Effect of Processing Parameters on the Thermal and Electrical Properties of Electroless Nickel-Phosphorus Plated Carbon Fiber Heating Elements

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Electroless Ni-P Plating
2.2. Characterization
3. Results and Discussion
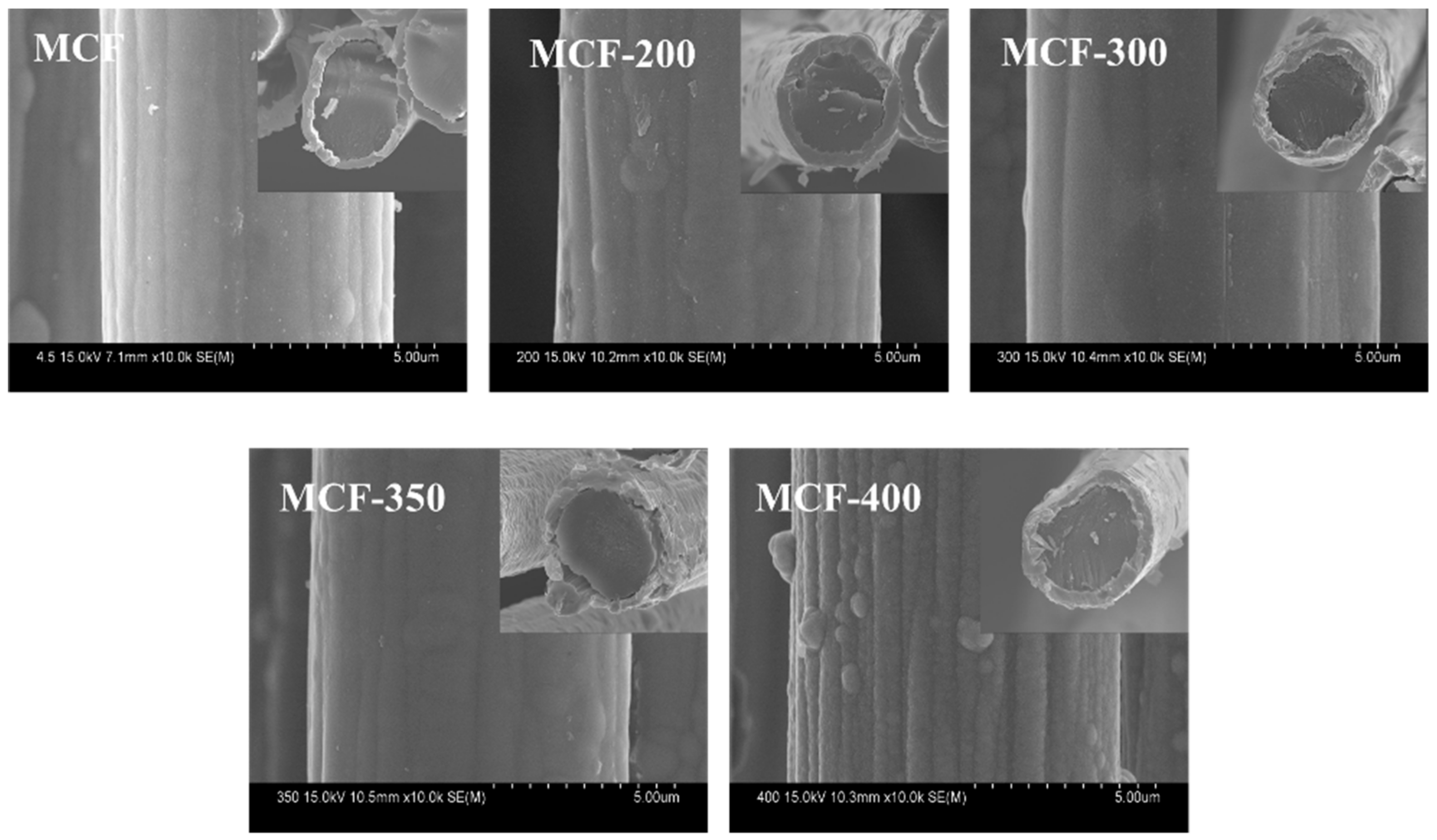
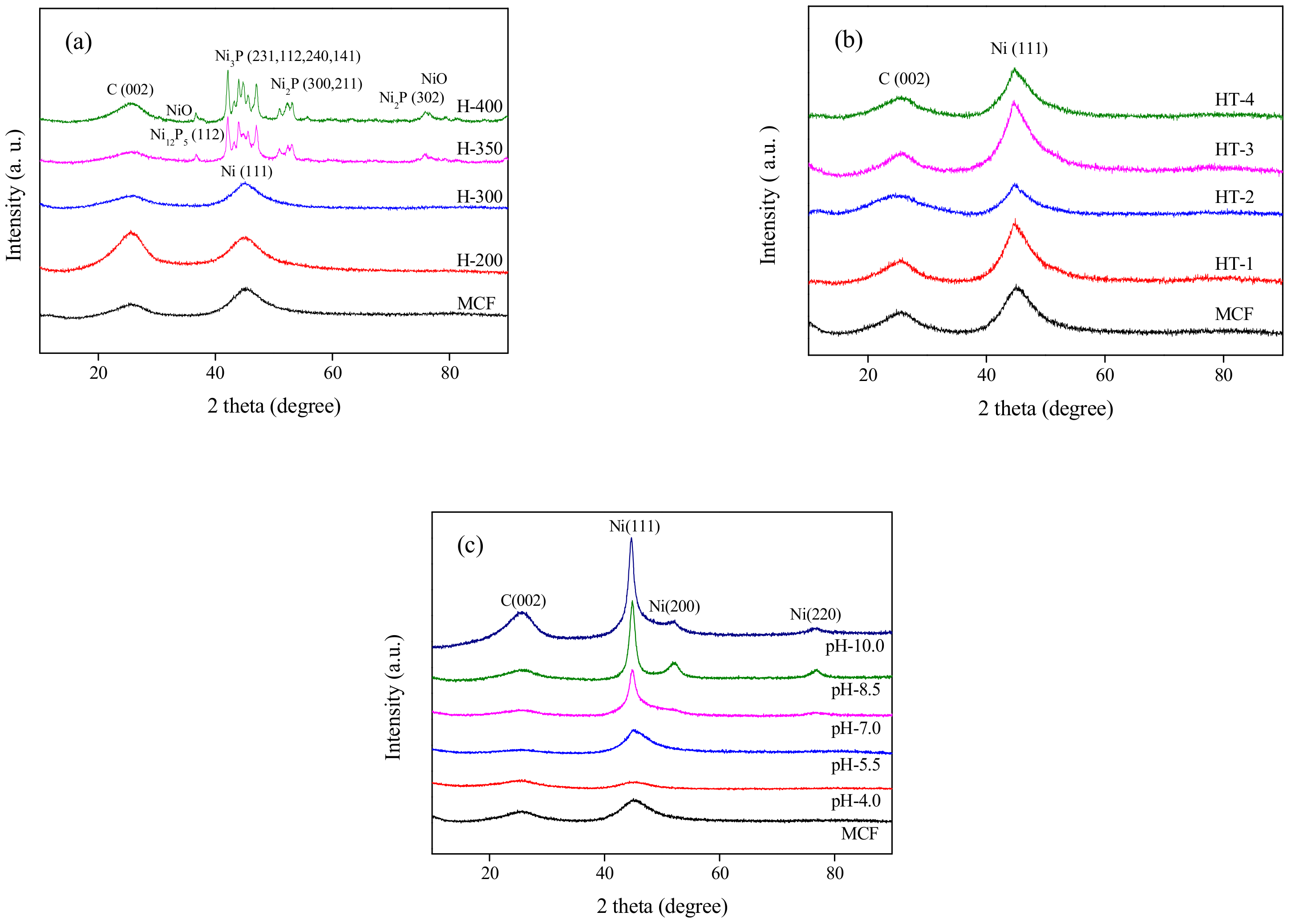
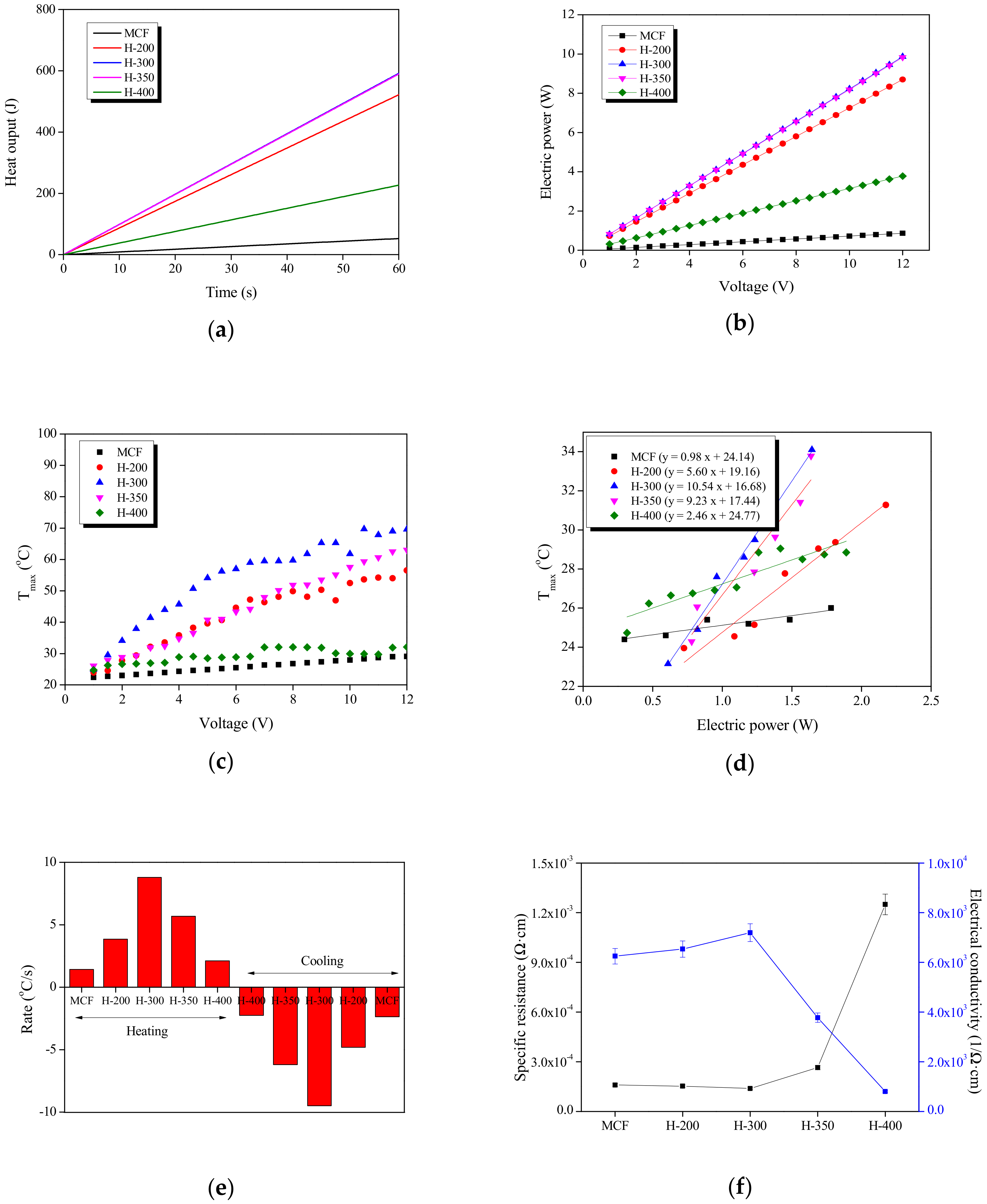
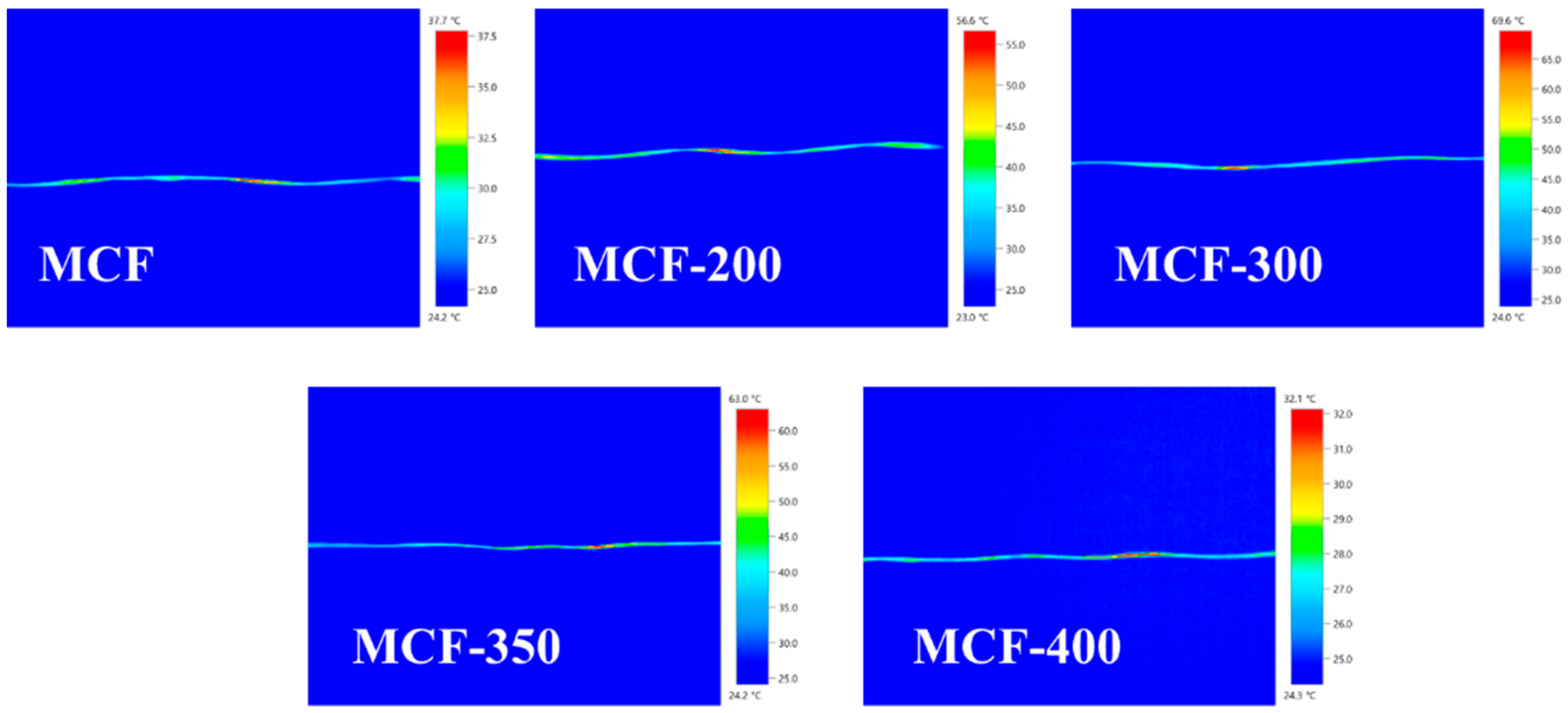
3.1. Influence of Heat Treatment Temperature
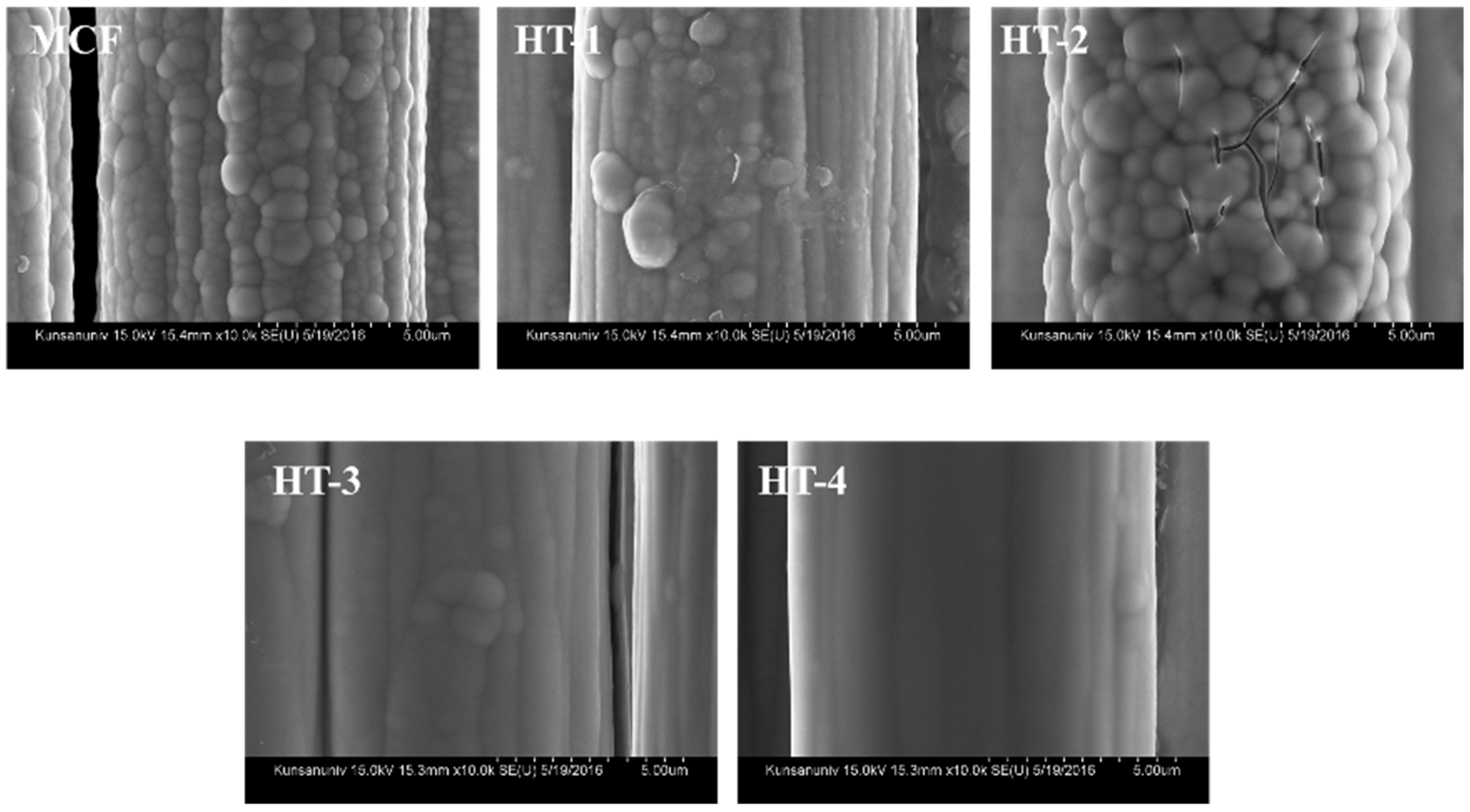
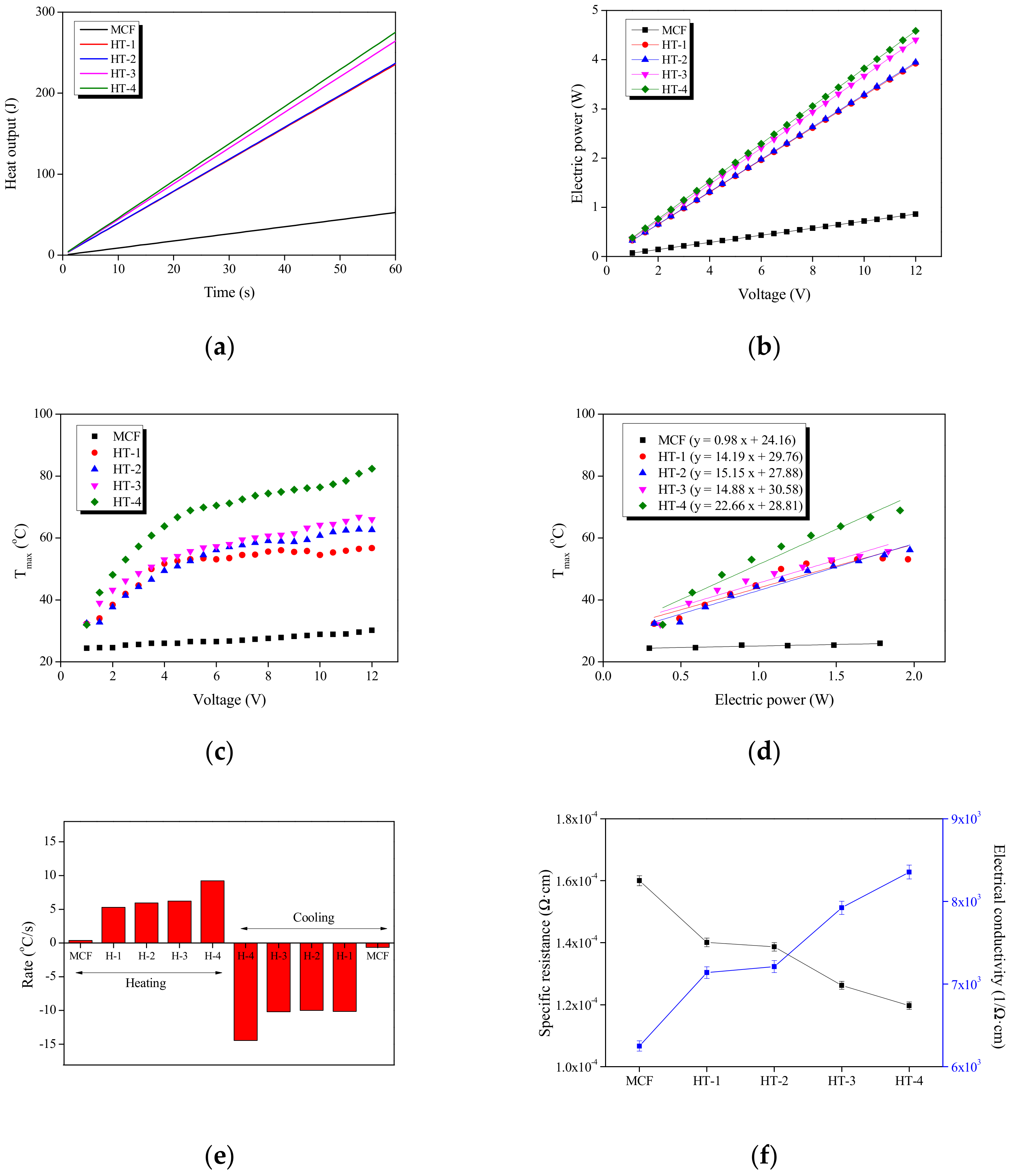
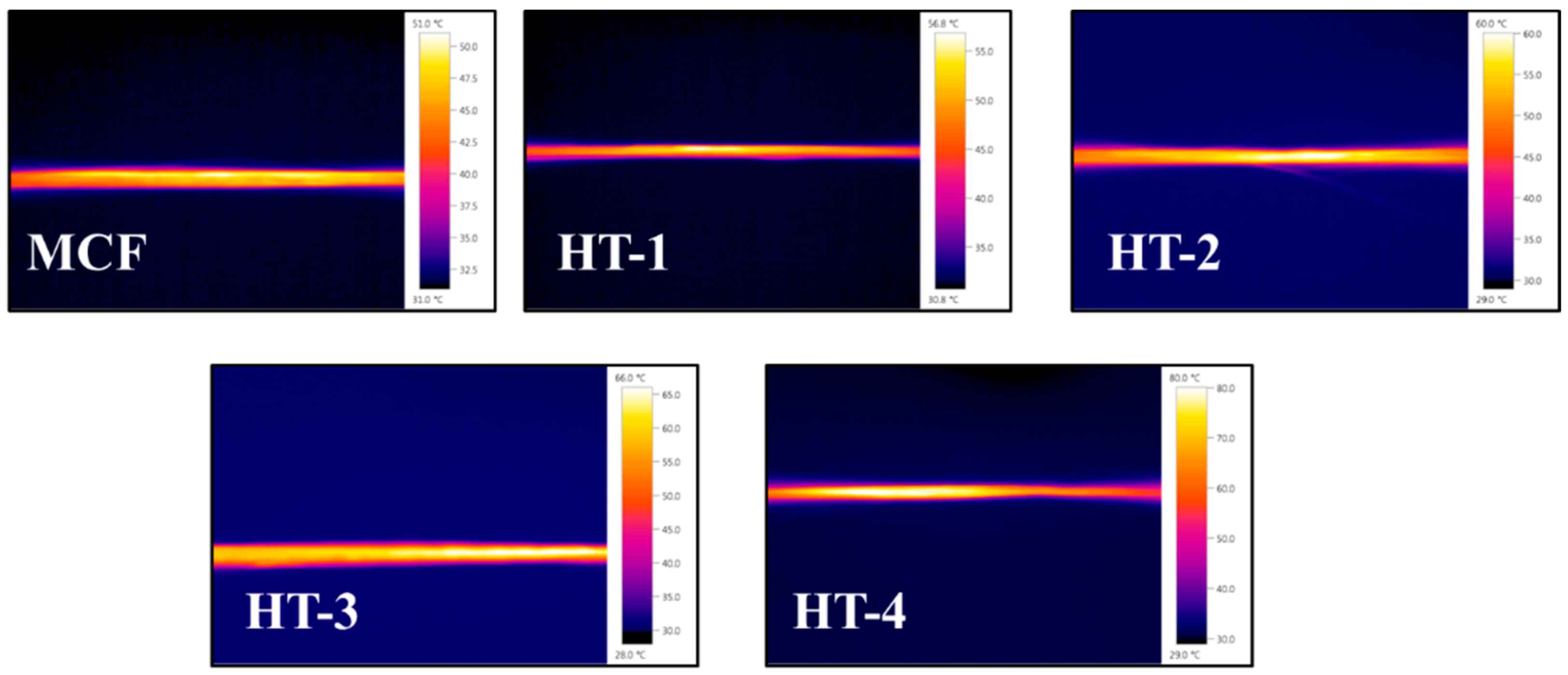
3.2. Influence of Heat Treatment Time
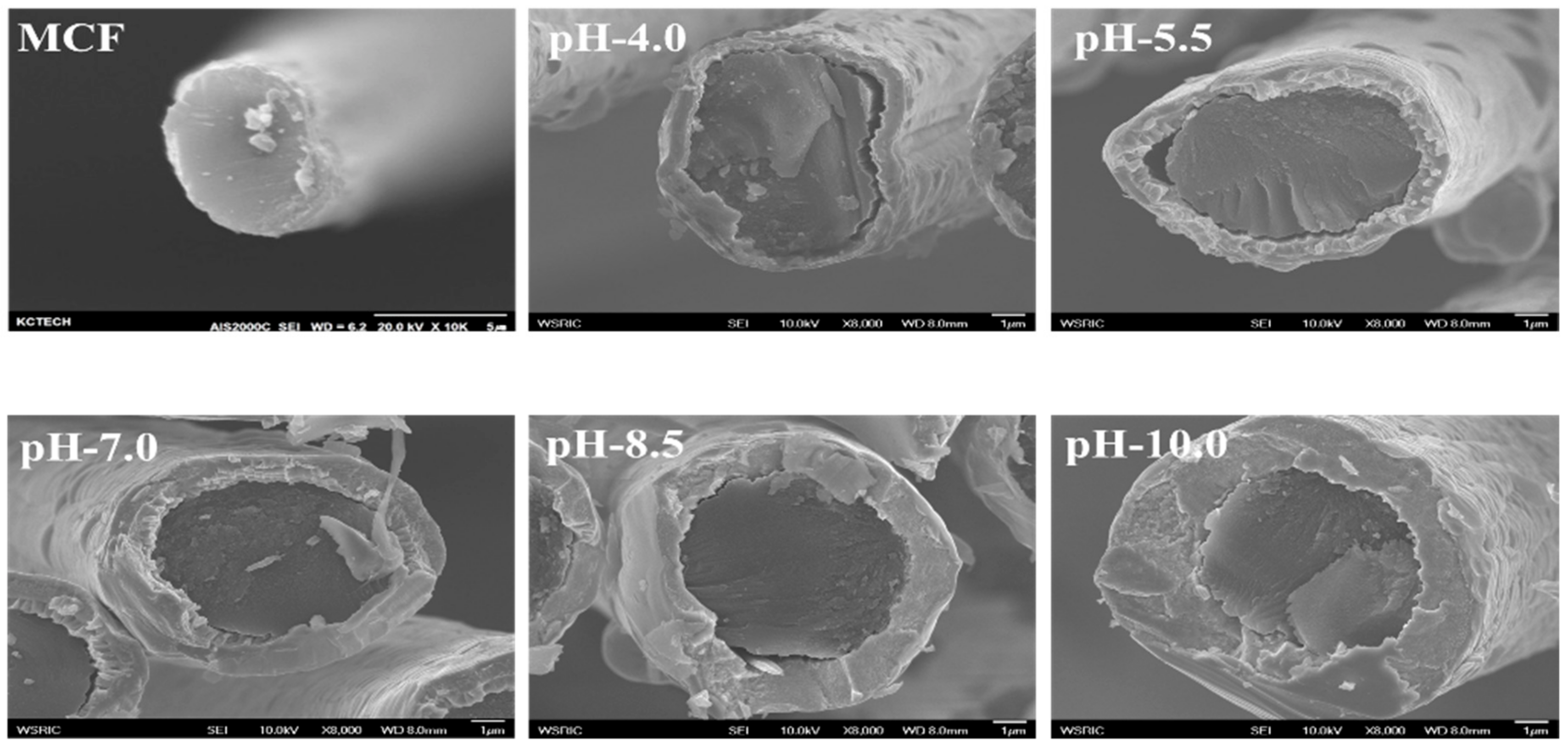
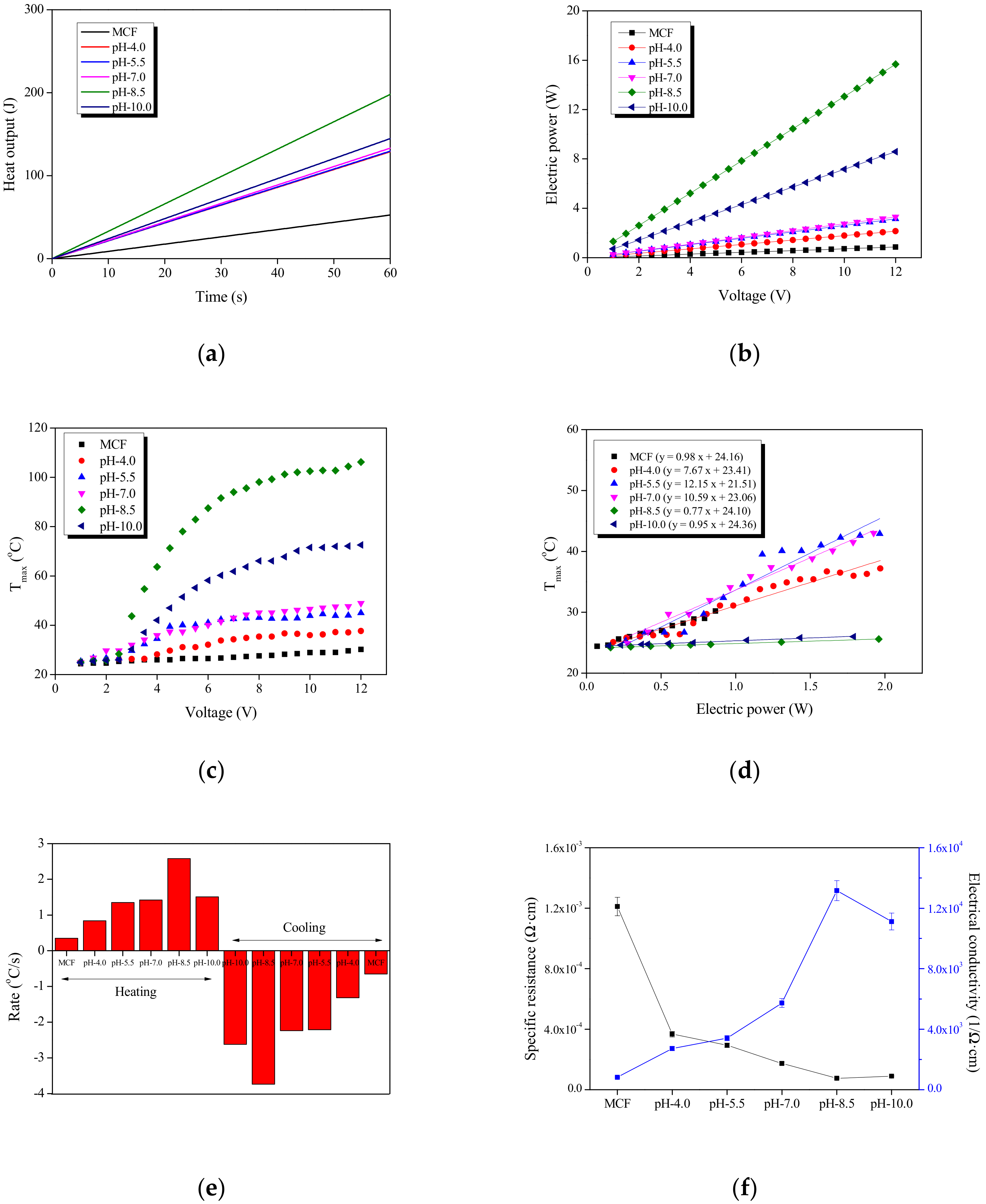
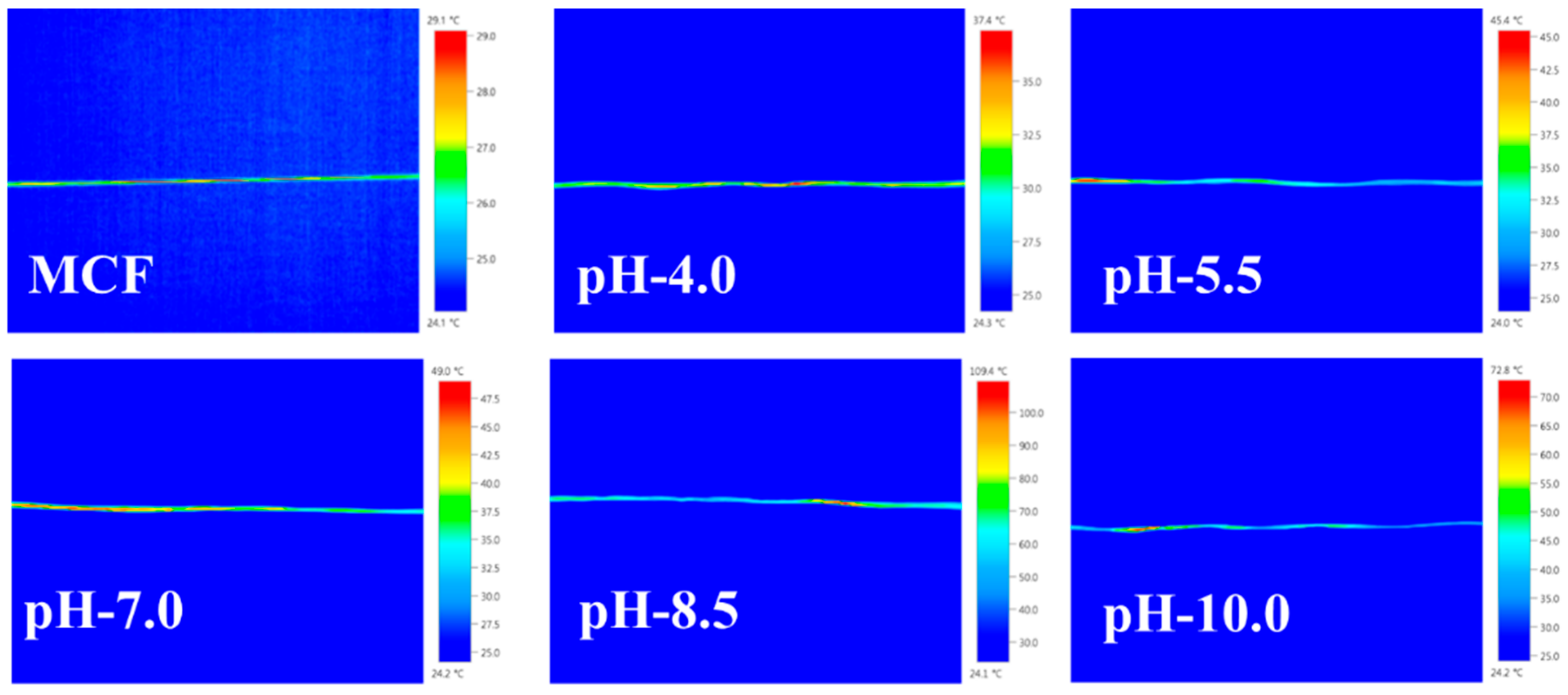
3.3. Influence of pH of the Plating Bath
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lee, B.M.; Jung, J.M.; Hwang, I.T.; Shin, J.; Shin, J.; Hong, S.K.; Jung, C.H.; Jeong, Y.G.; Choi, J.H. Fabrication and electric heating behavior of carbon thin films from water soluble poly (vinyl alcohol) via simple dry and ambient stabilization and carbonization. Appl. Surf. Sci. 2018, 456, 561–567. [Google Scholar] [CrossRef]
- Doblas, A.; Rosario, G.D.; Prolongo, M.G.; Prolongo, S.G. Electric heating performance of nanodoped polyurethane coatings. Prog. Org. Coat. 2019, 135, 185–190. [Google Scholar] [CrossRef]
