A Hybrid Framework for Simultaneous Process and Solvent Optimization of Continuous Anti-Solvent Crystallization with Distillation for Solvent Recycling

Abstract
:1. Introduction
2. Approach
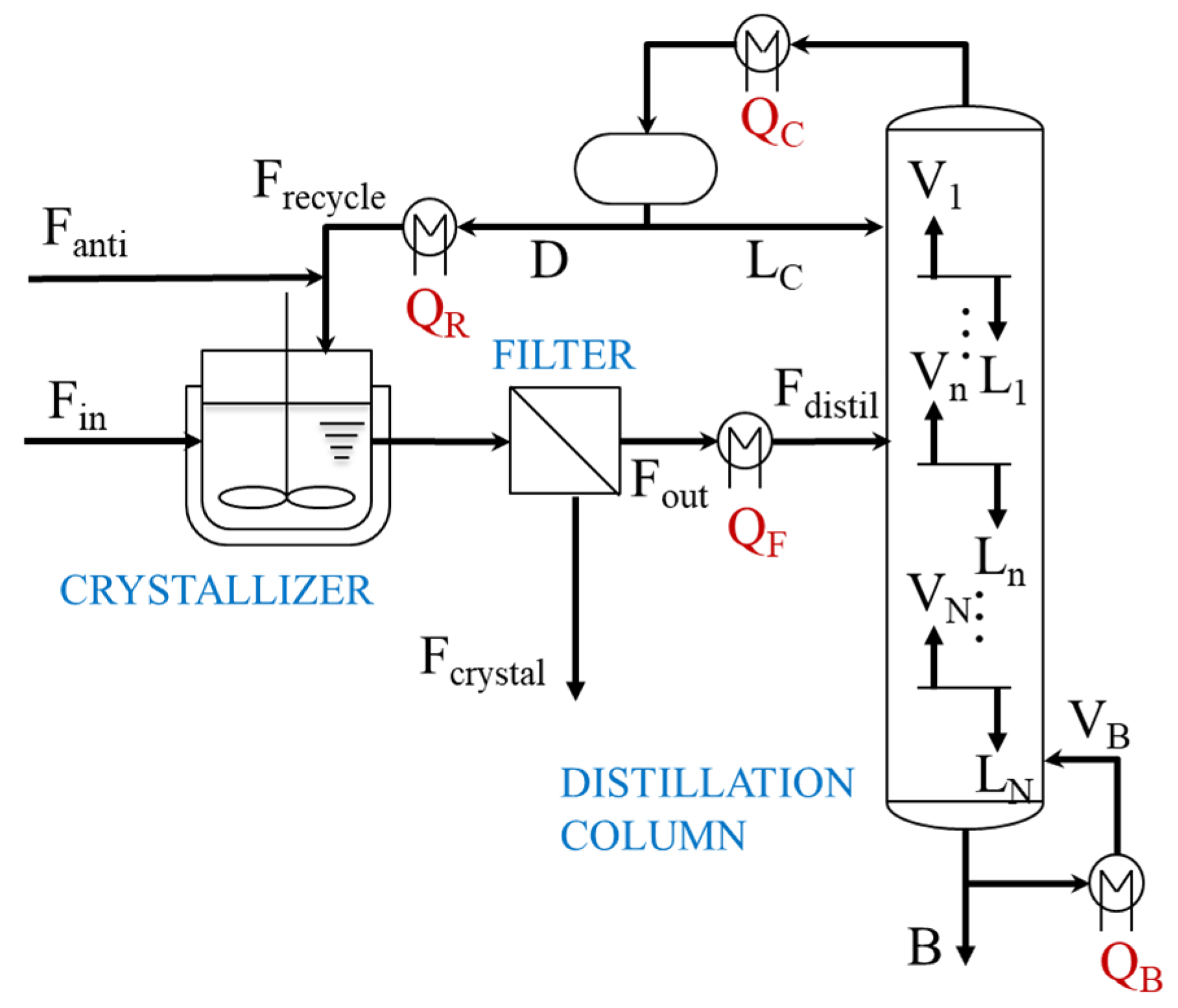
2.1. MESH Equations
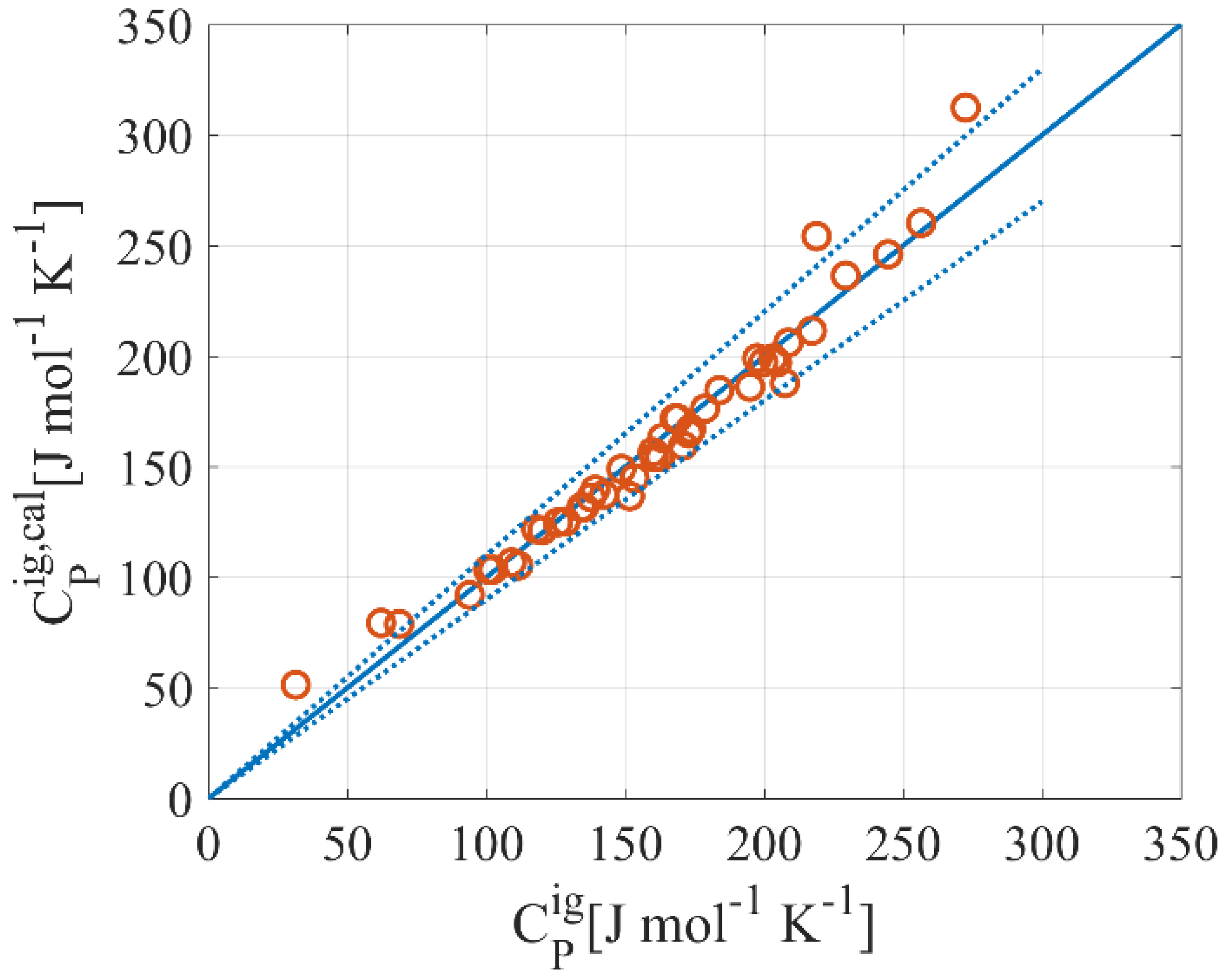
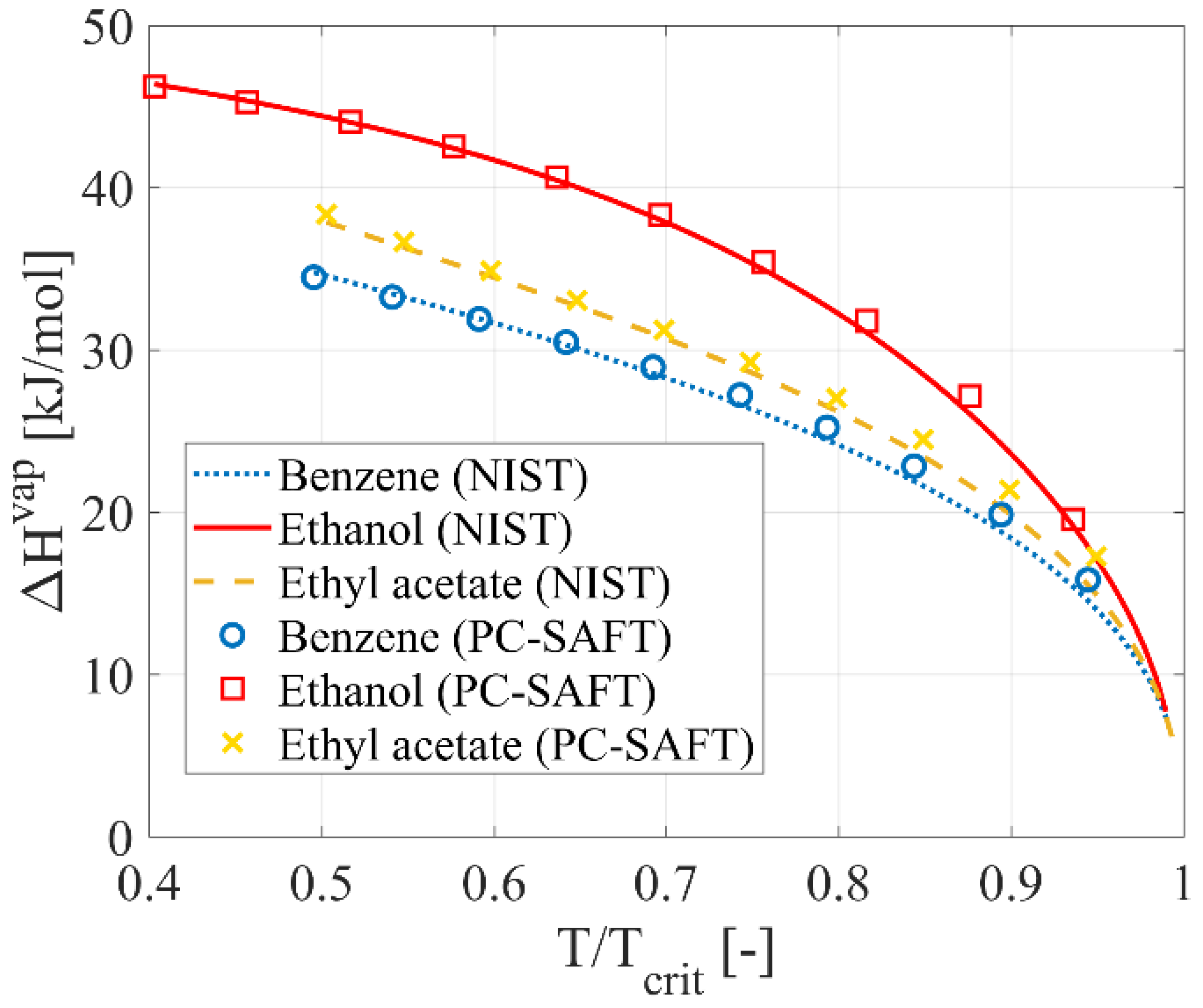
2.2. Thermodynamic Model
2.3. Optimization Problem Formulation
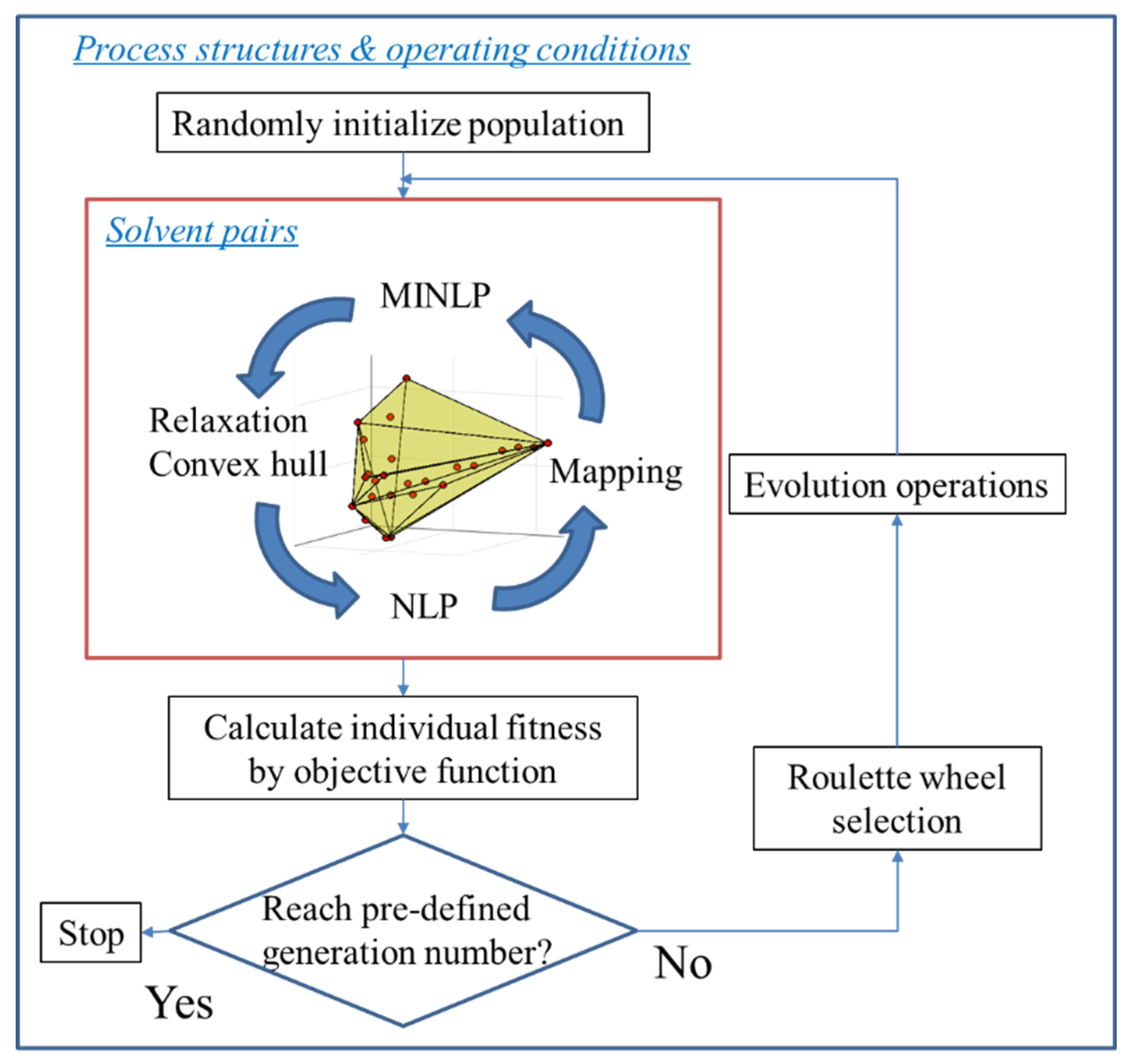
2.4. Solution Strategy
3. Case Study
4. Results
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chen, J.; Sarma, B.; Evans, J.M.B.; Myerson, A.S. Pharmaceutical Crystallization. Cryst. Growth Des. 2011, 11, 887–895. [Google Scholar] [CrossRef] [Green Version]
- Diab, S.; Gerogiorgis, D.I. Process Modeling, Simulation, and Technoeconomic Evaluation of Separation Solvents for the Continuous Pharmaceutical Manufacturing (CPM) of Diphenhydramine. Org. Process. Res. Dev. 2017, 21, 924–946. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Li, F.; Lakerveld, R. Process intensification for pharmaceutical crystallization. Chem. Eng. Process. Process. Intensif. 2018, 127, 111–126. [Google Scholar] [CrossRef]
- Mascia, S.; Heider, P.L.; Zhang, H.; Lakerveld, R.; Benyahia, B.; Barton, P.I.; Braatz, R.D.; Cooney, C.L.; Evans, J.M.B.; Jamison, T.F.; et al. End-to-End Continuous Manufacturing of Pharmaceuticals: Integrated Synthesis, Purification, and Final Dosage Formation. Angew. Chem. 2013, 125, 12585–12589. [Google Scholar] [CrossRef]
