Solubilization of Phenols and Sugars from Raspberry Extrudate by Hydrothermal Treatments

 ,
,  ,
,  , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raspberry Extrudate
2.2. Hydrothermal Treatments
2.3. Extraction of Water-Soluble Compounds
2.4. Analytical Methods
2.5. Individual Phenols
2.6. Antioxidant Determination
2.7. Achenes
3. Results and Discussion
3.1. Mass Distribution after Hydrothermal Treatments and Separation of Phases by Centrifugation
3.2. Characterization of the Untreated Raspberry Extrudate and the Solid and Liquid Phases Obtained after Each Hydrothermal Treatment
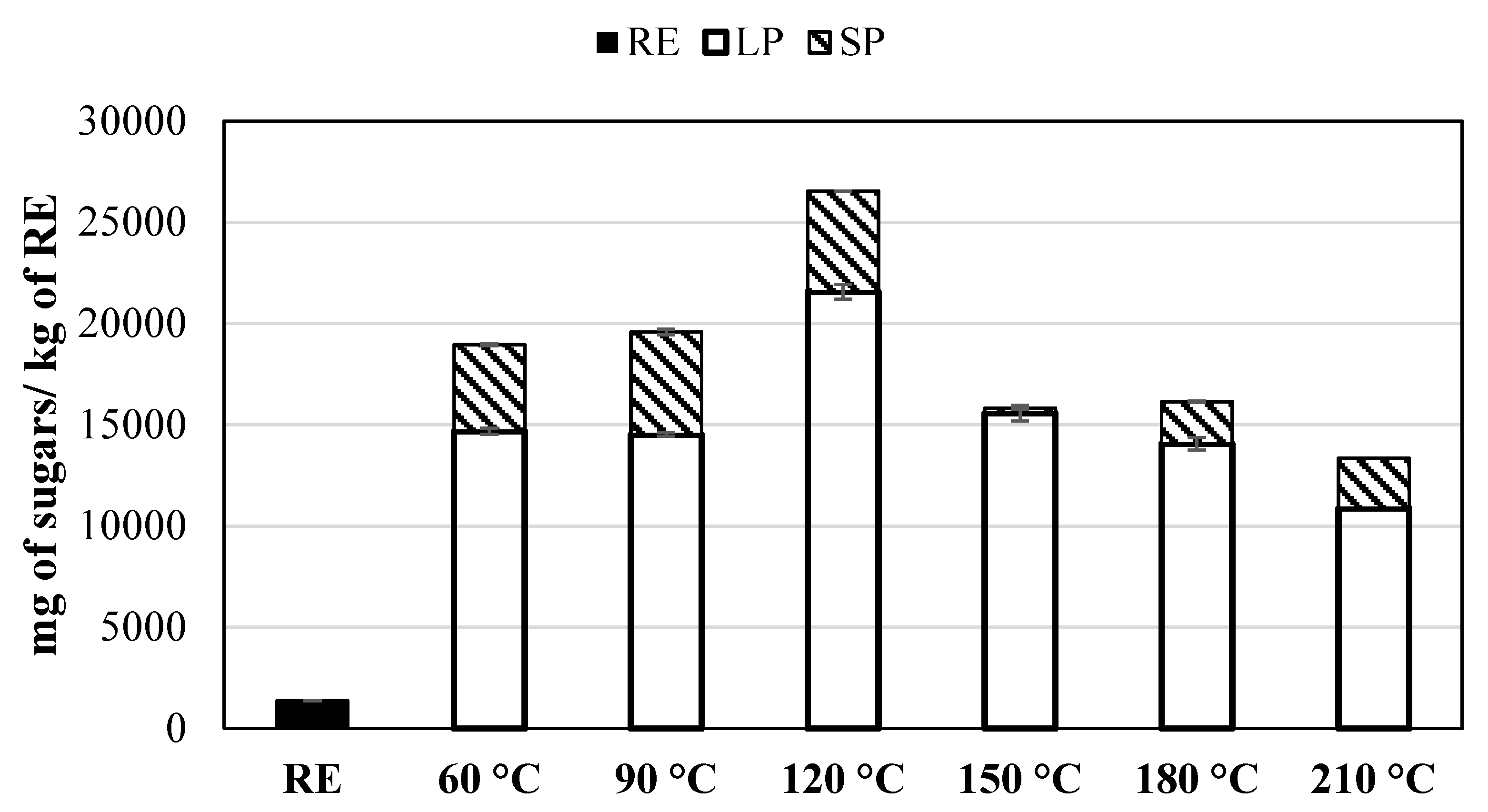
3.3. Solubilization of Sugars after the Application of the Hydrothermal Treatments
3.3.1. Water-Soluble Sugars
3.3.2. Water-Soluble Acid Sugars
3.3.3. Individual Water-Soluble Sugars
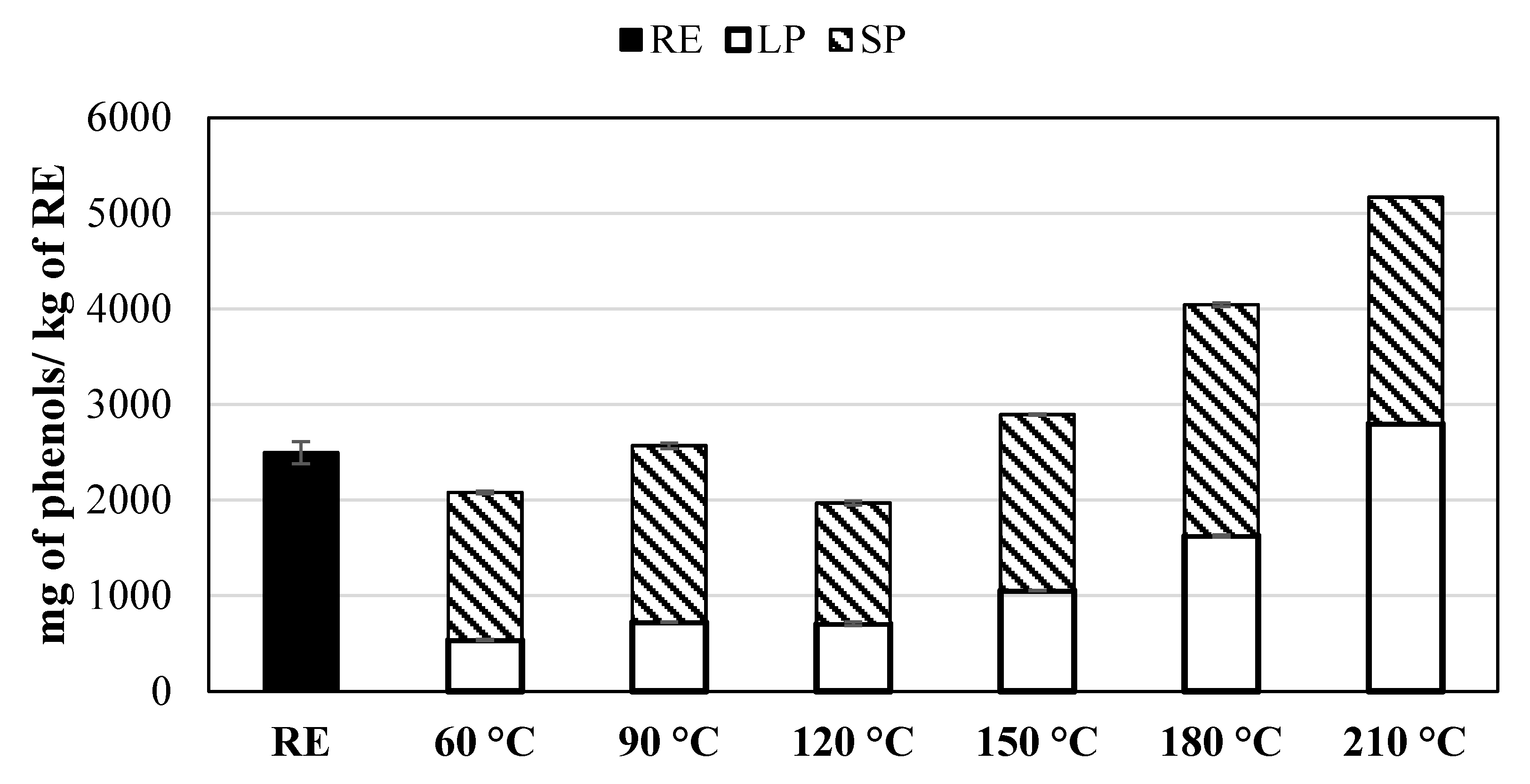
