1. Introduction
To date, oil palm is one of the commodities among the third world countries and it is dominated by Malaysia, contributing to 28% of world palm oil production and 33% for world exports [
1]. According to Chen et al. [
2], the global population will continue to rise to 9.5 billion by year 2050 according to the medium-growth projection scenario of the United Nations. The positive response to global population growth will most likely increase the worldwide demand for food, water, and drink. Adding on, the global demand for fats and oils are estimated to rise up to 360 million tonnes by 2043 thus, the amount of palm oil mill is predicted to increase along with the consumption of lipids for global needs [
1]. Every ton of crude palm oil (CPO) produced will generate 2.5–3.0 m
3 of palm oil mill effluent (POME), which is known as a colloidal suspension containing 95–96% water, 0.6–0.7% oil, 4–5% total solids (TS), and 2–4% total suspended solids (TSS) [
3]. The disposal of POME is one of the main problems faced by the industries since the final products will cause severe environmental issues. A study by Zaied et al. [
4] stressed that untreated POME is the main cause of environmental pollution due to its characteristics to be able to dissolve easily in water, and subsequently, release suspended particles, which generates a high volume of contaminant wastes and odours after degradation process by microbes. Furthermore, POME had been reported to have high biological oxygen demand (BOD) (25,000–65,000 mg/L), chemical oxygen demand (COD) (44,300–102,696 mg/L), total solids (TS) (40,500–72,058 mg/L), and volatile solids (VS) (34,000–49,000 mg/L) [
5]. Hence, an economical feasible approach for the treatment of POME to an acceptable discharge limit is a struggle for many palm oil mills.
In Malaysia, about 85% of the palm oil mills are still depending on conventional ponding biological treatment methods such as anaerobic digestion, aerobic digestion, and acidification since POME is mostly biodegradable. However, conventional anaerobic system requires long hydraulic retention time (HRT) and large area for effective treatment [
6]. Moreover, the unfavourable performance of conventional ponding system for POME treatment has resulted in less economic feasibility due to several factors such as excessive organic load, low pH, and suspended solids colloidal nature in POME. In addition, conventional ponding treatment is not sustainable and environmentally friendly in the long run due to the open system that releases toxic gases, causing a greenhouse effect [
7]. An improvement has been made to overcome these limitations by implementing various high-rate anaerobic bioreactors such as up-flow anaerobic sludge blanket (UASB) reactor, expanded granular sludge bed (EGSB) reactor, anaerobic baffled reactor, anaerobic sequencing batch reactor (ASBR), continuous stirred tank reactor (CSTR), and up-flow anaerobic sludge fixed-film (UASFF) reactor [
8]. A study conducted by Yacob et al. [
9] stressed that the experimental results obtained from these high-rate anaerobic bioreactors outperformed the conventional approach, resulting in better treatment efficiencies along with shorter HRT. However, these high-rate anaerobic bioreactors are still limited in terms of up-scaling due to high operating cost and unfavourable technological performance [
10].
Originally, an anaerobic digester is utilized for the treatment of high strength organic wastes and sludge in the absence of oxygen. In fact, anaerobic degradation of organic matter is beneficial due to lower biomass concentration and increase in methane gas for the production of energy supply [
11]. In addition, anaerobic digestion has proven to be low cost in terms of energy, reactor volume, and nutrient addition as compared with aerobic digestion. However, the effluent quality is not as good as compared to an aerobic system, and hence, pre-treatment with anaerobic digestion is commonly employed prior to aerobic digestion [
11]. According to Vögeli et al. [
12] anaerobic systems could be distinguished into two operating temperatures such, namely, mesophilic (30–40 °C) and thermophilic (45–60 °C). Temperature range below 20 °C is not suitable for anaerobic digestion as the rate of reaction for organic waste is very low [
13]. Although, thermophilic digestion facilitates have a higher rate of reaction along with higher methane gas production, mesophilic digestion is more stable and requires less energy input. Nonetheless, anaerobic digestion is a complex process and time consuming as the bacteria consortia responsible for the degradation process require some time to familiarize to the new environment prior consuming organic wastes [
14]. There are four stages for the anaerobic degradation process: (1st phase) Hydrolysis, (2nd phase) Acidogenesis, (3rd phase) Acetogenesis, and (4th phase) Methanogenesis. Methanogenesis is a vital step for the production of biogas which contains 60–65% methane, 30–35% carbon dioxide, 2–3% hydrogen sulphide, 1% hydrogen, and water vapour [
15].
