Reclaimed Carbon and Flax Fibre Composites: Manufacturing and Mechanical Properties



1
Bristol Composites Institute (ACCIS), Department of Aerospace Engineering, School of Civil, Aerospace, and Mechanical Engineering, Queen’s Building, University of Bristol, University Walk, Bristol BS8 1TR, UK
2
Department of Mechanical Engineering Materials and Structures Centre, University of Bath, Bath BA2 7AY, UK
*
Authors to whom correspondence should be addressed.
Recycling 2018, 3(4), 52; https://0-doi-org.brum.beds.ac.uk/10.3390/recycling3040052
Submission received: 10 October 2018
/
Revised: 12 November 2018
/
Accepted: 15 November 2018
/
Published: 22 November 2018
Abstract
:The feasibility of using the HiPerDiF (high performance discontinuous fibre) method to manufacture highly aligned discontinuous fibres intermingled hybrid composites with flax and reclaimed carbon fibres (rCF), and the potential benefits of so doing, are investigated in this paper. It is demonstrated that, despite their hydrophilic nature, flax fibres are not affected by this water-based process. Intermingled flax/rCF hybrid composites are characterised in terms of their tensile and vibrational response. It is concluded that natural/rCF fibre hybrid composites can be a viable solution for those applications where a reduction in primary mechanical properties, e.g., stiffness and strength, is an acceptable trade-off for the enhancement of secondary properties, e.g., noise, vibration, and harshness (NVH) mitigation, and the reduction of monetary costs.
1. Introduction
The growing environmental awareness of the general public, the consequent response from legislative bodies, e.g., the “ELV Directive” (Directive 2000/53/EC of the European Union, [1]) and a new attention towards sustainability from the industry pose the challenge to develop more sustainable material sourcing and waste management solutions, including the fibre reinforced polymers (FRP) sector. Conventional FRPs are fully synthetic materials, typically formed from carbon, glass, and aramid fibres embedded in a thermosetting polymer, involving energy intensive processes for raw material production and component manufacture. Furthermore, the cross-linked nature of the thermosetting matrix makes the disposal of production waste and end-of-life components extremely difficult. Two possible solutions to develop more sustainable composites are the use of natural, bio-based, or recyclable constituents, and the implementation of effective waste management and recycling strategies and processes. This article focuses on sustainable reinforcement fibres, i.e., reclaimed carbon (rCF) and flax fibres (FF), remanufactured into an industrially relevant material through a recently-developed technique (HiPerDiF) to produce high performance discontinuous fibres [2].
Natural fibre reinforced polymers have been used in engineering applications for more than twenty years [3]. Amongst different natural fibres (e.g., hemp, jute, and bamboo) those extracted from the flax plant are of interest for engineering applications [4,5]. Flax fibres are generally 50% lighter than glass fibres, cheaper, and more environmentally sustainable [6,7]. Flax fibre composites have specific stiffness and specific tensile strength comparable to glass fibre composites, but with lower impact strength [6,8]. However, surface treatments are available to increase the poor fibre-matrix adhesion properties caused by the hydrophilic nature of flax fibres [9,10]. A peculiar structural property of flax fibres is their good vibration damping capabilities: this makes them particularly interesting as reinforcement fibres for polymeric components with noise, vibration, and harshness (NVH) damping requirements in the transport sector. Using polypropylene as matrix and a randomly-oriented reinforcement fibre architecture, Di Landro and Lorenzi showed [11,12] that a blend of kenaf, hemp, and flax (KHF) fibres allows to achieve mechanical and damping properties comparable, and sometimes superior, to equivalent glass fibre reinforced composites. Buksnowitz et al. characterized the acoustic behaviour of continuous, unidirectional flax fibres embedded in a two-component epoxy matrix (resin LF, hardener LF1 1101001 from R and G Faserverbundwerkstoffe GmbH, Waldenbuch, Germany) showing a significantly higher damping when compared with a glass fibre reinforced reference sample [13]. Genc et al. compared the static and dynamic properties of flax and glass reinforcement fibres in a polyester matrix at different temperatures showing that the strength of flax fibre composite is lower than the glass fibre under tensile loading, but approximately the same under vibration excitation (while damping characteristics of flax fibre composite are higher than glass fibre composite materials) [14]. Duc et al. conducted an extensive study on the mechanical damping properties of an epoxy matrix (EP L-235 resin and Epoxy-Härter 236 hardener from Swiss-Composite, Fraubrunnen, Switzerland) reinforced with unidirectional, cross-ply and woven flax fibres comparing them with those of carbon and glass fibre composites. The authors observed that flax composites showed specific mechanical properties comparable to those of the glass composites and improved damping with respect to synthetic fibre reinforced composites [15]. They also observed that the impregnation quality, the fibre/matrix adhesion, the quality of the fibres, and the twist and the crimp in the flax fabrics all improve the damping properties [16]. The vibration damping properties of flax fibres can be also improved with the addition of glycerol and polyglycerol, as suggested by Le Guen et al., presumably due to the increased internal hydrogen bonding present [17]. Prabhakaran et al., not only showed the superior vibration damping properties of flax fibres when compared with glass fibre composites, but also demonstrated higher sound absorption coefficients both at high (2000 Hz) and low (100 Hz) frequencies [18]. Daoud et al. investigated the damping properties of flax fibre reinforced composites via resonance vibration tests and produced numerical model to predict the damping factors investigating the effect of the fibre orientations and of a thin viscoelastic interleaf [19,20]. Rahman et al. showed a strong dependence in natural frequencies and loss factors from fibre orientation and content in a flax fibre reinforced polypropylene matrix [21,22]. El-Hafidi et al. proposed an experimental and numerical vibration technique for the identification of the linear viscoelastic properties of fibres reinforced epoxy composites that relies on the evolution of storage modulus and loss factor as observed through the frequency response and showed flax composites damping respectively five and two times higher than equivalent carbon and glass fibres composites [23].
Oliveux et al. presented a complete review of the different technologies that have been developed to recycle fibre reinforced thermoplastic and thermosetting composites [24]. Unlike thermoplastic matrix composites, which can be grinded and reintroduced in the manufacturing process without separating the fibres from the matrix, the cross-linked nature of the thermosetting matrix requires a two-step recycling process, i.e., reclamation and remanufacturing. The reclamation process involves the degradation of the matrix through thermal processes, e.g., pyrolysis [25], fluidised bed pyrolysis [26], and microwave-assisted pyrolysis [27], or chemical processes, e.g., solvolysis [28], and super-critical fluid solvolysis [29], to retrieve the fibres. The reclamation process typically preserves the fibre stiffness, but reduces the strength and failure strain, as well as possibly compromising the fibre/matrix adhesion by removing the sizing and leaving chemical residues on the fibre surface. Independently from the reclamation technique, the reclaimed carbon fibres (rCFs) are in a filamentised, randomly oriented and low-density-packed form [30]. The rCFs are usually shortened by waste size reduction for transport and reclamation, by fibre breakage during reclamation and comminution afterwards. Moreover, the architecture and organisation of the fibre are both lost. The remanufacturing process is the production of a component or of intermediate feedstock material with the reclaimed carbon fibre and, as widely recognised, only the realignment of the discontinuous fibres would allow to produce industrially relevant materials [31]. Various techniques, already used for the alignment of short fibres, have been taken into consideration for the remanufacturing of reclaimed carbon fibres, such as modified papermaking technique [32], centrifugal alignment rig [33] and hydrodynamic spinning process [33]. The HiPerDiF method, invented at the University of Bristol [34], has proven to be an effective way to manufacture composite materials with high levels of alignment from discontinuous fibres. It was previously noted that tensile modulus, strength, and failure strain of aligned discontinuous fibre composites produced with the HiPerDiF method were close to those of continuous fibre composites. The proviso being that the fibres are accurately aligned, and their length is sufficiently long compared to the critical fibre length [35]. Remanufacturing reclaimed fibres with the HiPerDiF method allows on one hand the production of high-performance recycled carbon fibre composites, thanks to a high level of fibre alignment, and on the other the ability to deal with the geometric characteristics of reclaimed carbon fibres [36,37]. Longana et al. also proposed a quality control and property assurance methodology for reclaimed carbon fibres based interlaminated hybrid specimens produced with the HiPerDiF technology [38].
The central idea of this paper is to produce a sustainable and functionalised aligned discontinuous fibre composite by hybridising reclaimed carbon and flax fibres in an intermingled configuration through the HiPerDiF technology. Bachmann et al. demonstrated the possibility to improve the flexural mechanical properties of natural fibre reinforced polymers with the addition of reclaimed carbon fibres [39] Similar results were obtained by Tse et al who mixed, through wet-laying process, short rCFs, flax and poly-lactic acid (PLA) fibres to form nonwoven mats with enhanced flexural properties [40]. Assarar et al. investigated the effects of stacking sequences and hybridisation on the damping properties of interlaminated flax/carbon hybrid composites with a finite element modelling and experimental approach, involving beam test specimens and an impulse technique, from which they showed a high dependency of the damping properties on the lamination sequence [41]. Flynn et al. produced interlaminated flax/carbon hybrid composites demonstrating a significant improvement on the stiffness and strength properties, when compared to 100% flax composites, and significant weight savings and an increase in damping properties when compared to 100% carbon composites [42]. Similar observations were made by Le Guen et al. who looked for the trade-off between the elastic modulus and damping capacity as a function of flax fibre content [43]. Rueppel et al. investigated the damping properties of flax/carbon angle ply interlaminated hybrid composites with three experimental approaches, i.e., logarithmic decrement measurement, dynamic mechanical analysis, and vibration beam measurement [44].
