A Modular Framework for the Modelling and Optimization of Advanced Chromatographic Processes


Institute of Separation Science & Technology, Friedrich-Alexander University Erlangen-Nürnberg; Egerlandstraße 3, 91052 Erlangen, Germany
*
Author to whom correspondence should be addressed.
Processes 2020, 8(1), 65; https://0-doi-org.brum.beds.ac.uk/10.3390/pr8010065
Submission received: 30 November 2019
/
Revised: 20 December 2019
/
Accepted: 23 December 2019
/
Published: 3 January 2020
(This article belongs to the Special Issue Advanced Methods in Process and Systems Engineering)
Abstract
:A framework is introduced for the systematic development of preparative chromatographic processes. It is intended for the optimal design of conventional and advanced concepts that exploit strategies, such as recycling, side streams, bypasses, using single or multiple columns, and combinations thereof. The Python-based platform simplifies the implementation of new processes and design problems by decoupling design tasks into individual modules for modelling, simulation, assertion of cyclic stationarity, product fractionation, and optimization. Interfaces to external libraries provide flexibility regarding the choice of column model, solver, and optimizer. The current implementation, named CADET-Process, uses the software CADET for solving the model equations. The structure of the framework is discussed and its application for optimal design of existing and identification of new chromatographic operating concepts is demonstrated by case studies.
1. Introduction
Production processes in chemical, pharmaceutical, or biotechnological industries typically require the separation of products from side products or impurities. Classical separation processes, such as distillation, extraction, or filtration are of limited use when the components are physico-chemically very similar, sensitive to harsh conditions, or part of multi-component separations. In particular for such challenging separations, chromatography is a powerful alternative [1,2,3].
Most chromatographic separations are performed by the so-called batch chromatography using a single chromatographic column. In conventional elution mode, small amounts of the mixture are injected periodically onto the column and the mixture components elute as separated peaks from its outlet. However, depending on the separation problem at hand, many advanced operating modes exist that can outperform conventional batch chromatography in terms of productivity, solvent consumption, and recovery yield. For example, operating concepts, such as closed-loop recycling [4,5] or steady-state recycling (SSR) [6,7,8] incorporate different strategies for the recycling of unresolved fractions from the column outlet back to the inlet with the aim of improving yield, solvent consumption and/or productivity [7]. If purity requirements are limited, bypass streams can be advantageous [9]. Moreover, the use of multiple columns gives rise to various concepts ranging from clever series or parallel arrangements of multiple batch columns [10,11], over pseudo-continuous processes, up to the many variants of the powerful continuous simulated moving bed (SMB) concept. Details on such advanced chromatographic operating modes are given, for example, in [2,3,12].
The model-based design and optimization of chromatographic separations is, however, not trivial. This is due to the periodic operation and the distinct non-linear dynamics of chromatographic processes, as well as the many degrees of freedom involved. For some of the processes there exist simple shortcut methods that deliver rough initial design estimates (see e.g., [13] for batch chromatography, [7,8] for SSR systems, [14] for SMB processes, or [15] for a common treatment). However, rigorous process development requires more detailed models and optimization schemes. Here it should be considered that multiple chromatographic interactions mechanisms can be exploited, such as adsorption, ionic interactions, binding to specific ligands, or size exclusion, to name only a few. Furthermore, depending on the given system, further physical phenomena, such as axial dispersion, film and pore diffusion may have to be accounted for. Consequently, there exists a variety of different modelling approaches in chromatography. For details on this, we refer to [1,2,3], as well as to the instructive book by Guiochon and Lin [16]. Apart from that, a variety of optimization approaches were also proposed for designing chromatography. An overview is given in Section 2.5. When additionally considering the many advanced operating modes mentioned above, this gives rise to an unmanageable number of specific process models and optimization schemes that may have to be implemented when seeking for an optimal process for a given separation task.
Against this background, a general-purpose tool is needed that allows an efficient and flexible handling of the different subtasks in the development of optimal chromatographic processes. The main requirements are:
- Setting up a model for the desired process structure and the specific chromatographic column(s),
- Solving the model equations for simulating the process,
- Determining process performance by evaluating the outgoing streams/chromatograms,
- Performing optimization of continuous variables, timed events, and potentially process structure.
There are several commercial programs available which provide parts of the aforementioned functionalities, such as Aspen Chromatography [17], ChromX by GoSilico [18], and ChromWorks by YpsoFacto [19], and CADET by the Forschungszentrum Jülich [20]. However, these do not provide for the flexibility required for the ab initio development of novel process concepts.
In this work, we present a new modular framework for the efficient modelling, simulation and optimization of advanced chromatographic processes. The framework decouples the different tasks mentioned above in order to allow for a simple and independent manipulation or exchange of operating concept, modelling depth of the chromatographic column(s), solution of the model equations, performance evaluation, and optimization algorithms. The developed platform performs these tasks in separate corresponding modules, which can be interchanged with other own or third-party modules. The platform is implemented in an object-oriented manner in the programming language Python. The current implementation includes an interface to CADET [20], which is an efficient open source simulator for various chromatographic column models, among them the very detailed general rate model. Due to this powerful combination, we denote our framework as CADET-Process. The software is open source and distributed under GPL version 3, and thus freely available to academia and industry. The code can be obtained from https://github.com/fau-advanced-separations/CADET-Process.
2. Framework Overview
CADET-Process is written in Python, a free and open-source programming language that gained a lot of popularity in the scientific community in recent years. One of the main advantages of Python is the easy integration of other scientific and numerical packages. This makes it especially useful for a modular approach such as the one presented.
Figure 1 gives a general overview of the program structure and workflow. The ProcessModel is an abstract representation of the chromatographic process configuration and the required operational and design parameters. The process is simulated using the SimulatorAdapter as an interface to external solver and the resulting Chromatogram can be tested for cyclic Stationarity. For ProcessOptimization, a bi-level problem is formulated to reduce the overall complexity of the optimization problem. On the top level, the variables of the ProcessModel are optimized, and on the lower level, the process Performance is determined by calling a FractionationOptimization subroutine that optimizes the fractionation times of the simulated Chromatograms. In both cases, the OptimizerAdapter provides an interface to external Optimizers. Below, the different framework modules are described in more detail.
2.1. Process Model
Starting point of process development is the setup of the ProcessModel (see top of Figure 1), i.e., the specific configuration of the chromatographic process. This is realized using UnitOperations as building blocks. A UnitOperation represents the physico-chemical behavior of an apparatus and holds the model parameters. Currently, continuous stirred tank reactors (CSTRs), Columns, and TubularReactors are implemented as UnitOperations which can be used to model different parts of a system. In addition, Sources and Sinks represent the processes’ in- and outlets. To model linear gradients, the concentration between Events can be interpolated by setting a binary flag in the Sources to True.
In case of chromatographic Columns, different levels of detail can be used for modelling the unit. This provides flexibility regarding the choice of the column model depending on, for example, the purpose of a study and the amount of available information. While there is a large family of chromatographic models, currently the following models are available in CADET-Process: the equilibrium model which assumes instantaneous equilibrium and neglects all dispersive effects; the equilibrium-dispersive model which lumps dispersive effects in one apparent dispersion coefficient ; the transport-dispersive model that accounts for mass transfer limitations; and the general rate model which accounts for external mass transfer, pore diffusion, and a rate-limited binding process. More details on the different models are given in [1,2,3]. Furthermore, and of obvious relevance for modelling chromatographic columns, UnitOperations can be associated with different BindingModels that describe the interaction of components with surfaces or chromatographic stationary phases. For this purpose, a variety of equilibrium relations, for example, simple linear adsorption isotherms, competitive forms of the Langmuir and the Bi-Langmuir models, as well as the competitive steric mass action law can be selected.
Importantly, the ProcessModel allows connecting multiple UnitOperations in a FlowSheet to describe more complex operating modes. By this, configurations of several columns or reactor-separator networks can be defined easily. Furthermore, tubing and other external volumes can be modelled using UnitOperations. This is made possible by programming the FlowSheet as a directed graph that describes the mass transfer between the individual UnitOperations. To allow connecting the units correspondingly, every UnitOperation can have any number of in- and outputs except for Sources that represent streams entering the system, and Sinks that represent those exiting. For defining the specific connections, every UnitOperation has an output state that describes the distribution of the outgoing stream to the succeeding UnitOperations. Please note that it is straightforward to also include internal recycles in the FlowSheet, which is important for systems such as SSR (see example in Section 2.4) or SMB.
Events are used to describe the dynamic operation of the process which is particularly relevant for chromatography. In these processes, dynamic changes occur at the inlets during operational steps such as injection, elution, wash, regeneration or the use of gradients; but also distinct FlowSheet actions, such as turning on and off recycles, bypasses, or switching the column configuration have to be considered. Moreover, the fractionation state of products at the outlets of the process changes at specific times (see Section 2.3). By defining Events, the state of any attribute of a UnitOperation can be changed to a certain value at a given time. To reduce the complexity of the setup, dependencies of Events (i.e., conditional events) can be specified that define the time of an Event using any linear combination of other Event times. Especially for more advanced processes, this reduces the degrees of freedom and facilitates the overall handiness. For this purpose, also Durations can be defined to describe the time between the execution of two Events. Finally, the cycle time of the ProcessModel defines the overall duration of a process after which the Events are repeated. If the time of an Event is larger than the cycle time, the modulo operation can be applied because of the periodic nature of chromatographic processes. Hence, Event is performed at .