Aerobic digestion works in the presence of oxygen and widely used in treating organic wastewater and preventing the accumulation of organic matters from clarified treated effluents. The biodegradable organic matters are hydrolysed by means of heterotrophic bacteria, then produce carbon dioxide, water, and active biomass as by-products [
16]. Aerobic digestion is applied in waste-activated sludge, mixtures of waste-activated sludge, trickling-filter sludge and primary sludge, or waste sludge from extended aeration plants [
11]. As indicated by Lokman et al. [
1], aerobic treatment process is less favoured for the treatment of POME due to limitation to handle high organic loading and requires high energy aeration in order to solubilize the organic substances. Furthermore, the POME’s BOD:N (nitrogen):P (phosphorus) ratio of 100:3:0.8 does not meet the nutrient requirements for aerobic digestion process as the minimum nutrient threshold is at a BOD:N:P ratio of 100:5:1 [
11]. Even though simultaneous process of anaerobic followed by aerobic digestion can treat POME efficiently, several factors such as long HRT and vast space requirement and facilities to capture biogas are still hindering the operational efficiency [
17].
A novel and innovative approach by Chan et al. [
10], combining the anaerobic and aerobic process into a single reactor is called the integrated anaerobic–aerobic bioreactor (IAAB). This concept has proven to can further improve the overall degradation efficiency of POME due to low cost, optimum bacterial populations, smaller footprints, and shorter HRT, which results in overall COD, BOD, and TSS removal efficiencies of more than 99% with organic loading rate (OLR) up till 20 kg COD/m
3 day along and methane yield of 0.26 L CH
4/g COD removed [
18]. The capability of IAAB has shown promising results and performance in terms of POME treatment and biogas production, yet it is still in its infancy where more research and study are encouraged to promote the potential of up-scaling. Therefore, the main aim of this work is to analyse the techno-economic feasibility of IAAB treatment by optimising several major parameters affecting the production of biogas such as HRT, OLR, and sludge recycle ratio. There are a few advantages of simulated optimisation process as compared with experimental-based, such as less time consumption, low cost, and high accuracy. In order to ensure a successful simulation, the IAAB treatment process was simulated using a software called SuperPro Designer V9. This software was founded by a company called “INTELLIGEN” in 1991, to commercialize computer-aided process design technology that was developed by PhD certified members in Bio/Chemical Engineering from MIT [
19]. It is a software that facilitates modelling, evaluation, and optimisation of integrated processes in a wide range of industries including biological process. It is a useful tool as it provides environmental properties of the streams such as the BOD and COD values as well as the reactions kinetic models required in this study, i.e., anaerobic and aerobic digestions. This work mainly focused on the optimisation of IAAB by taking into account the system performance (BOD removal efficiency) and the trade-off between capital cost, operating cost, and revenue, while adhering to the environmental effluent discharge limit.
3. Simulation Methodology
The simulation for the treatment of POME using IAAB was performed by using the SuperPro Designer V9 software which is illustrated in
Figure 2. The input values for the feed composition of POME in industrial scale were adopted from Lok et al. [
25] (
Table 1).
