1. Introduction
In the last several years, the quantity of plastics in WEEE (Waste Electric and Electronic Equipment) has significantly increased due to the fact that the production of electric and electronic equipment is increasing worldwide. It was reported that over 25.8 million tons of plastic waste is generated annually in Europe; less than 30% is collected for recycling; 31% ends up in landfills, and 39% is incinerated [
1]. This caused increasing environmental concerns, which led to a series of various regulations aimed at reducing the amounts generated. Hence, in the last years recovering most of the plastics from WEEE was attempted. It has been reported that it costs approximately
$4000 to recycle one ton of plastic bags, but the selling price of these recycled bags is a couple of times more than the cost [
2]. Presently, WEEE has evolved into an important societal problem, due to the fact that the WEEE recycling and treating involves occupational and environmental hazards that are still incompletely documented.
WEEE recovery presents also several advantages, such as the preservation of raw material resources, the decrease of energy consumption, or saving of the virgin materials used [
3,
4,
5]. Presently, WEEE recovery is challenging because of the presence of different materials. For example, only in the case of plastic content are there more than 15 different types of plastics, such as polyethylene (PE—i.e., linear low-density polyethylene (LLDPE), low-density polyethylene (LDPE), and high-density polyethylene (HDPE)), acrylonitrile-butadiene-styrene (ABS), high-impact polystyrene (HIPS), polystyrene (PS), polyethylene terephthalate (PET), polycarbonate (PC), polyoxymethylene (POM), polypropylene (PP), polyvinyl chloride (PVC), styrene-acrylonitrile (SAN), polyamide (PA), polymethyl methacrylate (PMMA), and polybutylene terephthalate (PBT) [
6,
7,
8,
9,
10,
11,
12]. Additionally, numerous additives (organic and inorganic) are added to these plastic materials, which are capable of changing the material properties such as rheological properties, mechanical properties, flammability, color, and density. There are several types of additives that can be added to plastics such as colorants, pigments (e.g., TiO
2, ZnO, Fe
2O
3), various stabilizers or plasticizers (e.g., compounds of Cd, Pb, Ba, Zn), antistatic agents, fillers, flame retardants or polychlorinated biphenyls (PCBs) [
13,
14]. For example, additives to darken color are common contaminants in these plastics when used in cathode ray tube (CRT) televisions and small WEEE. These additives can make plastic identification difficult, along with missing polymer identification and flame retardant identification marks. These drawbacks contribute to the inefficiency of manual dismantling of WEEE, which is the typical recycling process [
13].
The most common techniques used for polymers characterization are [
15,
16]:
Gel Permeation Chromatography (GPC), Melt Flow Index (MFI), Solution Viscosimetry (IV) for molecular weight analysis;
Fourier Transform Infrared Spectroscopy (FTIR) and Nuclear Magnetic Resonance Spectroscopy (NMR) for molecular structure determination;
Scanning Electron Microscopy (SEM), Atomic Force Microscopy (AFM), X-ray diffraction (XRD), and Transmission Electron Microscopy (TEM) for polymers morphology;
Differential Scanning Calorimetry (DSC), Thermogravimetric Analysis (TGA), and Dynamic Mechanical Testing (DMA) for thermal properties;
Rheology Testing (Melt Flow Index) for the rheological performance in flow state;
Tensile/flexural/compression/hardness testing, and density determination for the main physical properties.
After recycling, there are several identification methods, such as identification by codes, burning test, density, FTIR, thermal analysis (DSC, TGA) or mechanical analysis, methods which will be widely discussed in the next section. The separation techniques for WEEE plastics can be divided into wet separating techniques (wet density separation) and dry separating techniques (structural, thermal, electrostatic/magnetic separation, and mechanical analysis) [
17,
18]. Achilias D.S. and co-workers reported that three types of polymers from WEEE obtained by chemical recycling were identified after the chemical identification by FTIR and DSC [
19]. Additionally, Taurino R. and co-workers used various analytical techniques to monitor the compositions of WEEE. The chemical structure of each plastic material was identified by FTIR and DSC. Polymeric contaminants of these plastics, in particular brominated flame retardants, were detected by X-ray fluorescence spectroscopy (XRF), energy dispersive X-ray analysis (EDX), and Raman spectroscopy [
20].
This paper aims to highlights the recycling of the plastics considering the eventual risks related to their hazardous ingredients, mainly legacy brominated fire retardants. In addition, this paper presents the main methods of identification of the polymers used and the somewhat similar problem, involving the different mix of plastics. The novelty and the most important aim of this study is the identification and characterization of the most representative thermoplastic components extracted from WEEE found in small appliances (such as housing and printed circuit boards, PCB, etc.) and their mixture, data that are presented very convincingly in order to improve the scientific literature.
