
Independent Variation of Reynolds Number, Wall Shear Stress and Flow Velocity for Cleaning Experiments: A Geometrically Flexible Parallel Plate Flow Cell

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
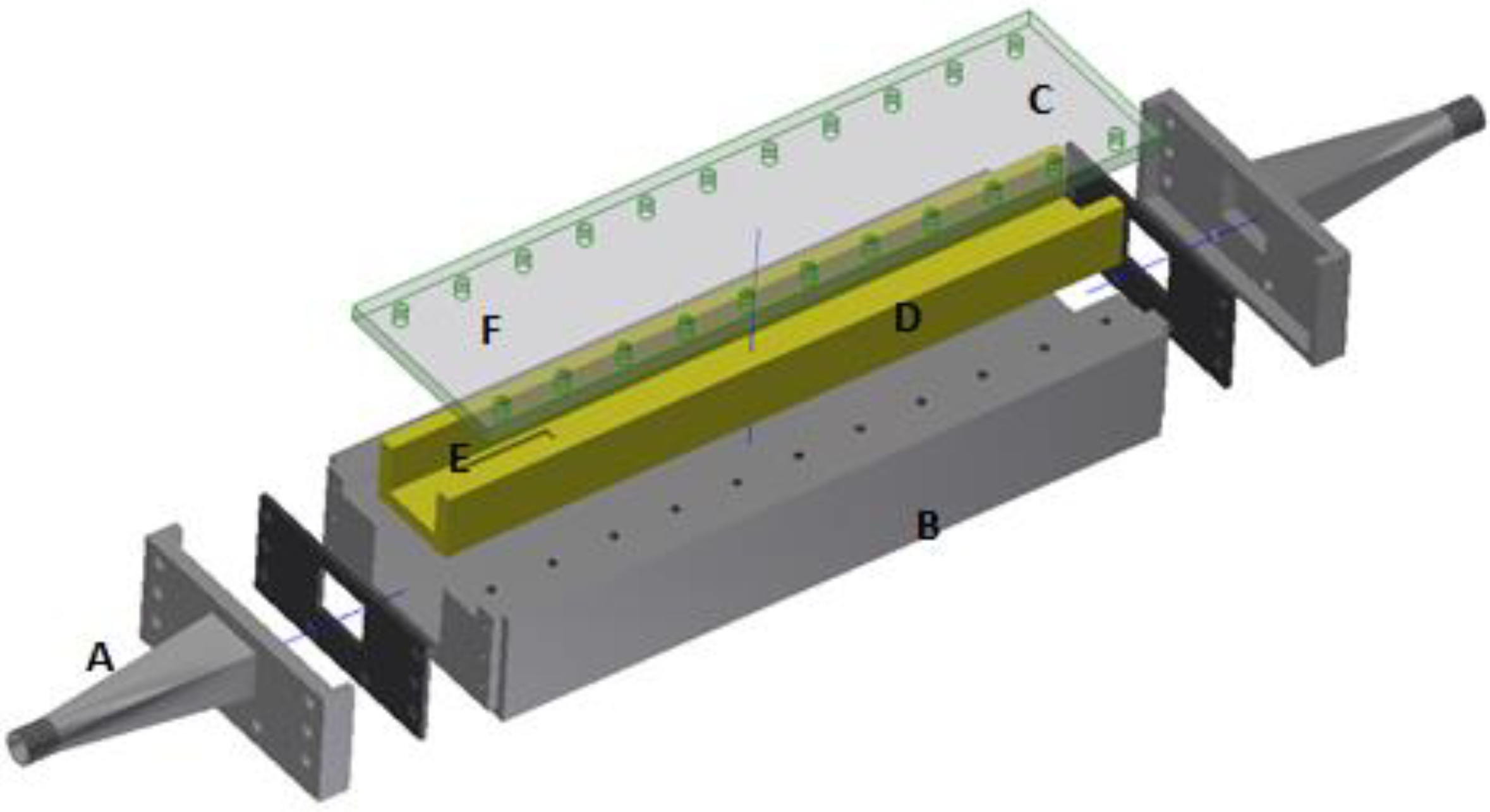
2.1. Newly Designed PPFC
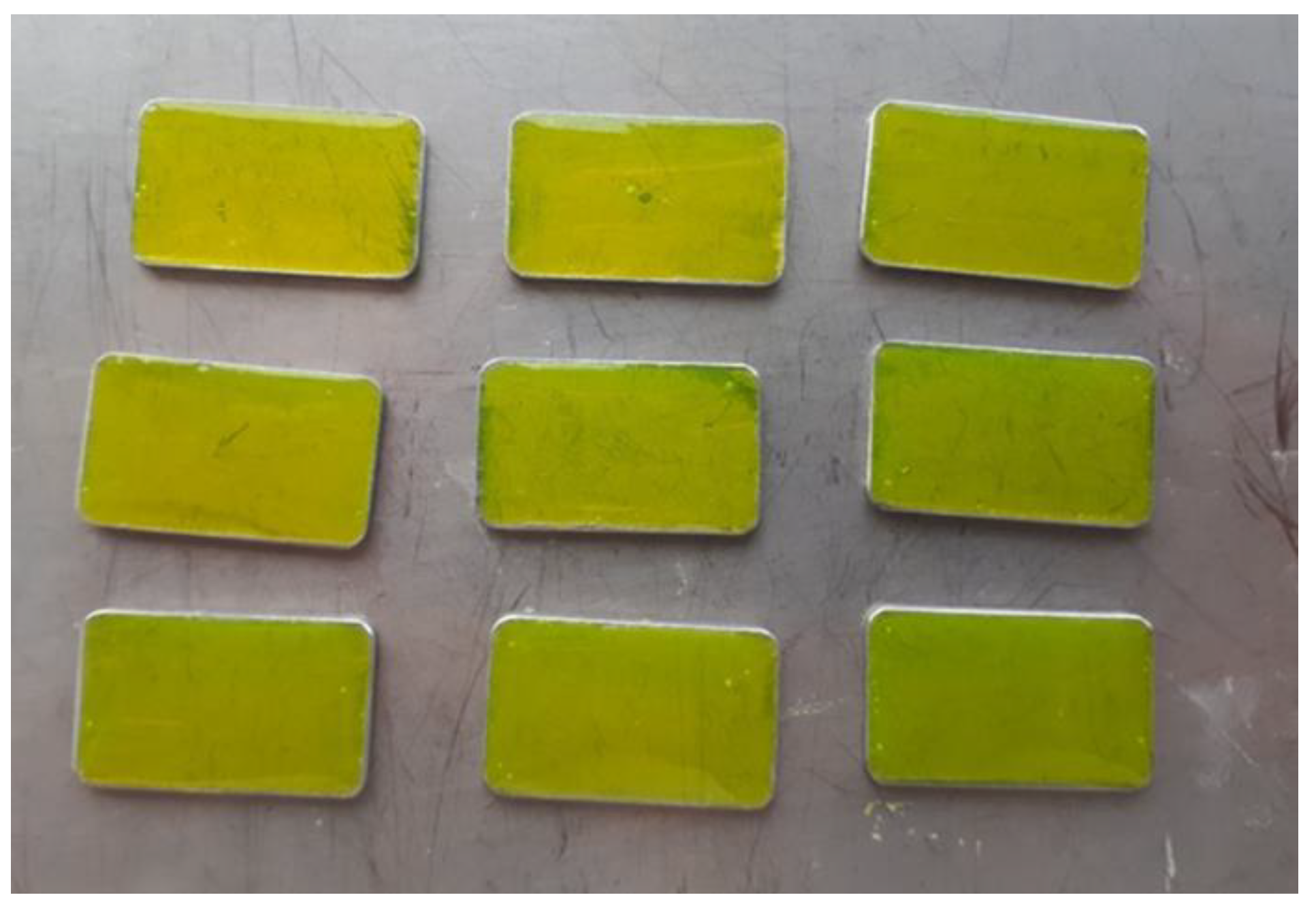
2.2. Reparation of the Soiling Material and SSC Matrix
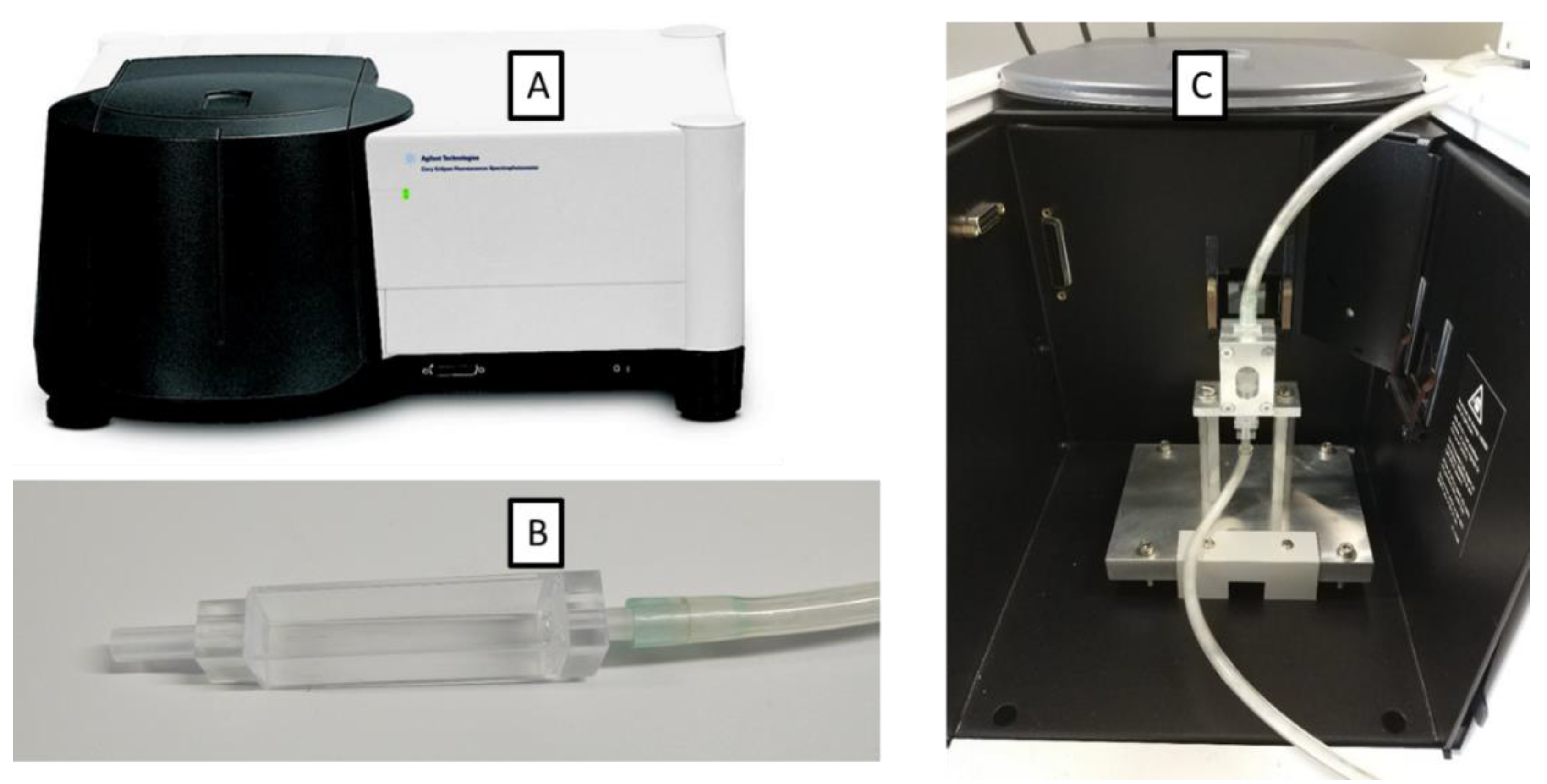
2.3. Fluorescence Spectrometer
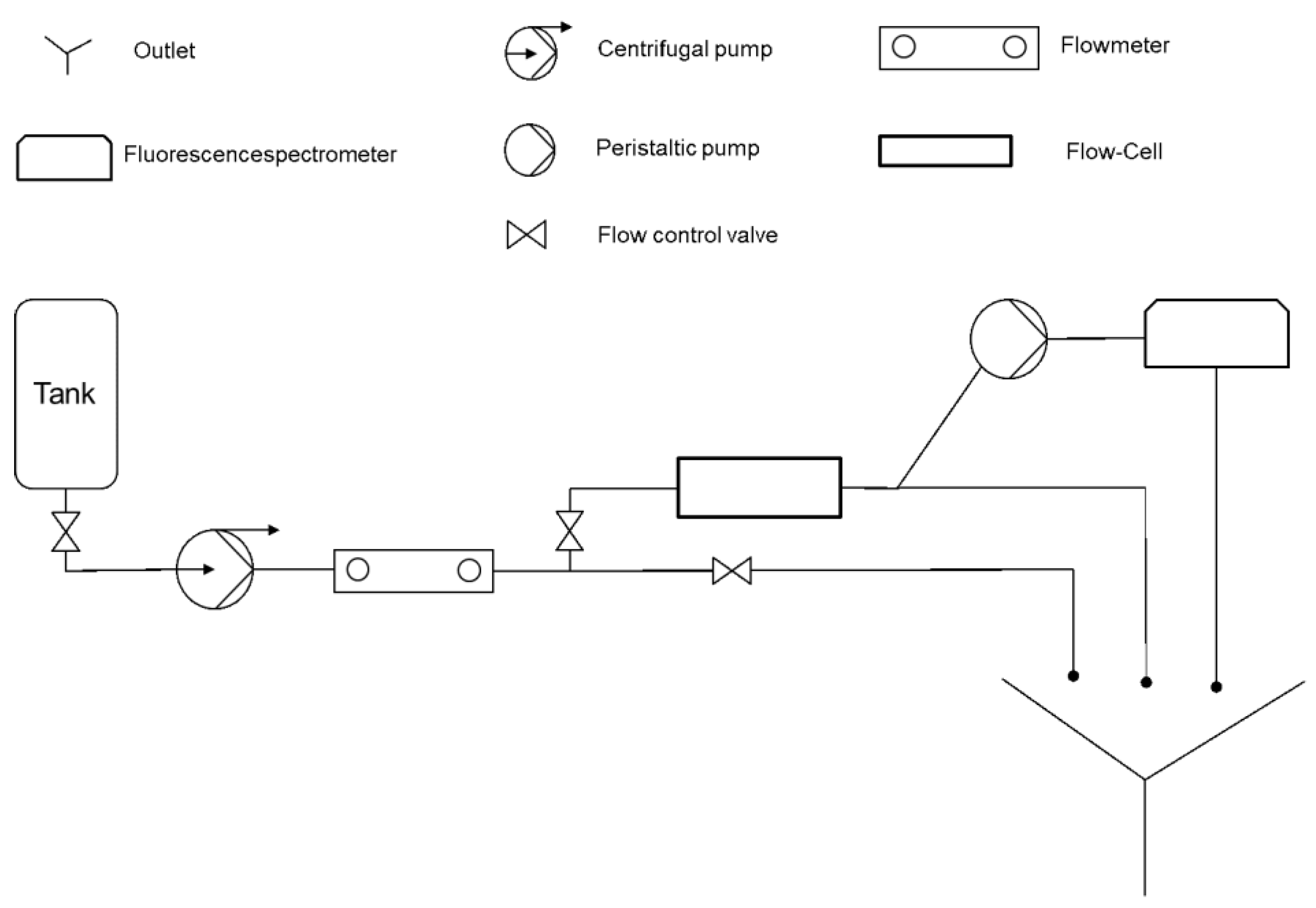
2.4. Cleaning Tests
3. Results and Discussion
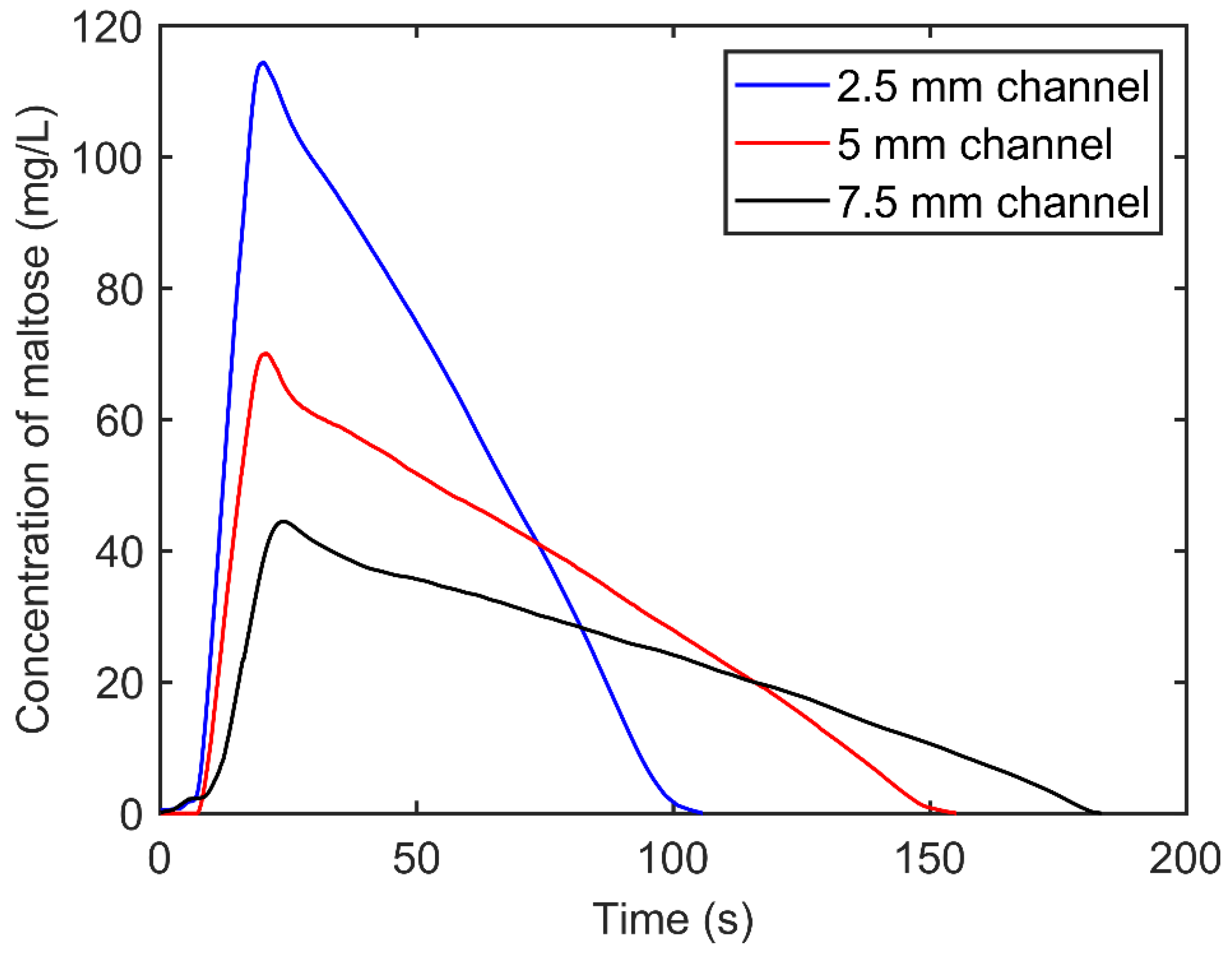
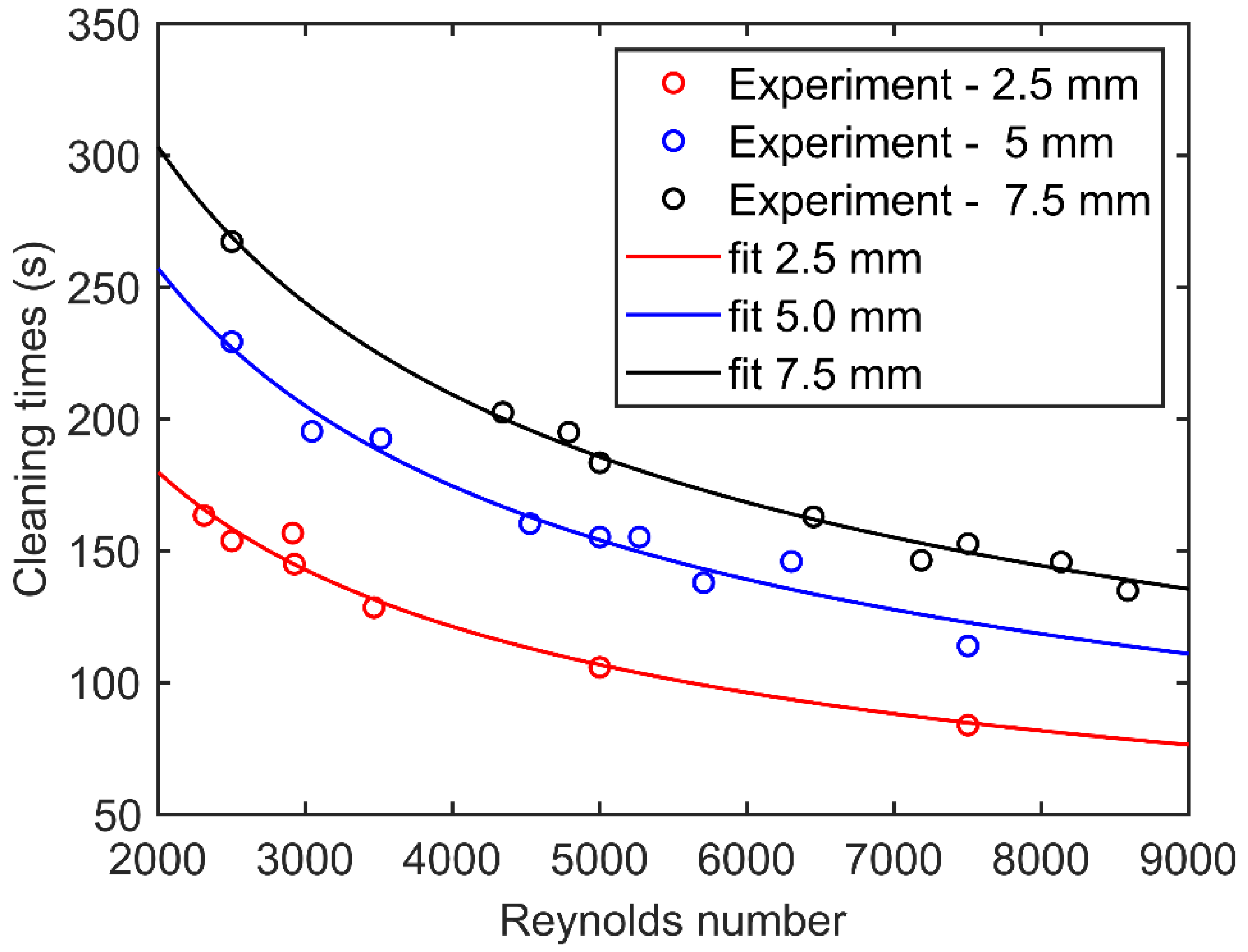
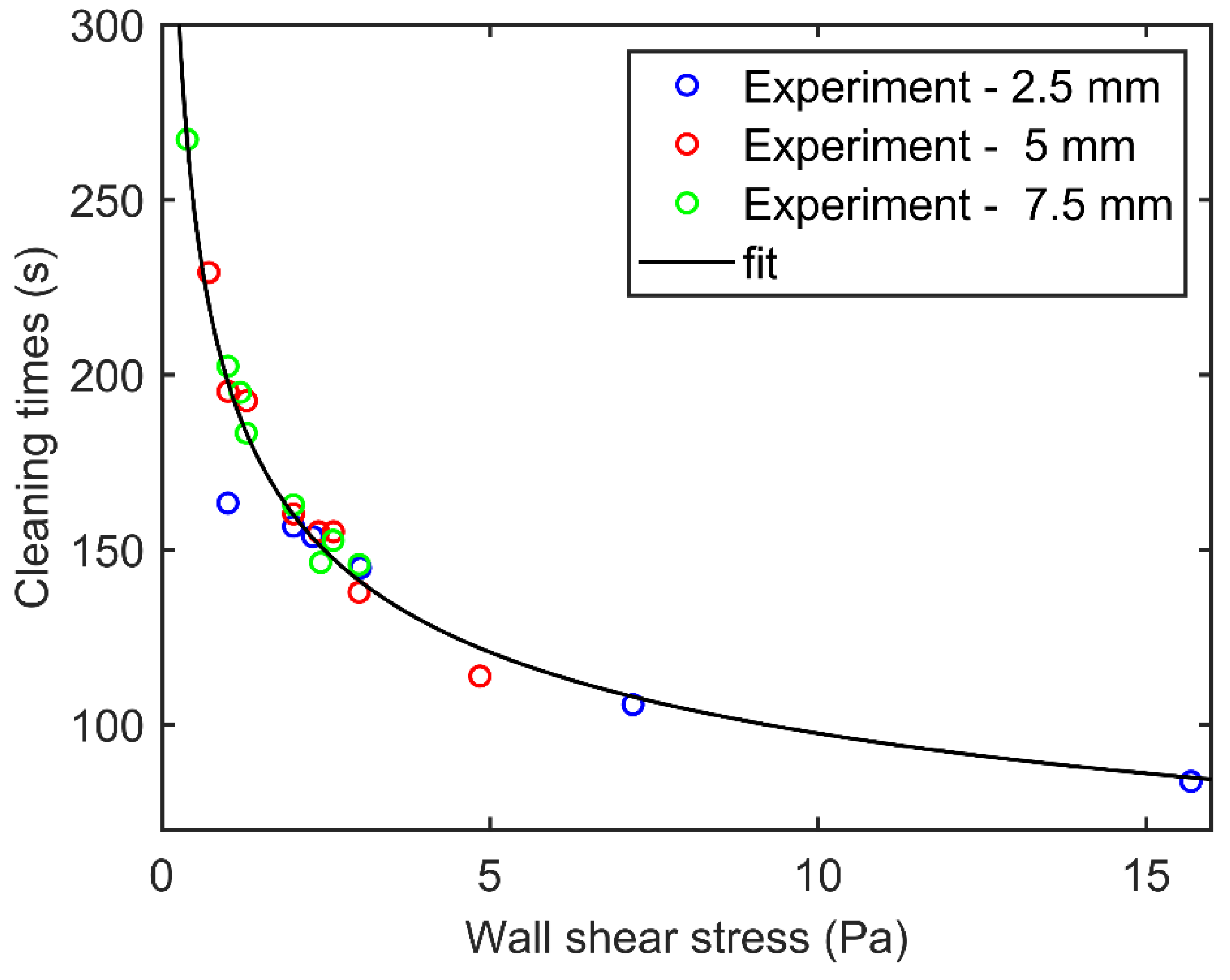
Determination of the Parameter Influences
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A. Calibration of the Fluorescence Spectrometer

Appendix B. Initial Cleaning Experiments
- Finding the area under the curve ():
- The mass of maltose that passed via the cuvette () can be calculated using the volume flow through the cuvette ()
- The mass of maltose that was removed from the system (), assuming a homogeneous distribution of the solute in both the separated flows, can be calculated using the fraction of volume flows through the flow cell to that through the cuvette ()
