Potential Applications of High Pressure Homogenization in Winemaking: A Review


Department of Agricultural, Food, Environmental and Animal Sciences, University of Udine, via Sondrio 2/A, 33100 Udine, Italy
*
Author to whom correspondence should be addressed.
Beverages 2019, 5(3), 56; https://0-doi-org.brum.beds.ac.uk/10.3390/beverages5030056
Submission received: 17 June 2019
/
Revised: 21 August 2019
/
Accepted: 26 August 2019
/
Published: 3 September 2019
(This article belongs to the Special Issue Emerging Trends in Beverage Processing)
Abstract
:High pressure homogenization (HPH) is an emerging technology with several possible applications in the food sector, such as nanoemulsion preparation, microbial and enzymatic inactivation, cell disruption for the extraction of intracellular components, as well as modification of food biopolymer structures to steer their functionalities. All these effects are attributable to the intense mechanical stresses, such as cavitation and shear forces, suffered by the product during the passage through the homogenization valve. The exploitation of the disruptive forces delivered during HPH was also recently proposed for winemaking applications. In this review, after a general description of HPH and its main applications in food processing, the survey is extended to the use of this technology for the production of wine and fermented beverages, particularly focusing on the effects of HPH on the inactivation of wine microorganisms and the induction of yeast autolysis. Further enological applications of HPH technology, such as its use for the production of inactive dry yeast preparations, are also discussed.
1. Introduction
In the last two decades, there has been an increasing interest of the winemaking sector towards innovative technologies, particularly certain physical, non-thermal processing methods, able to improve process efficiency and reduce the use of chemical inputs. Ultrasounds (US), pulsed electric fields (PEF) or high hydrostatic pressures (HHP) are able to increase the mass transfer rate from grape skins [1], allowing polyphenols extraction and shortening certain wine production steps (e.g., skin maceration) [2]. In addition, they may decrease must and wine microbial populations, facilitating the reduction of sulfur dioxide use [3], an important goal of modern enology, due to the toxicity and allergenic potential of this additive [4]. Currently, in Europe, the use of these technologies are still not allowed at winery scale [5]. However, some of them, e.g., US or PEF, are in the course of evaluation by the International Organization of Vine and Wine (OIV) and presumably, they will be included soon in the OIV International Code of Oenological Practices [6].
Among these novel technologies, high pressure homogenization (HPH) is the least studied and only a limited number of papers have reported scientific results about its use for must and wine processing. Outside winemaking, HPH is utilized in several areas, such as chemical, pharmaceutical, biotechnology, and food industries. Emulsion, dispersion, encapsulation, and mixing are among the traditional reasons for employing homogenization operation during fluid food processing. However, beside these traditional functions, HPH is nowadays claimed to be one of the most promising novel non-thermal technologies that can be applied to improve fluid food safety and quality. It is a matter of fact that different potential applications of HPH have emerged in the last decades from both industrial and scientific efforts. For this reason, considering the strong leaning towards innovation of modern enology, HPH may represent an interesting perspective for winemaking applications. Today several HPH devices are available for lab scale experiments but also ready for the scaling up at an industrial level to process and design novel foods with improved functionalities.
Based on these considerations, this review will critically discuss the possible applications of HPH in the wine sector, highlighting relevant results reported in literature, advantages as well as possible drawbacks of this technology, particularly considering its application in a rationale of reduction of chemical input and maximization of the quality of wine production.
2. Basic Principles of High Pressure Homogenization and Process Design
The term “homogenization” refers to the physical process allowing the reduction of the particle size of a polydisperse liquid system. The main result is an increased number of smaller particles of a narrow size range [7]. The most common installations used to this purpose are today based on valve technology: A fluid is forced to pass through the homogenization valve and the mechanical forces suffered by the product lead the disaggregation of particles. Therefore, the total surface area of newly formed particles increases, leading to a significant improvement of product physical stability. Standard homogenization at pressure levels around 20–50 MPa is widely used in chemical, pharmaceutical, biotechnology, and food industries, mainly to reduce the particle size of liquid dispersions, preventing phase separation during storage.
The current development of homogenizers have allowed much higher pressures leading to the development of high pressure homogenization (HPH) technology. This technology is based on the same principle of conventional homogenization, but it works at significantly higher pressures, up to 400 MPa. Depending on the nominal pressure level, the technology is called high pressure homogenization (HPH, up to 150–200 MPa) or ultra-high pressure homogenization (UHPH, up to 350–400 MPa) [8]. Basically, during the HPH process, the fluid is forced to pass through a narrow gap in the homogenizer valve, where it is submitted to a rapid acceleration [9]. Therefore, the suspended materials in the fluid are subjected to great mechanical forces and elongation stresses, becoming twisted, deformed, and disrupted [9].
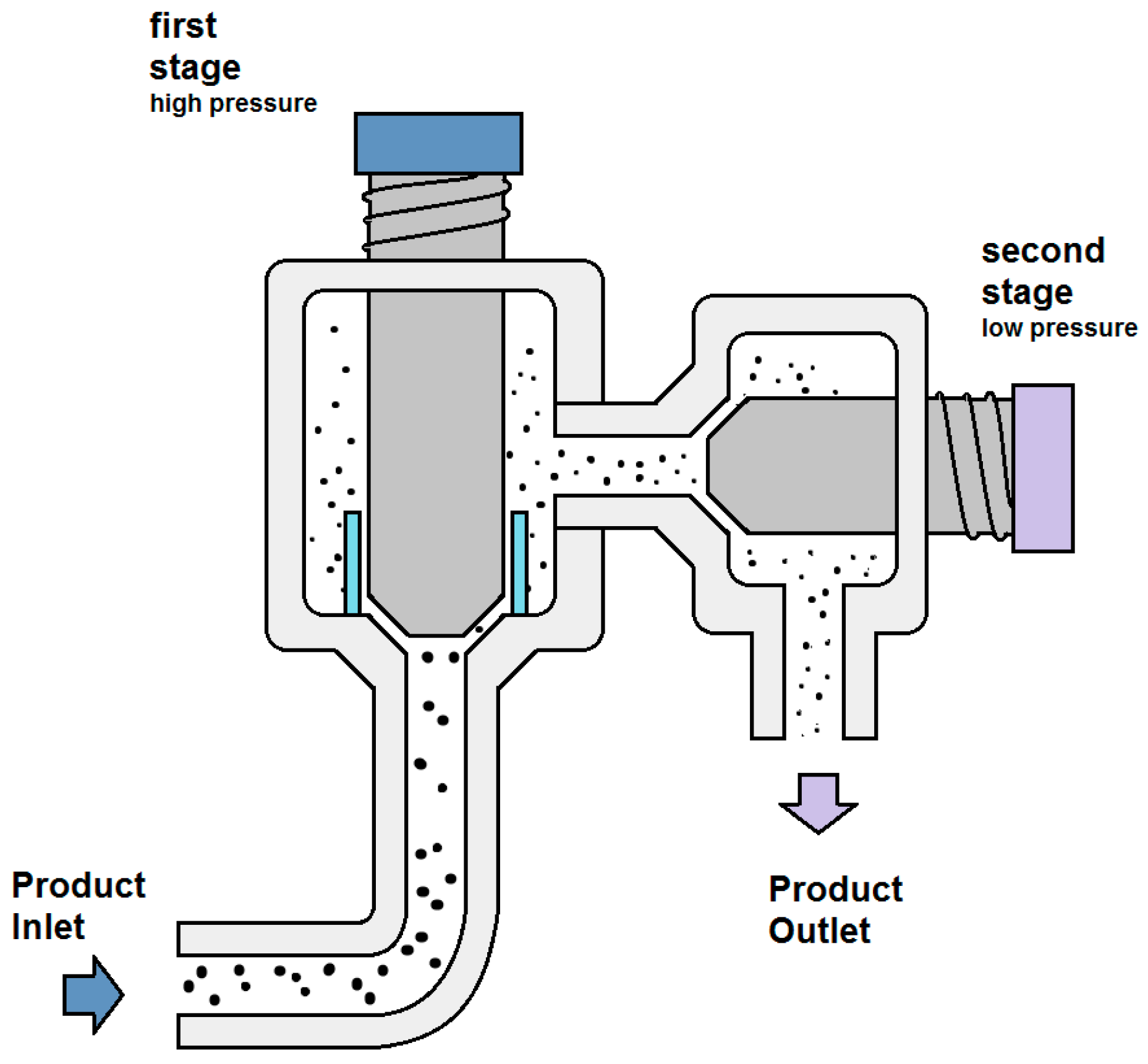
The design of the homogenization valve and its geometry is of a special importance to generate the desired effect on processed fluid. Homogenizers are usually equipped with a high pressure homogenization valve that must resist to the intense mechanical stresses generated during the fluid passage and a low-pressure valve allowing stresses reduction before fluid exit (Figure 1). Nowadays, there is a number of commercially available valves with different geometries and made of different materials, as extensively described by Martinez-Monteagudo et al. [10]. Basically, these authors classified HPH valves into counter-jet, radial diffusers, and axial flow valves.
