
Optimum Biodiesel Production Using Ductile Cast Iron as a Heterogeneous Catalyst


Chemical Engineering Department, Faculty of Engineering, The British University in Egypt, El-Sherouk City 11837, Egypt
*
Author to whom correspondence should be addressed.
ChemEngineering 2022, 6(3), 40; https://0-doi-org.brum.beds.ac.uk/10.3390/chemengineering6030040
Submission received: 18 April 2022
/
Revised: 12 May 2022
/
Accepted: 23 May 2022
/
Published: 27 May 2022
(This article belongs to the Topic Chemical and Biochemical Processes for Energy Sources)
Abstract
:Biofuels production become a target for many researchers nowadays. Biodiesel is one the most important biofuels that are produced from biomass using economics and modern techniques. The ductile cast iron solid waste dust is one of the wastes produced by the cast iron industry which has a bad effect on the environment. This paper investigates the possibility of reusing ductile cast iron solid waste as a biodiesel heterogeneous catalyst used in its production from sunflower waste cooking oil. Four reaction parameters were chosen to determine their effect on the reaction responses. The reaction parameters are M:O ratio, reaction time and temperature, and catalyst loading. The reaction responses are the biodiesel and glycerol conversions. The upper and lower limits are selected for each reaction parameter such as (50–70 °C) reaction temperature, (5–20) methanol to oil molar ratio, (1–5%) catalyst loading, and (1–4 h) reaction time. Optimization was done with economic and environmental targets which include lowering the biodiesel production cost, increasing the volume of biodiesel produced, and decreasing the amount of resulting glycerol. The optimum reactions are 20:1 M:O molar ratio, 65 °C reaction temperature, 5 wt% catalyst loading, 2 h reaction time, and a stirring rate of 750 rpm. The biodiesel conversion resulting at this optimum reaction conditions is 91.7 percent with agreed with all biodiesel standards. The catalyst usability test was done it was found the catalyst can be used up to 4 times after that a fresh catalyst is required to be used.
Keywords:
biodiesel; ductile cast iron; solid waste; MgO; response surface methodology; optimization1. Introduction
Economic and social evolution relies extremely on energy. The global energy crisis and rising awareness of the vitality of environment preservation, are the originators behind the development and exploration of renewable energy to act as a replacement for non-renewable energy which is facing rapid depletion. Currently, noteworthy attention has been directed towards biofuels as a renewable energy resource. Biodiesel, which mostly comprises fatty acid methyl esters, possesses beneficial qualities such as low sulfur content, low toxicity, and low carbon dioxide and carbon monoxide emissions along with being biodegradable and renewable [1,2].
The production process of biodiesel could be converted to being mostly green through the employment of wastes. As a demonstration, wastes could be utilized in two different forms in the process which are as follows; at first, the utilization of waste cooking oil which refers to second-hand vegetable oil as a feedstock. It was proposed that waste cooking oil would act as an efficient, cost-effective, available feedstock along with offering an environmental advantage along with an economical one owing to the 60–70% reduction in feedstock costs which represents 70–95% of total production cost [3,4,5,6].
Several studies were conducted to confirm the viability of such a theory. A study was conducted by Sahar et al. where a waste cooking oil was utilized in a trans-esterification reaction in the presence KOH as an alkali catalyst to produce biodiesel. The yield of Fatty acid methyl ester attained was about 94% in the presence of a 1% catalyst at a temperature 50 °C. The characterization results confirmed the possibility of employing waste cooking oils in biodiesel production based on ASTM standards [7]. Moreover, another study was performed by da Silva et al. which affirmed and used the waste cooking oil as a raw material to produce high-quality biodiesel and to provide a feasibility condition to use the residual glycerol [8].
At present, the production of biodiesel is undergone in the presence of homogeneous catalysts such as potassium and sodium hydroxide due to their availability and feasibility. However, the total process cost had suffered a significant increase due to the major limitations it possesses which can only be minimized through the utilization of a heterogeneous catalyst. Heterogeneous catalysts are known to be non-corrosive, ecological, with superior selectivity, and activity, separated with ease from liquid products and minimal problems in the disposal. Furthermore, there are numerous types of heterogeneous catalysts such as acids, bases, and enzymes [9,10,11].
Many researchers focused their efforts on the employment of industrial and municipal wastes as heterogeneous catalysts for biodiesel. The employment of waste-derived catalyst which could be industrial, or municipal is designated as being highly advantageous as it introduces the conversion of wastes that are readily available and requires disposal to a significant asset for biodiesel production and thus, achieving solid waste management and economic efficiency due to its low cost along with being environmentally friendly. These materials are readily available and constitute some active metal oxides such as CaO and MgO making them an appealing option [12].
There were various research and studies concerning the employment of waste-derived catalysts. At first, the electric arc furnace dust solid waste which is significantly hazardous was analyzed in a study constructed by Khodary et.al. This study examined and confirmed the economical production of biodiesel from sunflower oil in the presence of the aforementioned solid waste as a heterogeneous catalyst with bearing mind that this catalyst is composed mainly of oxides specifically ZnO, CaO, Fe2O3 and SiO2, and the optimum biodiesel yield was 96% at conditions of 20:1 methanol: oil molar ratio, 1 h as a reaction time, 57 °C as a reaction temperature and 5% catalyst loading [1]. Another solid waste was employed as a heterogeneous catalyst for biodiesel production which was waste iron filling. Ajala et al. analyzed the utilization of solid waste in the production process of biodiesel from waste cooking oil. The waste iron filling was utilized in synthesizing α-Fe2O3 through co-precipitation into acidic solid catalysts and achieved a yield of biodiesel 87, 90, and 92% respectively at conditions of 12:1 methanol: oil molar ratio, 3 h as a reaction time, 80 °C as a reaction temperature and 6% catalyst loading [13]. Furthermore, Rasouli & Esmaeili established a study that examined biodiesel production by transesterification of goat fat in the presence of a magnesium oxide (MgO) nano-catalyst at a temperature of 70 °C, a methanol/oil molar ratio of 12:1, a catalyst content of 1 wt. percent and a reaction period of 3 h, the maximum biodiesel yield of 93.12 percent was attained [14].
The ductile cast iron industry is a prosperous industry where the manufacturing had seen rapid growth due to ductility, elevated strength, and impact toughness in comparison to other steel grades, corrosion, and wear resistance because of graphite morphology modification which involves pure or an alloy of magnesium addition converting lamellar to a globular shape when crystallized. Initially, the core wire technique is defined as a graphite morphology modification method of simple mannerism where the core wire is injected into molten cast iron. The difficulty arises in magnesium’s reaction with molten iron due to Mg’s lower boiling point leading to spontaneous MgO fumes release and low yield in adsorption. The aversion to air pollution through a collection of dust formed by filtration leads to solid waste creation which requires handling to avert risks of land contamination and respiratory diseases [15].
This paper examines the utilization of ductile cast iron solid waste as a heterogeneous catalyst in a trans-esterification reaction to produce biodiesel using optimum, low energy, and economic process. This research examines biodiesel production using waste cooking oil, and ductile cast iron solid wastes which are considered dangerous materials to the environment so this research will have environmental benefit in addition to the economic benefit because using waste materials as a replacement for raw materials.
2. Methodology for Research
2.1. Raw Materials
The materials used in this research are described as follows:
- (a)
- Ductile cast iron supplied from Cairo Great Foundries, Cairo, Egypt.
- (b)
- Methanol 99% was supplied by Morgan Chemical company Ltd., Cairo, Egypt.
- (c)
2.2. Solid Waste Preparation
The solid molds were collected from the ductile cast iron factory from the dust accumulated around the furnace that was used to produce the ductile cast iron using the core wire technique.
2.3. Assessment of Solid Waste
The used characterization methods for the solid waste are described in the Table 2.
2.4. Collection and Preparation of Waste Sunflower Cooking Oil
Sunflower waste cooking oil (SFWCO) was a discarded item in many households. A centrifuge and filter were used to remove any suspended particulates, fried food particles, and other pollutants, and it was then dried at 105 °C for two hours to eliminate the water.
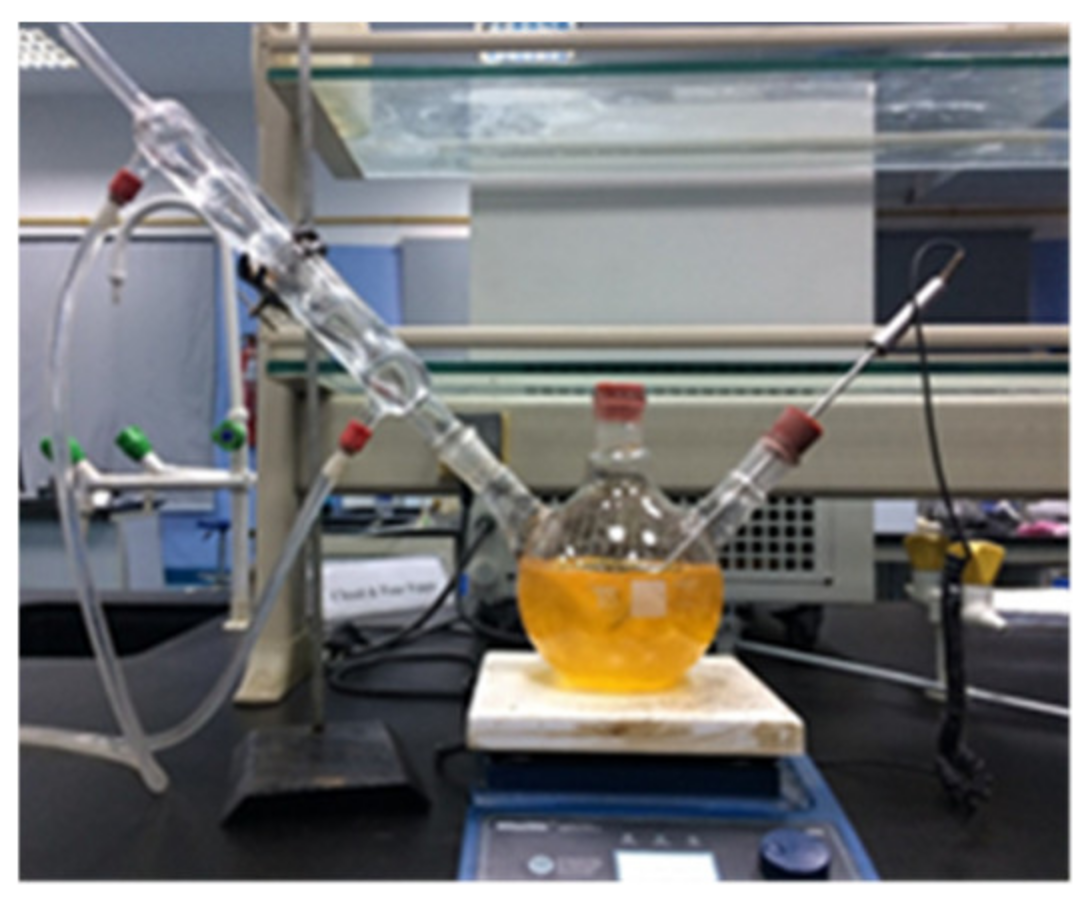
2.5. Experimental Work Done to Produce Biodiesel
The experimental step that was used for biodiesel production as shown in Figure 2 can be described as follow:
- Round bottom flask was used as a batch biodiesel reactor
- Magnetic stirrer on which the biodiesel reactor is put. This stirrer is used for providing a good reaction mixing.
