Research on Optimization of Coal Slime Fluidized Bed Boiler Desulfurization Cooperative Operation



1
School of Automation, Hangzhou Dianzi University, Hangzhou 310018, China
2
Zhejiang Supcon Technology Co., Ltd., Hangzhou 310053, China
*
Author to whom correspondence should be addressed.
Processes 2021, 9(1), 75; https://0-doi-org.brum.beds.ac.uk/10.3390/pr9010075
Submission received: 2 December 2020
/
Revised: 28 December 2020
/
Accepted: 28 December 2020
/
Published: 31 December 2020
(This article belongs to the Special Issue Process Design and Sustainable Development)
Abstract
:The semi-dry desulfurization of slime fluidized bed boilers (FBB) has been widely used due to its advantages of low cost and high desulfurization efficiency. In this paper, the cooperative optimization of a two-stage desulfurization processes in the slime fluidized bed boiler was studied, and a model-based optimization strategy was proposed to minimize the operational cost of the desulfurization system. Firstly, a mathematical model for the FBB with a two-stage desulfurization process was established. The influences of coal slime elements on combustion flue gas and the factors that may affect the thermal efficiency of the boiler were then analyzed. Then, on the basis of the developed model, a number of parameters affecting the SO2 concentration at the outlet of the slime fluidized bed boiler were simulated and deeply analyzed. In addition, the effects of the sulfur content of coal slime, excess air coefficient, and calcium to sulfur ratio were also discussed. Finally, according to the current SO2 emission standard, the optimization operation problems under different sulfur contents were studied with the goal of minimizing the total desulfurization cost. The results showed that under the same sulfur content, the optimized operation was able to significantly reduce the total desulfurization cost by 9%, consequently improving the thermal efficiency of the boiler, ensuring the stable and up-to-standard emission of flue gas SO2, and thus achieving sustainable development.
1. Introduction
China is one of the countries with the most serious air pollution. It is reported that more than 80% of the total coal consumption is used for direct combustion, and the total SO2 emissions of thermal power plants account for 51% of the total SO2 emissions of the country [1]. Coal slime is a by-product in the coal washing process. It is a viscous substance composed of fine coal, weathered stone, and water, which may eventually cause environmental pollution in the case of accumulation. It is the most effective way to burn it for electricity generation. However, its combustion operation produces a large amount of SO2, resulting in environment pollution, and finally causing immeasurable losses to the country’s social and economic development.
The flue gas desulfurization technology mainly uses absorbents to remove SO2 in the flue gas and converts it into stable sulfur compounds or sulfur [2]. Generally, flue gas desulfurization methods can be divided into three categories: dry, semi-dry, and wet. Wet desulphurization technology is widely used in newly built large power plant boilers; this method has many advantages, such as low operating cost, abundant raw materials, and high stability. However, there are many disadvantages of wet desulphurization technology, such as serious blockage and wear, the byproduct occupying land problem, large water consumption, and air pollution [3]. For small and medium power plants, dry or semi-dry desulfurization is generally adopted. Compared with wet desulfurization, dry desulfurization is more advantageous in terms of its cost, as it does not require water and reheat energy [4,5]. However, it has not been widely used for its high cost of desulfurizer and low sulfur dioxide removal rate [6]. Semi-dry flue gas desulfurization avoids the shortcomings of wet and dry desulfurization and is widely used in desulfurization systems for its low operating cost and high desulfurization efficiency [7,8]. Therefore, it is of great significance to study the way in which to reduce the operating cost of the semi-dry desulfurization system with the slime fluidized bed boiler and to study the influence of various parameters on the performance of the semi-dry desulfurization.
In order to investigate the factors that affecting the desulfurization efficiency, a detailed mathematical model is required. Over the years, a number of researchers have been dedicated to developing a desulfurization model. For example, Zheng et al. [9] proposed a simplified desulfurization model in the fluidized bed boiler. Through the model, it was found that the activity of limestone and calcium/sulfur ratio were two main factors affecting desulfurization process, providing a promising strategy for desulfurization control. Neathery [10] established a mathematical model on the basis of a large number of desulfurization experiments and used the model to simulate the influence of operating parameters on the desulfurization efficiency. Due to the low high temperature desulfurization efficiency in the slime fluidized bed boiler furnace, and in order to further improve the desulfurization efficiency of the boiler, a combined desulfurization technology with low cost and high desulfurization efficiency is required. Tampella Power of Finland [11] initially proposed the “limestone injection into the furnace and activation of unreacted calcium” (LIFAC) technology. In the LIFAC, a humidification activation chamber was installed in the flue at the end, and the unreacted CaO in the furnace was activated by humidification water. This method could effectively improve the calcium utilization rate of the desulfurizer and save the cost of desulfurization. However, the desulfurization rate in the furnace and the utilization rate of calcium base are still not high enough, and thus its economic performance is limited. Therefore, the operation of desulfurization should be further optimized. Cai Yi [12] studied the operation strategy and parameter optimization of calcium spray in the furnace and limestone wet desulfurization system in the furnace, proposing a comprehensive optimization method based on environmental protection standards and technical and economic indicators. Through combination with field trials, the accuracy of the optimization method was verified. However, the proposed operation strategy was based on wet desulfurization process and thus was only suitable for large power plants. Du Zhao [13] established a series of simulation mathematical models by analyzing various factors that affect desulfurization under different working conditions, and on the basis of these models, developed a set of simulation software for fluidized bed boiler desulfurization, which provided a basis for the later collaborative desulfurization. In summary, while the desulfurization technology has been extensively studied, all these reported studies focus on the wet desulfurization applied in large power plants. Therefore, the small- and medium-sized power plants urgently need a combined semi-dry desulfurization model with high desulfurization efficiency and economic performance.
On the other hand, the two-stage desulfurization technology is a promising method to improve the desulfurization efficiency. The most widely adopted method is optimized each stage separately in order to obtain the best operational conditions. For example, desulphurization is achieved in the furnace to a certain extent, and the concentration of SO2 at the furnace outlet is reduced to a reasonable range. Then, the flue gas semi-dry desulfurization system is used to remove more sulfur dioxide. However, due to the coupling and a certain timing relationship between the two processes, it is necessary to consider the two processes together to realize cooperative optimization to reduce cost. Therefore, the way in which to coordinate the relationship between the two processes and rationally allocate the share of the two-stage desulfurization requires consideration of various factors [14]. In this case, the SO2 emission concentration can reach the standard operation, and thus the overall material consumption and energy consumption costs can be realized at their corresponding lowest levels. The collaborative optimization approach was initially proposed by Kroo et al. [15] and Balling and Sobieski [16] in 1994. Its idea is to coordinate the coupling relationship between the various systems and obtain the optimal solution, and it has been successfully employed in a variety of applications. In the field of denitrification in power plants, Yu Han et al. [17] believed that a reasonable increase in the temperature of Selective catalytic reduction (SCR) denitrification flue gas would bring about better de-NOx performance in the cold end of the coal-fired boiler, and proposed a collaborative optimization strategy for energy conversion and NOx removal in the cold end of the boiler. Results showed that great energy-saving, NOx removal, and economic performances could be achieved using the proposed collaborative optimization strategy. Temple et al. [18] used the collaborative optimization method to optimize the operation and maintenance cost of naval warships by comparing different aspects of the total cost of ownership of a ship. Chen et al. [19] considered the problem of electric vehicle capacity allocation and economic dispatch, and proposed the use of a collaborative optimization method to reduce the total cost of pure electric vehicle owners. In order to increase the high efficiency range of electric vehicles and improve the cruising range, Zhao et al. [20] first proposed a collaborative optimization control strategy. In the field of power grid, Tian et al. [21] proposed the collaborative optimization allocation of voltage-detection active power filters (VDAPFs) and static var generators (SVGs) for simultaneous mitigation of voltage harmonic and deviation in distribution networks by using the improved particle swarm optimization algorithm, wherein the total cost (including investment and operating cost) was minimized and optimized. Therefore, collaborative optimization method is a powerful technic to obtain the optimum operation of a complicated process. However, no studies on the collaborative optimization of the coal slime fluidized bed boiler desulfurization system can be identified.
Therefore, in this paper, cooperation optimization of the desulfurization system combined with dry and semi-dry desulfurization processes was studied for operational cost saving. In this study, the boiler’s thermal efficiency loss and the influence of different coal slime components on the flue gas volume and the added limestone on the boiler efficiency were considered. On the basis of the calcium injection in the furnace, we coordinated the semi-dry desulfurization to obtain the best operating conditions and realize the economic operation of the entire desulfurization system. The organization of the paper is as follows. Firstly, the descriptions of the two-stage desulfurization process are presented. Then, the developed model for the desulfurization process is detailed. This is followed by presenting the optimization method and results. Finally, conclusions are given.