- Finally, the deviation of the mass measured by the fluorescent spectrometer () from the mass measured before the cleaning experiments () can be calculated from

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Channel Size (mm) | Velocity (m/s) | Experiment Nr. | Mass Before Cleaning (g) | Measured Cleaned Mass (g) | Mean % Error |
| 5 | 0.5 | 1 | 0.337 | 0.329 | 2.85 |
| 2 | 0.337 | 0.328 | |||
| 3 | 0.341 | 0.329 | |||
| 5 | 0.89 | 1 | 0.333 | 0.319 | 3.98 |
| 2 | 0.338 | 0.325 | |||
| 3 | 0.335 | 0.322 | |||
| Channel Size (mm) | Reynolds Number | Experiment Nr. | Mass Before Cleaning (g) | Measured Cleaned Mass (g) | Mean % Error |
| 7.5 | 2500 | 1 | 0.333 | 0.315 | 5.97 |
| 2 | 0.335 | 0.316 | |||
| 3 | 0.337 | 0.314 | |||
| 7.5 | 7500 | 1 | 0.335 | 0.3 | 7.77 |
| 2 | 0.335 | 0.315 | |||
| 3 | 0.334 | 0.311 |

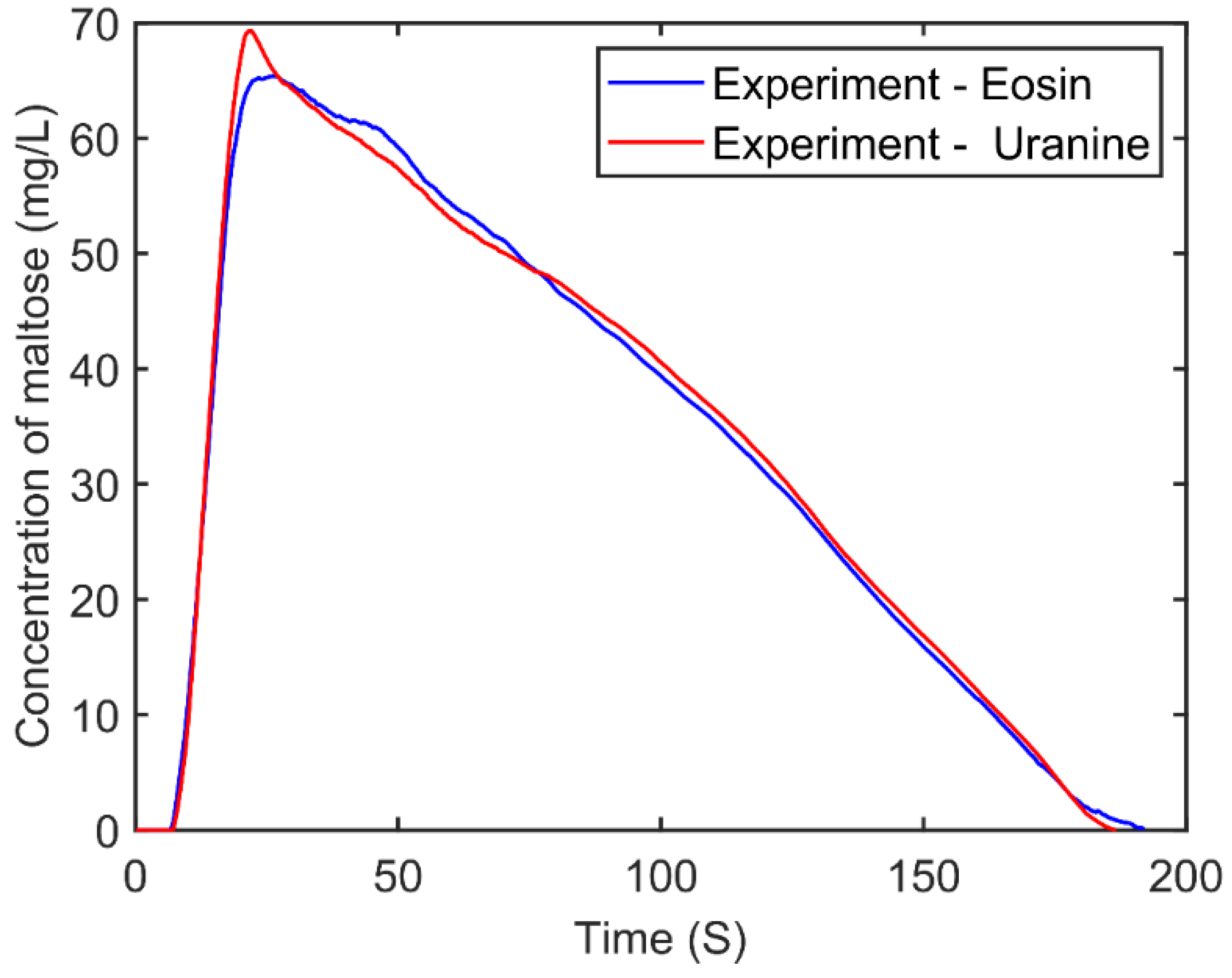
Appendix C. Validation of the Fluorescent Spectrometer Measurements with Eosin Y

Appendix D
Appendix D.1. Variation of Flow Parameters with Constant Velocity
| Velocity [m/s] | Parameter | Channel Depth | ||
|---|---|---|---|---|