3.4. Solubilization of Phenols after the Application of Hydrothermal Treatments
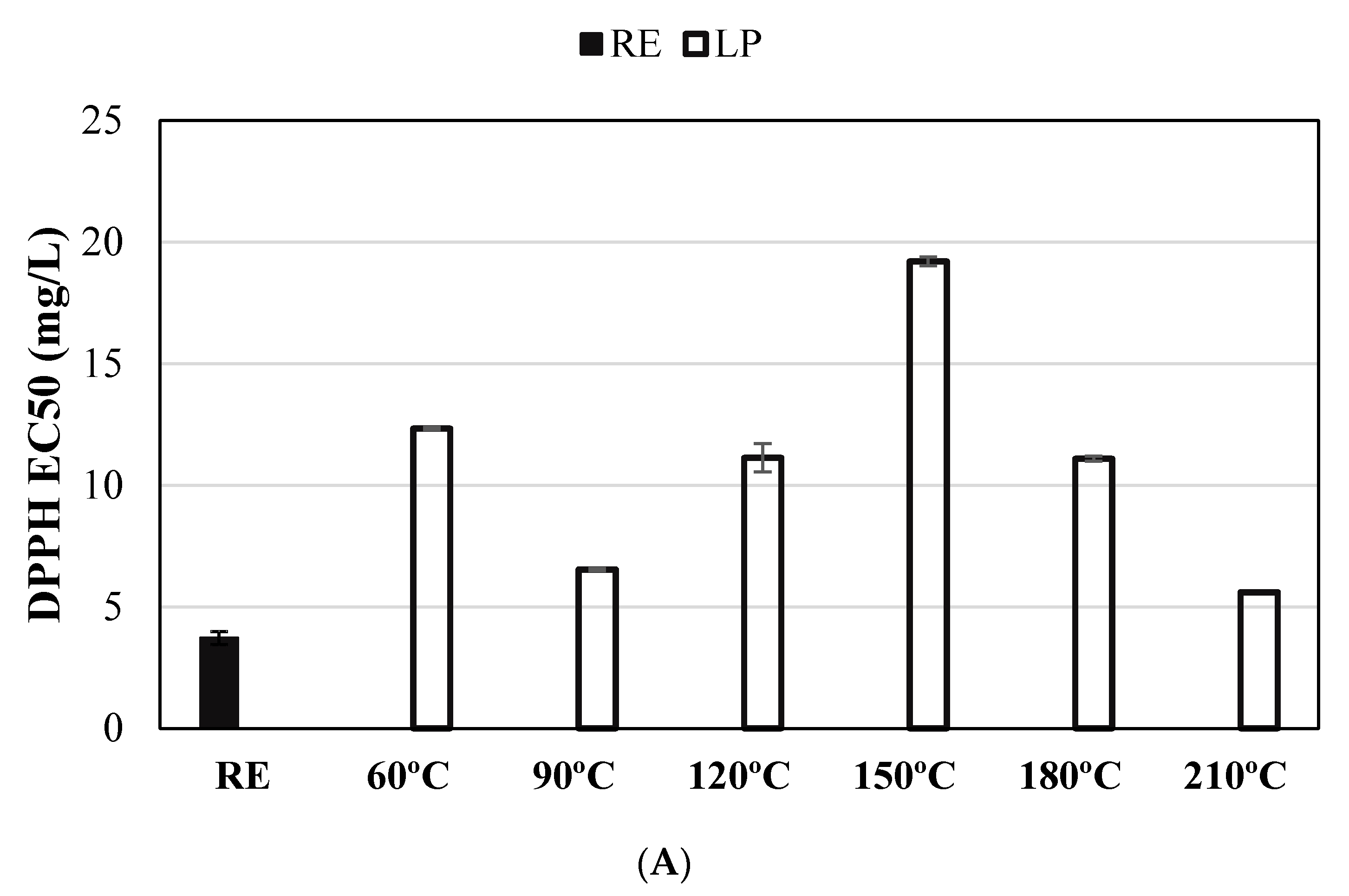
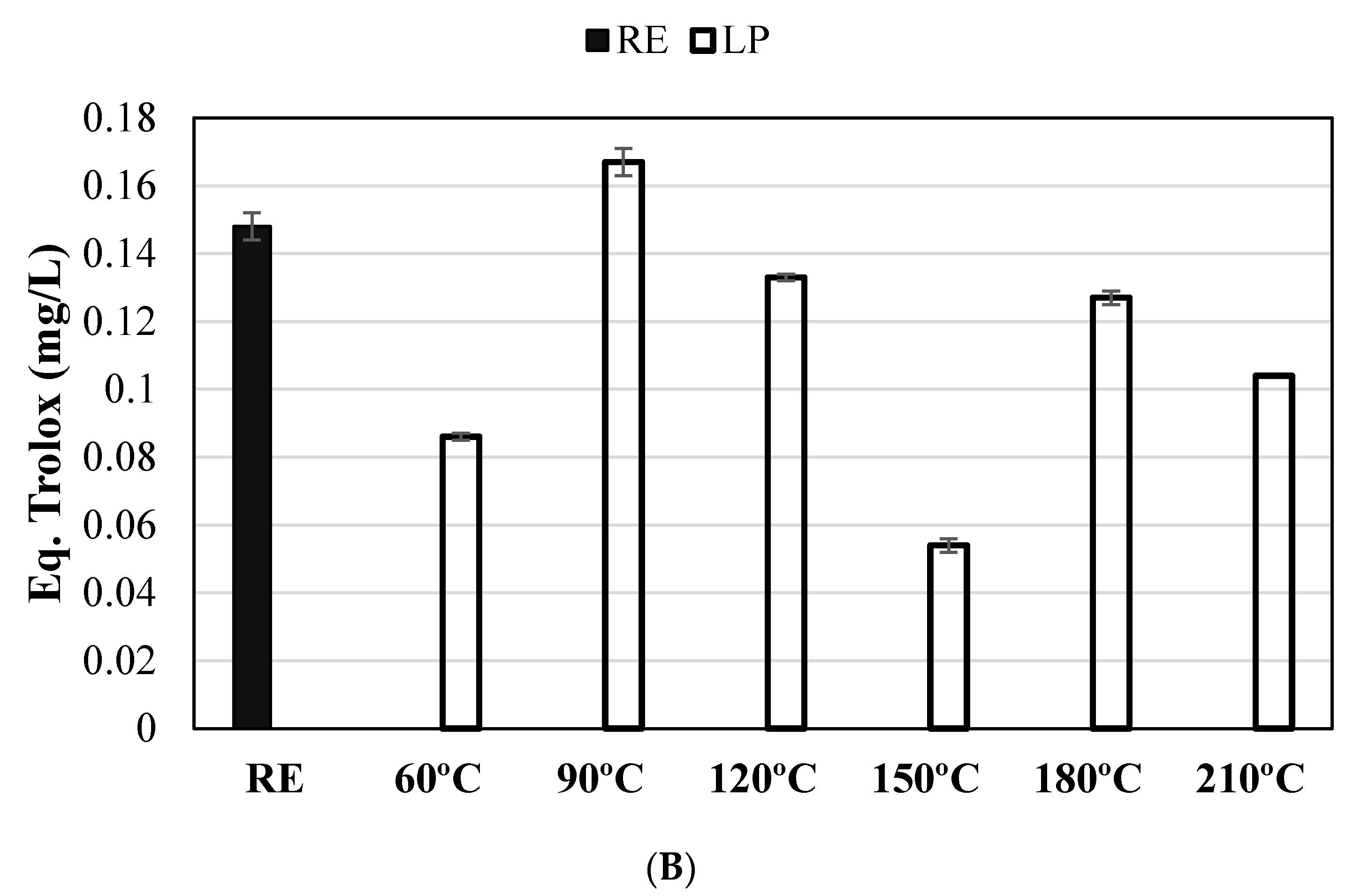
3.5. Antioxidant Determination
3.6. Achenes
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- FAO. FAOSTAT: Food and Agriculture Organization of the United Nations. Available online: http://www.fao.org/faostat (accessed on 21 April 2020).