2. Types of Polymers Used for WEEE
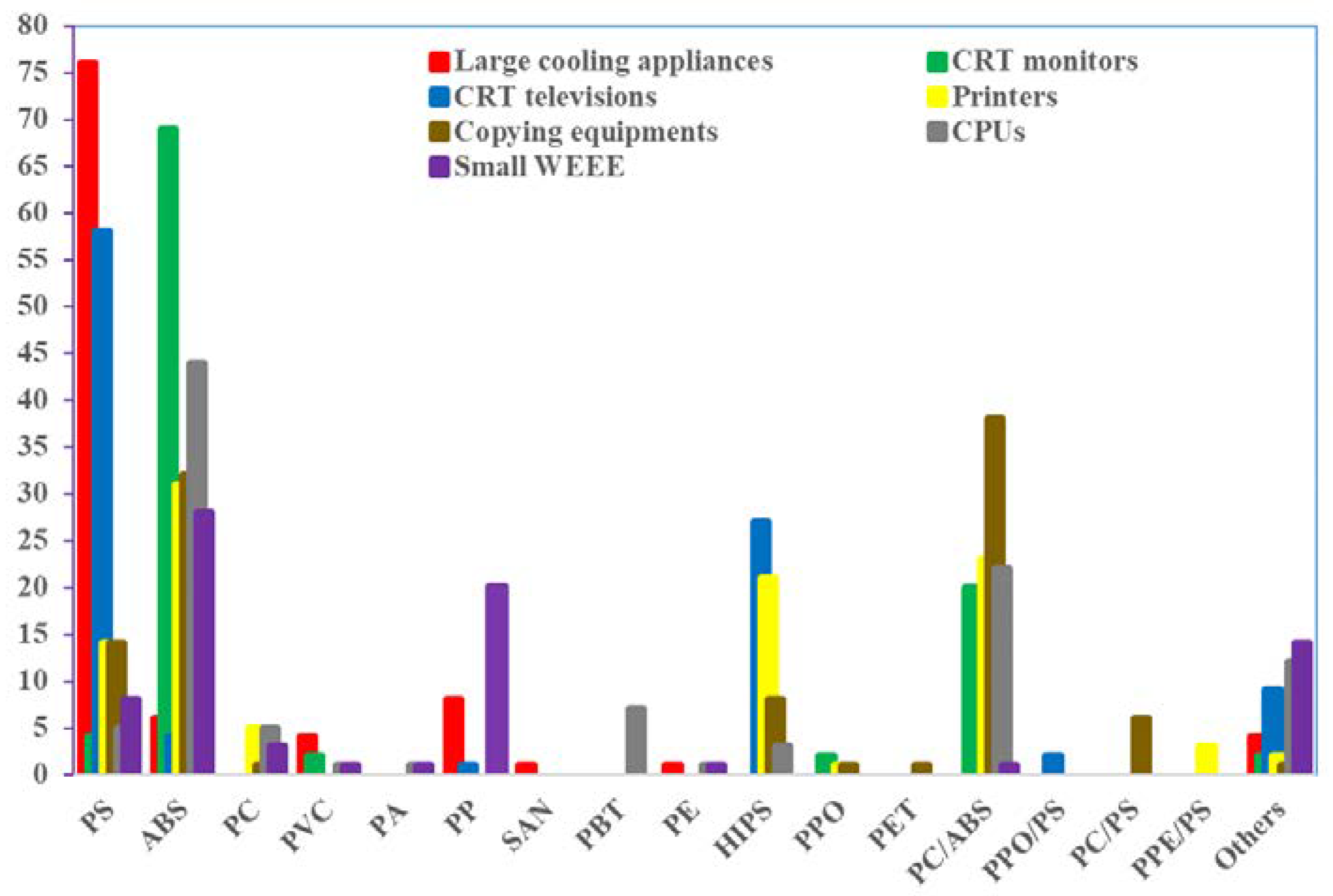
There are numerous plastic materials used in electrical and electronic equipment (EEE), depending on their properties. To improve the properties of the polymers, the polymer can be blended with other polymer types. It has be taken into account that when these polymers are blended together, without modification, will give poor properties owing to their immiscible nature. To improve the polymer miscibility, compatibilizers must be used, which in turn will improve the material properties and will increase cost. The major plastic polymers predominantly found WEEE are polystyrenic polymers as can be seen in
Figure 1 [
21,
22]. An important action before choosing a recycling method consists of a complete characterization of the individual WEEE polymeric components [
23].
In the following, the main polymers used in the manufacture of the most common WEEE items collected are presented.
PS—an amorphous thermoplastic polymer used in a variety of consumer product applications (such as large cooling appliances and CRT televisions) and is also particularly useful for commercial packaging, expanded PS boards being used for the protection of household appliances during transport and for thermal insulation of houses. Recycling of polystyrene can be done by mechanical, chemical, and thermal methods. The large amount of expanded polystyrene waste has led to the formation of a well-optimized collecting network. Special measures have been taken to compact and granulate these wastes, allowing the reintroduction in the economic circuit. PS recovered from WEEE can be processed and recycled by this well-organized network.
HIPS—a two-phase polymeric system, where the rubbery phase is incorporated into PS, facilitating improved elongation and toughness. The most commercialized HIPS contain 3–10% polybutadiene and the presence of PS occlusions gives rise to a volume fraction of 10–40% of the composite-reinforcing rubber phase. It is used in applications which do not require a high impact resistance (
HIPS present lower impact resistance than others polymers—e.g., ABS) and it is a low cost plastic material which can be easily fabricated [
24,
25]. Presently, there are several products manufactured form HIPS, such as components inside refrigerators (shelving, liner), small household appliances, printers/faxes, telecoms, monitors, computers, toys, and consumer electronics [
14]. High impact polystyrene is a promising material for mechanical recycling since its properties are not extremely affected even after multiple processing of up to nine cycles.
ABS—an amorphous thermoplastic polymer used for its lightweight, high-impact resistance, and dimensional stability. This polymer has been mass-produced since the 1960s due to its ideal properties, such as strength, toughness, and resistant to heat distortion temperature (HDT). These properties depend on the blend ratio of the three major components (styrene −54% to 63%, acrylonitrile −21% to 27%, butadiene −12% to 25%).
ABS is used in telephone components, electronic housings, computer housings, microwave ovens, and in automobile components [
26,
27,
28,
29,
30]. It has been reported that the products obtained from recycled ABS by thermo-mechanical methods (injection, extrusion, and molding) present lower physical-mechanical properties, especially impact strength, compared to virgin ABS due to polybutadiene degradation in the presence of the used flame retardants, both during the items exploitation (manufactured products) and during thermal processing [
31,
32,
33,
34,
35,
36,
37].