- Lee, S.L.; O’Connor, T.F.; Yang, X.; Cruz, C.N.; Chatterjee, S.; Madurawe, R.D.; Moore, C.M.V.; Yu, L.X.; Woodcock, J. Modernizing Pharmaceutical Manufacturing: From Batch to Continuous Production. J. Pharm. Innov. 2015, 10, 191–199. [Google Scholar] [CrossRef] [Green Version]
- Benyahia, B.; Lakerveld, R.; Barton, P.I. A Plant-Wide Dynamic Model of a Continuous Pharmaceutical Process. Ind. Eng. Chem. Res. 2012, 51, 15393–15412. [Google Scholar] [CrossRef]
- Lakerveld, R.; Benyahia, B.; Braatz, R.D.; Barton, P.I. Model-based design of a plant-wide control strategy for a continuous pharmaceutical plant. AIChE J. 2013, 59, 3671–3685. [Google Scholar] [CrossRef] [Green Version]
- Patrascu, M.; Barton, P.I. Optimal Dynamic Continuous Manufacturing of Pharmaceuticals with Recycle. Ind. Eng. Chem. Res. 2019, 58, 13423–13436. [Google Scholar] [CrossRef]
- Burger, J.; Papaioannou, V.; Gopinath, S.; Jackson, G.; Galindo, A.; Adjiman, C.S. A hierarchical method to integrated solvent and process design of physical CO2absorption using the SAFT-γ Mie approach. AIChE J. 2015, 61, 3249–3269. [Google Scholar] [CrossRef]
- Papadopoulos, A.I.; Linke, P. Multiobjective molecular design for integrated process-solvent systems synthesis. AIChE J. 2006, 52, 1057–1070. [Google Scholar] [CrossRef]
- Bardow, A.; Steur, K.; Gross, J. Continuous-Molecular Targeting for Integrated Solvent and Process Design. Ind. Eng. Chem. Res. 2010, 49, 2834–2840. [Google Scholar] [CrossRef]