Figure 2 shows an example ProcessModel illustrating an arbitrary FlowSheet with four connected UnitOperations. In addition, the figure illustrates the use of regular and conditional Events. In the depicted process, at , the output of is set to which indicates that of the outgoing flow is directed to (i.e., ). At , the output is changed to and of the flow is directed to . At the same time, the attribute of is set to .
By default, the SI unit system is applied for all parameters in CADET-Process. However, alternative unit systems can be applied, including dimensionless model parameters.
2.2. Process Simulation
The framework does not provide a numerical solver for the model equations, but allows using any external routine for this purpose, provided, a corresponding SimulatorAdapter was implemented that translates the abstract ProcessModel representation to the application programming interface (API) of the Solver. It is important to note that not every Solver is capable of simulating every ProcessModel. Some are limited with respect to the connectivity of UnitOperations, the number of components, or the selected isotherm. The SimulatorAdapter provides a unified interface for simulating the ProcessModel using such libraries and the concrete implementations of the adapter are responsible for converting the ProcessModel to the specific model configuration of the external library. In case of CADET, the SimulatorAdapter stores the parameters in an HDF5 file, calls a command-line interface (CLI) to run the simulation, and, after reading the results from the same file, converts them to back to the framework’s internal format.
While CADET is used as the main solver of the framework, other solvers are possible. However, as mentioned, CADET is a particularly convenient choice, since it is a fast and accurate solver for column models of various levels of detail, as well as transport and binding mechanisms. Furthermore, CADET is also freely available under the terms of the GPLv3. Moreover, in CADET all UnitOperations can be solved simultaneously, which is particularly important for dynamic systems with internal recycles.
2.3. Fractionation
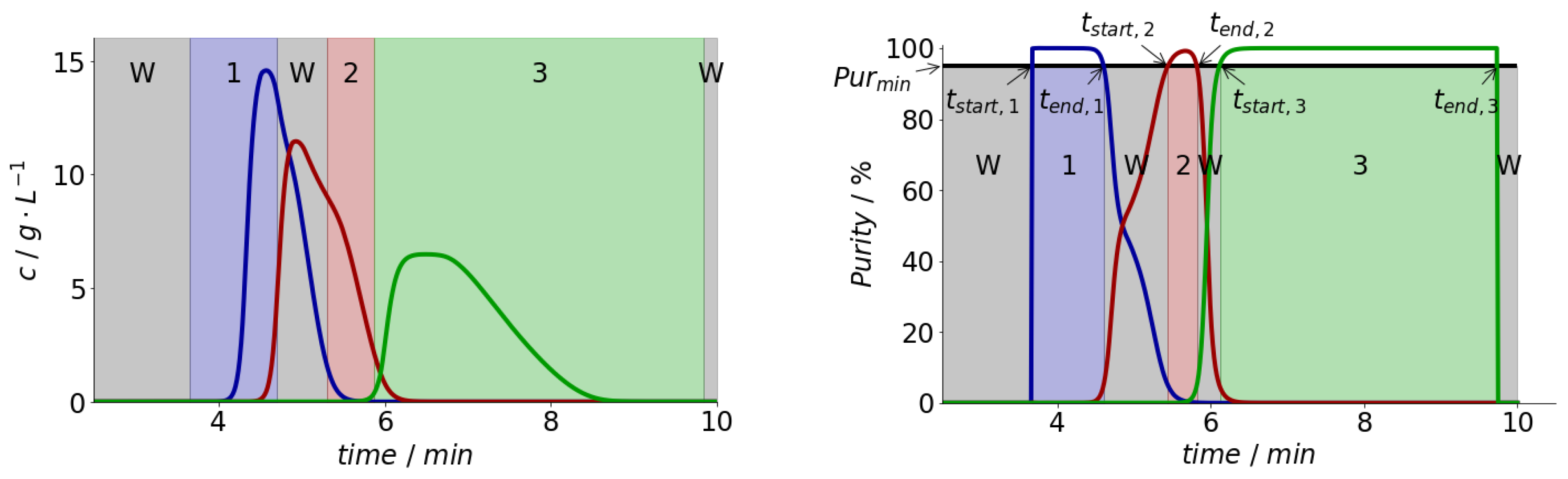
Key information for evaluating the Performance (cf. Figure 1) of a chromatographic process are the amounts of the target components in the collected product fractions. To define corresponding fractionation intervals, the Chromatograms, i.e., the concentration profiles at the outlet(s) of the process must be evaluated. (In the strict sense, a Chromatogram is given at the outlet of a single column. Please note that here this term is used more generally for the concentration profiles at the outlets (Sinks) of a FlowSheet, which only accounts for material leaving the process.) The times for the start, , and the end, , of a product fraction j have to be chosen such that constraints on product purity are met. It is important to note, that in advanced chromatographic process configurations, outlet Chromatograms can be much more complex than in Figure 3 (left), and that multiple sections of the chromatogram may represent suitable fractions j for collecting one target component i. Moreover, FlowSheets can have multiple Sinks k that have to be fractionized simultaneously, and the volumetric flow rate at the outlets may depend on time. These aspects are considered by defining the total product amount of a component i as
where is the number of fractions considered for component i in Chromatogram k, and is the number of Chromatograms that is evaluated. Further Performance criteria typically used for evaluation and optimization of chromatographic performance are the specific productivity, , the recovery yield, , and the specific solvent consumption, , which all depend on the product amounts:
with being the volume of stationary phase, that of the solvent introduced during a cycle with duration , and the injected amount of mixture to be separated. Multiple Sources can be considered for the amounts of consumed feed and solvent,
For the cumulative product purities holds
where is the number of mixture components and is the mass of component l in target fraction i.
Several approaches exist for optimizing fractionation times. Typically, the task is formulated as an optimization problem which minimizes an objective that is a relatively simple function of the above performance criteria, while constraints are set on product purity. The optimization problem itself may be solved by various approaches, including screening methods [21], heuristic-based algorithms [22], sophisticated multi-objective methods combining nonlinear programming (NLP) and screening [23], to rigorous optimization based on mixed-integer nonlinear programming (MINLP) [24] or mixed-integer linear programming (MIP) [25].
In this work, the Fractionation module automatically sets up an OptimizationProblem. For every component, different purity requirements can be specified, and any function may be applied as objective (see Section 2.5 for details). For the objective and constraint functions, fractions are pooled from all Outlets of the FlowSheet (see Equations (1) and (7)). As initial values for the optimization, areas of the chromatogram with sufficient “local purity” [22] are identified, i.e., intervals where . These initial intervals are then expanded by the optimizer towards regions of lower purity while meeting the cumulative purity constraints. In the current implementation, COBYLA [26] of the SciPy [27] library is used as Optimizer. Yet, any other solver or heuristic algorithm may be implemented.
The strategy is illustrated in Figure 3, which shows a three-component Chromatogram with the final determined fractionation intervals (left) together with the local purity profiles used for finding initial values (right). In the example, all components are considered to be target products and a minimum cumulative purity of is required for each component. A ranked product mass was used as objective function (see Equation (9)).
2.4. Assertion of Cyclic Stationarity
Preparative chromatographic separations are operated in a repetitive fashion. In particular processes that incorporate the recycling of streams, such as steady-state-recycling (SSR) or simulated moving bed (SMB), have a distinct startup behavior that takes multiple cycles until a periodic steady state is reached. However, in conventional batch chromatography several cycles are also needed to attain stationarity in optimized situations where there is a cycle-to-cycle overlap of the elution profiles of consecutive injections. However, it is not known beforehand how many cycles are required until cyclic stationarity is established.