| 2.5 mm | 5 mm | 7.5 mm | ||
| 0.5 | Mass flow [kg/h] | 90 | 180 | 270 |
| Reynolds number | 1951.029 | 3511.853 | 4788.89 | |
| Wall shear stress [Pa] | 1.486 | 1.283 | 1.188 | |
| 0.75 | Mass flow [kg/h] | 135 | 270 | 405 |
| Reynolds number | 2926.544 | 5267.779 | 7183.335 | |
| Wall shear stress [Pa] | 3.022 | 2.609 | 2.414 | |
| 0.89 | Mass flow [kg/h] | 160.2 | 320.4 | 480.6 |
| Reynolds number | 3438.405 | 6256.59 | 8524.604 | |
| Wall shear stress [Pa] | 3.811 | 3.281 | 3.0377 | |
Appendix D.2. Variation of Flow Parameters with Constant Wall Shear Stress
| Wall Shear Stress [Pa] | Parameter | Channel Depth | ||
|---|---|---|---|---|
| 2.5 mm | 5 mm | 7.5 mm | ||
| 1 | Mass flow [kg/h] | 71.76 | 156.092 | 244.745 |
| Reynolds number | 1555.622 | 3045.398 | 4340.955 | |
| Velocity [m/s] | 0.399 | 0.434 | 0.453 | |
| 2 | Mass flow [kg/h] | 106.635 | 231.952 | 363.690 |
| Reynolds number | 2311.645 | 4525.44 | 6450.634 | |
| Velocity [m/s] | 0.592 | 0.644 | 0.673 | |
| 3 | Mass flow [kg/h] | 134.438 | 292.429 | 458.516 |
| Reynolds number | 2914.37 | 5705.382 | 8132.536 | |
| Velocity [m/s] | 0.744 | 0.812 | 0.849 | |
References