It should be noted that although the mechanical properties decrease (impact strength is reduced from 44 to 32 kJ/m
2 [
38]) these values are still high [
39], thus recovered ABS can be recycled by improving the physical-mechanical properties using different methods and additives. Since the degradation during the items operation and the thermal processing of ABS leads to the consumption of stabilizers, it is necessary to stabilize the recovered ABS with new antioxidants through its thermo-reprocess, the most indicated being butylated hydroxytoluene (BHT), Irganox 168, and 2,4-di-tert-butylphenol [
40]. Until now, one of the most used methods to recycle ABS at the industrial scale is blending with virgin ABS at a maximum 50% [
32,
41,
42].
Additionally, this polymer is widely used in combination with others polymers, such as PC, in household appliances (e.g., kettles and shavers), and PVC in dishwashers or electrical and electronic equipment [
14,
43]. It was reported that in the case of the ABS/PVC combination, the sustainable separation from the WEEE plastic mixture can be done using microwave and/or mild-heat treatment. Microwave treatment after plastic coating with powdered activated carbon increased the hydrophilicity of the PVC surface, and facilitated PVC separation. In addition, a mild-heat treatment facilitated selective separation with 100% recovery and purity. The combination of both these treatments improved the recycling quality [
10].
The existence of partial miscibility between ABS and PC [
44] constituted the premise recycling the mixed blend of polymers recovered from WEEE. To obtain ABS/PC composites (70:30) with a similar or higher impact strength than virgin ABS, it is necessary to use compatibilizers like ABS-g-MA, PP-g-MA, SEBS-g-MA, EVA-g-MA in a proportion of 1–20% [
33,
35,
44,
45,
46,
47].
PET—presents ideal properties, such as thermal stability, dimensional stability, optical and mechanical properties, the fact that it can be easily produced in wide range of colors, and is 100% recyclable. These properties make PET an interesting candidate for numerous existing applications, such as packaging applications and central processing units [
48,
49]. Several studies demonstrated that the reuse of this polymer is safe, as the PET cycle is contained in a closed-loop recycling process [
50,
51]. This polymer is recycled by both mechanical and chemical processes [
52]. There are several methods to identify the presence of contaminations in recycled PET samples. For example, it was demonstrated that polymeric contaminations can be detected using thermal analysis techniques (in particular differential scanning calorimetry—DSC). DSC can be used for compositional analysis above 1 wt%, and for lower concentration it must be used with other methods such as annealing the material at high temperatures and analysis of the segregated colored flakes with FTIR [
12].
PC—presents several unique characteristics, such as optical properties, high heat distortion temperature and toughness, but also, it has some characteristics that limit its use in several applications. For example, its toughness is not retained in thick molded sections or at low temperatures. Additionally, physical ageing below its glass transition temperature (
Tg) causes severe embrittlement [
53] and its mechanical properties could be improved by the addition of reinforcement material or blending with other thermoplastic polymers.
This polymer is used in a variety of applications, such as compact discs, baby feeding bottles, food can lining, thermal fax paper, car dash boards, bulletproof armored vehicles, helmets, bullet resistant laminates, plastic windows, bottles, and the sheathing of electrical and electronic parts, and actually is under exploration for the progress and manufacture of sandwiched panels for bullet-proof waistcoats and armored systems [
54,
55]. It was reported that its consumption increases by a 7% per year. So it is clear that landfill or incinerating the wasted PC is not a suitable waste treatment method and for this reason a resourceful and economically viable recycling process is important because of both environmental and economic benefits [
56]. PC can be recycled by three main different ways: direct recycling (the polymer is separated from its associated contaminants and it can be readily reprocessed by conventional melt extrusion or dissolution/reprecipitation techniques), recycling via chemical methods (the polymer is chemically converted to monomers or partially depolymerized to oligomers), and thermochemical recycling (pyrolysis) [
56,
57,
58].
PP—this polymer can be produced in a variety of structures which can be used in a variety of applications, such as compost bins, curbside recycling crates, and laboratory equipment [
57]. PP presents some ideal properties, like mechanical properties and the resistance to chemical solvents [
13,
59]. This material can be recycled by mechanical recycling, which is an easy and cheap method, and also by using the dissolution/reprecipitation technique (direct recycling). For example, in a study it was reported that using the dissolution/reprecipitation technique, the properties of the recycled grades proved to have no substantial difference from the starting material [
60].
PVC—this polymer is one of the most important parts of WEEE plastics [
61]. Additionally, it is widely used as a plastic materials in electronic products due to its excellent chemical properties and inexpensive price [
62]. This polymer has an amorphous structure with polar chlorine atoms in the molecular structure. PVC presents ideal characteristics such as chemical stability and physical properties which makes it ideal for several applications (such as large cooling appliances, CRT monitors, and copying equipment). Due to the high chlorine content (around 56% of the polymer’s weight), the recycling of PVC is harder than the other WEEE plastics containing brominated flame retardant [
10,
62,
63]. From all known recycling techniques, mechanical and chemical methods are acceptable. On the other hand, incineration and pyrolysis are not preferred because of the large amounts of hydrogen chloride and other toxic products that are produced [
64].
POM—the frequency of using this polymer in several different applications (such as toothed wheels or housing parts) is about 5%. In addition, this polymer is used in components that require high stiffness, low friction, and excellent dimensional stability, such as parts for electronic devices like televisions and telephones [
65].
PA—is a crystalline polymer which is produced by the condensation of a diamine and a diacid. In addition, this polymer is known as nylon and there are several types of PAs, such as PA 6, PA 66, and PA 610. The numeric suffixes refer to the number of carbon atoms which are present in the molecular structures of the acid and amine [
66,
67,
68]. Currently, PA is used in several electronic applications, such as central processing units, contactors, terminal block, and other small EEE [
13].
PMMA—is a non-degradable polyacrylate which presents ideal properties such as biocompatibility and tunable mechanical and optical properties (by varying the mixing ratios of monomer and initiator during polymerization) [
69,
70]. Its main use is LCD monitors, but special products are available for other lighting applications [
71].
