
Thermal Processing of Liquid Egg Yolks Modulates Physio-Chemical Properties of Mayonnaise

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Liquid Egg Yolk (LEY) Sample Preparation
2.2. Physicochemical Analysis of LEY
2.2.1. Degree of Protein Denaturation
2.2.2. Particle Size Measurement of Liquid Egg Yolk
2.2.3. Determination of Viscosity of Liquid Egg Yolk
2.2.4. LEY Protein Sample Preparation and SDS-PAGE
2.2.5. Response Surface Methodology (RSM)
2.3. Physicochemical Analysis of Mayonnaise
2.3.1. Mayonnaise Sample Preparation
2.3.2. Determination of Mayonnaise Emulsion Stability
2.3.3. Rheological Tests of Mayonnaise
2.3.4. Particle Size Measurement of Mayonnaise
2.3.5. Scanning Electron Microscope (SEM)
2.3.6. Storage Analysis of Mayonnaise
Preparation of Oil Fraction from the Mayonnaise
Determination of Acid Values (AV)
Determination of Thiobarbituric Acid (TBA) Values
2.4. Sensory Evaluation
2.5. Statistical Analysis
3. Results and Discussion
3.1. Thermal Processing Influences the Degree of LEY Protein Denaturation
3.2. Thermal Processing Increased LEY Protein Particle Size
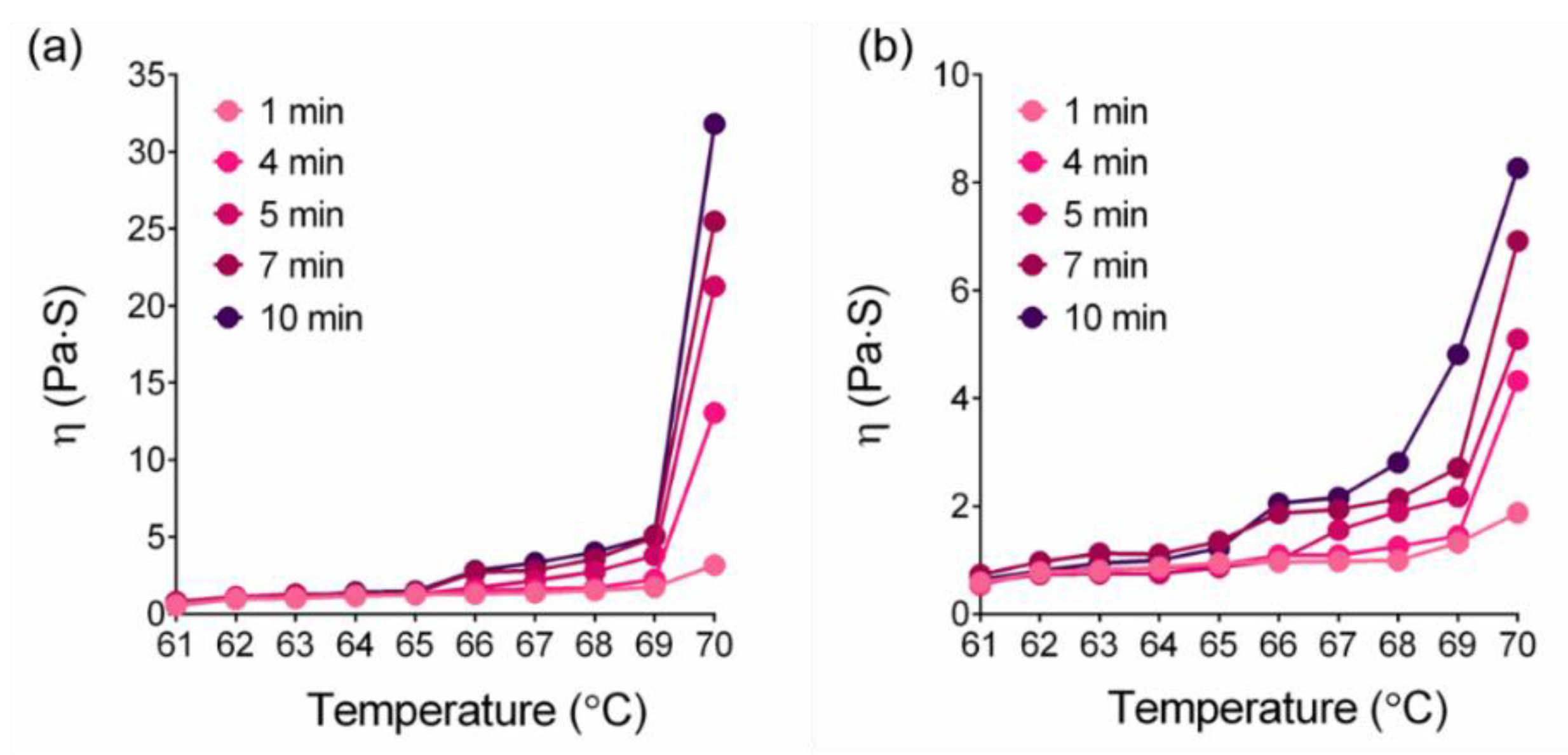
3.3. Heating Time and Temperature Increased LEY Viscosity
3.4. Response Surface Pattern Analysis
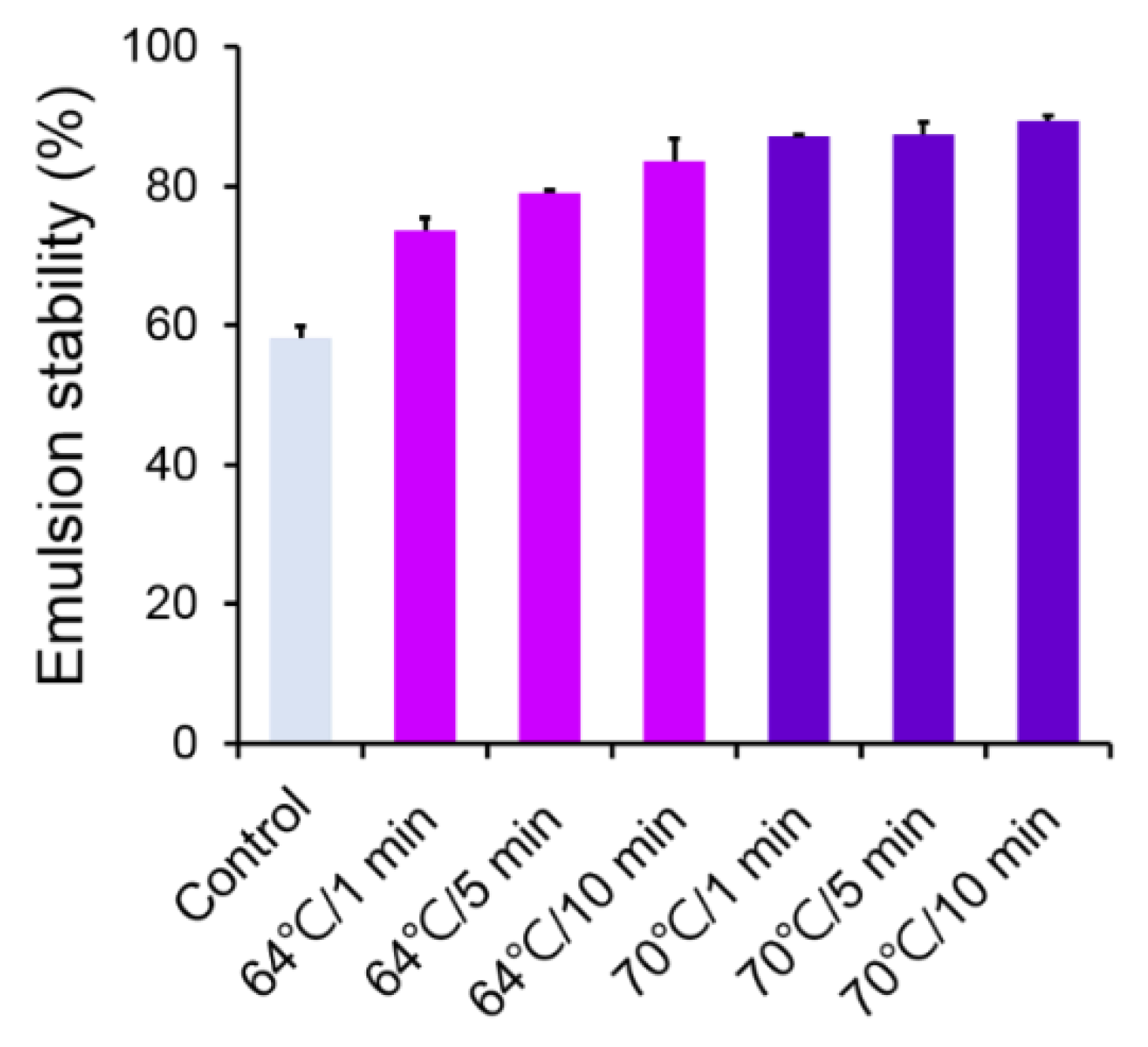
3.5. Effect of Thermally Processed LEY on Emulsification Stability of Mayonnaise
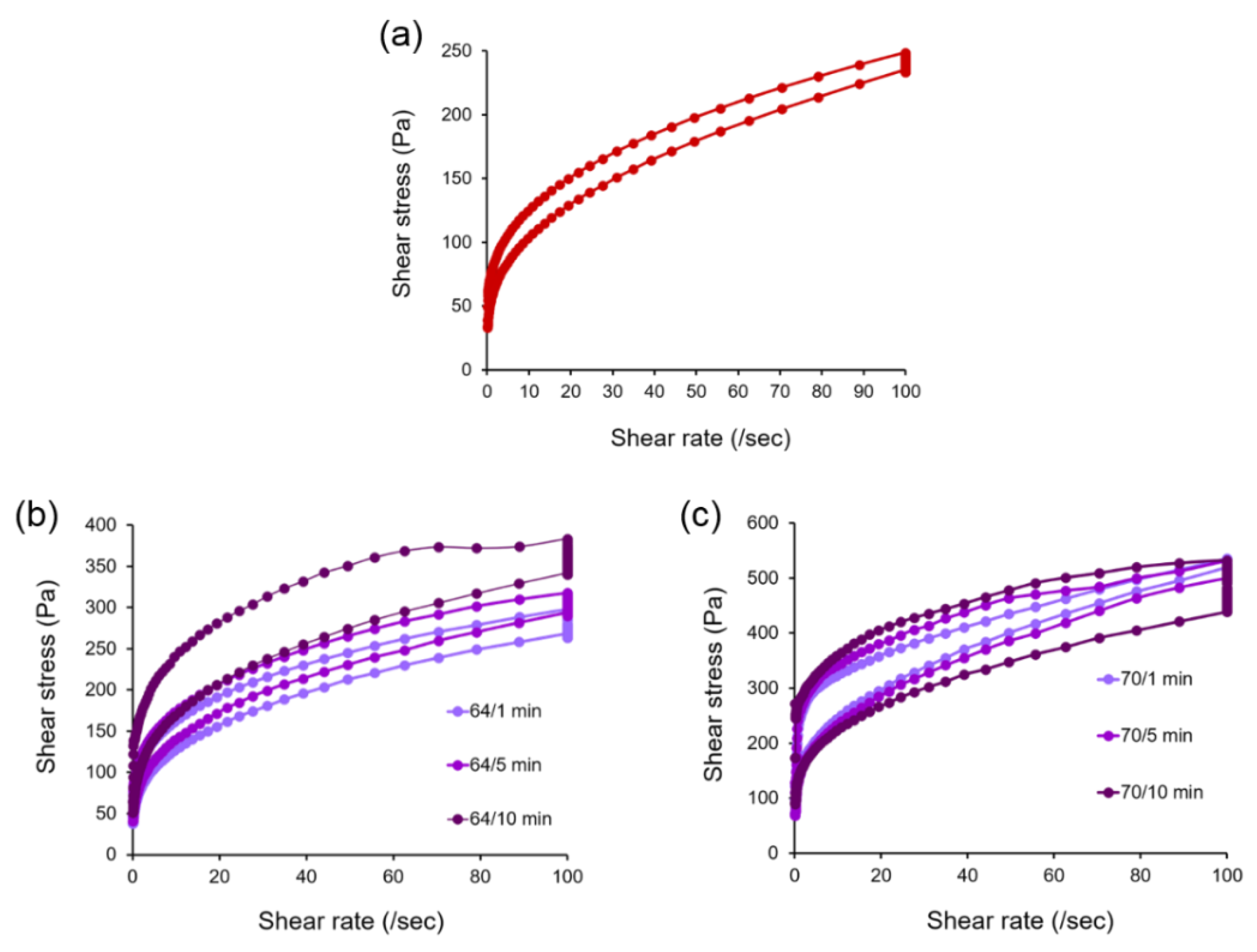
3.6. Effect of Thermally Processed LEY on Mayonnaise Steady Sate of Rheology
3.7. Effect of Thermally Processed LEY on Mayonnaise Particle Size
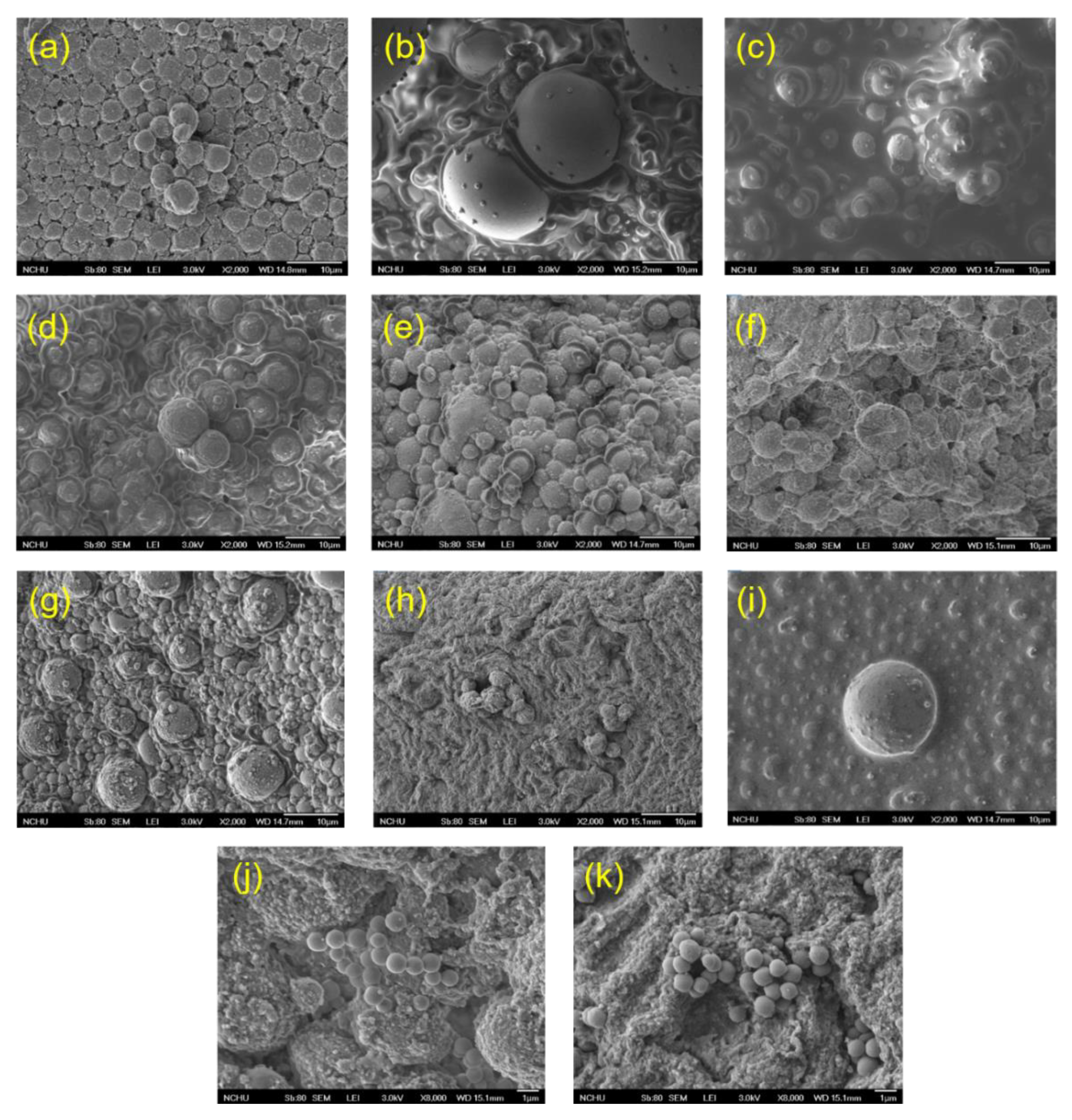
3.8. Microstructural Characterization of Mayonnaise
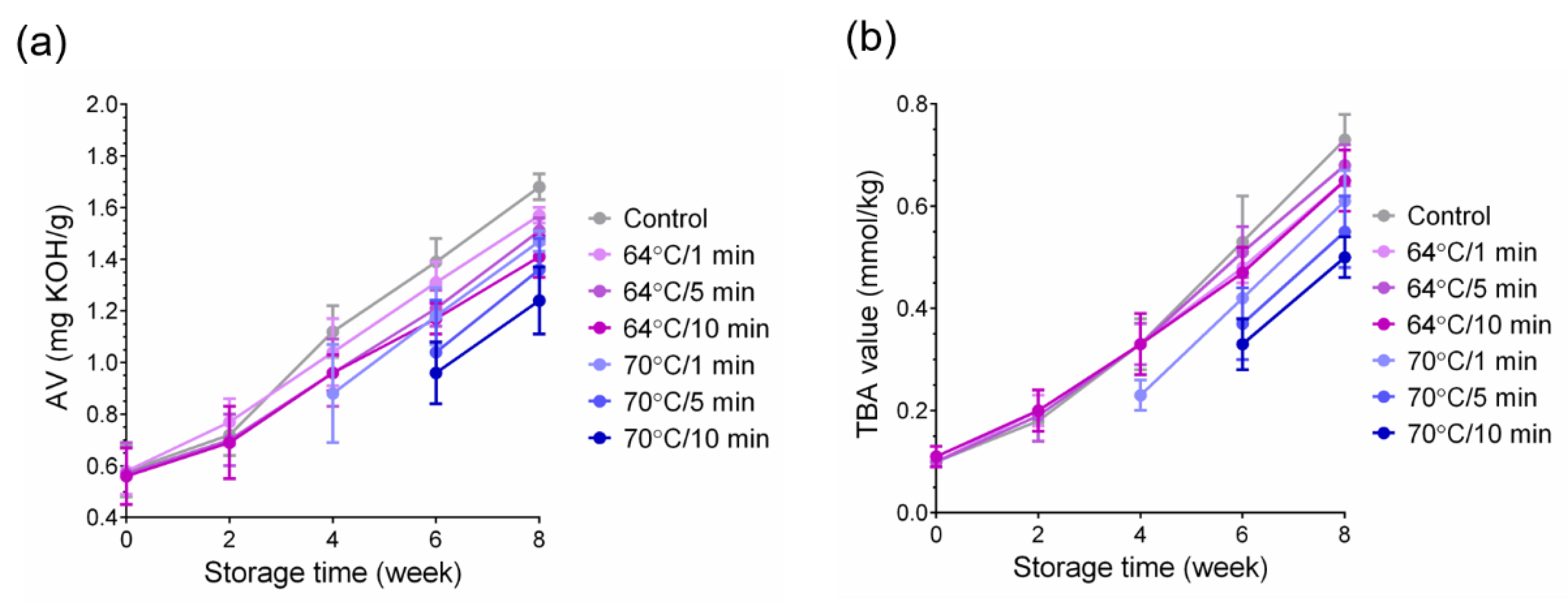
3.9. Chemical Properties of Mayonnaise
3.10. Sensory Evaluation of Mayonnaise
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mirzanajafi-Zanjani, M.; Yousefi, M.; Ehsani, A. Challenges and approaches for production of a healthy and functional mayonnaise sauce. Food Sci. Nutr. 2019, 7, 2471–2484. [Google Scholar] [CrossRef] [PubMed]