Flax/carbon hybrids have been used for bicycle handlebar [45] and frames [46] and, most notably, in the CARBIO project for automotive applications reducing weight, cost and environmental impact while improving noise, vibration and harshness (NVH) mitigation capabilities [47]. Owing to their engineering properties and market appeal, sustainable and functionalised aligned discontinuous fibre composites will find their application in transport industry secondary structures (e.g., body, exterior and decorative panels, seat frames and bulkhead) and in the sports and leisure sector (e.g., boards, skis, sticks, rackets, paddles, and bike frames).
2. Materials and Methodologies
This section describes the materials used in this study and details the specimen manufacturing, using the HiPerDiF technology, and the vibration damping estimation procedure.
2.1. Materials
Reclaimed carbon fibres (rCF), obtained from a pyrolysis process (ELG Carbon Fibres, Crosely, UK), and flax fibres (Ekotex, Namysłów, Poland) were used, the properties are summarised in Table 1. No data sheets were provided by the suppliers. rCF fibres are the same as those characterised over 12 mm a gauge length in [38]. While the flax fibres were too short to perform single fibre tests, and no further information are available.
The fibres were impregnated using MTM49-3 (ACG, Heanor, UK), a high glass transition temperature (Tg) and moderate toughness, epoxy resin, based on a blend of tetraglycidyl-4,4′-diaminodiphenylmethane TGDDM and bisphenol A diglycidyl ether cured with N′-(3,4-dichlorophenyl)-N,N-dimethylurea) as in [48].
2.2. Specimen Manufacturing Overview
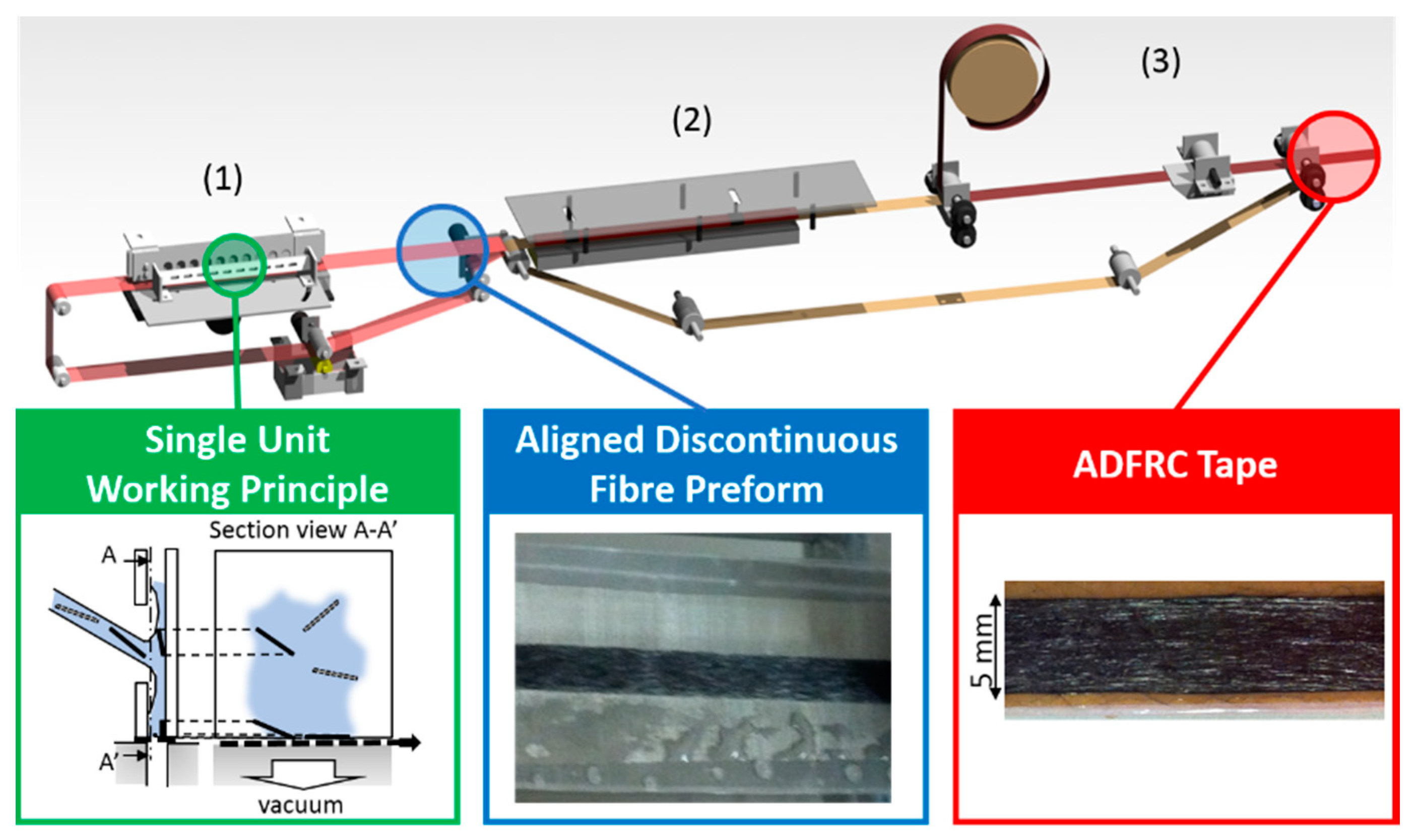
The HiPerDiF process was used to manufacture the 150 × 5 mm2 aligned discontinuous fibre-reinforced composite (ADFRC) tapes that were laid-up to obtain the specimens used in this work. A schematic of the HiPerDiF discontinuous fibre alignment machine is shown in Figure 1. Fibres, which can have a length between 1 and 12 mm, are suspended in water, accelerated through a nozzle, and directed in a gap between two parallel plates. The fibre alignment mechanism relies on a sudden momentum change of the fibre-water suspension at the impact with the plate. The fibres then fall on a conveyor stainless mesh belt where the water is removed by suction, stage (1) in Figure 1. The aligned fibre preform is dried with infrared radiation to allow the resin impregnation process, stage (2) in Figure 1. The dry aligned fibres preform is coupled with a resin film and partially impregnated through the application of heat and pressure, stage (3) in Figure 1 [35]. Different types of fibres can be mixed in the water suspension, allowing highly intermingled hybrid composites to be obtained [48,49,50].
The process parameters, that dictate the areal weight of the dry fibre preform, and the resin film areal weight selected for the work presented in this paper allowed producing a cured composite material with a fibre volume fraction (Vf) of about 35%.
The specimens were prepared by manually laying the number of prepreg tapes required to achieve the desired thickness in semi-closed mould that was then placed in vacuum bag and cured in autoclave for 135 min at a temperature of 135 °C and a pressure of 6 bar. After the curing process the specimens were removed from the mould and burrs at all edges were removed.
2.3. Tensile Test
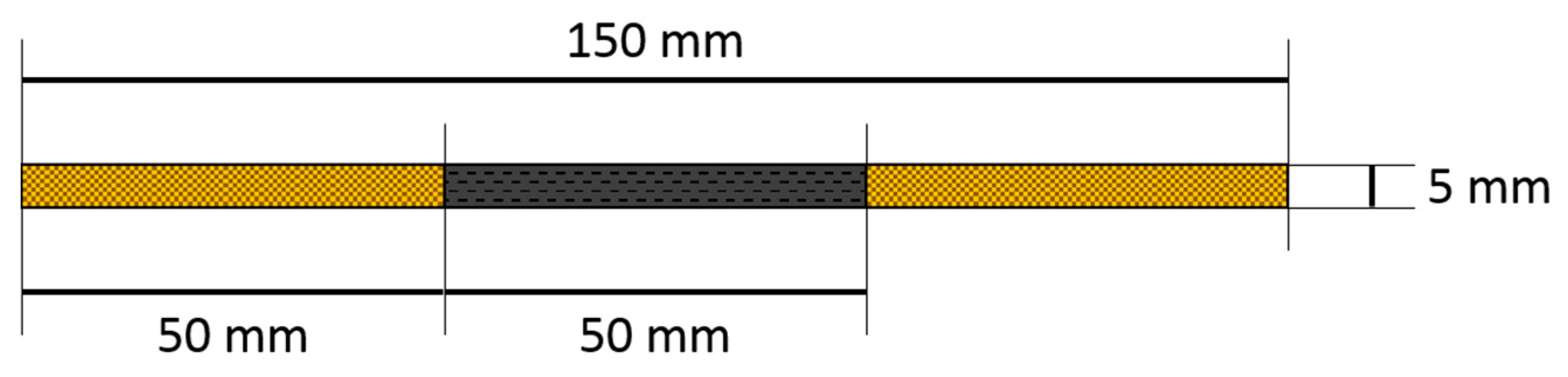
In the case of the tensile test specimens four layers of aligned discontinuous fibres were stacked to achieve a nominal specimen thickness of 0.4 mm. To obtain the tensile test specimen shown in Figure 2, GFRP end-tabs were bonded with Huntsman Araldite 2014-1 (Basel, Switzerland).
