
Decision-Making Framework for Implementing Safer Human-Robot Collaboration Workstations: System Dynamics Modeling

 , , , and
, , , and
Abstract
:1. Introduction
- An introduction to the fundamental concepts related to the problem being addressed, namely: HRC, ergonomics, and system dynamics.
- A decision-making framework proposal, starting with the problem definition, followed by an assessment of the current workstation, a computational modeling of the system, the evaluation of possible solutions, and the final decision regarding an industrial HRC system.
- A case study applying the aforementioned framework in a manual assembly workstation that intends to implement an industrial HRC.
2. Fundamental Concepts
2.1. Human-Robot Collaboration
2.2. The Role of Ergonomics in the Workstation Transformations
2.3. System Dynamics
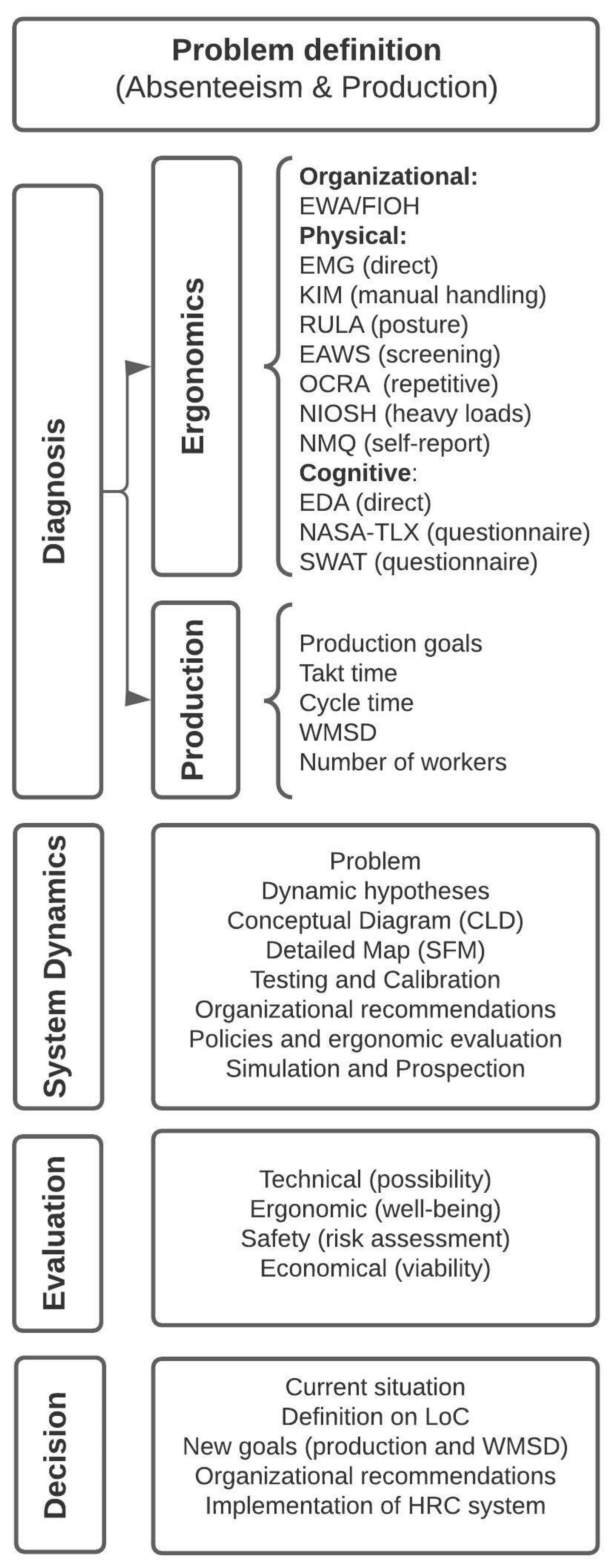
3. Decision-Making Framework
3.1. Problem Definition
3.2. Ergonomic Assessment
3.2.1. Organizational
- Ergonomic Analysis of Work [35]—an observational screening method to assess the workstation. It is divided into five stages: demand analysis, task analysis, activity analysis, diagnosis, and recommendations. By applying this method, it is possible to identify the main variables of a system and their interconnections in order to build the CLD of a dynamic system.
- Ergonomic Workplace Analysis (EWA)/Finnish Institute of Occupational Health (FIOH) [36,37]—a time-based checklist observational method to assess the main risk factors of the workstation. It is divided into 14 topics: workspace; general physical activity; lifting tasks; work postures and movements; risk of accident; work content; restrictiveness; workers’ communication; decision-making; work repetitiveness; level of required attention; lighting; thermal conditions; and noise.