- Shi, X.; Li, X.; Li, X.; He, Z.; Chen, X.; Song, J.; Zeng, L.; Liang, Q.; Li, J.; Xu, G.; et al. Antibacterial properties of TMA against Escherichia coli and effect of temperature and storage duration on TMA content, lysozyme activity and content in eggs. Foods 2022, 11, 527. [Google Scholar] [CrossRef] [PubMed]
- Lechevalier, V.; Guérin-Dubiard, C.; Anton, M.; Beaumal, V.; Briand, E.D.; Gillard, A.; Le Gouar, Y.; Musikaphun, N.; Tanguy, G.; Pasco, M.; et al. Pasteurisation of liquid whole egg: Optimal heat treatments in relation to its functional, nutritional and allergenic properties. J. Food Eng. 2016, 195, 137–149. [Google Scholar] [CrossRef]
- Guilmineau, F.; Kulozik, U. Influence of a thermal treatment on the functionality of hen’s egg yolk in mayonnaise. J. Food Eng. 2007, 78, 648–654. [Google Scholar] [CrossRef]
- Jolivet, P.; Boulard, C.; Chardot, T.; Anton, M. New insights into the structure of apolipoprotein b from low-density lipoproteins and identification of a novel YGP-like protein in hen egg yolk. J. Agric. Food Chem. 2008, 56, 5871–5879. [Google Scholar] [CrossRef]
- Anton, M.; Martinet, V.; Dalgalarrondo, M.; Beaumal, V.; David-Briand, E.; Rabesona, H. Chemical and structural characterisation of low-density lipoproteins purified from hen egg yolk. Food Chem. 2003, 83, 175–183. [Google Scholar] [CrossRef]
- Tsutsui, T. Functional properties of heat-treated egg yolk low density lipoprotein. J. Food Sci. 1988, 53, 1103–1106. [Google Scholar] [CrossRef]
- Anton, M. Egg yolk: Structures, functionalities and processes. J. Sci. Food Agric. 2013, 93, 2871–2880. [Google Scholar] [CrossRef]
- Kiosseoglou, V.D.; Sherman, P. Influence of egg yolk lipoproteins on the rheology and stability of o/w emulsions and mayonnaise 1. Viscoelasticity of groundnut oil-in-water emulsions and mayonnaise. J. Texture Stud. 1983, 14, 397–417. [Google Scholar] [CrossRef]