- Hostrup, M.; Harper, P.M.; Gani, R. Design of environmentally benign processes: Integration of solvent design and separation process synthesis. Comput. Chem. Eng. 1999, 23, 1395–1414. [Google Scholar] [CrossRef]
- Karunanithi, A.T.; Acquah, C.; Achenie, L.E.; Sithambaram, S.; Suib, S.L. Solvent design for crystallization of carboxylic acids. Comput. Chem. Eng. 2009, 33, 1014–1021. [Google Scholar] [CrossRef]
- Modarresi, H.; Conte, E.; Abildskov, J.; Gani, R.; Crafts, P. Model-Based Calculation of Solid Solubility for Solvent SelectionA Review. Ind. Eng. Chem. Res. 2008, 47, 5234–5242. [Google Scholar] [CrossRef]
- Tung, H.-H.; Tabora, J.; Variankaval, N.; Bakken, D.; Chen, C.-C. Prediction of Pharmaceutical Solubility Via NRTL-SAC and COSMO-SAC. J. Pharm. Sci. 2008, 97, 1813–1820. [Google Scholar] [CrossRef]
- Watson, O.L.; Galindo, A.; Jackson, G.; Adjiman, C.S. Computer-aided Design of Solvent Blends for the Cooling and Anti-solvent Crystallisation of Ibuprofen. Comput. Aided Chem. Eng. 2019, 46, 949–954. [Google Scholar]
- Chen, J.; Trout, B.L. Computer-Aided Solvent Selection for Improving the Morphology of Needle-like Crystals: A Case Study of 2,6-Dihydroxybenzoic Acid. Cryst. Growth Des. 2010, 10, 4379–4388. [Google Scholar] [CrossRef]
- Teoh, S.K.; Rathi, C.; Sharratt, P. Practical Assessment Methodology for Converting Fine Chemicals Processes from Batch to Continuous. Org. Process. Res. Dev. 2015, 20, 414–431. [Google Scholar] [CrossRef]