2. Cooperative Mechanism of Desulfurization
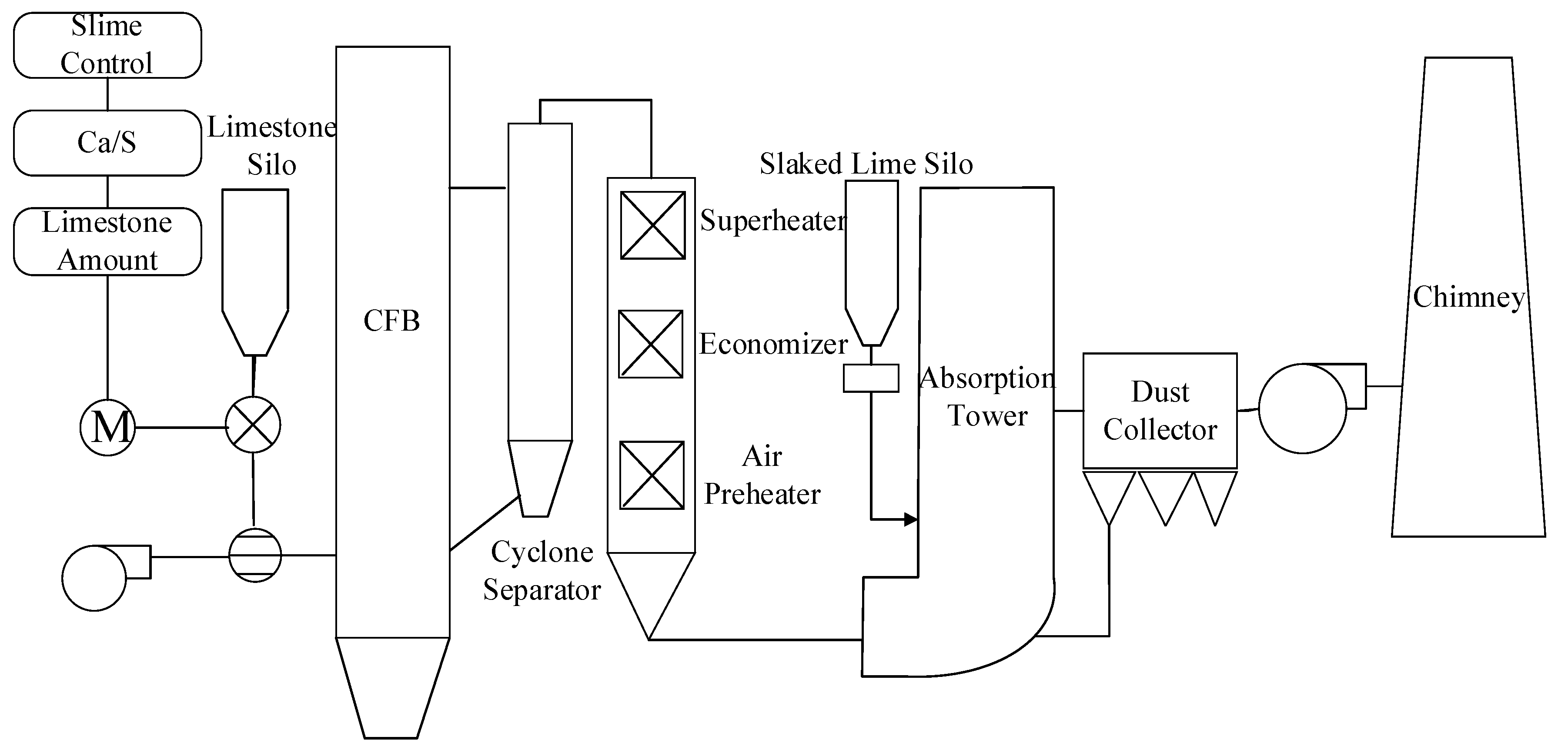
Almost all of the SO2 generated in the slime fluidized bed boiler comes from the sulfur content in the coal. Therefore, changes in the amount of coal or the sulfur content in the coal directly affect the amount of SO2 generated. When the amount of SO2 produced changes, firstly, the transportation amount of limestone should be adjusted accordingly, and secondly, the amount of slaked lime in the semi-dry method should be adjusted according to the SO2 value after desulfurization in the furnace. The desulfurization synergistic process diagram of the slime fluidized bed boiler is shown in Figure 1 below.
As shown in Figure 1, the slime fluidized bed boiler firstly adjusts its calcium/sulfur ratio according to the slime control signal, and then adjusts the limestone input to achieve the purpose of controlling the first stage of desulfurization. The incompletely absorbed SO2 in the boiler reaches the absorption tower directly through the superheater, economizer, and air preheater, which reduces the flue gas temperature, recovers the heat in the flue gas, and improves the thermal efficiency of the boiler. The slaked lime enters the absorption tower after being atomized by the atomizing fan from the lower part of the absorption tower. In the absorption tower, the slaked lime atomized into fine droplets is mixed and contacted with the flue gas, and chemically reacts with the SO2 in the flue gas to form CaSO3, and the SO2 in the flue gas is removed. The final SO2 concentration at the exit of the chimney is controlled by adjusting the amount of slaked lime to make it reach the standard.
3. Mathematical Model of Desulfurization
On the basis of the above process of coal slime fluidized bed boiler synergistic desulfurization operation, this paper mainly studied the calculation that is included in the composition of coal slime combustion flue gas, consumption of the material and the energy of two-stage desulfurization, and the thermal efficiency of the boiler by adding limestone.
3.1. The Flue Gas from Coal Slime Combustion
During the combustion of coal slime, some of the oxygen will be consumed [22], and thus it will additionally increase the requirement for air volume and also cause changes in flue gas volume. Through the analysis of the coal composition, the smoke composition model is established [23]; the amount of oxygen required is as follows:
The volume fraction of oxygen in the air is 21%, and thus the theoretical air volume required for the desulfurization reaction is expressed as
The theoretical amount of flue gas generated after coal slime combustion is expressed as
The boiler combustion is carried out under the excess air coefficient α, and thus the actual flue gas volume is calculated as
In summary, the theoretical SO2 concentration can be calculated as
where is the amount of oxygen required, and the unit is . , , , , and are the contents of carbon, hydrogen, sulfur, oxygen, and moisture in the slime fuel, respectively. is the theoretical air volume required for the slime fuel, is the theoretical amount of smoke, and is the actual amount of smoke, and their units are all . is the theoretical SO2 concentration, and the unit is . The theoretical SO2 concentration corresponding to different coal slime element content, is shown in Table 1.
From Table 1, we can see that the amount of oxygen required for slime combustion is directly affected by the composition of the slime. In the case of a certain excess air coefficient, the theoretical SO2 concentration generation also changes, and the SO2 generation basically comes from the sulfur content in the slime.
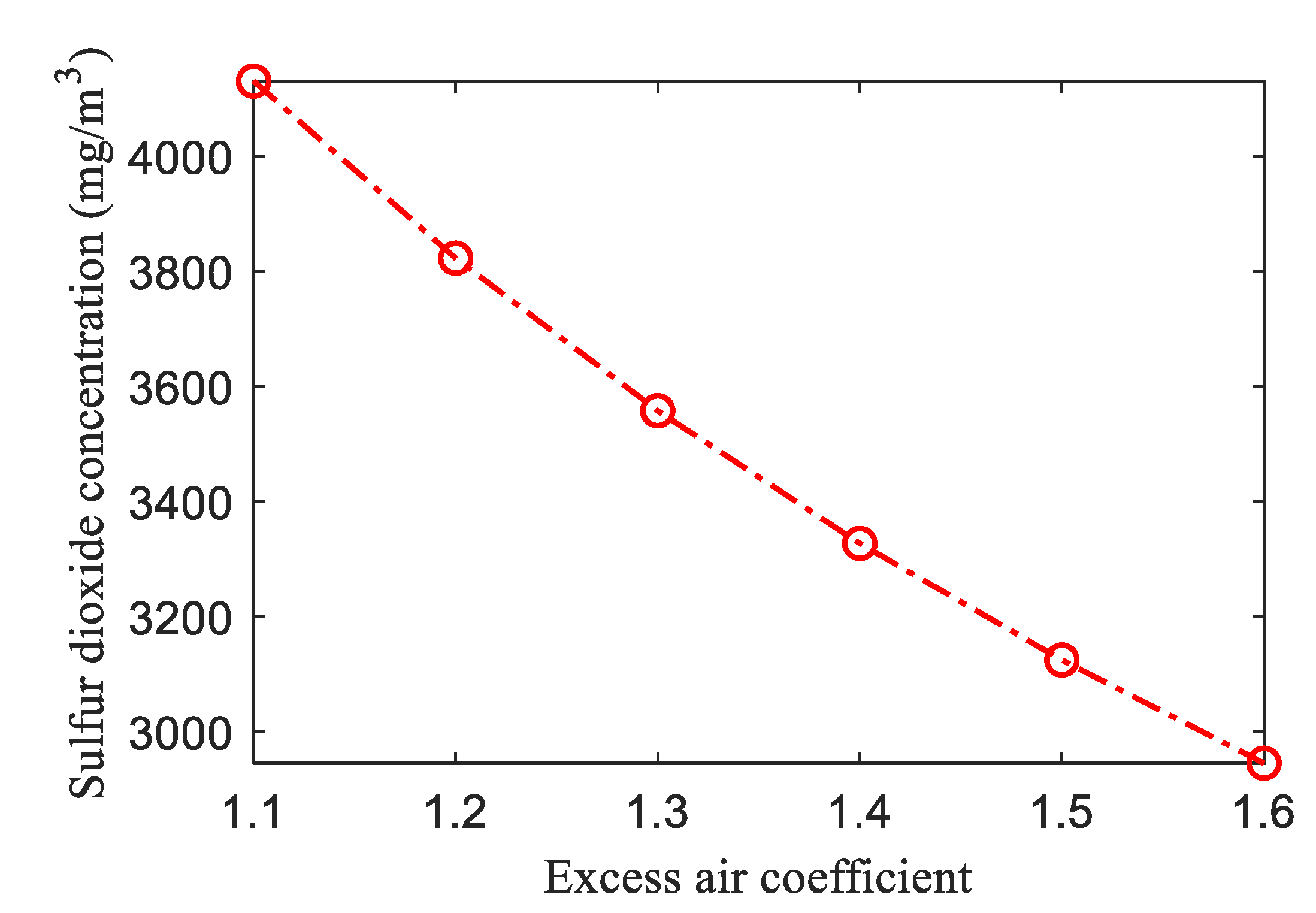
In order to fully burn coal slime fuel, more air must be supplied. Under different excess air coefficients, the theoretically generated SO2 concentration will also change. The change chart is shown below:
It can be seen from Figure 2 that as the excess air coefficient increases, the theoretical SO2 concentration gradually decreases. However, the excess air coefficient is too large, and the boiler’s air supply is too much, which will not only reduce the furnace temperature and worsen the combustion, but also increase the amount of flue gas, which will increase the heat loss of the boiler exhaust gas and reduce the thermal efficiency of the boiler. Therefore, in the case of ensuring complete combustion, the excess air coefficient should be minimized [24,25].
3.2. The Heat Loss of Boiler
In order to understand the various losses of the boiler, researchers generally use the reverse balance method in the boiler performance calculations. In the slime fluidized bed boiler, its various losses include the following: mechanical incomplete combustion loss , exhaust heat loss , heat dissipation loss , ash heat loss , and chemical incomplete combustion loss , with being the effective utilization of heat or the percentage of heat loss to the input heat.
