
‘TeeBot’: A High Throughput Robotic Fermentation and Sampling System
by
 ,
,
Nicholas van Holst Pellekaan
1,2, 
Michelle E. Walker
1,
Tommaso L. Watson
1 and
Vladimir Jiranek
1,2,* 1
Department of Wine Science, The University of Adelaide, Glen Osmond, SA 5064, Australia
2
Australian Research Council Training Centre for Innovative Wine Production, Adelaide, SA 5064, Australia
*
Author to whom correspondence should be addressed.
Fermentation 2021, 7(4), 205; https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation7040205
Submission received: 15 August 2021
/
Revised: 18 September 2021
/
Accepted: 18 September 2021
/
Published: 24 September 2021
(This article belongs to the Special Issue Implementation of Digital Technologies on Beverage Fermentation)
Abstract
:When fermentation research requires the comparison of many strains or conditions, the major bottleneck is a technical one. Microplate approaches are not able to produce representative fermentative performance due to their inability to truly operate anaerobically, whilst more traditional methods do not facilitate sample density sufficient to assess enough candidates to be considered even medium throughput. Two robotic platforms have been developed that address these technological shortfalls. Both are built on commercially available liquid handling platforms fitted with custom labware. Results are presented detailing fermentation performance as compared to current best practice, i.e., shake flasks fitted with airlocks and sideports. The ‘TeeBot’ is capable sampling from 96 or 384 fermentations in 100 mL or 30 mL volumes, respectively, with airlock sealing and minimal headspace. Sampling and downstream analysis are facilitated by automated liquid handling, use of 96-well sample plate format and temporary cryo-storage (<0 °C).
1. Introduction
The isolation or improvement of fermentatively useful strains requires that candidates be assessed in relation to each other and industry stalwarts. The options available to researchers working in this field are to date limited in terms of sample volume (Biolector- https://www.m2p-labs.com (accessed on 24 September 2021)), density, ease of use (100 mL shake flask with airlock), and cost (AMBR 15/250 https://www.sartorius.com/en/products/fermentation-bioreactors/ambr-multi-parallel-bioreactors/ambr-250-high-throughput (accessed on 24 September 2021)). 2mag AG (Muenchen, Germany) produce bioREACTOR 48, a block of 48 parallelized mini-reactors, which does offer some of the features of the system described here, but does not allow access to the sample volume for open platform measurement of analytes; however, it does offer gas control and measurement of pH and Dissolved Oxygen.
To address this technical deficit, two sampling robots along with custom labware have been developed. Both are based on the Tecan EVO200 deck (Tecan Australia Pty Ltd., Port Melbourne, VIC, Australia) with standard liquid handling arm (LiHa). The labware fit out of the instrument deck allows for strain comparison under self-anaerobic fermentation conditions, facilitates aseptic sampling into industry standardized, 96-well microplates (0.2–2 mL), with temporary storage (below zero) to inhibit continued metabolism, prior to retrieval for later analysis. The automated sampling is cost effective in terms of consumables (syringe needles), sterility and labour.
The two customized robots are novel, as to the best of the authors’ knowledge there is no commercial system available with offline sampling in an industry standard assay format that offers the density of samples (96 or 384), allowing for replication, with sufficient sample volumes (100 mL or 30 mL, respectively) that more closely resemble current fermentation systems. Further the reusable bottles (100 mL) or disposable tubes allow the system to be run economically with per sample costs <3 AU$.
2. Materials and Methods
Design of Robotic Fermentation Platforms
Tecan Evo 200 liquid handling platforms were purchased from Tecan (Tecan AG, Switzerland), equipped with ‘Liquid LiHa’ arm, 5 mL diluters and either 2 (100 mL ferment volumes) or 4 (30 mL ferment volumes) standard (Teflon®-coated or stainless steel) washable tips (Tecan, as fitted to standard Liquid LiHa arms). All liquid handling was backed up with 20% ethanol (v/v) used as ‘system liquid’.
Platform design is outlined as follows:
- 96 ×100 mL ferments (Generation#1 instrument)
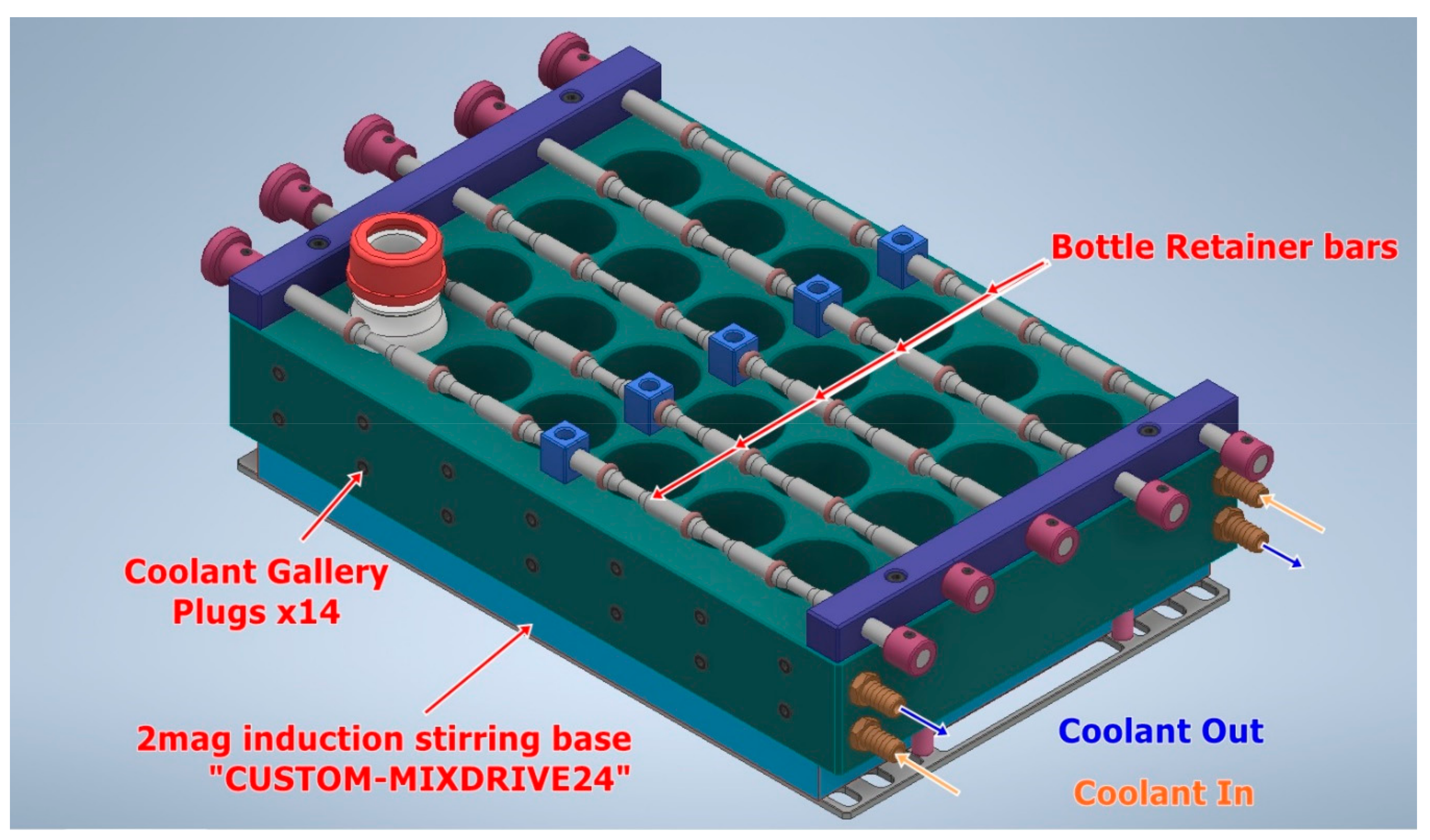
Four billet aluminum blocks were machined (DIEMOULD Engineering, Wingfield, SA, Australia) with each block holding 24 modified 100 mL Duran style bottles in a 6 × 4 array. The bottles were custom blown to increase actual volume to 140 mL, allowing for a standard ferment volume of 100 mL. Two discrete sets of coolant galleries were drilled both along and across the billets to allow for alternate crossflow connection to heater/chiller units facilitating temperature control. Airlocks (https://www.carbon3d.com/resources/case-study/tthandadelaide/ (accessed on 24 September 2021)) with replaceable silicon septa (Translucent 40 Duro 3 × 12 mm dia. Industrial Gaskets, Melrose Park, SA, Australia), were secured with GL45 aperture caps to the bottles with silicone GL45 gaskets. Retainer bars fitted to the top of the block stopped bottles being lifted by the sampling needle.
Aluminum blocks were attached to a custom-supplied, 24-position, 2mag AG (Muenchen, Germany) MIXdrive base, which allowed for mixing of bottle contents with magnetic octahedral stirrer bars (25 × 8 mm, PTFE; Cowie®, Middlesbrough, UK). A schematic of the block is shown in Figure 1 and “S1 Video Gen#1 operation.mov” video (Supplementary Materials).
- II.