- Heater that is provided with the stirrer to provide the required reaction temperature for the transesterification reaction.
- Thermometer is used to measure the reaction temperature
- A reflux fitted with the batch reactor to prevent methanol escape by condensation.
The oil, methanol, and the solid catalyst were added to the batch biodiesel reactor taking into consideration the required catalyst percentage and methanol to oil ratio than the reaction temperature was adjusted, and the reaction timer started and adjust for a certain time. When the reaction ended the solid catalyst was removed by the filter media and then glycerol was separated from the resulted biodiesel using a separating funnel finally the excess methanol was removed using 80 °C, 30 min drying. The biodiesel conversion was calculated by the weight ratio between the resulted biodiesel and the used SFWCO.
2.6. Experimental Design
The surface methodological technique (RSM) was utilized to design the experimental work, and a detailed analysis of the process was generated using Design-Expert version 13 [20]. The process response is the conversion of biodiesel and glycerol while the reaction variables are shown in Table 3.
Based on reaction parameters used by Rasouli & Esmaeili in their paper, the processing parameters and ranges were chosen [14]. Thirty experimental runs were generated by the design expert program [22] using the central composite design technique (CCD) as shown in Table 4. The conditions in experimental runs 25 to 30 represent the design center point. The optimization process was done based on the economic purpose to maximize biodiesel production while minimizing production cost. This target was reached by minimizing both reaction time and temperature, maximizing the biodiesel production rate, and minimizing the glycerol production rate.
2.7. Optimum Biodiesel Sample Analysis
Two important tests must be done to make sure that the resulted product is biodiesel and complied with the standards required. The first test is gas chromatography (GC) which determines the amount of total fatty acid methyl ester (FAME), glycerol, and triglycerides in the biodiesel sample and compared it with the standards EN 14103 [23] and EN 14105 [24]. The second test is physicochemical determination and compares their results with the standards ASTM D6751 [25] and European Biodiesel Standard, EN 14214 [26].
2.8. Reusability Test of Biodiesel Catalyst
A reusable test was done using two methods under the resulted optimum conditions. Once the reaction ended the reaction product was filtered to remove the heterogeneous catalyst. The used method can be summarized in Table 5. The reaction conversion was calculated at the point of reuse to determine the catalyst efficiency and strength.
3. Results and Discussion
3.1. Ductile Cast Iron Solid Waste Characterization
3.1.1. Chemical Analysis
The chemical analysis of the used ductile cast iron solid waste is shown in Table 6. Solid waste contains 88% MgO with negligible amounts of other oxides. Cast iron’s high melting temperature causes more magnesium to be eliminated, resulting in a higher MgO percentage. It’s due to the decomposition of the core wire structure in the foundry, which mostly releases MgO. The waste produced in an oxidation atmosphere and at high melting temperatures contains intermediate levels of zinc and iron oxides contaminated with carbonate elements, resulting in destruction and gas conversion as indicated by the L.O.I. %. This result indicates that the ductile cast iron solid waste is a promising biodiesel catalyst as MgO is good biodiesel based on previous researchers like Rasouli and Esmaeili [14].
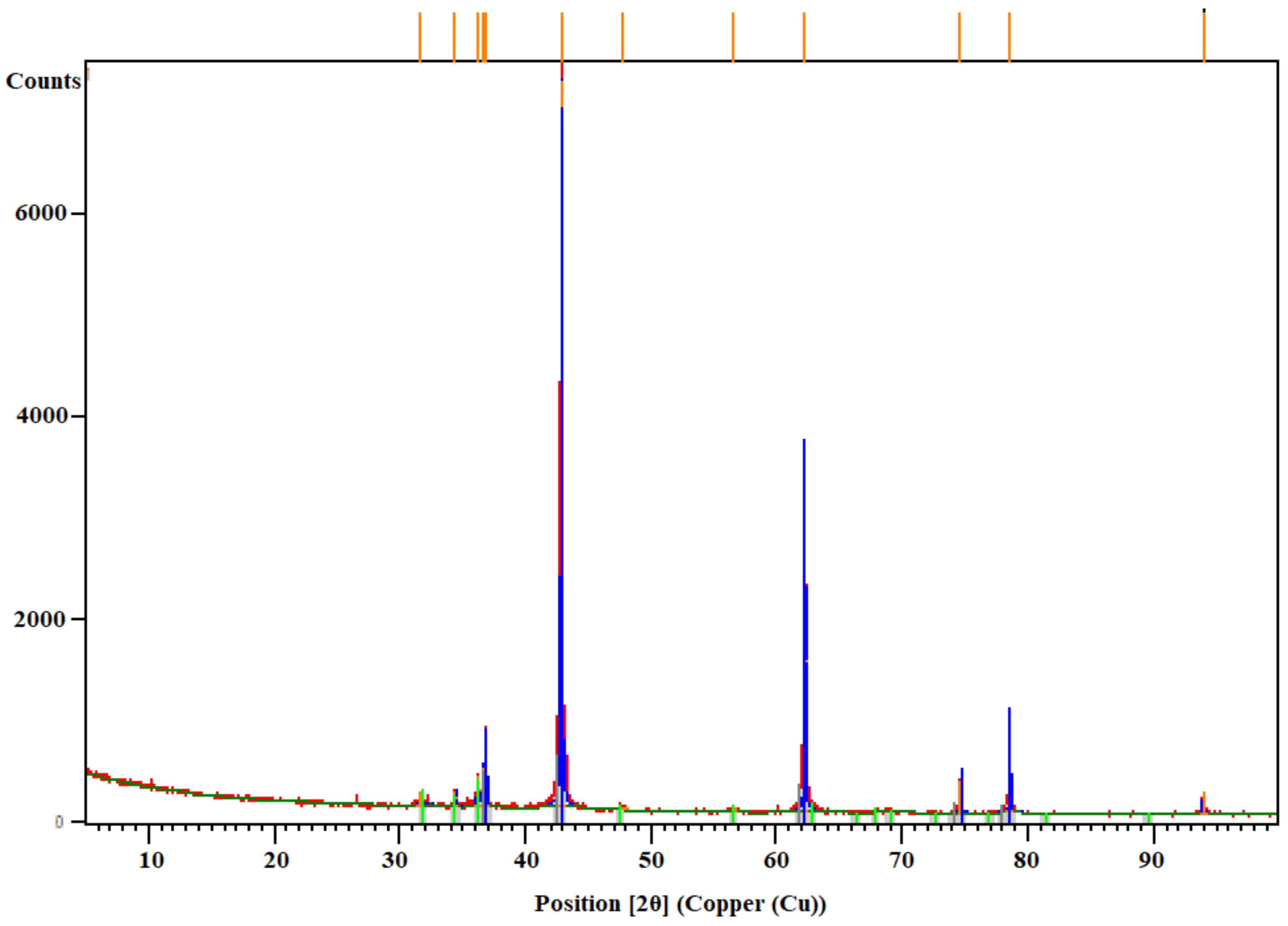
3.1.2. Mineralogical Analysis
The mineralogical analysis of the solid waste as shown in Figure 3 shows the major phase is Periclase which is the cubic form of magnesium oxide (MgO) [27]. Periclase is a relatively high-temperature mineral which confirmed what is mentioned in XRF analysis about Cast iron’s high melting temperature which causes more magnesium to be eliminated, resulting in a higher MgO percentage. XRD analysis indicates that the MgO is found in its oxide shape not hydroxide or carbonated so no need for any heat or chemical treatment to be done on the catalyst before its usage so it will be used as it. There are also minor phases which are Zincite (ZnO) and Osbornite (TiN). The colors of peaks of periclase, zincite, and osbornite are blue, green, and grey respectively.