Mechanical incomplete combustion loss is caused by unburned or incompletely burned carbon in the fuel:
where is the total ash mass fraction in percent after desulfurization reaction of unit slime combustion. and are, respectively, the proportion of the amount of ash in fly ash and the proportion of the amount of ash in ash in the furnace. and are the percentage of the combustible content of fly ash and ash slag in the amount of fly ash and ash slag, respectively. is the heat brought into the furnace per kilogram of fuel, and its unit is .
The heat loss due to exhaust gas is caused by the fact that the exhaust gas temperature of the boiler is higher than the ambient temperature, which is equal to the difference between the exhaust gas enthalpy and the furnace air enthalpy. The exhaust gas enthalpy includes the theoretical flue gas enthalpy, excess air enthalpy, and fly ash enthalpy. The heat loss due to exhaust gas is
In the formula, , , , and are the flue gas enthalpy, exhaust air enthalpy, fly ash enthalpy, and cold air enthalpy, respectively, and their units are .
Among them, the flue gas enthalpy value is
In the formula, , , and are the volume of triatomic gas, nitrogen, and water vapor in theoretical flue gas, respectively, in ; , , and are the volumetric heat capacity of triatomic gas, the volumetric heat capacity of nitrogen, and the volumetric heat capacity of water vapor under standard conditions, respectively, in ; and is the exhaust gas temperature in .
The air enthalpy value in the exhaust smoke is
In the formula, is the volumetric heat capacity of air in the flue gas under standard conditions in , and is the theoretical air volume in . The fly ash enthalpy is calculated as
Among them, is the volumetric heat capacity of fly ash under standard conditions in , and the enthalpy of cold air is
In the formula, is the volumetric heat capacity of cold air under standard conditions in , and is the temperature of the cold air in .
The heat loss of the boiler is proportional to the load of the boiler:
In the formula, is the coefficient of heat dissipation loss, and and are the rated evaporation capacity of boiler and actual evaporation capacity of the boiler, respectively, in .
The heat loss of ash and slag is the loss caused by the discharge of high-temperature ash from the furnace:
In the formula, is the volumetric heat capacity of the slag in the standard conditions in . is the ash temperature, and the unit is .
Because is difficult to measure and calculate, it is generally necessary to consider the concentration of incomplete combustion such as CO. For slime fluidized bed boilers, the loss is very small. According to experience, its value generally does not exceed 0.5%.
In summary, the thermal efficiency of the boiler can be seen as
3.3. Model of Cooperative Desulfurization
In-furnace calcium injection and semi-dry method for synergistic desulfurization is used in the entire coal slime fluidized bed boiler desulfurization system. In-furnace calcium injection is widely used in industrial processes due to its low investment and operating costs. Due to the general in-furnace calcium injection desulfurization’s efficiency being between 50% and 60%, as the calcium/sulfur ratio increases, its efficiency is significantly reduced, and it is affected by the cost of the desulfurizer and the amount of NOx generated [26], and thus it is necessary to add the semi-dry flue gas method for synergistic desulfurization on the original basis so that it meets the national emission standards.
3.3.1. Model of Desulfurization in Furnace
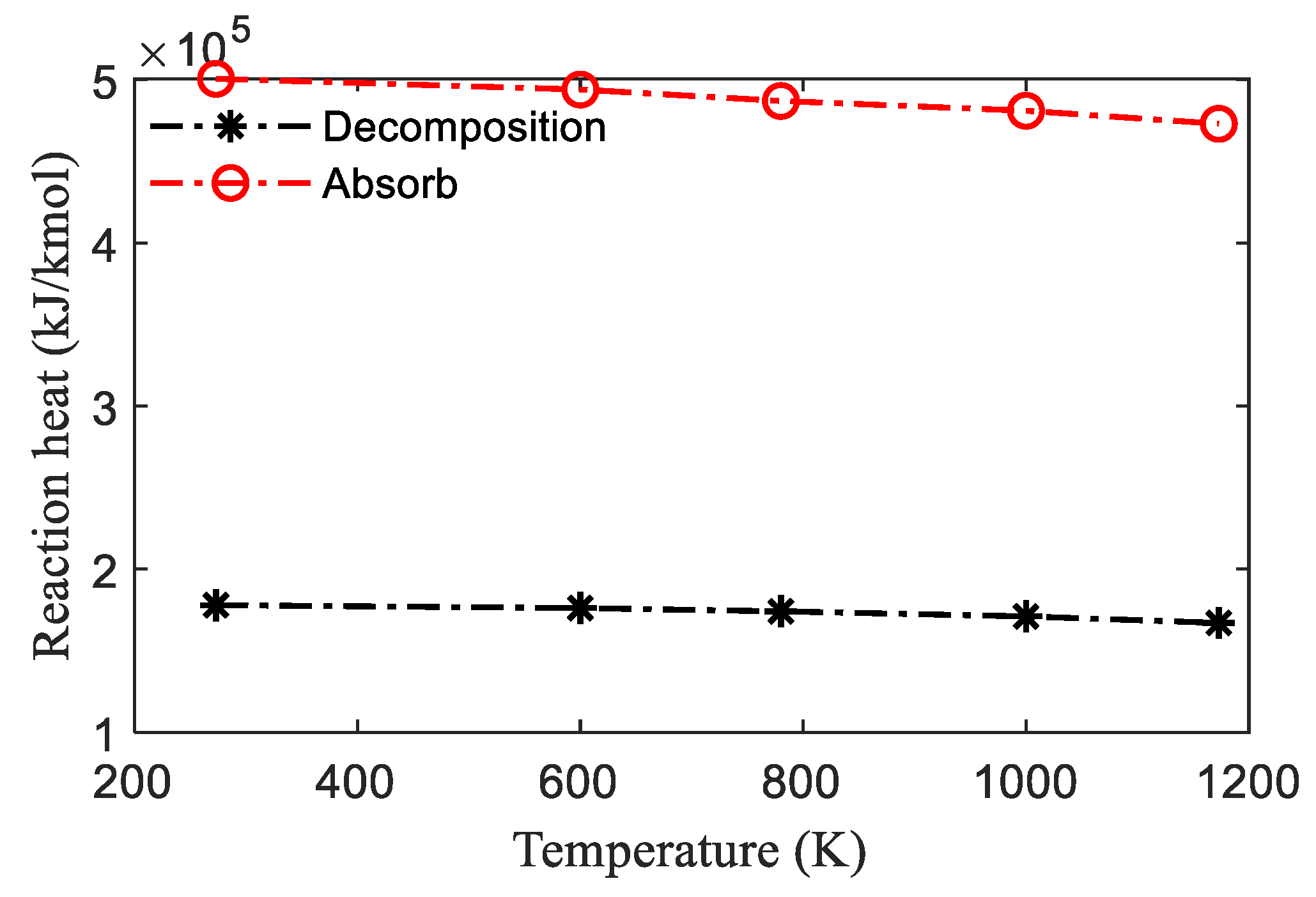
After limestone is added to the coal slime fluidized bed boiler, it will be decomposed into calcium oxide and carbon dioxide. Furthermore, calcium oxide reacts with sulfur dioxide released by combustion in the furnace to form calcium sulfate, which is discharged together with the slag [27]. The chemical reaction heat is shown in Figure 3 below:
The chemical equation of the reaction of limestone in the furnace is as follows [28], which can be divided into the following two processes:
Since many parameters are non-linear in the production process, mechanism modeling and data analysis modeling can be carried out on the desulfurization scheme. Considering that the slime fluidized bed boiler desulfurization system is a nonlinear fast time-varying system, some parameters are set as follows.
Suppose that in the desulphurization system of a slime fluidized bed boiler, the amount of slime fed is , the mass fraction of sulfur in coal slime fuel is , the purity of calcium carbonate contained in the desulfurizer is , and the transport volume of limestone powder of the desulfurizer is , then, the expression of calcium/sulfur ratio can be derived as
For the desulfurization process in the slime fluidized bed furnace, natural limestone is used as the desulfurizer, and its main chemical composition is CaCO3. Its consumption is mainly related to the content of SO2 gas generated during combustion, and thus it can be derived as
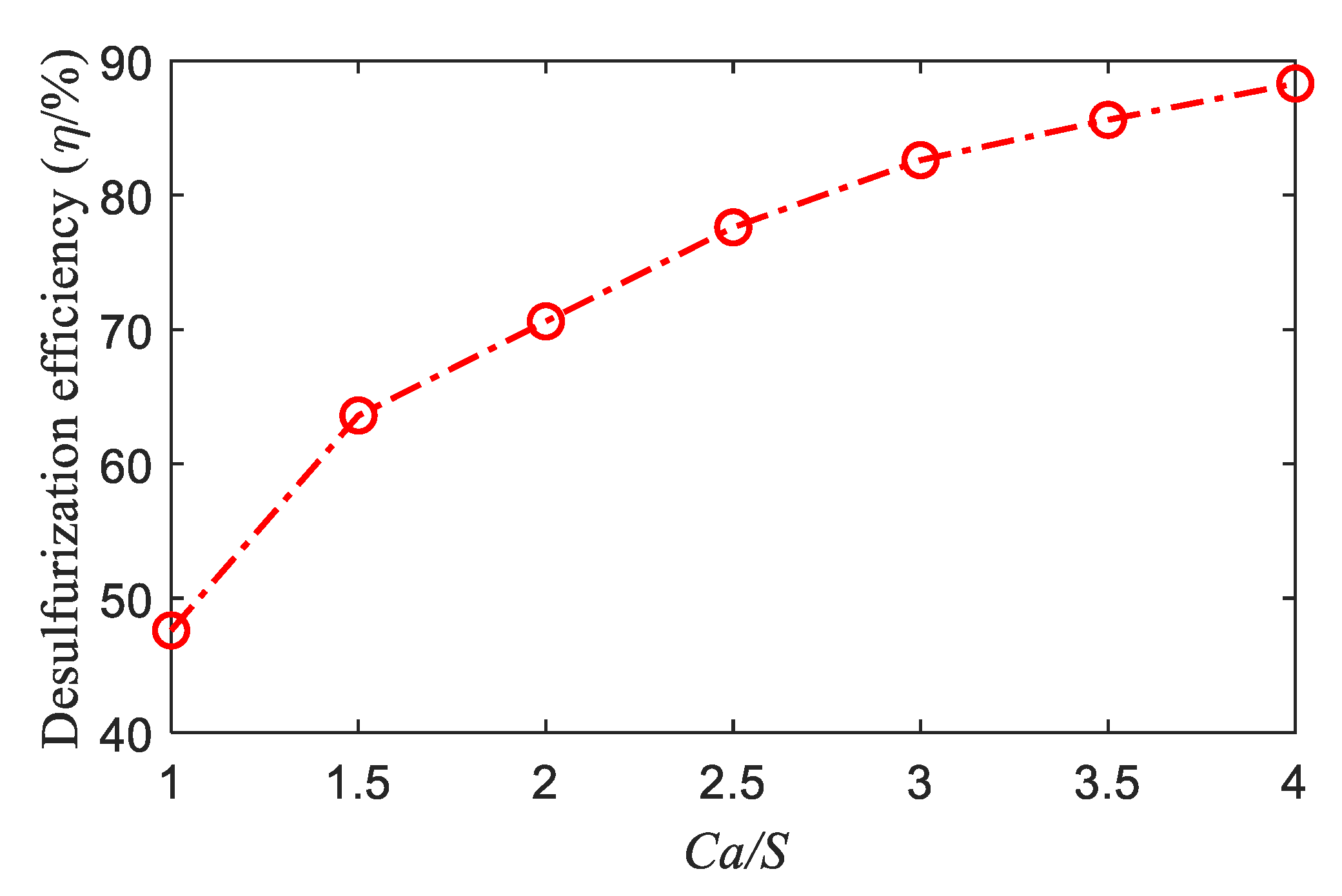
It can be seen from Figure 4 that with the increase of calcium/sulfur ratio, the desulfurization efficiency of flue gas shows an upward trend. When R reaches a certain value (about 3), it has little effect on the desulfurization efficiency [29], and then we need to be considered the influence of other factors on the desulfurization efficiency. The calcium-sulfur ratio reflects the utilization rate of the desulfurizer, and to a certain extent, it can also reflect the working efficiency and operating cost of the device.