3.2.2. Physical
- Rapid Upper Limb Assessment (RULA) [39]—an observational ergonomic tool that considers biomechanical and postural load requirements of job tasks. It is a good and widely used method to assess physical workload, except for not considering the duration of exposures.
- Ergonomic Assessment Worksheet (EAWS) [40]—a screening tool developed from the automotive industry. The method combines aspects of manual load handling and assesses the risks of body postures, action forces, manual handling, and upper members.
- National Institute for Occupational Safety and Health (NIOSH equation) [41]—a method to assess the risk of low-back disorders in jobs with lifting tasks. It is based on biomechanical, physiological, psycho-physiological, and epidemiological data. It is a well-documented method.
- Key Indicator Method for Manual Handling Operations (KIM-MHO) [42]—an observational method often used for assembly tasks. It aims to evaluate the probability of physical overload and possible consequences of WMSD.
- Revised Occupational Repetitive Actions checklist (OCRA) [43]—a method to screen the risk associated with upper-limbs in repetitive tasks. This method takes into account the recovery periods.
- Nordic Musculoskeletal Questionnaire (NMQ) [44]—a standardized questionnaire used to evaluate and to characterize musculoskeletal symptomatology perceived by workers, considering nine body regions. Perceived pain intensity is assessed using a numerical scale for each of the body regions.
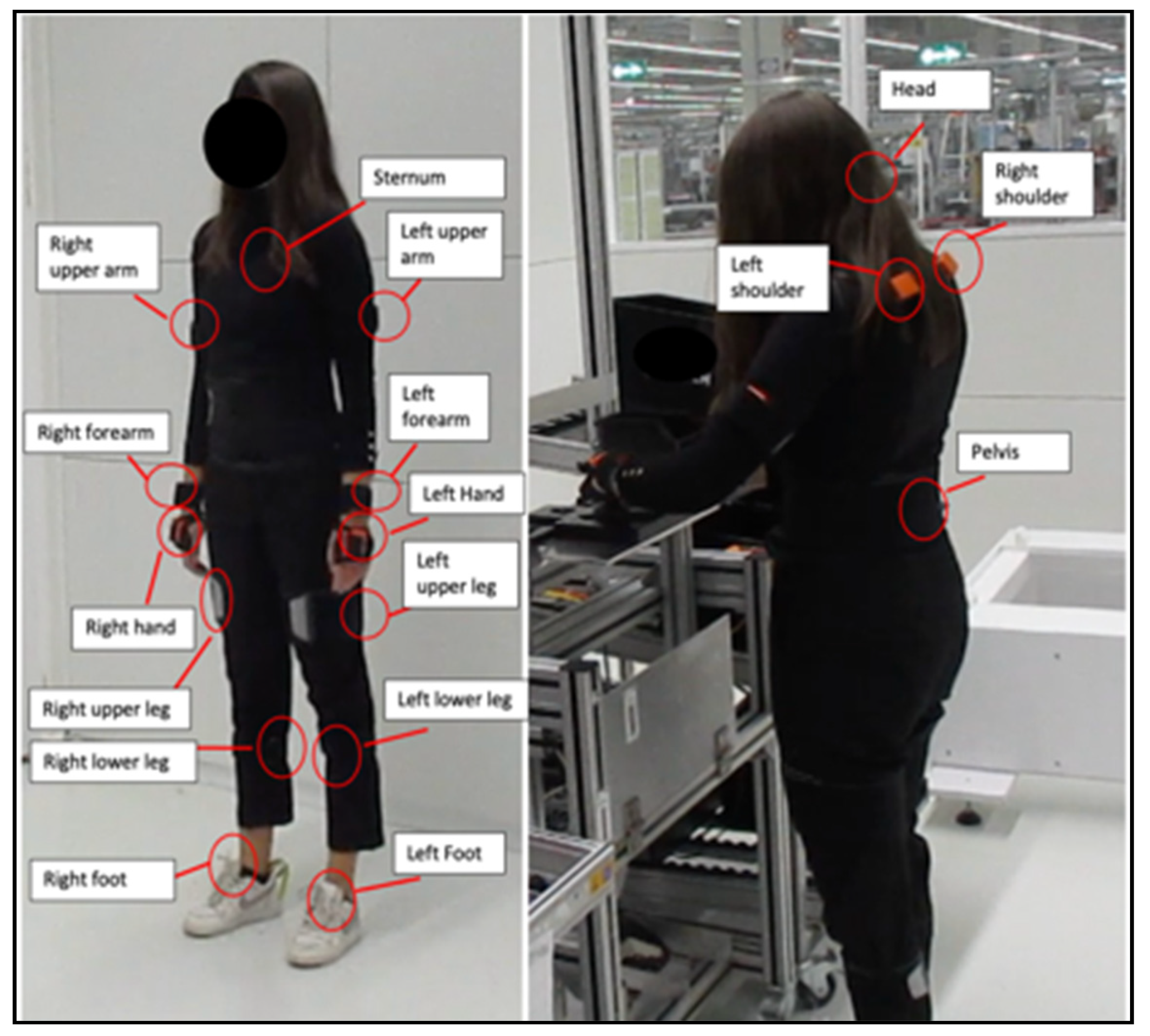
- Electromyography (EMG) [45,46]—a direct risk measurement technique to deal with physiological parameters of the human body when performing dynamic tasks. It allows identifying the muscle fatigue index, which is the cause of WMSD, by capturing the bioelectric signal emitted during muscle contractions.