- Ariizumi, M.; Kubo, M.; Handa, A.; Hayakawa, T.; Matsumiya, K.; Matsumura, Y. Influence of processing factors on the stability of model mayonnaise with whole egg during long-term storage. Biosci. Biotechnol. Biochem. 2017, 81, 803–811. [Google Scholar] [CrossRef] [Green Version]
- Riscardo, M.A.; Franco, J.M.; Gallegos, C. Influence of Composition of Emulsifier Blends on the Rheological Properties of Salad Dressing-Type Emulsions. Food Sci. Technol. Int. 2003, 9, 53–63. [Google Scholar] [CrossRef]
- Campbell, L.; Raikos, V.; Euston, S. Heat stability and emulsifying ability of whole egg and egg yolk as related to heat treatment. Food Hydrocoll. 2005, 19, 533–539. [Google Scholar] [CrossRef]
- Wang, C.; Llave, Y.; Sakai, N.; Fukuoka, M. Analysis of thermal processing of liquid eggs using a high frequency ohmic heating: Experimental and computer simulation approaches. Innov. Food Sci. Emerg. Technol. 2021, 73, 102792. [Google Scholar] [CrossRef]
- Le Denmat, M.; Anton, M.; Gandemer, G. Protein Denaturation and Emulsifying Properties of Plasma and Granules of Egg Yolk as Related to Heat Treatment. J. Food Sci. 1999, 64, 194–197. [Google Scholar] [CrossRef]
- Guilmineau, F.; Kulozik, U. Impact of a thermal treatment on the emulsifying properties of egg yolk. Part 1: Effect of the heating time. Food Hydrocoll. 2006, 20, 1105–1113. [Google Scholar] [CrossRef]
- Daimer, K.; Kulozik, U. Impact of a thermal treatment at different ph on the adsorption behaviour of untreated and enzyme-modified egg yolk at the oil–water interface. Colloid Surf. B Biointerface 2010, 75, 19–24. [Google Scholar] [CrossRef]
- Su, H.-P.; Lien, C.-P.; Lee, T.-A.; Ho, J.-H. Development of low-fat mayonnaise containing polysaccharide gums as functional ingredients. J. Sci. Food Agric. 2010, 90, 806–812. [Google Scholar] [CrossRef]