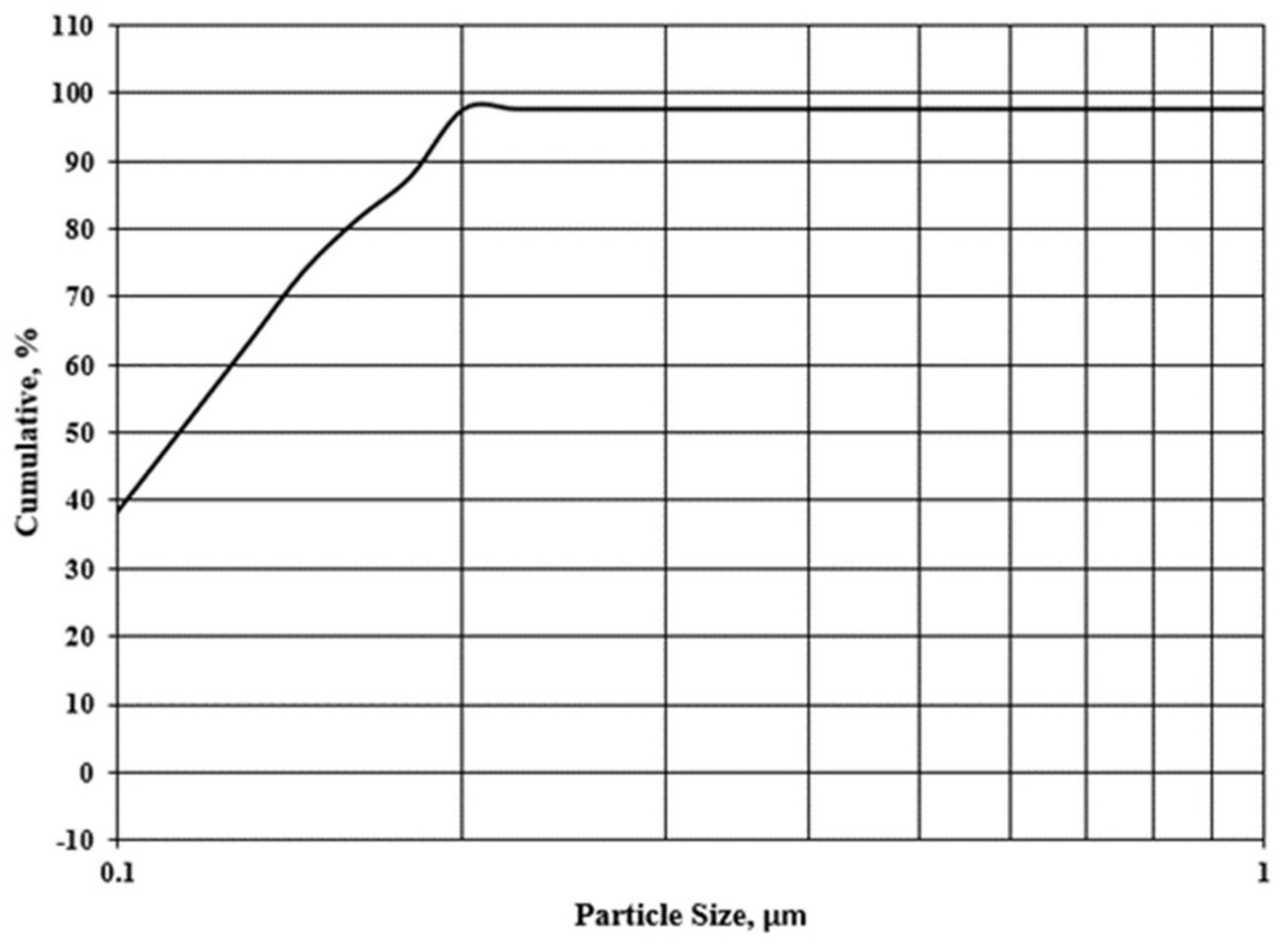
3.1.3. Screen Analysis
The cumulative screen analysis curve of the ductile cast iron solid waste is shown in Figure 4. The catalyst is extremely fine, and in the nano range as shown in this diagram. The average particle size was 0.098 μm. This indicates that this catalyst will be highly active as it has a high surface area and large number of active centers.
3.2. Process Modelling Using Design Expert
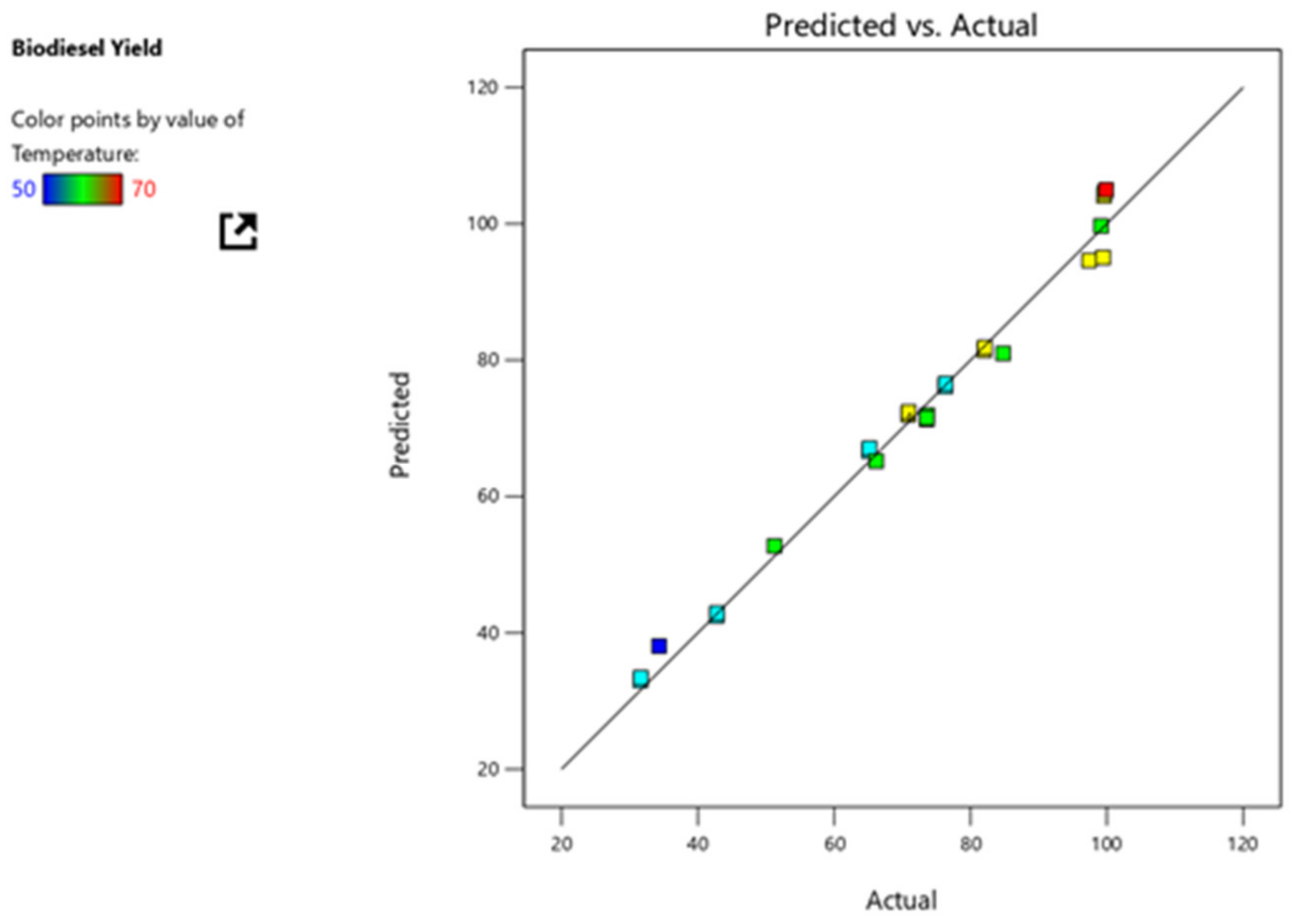
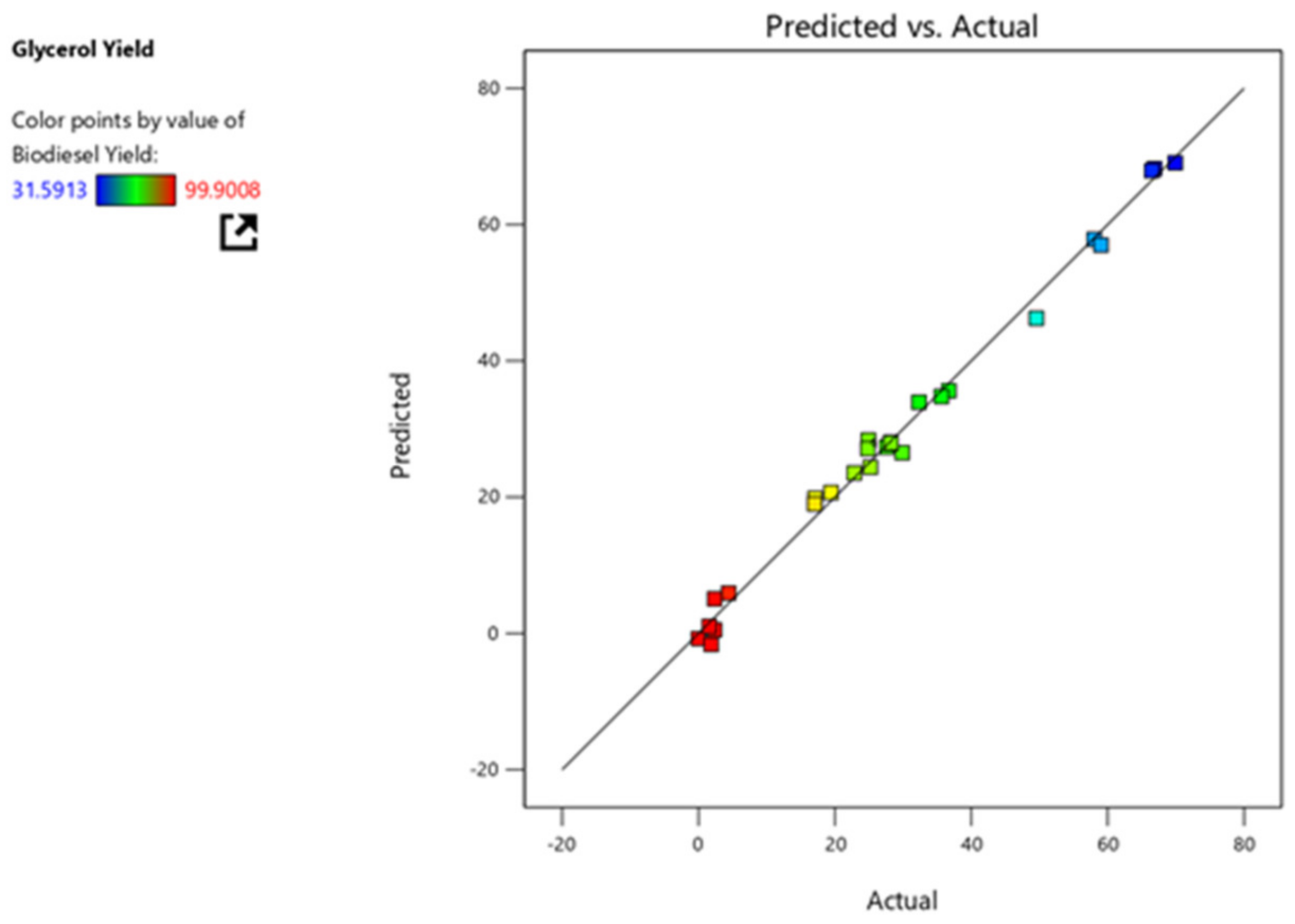
The conversion of both biodiesel and glycerol was determined using the previously mentioned experimental run. The design expert with version 13 generated models which represent the relation between the process or reaction parameters and biodiesel and glycerol conversion as a process response. ANOVA method is used at a confidence level of 95% to determine if the resulted models are significant or suitable or not by determining p and F values. The optimum significant model for biodiesel conversion is the two factors’ interactions model (2FI) while for the glycerol conversion the significant model is the quadratic one. Because several terms are not significant in the model as their p-values are bigger than 0.1 so the models are simplified to reduced ones. The two modules are shown in Equations (1) and (2). The result table, which summarizes the ANOVA analysis, is a Table 6 and Table 7. As shown in Figure 4 and Figure 5, the calculated and experimental results for both biodiesel and glycerol conversions exhibit reasonable agreement as confirmed by Figure 5 and Figure 6, and the values of R in Table 7 and Table 8. This agreement confirms the adequacy of the models.
where X denotes biodiesel conversion and Y denotes glycerol conversion, with reaction time A, methanol to oil ratio B, catalyst loading C, and reaction temperature D affecting both. All reaction parameters have a positive impact on the biodiesel conversion while have a negative impact on glycerol conversion.
