
Wet Torrefaction of Poultry Litter in a Pilot Unit: A Numerical Assessment of the Process Parameters

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
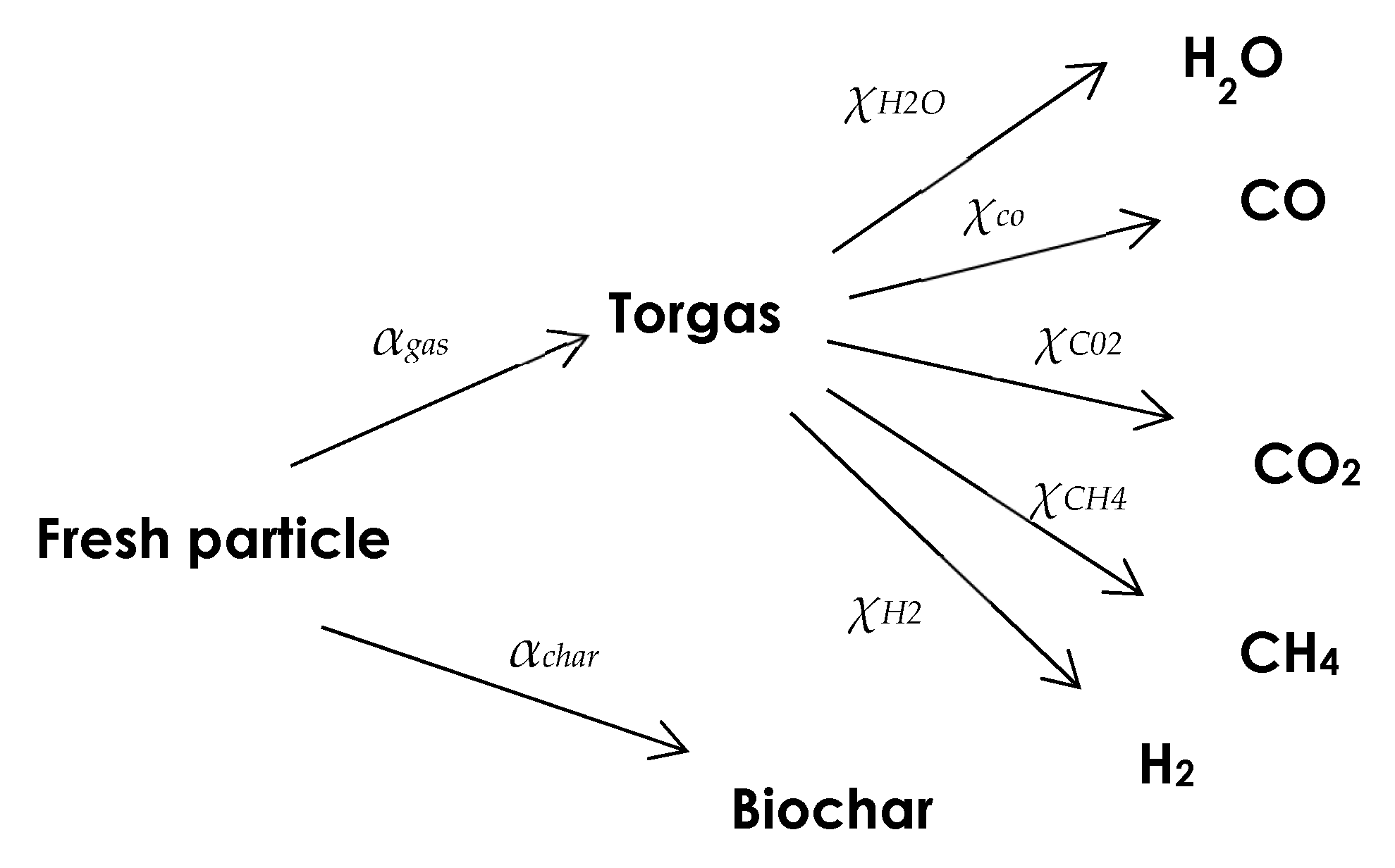
2.1. Numerical Model Equations
2.1.1. Mass Balance Equations