- 384 × 30 mL ferments (Generation#2)
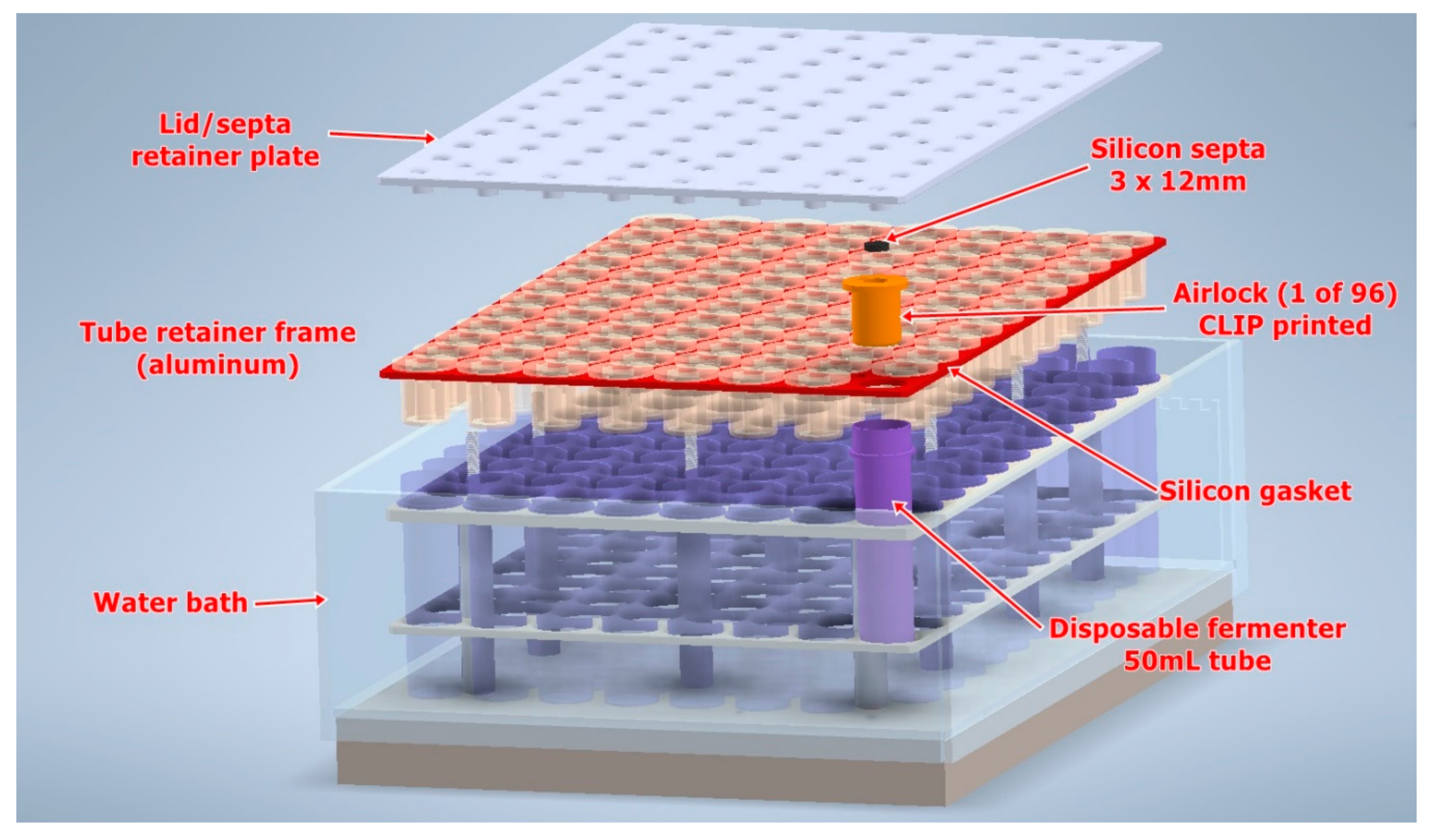
Four frames were machined from sheet/billet aluminum (Witley Engineering, Gawler, SA, Australia) and assembled to hold an 8 × 12 array of (96) 50 mL screw cap polypropylene tubes (P50; Techno Plas, St Marys, SA, Australia). The 50 mL tubes have an ideal ferment volume <30 mL as attested to by the group’s research [1]. A custom cut silicon gasket (Industrial Gaskets, Melrose Park, SA, Australia) provides airtight sealing between the tubes and each of 96 CLIP printed airlocks. Each airlock retains a silicon septum (3 × 12 mm) that is held in place by an aluminum retainer plate. This plate is subsequently torqued into place with a bolt/washer fastener from above. Assembly of the components is shown in Figure 2 and “S2 Video Gen#2 operation” video (Supplementary Materials).
Temperature control for the 4 × 96 frames was maintained by immersion into indexed water baths (Witley Engineering, Gawler, SA, Australia) fitted with frame retainers to prevent lifting by the sampling needle. Frames were indexed/located into the bath on four lugs that key into the aluminum frame. Laminar flow in the bath was encouraged by a “parapet” spillway across the effluent end, with water returning to heater/chiller units housed beneath the instrument. Mixing was mediated by magnetic cross stirrer bars (8 × 20 mm, PFTE; Cowie®, Middlesbrough, UK), driven by a custom-supplied 96-position, 2mag AG MIXdrive base beneath the water bath, which is removable for ease of cleaning.
- III.
- Airlock design
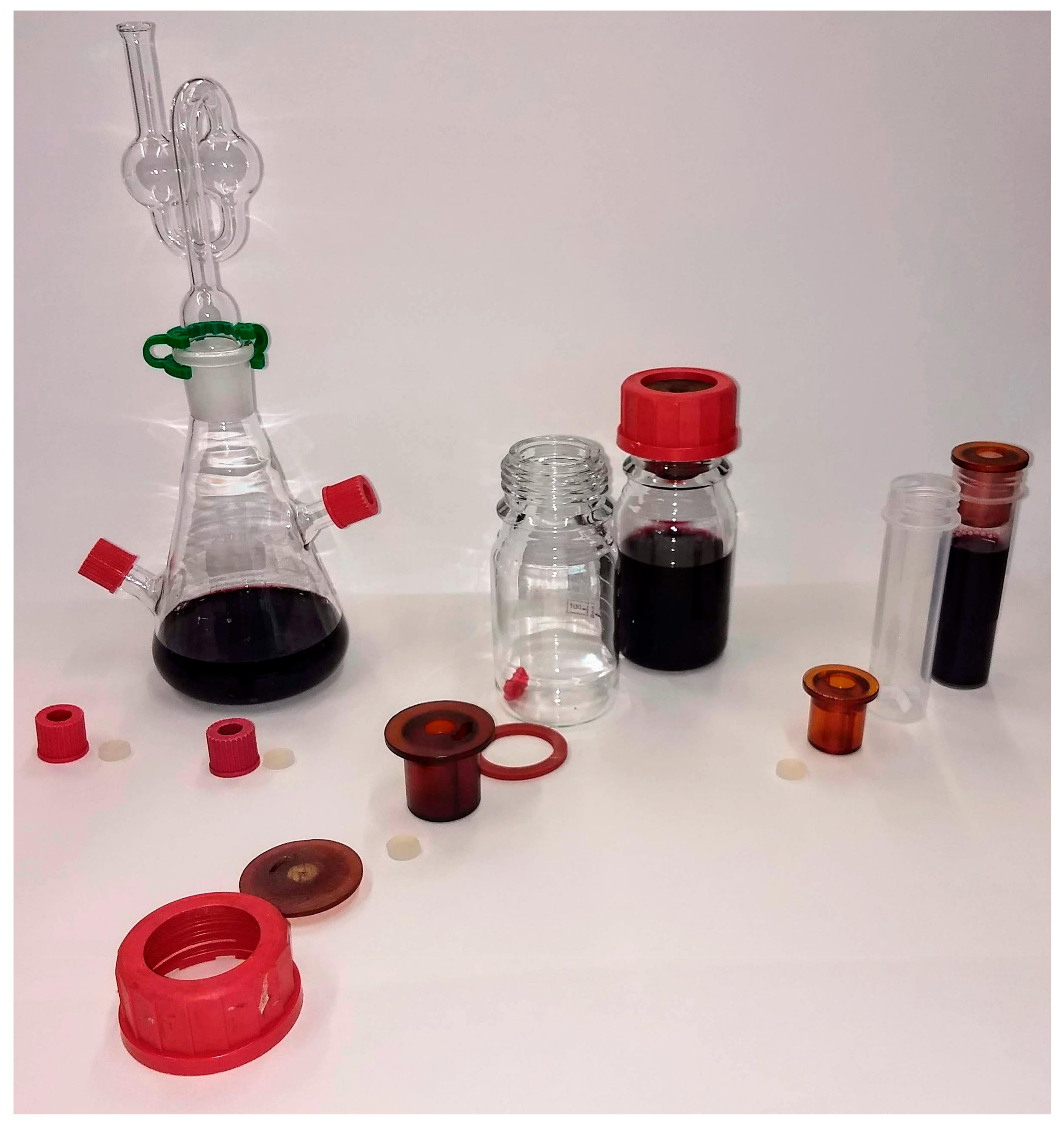
Several iterations of engineered airlocks were tested in the Generation#1 instrument leading to the adoption of CLIP printed airlocks (Printed using Carbon3d instruments by The Technology House, Streetsboro, Ohio USA) for both generations (Figure 3). These are dishwasher safe and autoclavable (15 min, 121 °C). Airlocks house a 3 × 12 mm silicon rubber septum either by a retainer plate with the GL45 collar (Generation#1) or a machined plate bolted to the frame. In either case, the septa and gaskets are compressed to prevent gas escape. Sterilization of the fermentation vessels was achieved by autoclaving, with 1–2 mL of sterile water added to each airlock prior to commencement of fermentation.
From Left rear: 250 mL shake flask, Generation #1 fermenter assembled (middle rear) and component parts (to front), Generation #2 fermenter (right rear) and component parts (to front) note gasket and septa retainer omitted as they are integral to the rack assembly.
- IV.
- Temperature Control
Temperature regulation (for both instruments) was performed by two CORIO CD-200F (Julabo GmbH, Seelbach, Germany) recirculating heater/chiller units each. This allowed for two discrete fermentation temperatures to be tested per run, comprising 50% of the available fermentation vessels in each case (i.e., 48 or 192 vessels, respectively). Fermentations in the Generation#1 instrument are a ‘closed loop’ whilst for the Generation#2 instrument they are in an ‘open bath’ system. Uniformity was assessed using a HH147U 4 channel data logging temperature gauge fitted with K-type thermocouples. Readings were taken after 2 min to ensure stable readings.