- Bobinaitė, R.; Viškelis, P.; Venskutonis, P.R. Chemical composition of raspberry (Rubus spp.) cultivars. In Nutritional Composition of Fruit Cultivars; Elsevier: Amsterdam, The Netherlands, 2016; pp. 713–731. [Google Scholar]
- Martinsen, B.K.; Aaby, K.; Skrede, G. Effect of temperature on stability of anthocyanins, ascorbic acid and color in strawberry and raspberry jams. Food Chem. 2020, 316. [Google Scholar] [CrossRef] [PubMed]
- Qin, Y.; Wang, L.; Liu, Y.; Zhang, Q.; Li, Y.; Wu, Z. Release of phenolics compounds from Rubus idaeus L. dried fruits and seeds during simulated in vitro digestion and their bio-activities. J. Funct. Foods 2018, 46, 57–65. [Google Scholar] [CrossRef]
- Määttä-Riihinen, K.R.; Kamal-Eldin, A.; Törrönen, A.R. Identification and quantification of phenolic compounds in berries of Fragaria and Rubus species (family Rosaceae). J. Agric. Food Chem. 2004, 52, 6178–6187. [Google Scholar] [CrossRef] [PubMed]
- Melo, M.J.; Moncada, M.C.; Pina, F. On the red colour of raspberry (Rubus idaeus). Tetrahedron Lett. 2000, 41, 1987–1991. [Google Scholar] [CrossRef]
- Rao, A.V.; Snyder, D.M. Raspberries and human health: A review. J. Agric. Food Chem. 2010, 58, 3871–3883. [Google Scholar] [CrossRef]
- Salinas-Moreno, Y.; Almaguer-Vargas, G.; Peña-Varela, G.; Ríos-Sánchez, R. Ácido elágico y perfil de antocianinas en frutos de frambuesa (Rubus idaeus L.) con diferente grado de maduración. Rev. Chapingo Ser. Hortic. 2009, 15, 97–101. [Google Scholar] [CrossRef]
- Tasaki, M.; Umemura, T.; Maeda, M.; Ishii, Y.; Okamura, T.; Inoue, T.; Kuroiwa, Y.; Hirose, M.; Nishikawa, A. Safety assessment of ellagic acid, a food additive, in a subchronic toxicity study using F344 rats. Food Chem. Toxicol. 2008, 46, 1119–1124. [Google Scholar] [CrossRef]
- Mishra, S.; Singh, P.K.; Dash, S.; Pattnaik, R. Microbial pretreatment of lignocellulosic biomass for enhanced biomethanation and waste management. 3 Biotech 2018, 8, 458. [Google Scholar] [CrossRef]
- Nieto-Calvache, J.E.; de Escalada Pla, M.; Gerschenson, L.N. Dietary fibre concentrates produced from papaya by-products for agroindustrial waste valorisation. Int. J. Food Sci. Technol. 2019, 54, 1074–1080. [Google Scholar] [CrossRef]
- Gagneten, M.; Corfield, R.; Mattson, M.G.; Sozzi, A.; Leiva, G.; Salvatori, D.; Schebor, C. Spray-dried powders from berries extracts obtained upon several processing steps to improve the bioactive components content. Powder Technol. 2019, 342, 1008–1015. [Google Scholar] [CrossRef] [Green Version]
- Aaby, K.; Skrede, G.; Wrolstad, R.E. Phenolic composition and antioxidant activities in flesh and achenes of strawberries (Fragaria ananassa). J. Agric. Food Chem. 2005, 53, 4032–4040. [Google Scholar] [CrossRef] [PubMed]
- Ariza, M.T.; Reboredo-Rodríguez, P.; Mazzoni, L.; Forbes-Hernández, T.Y.; Giampieri, F.; Afrin, S.; Gasparrini, M.; Soria, C.; Martínez-Ferri, E.; Battino, M. Strawberry achenes are an important source of bioactive compounds for human health. Int. J. Mol. Sci. 2016, 17, 1103. [Google Scholar] [CrossRef] [Green Version]
- Samoraj, M.; Tuhy, Ł.; Chojnacka, K. Valorization of Biomass into Micronutrient Fertilizers. Waste Biomass Valoriz. 2019, 10, 925–931. [Google Scholar] [CrossRef] [Green Version]
- Balasundram, N.; Sundram, K.; Samman, S. Phenolic compounds in plants and agri-industrial by-products: Antioxidant activity, occurrence, and potential uses. Food Chem. 2006, 99, 191–203. [Google Scholar] [CrossRef]