The tensile tests were performed with an electro-mechanical testing machine at a cross-head displacement speed of 1 mm/min. The load was measured with a 10 kN load cell and the strain was measured with a video extensometer over a gauge length of about 45 mm. A white speckle pattern over a black background was spray painted on the specimens to allow the strain measurement with the video extensometer.
2.4. Vibration Damping Measurement
The vibration damping was estimated using a half-power bandwidth method, also known as peak picking, from measured frequency response functions (FRFs) [51]. A similar procedure was also used in [16,19,22] to characterise the damping of flax fibre reinforced composites.
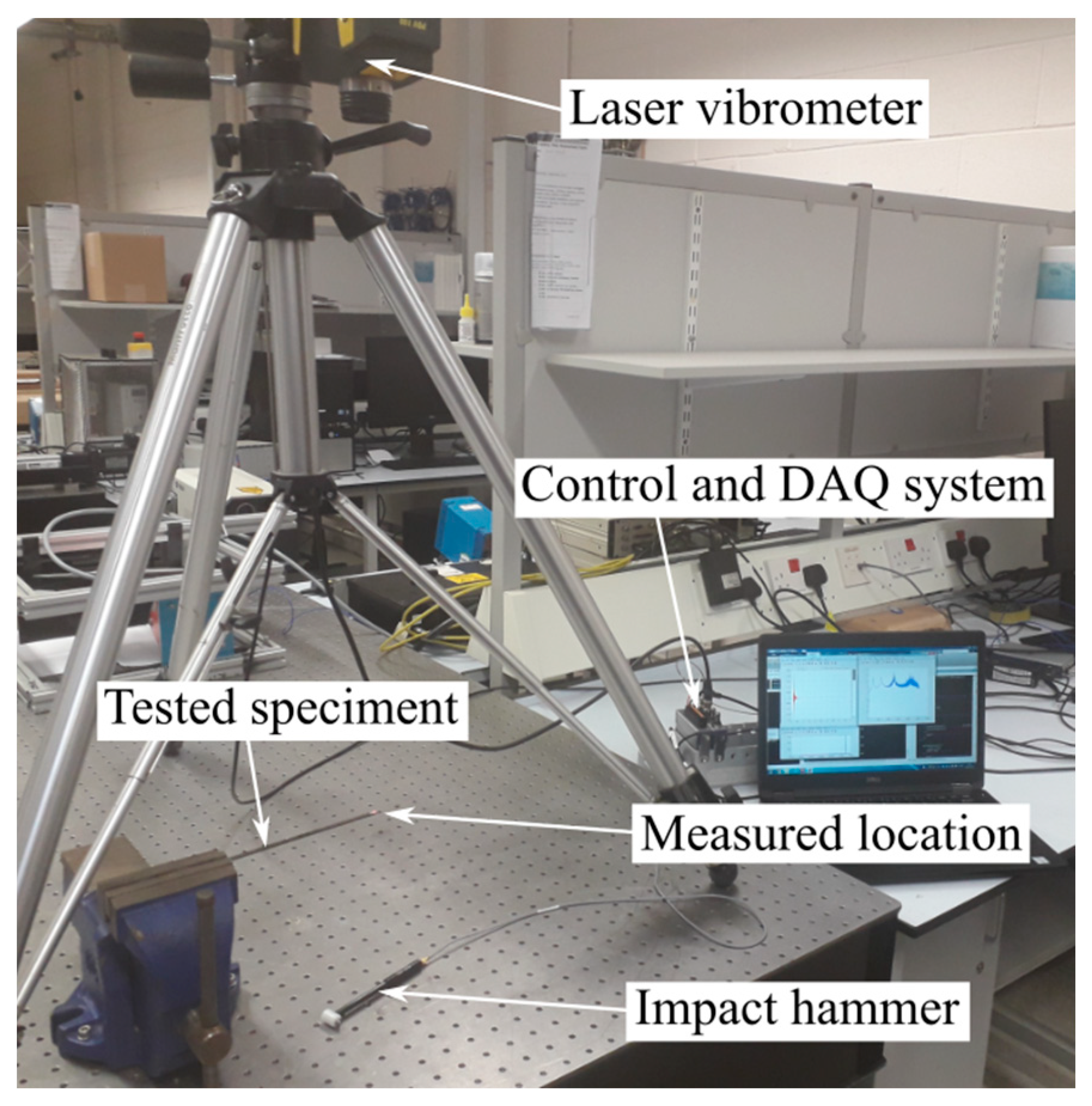
To obtain the FRFs of the system an impact hammer test has been performed with the experimental set-up shown in Figure 3, using specimens with in-plane dimensions of 150 × 5 mm2 and a nominal thickness of 1 mm, obtained stacking ten layers of ADFRC tape. The specimen was rigidly clamped in a vice such that the cantilever part was 140 mm long and excited using a small impact hammer. The response was recorded using a laser vibrometer. Averaging was used to reduce the measured noise and increase the accuracy of acquired FRFs. The final FRF is obtained as the average of ten FRFs measured at the same location [51].
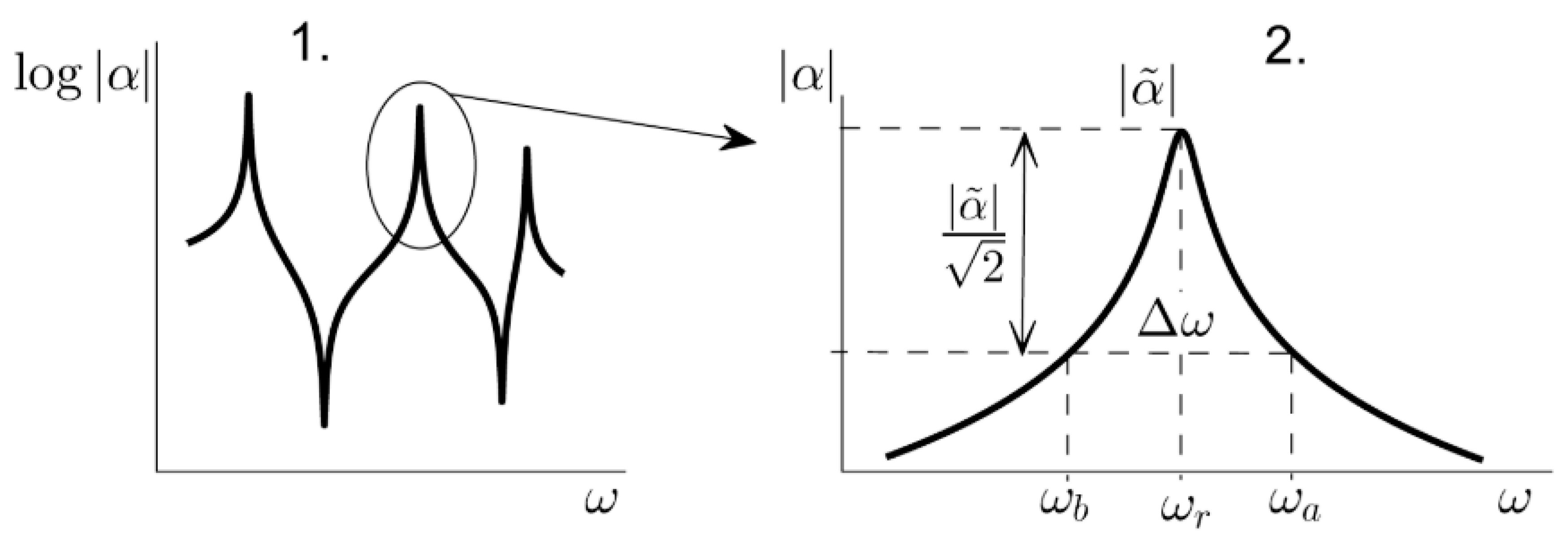
To facilitate the use of the half-power bandwidth method, a linear specimen behaviour in the region of measured amplitudes and well separated resonance peaks were assumed. Firstly, for each mode, the resonance peak was identified, and its frequency taken as the natural frequency of that mode. Secondly, the local maximum of the FRF, , was recorded, the frequency bandwidth for a response level lowered by , i.e., the half-power points marked as and in Figure 4, determined and their difference, , calculated.
Finally, the damping ratio of the mode can be found as:
3. The HiPerDiF Process for Natural Fibre Processing
Manufacturing trials were performed to investigate the possibility to use flax fibres, which are hydrophilic, with the HiPerDiF technology, which is a water-based process.