PBT—is a thermoplastic polyester with good mechanical and electrical properties, moldability, rapid crystallization rate, high dimensional stability, and important qualities for electrical and electronic devices [
72,
73].
3. Methods of Identification
The recycling process of WEEE starts with dismantling, and the resulting fractions are then sent for recovery, when the materials are unknown or cannot be recovered. The dismantling phase is manual on all of the lines.
For the polymeric characterization of WEEE, a methodology has been implemented to collect samples, and to choose from all WEEE appliances in such a way that the samples are representative and random. The methodology is divided into four steps [
13]:
(i) Choosing the appliances to be sampled, the collection of plastic wastes can be realized by ‘bring-schemes’ or through curbside collection. Bring-schemes tend to result in low collection rates in the absence of either highly committed public behavior or deposit-refund schemes that impose a direct economic incentive to participate. Hence, the general trend WEEE collection is made through curbside collection. To maximize the cost efficiency of these programs, most curbside collections are of co-mingled recyclables (paper/board, glass, aluminum, steel, and plastic containers). This method to recycle has been very successful. For example, in the case of the plastic bottle packaging from homes, in terms of the overall consumption typically, 30–40% of post-consumer plastic bottles are recovered. Additionally, the price for recovered plastics can vary by polymer type, color, and quality. Recovered plastics are significantly more valuable than some other dry recyclables, with a bale of clear PET or natural HDPE bottles being worth £150–£200 per tons, compared with £60–£70 per tons for paper and around £30 per tons for glass [
74].
(ii) Waste separation, it can be realized by several techniques. Manual sorting is realized by a trained operator that sorts the waste based on the color, shape, symbol codes, and aspect of the product; this separation depends on each operator abilities being also labor-intensive [
14]. Tribo-electric separation is a process that implies the electrostatic charge (positive or negative) of the plastic, in order to separate the complex mixes by their component different deflection in an electric field. The main disadvantage of this technique refers to poor efficiency in wide-scale industrial application given the fact that the charging is not always homogeneous and is sensitive to the environmental conditions. One way to overcome this drawback is an additional pre-treatment (e.g., electron-beam irradiation) or the use of multi-factorial processes (vibratory/fluidized bed/tribo-aero-electrostatic devices) [
75,
76]. Float-sink separation involves the separation of ground waste plastics based on their different densities in liquid media like water, water alcohol/salt mixtures. However, by using this simple and easy method combined with froth-flotation the plastics can be effectively separated [
77,
78]. Additionally, by using a magnetic liquid that contains iron oxide the multiple polymer fractions can be separated based on the varied components densities using the magnetic density separation method [
79,
80].
(iii) The sampling procedure refers to the samples collected randomly from the processing lines. WEEE was processed and the obtained plastics were collected, noted, and stored for the subsequent identification process [
13].
(iv) Plastics identification.
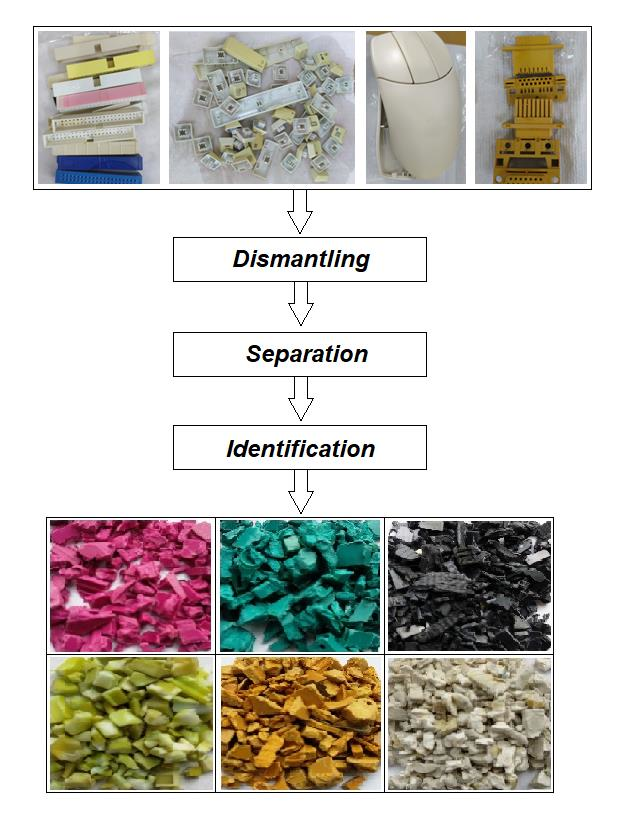
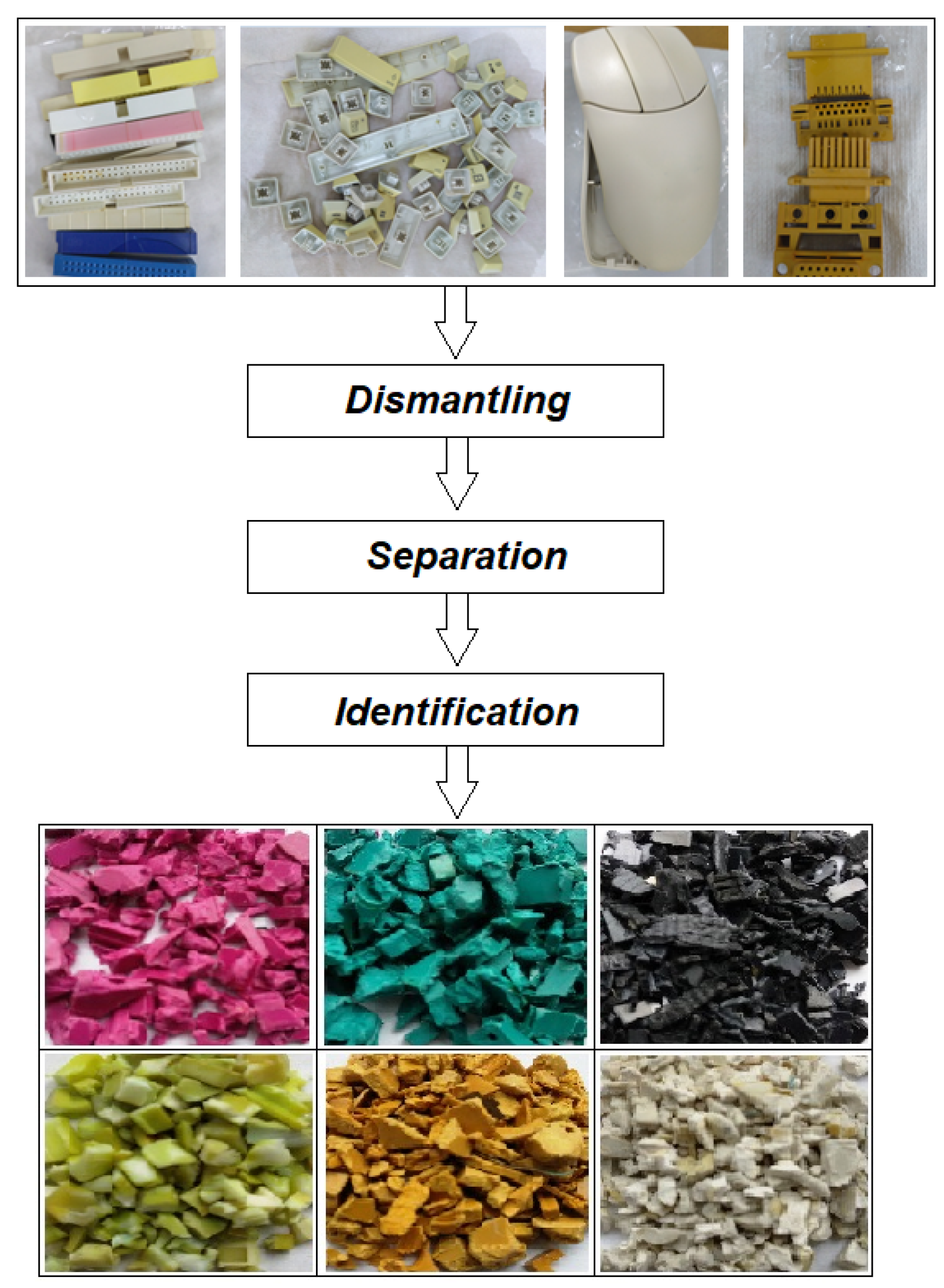
The identification of WEEE plastics represents an important step in the plastic recycling industry that is achieved after dismantling and separation of waste (
Figure 2). It is very important to identify the types of plastics present in WEEE products, in order to improve their mechanical properties after recycling and reprocessing [