- Hornedo-Ortega, R.; Álvarez-Fernández, M.A.; Cerezo, A.B.; Garcia-Garcia, I.; Troncoso, A.M.; Garcia-Parrilla, M.C. Influence of fermentation process on the anthocyanin composition of wine and vinegar elaborated from strawberry. J. Food Sci. 2017, 82, 364–372. [Google Scholar] [CrossRef]
- Strazzera, G.; Battista, F.; Garcia, N.H.; Frison, N.; Bolzonella, D. Volatile fatty acids production from food wastes for biorefinery platforms: A review. J. Environ. Manag. 2018, 226, 278–288. [Google Scholar] [CrossRef]
- Rodriguez-Perez, S.; Serrano, A.; Pantión, A.A.; Alonso-Fariñas, B. Challenges of scaling-up PHA production from waste streams: A review. J. Environ. Manag. 2018, 205, 215–230. [Google Scholar] [CrossRef] [Green Version]
- Chamorro, R.A.M.; Mamani, E.C. Importancia de la fibra dietética, sus propiedades funcionales en la alimentación humana y en la industria alimentaria. Revista de investigación en ciencia y tecnología de alimentos 2010, 1, 4–17. [Google Scholar]
- Rodríguez-Gutiérrez, G.; Cardoso, J.C.; Rubio-Senent, F.; Serrano, A.; Borja, R.; Fernández-Bolaños, J.; Fermoso, F.G. Thermally-treated strawberry extrudate: A rich source of antioxidant phenols and sugars. Innov. Food Sci. Emerg. Technol. 2019, 51, 186–193. [Google Scholar] [CrossRef] [Green Version]
- Rubio-Senent, F.t.; Rodríguez-Gutíerrez, G.; Lama-Muñoz, A.; Fernández-Bolaños, J. New phenolic compounds hydrothermally extracted from the olive oil byproduct alperujo and their antioxidative activities. J. Agric. Food Chem. 2012, 60, 1175–1186. [Google Scholar] [CrossRef]
- Fuentes-Alventosa, J.; Jaramillo-Carmona, S.; Rodríguez-Gutiérrez, G.; Guillén-Bejarano, R.; Jiménez-Araujo, A.; Fernández-Bolaños, J.; Rodríguez-Arcos, R. Preparation of bioactive extracts from asparagus by-product. Food Bioprod. Process. 2013, 91, 74–82. [Google Scholar] [CrossRef]
- Jain, S.; Jain, S.; Wolf, I.T.; Lee, J.; Tong, Y.W. A comprehensive review on operating parameters and different pretreatment methodologies for anaerobic digestion of municipal solid waste. Renew. Sustain. Energy Rev. 2015, 52, 142–154. [Google Scholar] [CrossRef]
- Hendriks, A.; Zeeman, G. Pretreatments to enhance the digestibility of lignocellulosie biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar] [CrossRef] [PubMed]
- Fernández-Bolaños, J.; Rodríguez, G.; Gómez, E.; Guillén, R.; Jiménez, A.; Heredia, A.; Rodríguez, R. Total recovery of the waste of two-phase olive oil processing: Isolation of added-value compounds. J. Agric. Food Chem. 2004, 52, 5849–5855. [Google Scholar] [CrossRef]
- Fernández-Bolaños, J.; Rodríguez-Gutiérrez, G.; Lama-Muñoz, A.; Fernández-Bolaños, J.M.; Maya-Castilla, I.; Rubio-Senent, F.; Marset Castro, A. Method for Obtaining Hydroxytyrosol Extract, Mixture of Hydroxytyrosol and 3,4-Dihydroxyphenylglycol Extract, and Hydroxytyrosyl Acetate Extract from By-Products of the Olive Tree and the Purification of Thereof. International Patent No. WO 2013/007850A1, 17 January 2013. [Google Scholar]
- Thompson, W.; Leege, P.; Millner, P.; Watson, M. Test Methods for the Examination of Composting and Compost; The United States Composting Council Research and Education Foundation. The United States Department of Agriculture: Washington, WA, USA, 2001. [Google Scholar]
- APHA. Standard Methods for Examination of Water and Wastewater, 23rd ed.; American Public Health Association, American Water Works Association, and Water Environment Federation: Washington, DC, USA, 2017. [Google Scholar]
- Mokrash, L. Determination of glucose by the anthrone method. J. Biol. Chem. 1954, 208, 55–59. [Google Scholar]
- Blumenkrantz, N.; Asboe-Hansen, G. An automated quantitative assay for uronic acids. Biochem. Med. 1974, 11, 60–66. [Google Scholar] [CrossRef]