The relationship between calcium/sulfur ratio and limestone desulfurization efficiency can be approximately expressed as [30]
In the above formula, is an influencing parameter, and . In this study, was taken as 0.6 based on actual data.
3.3.2. Model of Semi-Dry Desulfurization
As SO2 cannot be eliminated ideally in the actual flue gas, it is necessary to add an appropriate amount of slaked lime to achieve the effect of the second stage of desulfurization. The unreacted SO2 in the boiler flows into the absorption tower along with the flue gas. The semi-dry desulfurization reaction is completed in the absorption tower. The chemical equation is as follows:
The main products produced by the reaction in the desulfurization tower are calcium sulfite hemihydrate, calcium sulfate dihydrate, and unreacted slaked lime.
By fitting the relevant experimental data, we can obtain the relationship between the SO2 concentration and the consumption of slaked lime in the semi-dry flue gas desulfurization system as follows:
where and are the SO2 concentration at the outlet of the slime fluidized bed boiler and the semi-dry flue outlet, respectively, in , and is the consumption of slaked lime in . Finally, the SO2 concentration at the exit of the semi-dry flue can be obtained as
From Equation (24) above, it can be seen that in order to make the SO2 concentration at the final semi-dry flue outlet reach the standard and minimum the material and energy consumption, it is necessary to coordinate the relationship between the calcium/sulfur ratio and the consumption of slaked lime.
3.4. Loss of Boiler Heat Efficiency by Adding Limestone
Although adding limestone to the slime fluidized bed boiler effectively reduces SO2 emissions, it will affect the calculation of system combustion products, ash balance, and boiler thermal efficiency [31,32]. In the coal slurry fluidized bed boiler, the combustion temperature is generally about 850–950 °C. When limestone is thermally decomposed at high temperature, a part of the heat needs to be absorbed from the furnace. The heat absorbed during thermal decomposition of limestone is not equal to that released during the absorption of sulfur dioxide. In other words, it will also affect the heat balance calculation of the boiler.
3.4.1. The Heat Loss of Chemical Reaction
According to the chemical reaction process of desulfurization, the amount of calcium carbonate in the desulfurizer required for every kilogram of coal slime
The heat required by calcium carbonate in the calcination process can be calculated by the following formula:
In the formula, is the heat absorbed by calcium carbonate during calcination, the unit is , and is the decomposition rate of limestone. The amount of sulfur dioxide that reacts with the desulfurizer is
In the process of calcium oxide reacting with sulfur dioxide, the heat released is
In the formula, is the heat released by the reaction between calcium oxide and sulfur dioxide, in , and is the heat released by the reaction between calcium oxide and sulfur dioxide, in , and thus the total heat absorption is
It can be seen from the above formula that in the desulfurization process, only when will the heat balance calculation of the boiler not be affected by the heat absorbed by limestone decomposition and the heat released by sulfur dioxide.
Therefore, the influence of the heat loss of the boiler chemical reaction on the boiler thermal efficiency is
where is the heat per kilogram of coal slime fuel substituted into the furnace, and the unit is .
3.4.2. The Heat Loss of Physical
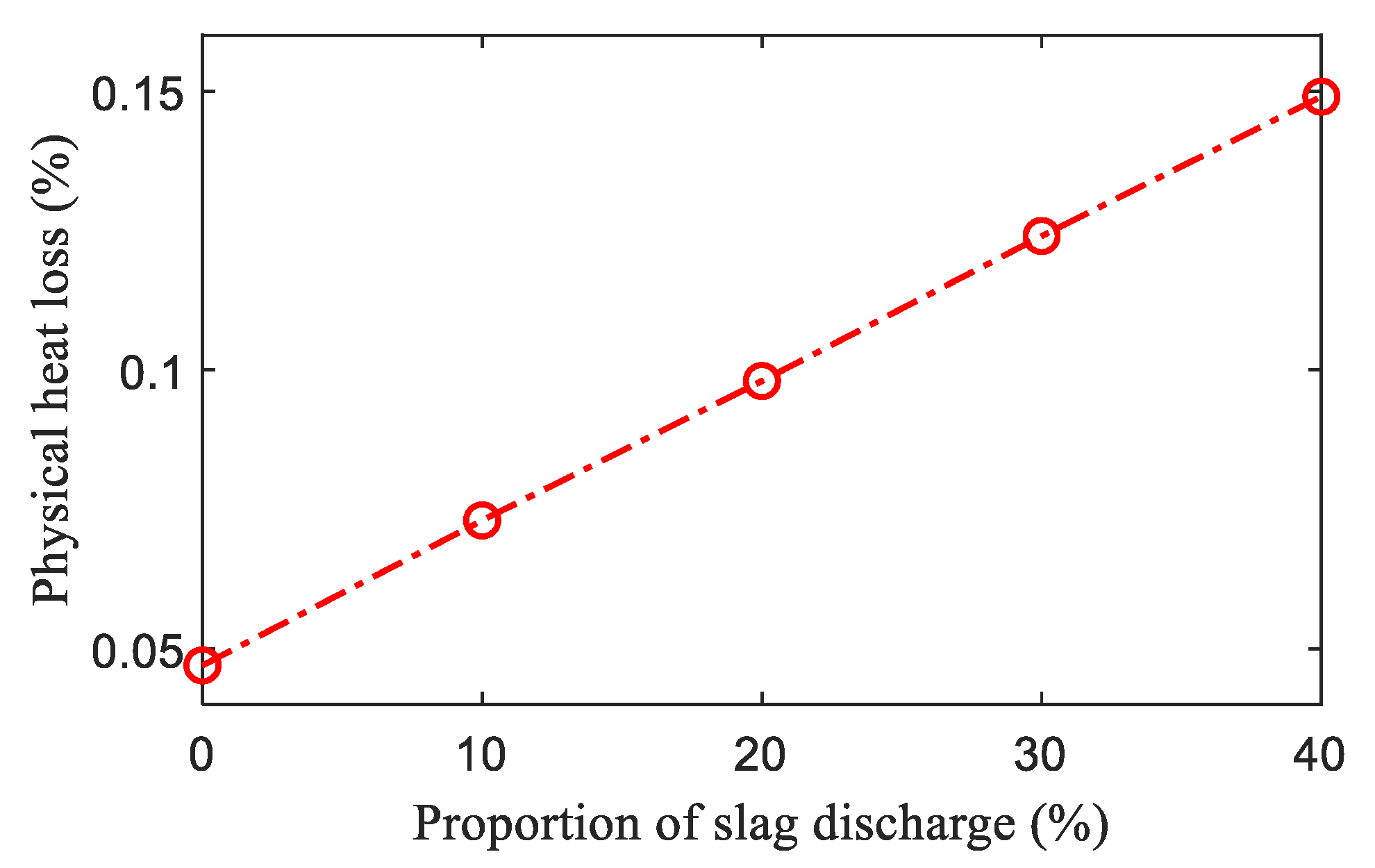
For the unreacted calcium oxide, calcium sulfate produced by the reaction and various impurities in limestone during the desulfurization process are removed from the furnace with ash, or it escapes with the flue gas in the form of fly ash. If the mass of ash produced when adding limestone is , of the ash leaves the furnace in the form of slagging, and of the ash leaves the furnace in the form of fly ash. The specific heat of the ash is , the exhaust gas temperature is , the slag discharge temperature is , and the ambient temperature is . Therefore, the heat loss caused by adding desulfurizer limestone is
The relationship between the total ash ratio of slag discharge and the physical heat loss is shown in Figure 5 below. It can be seen that as the total ratio of slag discharge increases, the physical heat loss also increases, and thus the amount of solid slag discharge must be minimized.
3.4.3. The Heat Loss of Exhaust
During the calcination process of limestone, the moisture will increase, and the desulfurization reaction needs to increase the air and at the same time cause more flue gas to be generated in the device, as well as have a certain amount of influence on the flue gas, which will increase the heat loss of the flue gas [33,34]. The volume of a certain amount of carbon dioxide produced during the calcination of limestone is
Among them, the volume of sulfur dioxide absorbed and oxygen consumed by calcium oxide in the absorption process are, respectively,
The moisture produced during the calcination of limestone is
where is the amount of water contained in limestone, and is the purity of calcium carbonate contained in the desulfurizer.