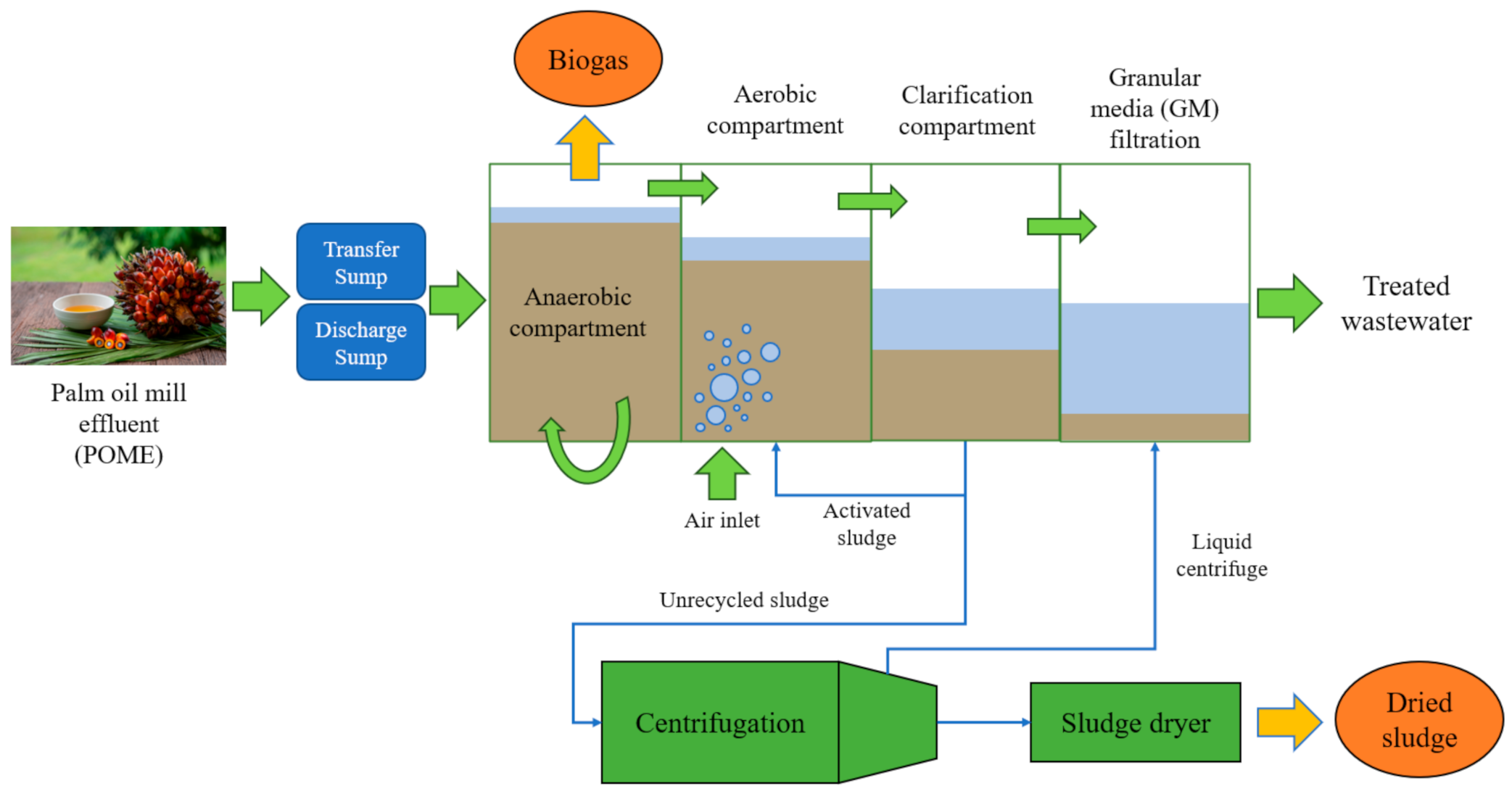
Based on the capacity of 60 ton/h of fresh fruit bunch (FFB) of a typical palm oil mill in Malaysia, and a ratio of 0.67 FFB/POME, the feed inlet is equivalent to 40,200 kg/h of POME. At the starting point of the simulation, POME with feed flowrate of 40,200 kg/h was utilized, which then generated COD and BOD of 62,488 mg/L and 39,139 mg/L, respectively (
Table 1). Since SuperPro Designer V9 does not offer the unit operation for IAAB, the individual anaerobic, aerobic, and clarification tank are connected in series in order to mimic IAAB configuration. First, POME feed enters the anaerobic digestion system (AD-101) in which it undergoes a process of solubilization of organic matter in four different phases (i.e., hydrolysis, acidogenesis, acetogenesis, methanogenesis) using different microbial species. During anaerobic digestion of POME, the generation of gases such as CH
4, CO
2, and H
2S enter the bio-trickling filter (TF-101) via a blower (M-101) for the removal of H
2S. Next, O
2 is constantly supplied into the bio-trickling filtration (TF-101) for the oxidation of H
2S into sulphur (S), H
2O, and sulphuric acid (H
2SO
4) as by-product (see details for oxidation process of H
2S in
Appendix A). Subsequently, the biogas is further treated in the chiller (HX-101) for the removal of moisture content prior utilization for power generation purposes. The moisture or water removal in the chiller is assumed to be 90% efficiency in order to comply with the desired biogas production [
21].