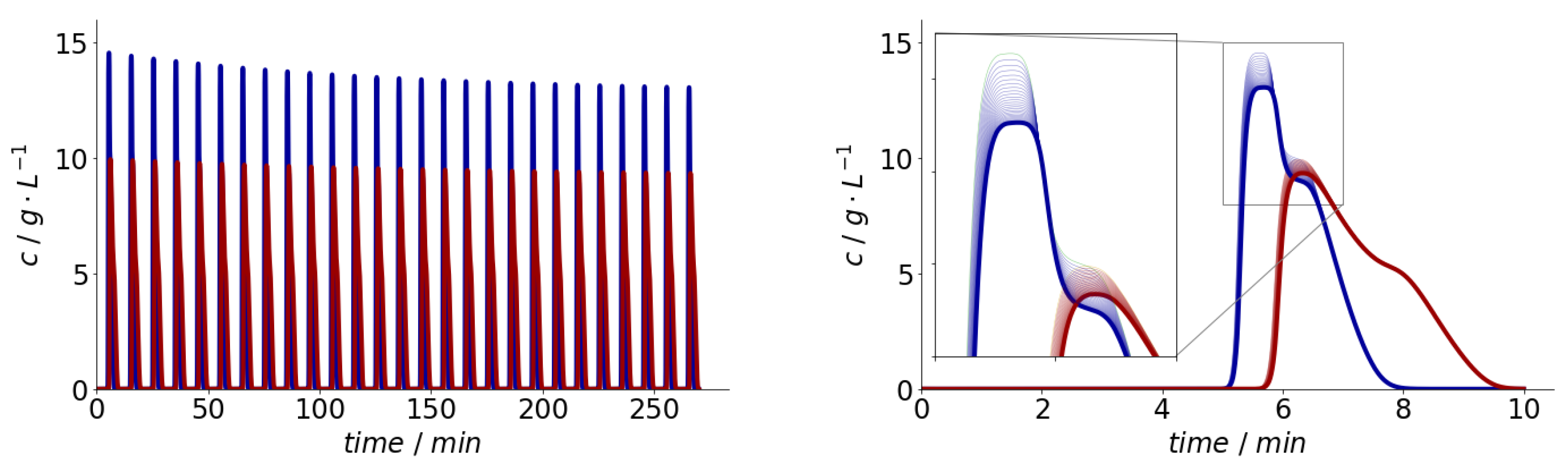
For this reason, the Simulator can simulate a ProcessModel for a fixed number of cycles, or continue simulating until the corresponding module in Figure 1 confirms that cyclic Stationarity is reached. Different criteria can be specified such as the maximum deviation of the concentration profiles or the peak areas of consecutive cycles [28]. The simulation terminates if the corresponding difference is smaller than a specified value. For the evaluation of the process (see Section 2.3), only the last cycle is examined, as it yields a representative Performance of the process in all later cycles. Figure 4 shows the chromatogram of an example SSR process, where the cyclic steady state is reached after 27 cycles. SSR chromatography is a process, in which the unresolved middle fraction is recycled and mixed with fresh feed in a continuously stirred tank (CSTR). Thus, a periodic steady state is developed that can lead to high purities and yields [6]. More details on SSR chromatography can be taken from the Appendix A.
2.5. Process Optimization
The optimization of preparative chromatographic processes is challenging since many degrees of freedom exist that can be manipulated to improve their performance. Besides continuous variables such as column length and diameter, injection concentration, or flow rate (and many more), the times at which Events are performed have to be optimized. Even structural decisions can be subjected to optimization to simultaneously determine the optimal operating concept with the optimal conditions for a given separation.
The performance of chromatographic processes requires the optimization of fractionation times (see Section 2.3). As recommended in [25,29], optimal process design in our framework is treated as a bi-level problem to reduce the overall complexity of the optimization problem. On the top level, the variables of the ProcessModel are optimized using one Optimizer, and on the lower level, fractionation times of the simulated Chromatograms are determined using another Optimizer with the same (or a proportional) goal function (see Figure 1).
Simple objective functions are often used that combine criteria such as those in Section 2.3. However, also more detailed cost functions may be applied to directly maximize the profit of a separation. For discussions on useful objective functions see, for example, [2,3,25].
Both gradient-based non-linear programming (NLP) solvers (e.g., interior-point algorithms [30], sequential programming [29], or simplex [11]) and derivative-free approaches (e.g., genetic algorithm [31] and Gaussian process regression [32]) were used successfully for optimal process design. Moreover, mixed-integer non-linear programming (MINLP) was applied to general process optimization using extended cutting plane algorithms [33], as well as for structural decision variables using outer approximation [34], and evolutionary algorithms [35]. The examples show that many different approaches exist for optimizing chromatographic processes. Depending on the problem at hand, different solvers may outperform others. For example, some of the derivative-based solvers can guarantee finding local, but not necessarily global optima. Additionally, they may be insensitive to the change of variables due to a flat objective function. On the other hand, derivative-free solvers can often handle non-convex functions better but require significantly more computational power.
Against this problem, an OptimizationProblem class is introduced that decouples the problem formulation from the Optimizer used for its solution (see Figure 1), allowing for a simple comparison of different optimization approaches. The OptimizationVariables x may refer to any attribute of the ProcessModel. This includes model parameters, as well as FlowSheet-Events. As for the latter, not only the time when they are executed can be optimized, but also the value to which the attribute is changed when the Event is performed, allowing for structural optimization. Bound constraints and linear constraints can limit the parameter space and the user is free to define arbitrary function as the objective, and add arbitrary nonlinear constraint functions to the (OptimizationProblem).
The OptimizerAdapter provides a unified interface for using external optimization libraries. It is responsible for converting the OptimizationProblem to the specific API of the external Optimizer. Currently, adapters to DEAP [36], GPyOpt [37], and SciPy’s optimization suite [27] are implemented, all of which are published under open source licenses that allow for academic as well as commercial use.
To facilitate the bi-level approach mentioned beforehand, an intermediate ProcessEvaluator is implemented. It is responsible for passing the ProcessModel to the Simulator, checking Stationarity requirements and calling the Fractionation subroutine. The ProcessEvaluator returns the Performance to the OptimizationProblem which in turn determines the value of the objective function at the current point. The value is passed to the external Optimizer, then determines new candidates to be evaluated until a termination criterion is reached.
2.6. User Interface
The structure of CADET-Process is reflected by the organization of its source code. The framework is written using an object-oriented approach in which multiple classes are defined. Classes describe data structures and hold methods to modify the data, or to interact with other objects.
The configuration is done by creating instances of classes and configuring them. Physico-chemical parameters of BindingModels and UnitOperations have to be provided, as well as the FlowSheet connectivity and the Events. Optionally, numerical parameters for the simulation can be set as attributes of the concrete SolverAdapter implementations. Individual purity requirements and criteria for the assertion of stationarity are specified by configuring instances of the FractionationOptimization and Stationarity. For process optimization, the ProcessModel is passed as input argument to the OptimizationProblem in which the variables, objectives, and constraints are defined. The problem is solved by passing it as an input argument to the OptimizerAdapter interface. Here, also the termination criteria and other settings of the specific Optimizer are stored.
While usually, a single Python script is used for the configuration, the different tasks can also be separated into different modules. For more details, we refer to the online documentation of the framework: https://cadet-process.readthedocs.io. Besides a description of the different modules, tutorials and a collection of examples is given that can be used as the base for more advanced applications.
3. Case Studies
To demonstrate the application and capabilities of the framework, several case studies were conducted. The scripts to recreate the simulations and optimizations reported below can be found in the supplementary material and online: https://github.com/fau-advanced-separations/CADET-Process_case_studies_2019. In the case studies, preparative separations of mixtures with two or three components were considered using processes of different complexity and different optimization variables. In all cases, the equilibrium-dispersive model with competitive Langmuir adsorption isotherm was applied. All processes were run in flow-through mode and the solvent does not have any impact on the binding. The parameters used are summarized in Table 1. With the applied moderately nonlinear conditions and an axial dispersion coefficient that corresponds to several theoretical stages of around 400 and 2000, respectively, the separation difficulty of the examples can be regarded as “modest”.
Independent of this, the optimization of such processes is always challenging, even for simple separations. Hence, we do not claim that the obtained results are globally optimal but serve to illustrate that the application of the framework can give insight into interesting operating strategies. For all optimization cases, the DEAP optimizer [36] with a non-dominated sorting genetic algorithm [38] was used with the following objective function,
This type of equation is commonly used for optimization in chromatography. In addition, we apply here a component-related ranking of the performance criteria according to
with the performance criteria for the individual components calculated from Equations (2) through (4). The weighting factors introduced in Equation (9) allow a simple ranking of the individual mixture components regarding their value. This provides a simple means for considering components of different economic relevance in the same mixture, but also for switching between different scenarios by exchanging between target products () and undesired waste components ().
3.1. Case 1: Batch Chromatography for a Binary Separation
As an introductory example, we demonstrate the setup of a simple ProcessModel and OptimizationProblem for the case of a two-component separation by batch chromatography, which is the simplest and most widely used operating concept.
In batch chromatography, at the beginning of a cycle a certain amount of component mixture is injected and transported through the column by an eluent. The components elute as more or less separated peaks from the column and are collected as fractions. This operating mode is modelled here by the simple FlowSheet in Figure 5 consisting of a Column, two Sources for feed and eluent, and a Sink as outlet. Its operation is described by defining the following Events:
- FeedOn: Start of injection at ; flow from Feed source is turned on;
- FeedDuration (auxiliary): Duration of injection;
- FeedOff (conditional): End of injection at FeedOn+FeedDuration; flow of Feed turned off;
- EluentOn (conditional): Elution; flow from Eluent source turned on at FeedOff;
- EluentOff (conditional): End of Elution; flow of Eluent is turned off at FeedOn.
Since a preparative separation is operated in a repetitive manner, these Events are repeated after the cycle time , defined in the ProcessModel (see Section 2.1), until cyclic Stationarity is attained (see Section 2.4).