- V.
- Software
Sampling schemes, times and volumes, as well as sanitisation routines between sampling cycles were controlled using ‘Tecan Evoware Std’ software supplied with the instruments. Multiple sampling cycles could be scheduled to start at defined times in the future, limited only by the number of available sample deposition locations (microplates).
- VI.
- Laboratory scale fermentations
Fermentation performance was conducted in 100 mL of 0.22 µM filter-sterilized Chemically Defined Grape Juice Medium (CDGJM) in a ‘TeeBot’ flask (Generation#1) or 250 mL shake flask. The CDGJM was as described in [2], except nitrogen was as ammonium chloride and amino acids. Fermentations were inoculated to a density of 5 × 106 cells mL−1 of Saccharomyces cerevisiae grown in CDGJM starter (50 g L−1 glucose, 50 g L−1 fructose, supplemented with 10 mg L−1 ergosterol and 540 mg L−1 Tween 80). Sugar consumption (glucose, fructose) was measured during the course of the fermentation by enzyme assay [2,3,4,5,6,7,8,9,10,11,12,13,14,15].
3. Results
Any engineered solution to the challenges posed by high throughput fermentation needs to prove empirically that it does not impose artefacts on the data produced. Furthermore, a range of potential issues need to be addressed: (i) maintenance of temperature uniformity, (ii) establishment of an anaerobic environment, (iii) preservation of sterility of individual samples per se during sampling, (iv) reproducibility of fermentations without artefact, comparable to or better than ‘best practice’ and (v) provision of sufficient sample density/throughput to address experimental requirements.
3.1. Maintenance of Temperature Uniformity
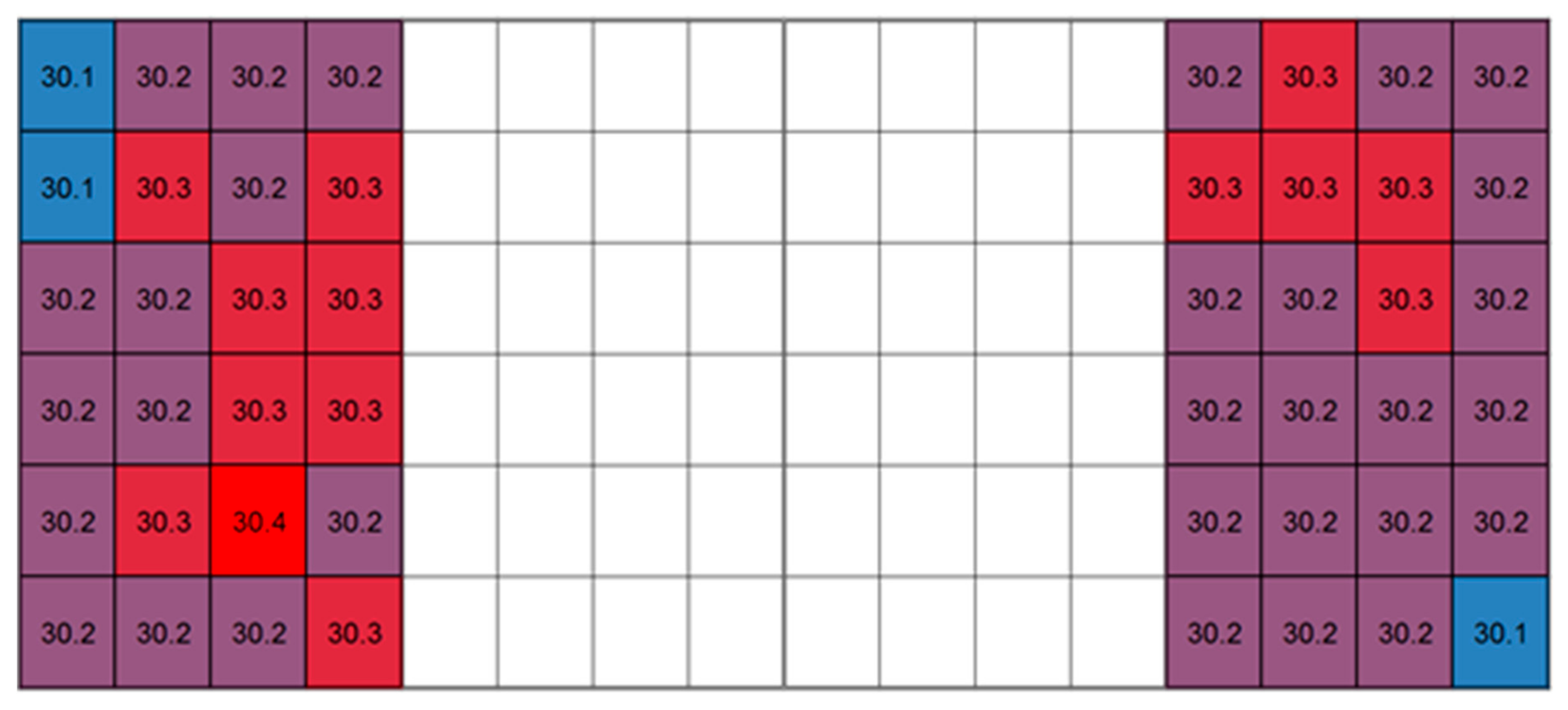
For the Generation#1 instrument, temperature uniformity was assessed using a HH147U (Omega instruments) 4 channel data logging thermocouple based digital thermometer. Flasks containing 100 mL of deionized (DI) water were allowed to equilibrate for 4–5 h at 30 °C with readings taken after 2 min stabilization time. Only the two outermost blocks were assessed, as they were the most likely to see variation through convective heat loss. Thermal exchange from the heater/chiller units was mediated by DI water, with temperature set to 30 °C (Figure 4). All four blocks were insulated with a 12 mm high density neoprene jacket to minimize heat exchange.
Temperature uniformity for the Generation#2 system was not tested as the individual tubes were in a ‘closed’ system not accessible to the temperature probe. However, the immersion bath was found to be thermally stable using the digital thermometer used above. Flow rates of 5 L/min ensured complete exchange of liquid in the bath each minute (data not shown).
3.2. Establishment of an Anaerobic Environment
Resazurin (a redox indicator) was used to determine whether an anaerobic environment was established in the different vessels (flask, bottle, tube), following yeast inoculation in CDGJM (data not shown). The blue resazurin solution (0.1 g/100 mL water), when added to the culture at 1 mL L−1, is irreversibly reduced to resorufin (pink), which is subsequently reduced to colourless dihydroresorufin in a reversible secondary reaction when anaerobic conditions are attained through yeast proliferation [16]. This occurs rapidly (within 4 to 6 h in flasks without N2 sparging [15]. Furthermore, the presence of glucose and fructose (200 g L−1 total sugar), ensures that Saccharomyces cerevisiae undergo fermentation rather than respiration, as Crabtree positive yeast, producing ethanol [17] regardless of oxygen content [13].
3.3. Preservation of Sterility of Individual Samples Per Se during Sampling
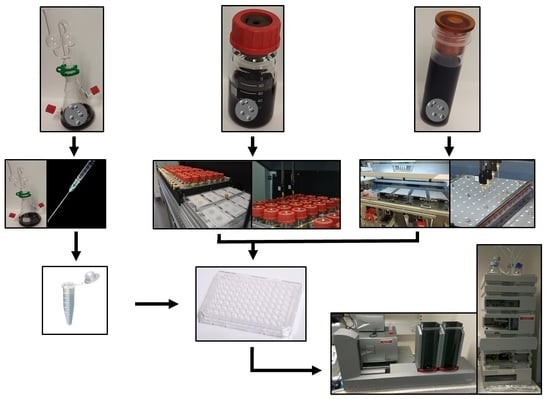
The system cannot prove its utility unless it can be both sterilized at the outset of an experiment and subsequently not lead to serial contamination during sampling. The LiHa’s two needles (Generation#1) or four needles (Generation#2) were run through a decontamination cycle in which methanol (100%) was used as a bactericidal/fungicidal wash between each sampling event. In addition, the tubing connected to the LiHa was flushed with 20% ethanol (v/v) between sampling from a 20 L plastic jerry can as a reservoir. Inclusion of regular medium-only (un-inoculated) controls has proven this method and the sampling regime to be aseptic even when using nutrient rich media such as CDGJM and YEPD (Figure 5 and Figure 6) or filter-sterilized (0.2 µM) white grape juice [4,5].
3.4. Reproducibility of Fermentations without Artefact, Comparable to or Better Than ‘Best Practice’
To be deemed a successful solution to the problem posed by high throughput fermentations, this system must be capable of producing fermentation data that is consistent and comparable to current best practices. Fermentation kinetics from sample to sample must be comparable (with small replica variance) and it must meet or exceed current lower throughput alternatives. The current ‘best practice’ fermentation analysis, which is lower throughput, uses ~100 mL of media in a 250 mL flask, orbitally agitated in a controlled temperature environment.