It should not be underestimated that independently on valve geometry, the liquid travelling through the HPH valve is accompanied by intense heating phenomena, causing the liquid temperature increase. The fluid temperature increases linearly with the pressure by 14–18 °C per 100 MPa due to shear effects and the conversion of mechanical forces into heat [8]. The temperature changes during HPH should be carefully taken into account during process design to avoid possible undesired thermal damages to the product or, contrarily, to exploit temperature as additional factor, beside pressure, to generate the desired changes to the product.
The treatment intensity and relevant effects can be modulated by applying different operative pressures and number of passes at the selected pressure. To quantify the process intensity, the energy density (Ev, MJ/m3) transferred from the homogenization valve to the sample can be determined as described by Stang et al. [11] and Calligaris et al. [12]:
where ΔP is the pressure difference operating at the nozzles and n the number of passes at the selected pressure. Basically, process intensity is directly related to the homogenization pressure and number of consecutive passes through the valve.
3. Possible Applications of HPH in the Food Sector
The intense mechanical stresses suffered by the product during the HPH process can induce different modifications in food constituents. The most widely studied effect of this technology is the cell disruption capacity to induce microbial inactivation and facilitate the removal of intracellular components. However, more recently, HPH has been proposed as an efficient tool to steer the structure and functionality of food biopolymers. For this reason, different food sectors are interested in understanding the feasibility of this technology for specific applications. Table 1 shows the main possible uses of HPH technology in the food sector and relevant recent reviews on this topic. Beside these specific papers, other general reviews have also been published on HPH and UHPH [8,10,14,15]. Below, a brief summary of the main possible application of HPH on fluid foods and beverages is reported.
3.1. Emulsification and Nanoemulsification
The droplet size reduction generated by the application of a homogenization process is of key importance in the production of stable emulsion and, thus, to obtain the desired quality of the final product. The possibility of increasing the pressure level from conventional homogenization to higher pressures has favored the application of this technology to produce nanoemulsions that are heterogeneous systems containing particles with droplets diameter lower than 200 nm [16,17]. During a single pass process, a progressive size reduction can be obtained by increasing the homogenization pressure. However, up to a certain pressure level, which depends on the plant design and emulsion formulation, particle size reduction is no longer expected [8,12,25,26,27]. Multiple passes through the homogenization valve are eventually applied to further reduce not only the mean particle diameter but also the width of the particle size distribution, improving emulsion stability against coalescence [12,25,26].
3.2. Microbial Inactivation
The majority of the studies deals with the possibility of using HPH to disrupt microbial cells and thus as an alternative technology to conventional heat-treatments [8,19,28]. Good results have been obtained for HPH inactivation of microorganisms and foodborne pathogens present in different food substrates. The capacity of HPH to induce microbial inactivation has been attributed to the high pressure, velocity gradients, shear stresses, turbulence, shocks, and cavitation phenomena occurring during the passage through the homogenization valve. These stresses induce cell membrane permeabilization, followed by the deformation of the cell structure and cytoplasmatic organelles, and leaking of intracellular materials. Moreover, the temperature increase suffered by the fluid during the process could improve the microbial inactivation efficacy of HPH [19]. Indeed, additional or synergy effects between mechanical forces and heat have been described by different authors at temperatures higher than 60 °C [28,29,30].
In general, gram-positive bacteria show a higher resistance to HPH than gram-negative ones [31,32]. This effect was associated to the thinner cell walls membrane of gram-negative bacteria in comparison to gram-positive. Yeast and fungi exhibited resistance to HPH, intermediate between gram-negative and gram-positive bacteria. In fact, even if they have a thicker membrane than gram-positive bacteria, their larger size as well as different cell wall composition, rich in glucans, mannans and proteins, reduced their resistance to the HPH stresses [33,34]. Finally, spores are the most resistant to high pressure homogenization and their inactivation by HPH or UHPH is still a challenge. Literature data have pointed out that spore inactivation can be obtained only by defining a proper combination of pressure, temperature, and additional chemical hurdles [35,36,37].
It can be concluded from literature that HPH can be reliably applied for microbial inactivation, and has been proposed as alternative to food pasteurization or, in some cases, sterilization [15]. Promising results have been obtained with cow milk [30], vegetable milks [38], and fruit juices [28,39,40]. Overall, the reduction of microbial count is pressure dependent, showing better inactivation as homogenization pressure increased. However, other process parameters such as pressure level, inlet temperature of processed fluid, number of recycling passes, should be accurately defined, taking into account not only the target microbial strain and level of inactivation but also food characteristics in term of chemical composition and physical properties.
3.3. Cell Disruption and Recovery of Intracellular Components
Mechanical cell disruption by HPH is routinely exploited in pharmaceutical and biotechnological industries to disrupt bacteria and yeast in the attempt to recovery bioproducts [22]. Today it is claimed to be an efficient tool for cell disruption also in the food sector and it can be potentially exploited as pre-treatment to facilitate the recovery of valuable components from vegetable wasted material [13,41,42] or from microalgae [21,43]. The cell disruption degree is reported to be highly dependent on matrix characteristics and HPH intensity in term of operating pressure and number of passes through the homogenization valve [44,45].
3.4. Physical and Physical-Chemical Modifications of Food Biopolymers
Beside the direct effect of HPH on cells, a wide number of papers deal with the possibility of applying HPH treatments to modify the physical and physical–chemical characteristics of food components, mainly proteins and polysaccharides.
Regarding proteins, it has been reported that protein structure can be modified during the intense mechanical stresses suffered by the product passing through the homogenization valve. Because of protein conformational changes induced by HPH, protein functionalities, in terms of solubility, emulsifying, gelling, or foaming capacity, could deeply change. HPH treatments were able to affect the physicochemical properties of a number of proteins including milk proteins [46], soybean proteins [47,48], myofibrillar proteins [49], peanut proteins [41], mussel proteins [50], and egg white proteins [51].
Similarly, HPH can induce severe changes in polysaccharides dispersions, such as mass, hydrodynamic radius, and viscosity. On this regards, studies on carboxymethlycellulose, guar gum, hydroxymethylcellulose [52], starch [53], methylcellulose [54], inulin [55], and pectin [44] are available in literature.