The latent heat loss of evaporation taken away by moisture is
Assuming that the respective volumetric heat capacities of the flue gas in the standard state are , , , and , and their units are , the heat loss from flue gas thus is
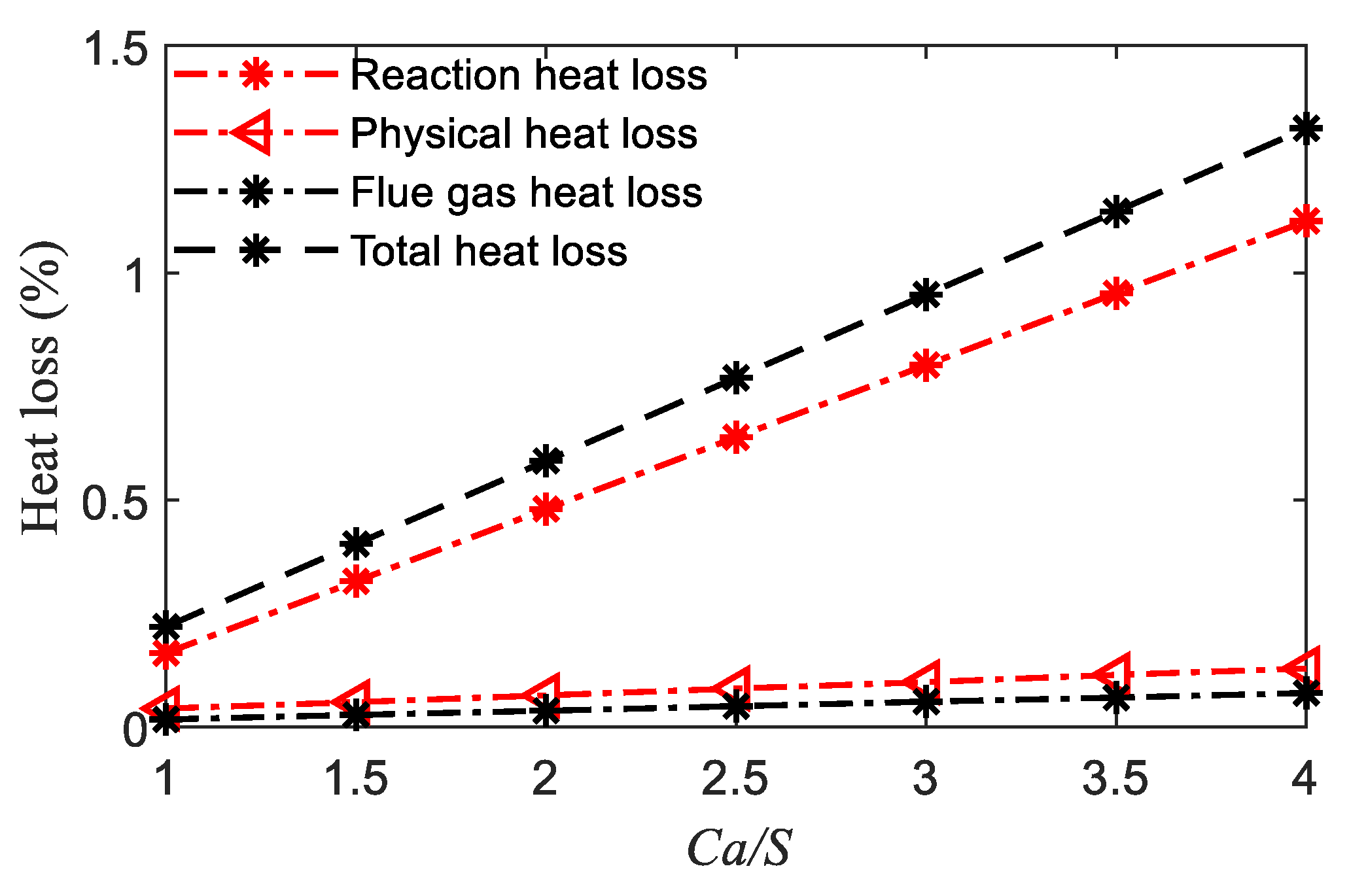
As the calcium/sulfur ratio increases, adding limestone to the boiler will reduce the thermal efficiency of the boiler. When the sulfur-based content of coal slime is 0.9, the heat loss of each part is as shown in the following Figure 6.
It can be seen from Figure 6 that among the losses of each part, the thermal efficiency loss caused by the chemical reaction is more obvious. Effectively reducing the loss caused by the chemical reaction is beneficial to improving the boiler efficiency.
4. Cooperative Optimization of the Two-Stage Desulfurization System
4.1. Research on Optimization Based on The Lowest Total Cost
The optimization proposition of the total desulfurization cost of the slime fluidized bed boiler [35] is
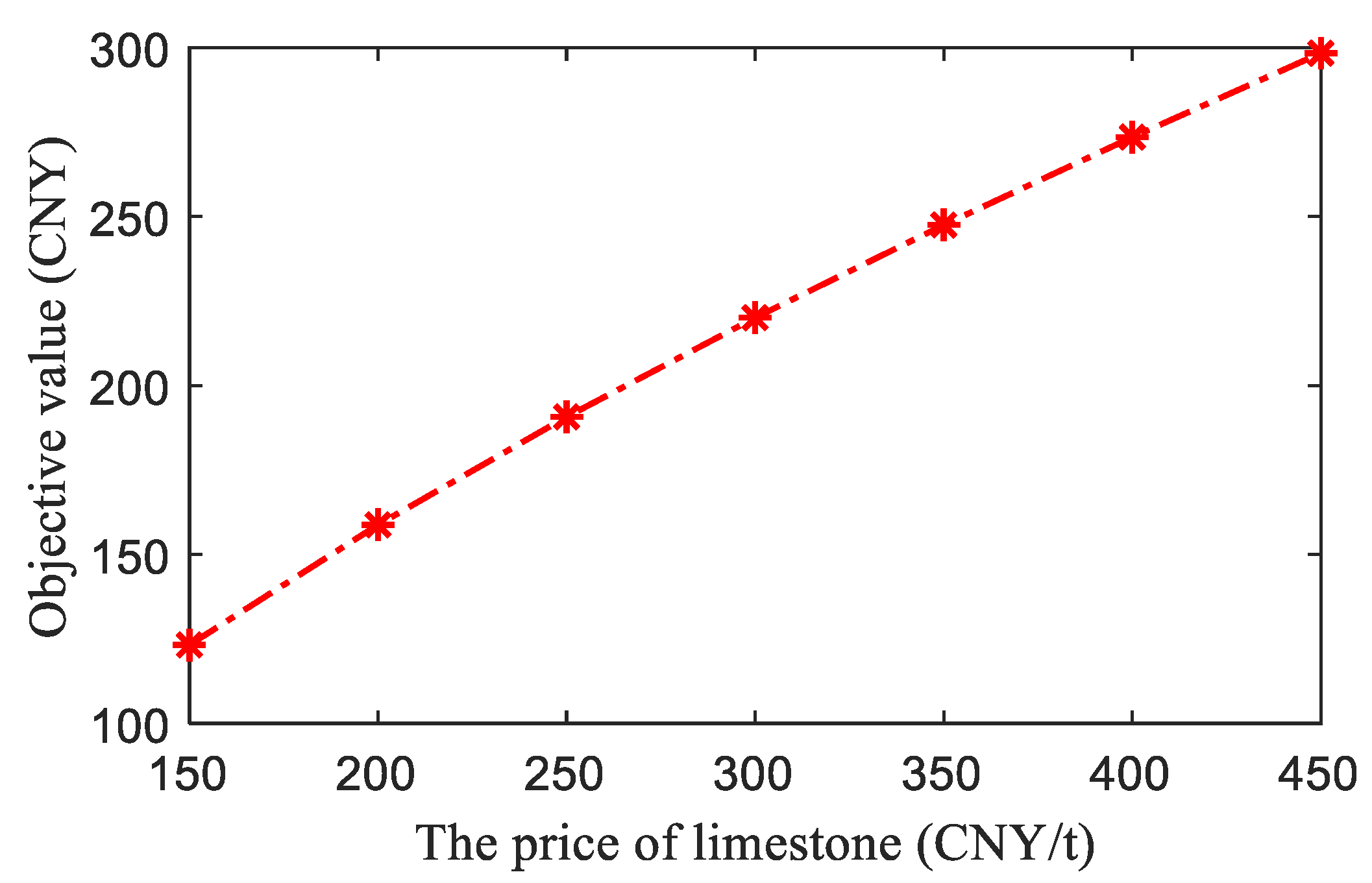
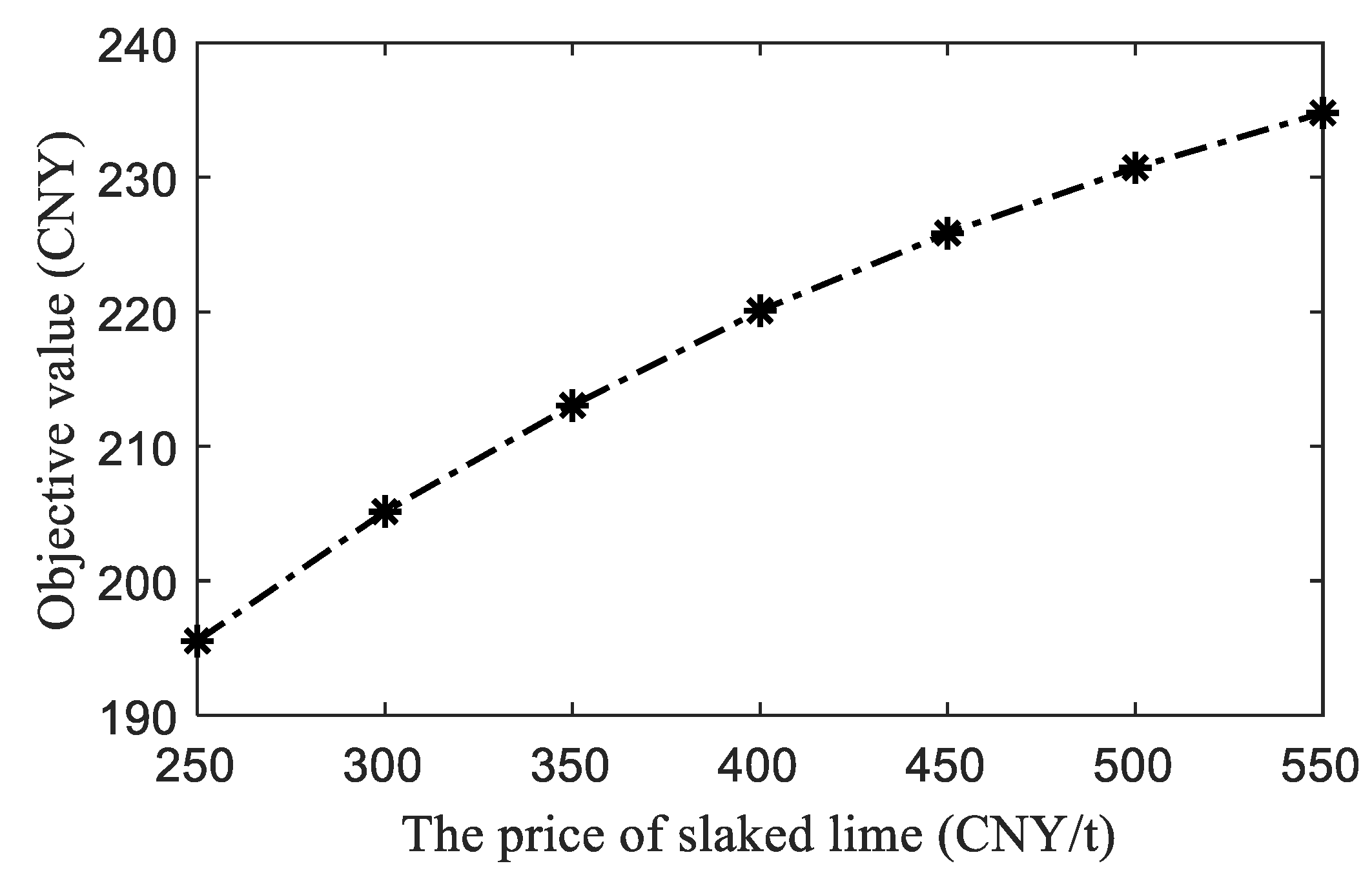
and are the price of limestone and slaked lime in CNY/t, respectively. and are the mass of limestone and slaked lime consumption, respectively, with the unit . includes the power consumption of raw material machines, the power consumption of the air compressor, and the power loss of each part [36]. According to power plant operation guidance data and related materials, it is approximated as a functional relationship, and the unit is CNY. Checking the relevant experimental data of the power plant, this part of the cost accounts for about 10% of the total desulfurization cost. Taking into account the national emission requirements, the total desulfurization efficiency is greater than 95%, and the SO2 concentration should be less than 35 mg/Nm3. In the actual operation process, the calcium/sulfur ratio is generally between 1 and 5. Considering economic issues, the consumption of slaked lime will be controlled between 0 and 1, and the unit is t/h. For slime fluidized bed boilers, the bed temperature is generally between 850 and 1050, and the unit is °C. According to the above model, the optimization proposition of the desulfurization system composition was optimized to solve [37]. Considering that the prices of limestone and slaked lime will change with the market, further analysis of them shows that the relationship between their prices and total costs is shown in Figure 7 and Figure 8 below:
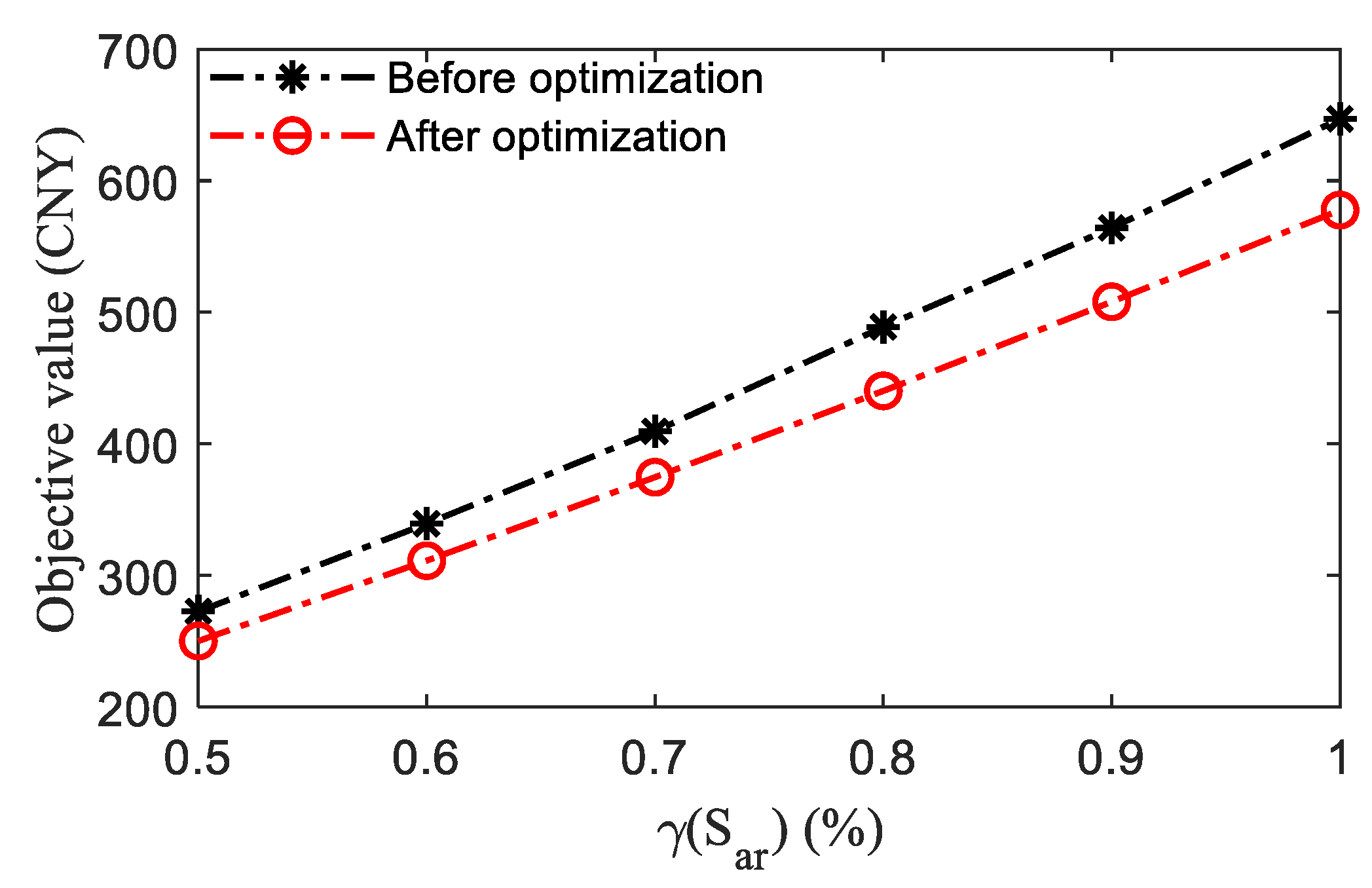
According to the industrial market, the purity of limestone in the furnace is 90%, and the price is 300 CNY/t; the purity of slaked lime in the desulfurization tower is 95%, and its price is 400 CNY/t. Considering that there are not many variables involved in this article, and regarding strong nonlinear optimization, sequence quadratic program (SQP) algorithm has better advantages than other optimization algorithms in solving nonlinear optimization problems, and is mainly used to optimize the hybrid optimization model under the MATLAB platform. We analyzed its best operating conditions under various constraints. Under certain conditions, when the influence of boiler thermal efficiency on the desulfurization efficiency of the desulfurization system was not taken into consideration, the entire desulfurization system was optimized for different sulfur content of coal slime to obtain the best calcium/sulfur molar ratio, with the goals before and after optimization the value comparison being shown in Figure 9 below.
It can be seen from Figure 9 that the object value after optimization was reduced by 9% compared with before optimization. For different sulfur content, the best calcium/sulfur molar ratio was obtained, and the calculation results are shown in Table 2.
It can be seen from Table 2, considering that the excess air coefficient α was too large, the heat loss of the boiler increased, and thus the edge processing was performed on it. With the continuous increase of the sulfur-based content in the coal slime, the calcium/sulfur ratio and the total cost of desulfurization were also continuously increasing, and the optimal calcium/sulfur ratio was obtained through optimization calculation. Comparing the values before and after optimization, we found that the coordinated two-stage desulfurization could significantly reduce the desulfurization cost. When the sulfur-based content in the slime reached 1%, the calcium/sulfur ratio reached 2.87, and the cost could be reduced by 69.34 CNY. Considering that the addition of limestone had a certain impact on the thermal efficiency loss of the boiler, the calcium/sulfur ratio was thus not as high as possible.