- Fryer, P.J.; Robbins, P.T.; Asteriadou, K. Current knowledge in hygienic design: Can we minimize fouling and speed cleaning? Procedia Food Sci. 2011, 1, 1753–1760. [Google Scholar] [CrossRef] [Green Version]
- Wildbrett, G. Reinigung und Desinfektion in der Lebensmittelindustrie. 2., überarb. u. Aktual; Behr: Hamburg, Germany, 2006. [Google Scholar]
- Augustin, W.; Fuchs, T.; Föste, H.; Schöler, M.; Majschak, J.-P.; Scholl, S. Pulsed flow for enhanced cleaning in food processing. Food Bioprod. Process. 2010, 88, 384–391. [Google Scholar] [CrossRef]
- Weidemann, C. Reinigungsfähigkeit von Filtermedien Mithilfe Kontinuierlicher und Pulsierender Strömung; KIT Scientific Publishing: Karlsruhe, Germany, 2015. [Google Scholar]
- Mauermann, M.; Eschenhagen, U.; Weyrauch, T.; Köhler, H.; Bley, T.; Majschak, J.P. Monitoring the progress of cleaning using optical detection methods. Proc. Int. Conf. Fouling Clean. Food Process. 2010, 2010, 80–87. [Google Scholar]
- Liu, W.; Fryer, P.J.; Zhang, Z.; Zhao, Q.; Liu, Y. Identification of cohesive and adhesive effects in the cleaning of food fouling deposits. Innov. Food Sci. Emerg. Technol. 2006, 7, 263–269. [Google Scholar] [CrossRef]