81]. There are several methods available for the identification of plastics, most often through spectroscopic fingerprinting Fourier Transform Infrared Spectroscopy (FTIR), thermal study (DSC), and sample techniques (identification code and burning test).
3.1. Symbol Codes
The identification codes implemented by the Society of the Plastics Industry allow the separation of different polymer types for recycling (
Table 1). In the last several years, it has been shown that the symbol codes are insufficient for precise identification of the polymeric components in WEEE, especially due to the manual error during separation [
39]. In addition, another disadvantage is that these symbols are suitable only for molded WEEE products, where the coding is engraved over the molded products.
In conclusion, it is necessary to use further testing such as burning test, FTIR, and DSC analysis to identify the plastic materials [
82,
83,
84].
3.2. Burning Test
This method allows the identification of plastic materials on the basis of the type of flame (color and intensity) and odor, smoke (color and intensity), and the presence of ashes. In addition, there are several disadvantages in the case of this test regarding the presence of additives or chemicals; or in the case of POM, which is a polymer that burns with an almost invisible flame. In order to achieve better results, advanced techniques such as FT-IR or DSC are recommended to be carried out [
85,
86]. The color of flame and odor of various commonly used materials in WEEE are summarized in
Table 2.
3.3. Solubility
This method can be considered the first method used to identify the plastic materials due to the distinction between soluble and insoluble polymers. Then, it can be applied chemical methods to investigate these two groups further. There are cases when solvents such as benzene should be avoided due to their toxicity and flammability. The most used solvents for plastics are toluene, acetone, formic acid, tetrahydrofuran and in some cases, ethanol, water, and chloroethylene can be used (
Table 3). It was demonstrated that the solubility of plastic materials depends on its molecular weight and its chemical structure [
85,
88,
89].
3.4. Density
The density of polymers is important for defining the effective density for the wet industrial separation of a mixed fraction of polymers or contaminants. For example, glass and rubbers can be easily sorted out by density separation [
3,
7]. The density is very useful for the identification of polymers and depends on the mass and the true volume of each plastic. As it can be seen in
Table 4, PP with fillers, the HIPS, the ABS, the SAN, and the PMMA are concentrated in densities that overlap between 1.0 and 1.18. Additionally, PC and PC + ABS are concentrated in densities between 1.19 and 1.22. At a density above of 1.47, it is found only in PBT, as well as PET above the density of 1.38.
The flotation experiments consist of the collection of the floated and non-floated plastic, rinsed with tap water, dried in atmosphere, and weighed. Then, the separated products are sorted according to the difference in color, and the flotation recovery and purity of each plastic in the floated and non-floated products are calculated based on mass balance [
93,
94,
95]. Wang C. and co-workers reported that the flotation separation of PVC and PET can be obtained efficiently when the mixture contains a large or small amount of PVC. Some of the advantages of this method are that the use of chemical reagents is minimized and compared with other methods such as flame treatment, the flotation method is simpler, efficient, and thus it promotes the industrial application of plastics flotation and facilitates plastic recycling [
93]. In another study, it was demonstrated that the density of plastics increase when talc is added, which makes the separation of plastics more difficult [
9]. Other components which can influence the density measurements refers to fillers like glass fibers or carbon black [
85].