- Mun, S.; Kim, Y.L.; Kang, C.G.; Park, K.H.; Shim, J.Y.; Kim, Y.R. Development of reduced-fat mayonnaise using 4αgtase-modified rice starch and xanthan gum. Int. J. Biol. Macromol. 2009, 44, 400–407. [Google Scholar] [CrossRef]
- Egelandsdal, B.; Langsrud, Ø.; Nyvold, T.; Sontum, P.K.; Sørensen, C.; Enersen, G.; Hølland, S.; Ofstad, R. Estimating significant causes of variation in emulsions’ droplet size distributions obtained by the electrical sensing zone and laser low angle light scattering techniques. Food Hydrocoll. 2001, 15, 521–532. [Google Scholar] [CrossRef]
- Nair, V.; Turner, G.A.; Offerman, R.J. Novel adducts from the modification of nucleic acid bases by malondialdehyde. J. Am. Chem. Soc. 1984, 106, 3370–3371. [Google Scholar] [CrossRef]
- Dixon, D.K.; Cotterill, O.J. Electrophoretic and Chromatographic Changes in Egg Yolk Proteins Due to Heat. J. Food Sci. 1981, 46, 981–983. [Google Scholar] [CrossRef]
- Bernard, C.; Regnault, S.; Gendreau, S.; Charbonneau, S.; Relkin, P. Enhancement of emulsifying properties of whey proteins by controlling spray-drying parameters. Food Hydrocoll. 2011, 25, 758–763. [Google Scholar] [CrossRef]
- Primacella, M.; Fei, T.; Acevedo, N.; Wang, T. Effect of food additives on egg yolk gelation induced by freezing. Food Chem. 2018, 263, 142–150. [Google Scholar] [CrossRef] [PubMed]
- Luo, X.; Wang, Q.; Wu, Y.; Duan, W.; Zhang, Y.; Geng, F.; Song, H.; Huang, Q.; An, F. Mechanism of effect of heating temperature on functional characteristics of thick egg white. LWT 2022, 154, 112807. [Google Scholar] [CrossRef]
- Paraskevopoulou, A.; Kiosseoglou, V.; Alevisopoulos, S.; Kasapis, S. Small deformation measurements of single and mixed gels of low cholesterol yolk and egg white. J. Text. Stud. 2000, 31, 225–244. [Google Scholar] [CrossRef]