The reaction kinetics for pilot scale and stoichiometry involved in the anaerobic and aerobic digestion systems are obtained from Yap et al. [
27] (
Table A2) and A Aziz et al. [
20] (
Table A1), respectively (see details in
Appendix A). The reaction kinetics for industrial scale are determined using SuperPro Designer V9 via the trial-and-error method. This is to ensure that the simulated results could be matched to the pre-commercialised scale’s results reported by Chan et al. [
18]. In the anaerobic compartment, the construction of recirculation flow (FSP-102) is connected from outlet of AD-101 back into the POME feed mixture via recirculation pump (PM-101). The purpose of POME feed recirculation being part of the design is to enhance the mixing behaviour in the anaerobic tank [
10]. Furthermore, the digestate will then overflow to the aerobic digestion tank (AB-101) to further perform decomposition of POME substrate and stabilization of waste sludge. The aerobic sludge or effluent then overflow into the clarification tank (CL-101) for the separation of suspended solids. The POME substrate will settle to the bottom of the clarifier via gravitational forces. The activated sludge generated will be partially recycled back to the aerobic compartment (AB-101). The remaining IAAB effluent will be discharged at the top surface for further purification. In the clarification section, biomass and dead biomass are assumed at a removal rate of 99% in order to maximise the efficiency of POME treatment [