4.2. Research on Optimization of Boiler Thermal Efficiency Loss by Adding Limestone
If only limestone is added for desulfurization, although the desulfurization effect can be achieved, it greatly reduces the thermal efficiency of the boiler and increases the total cost. Considering that the addition of limestone has an impact on the thermal efficiency loss of the boiler, then the effect of limestone thermal efficiency loss is added to the objective function and optimized to solve it. The mathematical model of the optimization proposition is as follows:
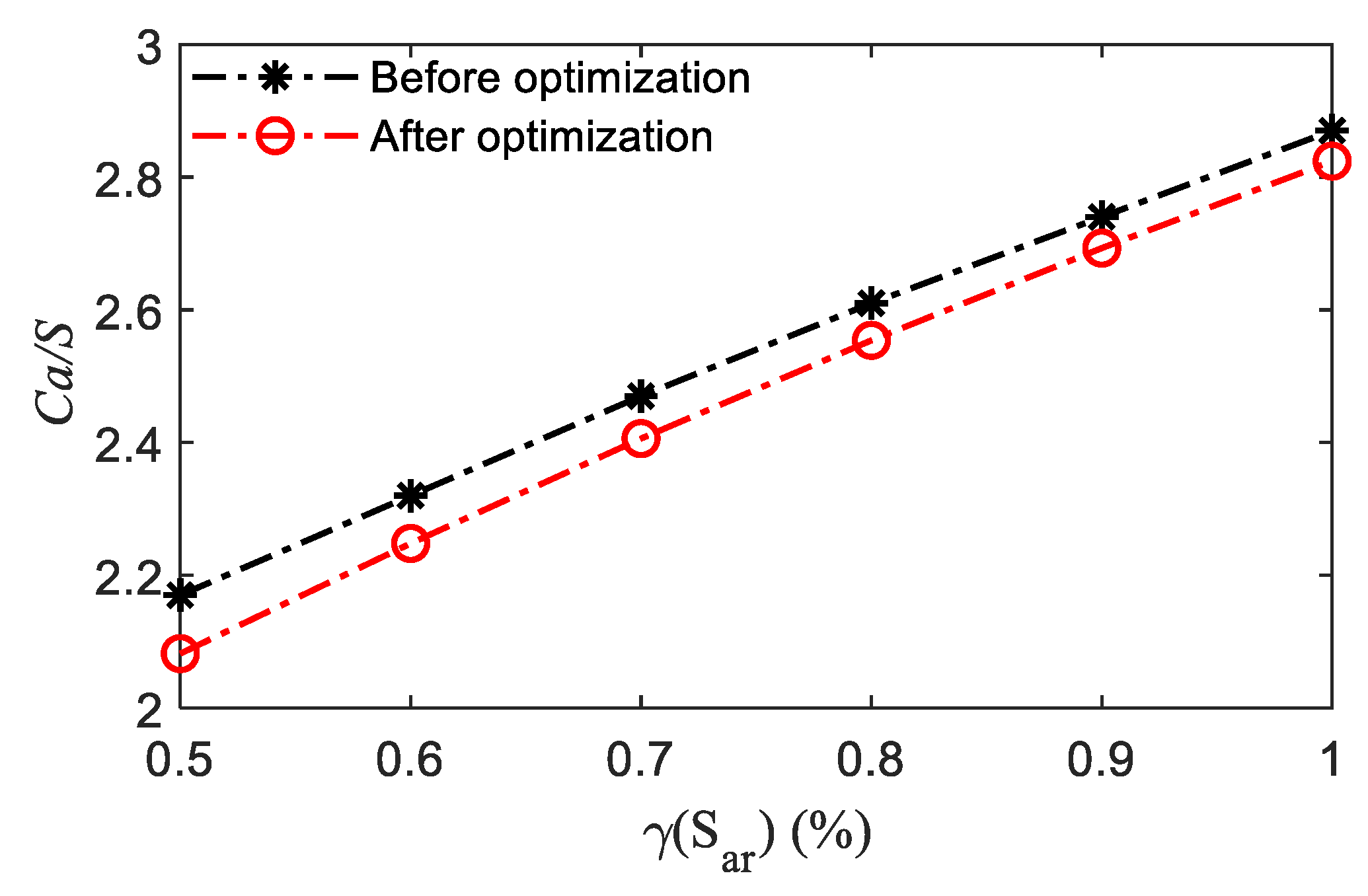
Among them, is the cost of heat loss caused by adding limestone, and the unit is CNY. The Ca/S comparison before and after optimization is shown in Figure 10 below:
It can be seen from Table 3 that with the increase of the sulfur content in coal slime, the loss of boiler thermal efficiency also increased, which indirectly affected the total cost of the entire desulfurization system. The total cost in Table 3 includes the cost of limestone and slaked lime for desulfurization and the additional cost of slime caused by boiler heat loss. In comparison with Table 2, it can be seen that with the same sulfur content of slime, when adding the influence of boiler thermal efficiency loss on the total desulfurization cost, the calcium/sulfur ratio was also reduced accordingly. When the sulfur content was 0.8%, the calcium/sulfur ratio dropped from 2.61 to 2.55. Obviously, it was not a case of the higher the calcium/sulfur ratio, the better, which is consistent with the actual situation. It should be pointed out that the feed conditions including the composition, temperature, and pressure would impact the performance of desulfurization. In the current study, for simplifying this optimization problem, only the bed boiler conditions that would directly influence the desulfurization process were considered. The feed conditions will be further studied in future work.
5. Conclusions
As the country’s requirements for flue gas pollutant emission increase, the optimized operation of coal slurry fluidized bed boiler desulfurization is urgent. It is of great significance to achieve the best thermal efficiency and desulfurization conditions of fluidized bed boilers by improving the operating conditions of the boiler. This paper firstly analyzed the elements of coal slime to obtain the theoretical amount of flue gas produced, and then calculated the theoretical sulfur dioxide concentration. By studying the process of calcium injection desulfurization and semi-dry desulfurization in the furnace, we derived the desulfurization system model. By coordinating the relationship between the two stages of desulfurization, the best desulfurization situation was obtained. Finally, the influence of limestone addition on the thermal efficiency of desulfurization was considered, and the optimal objective function of the entire desulfurization system and its corresponding constraints were determined. By solving the optimization proposition, the best operating condition was obtained. This study aimed to reach the emission standard of SO2 concentration in China through cooperative operations of dry and semi-dry desulfurization processes, and at the same time reducing the total operational cost as much as possible. The results show that the optimized operation can significantly reduce the total cost of desulfurization by 9%, improve the thermal efficiency of the boiler, reduce the calcium-sulfur ratio, and ensure that the SO2 concentration reaches the national emission standard. This research provides an important basis for improving the desulfurization efficiency, reducing the desulfurization cost of the entire slime fluidized bed boiler, and guiding the desulfurization process.
Author Contributions
Y.X. (Yangjian Xiao) and Y.X. (Yudong Xia) performed the simulations and analyzed the data, A.J. designed the process scheme and optimization of the paper, Y.L. and H.Z. wrote the paper and reviewed it, X.L. checked the results of the whole manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
The work was supported by the Natural Science Foundation of Zhejiang (no. LY20F030010), the National Natural Science Foundation of China (no. 61973102), and the National Science and Technology Major Project (2018AAA0101601).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Informed consent was obtained from all subjects involved in the study.
Data Availability Statement
Data available on request due to restrictions eg privacy or ethical. The data presented in this study are available on request from the corresponding author. The data are not publicly available due to our research group is still in the process of further research in this area.
Conflicts of Interest
The authors declare no conflict of interest.
References
- National Bureau of Statistics of the People’s Republic of China. China Statistical Yearbook; China Statistics Press: Beijing, China, 2019.
- Long, N.V.D.; Lee, D.Y.; Jin, K.M.; Choongyong, K.; Mok, L.Y.; Won, L.S.; Lee, M. Advanced and intensified seawater flue gas desulfurization processes: Recent developments and improvements. Energies 2020, 13, 5917. [Google Scholar] [CrossRef]
- Yan, M.-P.; Shi, Y.-T. Thermal and economic analysis of multi-effect concentration system by utilizing waste heat of flue gas for magnesium desulfurization wastewater. Energies 2020, 13, 5384. [Google Scholar] [CrossRef]
- Liu, Y.; Bisson, T.M.; Yang, H.; Xu, Z. Recent developments in novel sorbents for flue gas clean up. Fuel Process. Technol. 2010, 91, 1175–1197. [Google Scholar] [CrossRef]
- Slack, A. Removing sulfur dioxide from stack gases. Environ. Sci. Technol. 1973, 7, 110–119. [Google Scholar] [CrossRef]
- Xu, H.; Yang, D.; Hu, G.-G.; Chen, H.-P. Analysis of the Heat Loss due to Exhaust Gas of CFB Boiler with the Limestone Desulfurization. In Proceedings of the International Conference on Energy and Environment Technology, Guilin, China, 16–18 October 2009; Volume 1, p. 4145. [Google Scholar]
- Xie, D.; Wang, H.-M.; Chang, D.-W.; You, C.-E. Semidry desulfurization process with in situ supported sorbent preparation. Energy Fuels 2017, 31, 4211–4218. [Google Scholar] [CrossRef]
- Zhang, X.-P.; Wang, N.-H. Effect of humidification water on semi-dry flue gas desulfurization. Energy Procedia 2012, 14, 1659–1664. [Google Scholar] [CrossRef] [Green Version]
- Zheng, J.; Yates, J.G.; Rowe, P.N. A model for desulphurization with limestone in a fluidized coal combustor. Chem. Eng. Sci. 1982, 37, 167–174. [Google Scholar] [CrossRef]
- Neathery, J.K. Model for flue-gas desulfurization in a circulating dry scrubber. AICHE J. 1996, 42, 259–268. [Google Scholar] [CrossRef]
- Anthony, E.J.; Berry, E.E.; Blondin, J.; Bulewicz, E.M.; Burwell, S. LIFAC ash-Strategies for management. Waste Manag. 2005, 25, 265–279. [Google Scholar] [CrossRef]
- Cai, Y. Desulfurization Atmosphere Effect in Circulating Bed Furnace and Optimization of Combined Desulfurization Operation. Ph.D. Thesis, Zhejiang University, Zhejiang, China, 2016. [Google Scholar]
- Du, Z. Simulation Study of Circulating Fluidized Bed Boiler Desulfurization. Master’s Thesis, North China Electric Power University, Beijing, China, 2004. [Google Scholar]
- Yu, F.-X. Research on Limestone Desulfurization Technology of Large Circulating Fluidized Bed. Master’s Thesis, Kunming University of Science and Technology, Kunming, China, 2014. [Google Scholar]
- Balling, R.J.; Sobieszczanski-Sobieski, J. Optimization of coupled system: A critical overview of approaches. AIAA J. 1996, 34, 6–17. [Google Scholar] [CrossRef]
- Balling, R.J.; Sobieszczanski-Sobieski, J. An algorithm for solving the system-level problem in multilevel optimization. In Proceedings of the 5th Symposium on Multidisciplinary Analysis and Optimization, Panama City Beach, FL, USA, 7–9 September 1994; pp. 794–809. [Google Scholar]
- Han, Y.; Sun, Y.-Y. Collaborative optimization of energy conversion and NOx removal in boiler cold-end of coal-fired power plants based on waste heat recovery of flue gas and sensible heat utilization of extraction steam. Energy 2020, 207, 118172. [Google Scholar] [CrossRef]