- Lama-Muñoz, A.; Rodríguez-Gutiérrez, G.; Rubio-Senent, F.; Fernández-Bolaños, J. Production, characterization and isolation of neutral and pectic oligosaccharides with low molecular weights from olive by-products thermally treated. Food Hydrocoll. 2012, 28, 92–104. [Google Scholar] [CrossRef]
- Singleton, V.L.; Rossi, J.A. Colorimetry of total phenolics with phosphomolybdic-phosphotungstic acid reagents. Am. J. Enol. Vitic. 1965, 16, 144–158. [Google Scholar]
- Gil, M.I.; Holcroft, D.M.; Kader, A.A. Changes in strawberry anthocyanins and other polyphenols in response to carbon dioxide treatments. J. Agric. Food Chem. 1997, 45, 1662–1667. [Google Scholar] [CrossRef]
- Pérez, A.; García-Rodríguez, R.; Sanz, C.; Refoyo, A. A10-48-3 and A7-32-10, two strawberry selections with well-balanced nutritional and organoleptic quality. In Proceedings of the VIII International Strawberry Symposium 1156, Québec City, QC, Canada, 13–17 August 2016; pp. 363–370. [Google Scholar]
- Rodríguez, G.; Rodríguez, R.; Fernández-Bolaños, J.; Guillén, R.; Jiménez, A. Antioxidant activity of effluents during the purification of hydroxytyrosol and 3,4-dihydroxyphenyl glycol from olive oil waste. Eur. Food Res. Technol. 2007, 224, 733–741. [Google Scholar] [CrossRef]
- Serrano, A.; Fermoso, F.G.; Rodríguez-Gutierrez, G.; Fernandez-Bolaños, J.; Borja, R. Biomethanization of olive mill solid waste after phenols recovery through low-temperature thermal pre-treatment. Waste Manag. 2017, 61, 229–235. [Google Scholar] [CrossRef] [Green Version]
- Trujillo-Reyes, Á.; Cubero-Cardoso, J.; Rodríguez-Gutiérrez, G.; García-Martín, J.F.; Rodríguez-Galán, M.; Borja, R.; Serrano, A.; Fermoso, F.G. Extraction of phenolic compounds and production of biomethane from strawberry and raspberry extrudates. Biochem. Eng. J. 2019, 147, 11–19. [Google Scholar] [CrossRef]
- Ahmad, F.; Silva, E.L.; Varesche, M.B.A. Hydrothermal processing of biomass for anaerobic digestion–a review. Renew. Sustain. Energy Rev. 2018, 98, 108–124. [Google Scholar] [CrossRef]
- Song, X.; Wachemo, A.C.; Zhang, L.; Bai, T.; Li, X.; Zuo, X.; Yuan, H. Effect of hydrothermal pretreatment severity on the pretreatment characteristics and anaerobic digestion performance of corn stover. Bioresour. Technol. 2019, 289, 121646. [Google Scholar] [CrossRef] [PubMed]
- Jönsson, L.J.; Martín, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [Green Version]
- Batista, G.; Souza, R.B.; Pratto, B.; dos Santos-Rocha, M.S.; Cruz, A.J. Effect of severity factor on the hydrothermal pretreatment of sugarcane straw. Bioresour. Technol. 2019, 275, 321–327. [Google Scholar] [CrossRef]
- Mrabet, A.; Jiménez-Araujo, A.; Fernández-Bolaños, J.; Rubio-Senent, F.; Lama-Muñoz, A.; Sindic, M.; Rodríguez-Gutiérrez, G. Antioxidant phenolic extracts obtained from secondary Tunisian date varieties (Phoenix dactylifera L.) by hydrothermal treatments. Food Chem. 2016, 196, 917–924. [Google Scholar] [CrossRef] [Green Version]
- Struck, S.; Plaza, M.; Turner, C.; Rohm, H. Berry pomace–a review of processing and chemical analysis of its polyphenols. Int. J. Food Sci. Technol. 2016, 51, 1305–1318. [Google Scholar] [CrossRef]
- Rodríuez-Gutiérrez, G.; Lama-Muñoz, A.; Rubio-Senent, F.; Fernández-Bolaños, J.; Ruiz-Méndez, M.V. New Olive-Pomace Oil Improved by Hydrothermal Pre-Treatments; INTECH Open Access Publisher: London, UK, 2012. [Google Scholar]
- Serrano, A.; Fermoso, F.G.; Alonso-Fariñas, B.; Rodríguez-Gutiérrez, G.; López, S.; Fernandez-Bolaños, J.; Borja, R. Long-term evaluation of mesophilic semi-continuous anaerobic digestion of olive mill solid waste pretreated with steam-explosion. Energies 2019, 12, 2222. [Google Scholar] [CrossRef] [Green Version]