3.3. Variation of Biodiesel and Glycerol Conversions with Reaction Conditions
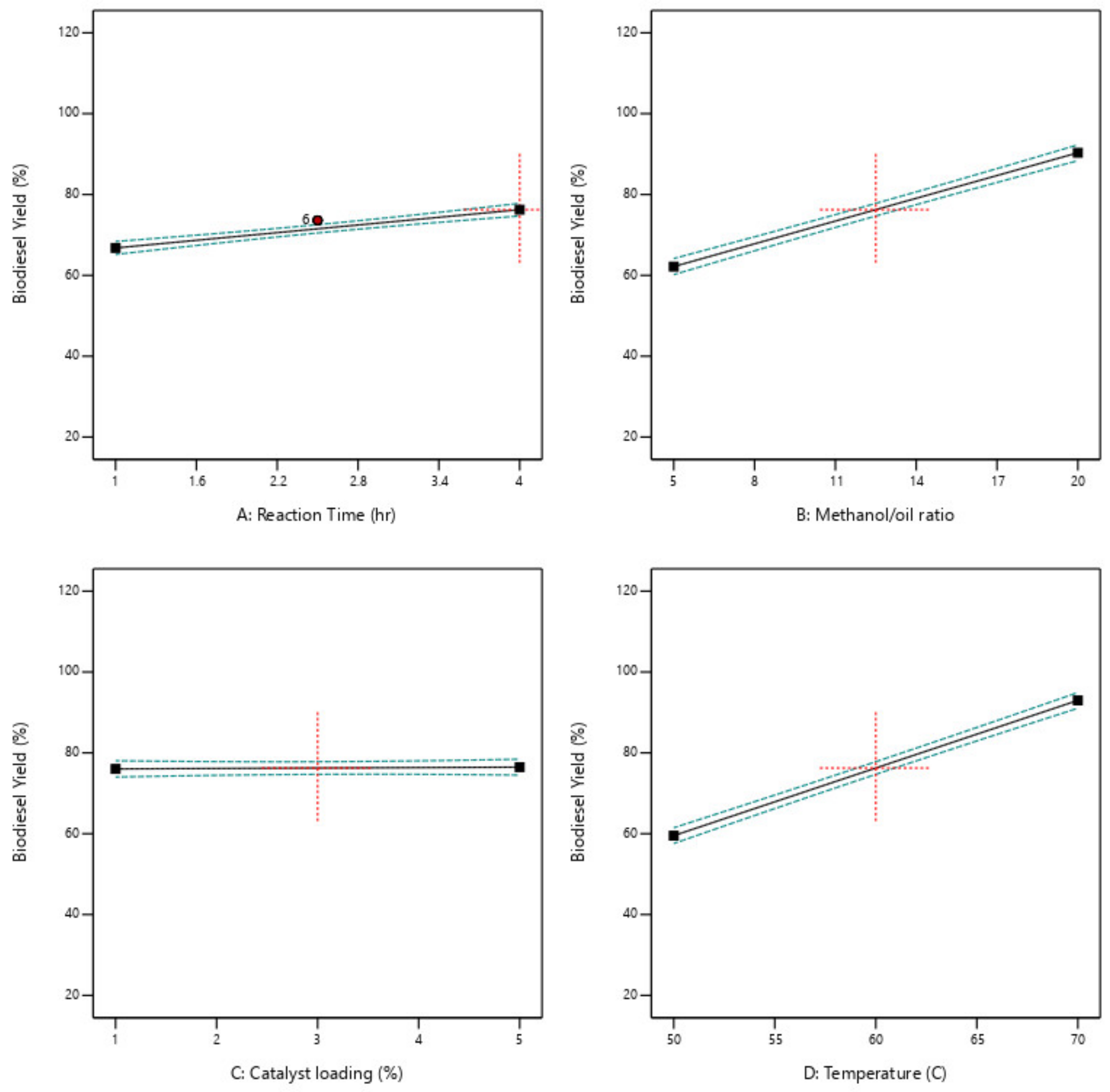
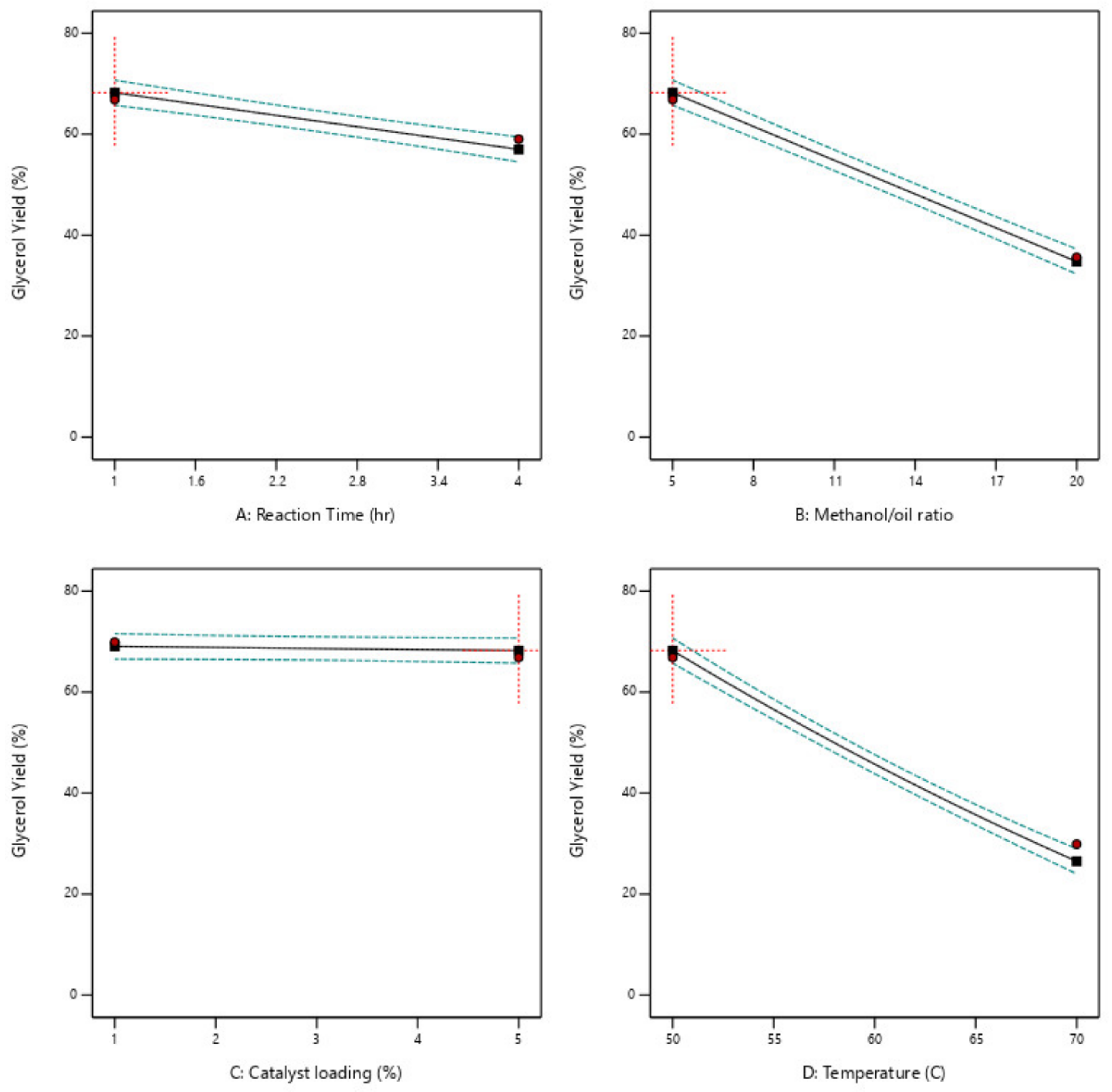
Figure 7 and Figure 8 show the effect of each reaction parameter on both biodiesel and glycerol conversions. The two figures show that the reaction temperature and the M:O ratio have the greatest impact on both biodiesel and glycerol conversions than the reaction time while the amount of catalyst added to the reaction mixture has approximately no effect as it is not a significant factor as indicated by ANOVA analysis because its p-value is more than 0.05.