2.1.2. Energy Balance Equations
2.2. Litter Characteristics
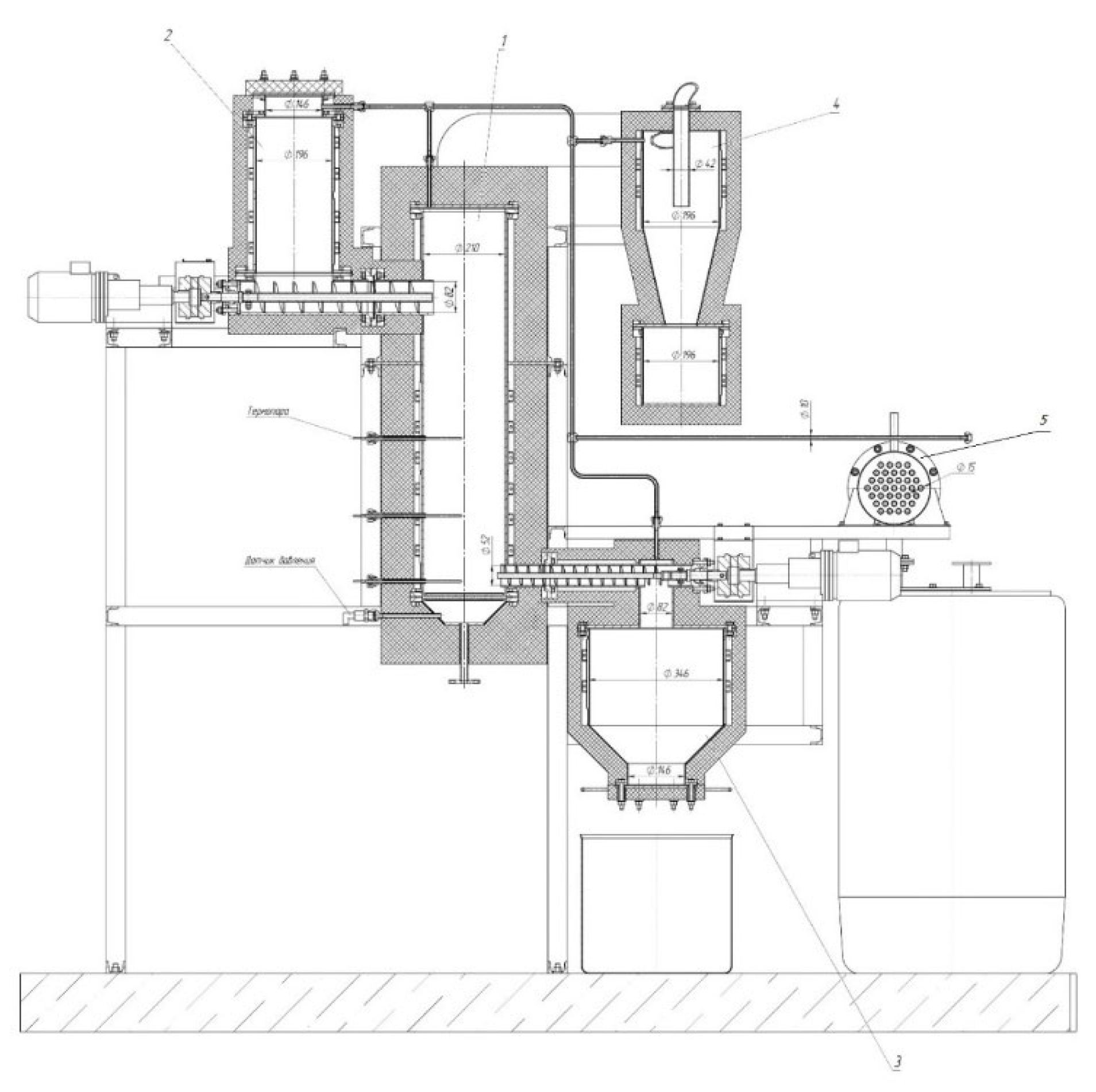
2.3. Experimental Unit
- -
- Temperatures of hopper (2) and hopper (3), as well as cyclone (4): 110–120 °C;
- -
- Temperature in the reactor 1: 225–350 °C.