3.1. Fibre Water Absorption and Drying
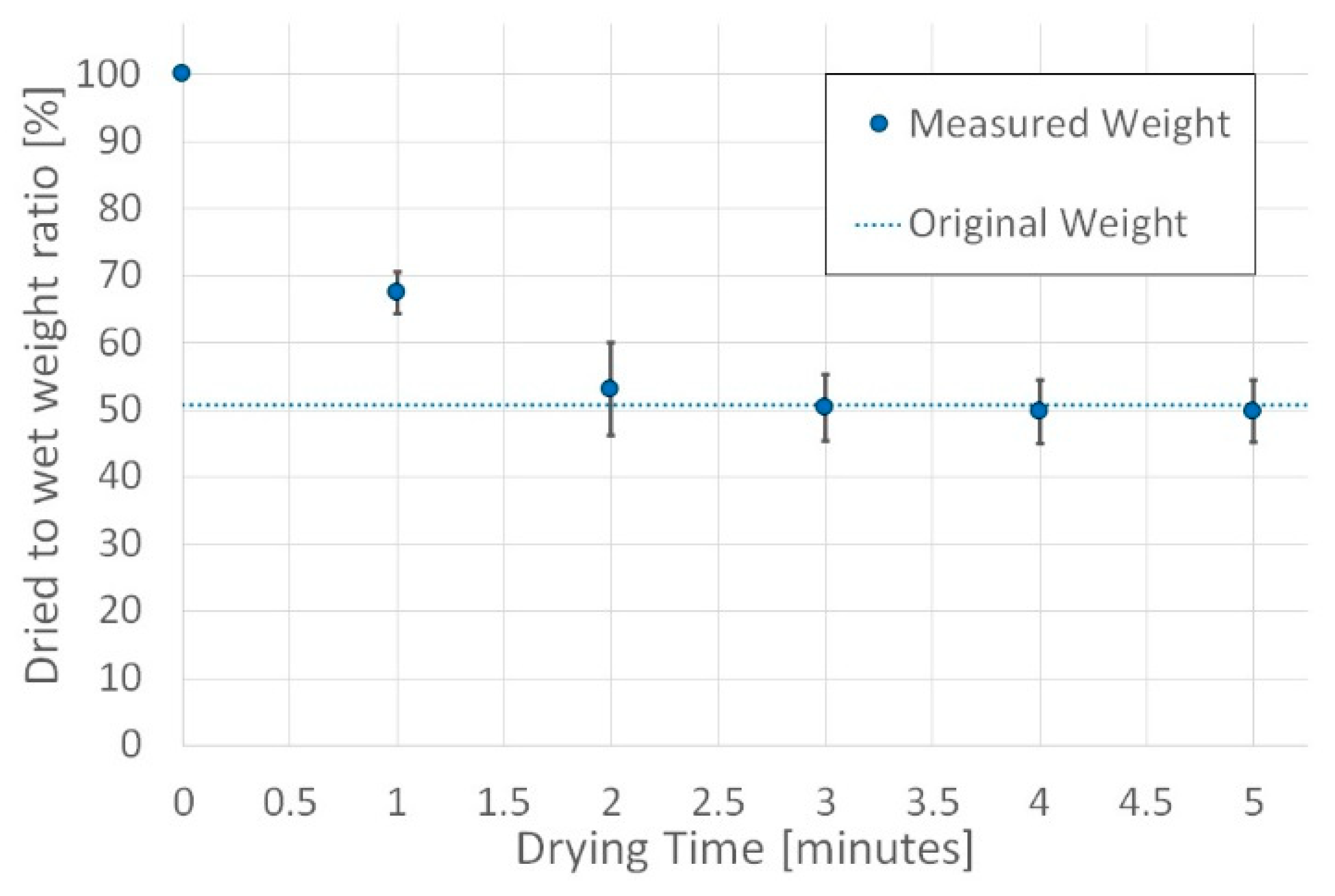
An amount of flax fibres, suitable to simulate the manufacturing process, was dispersed in 500 mL of water. The suspension was then sieved, with the aid of vacuum suction, through a stainless-steel mesh with the same characteristics of the HiPerDiF conveyer belt. The moist fibres were then scaled and placed under the HiPerDiF infrared heater, controlled through a thermostat to maintain a constant temperature of 90 °C, and weighed every minute. The results of the water absorption and drying test are shown in Figure 5.
Observing Figure 5, it can be concluded that, after a drying time of about two minutes practically all the water absorbed by the fibres has been extracted and the weight of the dried fibres is the same as the one before the dispersion in water.
3.2. Flax Fibres Processing Trials Tensile Test
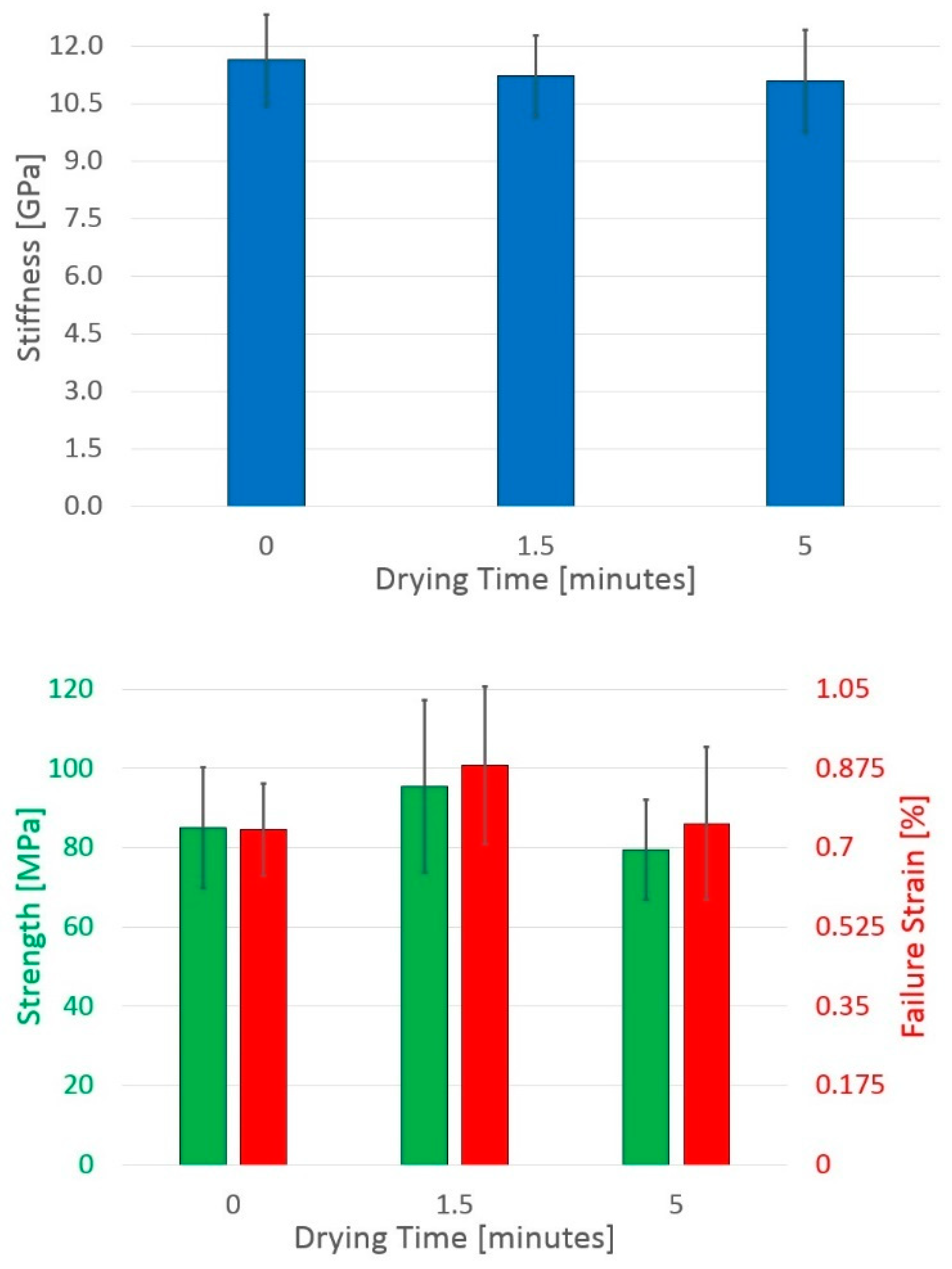
After establishing that the water absorbed by the flax fibre can be extracted by the infrared heater, the effects of the drying time on the mechanical properties of pure flax fibres specimens have been investigated. Three sets of three specimens were manufactured, two sets were dried for 5 and 1.5 min while the third was not subjected to any infrared radiation. Tensile tests were performed as described in Section 2.3: the three sets of specimens displayed a substantial elastic-brittle behaviour, the test results are summarised in Figure 6.
Observing Figure 6, it can be concluded that a high content of water in the fibres or an excessive drying time do not have a substantial effect on the cured material stiffness: the Kruskal-Wallis test returned a possibility of 85% that the three sets of data come from the same population. However, both water absorption and excessive exposure to heat influence the strength properties of the material: for both strength and failure strain, the Kruskal-Wallis test returned a possibility lower than 50% of the three sets of data coming from the same population. The reduction in the failure properties can be attribute to a reduced adhesion between fibre and matrix and to fibre heat damage. Moreover, moisture retained within the preform or by the flax fibres could have induced porosity in the epoxy resin during curing. Nonetheless, this test demonstrated that, with a careful selection of the fibres drying time, it is possible to use the HiPerDiF method to process flax fibres and other hydrophilic natural fibres.