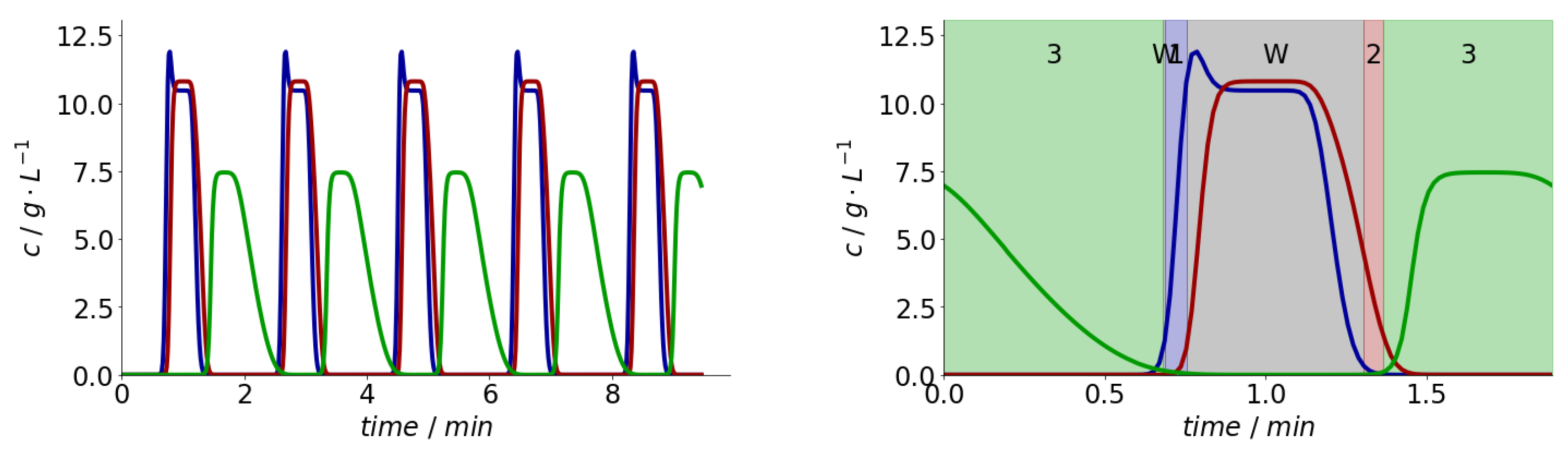
Figure 6 (left) shows the chromatogram obtained from a simulation which, in fact, corresponds to the optimal scenario obtained after optimization of the FeedDuration and the cycle time using Equation (8) with equally important products, . The chromatogram corresponds to a so-called stacked-injections scenario where the cycle time is so short that elution profiles from consecutive injections directly follow each other. Moreover, a certain cycle-to-cycle overlap of consecutive profiles is observed. This is the reason attaining cyclic steady-state takes several (here, four) cycles. Overall, the result appears plausible, since it is typical for such optimized scenario with limited purity requirements (see for example [11]). The fractionation of the last cycle of the optimized process is shown in Figure 6 (right). An interesting aspect is that the optimizer automatically allocated not only two product fractions (marked by 1 and 2), but also two waste fractions (W). These are located in the mixed band of the given elution profile and in the overlap between consecutive profiles. To our opinion, the optimal allocation of several waste fractions is so far not sufficiently addressed. Finally, the obtained performance parameters in Table 2 illustrate the known pronounced trade-off in batch chromatography, where good performance in terms of productivity and eluent is at the expense of limited yield.
3.2. Case 2: Batch Chromatography for a Ternary Separation
As a slightly more complex application, we consider a ternary separation by batch chromatography. This case is modelled using the same flow sheet and events as in case 1 above by adding a third, significantly stronger adsorbing component to the ProcessModel (see Table 1). Three different optimization scenarios are considered to illustrate that the framework can be used to identify optimal operating strategies, and that the latter can be rather different depending on the choice of optimization variables and the objective function.
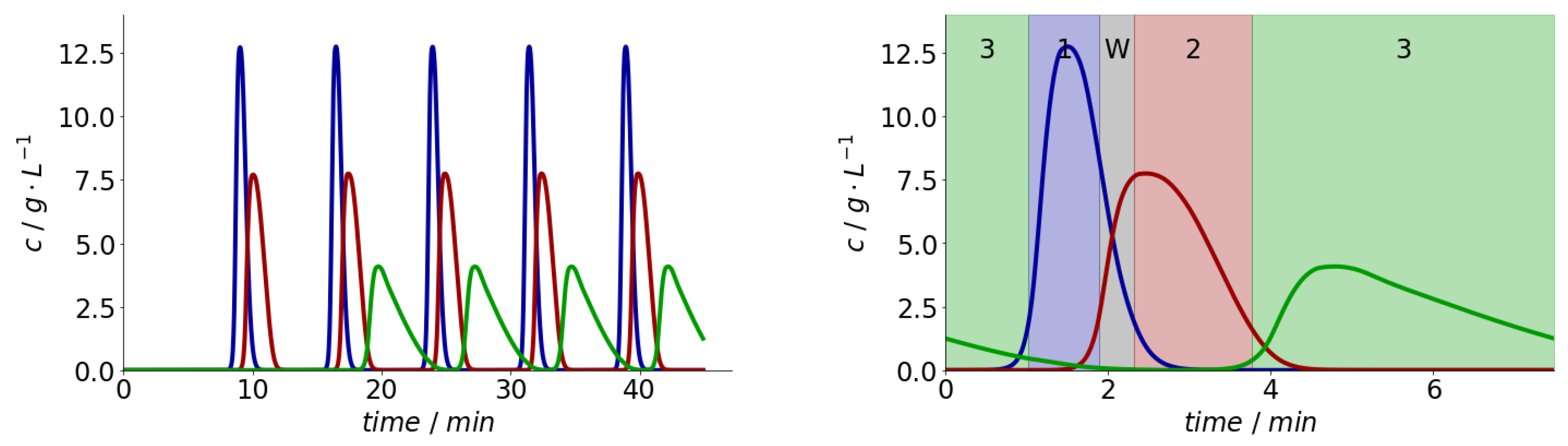
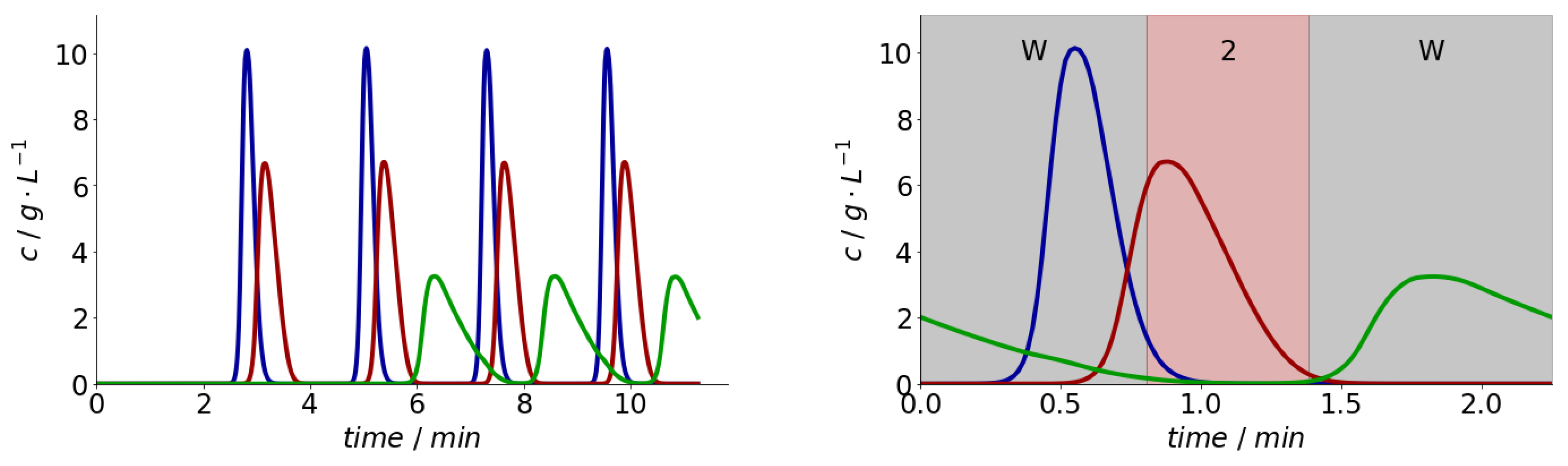
The first scenario is analogous to case 1 above, i.e., and FeedDuration were optimized for all three components being equally relevant products with in Equation (8). Figure 7 shows the optimal chromatogram and the fractionation and their obtained optimization results are summarized in Table 3. As in case 1, a cycle-to-cycle overlap was found optimal. Also a small waste fraction was allocated. Apart from that, closer inspection of the chromatogram in Figure 7 reveals an interesting operating strategy. The optimal cycle time (i.e., the time between consecutive injections) is rather short (7:29 min for a FeedDuration of 1:07 min). This leads to a situation where the first and second component peaks of a given cycle overtake the profile of the third component of the previous cycle. This somewhat non-intuitive operating mode is sometimes denoted as “interlocked peaks”.
In the second scenario, we consider also the column length as an additional continuous variable to be optimized. All other conditions are identical to the scenario above. Figure 8 (left) shows that the column is operated conventionally (i.e., no peak interlocking as in Figure 7 (left)). As can be seen from the results, the optimal process differs significantly from the previous scenario. It is characterized by a significantly shorter column (10 cm instead of 60 cm), operated with a much shorter cycle time and FeedDuration (1:53 min and 31 s, respectively). The fractionation in Figure 8 (right) and data in Table 3 reveal that here a large productivity of component 3 is favored at the expense of a very low yield of components 1 and 2.