3.2.3. Cognitive
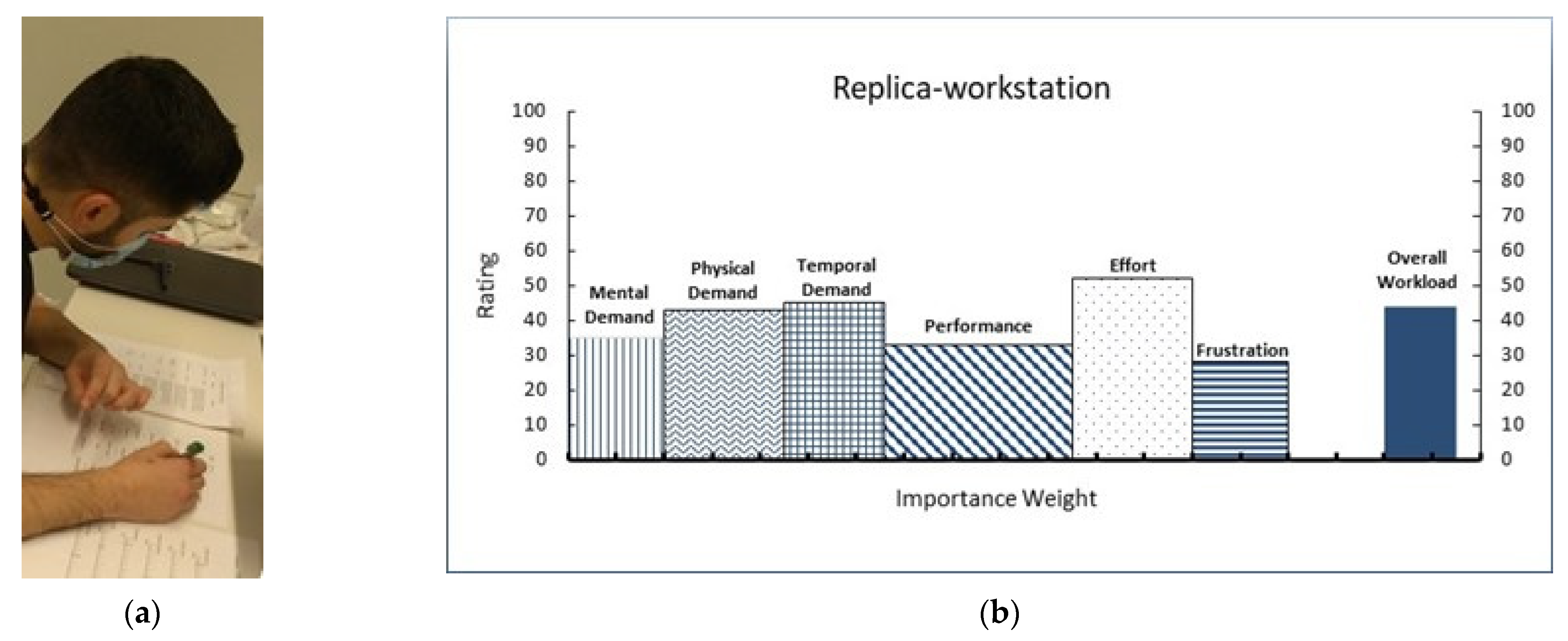
- NASA Task Load Index (NASA-TLX) [49]—a widely applied questionnaire used to assess mental workload, including work systems with a high level of complexity. It evaluates mental demand, physical demand, temporal demand, effort, frustration, and performance. A numerical scale is used to assess the workload perceived by the worker for each of the six items.
- Subjective Workload Assessment Technique (SWAT) [50]—it was originally designed to assess aircraft cockpit workload. It is divided in two phases: scale development and scale scoring. The three dimensions measured are: time, mental effort, and psychological stress.
- Electrodermal Activity (EDA) [51]—a technique to identify changes in the skin’s electricity by wearable sensors. It may be employed for assessing emotional states and to understand the worker’s mental status. EDA is divided in electrodermal response (EDR) that reflects short-term stress, and electrodermal level (EDL) is more related to risk perception and a relevant indicator of long-term stress.