- Simeone, A.; Deng, B.; Watson, N.; Woolley, E. Enhanced Clean-In-Place Monitoring Using Ultraviolet Induced Fluorescence and Neural Networks. Sensors 2018, 18, 3742. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tolocka, M.; Tseng, P.; Wiener, R. Optimization of the Wash-Off Method for Measuring Aerosol Concentrations. Aerosol Sci. Technol. 2001, 34, 416–421. [Google Scholar] [CrossRef]
- Gerke, K.M.; Sidle, R.C.; Mallants, D. Criteria for selecting fluorescent dye tracers for soil hydrological applications using Uranine as an example. J. Hydrol. Hydromech. 2013, 61, 313–325. [Google Scholar] [CrossRef]
- Bakker, D.P.; van der Plaats, A.; Verkerke, G.J.; Busscher, H.J.; van der Mei, H.C. Comparison of velocity profiles for different flow chamber designs used in studies of microbial adhesion to surfaces. Appl. Environ. Microbiol. 2003, 69, 6280–6287. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bakker, D.P.; Huijs, F.M.; de Vries, J.; Klijnstra, J.W.; Busscher, H.J.; van der Mei, H.C. Bacterial deposition to fluoridated and non-fluoridated polyurethane coatings with different elastic modulus and surface tension in a parallel plate and a stagnation point flow chamber. Colloids Surf. B Biointerfaces 2003, 32, 179–190. [Google Scholar] [CrossRef]