3.5. Enzyme Inactivation
Since as previously reported, HPH can modify protein structure, this technology has been proposed as tool to reduce the activity of indigenous enzymes. According to literature, HPH can increase or decrease enzyme activity depending on the enzyme source, processing conditions as well as matrix characteristics [24]. The modification of enzyme activity has been attributed to the changes of protein native structure associated to the mechanical forces and temperature increase during HPH process. In fact, protein unfolding and dissociation of native oligomers can be obtained because of pressurization, leading to changes of enzyme activity [48]. In agreement with literature, it can be said that complete enzyme inactivation can be difficult to reach by single pass homogenization, even at the highest homogenization pressures during UHPH. The complete inactivation can be achieved only by increasing temperature and/or the number of recycling passes [24,56].
4. Potential Use of HPH in Winemaking
The first attempts of using high pressure technologies for must and wine processing date back to the 1990s. Hyperbaric treatment initially consisted of applying high pressure processing in hydrostatic conditions [57]. Nowadays, the effects of high hydrostatic pressure on the extraction of color and phenolic compounds from grapes [1,2,58,59], as well as on the inactivation of wild microorganisms in grape, juice, and wine [2,3,57,59,60,61], are well known.
Nevertheless, compared with high hydrostatic pressure (HHP), high pressure homogenization (HPH) is based on different principles. In fact, HHP is a static batch processing technique, in which the products are pre-packaged and introduced into a pressurized chamber for a given time [62]. In contrast, HPH is a dynamic high pressure technology and the modifications it induces on plant tissues and microbial cells do not depend on the application of pressurization alone, since they are also affected by other physical phenomena such as cavitation, turbulence, and shear, into the homogenizing valve (Section 2 and Section 3). For this reason, HPH is not suitable for the processing of grape mash after crushing–destemming, because of the presence of skins and seeds, which may clog the valves of the homogenizer. However, compared to HHP, it allows continuous in-flow processing and, after a preliminary preparation of the fluid (must or wine) by the elimination of skin fragments, seeds, crystals, and other solid particles, it may be more suitable for the treatment of musts and wines in the volumes normally found on a winery scale.
In the following paragraphs, the most interesting applications of HPH technology for winemaking use will be discussed. They are the inactivation of spoilage microorganisms in grape juice and wine, the acceleration of the yeast autolytic process and the production of yeast derivative preparations to be used as processing aids.
4.1. Control of Microbial Populations in Grape Juice and Wine
The effect of high (hydrostatic) pressures on wine microbial populations is well known and it has been reported since 1995 [57]; thirteen wine yeasts species including Lactobacillus spp., Oenococcus oeni, Acetobacter spp., and Botrytis cinerea, added at 106 CFU/mL to a Moscato wine, were inactivated in 2 min by a HHP treatment at 400 MPa. The positive effect of the application of high pressure in static conditions on the inactivation of wine microorganisms was further confirmed in the following years [63]. Mok and co-workers [61] found that total yeasts (2.9 × 105 CFU/mL) were completely eliminated from red wine in 30 min at 300 MPa and in 10 min at 350 MPa; at the latter pressure value, lactic acid bacteria (LAB, 2.9 × 105 CFU/mL) were destroyed in 5 min. More recently, Morata and colleagues [2] reported significant reduction of yeasts (up to 4 Log units), total aerobic bacteria, and LAB (up to approx. 1 Log unit) in crushed Tempranillo grapes treated by HHP (200, 400, and 550 MPa).
Despite these positive results and the advantage (compared with HHP) of the possibility of using homogenization for continuous in-flow processing, HPH has been poorly exploited for must and wine treatment. Recently, Loira et al. [64] tested UHPH on white must, in comparison with sulfiting (SO2 35 mg/L) and untreated juice. UHPH (300 MPa) determined the complete elimination of wild yeasts (initial load 1 × 106 CFU/mL) from the treated samples, while the microbial load of the sulfited must was not significantly changed with respect to the untreated control juice. In addition, UHPH-processed must, stored at 18 °C without yeast inoculation, showed the absence of fermentation for eight days. The same trend observed for yeast was also found for wild bacteria (LAB and aerobic bacteria): UHPH treatment (300 MPa) reduced below the limit of detection (LOD 1 CFU/mL) the initial load of 7 × 103 CFU/mL [64]. It is interesting to observe that the extent of heating connected with UHPH treatment reported in this study is extremely low (inlet homogenizer temperature: 20 °C; outlet temperature: 25 °C).
Puig et al. [65] tested HPH for reducing indigenous flora in Parellada and Trepat musts. Results showed that HPH treatment (200 MPa) was able to completely eliminate LAB (3 and 5 Log units reduction, respectively, in Parellada and Trepat), fungi and yeasts (3 and 6 Log units reduction, respectively, in Parellada and Trepat) in both musts, and only a limited residual population of total bacteria (other than LAB) were detected.
Using lower pressure values, Comuzzo and colleagues [66] found less evident results applying HPH on Saccharomyces bayanus; an active dry yeast preparation (ADY) was rehydrated, processed by 1–10 passes at 150 MPa and freeze-dried. HPH was carried out in conditions of uncontrolled and controlled temperature regimes, by positioning a heat exchanger at the homogenizer outlet. Results showed that the initial load of the ADY preparation (approximately 10 Log CFU/g) decreased as the number of passes increased, but if the temperature was controlled (Tout, at homogenizer outlet 32 °C, in conditions of the controlled temperature regime), the maximum decrease of total yeast population was lower than 4 Log CFU/mL. In contrast, a temperature increase, in the conditions of uncontrolled heating (without heat exchanger), gave an important contribution: Yeast viability was reduced at 1.9 Log units after the 6th pass (Tout 70 °C) and below LOD (10 CFU/mL) after the 10th pass (Tout 74 °C).
The intensity of the pressure applied may also influence the efficiency of HPH in eliminating wine yeasts. The same authors [67] reported that the inactivation of a rehydrated S. bayanus commercial active yeast strain increased linearly by increasing the pressure, despite that the maximum pressure applied (150 MPa) provoked only a diminution of approximately 2 Log units (Table 2).
The effects of HPH on microorganisms of enological interest are evident also in other papers related to fruit juices or other fermented beverages: S. bayanus inactivation in apple juice [37]; S. cerevisiae and Lactobacillus plantarum in orange juice [68]; S. cerevisiae and Lactobacillus delbrueckii in orange, apple, and pineapple juice [40]; different strains of Lactobacillus spp., Pediococcus spp., Acetobacter aceti, and S. ludwigii in beer [69]; and total yeasts in rice wine [70].
4.2. Acceleration of Yeast Autolysis and Ageing on Lees
Autolysis is the self-degradation of yeast cell constituents that begins after cell death, promoted by the lytic activity of cellular enzymes [71]. Autolytic phenomena are fundamental during ageing on the lees (élevage sur lies), an important technological tool for the production of certain wine typologies, such as white wines from Burgundy or sparkling wines produced by the traditional method (e.g., Champagne, Cava or Franciacorta).
Despite different papers highlighted the possibility of using homogenization for promoting the extraction of intracellular components from Saccharomyces cells [22,72,73,74], very few publications report original data concerning the ability of HPH to accelerate yeast autolysis in wine-like media.