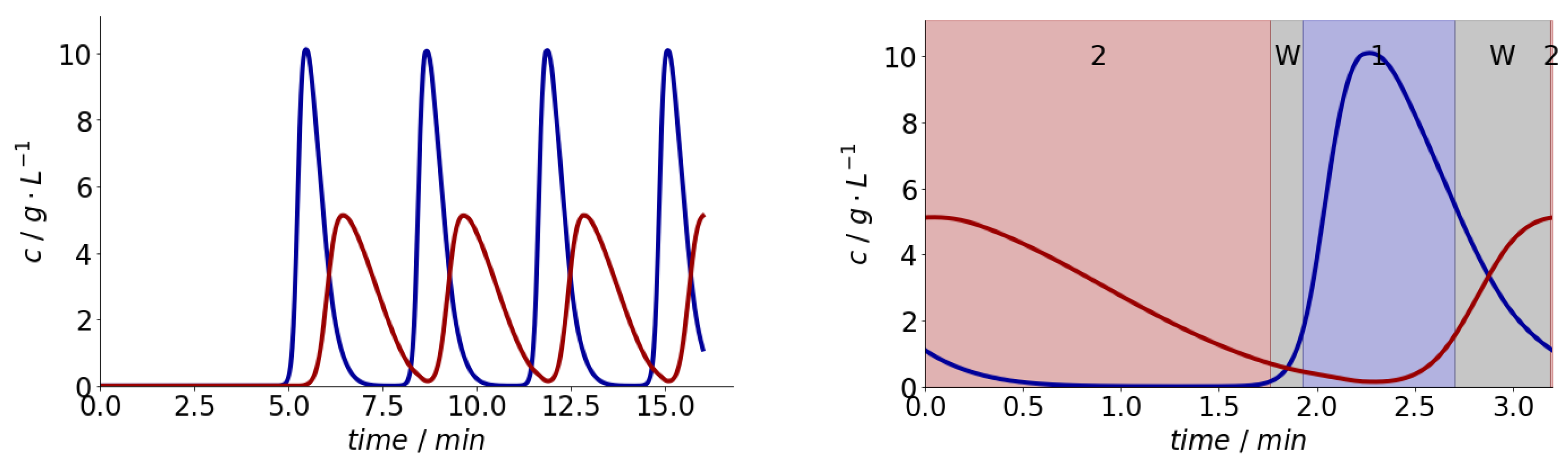
The previous scenario, which is not resource efficient, is a result of the chosen objective and parameters. To elucidate this, in the last example a different weighting/ranking of the three compounds is assumed such, that only the intermediate component 2 is a product, while compounds 1 and 3 are undesired. This is adjusted by setting in Equation (8) , and . As expected, the optimum (see data in Table 3 and Figure 9) is characterized by a large product fraction and, thus, increased yield of component 2, while the whole rest of the elution profile is identified as a waste fraction. Now, as in the first example, interlocked injections are found optimal again, but using a significantly shorter column (38 cm instead of 60 cm) with a cycle time of 2:15 min, and a FeedDuration of 16 s.
3.3. Case 3: Two Columns in Series for a Ternary Separation
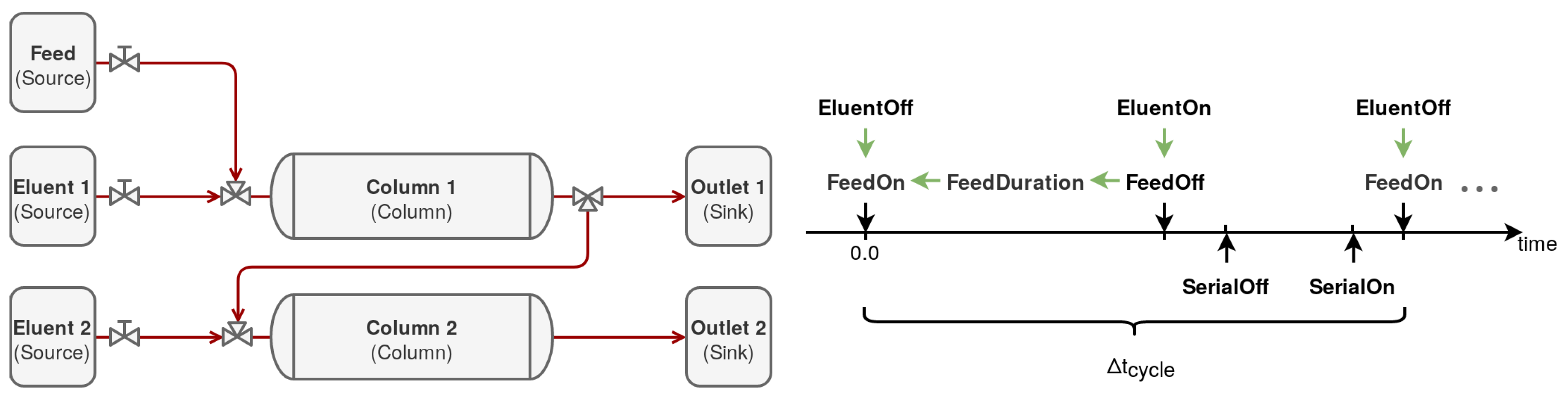
To demonstrate the framework’s ability of handling multi-column arrangements, a second column is included in the FlowSheet (see Figure 10). Furthermore, the case shows that multiple Chromatograms can be fractionized simultaneously in order to determine the process performance.
One approach to increase the productivity of a process is to “shave off” sufficiently separated fractions of the mixture and only let not sufficiently parts of the mixture migrate over an additional column. The following Events are characteristic for such a process:
- FeedOn: Start of injection at ; flow from Feed source is turned on;
- FeedDuration (auxiliary): Duration of injection;
- FeedOff (conditional): End of injection at FeedOn+FeedDuration; flow of Feed turned off;
- Eluent1On (conditional): Elution; flow from Eluent 1 source turned on at FeedOff;
- Eluent1Off (conditional): End of Elution; flow of Eluent 1 is turned off at FeedOn.
- SerialOff: Output of Column 1 is redirected to Outlet 1;
- SerialOn: Output of Column 1 is connected to input of Column 2;
- Eluent2On (conditional): Elution of Column 2; flow from Eluent 2 source turned on at SerialOff;
- Eluent2Off (conditional): End of Elution of Column 2; flow of Eluent 2 is turned off at SerialOn.
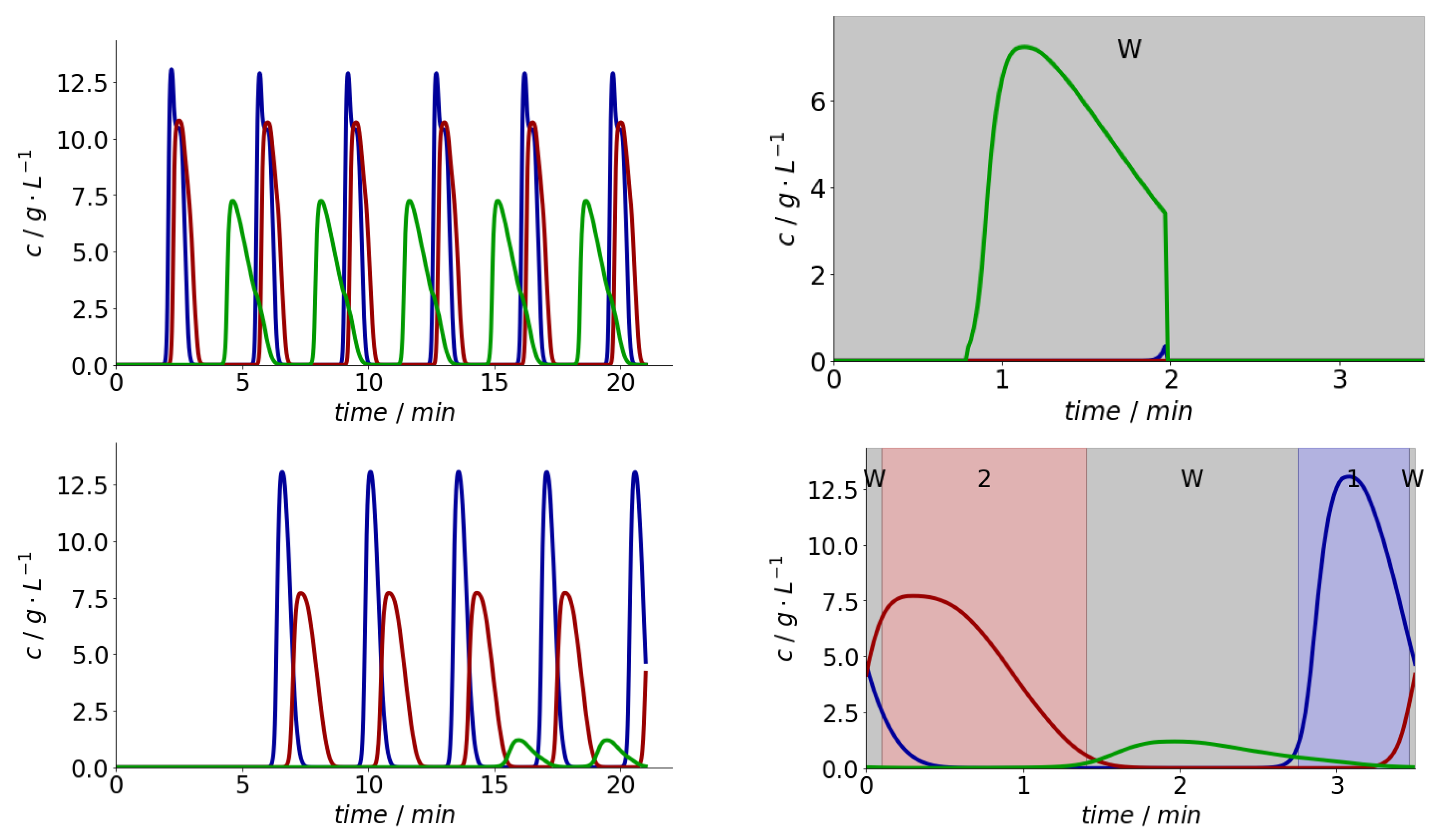
Figure 11 depicts the simulation results for the ternary separation in Table 1. The concentration profiles are shown at the outputs of Column 1 (top left) and Column 2 (bottom left), and the fractionation of the both outlets (right). As before, subject to optimization were the cycle time and the FeedDuration. Furthermore, the event times of SerialOff and SerialOn were optimized, as well as the length of both columns. In the example, the ranking of the three compounds is assumed such, that only components 1 and 2 are product, and the last component 3 is considered waste by setting , and . It is shown that only components 1 and 2 migrate over the second column, and the strongly adsorbing component is removed from the system before entering Column 2. This increases the productivity of the system, as the throughput of the process by “blocking” the latter part of the Column. Furthermore, it was found, that a short column length for the Column 1 (28.6 cm) is necessary to achieve this task, whereas Column 2 is considerably longer (59.3 cm) to sufficiently separate components 1 and 2 (see Table 4). The presence of small amounts of component 3 on the second column, as well as baseline separation between components 2 and 3 in the concentrations profiles after Column 1 suggest that the process may still be suboptimal. A shorter length of Column 1 would be sufficient to separate the third component completely and its presence on Column 2 limits the cycle time. However, an interesting strategy was identified with high yield.