- Xi, X.; Chung, D.D.L. Colossal electric permittivity discovered in polyacrylonitrile (PAN) based carbon fiber, with comparison of PAN-based and pitch-based carbon fibers. Carbon 2019, 145, 734–739. [Google Scholar] [CrossRef]
- Ming, Y.; Duan, Y.; Zhang, S.; Zhu, Y.; Wang, B. Self-heating 3D printed continuous carbon fiber/epoxy mesh and its application in wind turbine deicing. Polym. Test. 2020, 82, 106309. [Google Scholar] [CrossRef]
- Xu, X.; Zhang, Y.; Jiang, J.; Wang, H.; Zhao, X.; Li, Q.; Lu, W. In-situ curing of glass fiber reinforced polymer composites via resistive heating of carbon nanotube films. Compos. Sci. Technol. 2017, 149, 20–27. [Google Scholar] [CrossRef]
- Kim, B.J.; Choi, W.K.; Um, M.K.; Park, S.J. Effects of nickel coating thickness on electric properties of nickel/carbon hybrid fibers. Surf. Coat. Technol. 2011, 205, 3416–3421. [Google Scholar] [CrossRef]
- Zhou, H.; Yu, Q.; Peng, Q.; Wang, H.; Chen, J.; Kuang, Y. Catalytic graphitization of carbon fibers with electrodeposited Ni–B alloy coating. Mater. Chem. Phys. 2008, 110, 434–439. [Google Scholar] [CrossRef]
- Tzeng, S.S.; Lin, Y.H. The role of electroless Ni–P coating in the catalytic graphitization of PAN-based carbon fibers. Carbon 2008, 46, 544–561. [Google Scholar] [CrossRef]