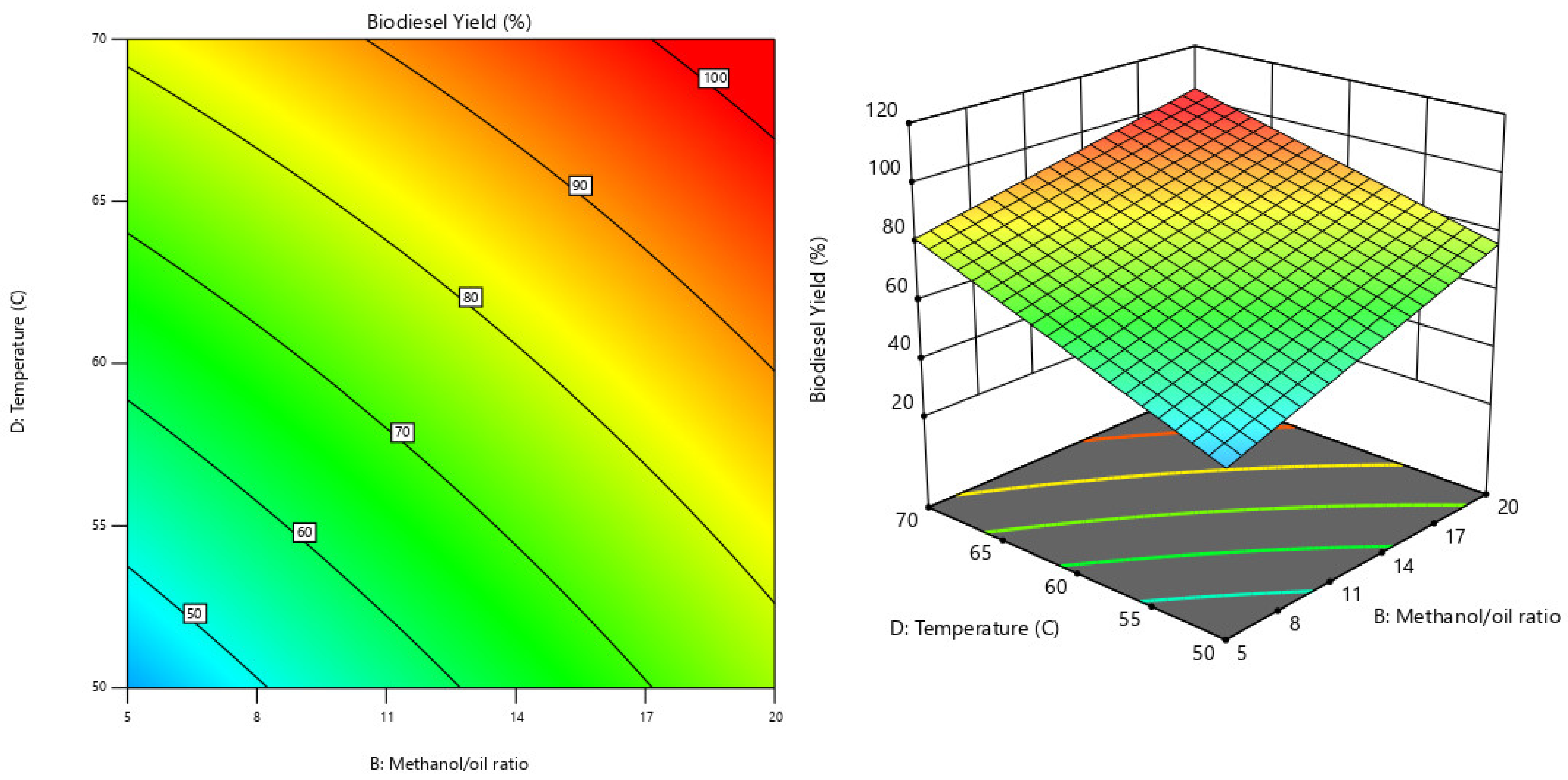
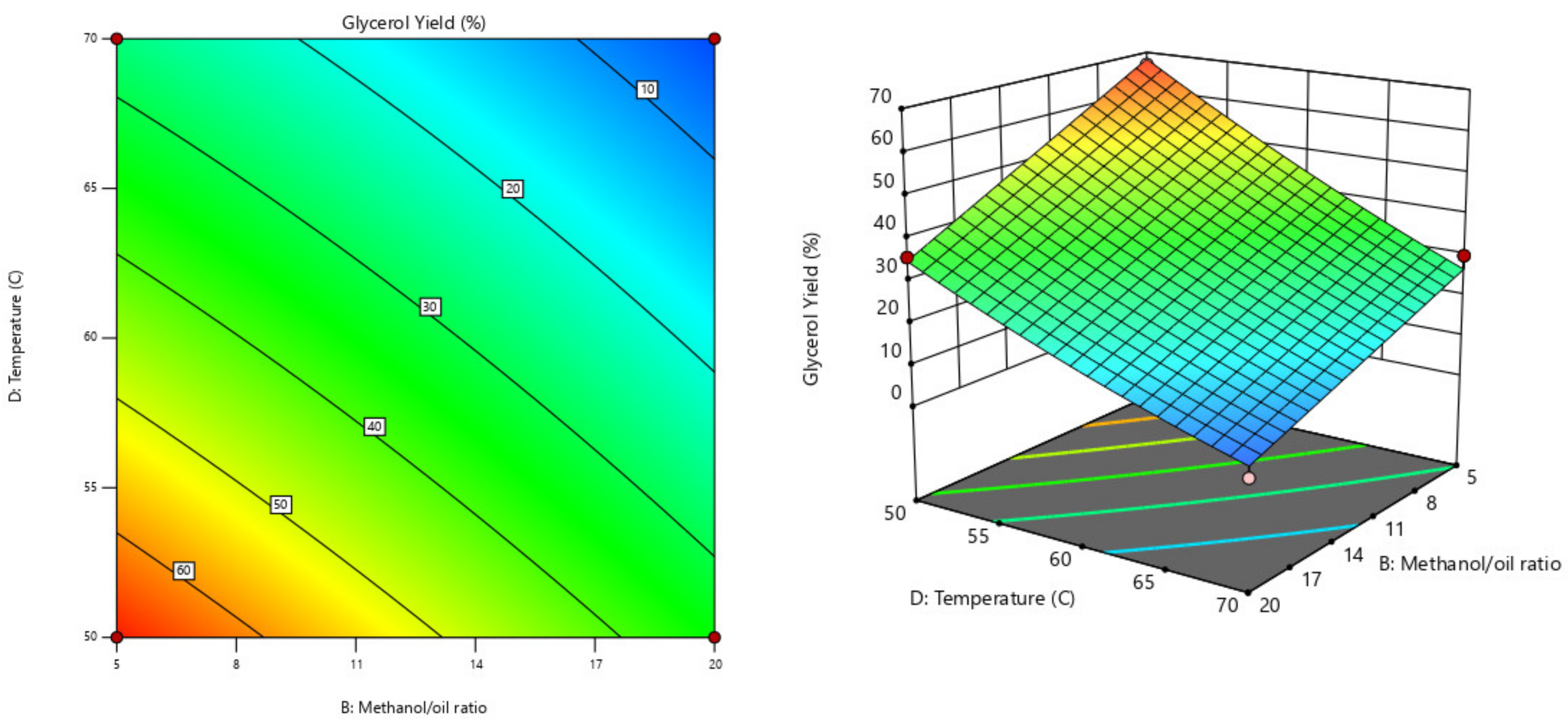
The methanol to oil ratio is an important reaction parameter in the transesterification reaction for biodiesel production. According to the balanced equation for the transesterification reaction, 3 moles of methanol are required to react with 1 mole of oil (Triglyceride, TG) to form 3 moles of biodiesel (fatty acid methyl ester, FAME) so the minimum methanol to oil ratio is 3. The used ratio must be more than 3 which means excess methanol which is important for reaction enhancement in the forward direction, so it was chosen to be in the range between 5 to 20. Increasing the methanol to oil ratio will enhance the reaction and thus increases the biodiesel conversion. The methanol to oil ratio has a negative effect on glycerol yield.
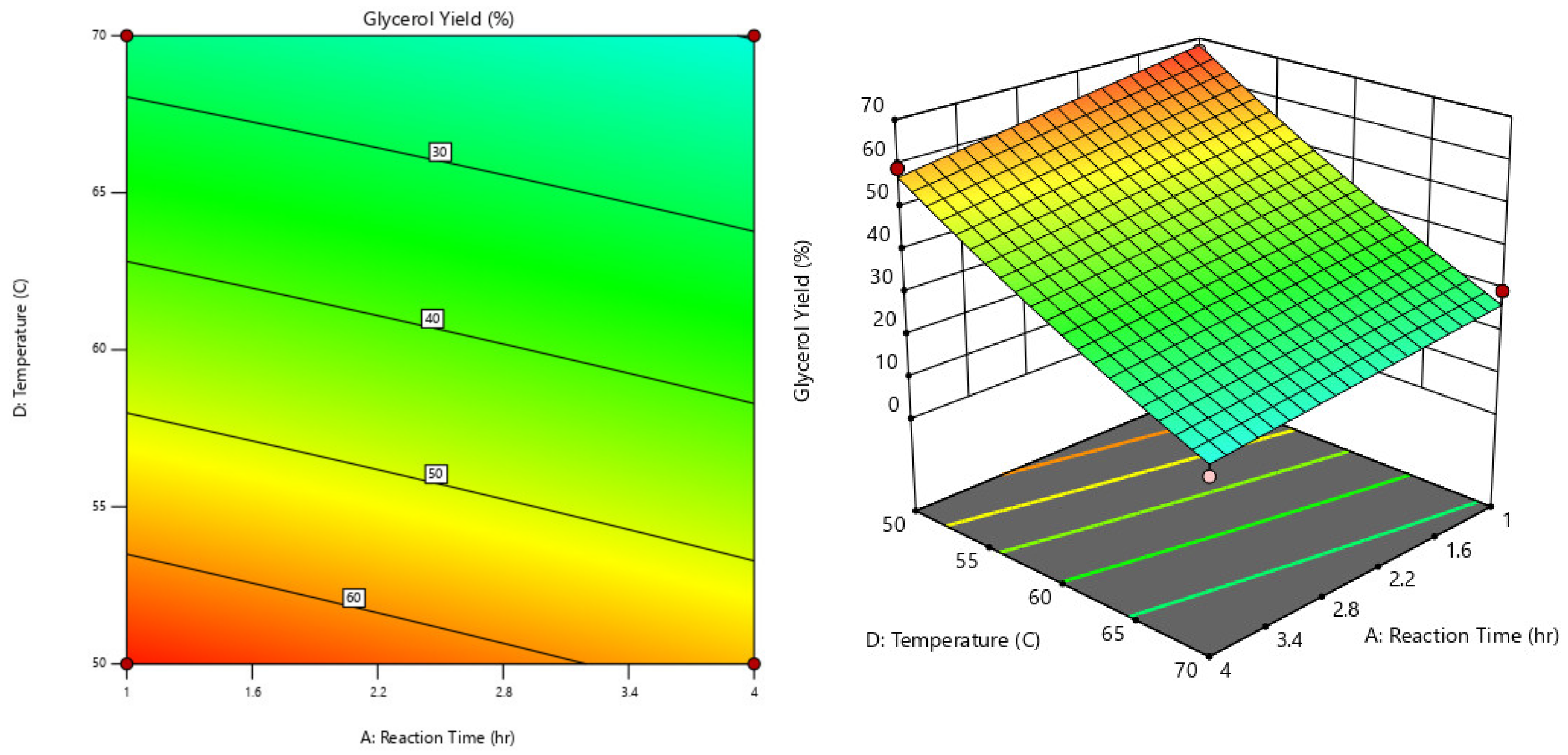
The reaction temperature is also an important reaction parameter. Increasing the reaction temperature will increase the reactant collision and decrease the viscosity of oil to increase the biodiesel conversion. The reaction temperature has a negative effect on glycerol yield.