- Kiosseoglou, V.; Paraskevopoulou, A. Molecular interactions in gels prepared with egg yolk and its fractions. Food Hydrocoll. 2005, 19, 527–532. [Google Scholar] [CrossRef]
- Suhag, R.; Dhiman, A.; Thakur, D.; Kumar, A.; Upadhyay, A. Physico-chemical and functional properties of microfluidized egg yolk. J. Food Eng. 2020, 294, 110416. [Google Scholar] [CrossRef]
- Kiosseoglou, V. Egg yolk protein gels and emulsions. Curr. Opin. Colloid Interface Sci. 2003, 8, 365–370. [Google Scholar] [CrossRef]
- Shariful, I.M.; Katsuno, N.; Nishizu, T. Factors affecting mayonnaise destabilization during freezing. Rev. Agric. Sci. 2018, 6, 72–80. [Google Scholar] [CrossRef]
- Liu, X.; Guo, J.; Wan, Z.L.; Liu, Y.Y.; Ruan, Q.J.; Yang, X.Q. Wheat gluten-stabilized high internal phase emulsions as mayonnaise replacers. Food Hydrocoll. 2018, 77, 168–175. [Google Scholar] [CrossRef]
- Yildirim, M.; Sumnu, G.; Sahin, S. Rheology, particle-size distribution, and stability of low-fat mayonnaise produced via double emulsions. Food Sci. Biotechnol. 2016, 25, 1613–1618. [Google Scholar] [CrossRef] [PubMed]
- Giacintucci, V.; Di Mattia, C.; Sacchetti, G.; Neri, L.; Pittia, P. Role of olive oil phenolics in physical properties and stability of mayonnaise-like emulsions. Food Chem. 2016, 213, 369–377. [Google Scholar] [CrossRef] [PubMed]
- Xu, X.; Chen, H.; Zhang, Q.; Lyu, F.; Ding, Y.; Zhou, X. Effects of oil droplet size and interfacial protein film on the properties of fish myofibrillar protein-oil composite gels. Molecules 2020, 25, 289. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, H.; Xu, X.M.; Guo, S.D. Rheological, texture and sensory properties of low-fat mayonnaise with different fat mimetics. LWT Food Sci. Technol. 2007, 40, 946–954. [Google Scholar] [CrossRef]
- Laca, A.; Sáenz, M.C.; Paredes, B.; Díaz, M. Rheological properties, stability and sensory evaluation of low-cholesterol mayonnaises prepared using egg yolk granules as emulsifying agent. J. Food Eng. 2010, 97, 243–252. [Google Scholar] [CrossRef]