The first evidence about the possibility to use HPH for this purpose was reported by Patrignani et al. [75]. The authors applied HPH treatment (90 MPa) on different yeast strains (S. cerevisiae and S. bayanus) prior to their use for the preparation of tirage solutions, for sparkling wine refermentation (traditional method). The treatment poorly affected yeast viability and refermentation behavior (all the strains allowed to reach a final overpressure of approximately 6 bars), but scanning electron microscopy highlighted that HPH provoked an acceleration of autolysis over a 40 day ageing period. The authors hypothesized that HPH might presumably activate the enzymatic pool involved in autolytic process; it is interesting to observe that temperature was controlled during the experiment: Inlet temperature was 25 °C and the samples were immediately cooled to 3 °C after the treatment. In such a way, the influence of temperature can be excluded.
The effect of pressure and number of passes on the extraction of intracellular components from Saccharomyces cells was described also in other publications [22,76]: The release of ionic compounds, proteins, and other bio-active compounds significantly increased by increasing these two operating parameters.
The possibility to accelerate yeast autolysis is an interesting perspective in winemaking practice. In fact, it is well known that prolonged ageing on the lees may increase the risk of microbial spoilage and production of unwanted metabolites, such as biogenic amines [77]. This risk might be further reduced by HPH treatment, due also to the ability of such technology to reduce wild microorganisms and LAB (Section 4.1).
An interesting approach for managing ageing on lees through HPH technology was described by Carrano [78]; fresh lees were treated at 60 and 150 MPa (single pass) and added to a white wine for ageing on lees. HPH increased the ability of the treated lees to release glucidic colloids in model wine, also determining a significant reduction of viable yeasts and LAB (Table 3). This approach may potentially allow the reduction of the use of sulfur dioxide during ageing on lees, when HPH-processed lees are re-incorporated into the wine.
4.3. Production of Yeast Derivative Preparations for Enological Use
Yeast derivatives (YDs, inactive dry yeasts, and yeast autolysates) are processing aids largely used in the wineries for several purposes, such as nutrients for yeasts or LAB starter cultures or colloidal supplements during wine ageing [79]. They are produced from Saccharomyces spp. by natural autolysis (i.e., through the action of endogenous enzymes), combined with heat treatment and/or modification of the pH [80]. Given their mode of preparation, the production of YDs may be considered as a special case of management of the autolysis process; for this reason, HPH might also be exploited for the industrial manufacture of these products.
Comuzzo and colleagues [66,67] studied the potential use of HPH for the production of yeast autolysates for winemaking. HPH was able to increase the ability of an ADY preparation of S. bayanus to release glucidic colloids, proteins, and amino acids in wine-like solution. This effect was proportional to the pressure applied (0–150 MPa) [67] (Table 4).
Moreover, the number of passes (1–10) and processing temperature affected the composition of the autolysates and the release of soluble compounds in model wine [66]: lower temperatures, led to higher concentrations of soluble amino acids and proteins, while heating (in conditions of uncontrolled temperature regime—Tout 74 °C) provoked a decrease of the amounts of these two groups of molecules. The authors have suggested that HPH processing conditions might be differently set up for tailoring the characteristics of the autolysate, making them suitable for different applications during wine production. For instance, for obtaining a nitrogen supplement for alcoholic fermentation, processing temperature must be controlled to maximize the content of free amino acids useful as nutrient for yeast growth. In contrast, if a colloidal supplement is needed during wine ageing (e.g., for improving wine mouthfeel characteristics), processing temperature could be kept higher, with the advantage of reducing amino acid content and improving microbiological stability during wine storage and ageing [66].
Finally, concerning the possible advantage of using HPH for the production of YDs, it is well known that such kind of products may sometimes negatively affect wine volatile composition, due to the release of exogenous aroma compounds in wine [81,82]. The aroma composition of HPH-processed yeast autolysates differs to that of the products obtained by conventional thermolysis methods, because of a higher concentration of ethyl esters and lower amounts of short-chain fatty acids and carbonyl compounds [67]. The latter are probably connected with lipid fraction and its oxidation, and previous experiments have highlighted that they can be released into the wine, affecting its sensory characters [81].
4.4. Modifications Induced on Wine
Few data are available about the modifications induced by high pressures on wine characteristics. Such modifications are mainly connected with the thermal stress suffered by the product during hyperbaric treatment. For this reason, high pressure treatments, both static processing (HHP) and homogenization (HPH), were mainly tested on grapes [2,60], musts [57,64,65], grape by-products [1], or lees [78].
The opportunity to control processing temperature by placing a heat exchanger at the homogenizer outlet might reduce the thermal damage to the product. Keeping temperature below 25 °C, the few papers available report that pressurization had a minor impact on wine color and sensory characteristics, both in static [61] and homogenization conditions [65]. At the same maximum processing temperature, Loira et al. [64] found that the white wines obtained from the fermentation of UHPH-processed musts were more fruity and with better aroma than the control (obtained by spontaneous fermentation) and sulfited samples (inoculated with the same S. cerevisiae strain as UHPH-treated must). However, UHPH processing of must led to wines with a higher color intensity in comparison with sulfiting (35 mg/L SO2).
Apart from the effects of temperature, pressurization alone may also influence wine characteristics. Santos and co-workers [83] analyzed the composition of HHP-processed red wines (500 MPa, 5 min, 20 °C), in comparison with a control (stored in stainless steel vats) and with the same wine aged in oak barrels, in stainless steel vats with oak chips, and in stainless steel vats with oak chips plus microoxygenation. After a storage period of 5 months, pressurized wines showed a lower content of monomeric anthocyanins, phenolic acids, and flavonols in comparison with the other wine treatments; in contrast, HHP promoted wine evolution leading to a higher degree of tannin polymerization and pyranoanthocyanins concentration, similar to those found in the samples obtained with microoxygenation and wood contact.
Talcott and co-workers investigated the effects of thermal treatment and HHP (600 MPa for 15 min) on the color and phytochemical stability of Muscadine grape juice, in combination with ascorbic acid and rosemary extract. HHP determined a slight loss of juice color and antioxidant activity with respect to control and thermally-treated samples, and this effect was proportional to the concentrations of added ascorbic acid and rosemary extract [84]. The authors report that the greater loss obtained after HHP processing was likely due to residual activity of polyphenoloxidase enzymes.
Other papers have investigated the effects of high pressure processing (HHP) in comparison with sulfiting and a control wine produced with no preservation treatment (SO2-free) [85,86]. Pressurized wines developed a more brownish color and a slightly lower antioxidant activity during one year of storage [86]. In addition, high pressure processing determined a decreased content of free amino acids and a higher concentration of volatile furans, ketones, and aldehydes [85,86], symptoms of a greater extent of Maillard reaction in HHP processed wines.
Based on the evidence, it is clear that most of the data available about the effects of high pressure treatments on wine composition is related to HHP, while, to the best of the authors’ knowledge, very few scientific publications have regarded HPH. Although the possibility of controlling processing temperature may allow the application of HPH to the wines, minimizing thermal damage, there are still too few data concerning the modifications induced by the treatment on the compositional and sensory characteristics of wine itself. For this reason, further experiments need to be carried out, considering a major number of processing conditions, analytical parameters, and wine varieties.
4.5. Other Potential Applications and Perspectives of HPH in Wine
High pressure treatments, and HPH in particular, are interesting techniques which might be tested for different winemaking applications, not only for those discussed above.
For instance, the ability of HPH to induce protein unfolding and enzyme inactivation (Section 3.4 and Section 3.5) might be exploited for must and wine protein stabilization, as well as for polyphenoloxidase inactivation in grape juice.