- Sribalaji, M.; Arunkumar, P.; Babu, K.S.; Keshri, A.K. Crystallization mechanism and corrosion property of electroless nickel phosphorus coating during intermediate temperature oxidation. Appl. Surf. Sci. 2015, 355, 112–120. [Google Scholar] [CrossRef]
- Sorkhabi, H.A.; Rafizadeh, S.H. Effect of coating time and heat treatment on structures and corrosion characteristics of electroless Ni–P alloy deposits. Surf. Coat. Technol. 2004, 176, 318–326. [Google Scholar] [CrossRef]
- Qin, X.; Lu, Y.; Xiao, H.; Wen, Y.; Yu, Y. A comparison of the effect of graphitization on microstructures and properties of polyacrylonitrile and mesophase pitch-based carbon fibers. Carbon 2012, 50, 4459–4469. [Google Scholar] [CrossRef]
- Chugh, R.; Chung, D.D.L. Flexible graphite as a heating element. Carbon 2002, 40, 2285–2289. [Google Scholar] [CrossRef]
- Fan, Y.; Yang, H.; Liu, X.; Zhu, H.; Zou, G. Preparation and study on radar absorbing materials of nickel-coated carbon fiber and flake graphite. J. Alloys Compd. 2008, 461, 490–494. [Google Scholar] [CrossRef]
- Choi, B.K.; Choi, W.K.; Rhee, K.Y.; Park, S.J.; Seo, M.K. Influence of heat treatment temperature on structure and exothermic properties of electroless Ni-P plating carbon fiber heating elements. Compos. B 2019, 167, 676–682. [Google Scholar] [CrossRef]