- Ooi, J.; Ng, D.K.S.; Chemmangattuvalappil, N.G. A Systematic Molecular Design Framework with the Consideration of Competing Solvent Recovery Processes. Ind. Eng. Chem. Res. 2019, 58, 13210–13226. [Google Scholar] [CrossRef]
- Papadakis, E.; Tula, A.K.; Gani, R. Solvent selection methodology for pharmaceutical processes: Solvent swap. Chem. Eng. Res. Des. 2016, 115, 443–461. [Google Scholar] [CrossRef]
- Wang, J.; Lakerveld, R. Integrated solvent and process design for continuous crystallization and solvent recycling using PC-SAFT. AlChE J. 2018, 64, 1205–1216. [Google Scholar] [CrossRef]
- Gross, J.; Sadowski, G. Perturbed-chain SAFT: An equation of state based on a perturbation theory for chain molecules. Ind. Eng. Chem. Res. 2001, 40, 1244–1260. [Google Scholar] [CrossRef]
- Stavrou, M.; Lampe, M.; Bardow, A.; Gross, J. Continuous Molecular Targeting–Computer-Aided Molecular Design (CoMT–CAMD) for Simultaneous Process and Solvent Design for CO2 Capture. Ind. Eng. Chem. Res. 2014, 53, 18029–18041. [Google Scholar] [CrossRef]
- Wang, J.; Lakerveld, R. Integrated Solvent and Process Optimization Using PC-SAFT for Continuous Crystallization with Energy-intensive Solvent Separation for Recycling. Comput.-Aided Chem. Eng. 2018, 44, 1051–1056. [Google Scholar]
- Ruether, F.; Sadowski, G. Modeling the Solubility of Pharmaceuticals in Pure Solvents and Solvent Mixtures for Drug Process Design. J. Pharm. Sci. 2009, 98, 4205–4215. [Google Scholar] [CrossRef]