3. Results and Discussion
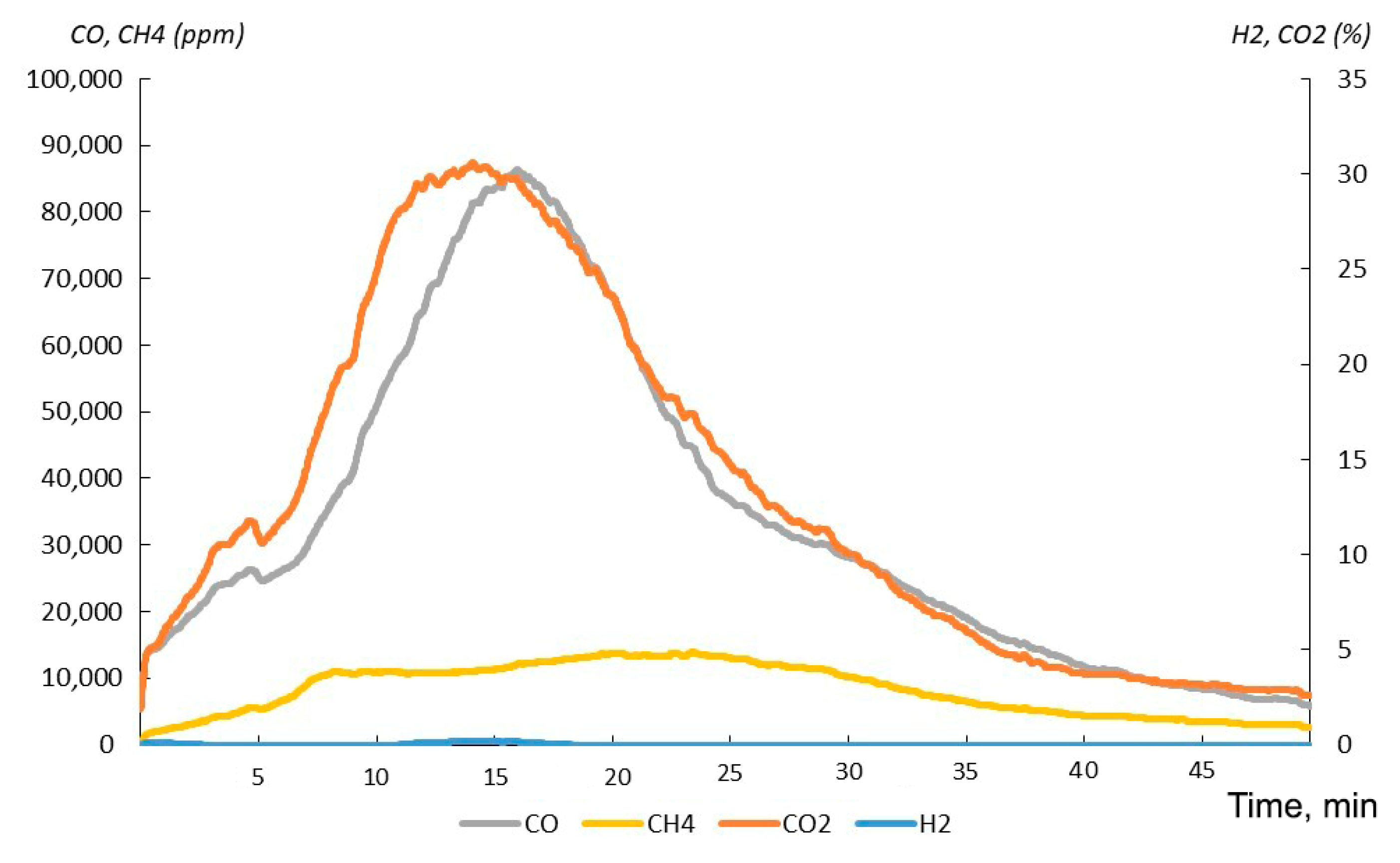
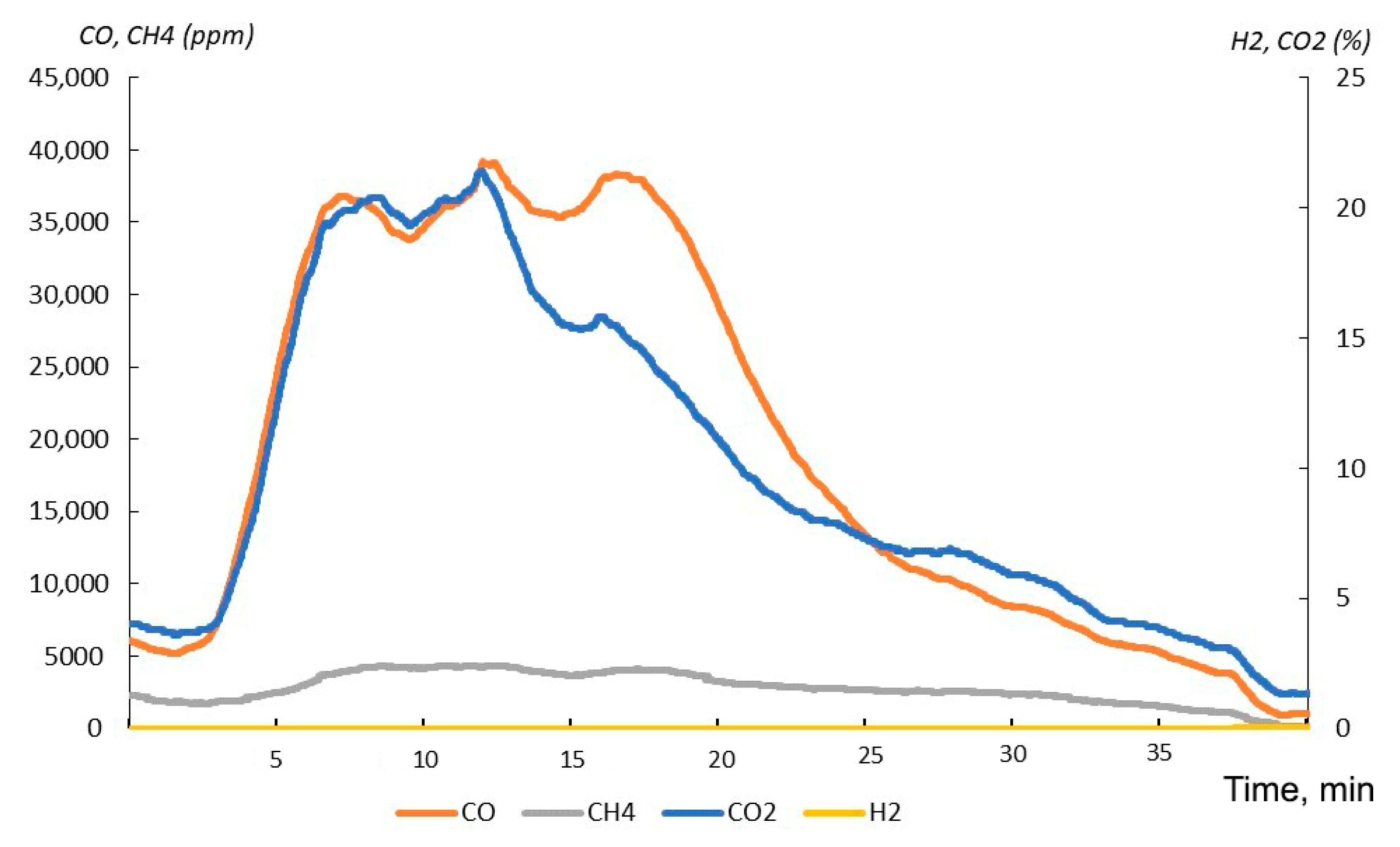
3.1. Experimental Data on the Study of the Kinetics of the Process of Wet Torrefaction of Poultry Litter and Its Mixture with Sawdust
3.2. Model Validation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Dahmen, N.; Lewandowski, I.; Zibek, S.; Weidtmann, A. Integrated lignocellulosic value chains in a growing bioeconomy: Status quo and perspectives. GCB Bioenergy 2019, 11, 107–117. [Google Scholar] [CrossRef] [Green Version]
- Ghanim, B.M.; Pandey, D.S.; Kwapinski, W.; Leahy, J.J. Hydrothermal carbonisation of poultry litter: Effects of treatment temperature and residence time on yields and chemical properties of hydrochars. Bioresour. Technol. 2016, 216, 373–380. [Google Scholar] [CrossRef] [PubMed]
- Kelleher, B.P.; Leahy, J.J.; Henihan, A.M.; O’ Dwyer, T.F.; Sutton, D.; Leahy, M.J. Advances in poultry litter disposal technology—A review. Bioresour. Technol. 2002, 83, 27–36. [Google Scholar] [CrossRef]
- Edwards, D.R.; Daniel, T.C. Environmental impacts of on-farm poultry waste disposal—A review. Bioresour. Technol. 1992, 41, 9–33. [Google Scholar] [CrossRef]
- Mau, V.; Quance, J.; Posmanik, R.; Gross, A. Phases’ characteristics of poultry litter hydrothermal carbonization under a range of process parameters. Bioresour. Technol. 2016, 219, 632–642. [Google Scholar] [CrossRef]
- Wang, L.; Ok, Y.S.; Tsang, D.C.; Alessi, D.S.; Rinklebe, J.; Wang, H.; Mašek, O.; Hou, R.; O’Connor, D.; Hou, D. New trends in biochar pyrolysis and modification strategies: Feedstock, pyrolysis conditions, sustainability concerns and implications for soil amendment. Soil Use Manag. 2020, 36, 358–386. [Google Scholar] [CrossRef] [Green Version]
- Dissanayake, P.D.; Choi, S.W.; Igalavithana, A.D.; Yang, X.; Tsang, D.C.; Wang, C.H.; Kua, H.W.; Lee, K.B.; Ok, Y.S. Sustainable gasification biochar as a high efficiency adsorbent for CO2 capture: A facile method to designer biochar fabrication Renew. Sust. Energy Rev. 2020, 124, 109785. [Google Scholar] [CrossRef]
- Dai, Y.; Zhang, N.; Xing, C.; Cui, Q.; Sun, Q. The adsorption, regeneration and engineering applications of biochar for removal organic pollutants: A review. Chemosphere 2019, 223, 12–27. [Google Scholar] [CrossRef]
- Zhang, A.; Li, X.; Xing, J.; Xu, G. Adsorption of potentially toxic elements in water by modified biochar: A review. J. Environ. Chem. Eng. 2020, 8, 104196. [Google Scholar] [CrossRef]