- Chien, A.T.; Cho, S.; Joshi, Y.; Kumar, S. Electrical conductivity and Joule heating of polyacrylonitrile/carbon nanotube composite fibers. Polymer 2014, 55, 6896–6905. [Google Scholar] [CrossRef]
- Tzeng, S.S. Catalytic graphitization of electroless Ni–P coated PAN-based carbon fibers. Carbon 2006, 44, 1986–1993. [Google Scholar] [CrossRef]
- Kim, T.; Chung, D.D.L. Carbon fiber mats as resistive heating elements. Carbon 2003, 41, 2427–2451. [Google Scholar] [CrossRef]
- Gupta, A.; Dhakate, S.R.; Pal, P.; Dey, A.; Iyer, P.K.; Singh, D.K. Effect of graphitization temperature on structure and electrical conductivity of poly-acrylonitrile based carbon fibers. Diam. Relat. Mater. 2017, 78, 31–38. [Google Scholar] [CrossRef]
- Li, M.; Jeong, Y.G. Poly(ethylene terephthalate)/exfoliated graphite nanocomposites with improved thermal stability, mechanical and electrical properties. Compos. A 2011, 42, 560–566. [Google Scholar] [CrossRef]
- Jang, H.S.; Jeon, S.K.; Nahm, S.H. The manufacture of a transparent film heater by spinning multi-walled carbon nanotubes. Carbon 2011, 49, 111–116. [Google Scholar] [CrossRef]
