A.S.S. 4D printing of materials for the future: Opportunities and challenges. Appl. Mater. Today 2019, 18, 100490. [Google Scholar] [CrossRef]
- Lee, J.-Y.; Tan, W.S.; An, J.; Chua, C.K.; Tang, C.Y.; Fane, A.G.; Chong, T.H. The potential to enhance membrane module design with 3D printing technology. J. Membr. Sci. 2016, 499, 480–490. [Google Scholar] [CrossRef]
- Huang, B.; Hu, R.; Xue, Z.; Zhao, J.; Li, Q.; Xia, T.; Zhang, W.; Lu, C. Continuous liquid interface production of alginate/polyacrylamide hydrogels with supramolecular shape memory properties. Carbohydr. Polym. 2019, 231, 115736. [Google Scholar] [CrossRef] [PubMed]
- Thakur, S.; Hu, J. Polyurethane: A Shape Memory Polymer (SMP). In Aspects of Polyurethanes; IntechOpen: London, UK, 2017. [Google Scholar]
- Song, J.J.; Srivastava, I.; Kowalski, J.; Naguib, H.E. Fabrication and characterization of a foamed polylactic acid (PLA)/thermoplastic polyurethane (TPU) shape memory polymer (SMP) blend for biomedical and clinical applications. Behav. Mech. Multifunct. Mater. Compos. 2014, 9058, 90580B. [Google Scholar] [CrossRef]
- Grzesiak, J.; Marycz, K.; Szarek, D.; Bednarz, P.; Laska, J. Polyurethane/polylactide-based biomaterials combined with rat olfactory bulb-derived glial cells and adipose-derived mesenchymal stromal cells for neural regenerative medicine applications. Mater. Sci. Eng. C 2015, 52, 163–170. [Google Scholar] [CrossRef]
- Mi, H.-Y.; Salick, M.R.; Jing, X.; Jacques, B.R.; Crone, W.C.; Peng, X.-F.; Turng, L.-S. Characterization of thermoplastic polyurethane/polylactic acid (TPU/PLA) tissue engineering scaffolds fabricated by microcellular injection molding. Mater. Sci. Eng. C 2013, 33, 4767–4776. [Google Scholar] [CrossRef] [Green Version]
- Bekas, D.; Hou, Y.; Liu, Y.; Panesar, A. 3D printing to enable multifunctionality in polymer-based composites: A review. Compos. Part B Eng. 2019, 179. [Google Scholar] [CrossRef]
- Oliaei, E.; Kaffashi, B. Investigation on the properties of poly(l-lactide)/thermoplastic poly (ester urethane)/halloysite nanotube composites prepared based on prediction of halloysite nanotube location by measuring free surface energies. Polymer 2016, 104, 104–114. [Google Scholar] [CrossRef]
- Song, J.J.; Chang, H.H.; Naguib, H.E. Design and characterization of biocompatible shape memory polymer (SMP) blend foams with a dynamic porous structure. Polymer 2015, 56, 82–92. [Google Scholar] [CrossRef]
- Oliaei, E.; Kaffashi, B.; Davoodi, S. Investigation of structure and mechanical properties of toughened poly(l-lactide)/thermoplastic poly(ester urethane) blends. J. Appl. Polym. Sci. 2015, 133. [Google Scholar] [CrossRef]
- Macdonald, N.P.; Zhu, F.; Hall, C.J.; Reboud, J.; Crosier, P.S.; Patton, E.E.; Wlodkowic, D.; Cooper, J.M. Assessment of biocompatibility of 3D printed photopolymers using zebrafish embryo toxicity assays. Lab Chip 2015, 16, 291–297. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alifui-Segbaya, F.; Varma, S.; Lieschke, G.J.; George, R. Biocompatibility of Photopolymers in 3D Printing. 3D Print. Addit. Manuf. 2017, 4, 185–191. [Google Scholar] [CrossRef] [Green Version]
- Kelly, B.E.; Bhattacharya, I.; Heidari, H.; Shusteff, M.; Spadaccini, C.M.; Taylor, H.K. Volumetric additive manufacturing via tomographic reconstruction. Science 2019, 363, 1075–1079. [Google Scholar] [CrossRef] [PubMed]
- Manke, K. New 3D printer uses rays of light to shape objects, transform product design. Available online: https://news.berkeley.edu/2019/01/31/new-3d-printer-uses-rays-of-light-to-shape-objects-transform-product-design/ (accessed on 31 January 2019).