Furthermore, when applied on must, HPH has demonstrated to be a suitable technique to increase the dominance of commercial non-Saccharomyces yeast strains, when such microorganisms are used in sequential inoculation with S. cerevisiae [60,64,65]. This represents an innovative approach in managing wine alcoholic fermentation, reducing the competition by wild microorganisms and allowing the reduction of sulfur dioxide addition. Moreover, this opportunity may be particularly interesting in some specific enological sectors, such as organic winemaking, as well as for the production of SO2-free wines. Concerning fermentations, HPH and UHPH might also be tested for controlling malolactic fermentation during wine storage, as well as for the inactivation of Brettanomyces before barrel ageing.
Finally, it is interesting to mention the work of Serrazanetti et al. [87], who found that HPH affects membrane fatty acid composition by increasing the percentage of unsaturated fatty acids (UFA) when compared with saturated fatty acids (SFA). The role of UFA as a survival factor for yeast metabolism is well known [4] and this observation might open new perspectives in managing yeast nutrition and pre-fermentative operations.
5. Conclusions
Based on the literature currently available, HPH and UHPH seem to have good potential concerning their application to winemaking. Currently, these technologies are not included among the enological practices recommended by the OIV and most of their potential enological applications still need to be tested at lab or pilot-plant scale. However, due to the fast development of HPH technology and its installations in food processing, it can reasonably be assumed that high pressure technologies will raise a great interest in the coming years, also in the wine sector.
Funding
This research received no external funding.
Acknowledgments
The authors are grateful to Enologica Vason S.p.A. for allowing the publication of the data reported in Table 3.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Corrales, M.; Toepfl, S.; Butz, P.; Knorr, D.; Tauscher, B. Extraction of anthocyanins from grape by-products assisted by ultrasonics, high hydrostatic pressure or pulsed electric fields: A comparison. Innov. Food Sci. Emerg. Technol. 2008, 9, 85–91. [Google Scholar] [CrossRef]
- Morata, A.; Loira, I.; Vejarano, R.; Bañuelos, M.A.; Sanz, P.D.; Otero, L.; Suárez-Lepe, J.A. Grape Processing by High Hydrostatic Pressure: Effect on Microbial Populations, Phenol Extraction and Wine Quality. Food Bioprocess Technol. 2015, 8, 277–286. [Google Scholar] [CrossRef]
- Santos, M.C.; Nunes, C.; Saraiva, J.A.; Coimbra, M.A. Chemical and physical methodologies for the replacement/reduction of sulfur dioxide use during winemaking: Review of their potentialities and limitations. Eur. Food Res. Technol. 2012, 234, 1–12. [Google Scholar] [CrossRef]
- Ribéreau-Gayon, P.; Dubourdieu, D.; Donèche, B.; Lonvaud, A. Handbook of Enology Vol. 1 The Microbiology of Wine and Vinifications, 2nd ed.; John Wiley & Sons Ltd.: West Sussex, UK, 2006. [Google Scholar]
- Commission Regulation (EC) No. 606 Laying down certain detailed rules for implementing Council Regulation (EC) No 479/2008 as regards the categories of grapevine products, oenological practices and the applicable restrictions. J. Eur. Commun. 2009, 193, 1–59.
- International Organization of Vine and Wine, O.I.V. International Code of Oenological Practices; O.I.V.: Paris, France, 2018. [Google Scholar]
- Walstra, P. Principles of emulsion formation. Chem. Eng. Sci. 1993, 48, 333–349. [Google Scholar] [CrossRef]
- Dumay, E.; Chevalier-Lucia, D.; Picart-Palmade, L.; Benzaria, A.; Gràcia-Julià, A.; Blayo, C. Technological aspects and potential applications of (ultra) high-pressure homogenisation. Trends Food Sci. Technol. 2013, 31, 13–26. [Google Scholar] [CrossRef]
- Floury, J.; Bellettre, J.; Legrand, J.; Desrumaux, A. Analysis of a new type of high pressure homogeniser. A study of the flow pattern. Chem. Eng. Sci. 2004, 59, 843–853. [Google Scholar] [CrossRef]
- Martínez-Monteagudo, S.I.; Yan, B.; Balasubramaniam, V.M. Engineering Process Characterization of High-Pressure Homogenization—from Laboratory to Industrial Scale. Food Eng. Rev. 2017, 9, 143–169. [Google Scholar] [CrossRef]
- Stang, M.; Schauschmann, H.; Schubert, H. Emulsification in high-pressure homogenizers. Eng. Life Sci. 2001, 1, 151–157. [Google Scholar] [CrossRef]
- Calligaris, S.; Plazzotta, S.; Bot, F.; Grasselli, S.; Malchiodi, A.; Anese, M. Nanoemulsion preparation by combining high pressure homogenization and high power ultrasound at low energy densities. Food Res. Int. 2016, 83, 25–30. [Google Scholar] [CrossRef]
- Plazzotta, S.; Manzocco, L. Effect of ultrasounds and high pressure homogenization on the extraction of antioxidant polyphenols from lettuce waste. Innov. Food Sci. Emerg. Technol. 2018, 50, 11–19. [Google Scholar] [CrossRef]
- Balasubramaniam, V.M.B.; Martínez-Monteagudo, S.I.; Gupta, R. Principles and application of high pressure-based technologies in the food industry. Annu. Rev. Food Sci. Technol. 2015, 6, 435–462. [Google Scholar] [CrossRef] [PubMed]
- Zamora, A.; Guamis, B. Opportunities for Ultra-High-Pressure Homogenisation (UHPH) for the Food Industry. Food Eng. Rev. 2015, 7, 130–142. [Google Scholar] [CrossRef]
- McClements, D.J. Edible nanoemulsions: Fabrication, properties, and functional performance. Soft Matter 2011, 7, 2297–2316. [Google Scholar] [CrossRef]
- Silva, H.D.; Cerqueira, M.A.; Vicente, A.A. Nanoemulsions for Food Applications: Development and Characterization. Food Bioprocess Technol. 2012, 5, 854–867. [Google Scholar] [CrossRef]
- Håkansson, A. Emulsion Formation by Homogenization: Current Understanding and Future Perspectives. Annu. Rev. Food Sci. Technol. 2019, 10, 239–258. [Google Scholar] [CrossRef] [PubMed]
- Patrignani, F.; Lanciotti, R. Applications of high and ultra high pressure homogenization for food safety. Front. Microbiol. 2016, 7, 1132. [Google Scholar] [CrossRef]
- Sevenich, R.; Mathys, A. Continuous Versus Discontinuous Ultra-High-Pressure Systems for Food Sterilization with Focus on Ultra-High-Pressure Homogenization and High-Pressure Thermal Sterilization: A Review. Compr. Rev. Food Sci. Food Saf. 2018, 17, 646–662. [Google Scholar] [CrossRef]