4. Summary and Conclusions
The development and optimal design of advanced chromatographic processes is challenging due to their distinct nonlinear dynamics, periodic operation, and a multitude of design variables. A software platform was developed that greatly simplifies this by decoupling the main design tasks into interchangeable modules for process modelling, simulation, product fractionation, and process optimization. This enables flexible and fast adjustment of process and column configurations, chromatographic interaction mechanisms, and design goals or constraints. The software was implemented using the programming language Python and includes an interface to the open-source simulation tool CADET, a fast and accurate numerical solver for chromatographic processes. This makes the program, denoted as CADET-Process, directly applicable to developing advanced processes for demanding applications in, for example, the separation of biomolecules, nanoparticles, and the like, where complex interaction mechanisms and various dispersive effects need to be considered.
The FlowSheet of the chromatographic systems could be described by connecting UnitOperations in a directed graph which represents the material flow between them. The dynamic behavior typical for chromatography, especially for advanced operating modes, was modelled by defining events that change the state of the system at given times. The introduction of dependencies of the event times reduces the complexity of modelling advanced operating concepts. Features, such as the assertion of cyclic stationarity, as well as the automatic determination of optimal fractionation times proved crucial for an efficient implementation of the simulation module and provide standalone functionality that can also be used outside the framework.
Several case studies for the optimization of binary and ternary separations were performed on single- and multicolumn systems with and without recycling. It was shown how the choice of optimization variables and product ranking can lead to different optimal process designs. Although the main purpose of the case studies was to introduce and demonstrate the applicability of the framework, the results feature optimal designs of new operating strategies, such as batch chromatography with optimal cycle-to-cycle overlap and waste fractions, as well as interlocked peaks for separation problems with strongly binding components.
Various extensions of the software can be envisaged, some of them are already in progress. The implementation of more complex gradients is important, for example for biotechnological applications. Furthermore, the normalization of optimization variables with different orders of magnitude can greatly improve the performance of the optimization, as can other, more complex parameter transforms. Also the possibility of defining multiple competing objectives in the OptimizationProblem would allow for the analysis of Pareto optimality which enables the study of more interesting problem formulations and cases. As regards processes, i.a. SMB chromatography and its multiple variants are of interest.
The presented framework is a fully featured toolbox for modelling and optimizing chromatographic processes, which is the base for more systematic and targeted development of novel chromatographic processes. More operating concepts, optimization variables, and objective functions can easily be implemented. The framework’s modular approach in general enables a straightforward exchange of process models, numeric solvers, and optimizers for future extension of the software.
Author Contributions
J.S.: conceptualization, methodology, software, writing—original draft; M.K.: supervision, conceptualization, methodology, writing—reviewing and editing. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) through the Cluster of Excellence “Engineering of Advanced Materials” (EAM) within the “Excellence Initiative”, by the Collaborative Research Center “Design of Particulate Products” (SFB 1411, project-ID 416229255), and by the DFG’s priority program SPP 1570 “Porous Media with Defined Porous Structure in Chemical Engineering” (KA3218/1–3).
Acknowledgments
J.S. would like to thank Benjamin Reif for fruitful discussions in structuring this work.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| API | Application Programming Interface |
| CLI | Command-line interface |
| CSTR | Continuously Stirred Tank Reactor |
| GPLv3 | GNU General Public License version 3 |
| MIP | Mixed-Integer Programming |
| MINLP | Mixed-Integer Non-Linear Programming |
| MR-SSR | Mixed-Recycle Steady-State Recycling |
| SMB | Simulated Moving Bed |
| SSR | Steady-State Recycling |
Appendix A. Mixed-Recycle Steady-State-Recycling
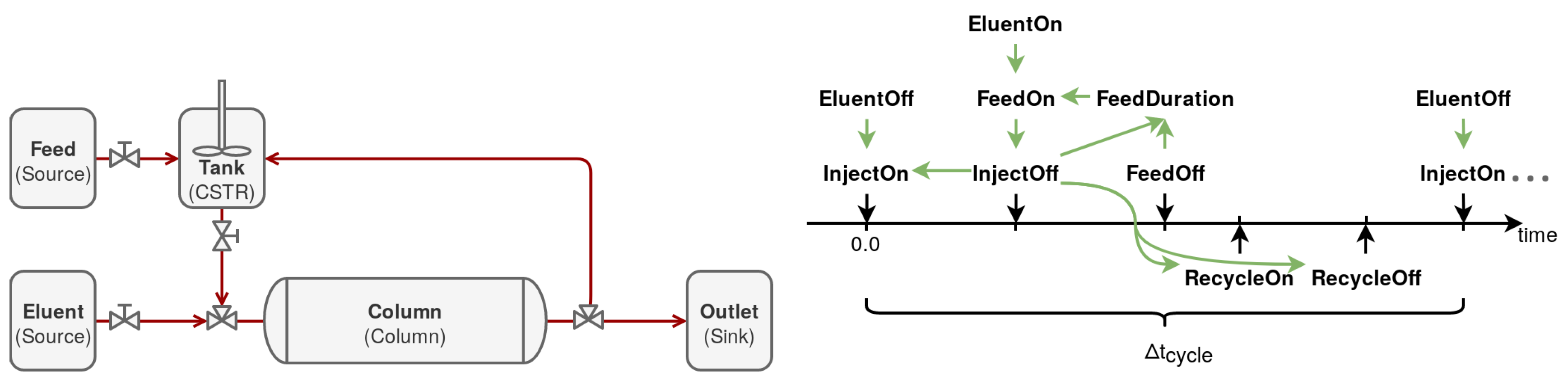
Different operating modes were proposed for steady state recycling (SSR) chromatography. In this study, we will give an example of mixed-recycle steady-state-recycling (MR-SSR) in which the unresolved middle fraction is recycled and mixed with fresh feed in a continuously stirred tank (CSTR). Thus, a periodic steady state is developed that can lead to high purities and yields [6]. Using the flowsheet depicted in Figure A1, the following events are defined:
- InjectOn: Start of injection at ; flow from Tank is turned on;
- InjectOff (conditional): End of injection; flow from Tank is turned off atInjectOn+FeedDuration+RecycleOff−RecycleOn;
- EluentOn (conditional): Elution; flow from Eluent source turned on at InjectOff;
- EluentOff (conditional): End of Elution; flow of Eluent is turned off at InjectOn.
- FeedOn (conditional): Application of fresh feed; flow from Feed source is turned on;
- FeedDuration (auxiliary): Duration of fresh feed application;
- FeedOff (conditional): flow of Feed is turned off at FeedOn+FeedDuration;
- RecycleOn: Output of Column is redirected to Tank;
- RecycleOff: Output of Column is connected to Outlet.