- Isaji, S.; Bin, Y.; Matsuo, M. Electrical conductivity and self-temperature-control heating properties of carbon nanotubes filled polyethylene films. Polymer 2009, 50, 1046–1053. [Google Scholar] [CrossRef]
- Chae, H.G.; Sreekumar, T.V.; Uchida, T.; Kumar, S. A comparison of reinforcement efficiency of various types of carbon nanotubes in polyacrylonitrile fiber. Polymer 2005, 46, 10925–10935. [Google Scholar] [CrossRef]
- Kar, K.K.; Sathiyamoorthy, D. Influence of process parameters for coating of nickel–phosphorous on carbon fibers. J. Mater. Process. Technol. 2009, 209, 3022–3029. [Google Scholar] [CrossRef]
- Huang, C.Y.; Mo, W.W.; Roan, M.L. The influence of heat treatment on electroless-nickel coated fibre (ENCF) on the mechanical properties and EMI shielding of ENCF reinforced ABS polymeric composites. Surf. Coat. Technol. 2004, 184, 123–132. [Google Scholar] [CrossRef]
- Park, J.; Jeong, Y.G. Investigation of microstructure and electric heating behavior of hybrid polymer composite films based on thermally stable polybenzimidazole and multiwalled carbon nanotube. Polymer 2015, 59, 102–109. [Google Scholar] [CrossRef]
- Chu, K.; Yun, D.J.; Kim, D.; Park, H.; Park, S.H. Study of electric heating effects on carbon nanotube polymer Composites. Org. Electron. 2014, 15, 2734–2741. [Google Scholar] [CrossRef]