4. Intermingled Flax/rCF Hybrid Composites Behaviour
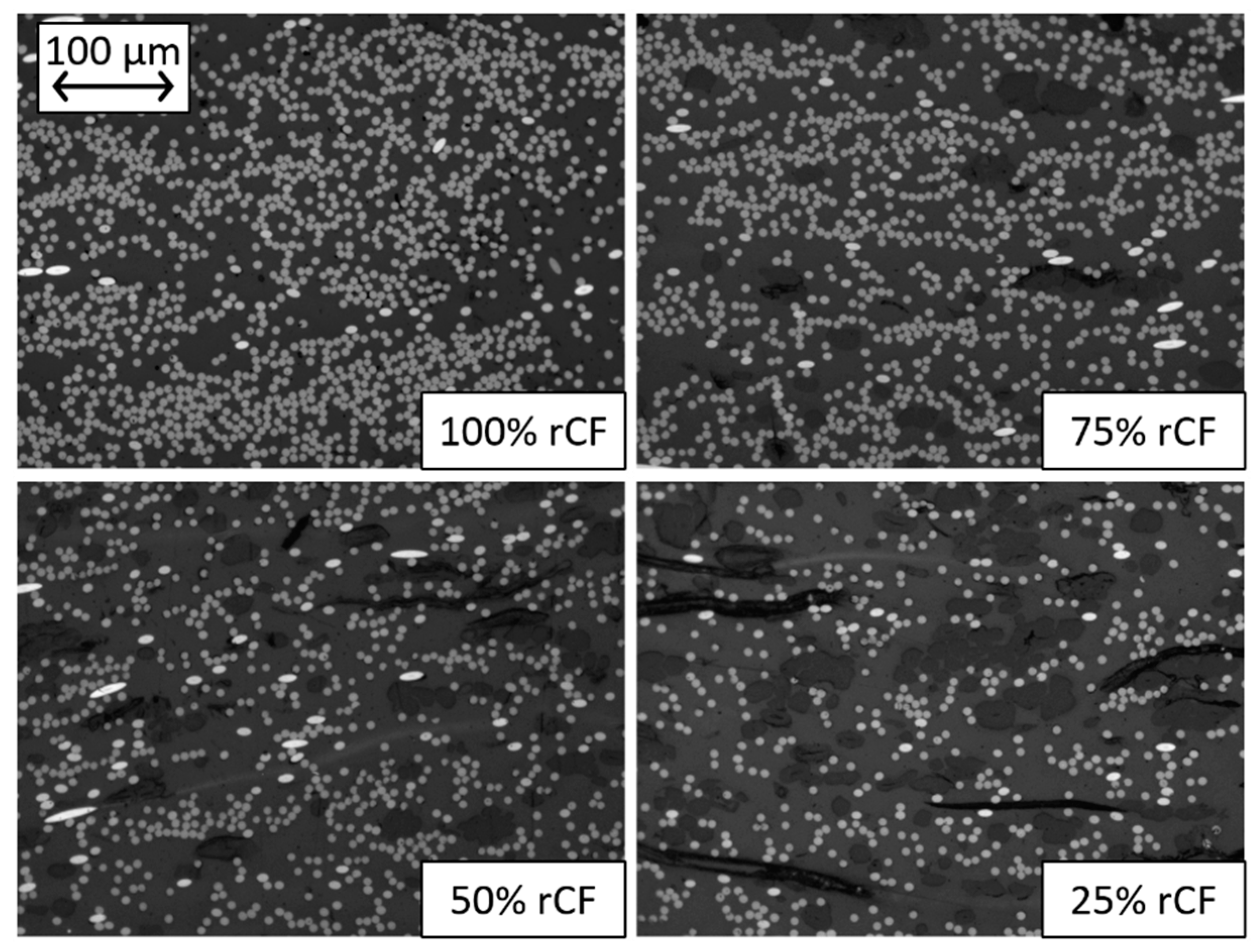
Four sets of three specimens, i.e., 75/25, 50/50, 25/75% flax/rCF and a 100% rCF control set, have been manufactured to investigate the effect of the flax fibre content ratio on the mechanical and vibration damping properties of intermingled flax/rCF hybrid composites. Representative specimen cross-sections are shown in Figure 7 to provide an example of the relative carbon and flax fibre dispersion distribution within the hybrid ADFRC.
4.1. Tensile Test Results
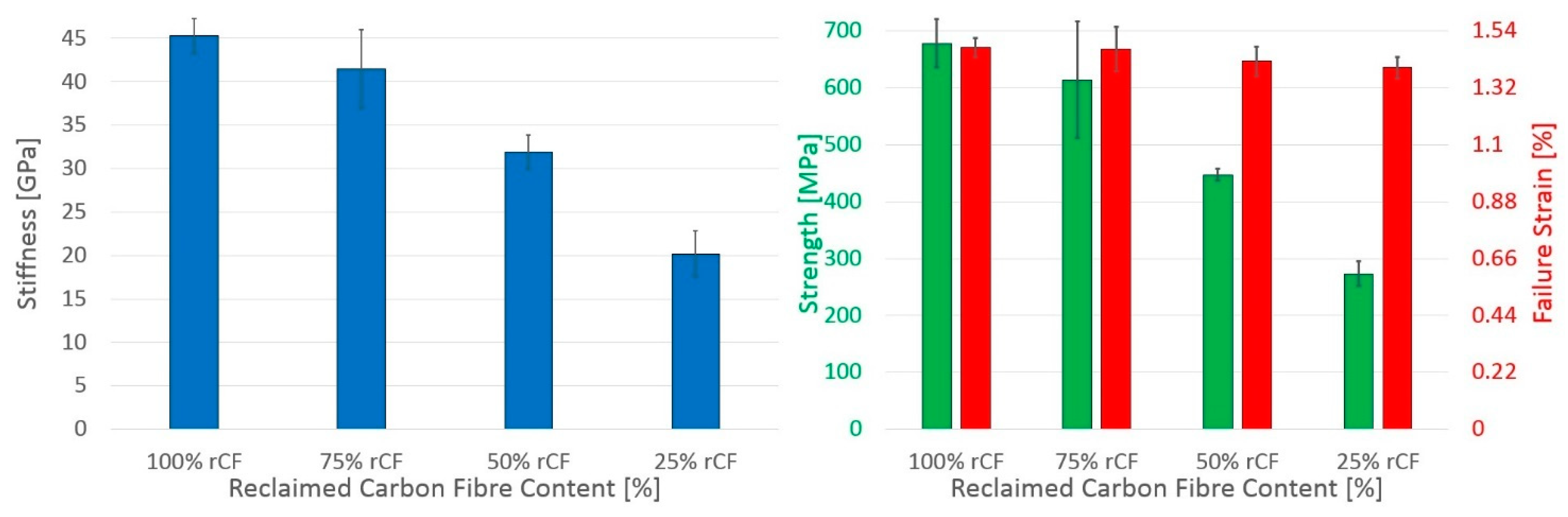
The results of the tensile tests, performed as described in Section 3.1, are shown in Figure 8.
The stiffness and the strength of the material are directly related to the rCF content while the failure strain is substantially constant (1.46 ± 0.06%). Considering that the 100% flax fibre specimens fail at a strain of 0.88 ± 0.17% and display a stiffness of 11.2 ± 1.1 GPa, as expected, the mechanical properties of the specimens are primarily controlled by the rCFs that are carrying most of the load.