3.3. Production data
- Production goals: number of pieces to be assembled in a period of time.
- Takt time: assembly duration time needed to match the production goals.
- Cycle time: the time it takes to complete one assembly.
- Absenteeism due to WMSD: the sick leave rate due to musculoskeletal issues.
- Number of workers: the sum of workers in the production line.
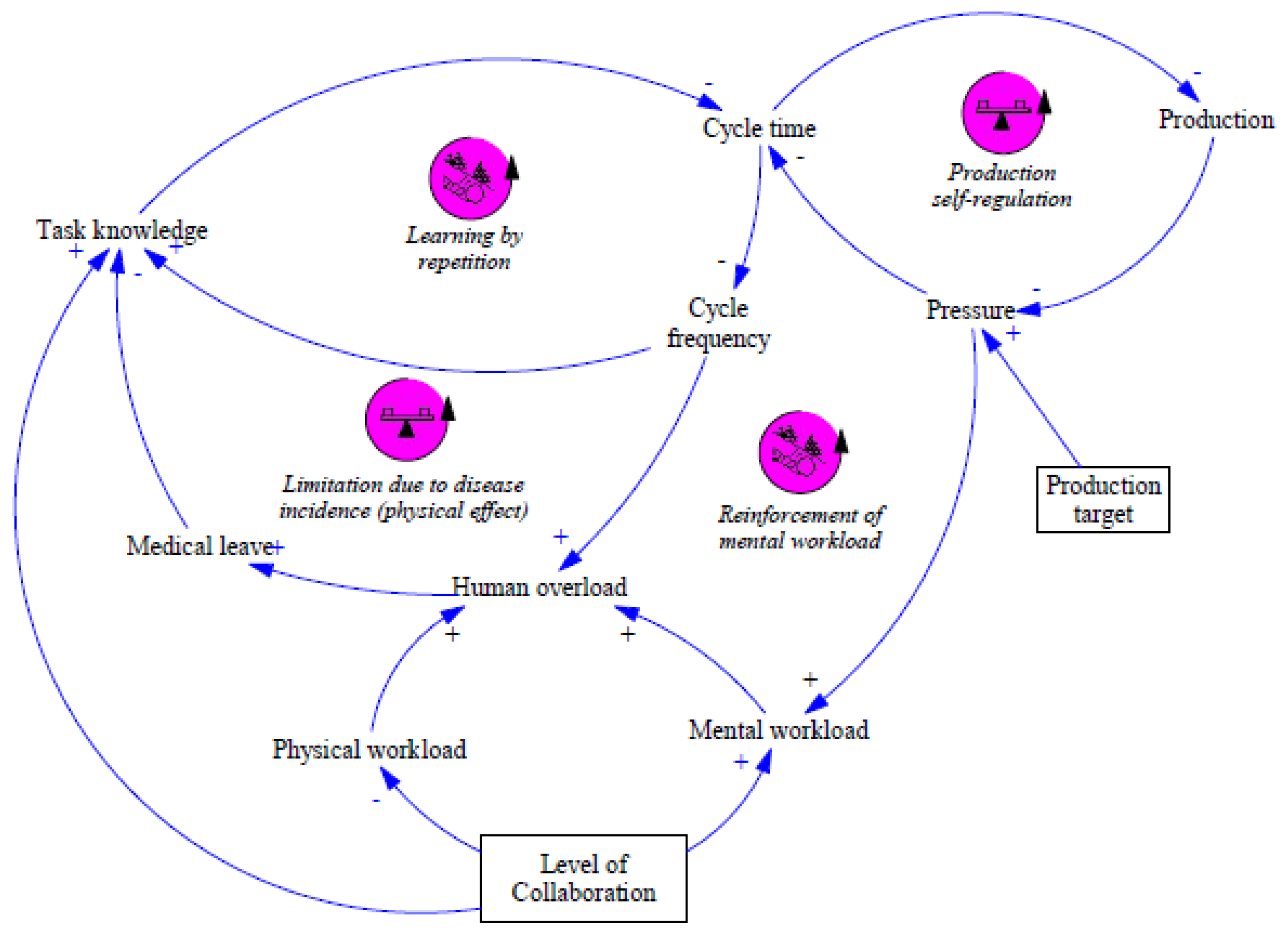
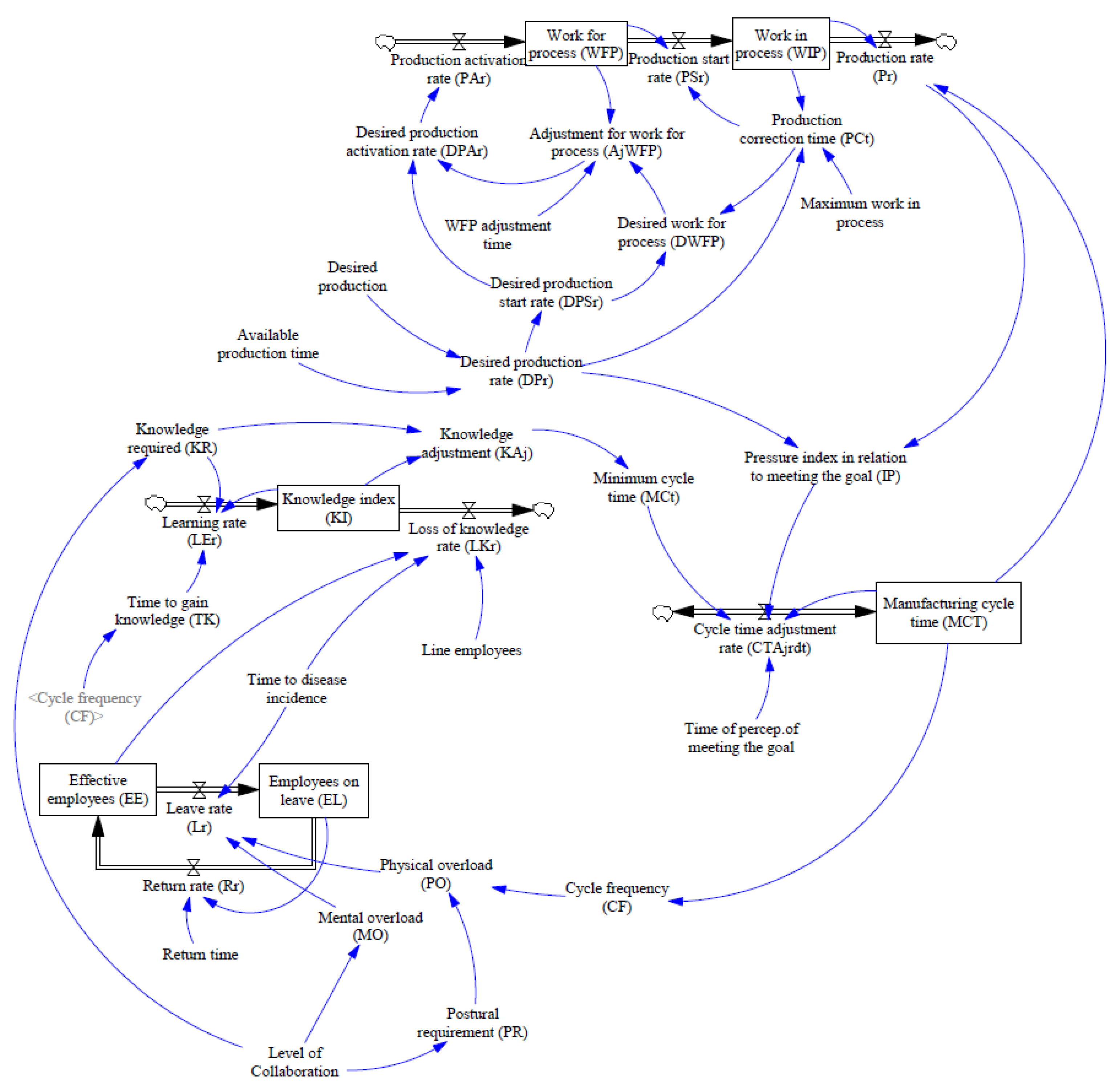
3.4. System Dynamics
3.5. Management Evaluation and Decision
- Summarizing the most important factors of the current situation;
- Including the system dynamic model is key to understanding the whole system;
- Considering the organizational recommendations from the simulation and prospection model;
- Relying on the technical, ergonomic, safety, and economic evaluations;
- Defining the new productivity and absenteeism goals.