3.5. FTIR
FTIR spectroscopy is an important spectroscopic technique, normally operating in either transmission or attenuated total reflection (ATR) mode. It was reported in several studies that the FTIR can be used as a very useful tool for the investigation of WEEE plastics, mostly for research purposes. Due to the fact that each polymer has a unique infrared spectrum (
Table 5) which allows to be identified by this equipment, this method is very simple and precise [
11,
96], but still there are some limitations; in the case of multi-component items or when the products are covered by labels or dirt, false results using FTIR identification can be obtained [
76].
FTIR mapping allows transient effects to be studied in real-time, and the main disadvantage of this technique is the expense of the equipment. ATR mapping can be used to observe the microstructures of mixed polymers and has been used for multilayer packaging films and polymer blends and it has good potential as a technique for studying coarse phase structure in recycled polymer blends [
97,
98,
99].
For example, in a study Arnold J.C. and co-workers used FTIR to investigate some virgin blended and recycled polymers (ABS, HIPS, and PC). The method was compared to optical microscopy and it was reported that the optical microscopy showed up phase separation on a scale of tens of microns, while the FTIR mapping allowed compositional details to be investigated [
98]. In another study, FTIR was used to examine plastic plaque samples of television (black plastics) and computer (grey plastics). The FTIR spectroscopy shows the characteristic spectra of ABS in black plastic (from the peak at 3000–3100 cm
−1 and the peaks at 700 and 760 cm
−1 which are characteristic of aromatic ring or substituted phenyl ring, and peaks at 1600 cm
−1 caused by the aromatic carbon double bond, C=C stretching vibration). In the case of grey plastic, the FTIR spectroscopy shows the characteristic spectra of ABS/PC blends (from the peak at 1720 cm
−1 characteristic of carbonyl stretching of the carbonate functional group—confirming the presence of PC) [
20].
3.6. Thermal Analysis
Thermogravimetric Analysis (TGA) is an analytical technique used for the determination of material thermal stability and its fraction of volatile components by monitoring the differences in weight in correlation with the temperature and time. The TGA results are represented by a TGA curve in which a sample’s mass or percent of sample’s mass is plotted against temperature or time. Additionally, TGA measurements can be presented as the first derivative of weight loss through temperature or time [
100,
101]. This analysis is often used in the identification of WEEE. For example, in a recent study TGA was used to investigate the presence of some polymers (such as ABS, HIPS, PC) found in the plastic part of WEEE. It was found that the thermal degradation curves of ABS and HIPS are similar, with the mass loss at almost the same temperature (ABS starts degrading earlier, due to the -CN groups), while PC starts to degrade at much higher temperatures, leaving a residue of almost 25%. Additionally, it was observed that ABS presents almost three degradation steps (with an initial degradation temperature at 182, 377, and 540 °C), whereas HIPS and PC only one (at 378 and 438 °C, respectively) [
102]. In another study, it was reported that the TGA of PC suggest that the major degradation occurs between 450 and 550 °C and a slower degradation process occurs up to 700 °C [
103].
There are several studies which investigated the behavior of different WEEE, such as printed circuit boards, keyboards, video cards, and telephone line at different temperatures [
104,
105,
106]. In the case of printed circuit boards, it was observed that the mass loss ends at a percentage of almost 70% of the initial mass and the higher mass loss rate occurs at temperatures between 250 and 370 °C [
105]. In the case of video cards, the results revealed that the initial temperature at which degradation began was 300 °C for substrate and 330 °C for integrated circuits and plastic slots [
106]. By coupling the TG with DTG curves, this evidenced the temperature ranges of each process much better. In the case of these studied WEEE mixed plastics (made up of the following ternary polymeric mixture: ABS, HIPS, and PBT), it was reported that the TG/DTG curves show thermal degradation occurring in a single step in the range 330–490 °C [
107].
Differential Scanning Calorimetry (DSC) is a thermal analysis technique that identifies the structural changes of materials during heating or cooling with a linear thermal gradient. In this way, in the case of WEEE of polymers and their compounds, the melt temperature (T
m), the crystallization temperature (T
c), melting enthalpy (∆
Hm), and glass transition temperature (T
g) of different materials can be determined. These properties constitute the specificity of each polymer and can serve to identify both individual and blended polymers. Additionally, this thermal analysis technique allows estimating the degree of aging (degradation) of recovered post-consumer polymers. For example, in the case of PET, its physical ageing effect is induced by annealing semi-crystalline PET at temperature T
a below T
g, for different times Δt
a, and by cooling it from a higher temperature than T
g to the room temperature [
108]. In addition, the degree of purity of the polymers can be determined by identifying the presence of auxiliary materials: plasticizers, stabilizers, flame retardants [
20,
107,
109]. Glass transition temperature, melting temperature, and melting enthalpy of the main polymers commonly used in EEE is presented in the
Table 6.
3.7. Mechanical analysis
The mechanical properties are very important for recycling materials because their values determinate the future applications. In addition, the mechanical properties can classify the polymers as rigid, brittle, flexible, etc.
Impact strength is the ability of the material to resist the fracture under the high-speed stress, expressed in J/m. Impact strength of the material refers to the toughness of the material. This characteristic is one of the most important of the mechanical properties of the material, which describe the resistance to high-speed loading. The impact strength is calculated based on the formula listed below (Equation (1)). It has been reported that the higher the impact energy, the higher is the toughness of a material. The effect of UV degradation and service temperature on the performance of recycled product has been assessed based on the impact strength [
9,
118,
119].