- Spencer, L. 3D Printing Filament Shrinkage Compensation. Available online: https://3dknowledge.com/3d-printing-shrinkage-compensation/ (accessed on 13 August 2020).
- Redwood, B. Dimensional accuracy of 3D printed parts. Available online: https://www.hubs.com/knowledge-base/dimensional-accuracy-3d-printed-parts/#fdm (accessed on 12 October 2021).
- Redwood, B. How does part orientation affect a 3D print? Available online: https://www.hubs.com/knowledge-base/how-does-part-orientation-affect-3d-print/ (accessed on 12 October 2021).
- Formlabs. Validating Isotropy in SLA 3D Printing. Available online: https://formlabs.com/asia/blog/isotropy-in-SLA-3D-printing/ (accessed on 12 October 2021).
- Monzón, M.; Ortega, Z.; Hernández, A.; Paz, R.; Ortega, F. Anisotropy of Photopolymer Parts Made by Digital Light Processing. Materials 2017, 10, 64. [Google Scholar] [CrossRef] [PubMed] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Technology | Layer Creation Technique | Polymerization Process | Typical Manufacturers | Materials |
|---|---|---|---|---|---|
| Vat Polymerization | Stereolithography (SLA) | UV light scanning | Cured with UV light | Formlabs, 3D Systems, and DWS | Standard and castable resins |
| Digital light processing (DLP) | Digital light projection | Cured with UV light | B9 Creator and MoonRay | ||
| Continuous DLP | Digital light projection | Cured with LED and oxygen | Carbon3D and EnvisionTEC | ||
| Continuous liquid interface production (CLIP) [28,29,30] | Digital light projection, oxygen-permeable optics, and programmable liquid resins [28,29,30] | Cured by a UV light | Carbon | Polyurethane (elastomeric, flexible, and rigid), epoxy, UMA 90, silicone, and urethane methacrylate [28,29,30] | |
| Daylight polymer printing (DPP) | Uses light from LCD screens | Cured by liquid crystal display (LCD) and daylight polymer | Photocentric | Daylight resins | |
| Powder Bed Fusion | Multi jet fusion | Ink fusing agent | Fused with agent and energy | HP | Nylon |
| Selective laser sintering (SLS) | Laser scanning | Fused with laser | Stratasys | Polyether etherketone (PEEK), thermoplastic olyurethane (TPU), and nylon | |
| Material Extrusion | Fused deposition modeling (FDM) | Continuous extrusion and deposition | - | Stratasys, Ultimaker, MakerBot, and Markforged | ABS, PLA, polycarbonate (PC), nylon, and ULTEM |
| Material Jetting | Material jet fusion (MJF) | Dispenses photopolymer in a printhead | Cured with UV light | Stratasys (Polyjet) and 3D Systems (MultiJet) | Rubber-like and ABS-like (multicolor) |
| Drop on demand (DOD) | Dispense viscous liquids and create wax-like parts | Cured with UV light | Solidscape | Wax-like | |
| Polyjet | Jetting ultra-thin layers in a build tray | Cured by UV light | Objet (Stratasys) | ABS | |
| Binder Jetting | Binder jetting | Deposits binding adhesive agent | Joined with a bonding agent | 3D Systems and Voxeljet ExOne | Silica sand and PMMA particle material |
| Sheet Lamination | Laminated object manufacturing (LOM) | Feeding and binding of sheets with adhesives | Peeling and removal of excess material | Helisys and Cubic Technologies | Plastics |
| Direct Energy Deposition | BeAM, Optomec, Trumpf, and FormAlloy | Metal |
| 3D Printing Technique | Material | Applications |
|---|---|---|
| Fused Deposition Modelling | Polylactic acid-based conductive graphene | Multilayer composite, omni-direction soft cylindrical actuator [34] |
| Polylactic acid | Robotic structures and part [103] and flexure pressure sensor [104] | |
| Polylactic acid—graphene | Piezo-resistive tactile sensor [105] | |
| Conductive polylactic acid | Soft actuators [106] | |
| Acrylonitrile butadiene styrene | Robotic tentacles, mainframes, main robotic frame [6], robot molds [107], and actuator scaffold [108] | |
| Acrylonitrile butadiene styrene —M30 | Robotic parts, robot face, jigs [109] | |
| NinjaFlex 85 A | Soft pneumatic actuator [110] | |
| Polycarbonate | Robotic components and aerospace applications [111] | |
| Polycarbonate—ISO | Biocompatible (USP Class VI) [111] | |