- Bundy, K.J.; Harris, L.G.; Rahn, B.A.; Richards, R.G. Measurement of fibroblast and bacterial detachment from biomaterials using jet impingement. Cell Biol. Int. 2001, 25, 289–307. [Google Scholar] [CrossRef] [PubMed]
- Otto, C.; Zahn, S.; Plenker, J.; Rohm, H. Application of a flow cell for the comparative investigation of the cleaning behavior of starch and protein. J. Food Eng. 2014, 131, 1–6. [Google Scholar] [CrossRef]
- Truckenbrodt, E. Elementare Strömungsvorgänge dichtebeständiger Fluide. In Fluidmechanik: Band 1: Grundlagen und Elementare Strömungsvorgänge Dichtebeständiger Fluide; Springer: Berlin/Heidelberg, Germany, 1989; pp. 188–361. ISBN 978-3-662-07274-5. [Google Scholar]
- Yunus, A.C. Fluid Mechanics: Fundamentals and Applications (Si Units); Tata McGraw Hill Education Private Limited: Delhi, India, 2010. [Google Scholar]
- Goode, K.R.; Asteriadou, K.; Robbins, P.T.; Fryer, P.J. Fouling and Cleaning Studies in the Food and Beverage Industry Classified by Cleaning Type. Compr. Rev. Food Sci. Food Saf. 2013, 12, 121–143. [Google Scholar] [CrossRef]