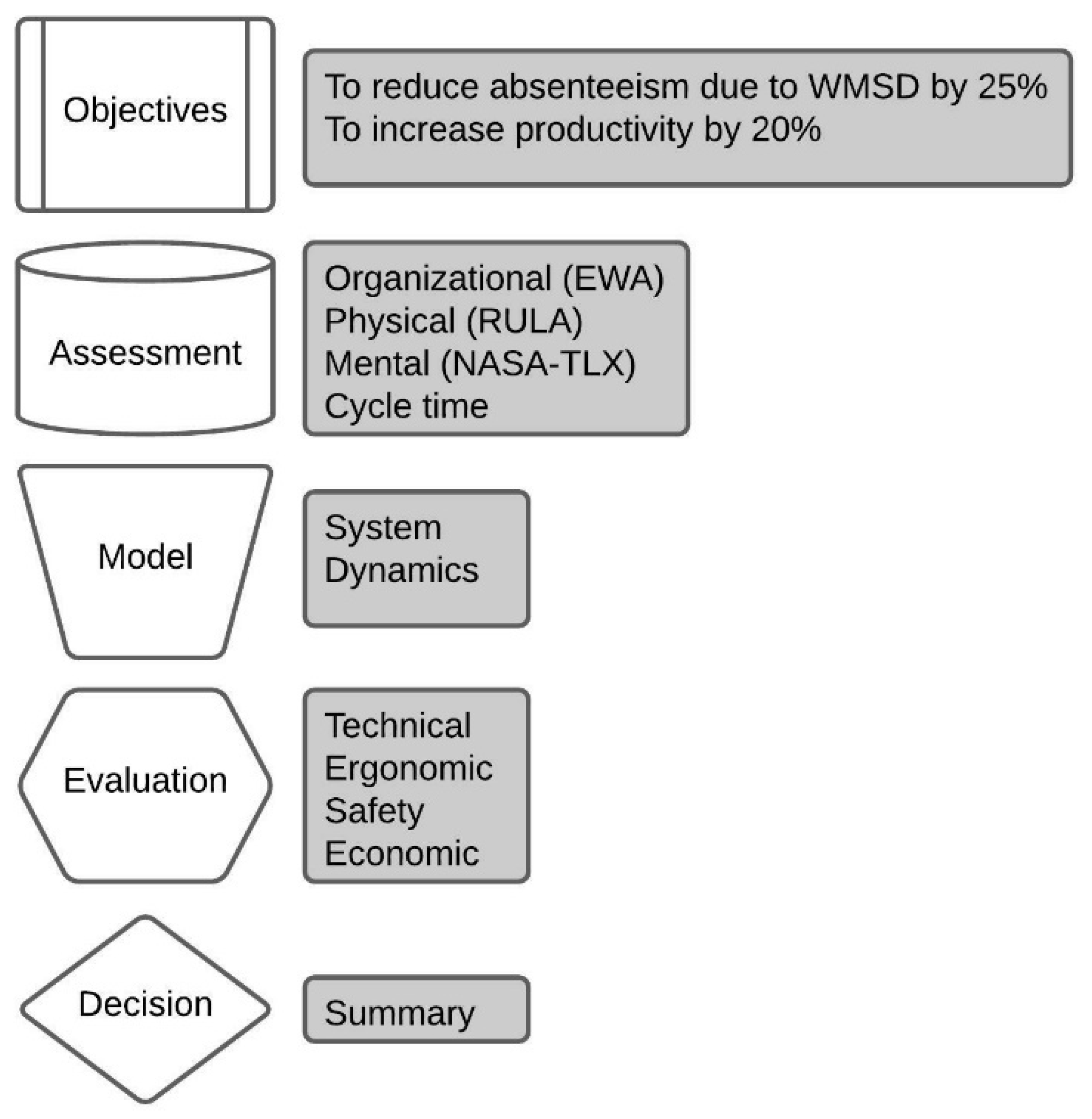
4. Case Study
4.1. Objectives
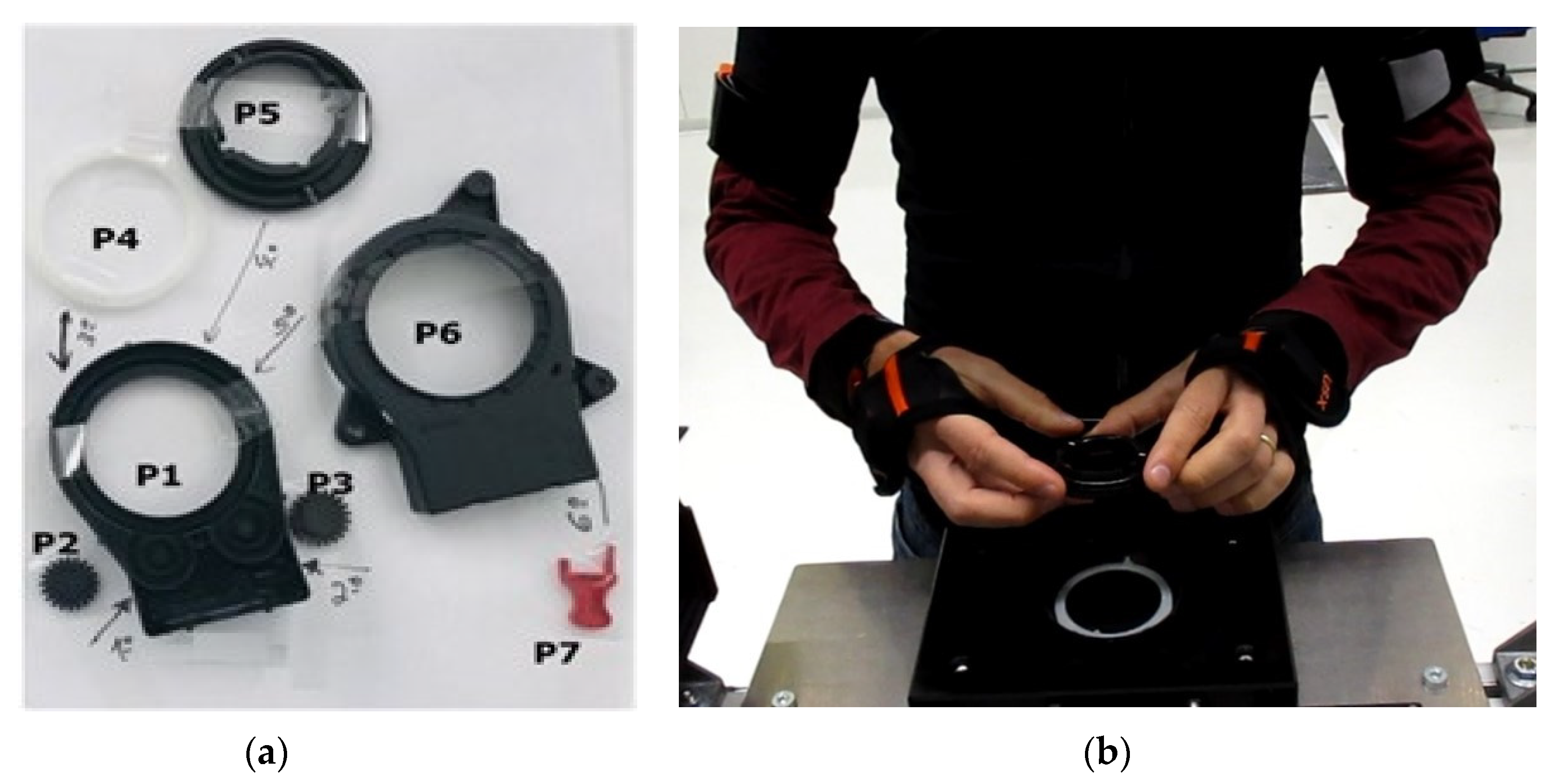
4.2. Workstation Assessment
4.2.1. Ergonomic Work Analysis
4.2.2. Physical Workload Assessment
4.2.3. Mental Workload Assessment
4.2.4. Cycle Time
4.3. Modeling
4.4. Evaluation
4.4.1. Technical Evaluation
- Delivering: without perceived restrictions;
- Handling: three small components would be difficult for a cobot to manipulate;
- Assembly: some components are resistant to insertion, the assembly table is overconstrained, the assembly process demands reorientation of previous assembled components, and components must be compressed during assembly.
4.4.2. Ergonomic Evaluation
4.4.3. Safety Evaluation
4.4.4. Economic Evaluation
4.5. Decision
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Label | Equation | Unit |
|---|---|---|
| Work for process (WFP) | Tangible goods | |
| Work in process (WIP) | Tangible goods | |
| Production rate (Pr) | Tangible goods/Week | |
| Production start rate (PSr) | Tangible goods/Week | |
| Desired production start rate (DPSr) | Tangible goods/Week | |
| Adjustment for work for process (AjWFP) | Tangible goods/Week | |
| Desired work for process (DWFP) | Tangible goods | |
| Desired production rate (DPr) | Tangible goods/Week | |
| Manufacturing cycle time (MCT) | Week | |
| Production activation rate (PAr) | Tangible goods/Week | |
| Production correction time (PCt) | Week | |
| Cycle time adjustment rate (CTAjrdt) | ||
| Desired production activation rate (DPAr) | Tangible goods/Week | |
| Pressure index in relation to meeting the goal (IP) | ||
| Minimum cycle time (MiCt) | Week | |
| Knowledge adjustment (KAj) | ||
| Cycle frequency (CF) | Cycles | |
| Postural requirement (PR) | ||
| Mental overload (MO) | ||
| Physical overload (PO) | ||
| Knowledge required (KR) | Knowledge | |
| Effective employees (EE) | Employees | |
| Return rate (Rr) | Employees/Week | |
| Leave rate (Lr) | Employees/Week | |