Figure A1.
FlowSheet and Events for modelling MR-SSR chromatography.

By fixing the start of the injection to , and taking into account the defined event dependencies, four parameters are independent: the cycle time, the FeedDuration, and the times when the recycling is turned on and off, respectively. References
References
- Guiochon, G.; Shirazi, D.; Felinger, A.; Katti, A. Fundamentals of Preparative and Nonlinear Chromatography; Academic Press: Cambridge, MA, USA, 2006. [Google Scholar]
- Schmidt-Traub, H.; Schulte, M.; Seidel-Morgenstern, A. Preparative Chromatography; Wiley: Hoboken, NJ, USA, 2012. [Google Scholar]
- Nicoud, R.M. Chromatographic Processes—Modeling, Simulation, and Design; Cambridge University Press: Cambridge, UK, 2015. [Google Scholar]
- Bombaugh, K.; Dark, W.; Levangie, R. High resolution steric chromatography. J. Chromatogr. Sci. 1969, 7, 42–47. [Google Scholar] [CrossRef]
- Heuer, C.; Seidel-Morgenstern, A.; Hugo, P. Experimental investigation and modelling of closed-loop recycling in preparative chromatography. Chem. Eng. Sci. 1995, 50, 1115–1127. [Google Scholar] [CrossRef]
- Bailly, M.; Tondeur, D. Recycle optimization in non-linear productive chromatography—I Mixing recycle with fresh feed. Chem. Eng. Sci. 1982, 37, 1199–1212. [Google Scholar] [CrossRef]
- Sainio, T.; Kaspereit, M. Analysis of steady state recycling chromatography using equilibrium theory. Sep. Purif. Technol. 2009, 66, 9–18. [Google Scholar] [CrossRef]
- Kaspereit, M.; Sainio, T. Simplified design of steady-state recycling chromatography under ideal and nonideal conditions. Chem. Eng. Sci. 2011, 66, 5428–5438. [Google Scholar] [CrossRef]
- Siitonen, J.; Sainio, T.; Rajendran, A. Bypass chromatography—Design and analysis of an improved strategy for operating batch chromatography processes. J. Chromatogr. A 2012, 1230, 77–92. [Google Scholar] [CrossRef]
- Ziomek, G.; Antos, D.; Tobiska, L.; Seidel-Morgenstern, A. Comparison of possible arrangements of five identical columns in preparative chromatography. J. Chromatogr. A 2006, 1116, 179–188. [Google Scholar] [CrossRef]
- García Palacios, J.; Kaspereit, M.; Ziomek, G.; Antos, D.; Seidel-Morgenstern, A. Optimization and Analysis of Possible Column Arrangements for Multicomponent Separations by Preparative Chromatography. Ind. Eng. Chem. Res. 2009, 48, 11148–11157. [Google Scholar] [CrossRef]
- Rodrigues, A.; Pereira, C.; Minceva, M.; Pais, L.; Ribeiro, A.; Ribeiro, A.; Silva, M.; Graca, N.; Santos, J. Simulated Moving Bed Technology—Principles, Design and Process Applications; Butterworth-Heinemann, Elsevier: Oxford, UK, 2015. [Google Scholar]
- Siitonen, J.; Sainio, T. Explicit equations for the height and position of the first component shock for binary mixtures with competitive Langmuir isotherms under ideal conditions. J. Chromatogr. A 2011, 1218, 6379–6387. [Google Scholar] [CrossRef]
- Mazzotti, M. Equilibrium theory based design of simulated moving bed processes for a generalized Langmuir isotherm. J. Chromatogr. A 2006, 1126, 311–322. [Google Scholar] [CrossRef]
- Siitonen, J.; Sainio, T. Unified design of chromatographic separation processes. Chem. Eng. Sci. 2015, 122, 436–451. [Google Scholar] [CrossRef]
- Guiochon, G.; Lin, B. Modeling for Preparative Chromatography; Academic Press: San Diego, CA, USA, 2003. [Google Scholar]
- Aspen Chromatography. Aspen Chromatography. Available online: https://www.aspentech.com/products/pages/aspen-chromatography (accessed on 22 October 2019).
- ChromX. GoSilico ChromX. Available online: https://gosilico.com/chromx/ (accessed on 22 October 2019).
- ChromWorks. YpsoFacto ChromWorks. Available online: https://www.ypsofacto.com/services-chemical-software-chromworks.php (accessed on 22 October 2019).
- Leweke, S.; von Lieres, E. Chromatography Analysis and Design Toolkit (CADET). Comput. Chem. Eng. 2018, 113, 274–294. [Google Scholar] [CrossRef]
- Heuer, C.; Küsters, E.; Plattner, T.; Seidel-Morgenstern, A. Design of the simulated moving bed process based on adsorption isotherm measurements using a perturbation method. J. Chromatogr. A 1998, 827, 175–191. [Google Scholar] [CrossRef]
- Shan, Y.; Seidel-Morgenstern, A. Analysis of the isolation of a target component using multicomponent isocratic preparative elution chromatography. J. Chromatogr. A 2004, 1041, 53–62. [Google Scholar] [CrossRef]
- Knutson, H.K.; Holmqvist, A.; Nilsson, B. Multi-objective optimization of chromatographic rare earth element separation. J. Chromatogr. A 2015, 1416, 57–63. [Google Scholar] [CrossRef]
- Sreedhar, B.; Wagler, A.; Kaspereit, M.; Seidel-Morgenstern, A. Optimal cut-times finding strategies for collecting a target component from overloaded elution chromatograms. Comput. Chem. Eng. 2013, 49, 158–169. [Google Scholar] [CrossRef]
- Dienstbier, J.; Schmölder, J.; Burlacu, R.; Liers, F.; Kaspereit, M. Global optimization of batch and steady-state recycling chromatography based on the equilibrium model. Comput. Chem. Eng. 2019, in press. [Google Scholar] [CrossRef]
- Powell, M.J. A direct search optimization method that models the objective and constraint functions by linear interpolation. In Advances in Optimization and Numerical Analysis; Springer: Dordrecht, The Netherlands, 1994; pp. 51–67. [Google Scholar]
- Virtanen, P.; Gommers, R.; Oliphant, T.E.; Haberland, M.; Reddy, T.; Cournapeau, D.; Burovski, E.; Peterson, P.; Weckesser, W.; Bright, J.; et al. SciPy 1.0–Fundamental Algorithms for Scientific Computing in Python. arXiv 2019, arXiv:1907.10121. [Google Scholar]
- Holmqvist, A.; Andersson, C.; Magnusson, F.; Åkesson, J. Methods and tools for robust optimal control of batch chromatographic separation processes. Processes 2015, 3, 568–606. [Google Scholar] [CrossRef] [Green Version]
- Arkell, K.; Knutson, H.K.; Frederiksen, S.S.; Breil, M.P.; Nilsson, B. Pareto-optimal reversed-phase chromatography separation of three insulin variants with a solubility constraint. J. Chromatogr. A 2018, 1532, 98–104. [Google Scholar] [CrossRef]
- Kawajiri, Y.; Biegler, L.T. Large scale nonlinear optimization for asymmetric operation and design of Simulated Moving Beds. J. Chromatogr. A 2006, 1133, 226–240. [Google Scholar] [CrossRef] [PubMed]
- Heinonen, J.; Kukkonen, S.; Sainio, T. Evolutionary multi-objective optimization based comparison of multi-column chromatographic separation processes for a ternary separation. J. Chromatogr. A 2014, 1358, 181–191. [Google Scholar] [CrossRef] [PubMed]
- Freier, L.; von Lieres, E. Robust Multi-Objective Global Optimization of Stochastic Processes with a Case Study in Gradient Elution Chromatography. Biotechnol. J. 2018, 13, 1700257. [Google Scholar] [CrossRef] [PubMed]
- Emet, S.; Westerlund, T. Solving a dynamic separation problem using MINLP techniques. Appl. Numer. Math. 2008, 58, 395–406. [Google Scholar] [CrossRef]
- Kaspereit, M.; Swernath, S.; Kienle, A. Evaluation of competing process concepts for the production of pure enantiomers. Org. Process Res. Dev. 2012, 16, 353–363. [Google Scholar] [CrossRef]
- García Palacios, J.; Kaspereit, M.; Kienle, A. Integrated Simulated Moving Bed Processes for the Production of Single Enantiomers. Chem. Eng. Technol. 2011, 34, 688–698. [Google Scholar] [CrossRef]
- Fortin, F.A.; De Rainville, F.M.; Gardner, M.A.; Parizeau, M.; Gagné, C. DEAP: Evolutionary Algorithms Made Easy. J. Mach. Learn. Res. 2012, 13, 2171–2175. [Google Scholar]
- GPyOpt: A Bayesian Optimization Framework in Python. 2016. Available online: http://github.com/SheffieldML/GPyOpt (accessed on 22 October 2019).
- Deb, K.; Jain, H. An evolutionary many-objective optimization algorithm using reference-point-based nondominated sorting approach, part I: Solving problems with box constraints. IEEE Trans. Evol. Comput. 2013, 18, 577–601. [Google Scholar] [CrossRef]
Figure 1.