- Xin, H.; Chen, X.D.; Özkan, N. Cleaning Rate in the Uniform Cleaning Stage for Whey Protein Gel Deposits. Food Bioprod. Process. 2002, 80, 240–246. [Google Scholar] [CrossRef]
- Fickak, A.; Al-Raisi, A.; Chen, X.D. Effect of whey protein concentration on the fouling and cleaning of a heat transfer surface. J. Food Eng. 2011, 104, 323–331. [Google Scholar] [CrossRef]











| Reynolds Number | 1 Parameter | Channel Depth | ||
|---|---|---|---|---|
| 2.5 mm | 5 mm | 7.5 mm | ||
| -NA- | Hydraulic diameter [m] | 0.0044 | 0.008 | 0.0109 |
| 2500 | Mass flow [kg/h] | 115.234 | 128.138 | 140.951 |
| Velocity [m/s] | 0.641 | 0.356 | 0.261 | |
| Wall shear stress [Pa] | 2.294 | 0.708 | 0.380 | |
| 5000 | Mass flow [kg/h] | 230.648 | 256.275 | 281.903 |
| Velocity [m/s] | 1.281 | 0.712 | 0.522 | |
| Wall shear stress [Pa] | 7.176 | 2.381 | 1.281 | |
| 7500 | Mass flow [kg/h] | 345.971 | 384.413 | 422.854 |
| Velocity [m/s] | 1.922 | 1.068 | 0.783 | |
| Wall shear stress [Pa] | 15.686 | 4.842 | 2.604 | |
| Parameter | 2 Fit Equation | R2 |
|---|---|---|
| The Reynolds number: 2.5 mm channel | 0.967 | |
| The Reynolds number: 5 mm channel | 0.986 | |
| The Reynolds number: 7.5 mm channel | 0.991 | |
| Wall shear stress [Pa] | 0.983 | |
| Velocity [m/s] | 0.982 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vijayasarathi, L.N.; Spies, B.; Nasato, D.S.; Briesen, H.; Foerst, P. Independent Variation of Reynolds Number, Wall Shear Stress and Flow Velocity for Cleaning Experiments: A Geometrically Flexible Parallel Plate Flow Cell. Processes 2021, 9, 881. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9050881
Vijayasarathi LN, Spies B, Nasato DS, Briesen H, Foerst P. Independent Variation of Reynolds Number, Wall Shear Stress and Flow Velocity for Cleaning Experiments: A Geometrically Flexible Parallel Plate Flow Cell. Processes. 2021; 9(5):881. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9050881
Chicago/Turabian StyleVijayasarathi, Lakshmi Narasiman, Bernhard Spies, Daniel Schiochet Nasato, Heiko Briesen, and Petra Foerst. 2021. "Independent Variation of Reynolds Number, Wall Shear Stress and Flow Velocity for Cleaning Experiments: A Geometrically Flexible Parallel Plate Flow Cell" Processes 9, no. 5: 881. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9050881