| Employees on leave (EL) | Employees | |
| Time to gain knowledge (TK) | Week | |
| Knowledge index (KI) | ||
| Learning rate (LEr) | Knowledge/Week | |
| Loss of knowledge rate (LKr) | Knowledge/Week |

References
- Borges, G.D.; Neto, R.A.; de Mattos, D.L.; Merino, E.A.D.; Carneiro, P.; Arezes, P. A Computational Assessment of Ergonomics in an Industrial Human-Robot Collaboration Workplace Using System Dynamics. Int. Conf. Appl. Hum. Factors Ergon. 2021, 268, 60–68. [Google Scholar]
- Borges, G.D.; Carneiro, P.; Arezes, P. Human Factors Effects on a Human-Robot Collaboration System: A Modelling Approach. In Congress of the International Ergonomics Association; Springer: Cham, Switzerland, 2021; Volume 223, pp. 829–838. [Google Scholar]
- Peternel, L.; Kim, W.; Babic, J.; Ajoudani, A. Towards ergonomic control of Human-Robot co-manipulation and handover. In Proceedings of the 2017 IEEE-RAS 17th International Conference on Humanoid Robotics (Humanoids), Birmingham, UK, 15–17 November 2017; pp. 55–60. [Google Scholar] [CrossRef]
- Roveda, L.; Haghshenas, S.; Caimmi, M.; Pedrocchi, N.; Tosatti, L.M. Assisting operators in heavy industrial tasks: On the design of an optimized cooperative impedance fuzzy-controller with embedded safety rules. Front. Robot. AI 2019, 6, 75. [Google Scholar] [CrossRef] [Green Version]
- Robertson, J.; Jayne, C.; Oakman, J. Work-related musculoskeletal and mental health disorders: Are workplace policies and practices based on contemporary evidence? Saf. Sci. 2021, 138, 105098. [Google Scholar] [CrossRef]
- Battini, D.; Delorme, X.; Dolgui, A.; Persona, A.; Sgarbossa, F. Ergonomics in assembly line balancing based on energy expenditure: A multi-objective model. Int. J. Prod. Res. 2016, 54, 824–845. [Google Scholar] [CrossRef]
- Bokhorst, J.A.C.; Nomden, G.; Slomp, J. Performance evaluation of family-based dispatching in small manufacturing cells. Int. J. Prod. Res. ISSN 2008, 46, 6305–6321. [Google Scholar] [CrossRef]