- Liu, W.J.; Jiang, H.; Yu, H.Q. Emerging applications of biochar-based materials for energy storage and conversion. Energy Environ. Sci. 2019, 12, 1751–1779. [Google Scholar] [CrossRef]
- Vijayakumar, M.; Santhosh, R.; Adduru, J.; Rao, T.N.; Karthik, M. Activated carbon fibres as high-performance supercapacitor electrodes with commercial level mass loading. Carbon 2018, 140, 465–476. [Google Scholar] [CrossRef]
- Chen, W.H.; Lin, B.J.; Lin, Y.Y.; Chu, Y.S.; Ubando, A.T.; Show, P.L.; Ong, H.C.; Chang, J.S.; Ho, S.H.; Culaba, A.B.; et al. Progress in biomass torrefaction: Principles, applications and challenges. Prog. Energy Combust. Sci. 2021, 82, 100887. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, F.S. Removal of lead from water using biochars prepared from hydrothermal liquefaction of biomass. J. Hazard. Mater. 2009, 167, 933–939. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Zhang, F.S.; Wu, J. Characterization and application of chars produced from pinewood pyrolysis and hydrothermal treatment. Fuel 2010, 89, 510–514. [Google Scholar] [CrossRef]
- Sevilla, M.; Fuertes, A.; Mokaya, R. High density hydrogen storage in superactivated carbons from hydrothermally carbonized renewable organic materials. Energy Environ. Sci. 2011, 4, 1400–1410. [Google Scholar] [CrossRef] [Green Version]
- Sevilla, M.; Fuertes, A.B. Sustainable porous carbons with a superior performance for CO2 capture. Energy Environ. Sci. 2011, 4, 1765–1771. [Google Scholar] [CrossRef] [Green Version]
- Sevilla, M.; Maciá-Agulló, J.A.; Fuertes, A.B. Hydrothermal carbonization of biomass as a route for the sequestration of CO2: Chemical and structural properties of the carbonized products. Biomass Bioenergy 2011, 35, 3152–3159. [Google Scholar] [CrossRef] [Green Version]
- Sevilla, M.; Fuertes, A. The production of carbon materials by hydrothermal carbonization of cellulose. Carbon 2009, 47, 2281–2289. [Google Scholar] [CrossRef] [Green Version]
- Falco, C.; Marco-Lozar, J.; Salinas-Torres, D.; Morallon, E.; Cazorla-Amoros, D.; Titirici, M.; Lozano-Castello, D. Tailoring the porosity of chemically activated hydrothermal carbons: Influence of the precursor and hydrothermal carbonization temperature. Carbon 2013, 62, 346–355. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Guo, Y.; Zou, B.; Rong, C.; Ma, X.; Qu, Y.; Li, Y.; Wang, Z. High surface area porous carbons prepared from hydrochars by phosphoric acid activation. Bioresour. Technol. 2011, 102, 1947–1950. [Google Scholar] [CrossRef]