| Polycarbonate—acrylonitrile butadiene styrene | Robot components and end-use components [111] | |
| Thermoplastic polyurethane elastomer | End-of-arm robot tool [112] | |
| Conductive thermoplastic polyurethane | Electromyography electrode-driven soft robots [113] | |
| Carbon fiber-filled silicone rubber | Soft robots [105] | |
| Carbohydrate/sugar | Support material [48] | |
| Selective Laser Sintering | Thermoplastic polyurethane (TPU92A-1) | Soft robotic hand [114] |
| Nylon or polyamide | Hierarchical lattice [115] and soft robot kinematics for snakes [116] | |
| Stereolithography | Polyethylene glycol diacrylate (PEGDA) | Miniaturized walking biological robots [117,6,7], hydrogel scaffolds [118], and biobot cantilever [117] |
| Elastomeric precursor, Spot—E resin | Octopus tentacles and actuators [119] | |
| Poly(ethylene glycol) diacrylate (PEGDA) and acrylic-PEG-collagen (PC) mixtures | Biological machines and cantilever [117] | |
| Silicone-based photo-cross-linkable resin | Fluidic elastomer actuators [115] | |
| Semi-flexible polyethylene | Microelectromechanical systems [111] | |
| Flexible resin (rs-f2-flgr-02) | Flexible articulated robotic hand [120] | |
| Rigid resin (rs-f2-gpcl-04) | Joint holder for robotic hands [120] | |
| Polyjet—Multimaterial Printing | Polyethylene glycol | Soft caterpillar robots [121] |
| Flexible, translucent photopolymer (TangoPlus FLX930) | Sensors, actuators, dielectric material/insulator [122], and shape memory polymer [31] | |
| Flexible, black photopolymer (TangoBlackPlus FLX980) | Sensors, actuators [122], hydraulic robots [123], glove forms [124], quadruped robots, leg actuator [125], and fluidic elastomer actuator [126] | |
| Rigid, clear photopolymer (VeroClear RGD810) | Support material for robots, quadruped robots [122], leg actuator [125], and fluidic elastomer actuator [126] | |
| Flexible, low-yield polymer (SUP705) | Support material for robots [122] | |
| Transparent, rubber-like material Objet TangoPlus | Functional tentacles [127] and pneumatic actuator [128] | |
| Rubber-like material (FLX9070–DM) | Fluidic elastomer actuators [126] | |
| Photopolymer (Veroblack) | Shape memory polymer [31] | |
| Direct Ink Writing | Dragon Skin 10 (DS10), two-part platinum cure silicone (1 wt% Thi-vex and 10 wt% silicone thinner), all smooth-on, and PA | Hexapus robot for radiation environments [27] |
| Silicone, hydrogel, and polyacrylamide elastomers | Sensing skin for robots [129] | |
| UV-Assisted 3D Printing | Flexible photopolymer adhesive urethane-based secure SE-8143 | Bio-metal, SMA-embedded soft robot [33] |
| Flexible photopolymer adhesive epoxy-based secure SE-8272 | Bio-metal, SMA-embedded soft robot [33] | |
| Magnetic Field-Assisted Projection Stereolithography | Non-aqueous photocurable resin E | Soft robot [130] |
| Shape Deposition Modelling | Viscoelastic polyurethane | Cockroach limbs [131] and small robot limbs [132] |
| Two-part industrial polyurethanes | Robust grasper [133] | |
| Viscoelastic polyurethane, polyester fibers, and low melting temperature wax | Performance and locomotion of robots [134] | |
| Polyurethane elastomer | Soft grasper [135] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Delda, R.N.M.; Basuel, R.B.; Hacla, R.P.; Martinez, D.W.C.; Cabibihan, J.-J.; Dizon, J.R.C. 3D Printing Polymeric Materials for Robots with Embedded Systems. Technologies 2021, 9, 82. https://0-doi-org.brum.beds.ac.uk/10.3390/technologies9040082
Delda RNM, Basuel RB, Hacla RP, Martinez DWC, Cabibihan J-J, Dizon JRC. 3D Printing Polymeric Materials for Robots with Embedded Systems. Technologies. 2021; 9(4):82. https://0-doi-org.brum.beds.ac.uk/10.3390/technologies9040082
Chicago/Turabian StyleDelda, Ray Noel Medina, Rex Balisalisa Basuel, Rodel Peralta Hacla, Dan William Carpiano Martinez, John-John Cabibihan, and John Ryan Cortez Dizon. 2021. "3D Printing Polymeric Materials for Robots with Embedded Systems" Technologies 9, no. 4: 82. https://0-doi-org.brum.beds.ac.uk/10.3390/technologies9040082