- Esfarjani, F.; Khoshtinat, K.; Zargaraan, A.; Mohammadi-Nasrabadi, F.; Salmani, Y.; Saghafi, Z.; Hosseini, H.; Bahmaei, M. Evaluating the rancidity and quality of discarded oils in fast food restaurants. Food Sci. Nutr. 2019, 7, 2302–2311. [Google Scholar] [CrossRef]
- Halliwell, B.; Murcia, M.A.; Chirico, S.; Aruoma, O.I. Free radicals and antioxidants in food and in vivo: What they do and how they work. Crit. Rev. Food Sci. Nutr. 1995, 35, 7–20. [Google Scholar] [CrossRef]
- Rasmy, N.M.; Hassan, A.A.; Foda, M.I.; El-Moghazy, M.M. Assessment of the antioxidant activity of sage (Salvia officinalis L.) extracts on the shelf life of mayonnaise. World J. Dairy Food Sci. 2012, 7, 28–40. [Google Scholar]
- Mozuraityte, R.; Kristinova, V.; Rustad, T. Oxidation of food components. In Encyclopedia of Food and Health; Caballero, B., Finglas, P.M., Toldrá, F., Eds.; Academic Press: Oxford, UK, 2016; pp. 186–190. [Google Scholar]
- Depree, J.; Savage, G. Physical and flavour stability of mayonnaise. Trends Food Sci. Technol. 2001, 12, 157–163. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Time (min) | ||||||
|---|---|---|---|---|---|---|
| Temperature | 0 | 1 | 4 | 5 | 7 | 10 |
| Control | 1.2 ± 0.7 e | 1.2 ± 0.7 g | 1.2 ± 0.7 c | 1.2 ± 0.7 g | 1.2 ± 0.7 f | 1.2 ± 0.7 f |
| 61 °C | 1.84 ± 0.25 de | 2.05 ± 0.37 f | 5.15 ± 2.38 b | 5.04 ± 1.09 f | 7.52 ± 2.21 e | 8.22 ± 2.76 e |
| 62 °C | 2.14 ± 0.3 de | 3.47 ± 0.59 cdef | 5.35 ± 0.23 b | 5.43 ± 0.2 ef | 7.29 ± 1 e | 9.75 ± 0.28 e |
| 63 °C | 2.07 ± 0.44 de | 3 ± 0.02 ef | 4.77 ± 0.12 b | 7.81 ± 0.5 cd | 8.92 ± 0.13 e | 10.13 ± 0.71 de |
| 64 °C | 1.94 ± 0.68 de | 3.39 ± 0.09 cdef | 6.11 ± 0.62 b | 7.67 ± 0.72 de | 8.03 ± 0.46 e | 8.66 ± 1.07 e |
| 65 °C | 2.42 ± 0.57 d | 4.99 ± 0.67 cd | 7.11 ± 1.55 b | 8.35 ± 0.5 cd | 10.15 ± 0.06 bcde | 13.61 ± 0.3 bc |