- Spyriouni, T.; Krokidis, X.; Economou, I.G. Thermodynamics of pharmaceuticals: Prediction of solubility in pure and mixed solvents with PC-SAFT. Fluid Phase Equilibria 2011, 302, 331–337. [Google Scholar] [CrossRef]
- Karunanithi, A.T.; Achenie, L.E.; Gani, R. A computer-aided molecular design framework for crystallization solvent design. Chem. Eng. Sci. 2006, 61, 1247–1260. [Google Scholar] [CrossRef]
- Quesada, I.; Grossmann, I.E. An LP/NLP based branch and bound algorithm for convex MINLP optimization problems. Comput. Chem. Eng. 1992, 16, 937–947. [Google Scholar] [CrossRef]
- Kocis, G.R.; Grossmann, I.E. Computational experience with DICOPT solving MINLP problems in process systems engineering. Comput. Chem. Eng. 1989, 13, 307–315. [Google Scholar] [CrossRef]
- Yeomans, H.; Grossmann, I.E. Disjunctive Programming Models for the Optimal Design of Distillation Columns and Separation Sequences†. Ind. Eng. Chem. Res. 2000, 39, 1637–1648. [Google Scholar] [CrossRef]
- Whitley, D. A genetic algorithm tutorial. Stat. Comput. 1994, 4, 65–85. [Google Scholar] [CrossRef]
- Granberg, R.A.; Rasmuson, Å.C. Solubility of Paracetamol in Pure Solvents. J. Chem. Eng. Data 1999, 44, 1391–1395. [Google Scholar] [CrossRef]
- Biegler, L.T.; Grossmann, I.E.; Westerberg, A.W. Systematic Methods for Chemical Process Design; Prentice Hall: Upper Saddle River, NJ, USA, 1997. [Google Scholar]