- Siles, J.A.; Serrano, A.; Martín, A.; Martín, M.A. Biomethanization of waste derived from strawberry processing: Advantages of pretreatment. J. Clean. Prod. 2013, 42, 190–197. [Google Scholar] [CrossRef]
- Oszmiański, J.; Nowicka, P.; Teleszko, M.; Wojdyło, A.; Cebulak, T.; Oklejewicz, K. Analysis of phenolic compounds and antioxidant activity in wild blackberry fruits. Int. J. Mol. Sci. 2015, 16, 14540–14553. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Anttonen, M.J.; Karjalainen, R.O. Environmental and genetic variation of phenolic compounds in red raspberry. J. Food Compos. Anal. 2005, 18, 759–769. [Google Scholar] [CrossRef]
- Zafrilla, P.; Ferreres, F.; Tomás-Barberán, F.A. Effect of processing and storage on the antioxidant ellagic acid derivatives and flavonoids of red raspberry (Rubus idaeus) jams. J. Agric. Food Chem. 2001, 49, 3651–3655. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Time (min) | Pressure (kg/cm2) | Initial RE Weight (kg) | Incorporated Water (kg) | Phases | Weight of Phases (kg) | Mass Distribution (%) |
|---|---|---|---|---|---|---|---|
| 60 | 60 | 1.00 | 0.35 | 0.650 | SP | 0.28 | 29 |
| LP | 0.68 | 71 | |||||
| 90 | 60 | 1.00 | 0.35 | 0.650 | SP | 0.31 | 34 |
| LP | 0.60 | 66 | |||||
| 120 | 60 | 1.20 | 0.35 | 0.650 | SP | 0.31 | 34 |
| LP | 0.59 | 66 | |||||
| 150 | 60 | 5.00 | 12.59 | 36.90 | SP | 4.72 | 10 |
| LP | 44.77 | 90 | |||||
| 180 | 60 | 9.00 | 6.00 | 7.14 | SP | 2.47 | 19 |
| LP | 10.67 | 81 | |||||
| 210 | 5 | 16.00 | 0.25 | 2.19 | SP | 0.34 | 14 |
| LP | 2.10 | 86 |
| Treatment | Phase | pH | TS (mg/kg RE) | MS (mg/kg RE) | VS (mg/kg RE) | %Moist. | COD (mg/kg RE) | SCOD (mg/kg RE) | SCOD/COD ratio | SCOD/COD Ratio of SP + LP |
|---|---|---|---|---|---|---|---|---|---|---|
| RE | 3.3 ± 0.1 | 232,798 ± 3921 | 4012 ± 34 | 228,786 ± 3955 | 76.7 ± 1.3 | 328,097 ± 918 | 29,640 ± 585 | 0.09 | 0.09 | |
| 60 °C, 60 min | SP | 3.8 ± 0.1 | 147,388 ± 5041 | 2274 ± 237 | 145,223 ± 4836 | 81.4 ± 2.8 | 235,793 ± 4598 | 11,006 ± 193 | 0.05 | 0.14 |
| LP | 3.4 ± 0.1 | 23,964 ± 971 | 223 ± 49 | 23,741 ± 1.021 | 98.8 ± 4.0 | 26,609 ± 708 | 25,451 ± 450 | 0.96 | ||
| 90 °C, 60 min | SP | 4.0 ± 0.1 | 233,531 ± 6936 | 3393 ± 455 | 230,138 ± 6582 | 73.3 ± 2.2 | 286,948 ± 10,904 | 15,822 ± 328 | 0.06 | 0.13 |
| LP | 3.5 ± 0.1 | 23,863 ± 351 | 627 ± 410 | 23,236 ± 60 | 98.6 ± 1.4 | 28,762 ± 446 | 26,146 ± 115 | 0.91 | ||
| 120 °C, 60 min | SP | 3.9 ± 0.1 | 180,313 ± 5536 | 2085 ± 83 | 178,228 ± 5614 | 79.3 ± 2.4 | 294,066 ± 8851 | 15,010 ± 572 | 0.05 | 0.15 |
| LP | 3.3 ± 0.1 | 29,019 ± 1297 | 986 ± 202 | 28,033 ± 1099 | 98.3 ± 4.4 | 34,546 ± 1112 | 33,191 ± 684 | 0.96 | ||
| 150 °C, 60 min | SP | 4.6 ± 0.1 | 182,312 ± 3519 | 1876 ± 97 | 180,436 ± 3555 | 51.4 ± 1.0 | 230,917 ±7066 | 2896 ± 125 | 0.01 | 0.14 |
| LP | 3.5 ± 0.1 | 32,088 ± 247 | 1396 ± 341 | 30,692 ± 95 | 99.1 ± 0.8 | 36,996 ± 518 | 34,645 ± 364 | 0.94 | ||
| 180 °C, 60 min | SP | 3.9 ± 0.1 | 157,138 ± 534 | 1136 ± 16 | 156,002 ± 515 | 61.8 ± 0.2 | 216,745 ± 7694 | 7612 ± 109 | 0.04 | 0.11 |
| LP | 3.4 ± 0.1 | 36,891 ± 92 | 2349 ± 145 | 34,542 ± 238 | 97.9 ± 0.2 | 47,075 ± 330 | 21,887 ± 85 | 0.97 | ||
| 210 °C, 5 min | SP | 4.2 ± 0.1 | 147,245 ± 1664 | 703 ± 96 | 146,489 ± 1699 | 89.3 ± 1.0 | 291,142 ± 13,393 | 10,932 ± 459 | 0.04 | 0.14 |
| LP | 4.0 ± 0.1 | 37,970 ± 638 | 1391 ± 531 | 36,554 ± 110 | 99.5 ± 1.7 | 51,777 ± 161 | 36,133 ± 325 | 0.74 |
| Treatment | Phase | Rha | Fuc | Ara | Xyl | Man | Gal | Glu | Total OS | Total MS | HMF |