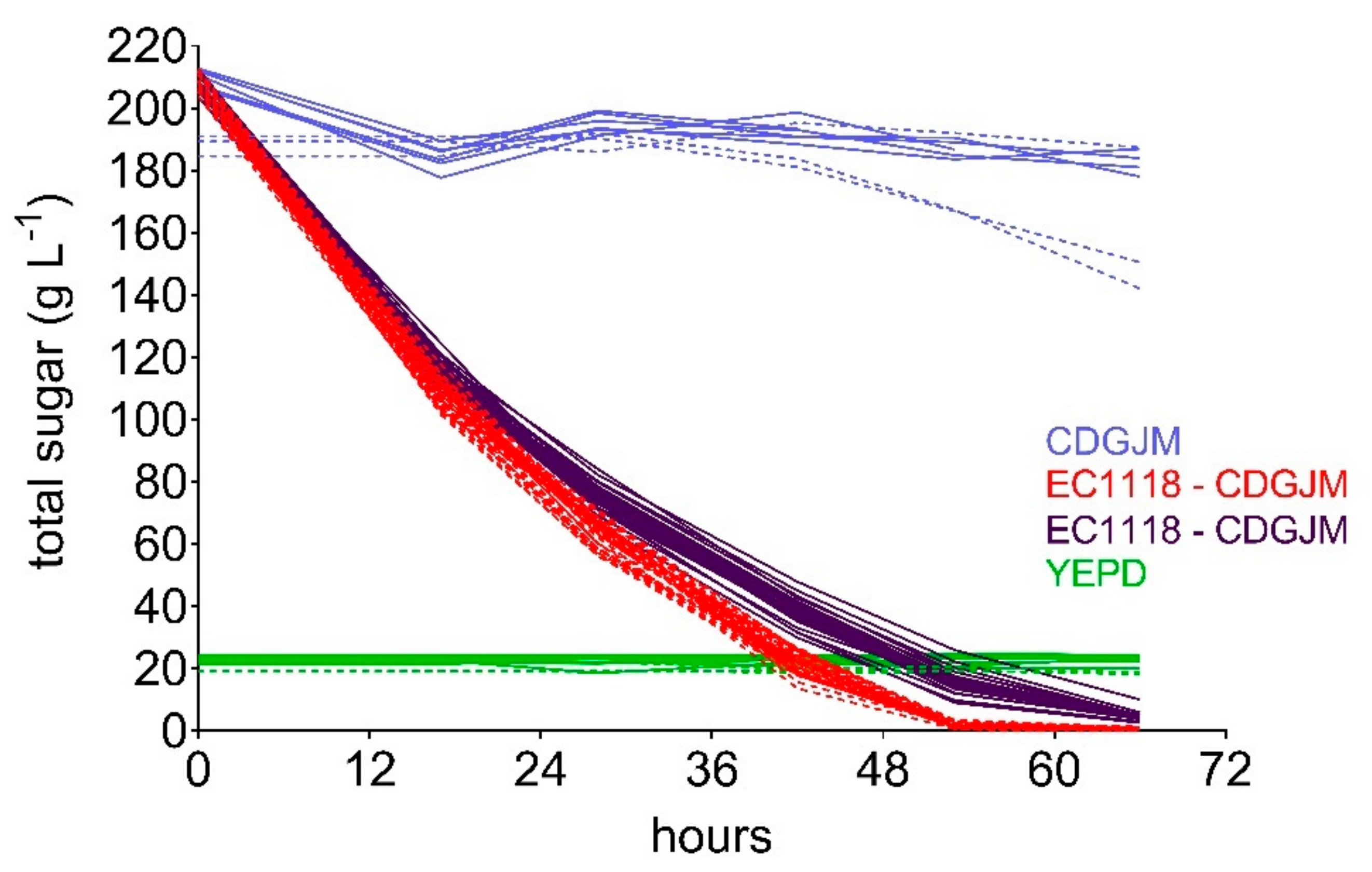
In an experiment comparing identical media, inoculation rates and yeast strains, similar fermentation kinetics should be expected. Differences between two distinct methods of incubation are expected as variations in headspace and absolute temperature are not able to be eliminated. A comparison of a single yeast (EC1118) in CDGJM (200 g L−1, 450 mg L−1 FAN) was conducted either in a ‘TeeBot’ (30 replicates) or 100 mL shake flasks (40 replicates; Figure 5). Breaking of sample sterility was observed in two of the three flask replicates (no yeast; blue dashed line) as sugar consumption after ~50 h. Whilst there is an observed difference in fermentation kinetics, the relative variability is acceptable between the methodologies. The variance between the replicates with flasks was 2.3% (AUC; 4388.8 ± 100.3, n = 45) compared to 11% (AUC; 4930.6 ± 544.4, n = 30) using the ‘TeeBot’. The larger variation with the latter is greatly compensated for by the advantages of the platform regarding sampling, which can be programmed remotely, with samples taken (0.2–1 mL), arrayed for high-throughput enzymatic analysis of metabolites and temporarily stored at 0 °C until they are removed for cryo-storage or direct analysis. Considerable intervention is required with flasks, which require manual sampling and clarification (usually of 1 mL samples) prior to cryo-storage or transfer into plates for cryo-storage and later analysis.
Figure 5.
Comparison between shake flask and Generation #1 platform based fermentations using a single yeast (EC1118). The strain was fermented as technical replicates in ‘Teebot’ bottles (n = 30; purple solid line) and flasks (n = 40; red dashed line). Sterility controls (no yeast) were included as technical replicates for YEPD (3 flasks, green dashed line and 12 Teebot bottles, green solid line) and CDGJM (3 flasks, blue dashed line and 6 ‘Teebot’ bottles, blue solid line).
Figure 5.
Comparison between shake flask and Generation #1 platform based fermentations using a single yeast (EC1118). The strain was fermented as technical replicates in ‘Teebot’ bottles (n = 30; purple solid line) and flasks (n = 40; red dashed line). Sterility controls (no yeast) were included as technical replicates for YEPD (3 flasks, green dashed line and 12 Teebot bottles, green solid line) and CDGJM (3 flasks, blue dashed line and 6 ‘Teebot’ bottles, blue solid line).
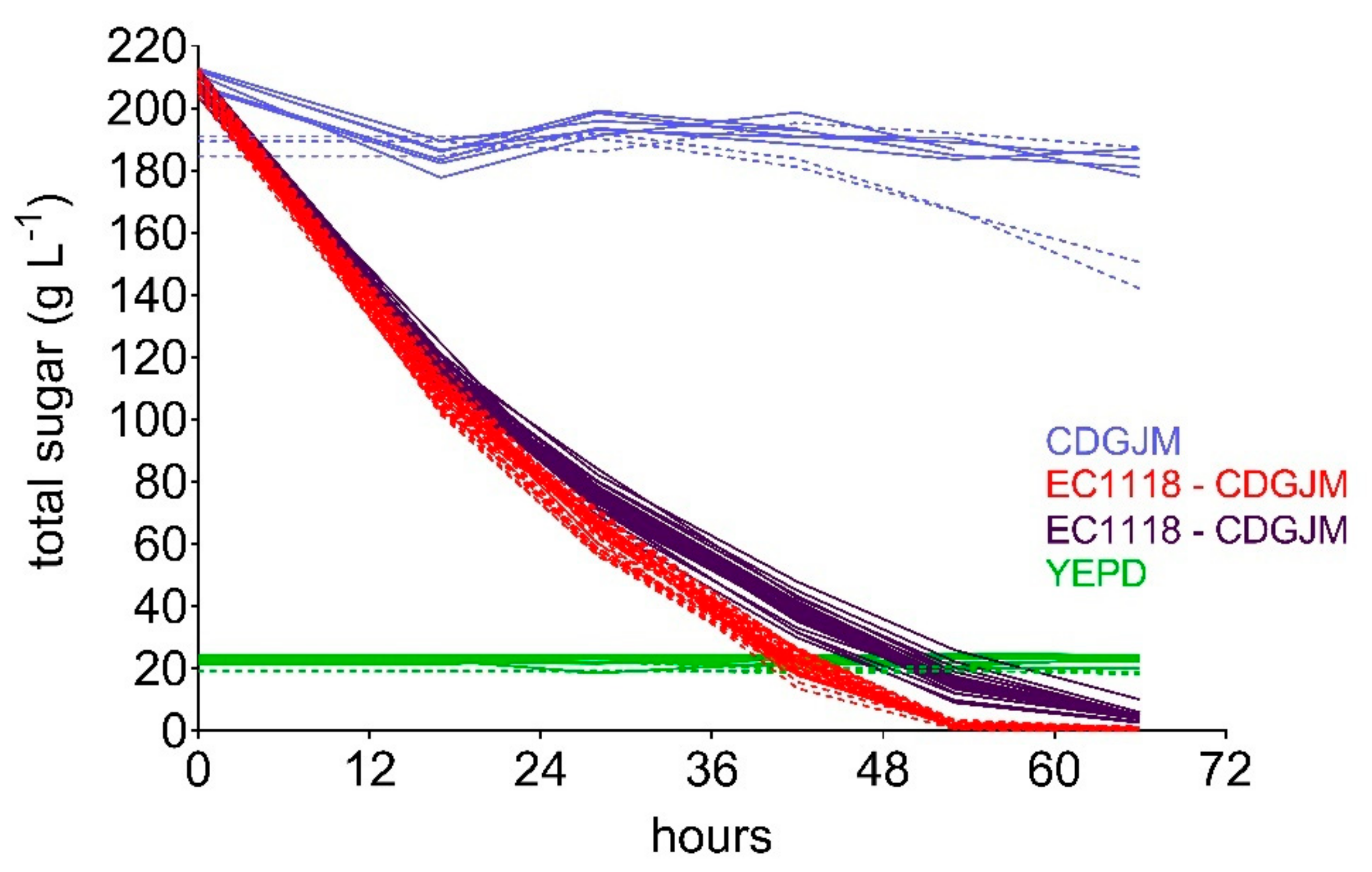
Fermentation was completed more rapidly in shake flasks. This is most likely due to larger headspace and initial oxygen availability at the outset of fermentation, which would allow the yeast to build biomass more rapidly, enabling more rapid sugar consumption [18] although this was not confirmed here. In the Jiranek laboratory, ferment vessels are not routinely sparged with nitrogen (to displace the air) prior to fermentation. This study has shown that the ferments become anaerobic within 4 to 6 h of inoculation [15]. More important, is that the fermentation trend of a yeast in a given medium is reproducible and consistent within a particular apparatus setup.