- Jeong, Y.G.; An, J.E. Effects of mixed carbon filler composition on electric heating behavior of thermally-cured epoxy-based composite films. Compos. A 2014, 56, 1–7. [Google Scholar] [CrossRef]
- An, J.E.; Jeong, Y.G. Structure and electric heating performance of graphene/epoxy composite films. Eur. Polym. J. 2013, 49, 1322–1330. [Google Scholar] [CrossRef]
- Tzeng, S.S.; Chang, F.Y. Electrical resistivity of electroless nickel coated carbon fibers. Thin Solid Films 2001, 388, 143–149. [Google Scholar] [CrossRef]
- Kang, S.S.; Ji, H.; Gul, H.Z.; Sakong, W.K.; Kim, J.Y.; Kim, W.S.; Lee, J.; Han, S.; Park, M.; Choi, Y.C. Metal-coated carbon fiber for lighter electrical metal wires. Synthetic Metals 2016, 222, 180–185. [Google Scholar] [CrossRef]
- Deka, B.K.; Hazarika, A.; Kong, K.; Kim, D.Y.; Park, Y.B.; Park, H.W. Interfacial resistive heating and mechanical properties of graphene oxide assisted CuO nanoparticles in woven carbon fiber/polyester composite. Compos. A 2016, 80, 159–170. [Google Scholar] [CrossRef]
- Kim, M.; Sung, D.H.; Kong, K.; Kim, N.; Kim, B.J.; Park, H.W.; Park, Y.B.; Jung, M.; Lee, S.H. Characterization of resistive heating and thermoelectric behavior of discontinuous carbon fiber-epoxy composites. Compos. B 2016, 90, 37–44. [Google Scholar] [CrossRef]