25]. The activated sludge is separated into two streams (FSP-101), where a portion of sludge will be recycled back to aerobic system and the remaining of the unrecycled sludge will proceed to the centrifugation (DC-101) for the separation of solid (sludge) and liquid (POME effluent). The solid components removal rate for biomass and dead biomass are assumed to be 99% along with 10% of water and the remaining POME effluent will be further treated [
28]. The sludge content along with 10% water content will undergo dehydration in the sludge dryer (SLDR-101) and the subsequent dried sludge can be sold as fertilizer. Lastly, the treated POME effluent from TF-101, CL-101, and DC-101 will proceed to the final treatment in the granular media filtration (GMF-101). The process flow is setup in a way that it abides to the environmental regulations whereby the discharge limit of BOD is prescribed at 20 mg/L and below [
26]. An overview of simulated equipment setup is listed in
Appendix A (
Table A4). The biogas yield calculation is shown in Equations (1) and (2):
where,
5. Conclusions
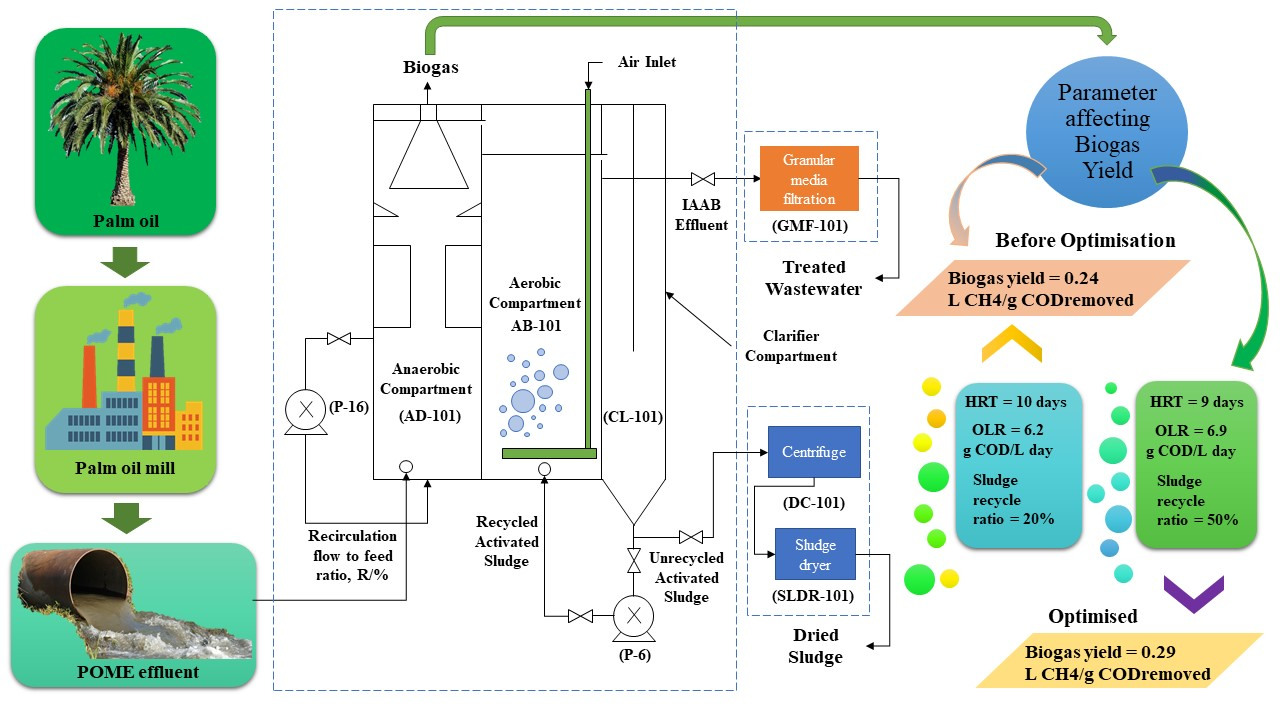
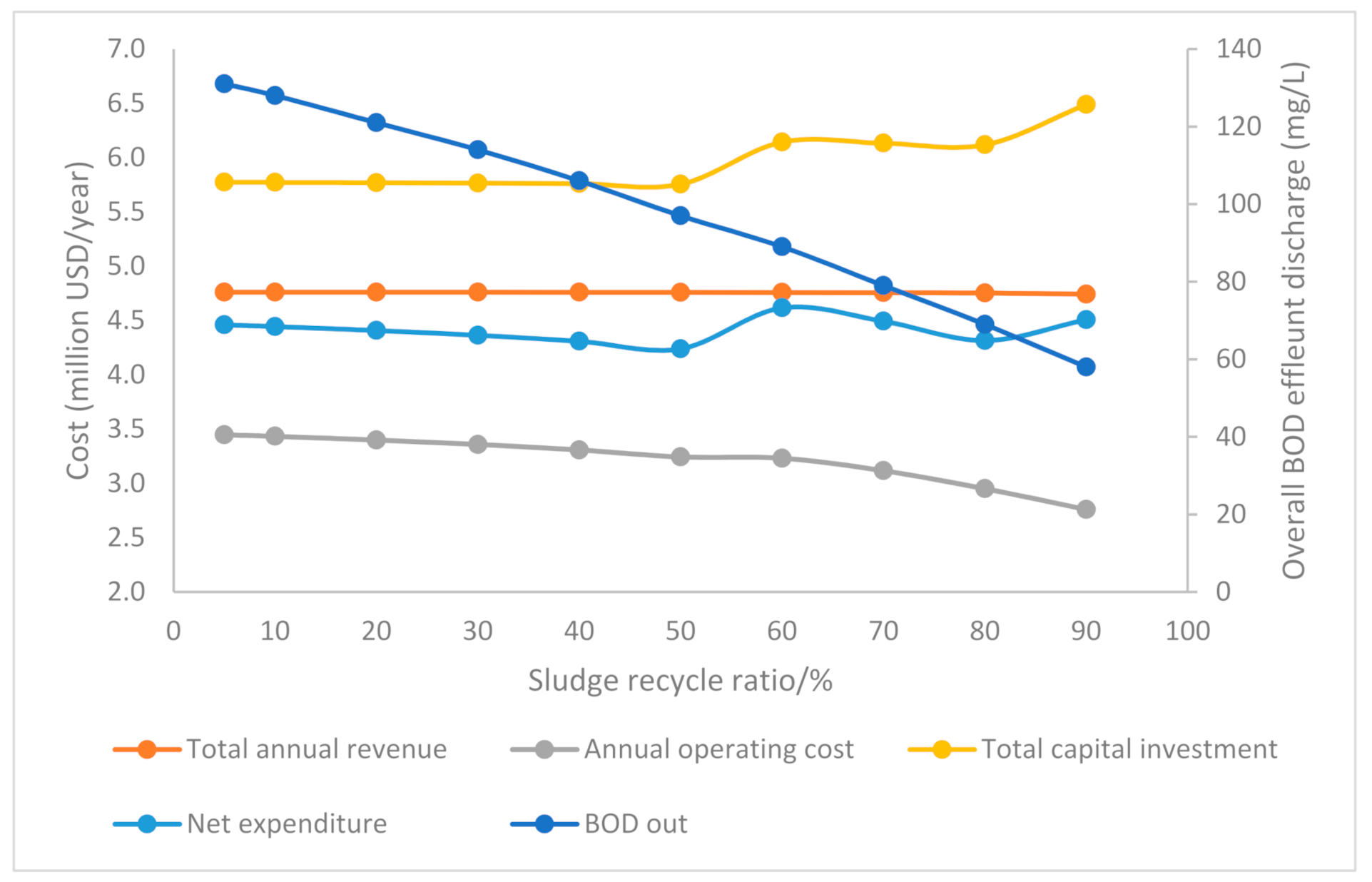
The simulation for complete treatment of POME using IAAB has been successfully conducted by SuperPro Designer V9. An efficient dual strategy of POME treatment and enhanced biogas production have been accomplished by means of performing effective optimisation study on several major parameters including HRT, OLR, and sludge recycle ratio. Prior to optimisation, the base case as per pre-commercialized IAAB setting is simulated with HRT, OLR, and sludge recycle ratio of 10 days, 6.2 g COD/L day and 20%, respectively, which results in biogas yield