Increasing the reaction time has positive effect on biodiesel yield as it gives more time for reactants to react. The reaction time has a negative effect on glycerol yield.
3.4. The Reaction Parameters Interactions with Both Biodiesel and Glycerol Conversion
Figure 9 shows the relationship between biodiesel conversion and the M:O ratio and the reaction temperature interaction (BD). Figure 10 shows the relationship between glycerol conversion and the reaction temperature and time interaction (AD). Figure 11 shows the relationship between glycerol conversion and the M:O ratio and the reaction temperature interaction (BD).
3.5. Process Optimization
3.6. Analysis for Resulted Optimum Sample
3.7. Catalyst Reusability
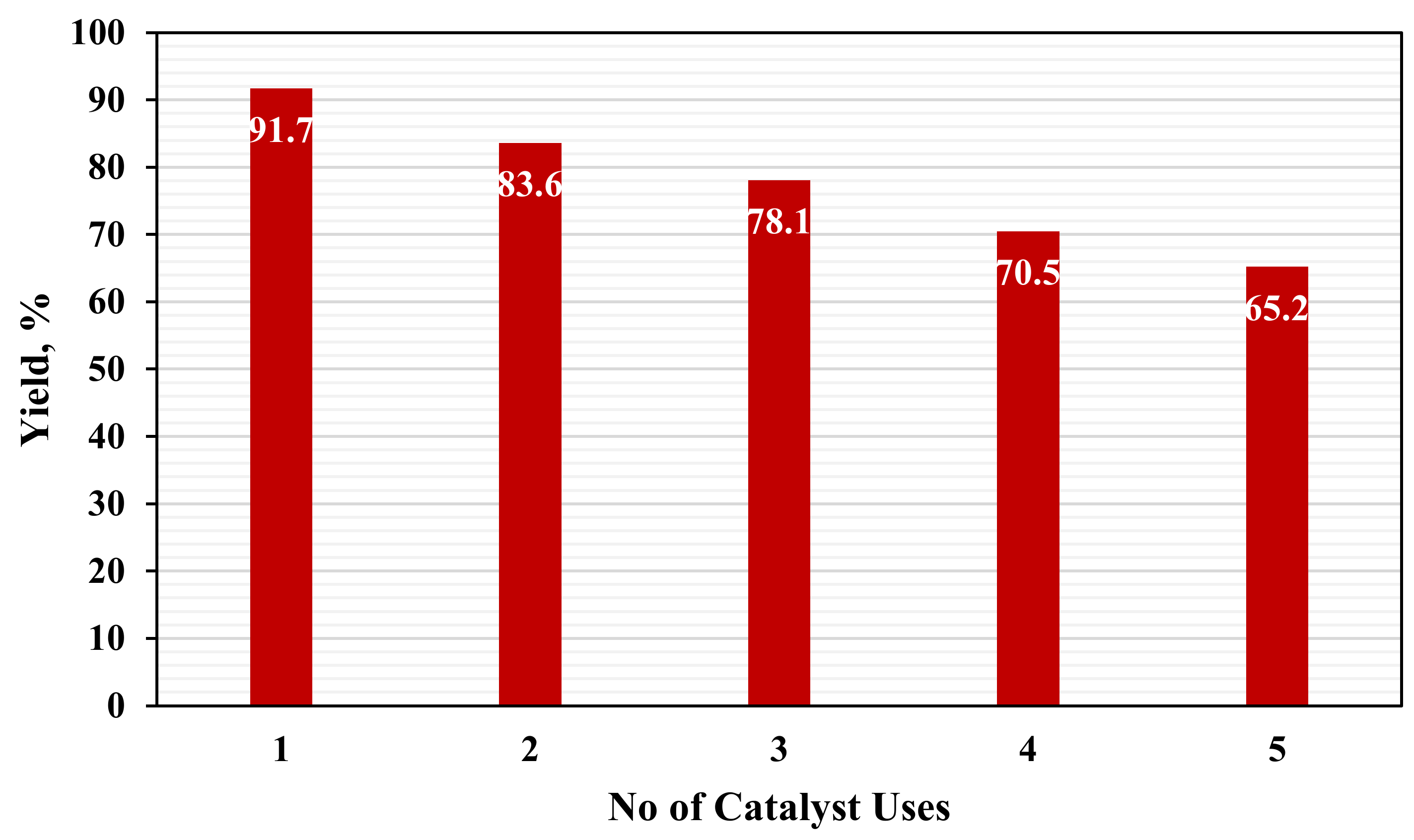
The reusability test of the catalyst showed that the catalyst up to 4 times after a fresh catalyst must be used as shown in Figure 12. The reasons for this phenomenon of catalyst reactivity change are the following:
- Glycerol deposition on the catalyst active center.
- MgO slaking into less active carbonate, bio-carbonate, and hydroxides compounds.
- Catalyst loss during washing and filtration steps.
4. Current Research Comparison with the Previous Ones
This current study is the best compared with the previous studies as shown in Table 12. The advantages of this study can be summarized as follow:
- The used catalyst is solid waste so need for catalyst preparation.
- The used catalyst is heterogeneous, so it needs simple separation techniques.
- The used oil is waste cooking oil.
- The biodiesel conversion is high at minimum reaction conditions and energy and cost.
- This study reused a dangerous solid waste and waste cooking oil to produce biodiesel so the process cost will be minimum and save the environment at the same time.
5. Conclusions
This paper examined the utilization of ductile cast iron solid waste as a heterogeneous catalyst in a trans-esterification reaction to produce biodiesel using optimum, low energy, and economic process. This research examined biodiesel production using waste cooking oil, and ductile cast iron solid wastes which are considered dangerous materials to the environment, so this research has environmental benefit in addition to the economic benefit because using waste materials as a replacement for raw materials. Four reaction parameters were chosen to determine their effect on the reaction responses. The reaction parameters are M:O ratio, reaction time and temperature, and catalyst loading. The reaction responses are the biodiesel and glycerol conversions. The design expert program was used in the analysis, models generation, and optimization. It generated 25 different experimental runs and determine the impact of each reaction parameter using resulted models, 2D graphs, 3D plots, and contour figures. Optimization was done with economic and environmental targets. 100 possible optimum solutions which include lowering the cost of biodiesel production, increasing the volume of biodiesel produced, and decreasing the amount of resulting glycerol. The optimum reactions are 20:1 M:O molar ratio, 65 °C reaction temperature, 5 wt% catalyst loading, 2 h reaction time, and a stirring rate of 750 rpm. The biodiesel conversion resulting at this optimum reaction conditions is 91.7 percent with agreed with all biodiesel standards. The catalyst usability test was done it was found the catalyst can be used up to 4 times after that a fresh catalyst is required to be used.
Author Contributions
Conceptualization, M.M.N. and M.H.R.; Data curation, N.A.E.-K.; Formal analysis, M.H.R.; Investigation, N.A.E.-K. and M.H.R.; Methodology, M.M.N. and M.H.R.; Project administration, M.H.R.; Supervision, M.H.R.; Writing—original draft, M.H.R.; Writing—review & editing, M.H.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
This article contains all the data generated or evaluated throughout the research.
Acknowledgments
M.H.R., the last author, wishes to express her heartfelt gratitude to Prof. Magdi F. Abadir of Cairo University.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Khodary, K.E.; Naeem, M.M.; Roushdy, M.H. Utilization of Electric Arc Furnace Dust as a Solid Catalyst in Biodiesel Production. Available online: https://0-link-springer-com.brum.beds.ac.uk/article/10.1007/s10098-021-02174-0 (accessed on 1 March 2022).
- Mahapatra, D. A Review on Steam Coal Analysis -Calorific Value. Am. Int. J. Res. Sci. Technol. Eng. Math. 2016, 1, 143–152. [Google Scholar]
- Linganiso, E.C.; Tlhaole, B.; Magagula, L.P.; Dziike, S.; Linganiso, L.Z.; Motaung, T.E.; Moloto, N.; Tetana, Z.N. Biodiesel Production from Waste Oils: A South African Outlook. Sustainability 2022, 14, 1983. [Google Scholar] [CrossRef]
- Erchamo, Y.S.; Mamo, T.T.; Workneh, G.A.; Mekonnen, Y.S. Improved biodiesel production from waste cooking oil with mixed methanol–ethanol using enhanced eggshell-derived CaO nano-catalyst. Sci. Rep. 2021, 11, 6708. [Google Scholar] [CrossRef] [PubMed]
- Hussien, M.; Abdul Hameed, H. Biodiesel production from used vegetable oil (sunflower cooking oil) using eggshell as bio catalyst. Iraqi J. Chem. Pet. Eng. 2019, 20, 21–25. [Google Scholar] [CrossRef] [Green Version]
- Sarno, M.; Iuliano, M. Biodiesel production from waste cooking oil. Green Processing Synth. 2019, 8, 828–836. [Google Scholar] [CrossRef]
- Sahar Sadaf, S.; Iqbal, J.; Ullah, I.; Bhatti, H.N.; Nouren, S.; Habib-ur-Rehman Nisar, J.; Iqbal, M. Biodiesel production from waste cooking oil: An efficient technique to convert waste into biodiesel. Sustain. Cities Soc. 2018, 41, 220–226. [Google Scholar] [CrossRef]
- Da Silva, C.A.; Dos Santos, R.N.; Oliveira, G.G.; De Souza Ferreira, T.P.; De Souza, N.L.G.D.; Soares, A.S.; De Melo, J.F.; Colares, C.J.G.; De Souza, U.J.B.; De Araújo-Filho, R.N.; et al. Biodiesel and Bioplastic Production from Waste-Cooking-Oil Transesterification: An Environmentally Friendly Approach. Energies 2022, 15, 1073. [Google Scholar] [CrossRef]
- Aghel, B.; Mohadesi, M.; Razmehgir, M.H.; Gouran, A. Biodiesel production from waste cooking oil in a micro-sized reactor in the presence of cow bone-based KOH catalyst. Biomass Convers. Biorefinery 2022, 4, 1–15. [Google Scholar] [CrossRef]
- Topi, D. Transforming waste vegetable oils to biodiesel, establishing of a waste oil management system in Albania. SN Appl. Sci. 2020, 2, 513. [Google Scholar] [CrossRef] [Green Version]
- Laskar, I.B.; Rajkumari, K.; Gupta, R.; Chatterjee, S.; Paul, B.; Rokhum, L. Waste snail shell derived heterogeneous catalyst for biodiesel production by the transesterification of soybean oil. RSC Adv. 2018, 8, 20131–20142. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Al-Sakkari, E.G.; El-Sheltawy, S.T.; Abadir, M.F.; Attia, N.K.; El-Diwani, G. Investigation of cement kiln dust utilization for catalyzing biodiesel production via response surface methodology. Int. J. Energy Res. 2017, 41, 593–603. [Google Scholar] [CrossRef]
- Ajala, E.O.; Ajala, M.A.; Ayinla, I.K.; Sonusi, A.D.; Fanodun, S.E. Nano-synthesis of solid acid catalysts from waste-iron-filling for biodiesel production using high free fatty acid waste cooking oil. Sci. Rep. 2020, 10, 13256. [Google Scholar] [CrossRef] [PubMed]
- Rasouli, H.; Esmaeili, H. Characterization of MgO nanocatalyst to produce biodiesel from goat fat using transesterification process. 3 Biotech 2019, 9, 429. [Google Scholar] [CrossRef] [PubMed]
- Pourrahim, S.; Salem, A.; Salem, S.; Tavangar, R. Application of solid waste of ductile cast iron industry for treatment of wastewater contaminated by reactive blue dye via appropriate nano-porous magnesium oxide. Environ. Pollut. 2020, 256, 113454. [Google Scholar] [CrossRef] [PubMed]
- Roushdy, M.H. Heterogeneous Biodiesel Catalyst from Steel Slag Resulting from an Electric Arc Furnace. Processes 2022, 10, 465. [Google Scholar] [CrossRef]
- ASTM C114-15; Standard Test Methods for Chemical Analysis of Hydraulic Cement. ASTM International: West Conshohocken, PA, USA, 2018. Available online: https://www.astm.org/standards/c114 (accessed on 1 March 2022).