- Zhang, Z.; Qu, Y.; Guo, Y.; Wang, Z.; Wang, X. A novel route for preparation of high-performance porous carbons from hydrochars by KOH activation. Colloids Surf. A 2014, 447, 183–187. [Google Scholar]
- Straten, J.W.; Schleker, P.; Krasowska, M.; Veroutis, E.; Granwehr, J.; Auer, A.A.; Hetaba, W.; Becker, S.; Schlögl, R.; Heumann, S. Nitrogen-Functionalized Hydrothermal Carbon Materials by Using Urotropine as the Nitrogen Precursor. Chem. Eur. J. 2018, 24, 12298–12317. [Google Scholar] [CrossRef] [Green Version]
- Balat, M.; Balat, H.; Öz, C. Progress in bioethanol processing. Prog. Energy Combust. Sci. 2008, 34, 551–573. [Google Scholar] [CrossRef]
- Brownell, H.H.; Yu, E.K.C.; Saddler, J.N. Steam-explosion pretreatment of wood: Effect of chip size, acid, moisture content and pressure drop. Biotechnol. Bioeng. 1986, 28, 792–801. [Google Scholar] [CrossRef]
- Mabee, W.E.; Gregg, D.J.; Arato, C.; Berlin, A.; Bura, R.; Gilkes, N.; Mirochnik, O.; Pan, X.; Pye, E.K.; Saddler, J.N. Updates on softwood-to-ethanol process development. Appl. Biochem. Biotechnol. 2006, 129, 55–70. [Google Scholar] [CrossRef]
- Lam, P.S.; Sokhansanj, S.; Bi, X.; Lim, C.J.; Melin, S. Energy input and quality of pellets made from steam-exploded Douglas fir (Pseudotsuga menziesii). Energy Fuels 2011, 25, 1521–1528. [Google Scholar] [CrossRef]
- Lam, P.S.; Sokhansanj, S.; Bi, X.T.; Lim, C.J.; Larsson, S.H. Drying characteristics and equilibrium moisture content of steam-treated Douglas fir (Pseudotsuga menziesii L.). Bioresour. Technol. 2012, 116, 396–402. [Google Scholar] [CrossRef] [PubMed]
- Lam, P.S.; Lam, P.Y.; Sokhansanj, S.; Bi, X.T.; Lim, C.J. Mechanical and compositional characteristics of steam-treated Douglas fir (Pseudotsuga menziesii L.) during pelletization. Biomass Bioenergy 2013, 56, 116–126. [Google Scholar] [CrossRef]
- Zhang, D.; Chen, X.; Qi, Z.; Wang, H.; Yang, R.; Lin, W.; Li, J.; Zhou, W.; Ronsse, F. Superheated steam as carrier gas and the sole heat source to enhance biomass torrefaction. Bioresour. Technol. 2021, 331, 124955. [Google Scholar] [CrossRef] [PubMed]
- Ismail, T.M.; Yoshikawa, K.; Sherif, H.; Abd El-Salam, M. Hydrothermal treatment of municipal solid waste into coal in a commercial Plant: Numerical assessment of process parameters. Appl. Energy 2019, 250, 653–664. [Google Scholar] [CrossRef]