3.5. Provision of Sample Density Sufficient to Address Experimental Needs
To address a need for high(er) throughput fermentation, several basics were indispensable in the design of the two fermentation platforms; consistency and transferability of data related to the fermentation performance under given condition(s). Sampling was semi-automated, with removal of deposition plates limited to when they needed to be replaced (up to 2 days depending upon sampling regime and platform). Transferability of data was evaluated as a single experiment where the fermentation performance of four commercial wine yeast was compared in CDGJM (Figure 6).
Figure 6.
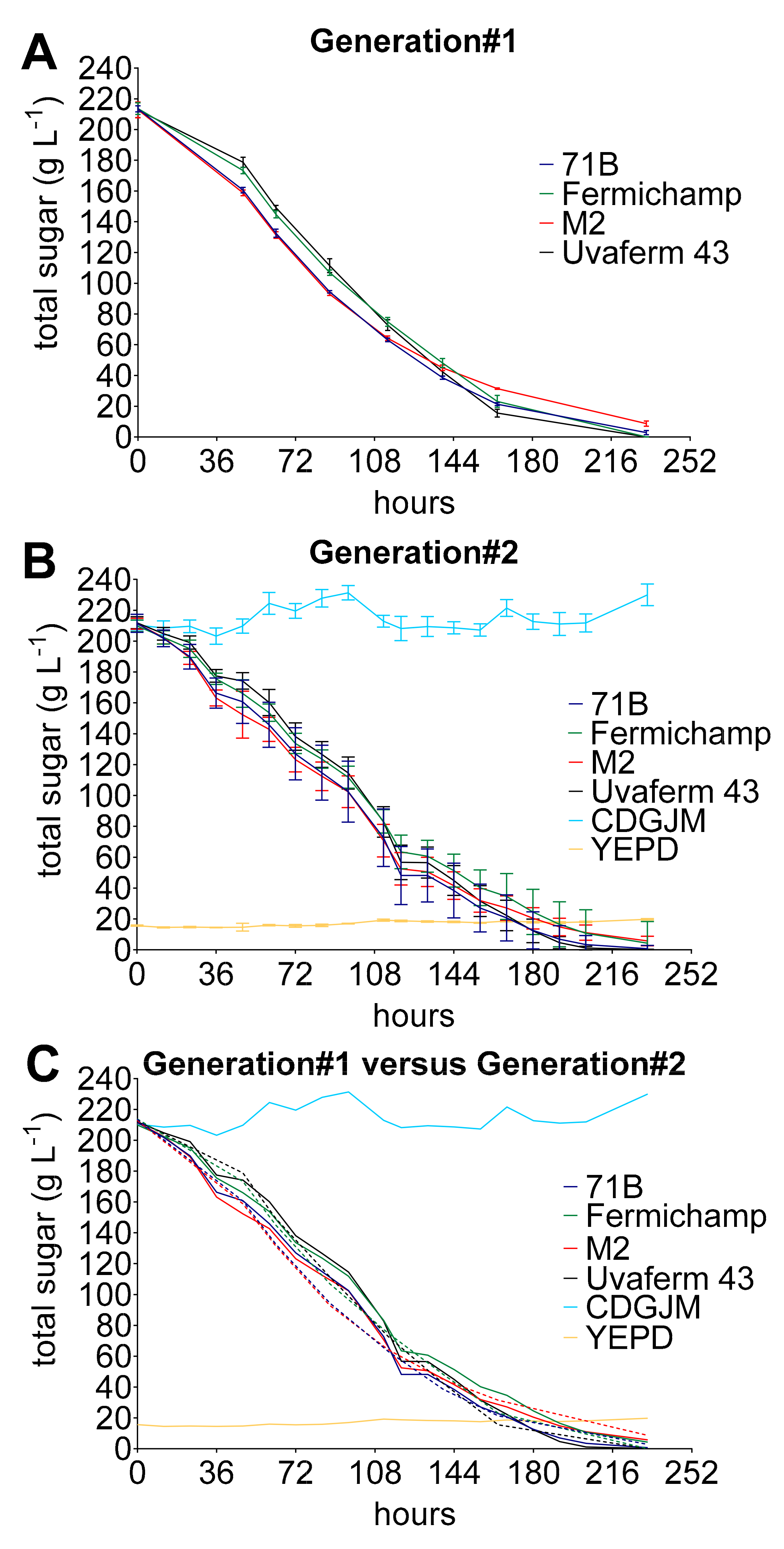
Comparison of sugar consumption by four commercial yeasts fermented as 100 mL cultures (Generation#1) versus 30 mL cultures (Generation#2) in CDGJM. Four commercial wine yeast were inoculated from YEPD starter cultures at 1% in CDGJM (115 g L−1 glucose, 115 g L−1 fructose; 350 mg L−1 FAN). Graphs depict residual sugar (g L−1) over time (hours). (A) 3 replicates per strain (Generation#1). (B) 19 replicates per strain (Generation#2). (C) Overlay of the sugar curves produced from the two ‘Teebot’ platforms. Sterility controls (9 replicates) were included in the Generation#2 experiment (YEPD, 20 g L−1 sugar and CDGJM, 230 g L−1 sugar).
Figure 6.
Comparison of sugar consumption by four commercial yeasts fermented as 100 mL cultures (Generation#1) versus 30 mL cultures (Generation#2) in CDGJM. Four commercial wine yeast were inoculated from YEPD starter cultures at 1% in CDGJM (115 g L−1 glucose, 115 g L−1 fructose; 350 mg L−1 FAN). Graphs depict residual sugar (g L−1) over time (hours). (A) 3 replicates per strain (Generation#1). (B) 19 replicates per strain (Generation#2). (C) Overlay of the sugar curves produced from the two ‘Teebot’ platforms. Sterility controls (9 replicates) were included in the Generation#2 experiment (YEPD, 20 g L−1 sugar and CDGJM, 230 g L−1 sugar).
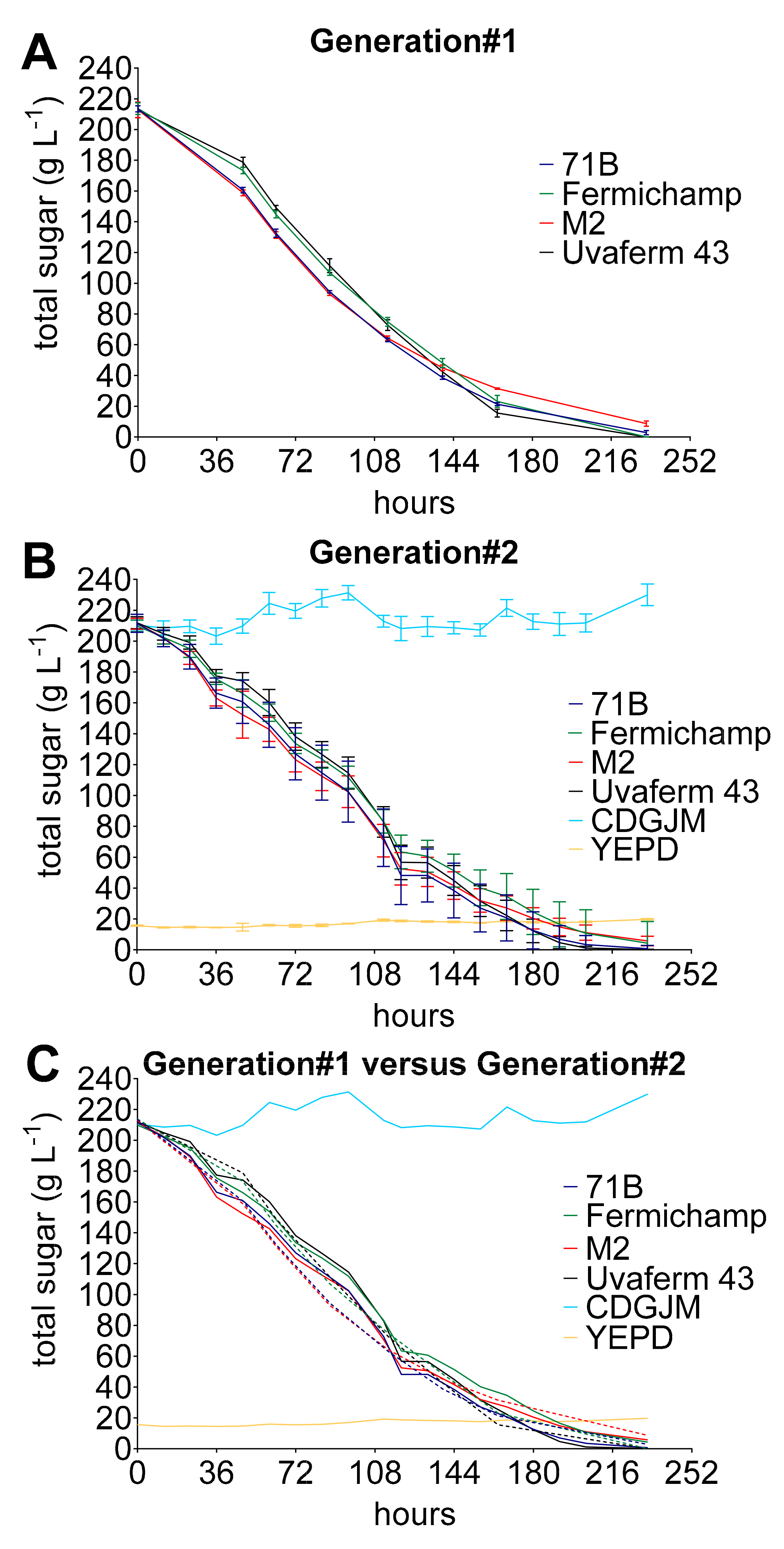
The sugar curves produced using the Generation#1 and #2 platforms were very similar (Figure 6C), although increased variation was noted for Generation#2 (Figure 6B), which is most likely a result of the number of replicates and limitations of the sugar analysis itself. Importantly, the Area Under the Curve values [6] for each strain were similar (Table 1), indicative of fermentation phenotype being reproducible when scaled up as common with screening large numbers.