- Barba, F.J.; Grimi, N.; Vorobiev, E. New Approaches for the Use of Non-conventional Cell Disruption Technologies to Extract Potential Food Additives and Nutraceuticals from Microalgae. Food Eng. Rev. 2014, 7, 45–62. [Google Scholar] [CrossRef]
- Liu, D.; Ding, L.; Sun, J.; Boussetta, N.; Vorobiev, E. Yeast cell disruption strategies for recovery of intracellular bio-active compounds—A review. Innov. Food Sci. Emerg. Technol. 2016, 36, 181–192. [Google Scholar] [CrossRef]
- Belmiro, R.H.; Tribst, A.A.L.; Cristianini, M. Application of high-pressure homogenization on gums. J. Sci. Food Agric. 2018, 98, 2060–2069. [Google Scholar] [CrossRef] [PubMed]
- dos Santos Aguilar, J.; Cristianini, M.; Sato, H. Modification of enzymes by use of high-pressure homogenization. Food Res. Int. 2018, 109, 120–125. [Google Scholar] [CrossRef] [PubMed]
- Floury, J.; Desrumaux, A.; Lardières, J. Effect of high-pressure homogenization on droplet size distributions and rheological properties of model oil-in-water emulsions. Innov. Food Sci. Emerg. Technol. 2000, 1, 127–134. [Google Scholar] [CrossRef]
- Qian, C.; McClements, D.J. Formation of nanoemulsions stabilized by model food-grade emulsifiers using high-pressure homogenization: Factors affecting particle size. Food Hydrocoll. 2011, 25, 1000–1008. [Google Scholar] [CrossRef]
- Calligaris, S.; Plazzotta, S.; Valoppi, F.; Anese, M. Combined high-power ultrasound and high-pressure homogenization nanoemulsification: The effect of energy density, oil content and emulsifier type and content. Food Res. Int. 2018, 107, 700–707. [Google Scholar] [CrossRef] [Green Version]
- Donsì, F.; Ferrari, G.; Lenza, E.; Maresca, P. Main factors regulating microbial inactivation by high-pressure homogenization: Operating parameters and scale of operation. Chem. Eng. Sci. 2009, 64, 520–532. [Google Scholar] [CrossRef]
- Innocente, N.; Marino, M.; Calligaris, S. Recovery of brines from cheesemaking using High-Pressure Homogenization treatments. J. Food Eng. 2019, 247, 188–194. [Google Scholar] [CrossRef]
- Thiebaud, M.; Dumay, E.; Picart, L.; Guiraud, J.P.; Cheftel, J.C. High-pressure homogenisation of raw bovine milk. Effects on fat globule size distribution and microbial inactivation. Int. Dairy J. 2003, 13, 427–439. [Google Scholar] [CrossRef]
- Wuytack, E.Y.; Diels, A.M.J.; Michiels, C.W. Bacterial inactivation by high-pressure homogenisation and high hydrostatic pressure. Int. J. Food Microbiol. 2002, 77, 205–212. [Google Scholar] [CrossRef]
- Vachon, J.F.; Kheadr, E.E.; Giasson, J.; Paquin, P.; Fliss, I. Inactivation of foodborne pathogens in milk using dynamic high pressure. J. Food Prot. 2002, 65, 345–352. [Google Scholar] [CrossRef]
- Lanciotti, R.; Vannini, L.; Patrignani, F.; Iucci, L.; Vallicelli, M.; Ndagijimana, M.; Guerzoni, M.E. Effect of high pressure homogenisation of milk on cheese yield and microbiology, lipolysis and proteolysis during ripening of Caciotta cheese. J. Dairy Res. 2006, 73, 216–226. [Google Scholar] [CrossRef] [PubMed]
- Tahiri, I.; Makhlouf, J.; Paquin, P.; Fliss, I. Inactivation of food spoilage bacteria and Escherichia coli O157:H7 in phosphate buffer and orange juice using dynamic high pressure. Food Res. Int. 2006, 39, 98–105. [Google Scholar] [CrossRef]
- Chaves-López, C.; Lanciotti, R.; Serio, A.; Paparella, A.; Guerzoni, E.; Suzzi, G. Effect of high pressure homogenization applied individually or in combination with other mild physical or chemical stresses on Bacillus cereus and Bacillus subtilis spore viability. Food Control 2009, 20, 691–695. [Google Scholar] [CrossRef]
- Chen, W.; Harte, F.M.; Davidson, P.M.; Golden, D.A. Inactivation of Alicyclobacillus acidoterrestris using high pressure homogenization and dimethyl dicarbonate. J. Food Prot. 2013, 76, 1041–1045. [Google Scholar] [CrossRef] [PubMed]
- Bevilacqua, A.; Corbo, M.R.; Sinigaglia, M. Use of natural antimicrobials and high pressure homogenization to control the growth of Saccharomyces bayanus in apple juice. Food Control 2012, 24, 109–115. [Google Scholar] [CrossRef]
- Poliseli-Scopel, F.H.; Hernández-Herrero, M.; Guamis, B.; Ferragut, V. Sterilization and aseptic packaging of soymilk treated by ultra high pressure homogenization. Innov. Food Sci. Emerg. Technol. 2014, 22, 81–88. [Google Scholar] [CrossRef]
- Calligaris, S.; Foschia, M.; Bartolomeoli, I.; Maifreni, M.; Manzocco, L. Study on the applicability of high-pressure homogenization for the production of banana juices. LWT Food Sci. Technol. 2012, 45, 117–121. [Google Scholar] [CrossRef]
- Maresca, P.; Donsì, F.; Ferrari, G. Application of a multi-pass high-pressure homogenization treatment for the pasteurization of fruit juices. J. Food Eng. 2011, 104, 364–372. [Google Scholar] [CrossRef]
- Dong, X.; Zhao, M.; Shi, J.; Yang, B.; Li, J.; Luo, D.; Jiang, G.; Jiang, Y. Effects of combined high-pressure homogenization and enzymatic treatment on extraction yield, hydrolysis and function properties of peanut proteins. Innov. Food Sci. Emerg. Technol. 2011, 12, 478–483. [Google Scholar] [CrossRef]
- Tao, X.; Cai, Y.; Liu, T.; Long, Z.; Huang, L.; Deng, X.; Zhao, Q.; Zhao, M. Effects of pretreatments on the structure and functional properties of okara protein. Food Hydrocoll. 2019, 90, 394–402. [Google Scholar] [CrossRef]
- Cho, S.-C.; Choi, W.-Y.; Oh, S.-H.; Lee, C.-G.; Seo, Y.-C.; Kim, J.-S.; Song, C.-H.; Kim, G.-V.; Lee, S.-Y.; Kang, D.-H.; et al. Enhancement of lipid extraction from marine microalga, Scenedesmus associated with high-pressure homogenization process. J. Biomed. Biotechnol. 2012, 2012. [Google Scholar] [CrossRef] [PubMed]
- Augusto, P.E.D.; Ibarz, A.; Cristianini, M. Effect of high pressure homogenization (HPH) on the rheological properties of a fruit juice serum model. J. Food Eng. 2012, 111, 474–477. [Google Scholar] [CrossRef] [Green Version]
- Bot, F.; Calligaris, S.; Cortella, G.; Nocera, F.; Peressini, D.; Anese, M. Effect of high pressure homogenization and high power ultrasound on some physical properties of tomato juices with different concentration levels. J. Food Eng. 2017, 213, 10–17. [Google Scholar] [CrossRef]
- Venir, E.; Marchesini, G.; Biasutti, M.; Innocente, N. Dynamic high pressure-induced gelation in milk protein model systems. J. Dairy Sci. 2010, 93, 483–494. [Google Scholar] [CrossRef] [PubMed]
- Song, X.; Zhou, C.; Fu, F.; Chen, Z.; Wu, Q. Effect of high-pressure homogenization on particle size and film properties of soy protein isolate. Ind. Crops Prod. 2013, 43, 538–544. [Google Scholar] [CrossRef]