4.2. Vibration Damping Test Results
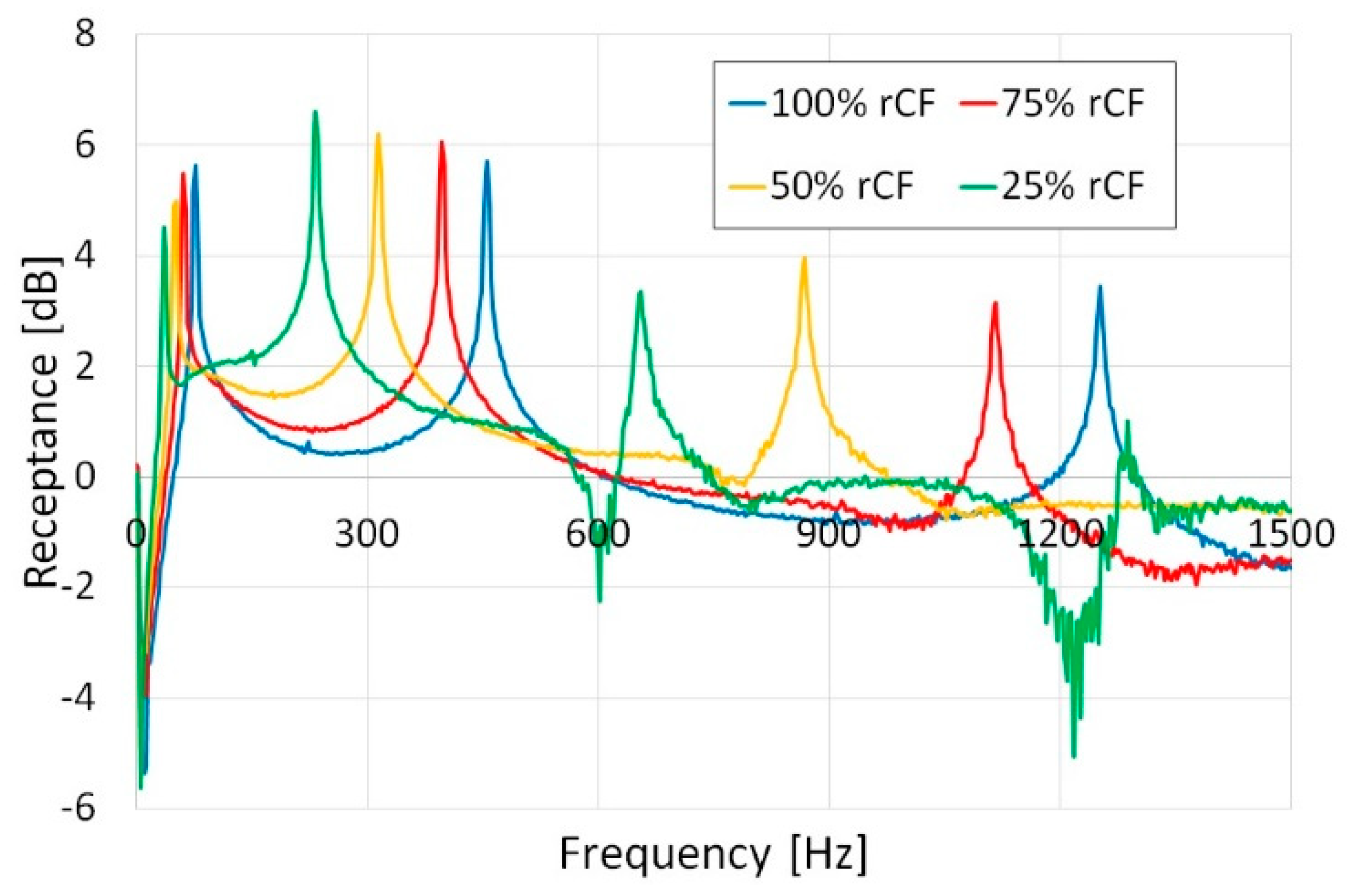
An example of measured frequency response functions, estimated by a procedure described above, is provided in Figure 9. Three well-separated resonance peaks are present between 0 and 1500 Hz for all the specimen types.
From Figure 9 it can be observed that the natural frequencies are lower for specimen with lower rCF content. This can be explained by realising that a reduction of rCF content corresponds to a slight reduction of mass and a reduction in stiffness, as shown in Figure 8. The natural frequencies of the specimens are, therefore, not only related to their geometry but also to the rCF content.
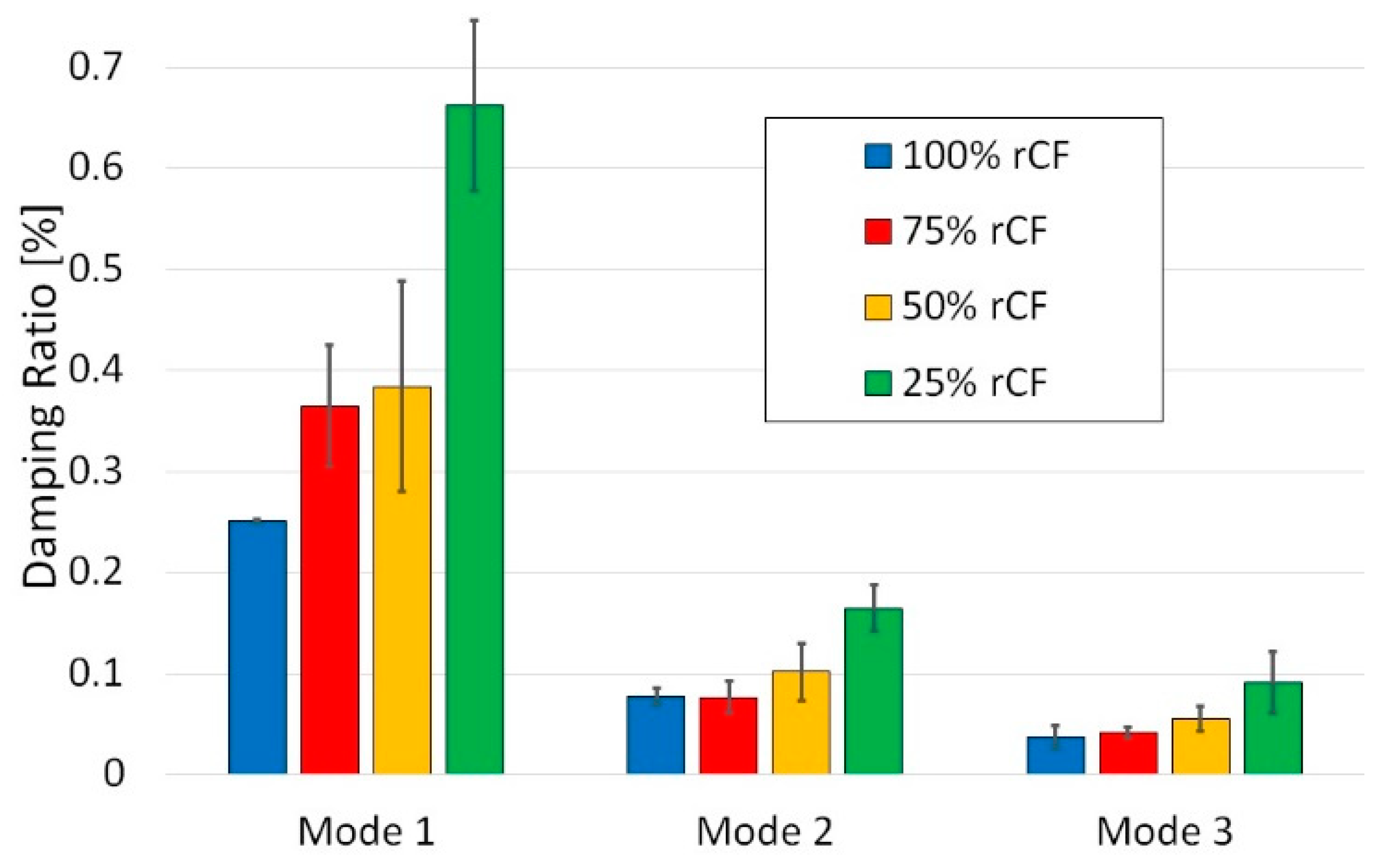
The damping ratios are summarised in Figure 10.
A clear trend can be identified for all the three modes: a decrease in rCF, or an increase in the flax fibre content, leads to an increase in the damping properties. Moreover, it appears that the increase in damping is very significant for 25% rCF, while 50 and 75% rCF are close to the reference of 100% rCF. These findings are in line with the literature regarding the vibration damping properties of carbon/flax fibres hybrid composite materials [41,42,43,44].
5. Conclusions
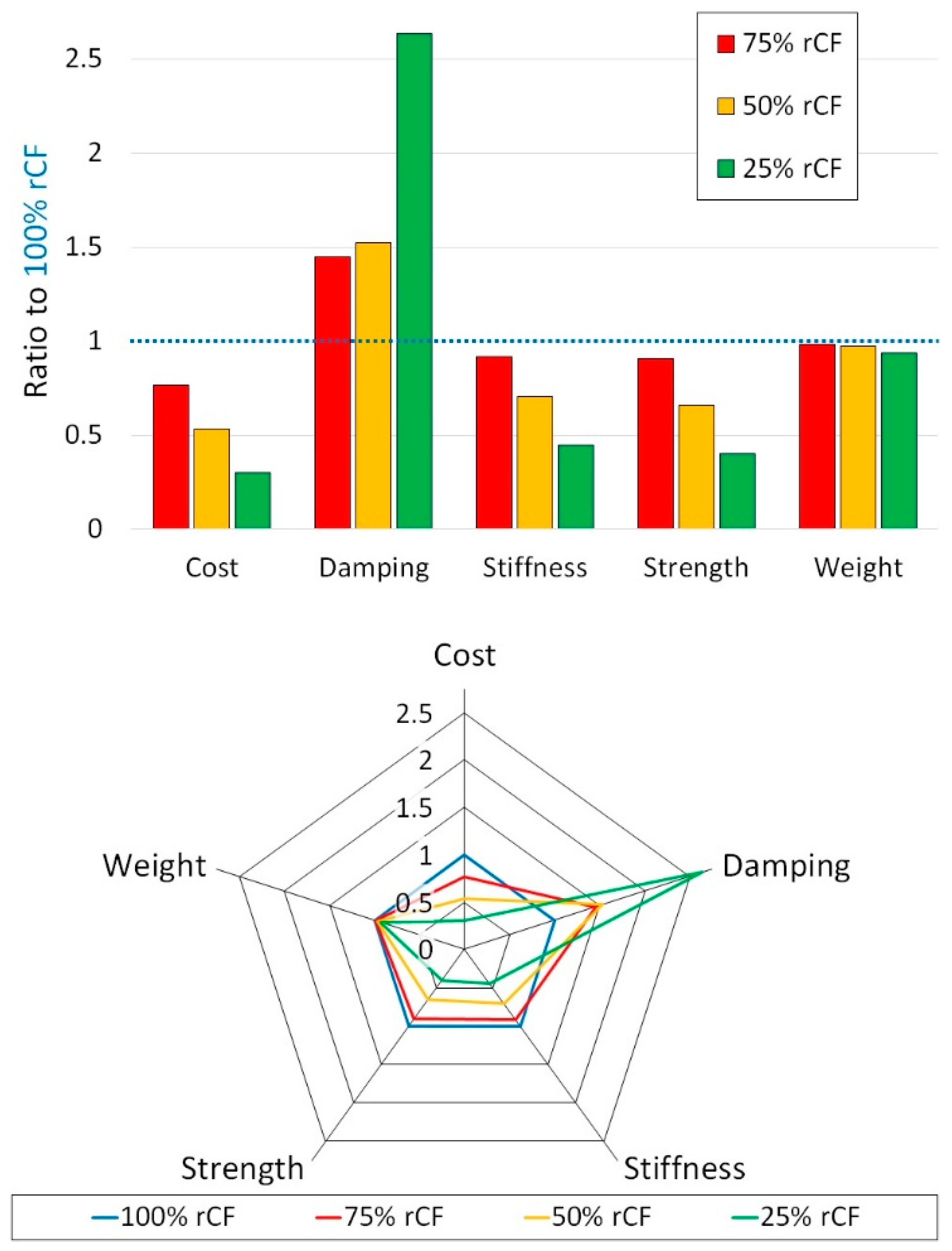
In this paper the HiPerDiF technology has been used to manufacture ADFRC with different ratios of rCF and flax fibres and their mechanical, i.e., stiffness and strength, and the functional properties, i.e., vibration damping, have been evaluated through tensile tests and the half-power bandwidth method, respectively. Figure 11 compares the 100% rCF and the flax/rCF hybrid ADFRC characteristic and measured properties.