| 66 °C | 2.43 ± 0.34 d | 4.46 ± 0.83 cde | 7.58 ± 0.76 b | 8.51 ± 0.5 cd | 10.1 ± 0.42 bcde | 12.52 ± 0.23 cd |
| 67 °C | 2.94 ± 0.59 d | 3.52 ± 0.31 cdef | 6.82 ± 0.79 b | 10.18 ± 0.5 bc | 11.15 ± 0.39 bc | 13.11 ± 0.6 c |
| 68 °C | 4.72 ± 0.45 c | 5.22 ± 0.69 bc | 6.73 ± 0.04 b | 12.15 ± 1.41 ab | 10.77 ± 1.07 bcd | 13.97 ± 0.59 bc |
| 69 °C | 7.12 ± 0.5 b | 6.78 ± 0.49 ab | 10.85 ± 0.11 a | 13.12 ± 2.67 a | 12.76 ± 0.47 b | 15.8 ± 0.27 b |
| 70 °C | 9.11 ± 1.52 a | 8.24 ± 1.32 a | 11.41 ± 2.17 a | 14.13 ± 1.59 a | 15.75 ± 1.84 a | 18.64 ± 1.33 a |
| Time (min) | |||||
|---|---|---|---|---|---|
| Temperature | 1 | 4 | 5 | 7 | 10 |
| Control | 6.1 ± 0.9 g | 6.1 ± 0.9 g | 6.1 ± 0.9 d | 6.1 ± 0.9 f | 6.1 ± 0.9 g |
| 61 °C | 121.4 ± 2.6 ab | 115.0 ± 5.2 ab | 112.5 ± 15.8 bc | 119.1 ± 6.6 a | 116.6 ± 7.4 bcde |
| 62 °C | 113.5 ± 1.3 c | 109.1 ± 6.9 abc | 127.3 ± 29.3 abc | 125.5 ± 5.2 a | 123.1 ± 11.1 bc |
| 63 °C | 127.0 ± 4.1 a | 34.9 ± 5.4 f | 109.9 ± 4.5 bc | 52.8 ± 4.8 e | 115.7 ± 11.3 cde |
| 64 °C | 15.4 ± 1.8 f | 108.5 ± 8.2 abc | 134.8 ± 15.4 ab | 96.0 ± 5.4 c | 23.2 ± 3.7 f |
| 65 °C | 121.6 ± 2.9 ab | 68.4 ± 8.8 e | 123.4 ± 7.7 abc | 80.9 ± 5.9 d | 116.6 ± 7.3 bcde |
| 66 °C | 118.9 ± 3.2 c | 105.0 ± 5.6 bc | 105.5 ± 5.3 c | 110.1 ± 3.2 b | 121.3 ± 6.1 bcd |
| 67 °C | 93.5 ± 7.2 f | 85.8 ± 3.7 d | 139.8 ± 18.7 a | 96.9 ± 3.9 c | 104.3 ± 4.1 e |
| 68 °C | 104.8 ± 2.0 d | 116.0 ± 3.2 a | 130.8 ± 10.2 abc | 119.7 ± 8.1 a | 109.9 ± 4.7 ed |
| 69 °C | 120.6 ± 2.0 ab | 67.3 ± 5.2 e | 118.1 ± 9.9 abc | 126.3 ± 2.6 a | 129.1 ± 5.0 b |
| 70 °C | 101.8 ± 6.9 d | 101.7 ± 5.0 c | 138.7 ± 6.0 a | 102.7 ± 4.1 bc | 145.5 ± 6.7 a |
| Time (min) | |||
|---|---|---|---|
| Temperature | 1 | 5 | 10 |
| Control | 4.56 ± 0.82 bcd | 4.56 ± 0.82 abc | 4.56 ± 0.82 bcd |
| 61 °C | 3.68 ± 0.05 cd | 3.73 ± 0.42 c | 4.65 ± 0.18 bcd |
| 62 °C | 5.58 ± 0.64 ab | 5.27 ± 1.03 ab | 6.84 ± 0.99 a |