- Isemin, R.L.; Mikhalev, A.V.; Milovanov, O.Y.; Stepantsova, L.V.; Solopov, V.A. Development of the Technology of Poultry Litter Treatment into Organic Fertilizer through Its Decontamination by the Low-Temperature Pyrolysis Method, International. J. Chem. Eng. Appl. 2017, 8, 184–188. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Parameter | Units |
|---|---|---|
| Number of fresh particles loaded into the hopper | ||
| Mass of fresh particles inside the hopper | ||
| Mass of single fresh particle | kg | |
| Number of particles per unit of time leaving the hopper | 1/s | |
| Total time of discharging the hopper | s | |
| Mass of particles processed in the reactor | kg | |
| Mass of organic material in the particles | kg | |
| Mass of biochar in the particles | kg | |
| Mass of ash in the particles | kg | |
| Thermochemical reaction rate | kg/s | |
| Stoichiometric coefficient of biochar production by thermochemical reaction (mass basis) | kgchar/kgOM | |
| Stoichiometric coefficient of gas production by thermochemical reaction (mass basis) | kggas/kgOM | |
| Frequency factor of thermochemical reaction | s−1 | |
| Activation temperature of thermochemical reaction | ||
| Number of moles of chemical species i in gas | mol | |
| Total number of moles of gas in reactor | mol | |
| Molar flux of species in the reactor | mol/s | |
| Molar flux of gas leaving the reactor | mol/s | |
| Molar composition of chemical species i released by the reaction | moli/molgas | |
| Internal energy of the particles processed in the reactor | J | |
| Heat capacity of liquid water | J/(kg·K) | |
| Heat capacity of solid material | J/(kg·K) | |
| Temperature of the particles processed in the reactor | K | |
| Reference temperature | K | |
| Temperature of gas | K | |
| Molar enthalpy of chemical species i at the temperature prevailing at the inlet of reactor | J/mol | |
| Molar enthalpy of chemical species i at the temperature prevailing at the outlet of reactor | J/mol | |
| Molar enthalpy of chemical species i at the temperature prevailing at the particle temperature | J/mol | |
| Heat exchange between a particle and the surrounding gas | ||
| Total heat of reaction | W | |
| Heat of reaction | J/kg |
| Material | C, % | H, % | N, % | S, % | O2, % | Ash, % | LHV, MJ/kg |
|---|---|---|---|---|---|---|---|