- Chu, K.; Park, S.H. Electrical heating behavior of flexible carbon nanotube composites with different aspect ratios. J. Ind. Eng. Chem. 2016, 35, 195–198. [Google Scholar] [CrossRef]
- Tang, P.; Zhang, R.; Chen, Z.; Yang, B.; Bin, Y. Effect of c-ray irradiation on the microstructure and self-heating property of carbon fiber/polyethylene composite films. Compos. A 2015, 78, 174–180. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | Sample Name | Heat Treatment Temperature (°C) | pH 1 | Holding Time (h) | Average Plating Thickness (μm) 2 |
|---|---|---|---|---|---|
| Heat treatment temperature | H-200 | 200 | 4.0 | 1 | 1.47 ± 0.01 |
| H-300 | 300 | 1.64 ± 0.01 | |||
| H-350 | 350 | 1.53 ± 0.01 | |||
| H-400 | 400 | 1.48 ± 0.01 | |||
| Heat treatment time | HT-1 | 300 | 4.0 | 1 | 1.42 ± 0.01 |
| HT-2 | 2 | 1.42 ± 0.01 | |||
| HT-3 | 3 | 1.41 ± 0.01 | |||
| HT-4 | 4 | 1.40 ± 0.01 | |||
| pH of plating bath | pH-4.0 | - | 4.0 | - | 0.61 ± 0.03 |
| pH-5.5 | 5.5 | 0.73 ± 0.03 | |||
| pH-7.0 | 7.0 | 1.28 ± 0.03 | |||
| pH-8.5 | 8.5 | 1.64 ± 0.03 | |||
| pH-10.0 | 10.0 | 2.31 ± 0.03 |
| 002 Peak | 111 Peak | |||
|---|---|---|---|---|
| 2 Theta | Lc 1 | 2 Theta | La 2 | |
| MCF | 25.58 | 1.05 | 45.29 | 1.37 |
| H-200 | 25.27 | 12.61 | 45.20 | 25.78 |
| H-300 | 25.12 | 10.97 | 45.38 | 29.65 |