- Liu, H.-H.; Kuo, M.-I. Ultra high pressure homogenization effect on the proteins in soy flour. Food Hydrocoll. 2016, 52, 741–748. [Google Scholar] [CrossRef]
- Chen, X.; Zhou, R.; Xu, X.; Zhou, G.; Liu, D. Structural modification by high-pressure homogenization for improved functional properties of freeze-dried myofibrillar proteins powder. Food Res. Int. 2017, 100, 193–200. [Google Scholar] [CrossRef]
- Yu, C.; Cha, Y.; Wu, F.; Xu, X.; Qin, Y.; Li, X.; Du, M. Effects of high-pressure homogenisation on structural and functional properties of mussel (Mytilus edulis) protein isolate. Int. J. Food Sci. Technol. 2018, 53, 1157–1165. [Google Scholar] [CrossRef]
- Panozzo, A.; Manzocco, L.; Calligaris, S.; Bartolomeoli, I.; Maifreni, M.; Lippe, G.; Nicoli, M.C. Effect of high pressure homogenisation on microbial inactivation, protein structure and functionality of egg white. Food Res. Int. 2014, 62, 718–725. [Google Scholar] [CrossRef]
- Villay, A.; de Filippis, F.; Picton, L.; Le Cerf, D.; Vial, C.; Michaud, P. Comparison of polysaccharide degradations by dynamic high-pressure homogenization. Food Hydrocoll. 2012, 27, 278–286. [Google Scholar] [CrossRef]
- Le Thanh-Blicharz, J.; Lewandowicz, G.; Błaszczak, W.; Prochaska, K. Starch modified by high-pressure homogenisation of the pastes - Some structural and physico-chemical aspects. Food Hydrocoll. 2012, 27, 347–354. [Google Scholar] [CrossRef]
- Floury, J.; Desrumaux, A.; Axelos, M.A.V.; Legrand, J. Degradation of methylcellulose during ultra-high pressure homogenisation. Food Hydrocoll. 2002, 16, 47–53. [Google Scholar] [CrossRef]
- Alvarez-Sabatel, S.; Marañón, I.M.D.; Arboleya, J.-C. Impact of high pressure homogenisation (HPH) on inulin gelling properties, stability and development during storage. Food Hydrocoll. 2015, 44, 333–344. [Google Scholar] [CrossRef]
- Bot, F.; Calligaris, S.; Cortella, G.; Plazzotta, S.; Nocera, F.; Anese, M. Study on high pressure homogenization and high power ultrasound effectiveness in inhibiting polyphenoloxidase activity in apple juice. J. Food Eng. 2018, 221, 70–76. [Google Scholar] [CrossRef]
- Delfini, C.; Conterno, L.; Carpi, G.; Rovere, P.; Tabusso, A.; Cocito, C.; Amati, A. Microbiological stabilisation of grape musts and wines by high hydrostatic pressures. J. Wine Res. 1995, 6, 143–151. [Google Scholar] [CrossRef]
- Corrales, M.; García, A.F.; Butz, P.; Tauscher, B. Extraction of anthocyanins from grape skins assisted by high hydrostatic pressure. J. Food Eng. 2009, 90, 415–421. [Google Scholar] [CrossRef]
- Morata, A.; Loira, I.; Vejarano, R.; González, C.; Callejo, M.J.; Suárez-Lepe, J.A. Emerging preservation technologies in grapes for winemaking. Trends Food Sci. Technol. 2017, 67, 36–43. [Google Scholar] [CrossRef]
- Bañuelos, M.A.; Loira, I.; Escott, C.; Del Fresno, J.M.; Morata, A.; Sanz, P.D.; Otero, L.; Suárez-Lepe, J.A. Grape Processing by High Hydrostatic Pressure: Effect on Use of Non-Saccharomyces in Must Fermentation. Food Bioprocess Technol. 2016, 9, 1769–1778. [Google Scholar] [CrossRef]
- Mok, C.; Song, K.T.; Park, Y.S.; Lim, S.; Ruan, R.; Chen, P. High hydrostatic pressure pasteurization of red wine. J. Food Sci. 2006, 71, M265–M269. [Google Scholar] [CrossRef]
- Santos, L.M.R.; Oliveira, F.A.; Ferreira, E.H.R.; Rosenthal, A. Application and possible benefits of high hydrostatic pressure or high-pressure homogenization on beer processing: A review. Food Sci. Technol. Int. 2017, 23, 561–581. [Google Scholar] [CrossRef]
- Puig, A.; Vilavella, M.; Daoudi, L.; Guamis, B.; Minguez, S. Microbiological and biochemical stabilization of wines using the high pressure technique. Bull. OIV 2003, 869, 569–617. [Google Scholar]
- Loira, I.; Morata, A.; Bañuelos, M.A.; Puig-Pujol, A.; Guamis, B.; González, C.; Suárez-Lepe, J.A. Use of Ultra-High Pressure Homogenization processing in winemaking: Control of microbial populations in grape musts and effects in sensory quality. Innov. Food Sci. Emerg. Technol. 2018, 50, 50–56. [Google Scholar] [CrossRef] [Green Version]
- Puig, A.; Olmos, P.; Quevedo, J.M.; Guamis, B.; Mínguez, S. Microbiological and Sensory Effects of Musts Treated by High-pressure Homogenization. Food Sci. Technol. Int. 2008, 14, 5–11. [Google Scholar] [CrossRef]
- Comuzzo, P.; Calligaris, S.; Iacumin, L.; Ginaldi, F.; Voce, S.; Zironi, R. Application of multi-pass high pressure homogenization under variable temperature regimes to induce autolysis of wine yeasts. Food Chem. 2017, 224, 105–113. [Google Scholar] [CrossRef] [PubMed]
- Comuzzo, P.; Calligaris, S.; Iacumin, L.; Ginaldi, F.; Palacios Paz, A.E.; Zironi, R. Potential of high pressure homogenization to induce autolysis of wine yeasts. Food Chem. 2015, 185, 340–348. [Google Scholar] [CrossRef]
- Campos, F.P.; Cristianini, M. Inactivation of Saccharomyces cerevisiae and Lactobacillus plantarum in orange juice using ultra high-pressure homogenisation. Innov. Food Sci. Emerg. Technol. 2007, 8, 226–229. [Google Scholar] [CrossRef]
- Franchi, M.A.; Tribst, A.A.L.; Cristianini, M. High-pressure homogenization: A non-thermal process applied for inactivation of spoilage microorganisms in beer. J. Inst. Brew. 2013, 119, 237–241. [Google Scholar] [CrossRef]
- Lee, M.G.; Ham, T.H.; Song, S.H.; Chung, D.H.; Yoon, W.B. Effects of the high pressure homogenization on the viability of yeast cell and volatile components in non-pasteurized rice wine. Food Sci. Biotechnol. 2016, 25, 1073–1080. [Google Scholar] [CrossRef]
- Charpentier, C.; Feuillat, M. Yeast autolysis. In Wine Microbiology and Biotechnology; Fleet, G.H., Ed.; Taylor and Francis: NY, New York, USA, 1993; pp. 225–242. [Google Scholar]
- Siddiqi, S.F.; Titchener-Hooker, N.J.; Shamlou, P.A. High pressure disruption of yeast cells: The use of scale down operations for the prediction of protein release and cell debris size distribution. Biotechnol. Bioeng. 1997, 55, 642–649. [Google Scholar] [CrossRef]
- Hetherington, P.J.; Follows, M.; Dunhill, P.; Lilly, M.D. Release of protein from baker’s yeast (Saccharomyces cerevisiae) by disruption in an industrial homogeniser. Trans. Inst. Chem. Eng. 1971, 49, 142–148. [Google Scholar]
- Follows, M.; Hetherington, P.J.; Dunnill, P.; Lilly, M.D. Release of enzymes from bakers’ yeast by disruption in an industrial homogenizer. Biotechnol. Bioeng. 1971, 13, 549–560. [Google Scholar] [CrossRef] [PubMed]