- WHO Collaborating Centre for Drug Statistics Methodology. ACT/DDD Index. Available online: http://www.whocc.no/atcddd/ (accessed on 1 May 2018).
- Drud, A. CONOPT: A GRG code for large sparse dynamic nonlinear optimization problems. Math. Program. 1985, 31, 153–191. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cost Source | Symbol | Values |
|---|---|---|
| Paracetamol | 0.90 US $/mol 1 | |
| Trays | 0.50 US $ 2 | |
| Solvent | 0.40 US $/mol 3 | |
| Incineration | 0.050 US $/mol 2 | |
| Cooling water | 6.5 × 10−7 US $/kJ 4 | |
| Hot steam | 3.2 × 10−6 US $/kJ 4 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Zhu, L.; Lakerveld, R. A Hybrid Framework for Simultaneous Process and Solvent Optimization of Continuous Anti-Solvent Crystallization with Distillation for Solvent Recycling. Processes 2020, 8, 63. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8010063
Wang J, Zhu L, Lakerveld R. A Hybrid Framework for Simultaneous Process and Solvent Optimization of Continuous Anti-Solvent Crystallization with Distillation for Solvent Recycling. Processes. 2020; 8(1):63. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8010063
Chicago/Turabian StyleWang, Jiayuan, Lingyu Zhu, and Richard Lakerveld. 2020. "A Hybrid Framework for Simultaneous Process and Solvent Optimization of Continuous Anti-Solvent Crystallization with Distillation for Solvent Recycling" Processes 8, no. 1: 63. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8010063