- Temple, D.; Colette, M. A goal-programming enhanced collaborative optimization approach to reducing lifecyle costs for naval vessels. Struct. Multidiscip. Optim. 2016, 53, 1–15. [Google Scholar] [CrossRef]
- Chen, C.-S.; Chen, J.; Xiao, L.-L.; Duan, S.-X.; Chen, J. Cooperative optimization of electric vehicles in microgrids considering across-time-and-space energy transmission. IEEE Trans. Ind. Electron. 2019, 66, 1532–1542. [Google Scholar] [CrossRef]
- Zhao, J.-F.; Hua, M.-Q.; Liu, T.-Z. Research on a sliding mode vector control system based on collaborative optimization of an axial flux permanent magnet synchronous motor for an electric vehicle. Energies 2018, 11, 3116. [Google Scholar] [CrossRef] [Green Version]
- Tian, S.-Y.; Jia, Q.-Q.; Xue, S.-W.; Yu, H.; Qu, Z.-W.; Gu, T.-Y. Collaborative optimization allocation of VDAPFs and SVGs for simultaneous mitigation of voltage harmonic and deviation in distribution networks. Int. J. Electr. Power Energy Syst. 2020, 120, 106034. [Google Scholar] [CrossRef]
- Wei, X.; Jiang, X.-H.; Jin, S.-W.; Gao, H.-P. Test of the ultra-low emission of CFB boiler of 300 MW unit by two stages combined desulfurization matching. Therm. Power 2017, 46, 107–118. [Google Scholar]
- Chen, L. Research on modeling of circulating fluidized bed boiler and its intelligent control system. Ph.D. Thesis, Zhejiang University, Hangzhou, China, 2005. [Google Scholar]
- Gao, L.-X.; Yuan, L.-J.; Zhou, Z.-N.; Li, C. A new method for determining the optimal excess air coefficient. Coal Mine Mach. 2009, 30, 31–33. [Google Scholar]
- Zhao, G.-L.; Li, R.-H.; Huang, Q.-Y. Study on the influence of gas boiler excess air coefficient on boiler thermal efficiency. Chem. Eng. Des. Commun. 2017, 43, 123–124. [Google Scholar]
- Ke, X.-W.; Cai, R.-X.; Yang, H.-R.; Zhang, M.; Zhang, H.; Wu, Y.-X.; Lu, J.-F.; Liu, Q.; Li, J.-F. NOx generation and ultra-low emission in circulating fluidized bed combustion. Proc. Chin. Soc. Electr. Eng. 2018, 38, 390–669. [Google Scholar]
- Tan, Q.-Y.; Peng, F.; Peng, H.-W.; Tang, X.-S. Optimization design of two-stage desulfurization system for CFB boiler. Electr. Power Constr. 2014, 35, 89–94. [Google Scholar]
- Zhu, Y.-F. Economic Analysis and Optimization Study of Two-Stage Desulfurization of 300MW Circulating Fluidized Bed Boiler. Master’s Thesis, North China Electric Power University, Beijing, China, 2016. [Google Scholar]
- Zhu, Y.-Q.; Wei, X.; Zhang, X.-Y.; Fu, Y. Experimental study on desulfurization performance of semi-dry flue gas circulating fluidized bed. Chem. Eng. Pet. Nat. Gas 2020, 49, 8–11. [Google Scholar]
- Wang, Q.; Bai, J.-Y.; Wang, X.-F.; Wang, L. Multi-objective optimization of CFB boiler desulfurization and denitrification system. China Electr. Power 2017, 50, 109–121. [Google Scholar]
- Wang, C.; Cheng, L.-M.; Qiu, K.-Z.; Zhou, X.-L.; Xu, M.-L.; Cheng, H. The influence of adding desulfurizer to circulating fluidized bed boiler on heat balance. Therm. Power Gener. 2011, 40, 72–77. [Google Scholar]
- Heydar, M.; Milad, S.; Mohammad, H.A.; Ravinder, K.; Shahaboddin, S. Modeling and efficiency optimization of steam boilers by employing neural networks and response-surface method (RSM). Mathematics 2019, 7, 629. [Google Scholar]
- Wang, H.-C.; Liu, K.; Cui, H. The influence of adding limestone to the CFB boiler’s thermal calculations. Shandong Electr. Power Technol. 2016, 43, 34–37. [Google Scholar]
- Yang, D.; Xu, H.; Hu, G.-G.; Chen, H.-P. Study on the heat loss of 300MW circulating fluidized bed boiler exhaust flue gas by adding limestone for desulfurization. Boil. Technol. 2011, 42, 32–36. [Google Scholar]
- Jiang, A.-P.; Lin, W.-W.; Ding, Q.; Wang, J.; Jiang, Z.-S.; Huang, G.-H. Optimization of dry desulfurization operation of slime fluidized bed boiler based on hybrid modeling. CIESC J. 2012, 63, 2783–2788. [Google Scholar]
- Cai, J.; Zhang, M.; Wang, Z.-W.; Rong, Y.-J.; Yao, X.; Wu, Y.-X. Economic analysis of the desulfurization process of circulating fluidized bed boiler. Clean Coal Technol. 2020, 26, 90–98. [Google Scholar]
- Zhang, Z.-H. Research on Energy Saving Optimization and Control of CFB Unit Combined Desulfurization Based on Environmental Constraints. Master’s Thesis, Shanxi University, Taiyuan, China, 2016. [Google Scholar]
Figure 1.
Two-stage desulfurization process diagram of a slime fluidized bed boiler.

Figure 2.
The influence of the theoretical SO2 concentration of excess air coefficient.

Figure 3.
Chemical reaction heat of calcium injection desulfurization in the furnace.

Figure 4.
The effect of calcium to sulfur ratio on desulfurization efficiency.

Figure 5.
The relationship between proportion of slag discharge and the physical heat loss.

Figure 6.
The relationship between the heat loss of each part and Ca/S.

Figure 7.
The relationship between limestone price and total cost.

Figure 8.
The relationship between slaked lime price and total cost.

Figure 9.
Comparison of objective value before and after optimization.

Figure 10.
Ca/S comparison before and after optimization.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Theoretical SO2 concentration corresponding to different coal slime element content.
| γ (Car)/% | γ (Har)/% | γ (Oar)/% | γ (Nar)/% | γ (Sar)/% | γ (Aar)/% | γ (Mar)/% | Theory SO2 (mg/m3) |
|---|---|---|---|---|---|---|---|
| 34.51 | 2.31 | 7.29 | 0.61 | 0.5 | 29.49 | 25.29 | 1870.66 |
| 33.51 | 3.31 | 6.29 | 0.66 | 0.6 | 30.34 | 25.29 | 2107.98 |
| 33.68 | 2.38 | 6.68 | 0.72 | 0.7 | 31.34 | 24.50 | 2643.61 |
| 33.76 | 2.56 | 5.85 | 0.75 | 0.8 | 31.39 | 24.89 | 2949.14 |
| 33.82 | 2.67 | 6.35 | 0.76 | 0.9 | 31.12 | 24.38 | 3297.77 |
Table 2.
The best operation for different sulfur bases.
| γ (Sar)/% | Objective Value after Optimization/CNY | Objective Value before Optimization/CNY | Limestone Consumption/t | Hydrated Lime Consumption/t | Optimal Ca/S | Excess Air Coefficient α |
|---|---|---|---|---|---|---|
| 0.5 | 250.08 | 272.56 | 0.566 | 0.119 | 2.17 | 1.45 |
| 0.6 | 311.18 | 339.28 | 0.728 | 0.150 | 2.32 | 1.43 |
| 0.7 | 374.61 | 409.52 | 0.902 | 0.176 | 2.47 | 1.46 |
| 0.8 | 440.23 | 488.84 | 1.089 | 0.199 | 2.61 | 1.52 |
| 0.9 | 507.96 | 564.12 | 1.287 | 0.218 | 2.74 | 1.46 |
| 1.0 | 577.66 | 647 | 1.495 | 0.236 | 2.87 | 1.53 |
Table 3.
The effect of adding limestone on the heat loss of the boiler of the desulfurization system.
Table 3.
The effect of adding limestone on the heat loss of the boiler of the desulfurization system.
| γ (Sar)/% | Objective Value/CNY | Limestone Consumption/t | Hydrated Lime Consumption/t | Heat Loss by Adding Limestone/% | Bed Temperature/°C | Optimal Ca/S | Excess Air Coefficient α |
|---|---|---|---|---|---|---|---|
| 0.5 | 265.89 | 0.542 | 0.138 | 0.342 | 874.5 | 2.082 | 1.43 |
| 0.6 | 331.91 | 0.703 | 0.168 | 0.451 | 876.2 | 2.248 | 1.51 |
| 0.7 | 400.74 | 0.877 | 0.195 | 0.571 | 878.5 | 2.406 | 1.43 |
| 0.8 | 472.21 | 1.064 | 0.217 | 0.701 | 882.6 | 2.554 | 1.52 |
| 0.9 | 546.16 | 1.262 | 0.237 | 0.839 | 889.3 | 2.693 | 1.51 |
| 1.0 | 622.44 | 1.471 | 0.253 | 0.986 | 894.2 | 2.824 | 1.46 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Xiao, Y.; Xia, Y.; Jiang, A.; Lv, X.; Lin, Y.; Zhang, H. Research on Optimization of Coal Slime Fluidized Bed Boiler Desulfurization Cooperative Operation. Processes 2021, 9, 75. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9010075
AMA Style
Xiao Y, Xia Y, Jiang A, Lv X, Lin Y, Zhang H. Research on Optimization of Coal Slime Fluidized Bed Boiler Desulfurization Cooperative Operation. Processes. 2021; 9(1):75. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9010075
Chicago/Turabian StyleXiao, Yangjian, Yudong Xia, Aipeng Jiang, Xiaofang Lv, Yamei Lin, and Hanyu Zhang. 2021. "Research on Optimization of Coal Slime Fluidized Bed Boiler Desulfurization Cooperative Operation" Processes 9, no. 1: 75. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9010075
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.