- Patrignani, F.; Ndagijimana, M.; Vernocchi, P.; Gianotti, A.; Riponi, C.; Gardini, F.; Lanciotti, R. High-Pressure homogenization to modify yeast performance for sparkling wine production according to traditional methods. Am. J. Enol. Vitic. 2013, 64, 258–267. [Google Scholar] [CrossRef]
- Shynkaryk, M.V.; Lebovka, N.I.; Lanoisellé, J.L.; Nonus, M.; Bedel-Clotour, C.; Vorobiev, E. Electrically-assisted extraction of bio-products using high pressure disruption of yeast cells (Saccharomyces cerevisiae). J. Food Eng. 2009, 92, 189–195. [Google Scholar] [CrossRef]
- González-Marco, A.; Ancín-Azpilicueta, C. Influence of lees contact on evolution of amines in Chardonnay wine. J. Food Sci. 2006, 71, 544–548. [Google Scholar] [CrossRef]
- Carrano, G. Gestione Dell’elevage Sur Lies Mediante Applicazione di Tecnologie Basate Sull’alta Pressione; University of Udine: Udine, Italy, 2016. [Google Scholar]
- Pozo-Bayón, M.Á.; Andújar-Ortiz, I.; Moreno-Arribas, M.V. Scientific evidences beyond the application of inactive dry yeast preparations in winemaking. Food Res. Int. 2009, 42, 754–761. [Google Scholar] [CrossRef]
- International Organization of Vine and Wine, O.I.V. International Oenological Codex; O.I.V.: Paris, France, 2018. [Google Scholar]
- Comuzzo, P.; Tat, L.; Tonizzo, A.; Battistutta, F. Yeast derivatives (extracts and autolysates) in winemaking: Release of volatile compounds and effects on wine aroma volatility. Food Chem. 2006, 99, 217–230. [Google Scholar] [CrossRef]
- Pozo-Bayón, M.Á.; Andújar-Ortiz, I.; Moreno-Arribas, M.V. Volatile profile and potential of inactive dry yeast-based winemaking additives to modify the volatile composition of wines. J. Sci. Food Agric. 2009, 89, 1665–1673. [Google Scholar] [CrossRef]
- Santos, M.C.; Nunes, C.; Ferreira, A.S.; Jourdes, M.; Teissedre, P.-L.; Rodrigues, A.; Amado, O.; Saraiva, J.A.; Coimbra, M.A. Comparison of high pressure treatment with conventional red wine aging processes: Impact on phenolic composition. Food Res. Int. 2019, 116, 223–231. [Google Scholar] [CrossRef]
- Talcott, S.T.; Brenes, C.H.; Pires, D.M.; Del Pozo-Insfran, D. Phytochemical stability and color retention of copigmented and processed muscadine grape juice. J. Agric. Food Chem. 2003, 51, 957–963. [Google Scholar] [CrossRef]
- Santos, M.C.; Nunes, C.; Rocha, M.A.M.; Rodrigues, A.; Rocha, S.M.; Saraiva, J.A.; Coimbra, M.A. High pressure treatments accelerate changes in volatile composition of sulphur dioxide-free wine during bottle storage. Food Chem. 2015, 188, 406–414. [Google Scholar] [CrossRef]
- Santos, M.C.; Nunes, C.; Rocha, M.A.M.; Rodrigues, A.; Rocha, S.M.; Saraiva, J.A.; Coimbra, M.A. Impact of high pressure treatments on the physicochemical properties of a sulphur dioxide-free white wine during bottle storage: Evidence for Maillard reaction acceleration. Innov. Food Sci. Emerg. Technol. 2013, 20, 51–58. [Google Scholar] [CrossRef]
- Serrazanetti, D.I.; Patrignani, F.; Russo, A.; Vannini, L.; Siroli, L.; Gardini, F.; Lanciotti, R. Cell membrane fatty acid changes and desaturase expression of Saccharomyces bayanus exposed to high pressure homogenization in relation to the supplementation of exogenous unsaturated fatty acids. Front. Microbiol. 2015, 6, 1–10. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Scheme of a two-stage high pressure homogenizer. Modified From Plazzotta and Manzocco [13].
Figure 1.
Scheme of a two-stage high pressure homogenizer. Modified From Plazzotta and Manzocco [13].


{kind=link}
Table 1.
Recent reviews on specific applications of high pressure homogenization.
| Application | Literature Reviews |
|---|---|
| Emulsification—Nanoemulsification | [16,17,18] |
| Microbial inactivation | [19,20] |
| Cell disruption and recovery of intracellular components | [21,22] |
| Physical and physical–chemical modifications of food biopolymers | [23] |
| Enzyme inactivation | [24] |
Table 2.
Application of HPH (50–150 MPa) to a water suspension of S. bayanus active dry yeast (ADY); effect on yeast viability. Extracted from Comuzzo et al., 2015—Modified [67].
Table 2.
Application of HPH (50–150 MPa) to a water suspension of S. bayanus active dry yeast (ADY); effect on yeast viability. Extracted from Comuzzo et al., 2015—Modified [67].
| Sample | Total Yeasts (Log CFU/g) |
|---|---|
| ADY 1 | 10.8 |
| 50 MPa 2 | 9.9 |
| 100 MPa 2 | 9.2 |
| 150 MPa 2 | 8.6 |
1 ADY: Active Dry Yeast; 2 analyzed after HPH and freeze-drying.
Table 3.
Application of HPH (60 and 150 MPa) on fresh lees; effect on yeast and LAB populations. Extracted from Carrano, 2016—Modified [78].
Table 3.
Application of HPH (60 and 150 MPa) on fresh lees; effect on yeast and LAB populations. Extracted from Carrano, 2016—Modified [78].
| Sample | Saccharomyces spp. (Log CFU/mL) | NON Saccharomyces spp. (Log CFU/mL) | LAB (Log CFU/mL) | Temperature (°C) 2 |
|---|---|---|---|---|
| Untreated | 1.9 | 1.3 | 3.9 | - |
| 60 MPa | 1.4 | 0.7 | 3.1 | 40 |
| 150 MPa | n.d.1 | n.d. | n.d. | 50 |
1n.d.: not detected (<10 CFU/mL); 2 measured at homogenizer outlet.
Table 4.
Application of HPH (50–150 MPa) to a water suspension of S. bayanus active dry yeast (ADY); effect on the release of proteins and glucidic colloids in wine-like solution. Extracted from Comuzzo et al., 2015—Modified [67].
Table 4.
Application of HPH (50–150 MPa) to a water suspension of S. bayanus active dry yeast (ADY); effect on the release of proteins and glucidic colloids in wine-like solution. Extracted from Comuzzo et al., 2015—Modified [67].
| Code | Soluble Proteins 2 (mg/g) | Total Colloids 2 (mg/g) |
|---|---|---|
| ADY 1 | 14 | 43 |
| 50 MPa | 36 | 101 |
| 100 MPa | 47 | 128 |
| 150 MPa | 51 | 165 |
1 ADY: Active Dry Yeast; 2 Amount released in wine-like solution (pH 3.2, ethanol 12% v/v) by one gram of ADY or HPH-processed yeast after freeze-drying.
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Comuzzo, P.; Calligaris, S. Potential Applications of High Pressure Homogenization in Winemaking: A Review. Beverages 2019, 5, 56. https://0-doi-org.brum.beds.ac.uk/10.3390/beverages5030056
AMA Style
Comuzzo P, Calligaris S. Potential Applications of High Pressure Homogenization in Winemaking: A Review. Beverages. 2019; 5(3):56. https://0-doi-org.brum.beds.ac.uk/10.3390/beverages5030056
Chicago/Turabian StyleComuzzo, Piergiorgio, and Sonia Calligaris. 2019. "Potential Applications of High Pressure Homogenization in Winemaking: A Review" Beverages 5, no. 3: 56. https://0-doi-org.brum.beds.ac.uk/10.3390/beverages5030056
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.