The platform format chosen for a particular experiment will be dependent not only on sample number but also downstream analysis requirements. For example, Generation#1 and #2 are suitable for several analyses requiring <1 mL samples such as for organic acids, sugars and nitrogen (Megazyme assay kits), which are useful for monitoring alcoholic fermentation (sugar and nitrogen) and secondary malolactic fermentation (malic acid, lactic acid). End-of-fermentation sample volume requirements range from ≤1 mL for HPLC analysis (sugars, organic acids, acetaldehyde, glycerol and ethanol; [9,10,11,12,13,14] and ≥10 mL for GCMS analysis of secondary metabolites or volatiles (Generation#1; [5]; [8] and #2; [4]. Whilst determination of sulfur dioxide by aspiration/titration [11] and ethanol by Alcolyzer (Anton Paar GmbH, Graz, Austria) requires ~40–50 mL (Generation#1 only). These fermentation platforms have been successfully used to complement large-scale screenings using microplate (0.2 mL) scale fermentations, where only sugar (and nitrogen) consumption can be monitored [7]. Complete Generation#1 and Generation#2 platforms are shown in Figure 7.
4. Discussion
With the successful application of both generations of automated fermentation platforms and the publication of several reports [2,5,6,7,8,9,10] this study achieved all the criteria defined earlier in the design and implementation of a high throughput fermentation platform. There are no other systems available that match the ‘Teebots’ for performance in their ability to screen large numbers of candidate fermentative organisms. In terms of flexibility in throughput, scale of fermentation is important as the larger volumes avoid the shortcomings of fermentation in micro-titer plates, namely inoculation rate, evaporation, and replication. Care is needed to prevent evaporation, with the micro-titer plates requiring adequate sealing and humidity, as the overall volume size is only 0.2–1 mL. Achieving consistent inoculation can be problematic, with inoculation volumes typically being only 5–10 µL per 200 µL of media, which equates to ~5 × 106 yeast cells mL−1 recommended for industrial (https://www.awri.com.au/industry_support/winemaking_resources/wine_fermentation/yeast-rehydration/ (accessed on 24 September 2021)) and laboratory scale fermentation [10]. Monitoring of fermentation requires several replicates of a single plate, which is labour intensive, especially with large numbers, such that replication is often forgone until later in the screening process [10,14]. These compromises can be avoided through the use of the ‘TeeBot’ platforms, which allow for larger scale volumes, more suited for inoculation by cell density (cells per mL) and greater analysis of metabolites and fermentation kinetics as well as automated inoculation “S3 Video Gen#2 inoculation” (Supplementary Materials). Most importantly, the tedious but important task of evaluating new wine yeast and bacteria can be done with minimal intervention by the researcher.
5. Emerging Trends and Future Prospects
The process of bioprospecting for novel strains for application in food production is an ever-increasing sphere of research. The ability to collect strains from the environment is considerably constrained by the ability of researchers to characterise the strains and assess their suitability for application. In the field of rapid characterisation of large pools of strains either obtained after evolutionary experiments, mutagenesis, breeding or bioprospecting, there is a need to be able to assess fermentative performance of sufficiently replicated samples in volumes larger than those represented in a microplate. Cost is always a concern, and with the reusable (100 mL) or disposable (30 mL) ferment vessels neither are prohibitively expensive once the capital outlay has been achieved. As such, systems such as the ‘TeeBot’ robotic systems described here will become standard equipment in a fermentation-related research laboratory.
Supplementary Materials
The following are available online at https://0-www-mdpi-com.brum.beds.ac.uk/article/10.3390/fermentation7040205/s1, “S1 Video Gen#1 operation.mov”: Sampling for generation#1, “S2 Video Gen#2 operation.m4v”: Sampling for generation#2. “S3 Video Gen#2 inoculation.m4v”: Inoculation for generation#2.
Author Contributions
The following contributions to the project were made by the co-authors: conceptualization, V.J. and T.L.W.; instrument development, T.L.W.; validation, T.L.W.; writing—original draft preparation, N.v.H.P. and M.E.W.; writing—review and editing, M.E.W., V.J. and N.v.H.P.; funding acquisition and supervision, V.J. All authors have read and agreed to the published version of the manuscript.
Funding
This project was supported by funding from Wine Australia [UA1101, UA1302, UA 1803-2.1] and The Australian Research Council Training Centre for Innovative Wine Production (www.ARCwinecentre.org.au; project number IC170100008), which is funded by the Australian Government with additional support from Wine Australia and industry partners. Wine Australia invests in and manages research, development and extension on behalf of Australia’s winegrowers and winemakers and the Australian Government.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is published within paper or available on request to the corresponding author.
Acknowledgments
The authors acknowledge the contribution from the Wine Microbiology laboratory of Vladimir Jiranek, in providing data from experiments using the two robotic platforms.
Conflicts of Interest
The authors declare there are no conflicts of interest regarding the study.
Abbreviations
CLIP—Continuous Liquid Interface Production; DO—dissolved oxygen; FAN—free amino nitrogen
References
- Bartle, L.; Peltier, E.; Sundstrom, J.F.; Sumby, K.; Mitchell, J.G.; Jiranek, V.; Marullo, P. QTL mapping: An innovative method for investigating the genetic determinism of yeast-bacteria interactions in wine. Appl. Microbiol. Biotechnol. 2021, 105, 5053–5066. [Google Scholar] [CrossRef] [PubMed]
- McBryde, C.; Gardner, J.M.; de Barros Lopes, M.; Jiranek, V. Generation of novel wine yeast strains by adaptive evolution. Am. J. Enol. Vitic. 2006, 57, 423. [Google Scholar]
- Boehringer-Mannheim, Methods of Biochemical Analysis and Food Analysis Using Test-Combinations, D-Glucose/D-Fructose: UV Method; Boehringer-Mannheim GmbH Biochemicals: Mannheim, Germany, 1989; pp. 50–55.
- Gardner, J.M.; Walker, M.E.; Boss, P.K.; Jiranek, V. The effect of grape juice dilution on oenological fermentation. bioRxiv 2020. [Google Scholar] [CrossRef]
- Hranilovic, A.; Gambetta, J.M.; Schmidtke, L.; Boss, P.K.; Grbin, P.R.; Masneuf-Pomarede, I.; Bely, M.; Albertin, W.; Jiranek, V. Oenological traits of Lachancea thermotolerans show signs of domestication and allopatric differentiation. Sci. Rep. 2018, 8, 14812. [Google Scholar] [CrossRef] [PubMed]
- Liccioli, T.; Chambers, P.J.; Jiranek, V. A novel methodology independent of fermentation rate for assessment of the fructophilic character of wine yeast strains. J. Ind. Microbiol. Biotechnol. 2011, 38, 833–843. [Google Scholar] [CrossRef] [PubMed]
- Liccioli, T.; Tran, T.M.T.; Cozzolino, D.; Jiranek, V.; Chambers, P.J.; Schmidt, S.A. Microvinification—How small can we go? Appl. Microbiol. Biotechnol. 2010, 89, 1621–1628. [Google Scholar] [CrossRef] [PubMed]
- Morgan, S.C.; Haggerty, J.J.; Jiranek, V.; Durall, D.M. Competition between Saccharomyces cerevisiae and Saccharomyces uvarum in controlled Chardonnay wine fermentations. Am. J. Enol. Vitic. 2020, 71, 198–207. [Google Scholar] [CrossRef]
- Morgan, S.C.; Haggerty, J.J.; Johnston, B.; Jiranek, V.; Durall, D.M. Response to sulfur dioxide addition by two commercial Saccharomyces cerevisiae strains. Fermentation 2019, 5, 69. [Google Scholar] [CrossRef] [Green Version]
- Peter, J.J.; Watson, T.L.; E Walker, M.; Gardner, J.; A Lang, T.; Borneman, A.; Forgan, A.; Tran, T.; Jiranek, V. Use of a wine yeast deletion collection reveals genes that influence fermentation performance under low-nitrogen conditions. FEMS Yeast Res. 2018, 18, foy009. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rankine, B.; Pocock, K. Alkalimetric determination of sulphur dioxide in wine. Aust. Wine Brew. Spirit Review 1970, 88, 40–44. [Google Scholar]
- Sumby, K.; Niimi, J.; Betteridge, A.; Jiranek, V. Ethanol-tolerant lactic acid bacteria strains as a basis for efficient malolactic fermentation in wine: Evaluation of experimentally evolved lactic acid bacteria and winery isolates. Aust. J. Grape Wine Res. 2019, 25, 404–413. [Google Scholar] [CrossRef]
- Tai, S.L.; Boer, V.M.; Daran-Lapujade, P.; Walsh, M.C.; de Winde, J.H.; Daran, J.M.; Pronk, J.T. Two-dimensional transcriptome analysis in chemostat cultures. Combinatorial effects of oxygen availability and macronutrient limitation in Saccharomyces cerevisiae. J. Biol. Chem. 2005, 280, 437–447. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Walker, M.E.; Gardner, J.M.; Vystavelova, A.; McBryde, C.; Lopes, M.D.B.; Jiranek, V. Application of the reuseable, KanMX selectable marker to industrial yeast: Construction and evaluation of heterothallic wine strains of Saccharomyces cerevisiae, possessing minimal foreign DNA sequences. FEMS Yeast Res. 2003, 4, 339–347. [Google Scholar] [CrossRef] [Green Version]
- Walker, M.E.; Nguyen, T.D.; Liccioli, T.; Schmid, F.; Kalatzis, N.; Sundstrom, J.F.; Gardner, J.M.; Jiranek, V. Genome-wide identification of the Fermentome; genes required for successful and timely completion of wine-like fermentation by Saccharomyces cerevisiae. BMC Genom. 2014, 15, 552. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bitacura, J.G. The use of baker’s yeast in the Resazurin Reduction Test: A simple, low-cost method for determining cell viability in proliferation and cytotoxicity assays. J. Microbiol. Biol. Educ. 2018, 19, 19–87. [Google Scholar] [CrossRef] [PubMed]
- Wardrop, F.; Liti, G.; Cardinali, G.; Walker, G. Physiological responses of Crabtree positive and Crabtree negative yeasts to glucose upshifts in a chemostat. Ann. Microbiol. 2004, 54, 103–114. [Google Scholar]
- Aceituno, F.F.; Orellana, M.; Torres, J.; Mendoza, S.; Slater, A.W.; Melo, F.; Agosin, E. Oxygen response of the wine yeast Saccharomyces cerevisiae EC1118 grown under carbon-sufficient, nitrogen-limited enological conditions. Appl. Environ. Microbiol. 2012, 78, 8340–8352. [Google Scholar] [CrossRef] [PubMed] [Green Version]
Figure 1.