Additionally, the presence of a compatibilizer can enhance the mechanical properties of the recycled material. For example, it was reported that by adding 2.5 wt% of styrene-b(ethylene-co-butylene)-b-styrene (SEBS) copolymer the impact strength increased with increasing amounts of compatibilizer, from 2.1 kJ/m
2 (reference material) to 3.6 kJ/m
2 (5 wt% compatibilizer) [
120].
The material selection for a variety of end-use applications is dependent on the mechanical properties of the materials, such as elongation at break, tensile modulus, and tensile strength. These properties are the most important properties of recycled materials, which measure the ability of recycled material strength. Elongation at break is the ratio between changed length and initial length after breakage of the test specimen. Tensile modulus refers to the stiffness of the material, the higher the modulus of elasticity grows, and the higher is the stiffness of the material. This property is represented by a stress–strain curve, which describes two areas: the zone under the stress–strain curve up to the yield point gives the resilience of the material, and the zone up to break point, gives the toughness of the material. Tensile strength refers to the breaking strength of a specimen under exertion of a force capable of breaking many threads simultaneously, at a constant rate of load [
121,
122,
123,
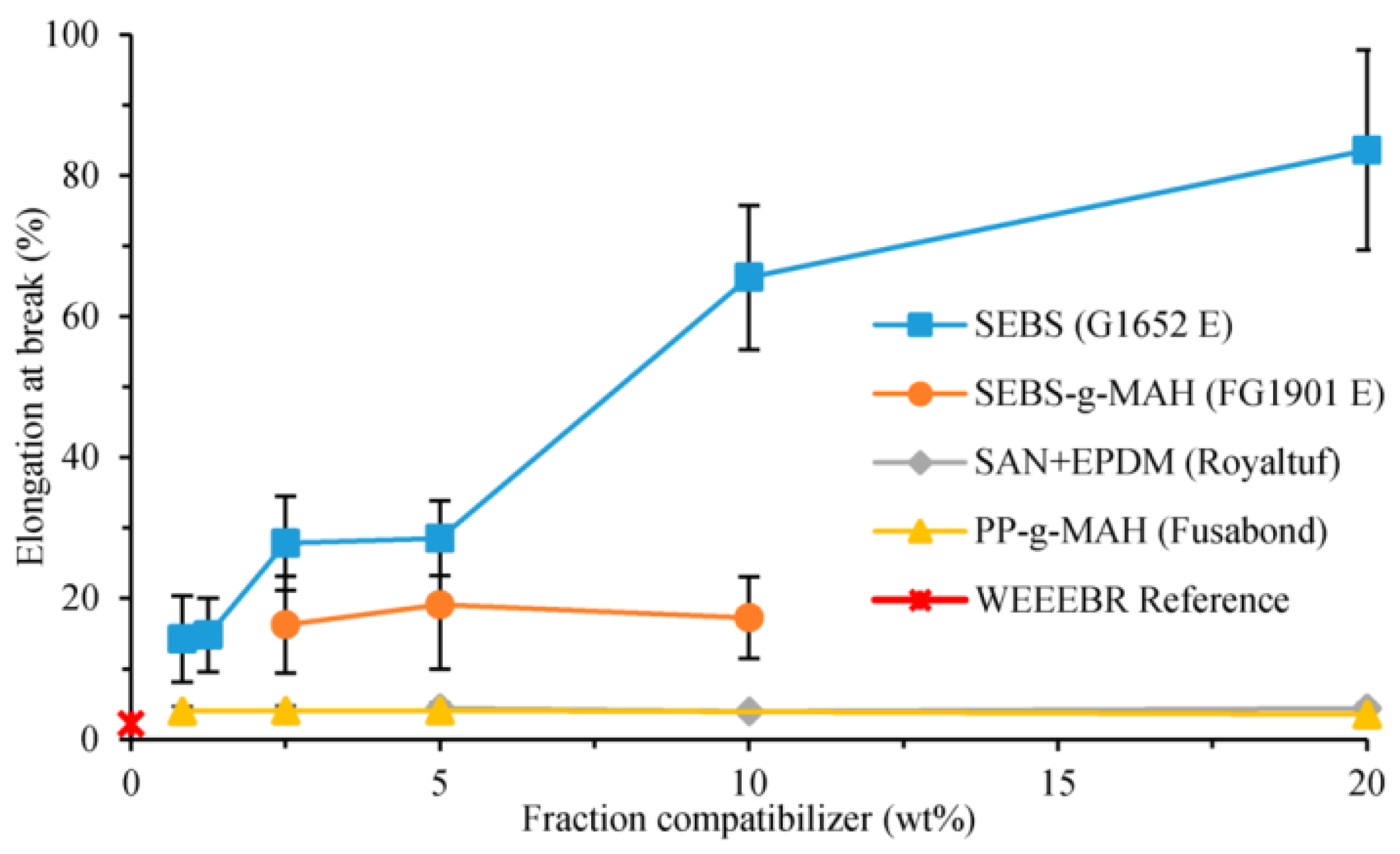
124]. In a study, the mechanical properties of the recycled materials were improved by adding SEBS copolymer. It was found SEBS had a large impact on the ductility of the recycled WEEE plastics blend. By adding 2.5 wt% of SEBS, the elongation at break increased by more than five times compared with the non-compatibilized samples (
Figure 3), with only a small decrease in stiffness and strength [
120].
All these techniques presented above involve several serious advantages, disadvantages, and costs that have to be taken into account in the identification of polymers after recycling. The characteristics of these techniques are presented in
Table 7.
4. Short Overview of WEEE Recycling in Romania
The high rate of development of new electronics is determined by the number of people buying these new devices, increasing the quantity of WEEE worldwide. Therefore, the vital recycling can be sustained by proper consumer behavior, European lows, and directives and local strategies for WEEE management [
131].