of 0.24 L CH4/g CODremoved along with COD and BOD removal of 97.8–98.6%. After optimisation, parameters such as HRT, OLR, and sludge recycle ratio of 9 days, 6.9 g COD/L day, and 50%, respectively (corresponding aerobic HRT and OLR of 8 days and 1.7 g COD/L day, respectively), results in biogas yield of 0.29 L CH4/g CODremoved along with COD and BOD removal of more than 99%. The optimised IAAB has yet to achieve BOD discharge effluent limit of 20 mg/L yet, falls below 100 mg/L as per pre-commercialized IAAB study. Nonetheless, the treated effluent from the IAAB will be further purified in the GM filtration and can be reused for the mill. Moving on, the economic analysis for optimised results have deemed to be feasible and promising, resulting in gross margin, ROI, payback time, IRR, and NPV of 31.9%, 24.5%, 4.1 years, 17.9 %, and 4.3 million USD, respectively. Overall, the biogas production of 30.4 L CH4/kg POMEfed are obtained after the process optimisation which results in an overall improvement of 11.4% as compared to those of pre-commercialized IAAB. A trade-off is considered between higher total capital investment and AOC with two times higher total annual revenue of 4.8 million USD/year after process optimisation, which results in lower net expenditure of 5.8% as compared to that of base case. For future improvement, parameters such as SRT, recirculation flow to feed flow ratio (R), and system temperature can be reconsidered for optimisation process for the future and innovation of IAAB to be realised in the commercial setting.


 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