- ISO 9001; Quality Management System-Requirements. International Organization for Standardization: Geneva, Switzerland, 2015.
- International Standardization Organization (ISO). Environmental Management Systems—Requirements with Guidance for Use. ISO Cent. Secr. 2015, 2015, 1–46. Available online: www.iso.org (accessed on 1 April 2022).
- ASTM D422-63; Particle Size Analysis. ASTM International: West Conshohocken, PA, USA, 2017; pp. 70–138.
- ASTM E11-20; Standard Specification for Woven Wire Test Sieve Cloth and Test Sieves. ASTM International: West Conshohocken, PA, USA, 2017; pp. 1–11. Available online: https://www.astm.org/e0011-20.html (accessed on 1 March 2022). [CrossRef]
- Montgomery, D.C. Montgomery Design and Analysis of Experiments, 8th ed.; Wiley: New York City, NY, USA, 2013; Volume 2009. [Google Scholar]
- EN 14103; Determination of Total FAME and Linolenic Acid Methyl Ester in FAME with AC Biodiesel All in One Solution. European Standards: Milan, Italy, 2011; pp. 1–3.
- EN 14105; Determination of Free and Total Glycerol and Mono-, Di, -Triglycerides in Fatty Acid Methyl Esters (FAME). European Standards: Milan, Italy, 2011; pp. 2–4.
- ASTM D6751-15c; Standard Specification for Biodiesel Fuel Blend Stock (B100) for Middle Distillate Fuels. ASTM International: West Conshohocken, PA, USA, 2010; pp. 1–10.
- EN 14214:2013 V2+A1; Liquid Petroleum Products-Fatty Acid Methyl Esters (FAME) for Use in Diesel Engines and Heating Applications—Requirements and Test Methods. European Standards: Milan, Italy, 2013; p. 14538.
- Bowles, J.F.W. Oxides. In Encyclopedia of Geology; Alderton, D., Elias, S., Eds.; Academic Press: Cambridge, MA, USA, 2021; pp. 428–441. Available online: https://0-www-sciencedirect-com.brum.beds.ac.uk/science/article/pii/B9780081029084001855 (accessed on 12 April 2022).
- FDUS 2055: 2018; Final Draft Uganda Standard. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM D93-20; Standard Test Methods for Flash Point by Pensky-Martens Closed Cup Tester. ASTM International: West Conshohocken, PA, USA, 2004.
- ASTM D445-06; Standard Test Method for Kinematic Viscosity of Transparent and Opaque Liquids (and Calculation of Dynamic Viscosity). ASTM International: West Conshohocken, PA, USA, 2008; pp. 1–10.
- D40052-15; Standard Test Method for Density, Relative Density, and API Gravity of Liquids by Digital Density Meter. ASTM International: West Conshohocken, PA, USA, 2013; pp. 1–8. [CrossRef]
- Margellou, A.; Koutsouki, A.; Petrakis, D.; Vaimakis, T.; Manos, G.; Kontominas, M.; Pomonis, P.J. Enhanced production of biodiesel over MgO catalysts synthesized in the presence of Poly-Vinyl-Alcohol (PVA). Ind. Crops Prod. 2018, 114, 146–153. [Google Scholar] [CrossRef]
- Amirthavalli, V.; Warrier, A.R. Production of biodiesel from waste cooking oil using MgO nanocatalyst. AIP Conf. Proc. 2019, 2115, 30609. [Google Scholar] [CrossRef]
- Ilgen, O.; Akin, A.N. Transesterification of Canola Oil to Biodiesel Using MgO Loaded with KOH as a Heterogeneous Catalyst. Energy Fuels 2009, 23, 1786–1789. [Google Scholar] [CrossRef]
- Ashok, A.; Kennedy, L.J.; Vijaya, J.J.; Aruldoss, U. Optimization of biodiesel production from waste cooking oil by magnesium oxide nanocatalyst synthesized using coprecipitation method. Clean Technol. Environ. Policy 2018, 20, 1219–1231. [Google Scholar] [CrossRef]
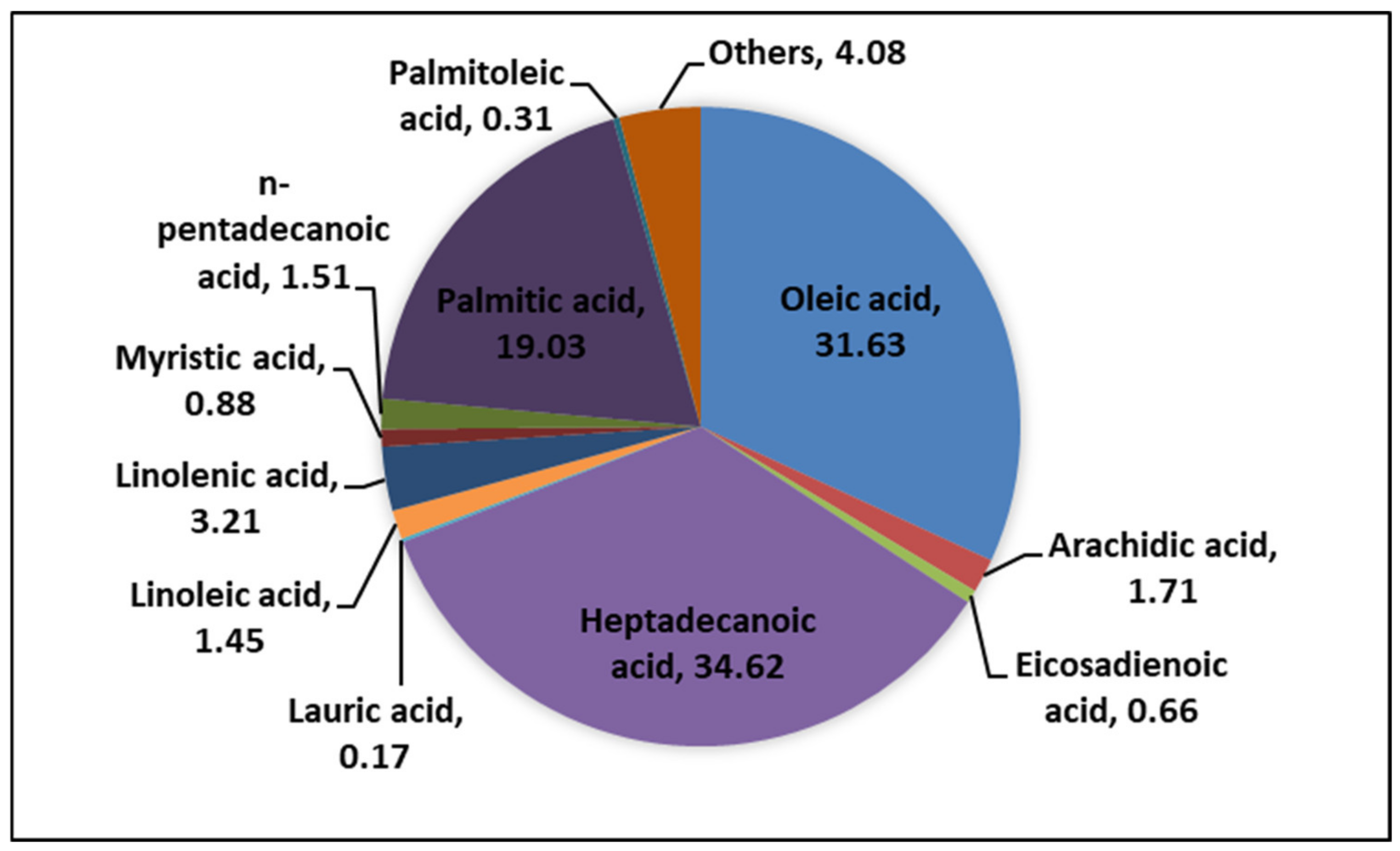
Figure 1.
Chemical composition of oil.

Figure 2.
Experimental setup.

Figure 3.
Mineralogical analysis of the ductile cast iron solid waste.

Figure 4.
Cumulative screen analysis curve of the ductile cast iron solid waste.

Figure 5.
The link between the predicted and experimental biodiesel conversion.

Figure 6.
The link between the predicted and experimental glycerol conversion.

Figure 7.
The impact of reaction parameters on biodiesel Yield.

Figure 8.
The impact of reaction parameters on glycerol conversion.

Figure 9.
The link between biodiesel conversion, M:O ratio, and reaction temperature interactions as a contour and surface graph.
Figure 9.
The link between biodiesel conversion, M:O ratio, and reaction temperature interactions as a contour and surface graph.

Figure 10.
The link between glycerol conversion, reaction time, and reaction temperature interactions is given as a contour and surface graph.
Figure 10.
The link between glycerol conversion, reaction time, and reaction temperature interactions is given as a contour and surface graph.