In Romania the total amount of EEE is about 25–30 kg/capital and in the next several years it is expected to increase. The Directive 2012/19/EU of the European Parliament and of the Council of 4 July 2012 on WEEE [
132] adapted for Romania requires a WEEE collection of minimum of 40% of the existing market amount until 2020 and 85% of the generated waste by 2021. Still, the waste recycling management strategy is progressing slowly due to the lack of proper infrastructure for WEEE recycling with a low number of collection centers and only few national programs for waste recycling, and population ignorance regarding the negative effects on the environment [
133,
134,
135].
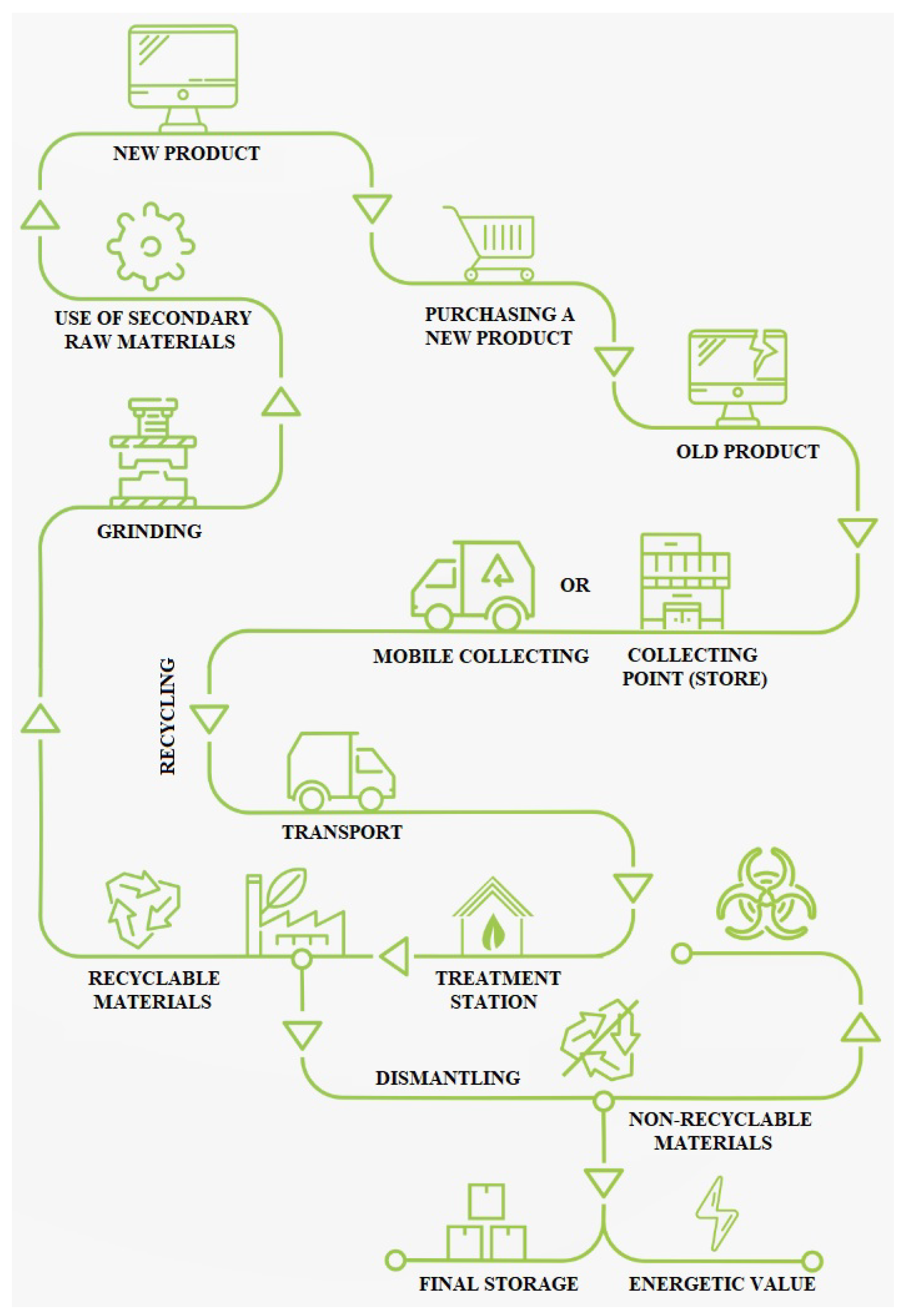
There are more than 800 companies that collect WEEE from the Romania market and two WEEELABEX certified companies that provide collection, treatment, and recycling services. After collecting, the waste is treated by respecting the European Standards, hazardous compounds are eliminated, and the dismantled EEE are properly treated and reintroduced into the industrial cycle (
Figure 4) [
136]. In Romania, there are three collection channels designated for WEEE collection from households: by organizing a collection day at fixed dates from the population, by giving back to the store the old equipment when purchasing a new one (take-back system), or by giving it directly to the municipal collection centers [
137]. Presently, the municipalities are obliged to set up collection points and to collect regularly using designated operators, according to a new normative act recently adopted. Besides, people holding WEEE are obliged to deliver them to the collection systems because the ordinance establishes a penalty (ranging between 500 and 1000 lei) for individuals owning WEEE.
This fact is very important for the collection of WEEE in Romania, because a lot of small electronic devices (like laptops, mobile phones, and electronic equipment) are kept at home after the end of life [
131].
Regarding the duration of use of the equipment, it has been reported that the European average of usage for household appliances is 8–10 years, while in Romania the duration is 13–17 years. In some rural areas, household electric appliances are still used above the average recommended time by the manufacturer (even decades), due to the economic situation of the country [
138].
Although significant progress in WEEE recycling was recorded, Romania ranks among the last countries in Europe and important measures have to be applied in order to increase the performance and requirements of the recycling system. One method to improve the performance of the e-waste system can be done by increasing the number of collection sites offered and by increasing public awareness. It is a well-known fact that consumer participation is influenced by the distance to collection sites, age, and education [
131,
138,
139].

 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