As in [37], the 100% rCF ADFRC manufactured with the HiPerDiF technology display high primary mechanical properties, i.e., stiffness and strength. However, it is interesting to notice the effect of flax fibres addition. Flax fibre price is 10% of the rCF one, therefore, even a small addition allows to sensibly reduce the cost of the finite composite as well as its weight. This happens at the expense of the primary mechanical properties, i.e., stiffness and strength. However, the functional benefits of intermingled hybrids are evident: an increase of 2.5 times in the damping properties can be achieved if 75% of the rCF are substituted with flax fibres.
Concluding, flax/rCF intermingled hybrid materials manufactured with the HiPerDiF method can be a viable solution in applications where a reduction of primary mechanical properties is an acceptable trade-off for the increase of functional properties and cost reduction.
Author Contributions
Conceptualization, K.D.P., H.Y. and M.L.L.; Methodology, M.L.L. and H.Y.; Formal Analysis, M.L.L. and H.Y.; Investigation, M.L.L., V.O. and H.Y.; Data Curation, M.L.L.; Writing—Original Draft Preparation, M.L.L.; Writing—Review & Editing, M.L.L., V.O., K.D.P. and I.H.; Supervision, K.D.P. and I.H.; Project Administration, M.L.L.; Funding Acquisition, K.D.P. and I.H.
Funding
This research was funded by the UK Engineering and Physical Sciences Research Council (EPSRC) the EPSRC “High Performance Discontinuous Fibre Composites—A sustainable route to the next generation of composites” grant number [EP/P027393/].
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Commission Directive (EU). 2017/2096 of 15 November 2017 Amending Annex II to Directive 2000/53/EC of the European Parliament and of the Council on End-of Life Vehicles (Text with EEA Relevance); EU: Brussels, Belgium, 2017. [Google Scholar]
- Longana, M.L.; Aryal, P.; Yu, H.; Potter, K.D. The High Performance Discontinuous Fibre (HiPerDiF) Method for Carbon-Flax Hybrid Composites Manufacturing. In Proceedings of the ICCM21 21st International Conference on Composite Materials, Xi’an, China, 20–25 August 2017. [Google Scholar]
- Sanjay, M.R.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and properties of natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Yan, L.B.; Chouw, N.; Jayaraman, K. Flax fibre and its composites—A review. Compos. Part B. Eng. 2014, 56, 296–317. [Google Scholar] [CrossRef]
- Pil, L.; Bensadoun, F.; Pariset, J.; Verpoest, I. Why are designers fascinated by flax and hemp fibre composites? Compos. Part A Appl. Sci. Manuf. 2016, 83, 193–205. [Google Scholar] [CrossRef]
- Wambua, P.; Ivens, J.; Verpoest, I. Natural fibres: Can they replace glass in fibre reinforced plastics? Compos. Sci. Technol. 2003, 63, 1259–1264. [Google Scholar] [CrossRef]
- Zhu, J.; Zhu, H.; Njuguna, J.; Abhyankar, H. Recent development of flax fibres and their reinforced composites based on different polymeric matrices. Materials 2013, 6, 5171. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Oksman, K. Mechanical properties of natural fibre mat reinforced thermoplastic. Appl. Compos. Mater. 2000, 7, 403–414. [Google Scholar] [CrossRef]
- Gassan, J.; Bledzki, A.K. Possibilities to improve the properties of natural fiber reinforced plastics by fiber modification—Jute polypropylene composites. Appl. Compos. Mater. 2000, 7, 373–385. [Google Scholar] [CrossRef]
- Lilholt, H.; Lawther, J.M. Natural organic fibers. In Comprehensive Composite Materials Encyclopaedia; Chou, T.-W., Ed.; Elsevier Science: Oxford, UK, 2000; Volume 1, Chapter 10; pp. 303–325. ISBN 0-08-043719-2. [Google Scholar]
- Di Landro, L.; Lorenzi, W. Mechanical properties and dynamic mechanical analysis of thermoplastic-natural fiber/glass reinforced composites. Macromol. Symp. 2009, 286, 145–155. [Google Scholar] [CrossRef]
- Di Landro, L.; Lorenzi, W. Static and dynamic properties of thermoplastic matrix/natural fiber composites. J. Biobased. Mater. Bioenergy 2009, 3, 238–244. [Google Scholar] [CrossRef]
- Buksnowitz, C.; Adusumalli, R.; Pahler, A.; Sixta, H.; Gindl, W. Acoustical properties of Lyocell, hemp, and flax composites. J. Reinf. Plast. Comp. 2010, 29, 3149–3154. [Google Scholar] [CrossRef]
- Genc, G.; El Hafidi, A.; Gning, P.B. Comparison of the mechanical properties of flax and glass fiber composite materials. J. Vibroeng. 2012, 14, 572–581. [Google Scholar]
- Duc, F.; Bourban, P.E.; Plummer, C.J.G.; Manson, J.A.E. Damping of thermoset and thermoplastic flax fibre composites. Compos. Part A Appl. Sci. Manuf. 2014, 64, 115–123. [Google Scholar] [CrossRef]
- Duc, F.; Bourban, P.E.; Manson, J.A.E. The role of twist and crimp on the vibration behaviour of flax fibre composites. Compos. Sci. Technol. 2014, 102, 94–99. [Google Scholar] [CrossRef]
- Le Guen, M.-J.; Newman, R.H.; Fernyhough, A.; Staiger, M.P. Tailoring the vibration damping behaviour of flax fibre-reinforced epoxy composite laminates via polyol additions. Compos. Part A Appl. Sci. Manuf. 2014, 67, 37–43. [Google Scholar] [CrossRef]
- Prabhakaran, S.; Krishnaraj, V.; Kumar, M.S.; Zitoune, R. Sound and vibration damping properties of flax fiber reinforced composites. Procedia Eng. 2014, 97, 573–581. [Google Scholar] [CrossRef]
- Daoud, H.; Rebiere, J.L.; Makni, A.; Taktak, M.; El Mahi, A.; Haddar, M. Numerical and experimental characterization of the dynamic properties of flax fiber reinforced composites. Int. J. Appl. Mech. 2016, 8, 1650068. [Google Scholar] [CrossRef]
- Daoud, H.; El Mahi, A.; Rebiere, J.L.; Taktak, M.; Haddar, M. Characterization of the vibrational behaviour of flax fibre reinforced composites with an interleaved natural viscoelastic layer. Appl. Acoust. 2017, 128, 23–31. [Google Scholar] [CrossRef]
- Rahman, M.Z.; Jayaraman, K.; Mace, B.R. Vibration damping of flax fibre-reinforced polypropylene composites. Fiber Polym. 2017, 18, 2187–2195. [Google Scholar] [CrossRef]
- Rahman, M.Z.; Jayaraman, K.; Mace, B.R. Influence of damping on the bending and twisting modes of flax fibre-reinforced polypropylene composite. Fiber Polym. 2018, 19, 375–382. [Google Scholar] [CrossRef]
- El-Hafidi, A.; Gning, P.B.; Piezel, B.; Belaid, M.; Fontaine, S. Determination of dynamic properties of flax fibres reinforced laminate using vibration measurements. Polym. Test. 2017, 57, 219–225. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef]
- Meyer, L.O.; Schulte, K.; Grove-Nielsen, E. CFRP-recycling following a pyrolysis route: Process optimization and potentials. J. Compos. Mater. 2009, 43, 1121–1132. [Google Scholar] [CrossRef]
- Pickering, S.J.; Kelly, R.M.; Kennerley, J.R.; Rudd, C.D.; Fenwick, N.J. A fluidised-bed process for the recovery of glass fibres from scrap thermoset composites. Compos. Sci. Technol. 2000, 60, 509–523. [Google Scholar] [CrossRef]
- Lester, E.; Kingman, S.; Wong, K.H.; Rudd, C.; Pickering, S.; Hilal, N. Microwave heating as a means for carbon fibre recovery from polymer composites: A technical feasibility study. Mater. Res. Bull. 2004, 39, 1549–1556. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Degradation of a model epoxy resin by solvolysis routes. Polym. Degrad. Stabil. 2015, 118, 96–103. [Google Scholar] [CrossRef]
- Pinero-Hernanz, R.; Dodds, C.; Hyde, J.; Garcia-Serna, J.; Poliakoff, M.; Lester, E.; Cocero, M.J.; Kingman, S.; Pickering, S.; Wong, K.H. Chemical recycling of carbon fibre reinforced composites in nearcritical and supercritical water. Compos. Part A Appl. Sci. Manuf. 2008, 39, 454–461. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wood, K. Carbon Fiber Reclamation: Going Commercial. Available online: https://www.compositesworld.com/articles/carbon-fiber-reclamation-going-commercial (accessed on 21 November 2018).