|---|---|---|---|---|---|---|---|---|---|---|---|
| RE | 0.07 ± 0.00 | n.d | 0.25 ± 0.00 | 0.29 ± 0.00 | 0.11 ± 0.01 | 0.07 ± 0.00 | 0.15 ± 0.00 | 0.98 ± 0.02 | 0.93 ± 0.01 | n.d | |
| 60 °C, 60 min | SP | 0.17 ± 0.00 | n.d | 0.60 ± 0.05 | 0.46 ± 0.01 | 1.49 ± 0.16 | n.d | 4.09 ± 0.04 | 3.25 ± 0.18 | 6.81 ± 0.17 | n.d |
| LP | 0.07 ± 0.00 | n.d | 0.26 ± 0.01 | 0.28 ± 0.01 | 3.16 ± 0.20 | n.d | 10.17 ± 0.79 | 8.01 ± 0.91 | 13.99 ± 0.81 | n.d | |
| 90 °C, 60 min | SP | 0.22 ± 0.03 | n.d | 0.35 ± 0.50 | 0.54 ± 0.02 | 1.51 ± 0.30 | n.d | 4.24 ± 0.50 | 3.53 ± 1.23 | 6.85 ± 0.77 | n.d |
| LP | 0.08 ± 0.00 | n.d | 0.25 ± 0.02 | 0.30 ± 0.00 | 3.60 ± 0.03 | n.d | 11.70 ± 0.01 | 10.60 ± 0.13 | 15.98 ± 0.04 | n.d | |
| 120 °C, 60 min | SP | 0.23 ± 0.02 | n.d | 0.77 ± 0.00 | 0.58 ± 0.03 | 1.58 ± 0.15 | n.d | 4.56 ± 0.47 | 4.19 ± 0.58 | 7.77 ± 0.50 | n.d |
| LP | 0.12 ± 0.00 | n.d | 0.59 ± 0.01 | 0.38 ± 0.01 | 3.44 ± 0.08 | n.d | 11.30 ± 0.39 | 9.89 ± 0.43 | 15.91 ± 0.40 | 176 ± 10 | |
| 150 °C, 60 min | SP | 0.01 ± 0.00 | n.d | 0.07 ± 0.00 | 0.03 ± 0.00 | 0.03 ± 0.00 | n.d | 0.06 ± 0.00 | 0.31 ± 0.05 | 0.20 ± 0.00 | n.d |
| LP | 0.09 ± 0.00 | n.d | 0.73 ± 0.00 | 0.35 ± 0.00 | 3.13 ± 0.08 | 0.13 ± 0.00 | 10.78 ± 0.44 | 8.84 ± 0.46 | 15.21 ± 0.45 | 864 ± 10 | |
| 180 °C, 60 min | SP | 0.10 ± 0.00 | n.d | 0.37 ± 0.02 | 0.27 ± 0.03 | 0.23 ± 0.04 | n.d | 0.71 ± 0.14 | 0.58 ± 0.44 | 1.73 ± 0.15 | n.d |
| LP | 0.09 ± 0.00 | n.d | 0.97 ± 0.01 | 0.95 ± 0.01 | 1.66 ± 0.01 | 0.43 ± 0.01 | 6.39 ± 0.07 | 5.74 ± 0.16 | 10.49 ± 0.07 | 6901 ± 10 | |
| 210 °C, 5 min | SP | 0.12 ± 0.01 | n.d | 0.49 ± 0.03 | 0.35 ± 0.02 | 0.52 ± 0.03 | n.d | 1.23 ± 0.02 | 1.35 ± 0.20 | 2.75 ± 0.05 | n.d |
| LP | 0.07 ± 0.00 | n.d | 0.73 ± 0.02 | 0.43 ± 0.02 | 1.46 ± 0.05 | 0.17 ± 0.01 | 4.88 ± 0.15 | 5.06 ± 0.61 | 7.74 ± 0.16 | 518 ± 10 |
| Concentration (mg/kg) | 60 °C, 60 min | 90 °C, 60 min | 120 °C, 60 min | 150 °C, 60 min | 180 °C, 60 min | 210 °C, 5 min |
|---|---|---|---|---|---|---|
| Cyanidin-3-glucoside | 20.87 | 17.17 | - | - | - | - |
| Other anthocyanins | 1.53 | 2.09 | - | - | - | - |
| Quercetin-3-glucoside (350 nm) | 4.39 | - | - | - | - | - |
| Ellagic Acid Free (350 nm) | - | - | 1.56 | 0.78 | 0.71 | 0.00 |
| Ellagic Acid derivative (RT: 16.7 min) | - | - | 27.52 | 29.87 | 77.20 | 85.98 |
| Treatment | RE | 60 °C, 60 min | 90 °C, 60 min | 120 °C, 60 min | 150 °C, 60 min | 180 °C, 60 min | 210 °C, 5 min |
|---|---|---|---|---|---|---|---|
| Achenes (% dry weight) | 89.5 ± 1.4 | 94.1 ± 0.6 | 95.0 ± 1.2 | 94.8 ± 1.0 | 94.5 ± 1.1 | 97.2 ± 0.8 | 92.3 ± 1.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cubero-Cardoso, J.; Trujillo-Reyes, Á.; Marín-Ayllón, P.; Rodríguez-Gutiérrez, G.; Villa-Gomez, D.; Serrano, A.; Borja, R.; Fermoso, F.G. Solubilization of Phenols and Sugars from Raspberry Extrudate by Hydrothermal Treatments. Processes 2020, 8, 842. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8070842
Cubero-Cardoso J, Trujillo-Reyes Á, Marín-Ayllón P, Rodríguez-Gutiérrez G, Villa-Gomez D, Serrano A, Borja R, Fermoso FG. Solubilization of Phenols and Sugars from Raspberry Extrudate by Hydrothermal Treatments. Processes. 2020; 8(7):842. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8070842
Chicago/Turabian StyleCubero-Cardoso, Juan, Ángeles Trujillo-Reyes, Patricia Marín-Ayllón, Guillermo Rodríguez-Gutiérrez, Denys Villa-Gomez, Antonio Serrano, Rafael Borja, and Fernando G. Fermoso. 2020. "Solubilization of Phenols and Sugars from Raspberry Extrudate by Hydrothermal Treatments" Processes 8, no. 7: 842. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8070842