| Fresh poultry litter | 41.4 | 5.7 | 4.8 | 0.8 | 30.7 | 16.6 | 16.7 |
| Material | C, % | H, % | N, % | S, % | O2, % | Ash, % | LHV, MJ/kg |
|---|---|---|---|---|---|---|---|
| Mixture (1:1). Torrefaction at 300 °C | 49.5 | 3.7 | 6.3 | 0.96 | 10.9 | 28.64 | 19.3 |
| Mixture (1:1). Torrefaction at 350 °C | 52.1 | 2.9 | 7.8 | 1.01 | 5.8 | 30.39 | 20.7 |
| Poultry litter. Torrefaction at 350 °C | 48.2 | 3.63 | 4.65 | 0.9 | 12.48 | 30.1 | 18.8 |
| Symbol | Parameter | Value | Units |
|---|---|---|---|
| Mass of fresh particles in the feedstock hopper | 2 | ||
| Total discharging time of the feedstock hopper | 1020 | s | |
| Stoichiometric coefficient of biochar production by thermochemical reaction (mass basis) | 0.47 | kgchar/kgOM | |
| Stoichiometric coefficient of gas production by thermochemical reaction (mass basis) | 0.53 | kggas/kgOM | |
| Frequency factor of thermochemical reaction | s−1 | ||
| Activation temperature of thermochemical reaction | 573 | ||
| Molar composition of H2O released by reaction | |||
| Molar composition of CO2 released by reaction | |||
| Molar composition of CO released by reaction | |||
| Molar composition of H2 released by reaction | |||
| Molar composition of CH4 released by reaction | |||
| Heat capacity of liquid water | 4180 | J/(kg·K) | |
| Heat capacity of solid material | 2000 | J/(kg·K) | |
| Reference temperature | 273.15 | K | |
| Heat of reaction | 500 | J/kg |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Isemin, R.; Marias, F.; Muratova, N.; Kuzmin, S.; Klimov, D.; Mikhalev, A.; Milovanov, O.; Brulé, M.; Tabet, F. Wet Torrefaction of Poultry Litter in a Pilot Unit: A Numerical Assessment of the Process Parameters. Processes 2021, 9, 1835. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9101835
Isemin R, Marias F, Muratova N, Kuzmin S, Klimov D, Mikhalev A, Milovanov O, Brulé M, Tabet F. Wet Torrefaction of Poultry Litter in a Pilot Unit: A Numerical Assessment of the Process Parameters. Processes. 2021; 9(10):1835. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9101835
Chicago/Turabian StyleIsemin, Rafail, Frederic Marias, Natalia Muratova, Sergey Kuzmin, Dmitry Klimov, Alexander Mikhalev, Oleg Milovanov, Mathieu Brulé, and Fouzi Tabet. 2021. "Wet Torrefaction of Poultry Litter in a Pilot Unit: A Numerical Assessment of the Process Parameters" Processes 9, no. 10: 1835. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9101835