| 63 °C | 4.43 ± 0.69 bcd | 3.46 ± 0.59 c | 3.32 ± 0.27 bcd |
| 64 °C | 3.55 ± 0.36 d | 4.14 ± 0.61 bc | 3.38 ± 0.40 d |
| 65 °C | 3.70 ± 0.18 cd | 3.48 ± 0.07 c | 4.96 ± 0.22 bc |
| 66 °C | 3.96 ± 0.17 cd | 3.83 ± 0.26 c | 3.52 ± 0.20 bc |
| 67 °C | 3.55 ± 0.58 d | 4.04 ± 0.16 bc | 3.49 ± 0.25 cd |
| 68 °C | 6.50 ± 0.11 a | 5.59 ± 0.62 a | 4.39 ± 0.42 bcd |
| 69 °C | 3.56 ± 0.39 d | 3.34 ± 0.32 c | 3.79 ± 0.35 cd |
| 70 °C | 4.99 ± 1.00 bc | 3.32 ± 0.20 c | 5.47 ± 1.01 ab |
| Sensory Attributes | |||||
|---|---|---|---|---|---|
| Treatment Groups | Appearance | Aroma | Mouth Fell | Greasy Feel | Overall Acceptability |
| Control | 5.98 ± 1.56 | 5.09 ± 1.56 | 5.75 ± 1.47 | 5.62 ± 1.55 | 5.60 ± 1.57 |
| 64 °C/1 min | 5.85 ± 1.09 | 5.22 ± 1.39 | 5.75 ± 1.45 | 5.71 ± 1.39 | 5.82 ± 1.46 |
| 64 °C/10 min | 5.92 ± 1.14 | 5.23 ± 1.36 | 5.75 ± 1.46 | 5.55 ± 1.38 | 5.66 ± 1.42 |
| 70°C/1 min | 5.74 ± 1.15 | 5.23 ± 1.37 | 5.72 ± 1.52 | 5.37 ± 1.45 | 5.48 ± 1.58 |
| 70 °C/10 min | 5.71 ± 1.41 | 4.78 ± 1.44 | 5.48 ± 1.37 | 5.49 ± 1.38 | 5.42 ± 1.43 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ho, J.-H.; Lee, T.-A.; Namai, N.; Sakai, S.; Lou, S.-S.; Handa, A.; Lin, W.-T. Thermal Processing of Liquid Egg Yolks Modulates Physio-Chemical Properties of Mayonnaise. Foods 2022, 11, 1426. https://0-doi-org.brum.beds.ac.uk/10.3390/foods11101426
Ho J-H, Lee T-A, Namai N, Sakai S, Lou S-S, Handa A, Lin W-T. Thermal Processing of Liquid Egg Yolks Modulates Physio-Chemical Properties of Mayonnaise. Foods. 2022; 11(10):1426. https://0-doi-org.brum.beds.ac.uk/10.3390/foods11101426
Chicago/Turabian StyleHo, Jou-Hsuan, Tan-Ang Lee, Nobuaki Namai, Shunji Sakai, Siao-Syuan Lou, Akihiro Handa, and Wan-Teng Lin. 2022. "Thermal Processing of Liquid Egg Yolks Modulates Physio-Chemical Properties of Mayonnaise" Foods 11, no. 10: 1426. https://0-doi-org.brum.beds.ac.uk/10.3390/foods11101426