| H-350 | 25.59 | 11.07 | 44.79 | 31.78 |
| H-400 | 25.37 | 13.10 | 44.64 | 34.63 |
| HT-1 | 25.22 | 1.19 | 45.14 | 1.63 |
| HT-2 | 25.04 | 0.90 | 45.20 | 1.64 |
| HT-3 | 25.39 | 1.26 | 45.07 | 1.65 |
| HT-4 | 25.35 | 1.01 | 45.10 | 1.70 |
| pH-4.0 | 25.16 | 1.06 | 45.34 | 1.34 |
| pH-5.5 | 24.80 | 1.13 | 45.25 | 2.02 |
| pH-7.0 | 25.64 | 1.21 | 44.80 | 6.59 |
| pH-8.5 | 25.42 | 1.18 | 44.84 | 8.31 |
| pH-10.0 | 25.27 | 1.38 | 44.64 | 8.29 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choi, B.-K.; Park, S.-J.; Seo, M.-K. Effect of Processing Parameters on the Thermal and Electrical Properties of Electroless Nickel-Phosphorus Plated Carbon Fiber Heating Elements. C 2020, 6, 6. https://0-doi-org.brum.beds.ac.uk/10.3390/c6010006
Choi B-K, Park S-J, Seo M-K. Effect of Processing Parameters on the Thermal and Electrical Properties of Electroless Nickel-Phosphorus Plated Carbon Fiber Heating Elements. C. 2020; 6(1):6. https://0-doi-org.brum.beds.ac.uk/10.3390/c6010006
Chicago/Turabian StyleChoi, Bo-Kyung, Soo-Jin Park, and Min-Kang Seo. 2020. "Effect of Processing Parameters on the Thermal and Electrical Properties of Electroless Nickel-Phosphorus Plated Carbon Fiber Heating Elements" C 6, no. 1: 6. https://0-doi-org.brum.beds.ac.uk/10.3390/c6010006