24 × 100 mL temperature control and retention block (1 of 4) used to house 24 fermentation vessels.
Figure 1.
24 × 100 mL temperature control and retention block (1 of 4) used to house 24 fermentation vessels.
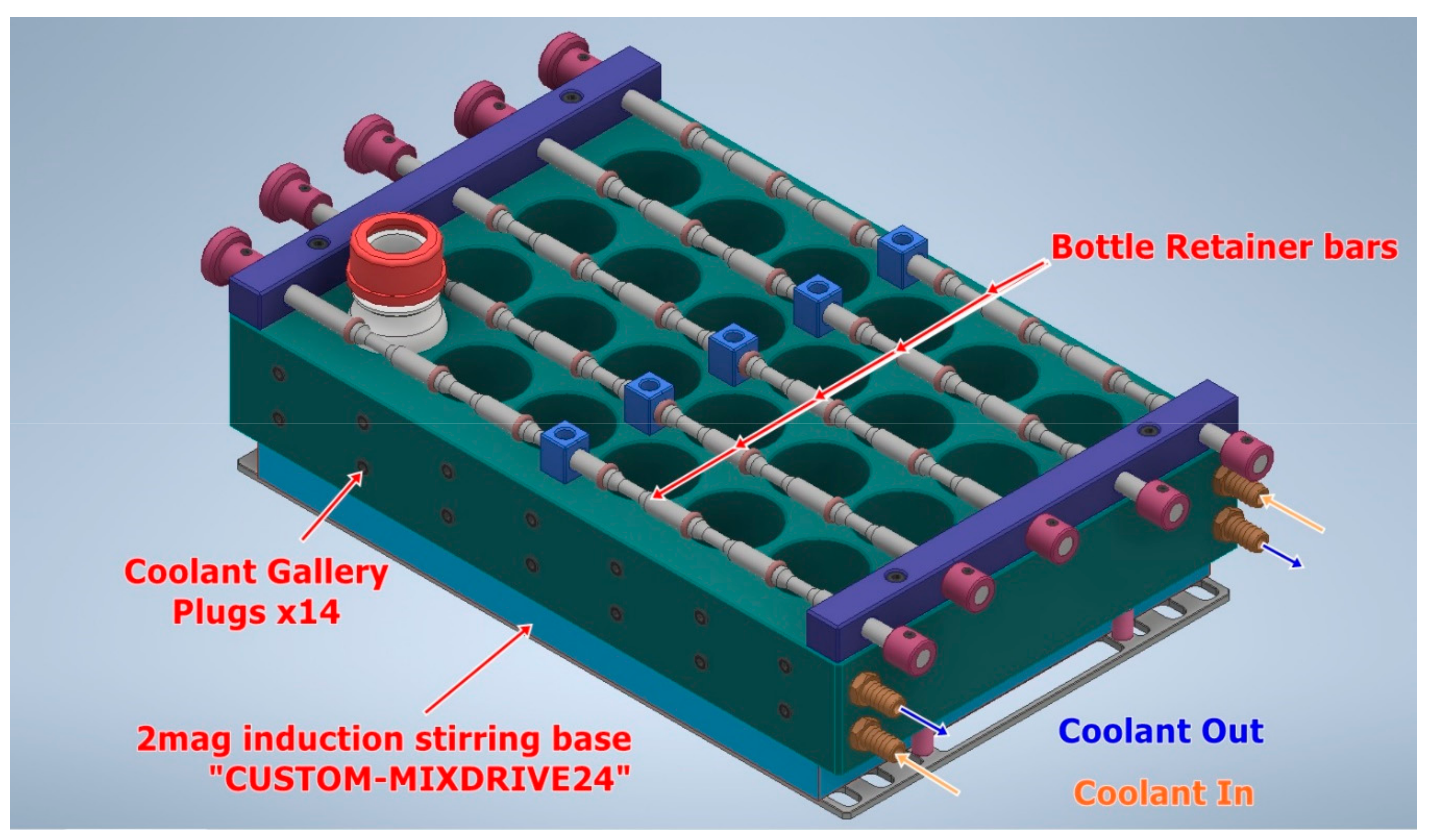
Figure 2.
96 × 30 mL rack and airlock assembly (1 of 4) used to house 96 fermentation vessels.
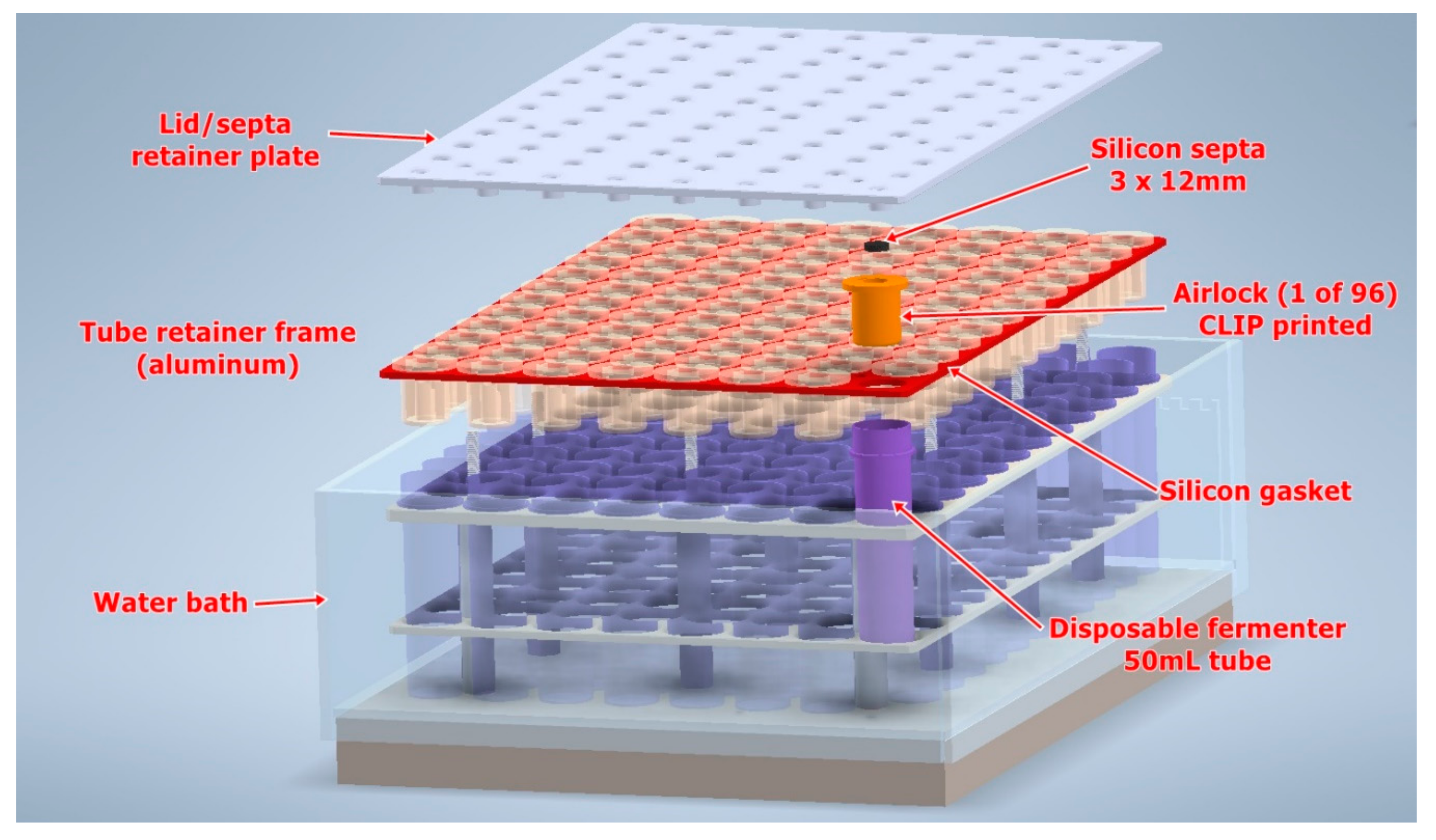
Figure 3.
Comparison of fermentation vessels.