- Pickering, S.J. Carbon fibre recycling technologies: What goes in and what comes out? In Proceedings of the Carbon Fibre Recycling and Reuse, Hamburg, Germany, 3–4 November 2009. [Google Scholar]
- Wong, K.H.; Turner, T.A.; Pickering, S.J.; Warrior, N.A. The potential for fibre alignment in the manufacture of polymer composites from recycled carbon fibre. In Proceedings of the SAE AeroTech Congress and Exhibition, Seattle, WA, USA, 22–24 September 2015. [Google Scholar]
- Yu, H.; Potter, K.D. Method and Apparatus for Aligning Discontinuous Fibres. UK Patent 1,306,762, 15 April 2013. [Google Scholar]
- Yu, H.; Potter, K.D.; Wisnom, M.R. A novel manufacturing method for aligned discontinuous fibre composites (High Performance-Discontinuous Fibre method). Compos. Part A Appl. Sci. Manuf. 2014, 65, 175–185. [Google Scholar] [CrossRef]
- Longana, M.L.; Ong, N.; Yu, H.N.; Potter, K.D. Multiple closed loop recycling of carbon fibre composites with the HiPerDiF (High Performance Discontinuous Fibre) method. Compos. Struct. 2016, 153, 271–277. [Google Scholar] [CrossRef]
- Longana, M.L.; Yu, H.N.; Jalavand, M.; Wisnom, M.R.; Potter, K.D. Aligned discontinuous intermingled reclaimed/virgin carbon fibre composites for high performance and pseudo-ductile behaviour in interlaminated carbon-glass hybrids. Compos. Sci. Technol. 2017, 143, 13–21. [Google Scholar] [CrossRef]
- Longana, M.L.; Yu, H.; Hamerton, I.; Potter, K.D. Development and application of a quality control and property assurance methodology for reclaimed carbon fibers based on the HiPerDiF (High Performance Discontinuous Fibre) method and interlaminated hybrid specimens. Adv. Manuf. Polym. Comp. 2018, 4, 48–55. [Google Scholar] [CrossRef] [Green Version]
- Bachmann, J.; Wiedemann, M.; Wierach, P. Flexural mechanical properties of hybrid epoxy composites reinforced with nonwoven made of flax fibres and recycled carbon fibres. Aerospace 2018, 5, 107. [Google Scholar] [CrossRef]
- Tse, B.; Yu, X.; Gong, H.; Soutis, C. Flecural properties of wet-laid hybrid nonwoven recycled carbon and flax fibre composites in poly-lactic acid matrix. Aerospace 2018, 5, 120. [Google Scholar] [CrossRef]
- Assarar, M.; Zouari, W.; Sabhi, H.; Ayad, R.; Berthelot, J.M. Evaluation of the damping of hybrid carbon-flax reinforced composites. Compos. Struct. 2015, 132, 148–154. [Google Scholar] [CrossRef]
- Flynn, J.; Amiri, A.; Ulven, C. Hybridized carbon and flax fiber composites for tailored performance. Mater. Des. 2016, 102, 21–29. [Google Scholar] [CrossRef]
- Le Guen, M.J.; Newman, R.H.; Fernyhough, A.; Emms, G.W.; Staiger, M.P. The damping–modulus relationship in flax–carbon fibre hybrid composites. Compos. Part B Eng. 2016, 89, 27–33. [Google Scholar] [CrossRef]
- Rueppel, M.; Rion, J.; Dransfeld, C.; Fischer, C.; Masania, K. Damping of carbon fibre and flax fibre angle-ply composite laminates. Compos. Sci. Technol. 2017, 146, 1–9. [Google Scholar] [CrossRef]
- Hay, K.; Lessard, L. Dynamic properties of hybrid composite hollow cylinders: Application for mountain bicycle handlebars. Des. Manuf. Appl. Compos. 2015, 99–106. [Google Scholar]
- Amiri, A.; Krosbakken, T.; Schoen, W.; Theisen, D.; Ulven, C.A. Design and manufacturing of a hybrid flax/carbon fiber composite bicycle frame. Proc. Inst. Mech. Eng. Part P J. Sports Eng. Technol. 2018, 232, 28–38. [Google Scholar] [CrossRef]
- Carbon-Flax Hybrid Structures for Automotive Applications. Available online: https://carbioproject.com/ (accessed on 21 November 2018).
- Yu, H.; Longana, M.L.; Jalalvand, M.; Wisnom, M.R.; Potter, K.D. Hierarchical pseudo-ductile hybrid composites combining continuous and highly aligned discontinuous fibres. Compos. Part A Appl. Sci. Manuf. 2018, 105, 40–56. [Google Scholar] [CrossRef]
- Yu, H.N.; Longana, M.L.; Jalalvand, M.; Wisnom, M.R.; Potter, K.D. Pseudo-ductility in intermingled carbon/glass hybrid composites with highly aligned discontinuous fibres. Compos. Part A Appl. Sci. Manuf. 2015, 73, 35–44. [Google Scholar] [CrossRef] [Green Version]
- Finley, J.M.; Yu, H.; Longana, M.L.; Pimenta, S.; Shaffer, M.S.P.; Potter, K.D. Exploring the pseudo-ductility of aligned hybrid discontinuous composites using controlled fibre-type arrangements. Compos. Part A Appl. Sci. Manuf. 2018, 107, 592–606. [Google Scholar] [CrossRef]
- Ewins, D.J. Modal Testing: Theory, Practice and Application; Research Studies Press: Boston, MA, USA, 2000. [Google Scholar]
Figure 1.
The HiPerDiF fibre alignment machine.

Figure 2.
Tensile test specimen geometry.

Figure 3.
Experimental set-up for impact hammer testing.

Figure 4.
Damping estimation using the half-power bandwidth method.

Figure 5.
Water absorption-drying test results.

Figure 6.
Drying time effect on 100% flax fibre specimen mechanical properties.

Figure 7.
Representative cross section of hybrid specimens.

Figure 8.
Intermingled flax/rCF hybrid composites tensile test results.

Figure 9.
Examples of frequency response functions.

Figure 10.
Damping ratios.

Figure 11.
Comparison against 100% rCF.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Fibre properties.
| Fibre Property | rCF | Flax | |
|---|---|---|---|
| Length | (mm) | 3 | 3 |
| Density | (g/cm3) | 1.8 | 1.4 |
| Stiffness | (GPa) | 205 (±11%) | N.A. |
| Strength | (MPa) | 4080 (±20%) | N.A. |
| Failure Strain | (%) | 2.00 (±19%) | N.A. |
| Cost | (€/kg) | 10 | 0.7 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Longana, M.L.; Ondra, V.; Yu, H.; Potter, K.D.; Hamerton, I. Reclaimed Carbon and Flax Fibre Composites: Manufacturing and Mechanical Properties. Recycling 2018, 3, 52. https://0-doi-org.brum.beds.ac.uk/10.3390/recycling3040052
AMA Style
Longana ML, Ondra V, Yu H, Potter KD, Hamerton I. Reclaimed Carbon and Flax Fibre Composites: Manufacturing and Mechanical Properties. Recycling. 2018; 3(4):52. https://0-doi-org.brum.beds.ac.uk/10.3390/recycling3040052
Chicago/Turabian StyleLongana, Marco L., Vaclav Ondra, HaNa Yu, Kevin D. Potter, and Ian Hamerton. 2018. "Reclaimed Carbon and Flax Fibre Composites: Manufacturing and Mechanical Properties" Recycling 3, no. 4: 52. https://0-doi-org.brum.beds.ac.uk/10.3390/recycling3040052