Figure 11.
The link between glycerol conversion, M:O ratio, and the reaction temperature interactions is given as a contour and surface graph.
Figure 11.
The link between glycerol conversion, M:O ratio, and the reaction temperature interactions is given as a contour and surface graph.

Figure 12.
Ductile cast iron solid waste reusability test.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Physicochemical properties of oil.
| Property | Molecular Weight | Acid Value (mg of KOH/g of Oil) | Density of 25 °C (kg/m3) | Viscosity at 40 °C |
|---|---|---|---|---|
| Value | 822.7268 | 1.3 | 887 | 35.8 |
Table 2.
Assessment method for the used solid waste.
| Method/Technique | Importance | Description | Standard |
|---|---|---|---|
| X-ray fluorescence (XRF) | Evaluate the amounts of each oxide in the solid waste | The analysis was done at a humidity of 44% ± 1% and a temperature of 22 °C ± 1 °C | ASTM guidelines (C114-18) [17] |
| X-ray Diffraction (XRD) | Identify the phases contained in a substance | Using a PANalytical computer-certified program (X’ Pert High Score Software 2006—Licensed modules: PW3209) with the aid of the International Center of Diffraction Database (ICDD) received with the X-ray diffraction equipment (X’ Pert Pro PANalytical-Manufactured by Panalytical B.V Company, Almelo, Netherlands. The anode material was copper, and the scan was continuous. 30 mA and 40 KV were the default settings. | (ISO 9001/14001 KEMA–0.75160) [18,19] |
| Particle size distribution (PSD) | The particle size distribution determination | The particle size distribution is determined using a set of standard screens with a standard opening. | • ASTM D 422/2007 for the method [20] • ASTM E 11/2009 for the sieves [21] |
Table 3.
Reaction parameters and their limits.
| Process Parameter | Unit | Lower Limit | Upper Limit |
|---|---|---|---|
| Reaction time | h | 1 | 4 |
| Methanol to oil molar ratio | - | 5 | 20 |
| Catalyst loading | % | 1 | 5 |
| Reaction temperature | °C | 50 | 70 |
| Stirring rate | rpm | 750 | |
Table 4.
Design expert suggested experiments.
| No. | Temperature, °C | Reaction Time, h | Catalyst Loading, % | Methanol/Oil Ratio |
|---|---|---|---|---|
| 1 | 50 | 1 | 1 | 5 |
| 2 | 50 | 4 | 1 | 5 |
| 3 | 50 | 1 | 1 | 20 |
| 4 | 50 | 4 | 1 | 20 |
| 5 | 50 | 1 | 5 | 5 |
| 6 | 50 | 4 | 5 | 5 |
| 7 | 50 | 1 | 5 | 20 |
| 8 | 50 | 4 | 5 | 20 |
| 9 | 70 | 1 | 1 | 5 |
| 10 | 70 | 4 | 1 | 5 |
| 11 | 70 | 1 | 1 | 20 |
| 12 | 70 | 4 | 1 | 20 |
| 13 | 70 | 1 | 5 | 5 |
| 14 | 70 | 4 | 5 | 5 |
| 15 | 70 | 1 | 5 | 20 |
| 16 | 70 | 4 | 5 | 20 |
| 17 | 60 | 0.5 | 3 | 12.5 |
| 18 | 60 | 5.5 | 3 | 12.5 |
| 19 | 60 | 2.5 | 3 | 2.5 |
| 20 | 60 | 2.5 | 3 | 27.5 |
| 21 | 60 | 2.5 | 1 | 12.5 |
| 22 | 60 | 2.5 | 7 | 12.5 |
| 23 | 40 | 2.5 | 3 | 12.5 |
| 24 | 80 | 2.5 | 3 | 12.5 |
| 25–30 | 60 | 2.5 | 3 | 12.5 |
Table 5.
Reusability Test.
| Step | Details |
|---|---|
| Step 1: Washing Chemical Treatment Method for contaminations removal | Washed with methanol |
| Step 2: Drying | Dried at 80 °C for 30 min |
Table 6.
Chemical analysis of the ductile cast iron solid waste.
| Oxide | Percentage, % |
|---|---|
| MgO | 88 |
| Fe2O3 | 2.28 |
| ZnO | 4.2 |
| Na2O | 0.4 |
| SiO2 | 0.2 |
| CaO | 0.24 |
| MnO | 0.04 |
| TiO2 | 0.02 |
| K2O | 0.01 |
| P2O2 | 0.01 |
| L.O.I | 4.54 |
Table 7.
Results of ANOVA analysis for biodiesel response.
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 11,635.89 | 5 | 2327.18 | 312.43 | <0.0001 |
| A-Reaction Time | 487.88 | 1 | 487.88 | 65.50 | <0.0001 |
| B-Methanol/oil ratio | 4312.90 | 1 | 4312.90 | 579.03 | <0.0001 |
| C-Catalyst loading | 0.9689 | 1 | 0.9689 | 0.1301 | 0.7215 |
| D-Temperature | 6715.29 | 1 | 6715.29 | 901.56 | <0.0001 |
| BD | 121.00 | 1 | 121.00 | 16.24 | 0.0005 |
| Residual | 178.76 | 24 | 7.45 | ||
| Lack of Fit | 178.76 | 19 | 9.41 | ||
| Pure Error | 0.0000 | 5 | 0.0000 | ||
| Cor Total | 11,814.65 | 29 | Predicted R² | 0.975 | |
| R² | 0.985 | Adjusted R² | 0.982 |
Table 8.
Results of ANOVA analysis for glycerol response.
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 11,518.89 | 7 | 1645.56 | 389.81 | <0.0001 |
| A-Reaction Time | 436.59 | 1 | 436.59 | 103.42 | <0.0001 |
| B-Methanol/oil ratio | 4095.97 | 1 | 4095.97 | 970.27 | <0.0001 |
| C-Catalyst loading | 3.76 | 1 | 3.76 | 0.8896 | 0.3558 |
| D-Temperature | 6708.60 | 1 | 6708.60 | 1589.16 | <0.0001 |
| AD | 20.57 | 1 | 20.57 | 4.87 | 0.0380 |
| BD | 144.36 | 1 | 144.36 | 34.20 | <0.0001 |
| D² | 76.26 | 1 | 76.26 | 18.06 | 0.0003 |
| Residual | 92.87 | 22 | 4.22 | ||
| Lack of Fit | 92.87 | 17 | 5.46 | ||
| Pure Error | 0.0000 | 5 | 0.0000 | ||
| Cor Total | 11,611.76 | 29 | Predicted R² | 0.984 | |
| R² | 0.992 | Adjusted R² | 0.9895 |
Table 9.
Optimization Goals and Results.
| Reaction Parameter/Response | Goal | Resulted Value |
|---|---|---|
| A: Reaction Time | minimize | 2 h |
| B: Methanol/oil ratio | is in range | 20 |
| C: Catalyst loading | is in range | 5% |
| D: Temperature | minimize | 65 °C |
| Biodiesel Conversion | maximize | 91.7% |
| Glycerol Conversion | minimize | 8.3% |
Table 10.
Biodiesel Physicochemical properties and standards.
| Physicochemical Properties | Standard Method | Results | EN14214 | ASTM D6751 |
|---|---|---|---|---|
| Pour point (°C) | ASTM D-97 [28] | −22 | ||
| Cloud point (°C) | ASTM D-97 [29] | −10 | <−4 | |
| Flashpoint (°C) | ASTM D-93 [29] | 155 | >101 | >130 |
| Kinematic viscosity at 40 °C (cSt) | ASTM D-445 [30] | 4.9 | 3.5–5.0 | 1.9–6.0 |
| Density at 15 °C (g/cm3) | ASTM D-4052 [31] | 0.87 | 0.86–0.9 | |
| Calorific value (MJ/kg) | ASTM D-5865 [2] | 40.18 | >32.9 |
Table 11.
GC results and standards.
| Composition | Specification Range | Results | |
|---|---|---|---|
| Total FAME | more than 96.5% | 98.1% | |
| Glycerol | Total | less than 0.25 | 0.018% |
| Free | less than 0.02 | 0.015% | |
| Glycerides | Tri- | less than 0.02 | 0.0156% |
| Di- | less than 0.02 | 0.0108% | |
| Mono | less than 0.08 | 0.02% | |
Table 12.
Research comparison.
| Study | Used Catalyst | Catalyst Preparation | Reaction Conditions | Biodiesel Conversion | Reference | |||
|---|---|---|---|---|---|---|---|---|
| Methanol/Oil Ratio | Catalyst Loading | Reaction Temperature | Reaction Time | |||||
| 1 | MgO nano-catalyst | No need | 12:1 | 1 wt.% | 70 °C | 3 h | 93.12% | [14] |
| 2 | MgO catalysts | Chemical preparation | 20:1 | 5 wt.% | 70 °C | 8 h | 97–98% | [32] |
| 3 | MgO nanocatalyst | sol-gel method | 10:1 | 2 wt.% | 60°C | 2 h | 80% | [33] |
| 4 | MgO Loaded with KOH | Chemical preparation | 12:1 | 20 wt.% | 70 °C | 8 h | 95.05% | [34] |
| 5 | magnesium oxide nanocatalyst | Chemical preparation | 24:1 | 2 wt.% | 65 °C | 1 h | 93.3% | [35] |
| 6 | Ductile cast iron solid waste (88%MgO) | No need | 20:1 | 5 wt.% | 65 °C | 2 h | 91.7% | (Present work) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
El-Khashab, N.A.; Naeem, M.M.; Roushdy, M.H. Optimum Biodiesel Production Using Ductile Cast Iron as a Heterogeneous Catalyst. ChemEngineering 2022, 6, 40. https://0-doi-org.brum.beds.ac.uk/10.3390/chemengineering6030040
AMA Style
El-Khashab NA, Naeem MM, Roushdy MH. Optimum Biodiesel Production Using Ductile Cast Iron as a Heterogeneous Catalyst. ChemEngineering. 2022; 6(3):40. https://0-doi-org.brum.beds.ac.uk/10.3390/chemengineering6030040
Chicago/Turabian StyleEl-Khashab, Nada Amr, Marwa Mohamed Naeem, and Mai Hassan Roushdy. 2022. "Optimum Biodiesel Production Using Ductile Cast Iron as a Heterogeneous Catalyst" ChemEngineering 6, no. 3: 40. https://0-doi-org.brum.beds.ac.uk/10.3390/chemengineering6030040