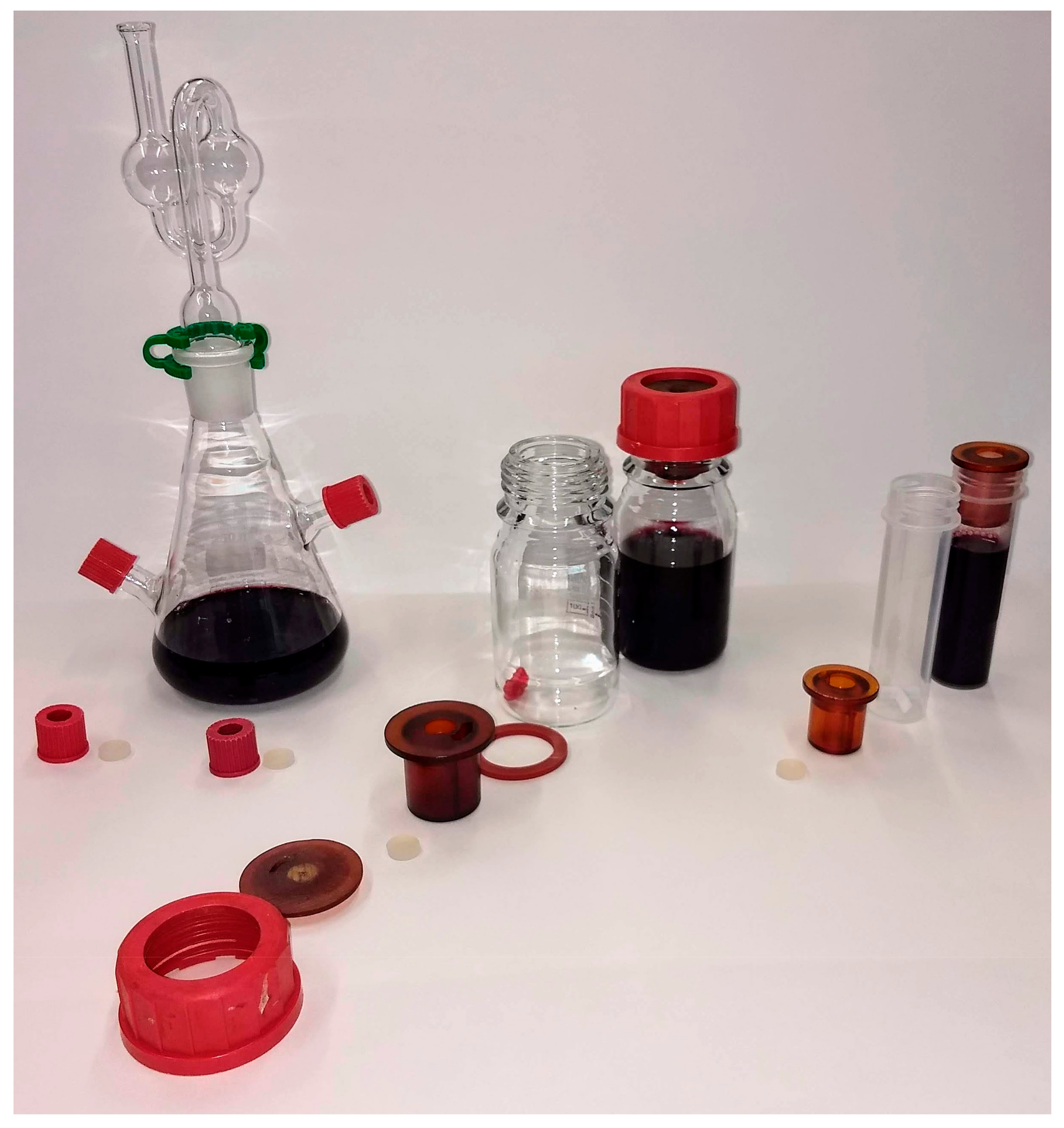
Figure 4.
Heat-map of ‘TeeBot’ flask temperatures in Generation#1 instrument. An average temperature of 30.2 ± 0.1 °C was observed across wells held in a set temperature of 30 °C (n = 48).
Figure 4.
Heat-map of ‘TeeBot’ flask temperatures in Generation#1 instrument. An average temperature of 30.2 ± 0.1 °C was observed across wells held in a set temperature of 30 °C (n = 48).

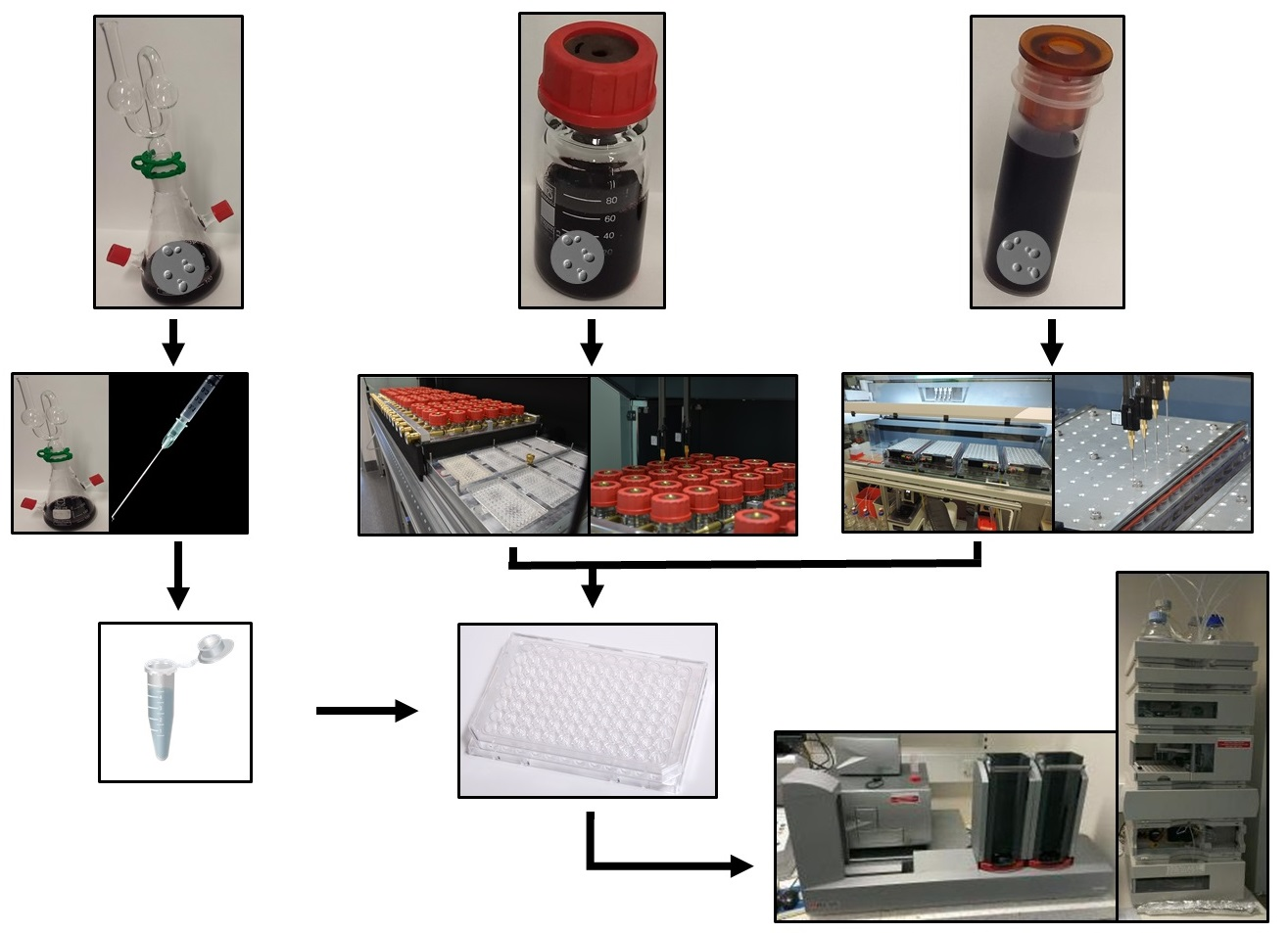
Figure 7.
Generation#1 and #2 ‘Teebot’ fermentation and sampling systems.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Comparison of fermentation performance of four wine yeast fermented in CDGJM (230 g L−1 sugar, 350 mg L−1 FAN) in 100 mL (Generation#1) and 30 mL (Generation#2) volumes. The mean Area Under the Curve (AUC) value was calculated for each strain, together with the standard deviation from the mean.
Table 1.
Comparison of fermentation performance of four wine yeast fermented in CDGJM (230 g L−1 sugar, 350 mg L−1 FAN) in 100 mL (Generation#1) and 30 mL (Generation#2) volumes. The mean Area Under the Curve (AUC) value was calculated for each strain, together with the standard deviation from the mean.
| Strain | Generation#1 | Generation#2 |
|---|---|---|
| AUC ± Stdev (n = 3) | AUC ± Stdev (n = 19) | |
| 71B | 18,887 ± 101 | 19,261 ± 524 |
| Fermichamp | 20,383 ± 196 | 21,269 ± 448 |
| M2 | 19,608 ± 155 | 19,641 ± 311 |
| Uvaferm43 | 20,181 ± 206 | 20,693 ± 285 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
van Holst Pellekaan, N.; Walker, M.E.; Watson, T.L.; Jiranek, V. ‘TeeBot’: A High Throughput Robotic Fermentation and Sampling System. Fermentation 2021, 7, 205. https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation7040205
AMA Style
van Holst Pellekaan N, Walker ME, Watson TL, Jiranek V. ‘TeeBot’: A High Throughput Robotic Fermentation and Sampling System. Fermentation. 2021; 7(4):205. https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation7040205
Chicago/Turabian Stylevan Holst Pellekaan, Nicholas, Michelle E. Walker, Tommaso L. Watson, and Vladimir Jiranek. 2021. "‘TeeBot’: A High Throughput Robotic Fermentation and Sampling System" Fermentation 7, no. 4: 205. https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation7040205
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.