Overview of the framework modules and their relations. For a detailed explanation, see text.
Figure 1.
Overview of the framework modules and their relations. For a detailed explanation, see text.

Figure 2.
ProcessModel of a simple example process represented as a FlowSheet of four connected UnitOperations and modelling of its dynamic operation using Events. The attributes represent the physico-chemical properties of the UnitOperation. An Event defines when the state of a UnitOperation attribute is changed to a certain value. The time at which the Event is executed can depend on other Events (conditional Event, see green box). The cycle time defines the when Events are repeated.
Figure 2.
ProcessModel of a simple example process represented as a FlowSheet of four connected UnitOperations and modelling of its dynamic operation using Events. The attributes represent the physico-chemical properties of the UnitOperation. An Event defines when the state of a UnitOperation attribute is changed to a certain value. The time at which the Event is executed can depend on other Events (conditional Event, see green box). The cycle time defines the when Events are repeated.

Figure 3.
Fractionation of an examaple Chromatogram. Left: Product and waste fractions determined by the FractionationOptimization module. Right: Local purity profiles used for initial values. Please note that the initial waste fraction between fractions 2 and 3 vanishes after optimization. Arbitrary parameters were used for illustration.
Figure 3.
Fractionation of an examaple Chromatogram. Left: Product and waste fractions determined by the FractionationOptimization module. Right: Local purity profiles used for initial values. Please note that the initial waste fraction between fractions 2 and 3 vanishes after optimization. Arbitrary parameters were used for illustration.

Figure 4.
Example SSR process in mixed-recycle operation [7] for the separation of two components (blue and red) reaching cyclic steady state after 27 cycles. Left: concentration profiles at the column’s outlet. Right: overlay of all profiles showing the transient towards stationarity. Arbitrary parameters were used for illustration.
Figure 4.
Example SSR process in mixed-recycle operation [7] for the separation of two components (blue and red) reaching cyclic steady state after 27 cycles. Left: concentration profiles at the column’s outlet. Right: overlay of all profiles showing the transient towards stationarity. Arbitrary parameters were used for illustration.

Figure 5.
FlowSheet and Events for modelling conventional batch chromatography. Green arrows indicate the dependencies of conditional Events.
Figure 5.
FlowSheet and Events for modelling conventional batch chromatography. Green arrows indicate the dependencies of conditional Events.

Figure 6.
Optimization result for a binary separation by batch chromatography. Left: development of chromatogram until cyclic steady state is attained after four cycles. Right: determined fractionation intervals shown for the last cycle. Two fractions for the products (1, 2) as well as two waste fractions (W) were identified.
Figure 6.
Optimization result for a binary separation by batch chromatography. Left: development of chromatogram until cyclic steady state is attained after four cycles. Right: determined fractionation intervals shown for the last cycle. Two fractions for the products (1, 2) as well as two waste fractions (W) were identified.

Figure 7.
Optimization of a ternary separation by batch chromatography. Feed duration and cycle time were optimized while column length was kept constant. Left: development of chromatogram into cyclic steady state. A so-called peak interlocking is observed where the weaker adsorbing compounds 1 and 2 (blue and red) “overtake” the peak of the strongest retained component 3 (green) from the previous cycle. Right: determined fractionation intervals for the three products and a waste fraction.
Figure 7.
Optimization of a ternary separation by batch chromatography. Feed duration and cycle time were optimized while column length was kept constant. Left: development of chromatogram into cyclic steady state. A so-called peak interlocking is observed where the weaker adsorbing compounds 1 and 2 (blue and red) “overtake” the peak of the strongest retained component 3 (green) from the previous cycle. Right: determined fractionation intervals for the three products and a waste fraction.

Figure 8.
Optimization result for a ternary separation by batch chromatography using the same parameters as for Figure 7, but optimizing in addition to feed duration and cycle time also the column length . Left: development of chromatogram into cyclic steady state. Right: fractionation intervals. In contrast to Figure 7, the product fractions for components 1 and 2 are small, while that of 3 is large. Two waste fractions were identified, one of which being of significant size.
Figure 8.
Optimization result for a ternary separation by batch chromatography using the same parameters as for Figure 7, but optimizing in addition to feed duration and cycle time also the column length . Left: development of chromatogram into cyclic steady state. Right: fractionation intervals. In contrast to Figure 7, the product fractions for components 1 and 2 are small, while that of 3 is large. Two waste fractions were identified, one of which being of significant size.

Figure 9.
Optimization result for a ternary separation by batch chromatography using the same parameters as for Figure 7, but optimizing in addition to feed duration and cycle time also the column length . Left: development of chromatogram into cyclic steady state. Right: fractionation intervals. In contrast to Figure 8, only one fraction for component 2 is found. The rest of the profile is identified as waste because components 1 and 3 are not considered to be valuable.
Figure 9.
Optimization result for a ternary separation by batch chromatography using the same parameters as for Figure 7, but optimizing in addition to feed duration and cycle time also the column length . Left: development of chromatogram into cyclic steady state. Right: fractionation intervals. In contrast to Figure 8, only one fraction for component 2 is found. The rest of the profile is identified as waste because components 1 and 3 are not considered to be valuable.

Figure 10.
FlowSheet and Events for modelling columns in series with peak shaving.

Figure 11.
Optimization result for a ternary separation using two columns in series: FeedDuration, the times of , FeedDuration, SerialOff and SerialOn, as well as the length of Column 1 and Column 2 were optimized. Left: development of chromatogram of Column 1 (top) and Column 2 (bottom). Right (top): no product fraction determined for Outlet 1. Right (bottom): fraction intervals for the two products (1 and 2) and two waste fractions (W) identified.
Figure 11.
Optimization result for a ternary separation using two columns in series: FeedDuration, the times of , FeedDuration, SerialOff and SerialOn, as well as the length of Column 1 and Column 2 were optimized. Left: development of chromatogram of Column 1 (top) and Column 2 (bottom). Right (top): no product fraction determined for Outlet 1. Right (bottom): fraction intervals for the two products (1 and 2) and two waste fractions (W) identified.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Parameters used in the different case studies.
| Parameter | Binary Separation | Ternary Separation | |||||
|---|---|---|---|---|---|---|---|
| Column length | 60 | 60 | |||||
| Column diameter | 2.4 | 2.4 | |||||
| Column porosity | - | 0.7 | 0.7 | ||||
| Apparent axial dispersion | |||||||
| Flow rate | Q | 1 | 1 | ||||
| Feed concentration | 10, | 10 | 10, | 10, | 10 | ||
| Langmuir parameter | 0.02, | 0.03 | 0.01, | 0.015 | 0.03 | ||
| Saturation capacity | 100, | 100 | 100, | 100, | 200 | ||
| Minimum product purity | - | 0.95, | 0.95 | 0.95, | 0.95 | 0.95 | |
Table 2.
Performance and values of optimized variables of binary batch separation.
| Objective function | 0.038 | |||
| Component purity | - | 0.950 | 0.950 | |
| Recovery yield | - | 0.776 | 0.712 | |
| Specific productivity | 0.023 | 0.021 | ||
| Specific solvent consumption | 0.409 | 0.441 | ||
| Cycle time | 03:12 | |||
| FeedDuration | 00:46 | |||
Table 3.
Performance and values of optimized variables of ternary batch separation.
| 1st Scenario | 2nd Scenario | 3rd Scenario | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0.0089 | 0.0404 | 0.0165 | ||||||||
| - | 0.950 | 0.950 | 0.950 | 0.950 | 0.950 | 0.989 | 0 | 0.950 | 0 | |
| - | 0.771 | 0.723 | 0.973 | 0.077 | 0.034 | 1.00 | 0 | 0.800 | 0 | |
| 0.007 | 0.007 | 0.008 | 0.016 | 0.007 | 0.205 | 0 | 0.019 | 0 | ||
| 0.743 | 0.791 | 0.589 | 3.337 | 7.594 | 0.259 | ∞ | 0.914 | ∞ | ||
| 07:29 | 01:53 | 02:15 | ||||||||
| FeedDuration | 01:06 | 00:31 | 00:16 | |||||||
| - | 10.0 | 37.6 | ||||||||
Table 4.
Performance and optimized variables for ternary separation using columns in series.
| 0.0240 | ||||
| - | 0.950 | 0.950 | 0 | |
| - | 0.879 | 0.875 | 0 | |
| 0.016 | 0.016 | 0 | ||
| 0.585 | 0.587 | ∞ | ||
| 03:30 | ||||
| FeedDuration | 01:06 | |||
| 28.6 | ||||
| 59.3 | ||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Schmölder, J.; Kaspereit, M. A Modular Framework for the Modelling and Optimization of Advanced Chromatographic Processes. Processes 2020, 8, 65. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8010065
AMA Style
Schmölder J, Kaspereit M. A Modular Framework for the Modelling and Optimization of Advanced Chromatographic Processes. Processes. 2020; 8(1):65. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8010065
Chicago/Turabian StyleSchmölder, Johannes, and Malte Kaspereit. 2020. "A Modular Framework for the Modelling and Optimization of Advanced Chromatographic Processes" Processes 8, no. 1: 65. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8010065
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.