- EU-OSHA. Work-Related Musculoskeletal Disorders—Facts and Figures; European Agency for Safety and Health at Work: Bilbao, Spain, 2020. [Google Scholar] [CrossRef]
- Gervasi, R.; Mastrogiacomo, L.; Franceschini, F. A conceptual framework to evaluate Human-Robot collaboration. Int. J. Adv. Manuf. Technol. 2020, 108, 841–865. [Google Scholar] [CrossRef]
- Vicentini, F.; Pedrocchi, N.; Beschi, M.; Giussani, M.; Iannacci, N.; Magnoni, P.; Pellegrinelli, S.; Roveda, L.; Villagrossi, E.; Askarpour, M.; et al. PIROS: Cooperative, Safe and Reconfigurable Robotic Companion for CNC Pallets Load/Unload Stations. In Bringing Innovative Robotic Technologies from Research Labs to Industrial End-Users; Springer: Cham, Switzerland, 2020; p. 136. [Google Scholar] [CrossRef]
- Charalambous, G.; Fletcher, S.; Webb, P. Identifying the key organisational human factors for introducing Human-Robot collaboration in industry: An exploratory study. Int. J. Adv. Manuf. Technol. 2015, 81, 2143–2155. [Google Scholar] [CrossRef]
- Badri, A.; Boudreau-trudel, B.; Souissi, A.S. Occupational health and safety in the industry 4.0 era: A cause for major concern? Saf. Sci. 2018, 109, 403–411. [Google Scholar] [CrossRef]
- Roveda, L.; Spahiu, B.; Terkaj, W. On the proposal of a unified safety framework for industry 4.0 multi-robot scenario. CEUR Workshop Proc. 2019, 2400, 1–8. [Google Scholar]
- Gualtieri, L.; Rojas, R.A.; Garcia, M.A.R.; Rauch, E.; Vidoni, R. Implementation of a Laboratory Case Study for Intuitive Collaboration Between Man and Machine in SME Assembly. In Industry 4.0 for SMEs; Palgrave Macmillan: Cham, Switzerland, 2020; pp. 335–382. ISBN 9783030254247. [Google Scholar]
- de Mattos, D.L.; Neto, R.A.; Merino, E.A.D.; Forcellini, F.A. Simulating the influence of physical overload on assembly line performance: A case study in an automotive electrical component plant. Appl. Ergon. 2019, 79, 107–121. [Google Scholar] [CrossRef]
- Salvendy, G. Handbook of Human Factors; John Wiley & Sons: Hoboken, NJ, USA, 2012; ISBN 9780470528389. [Google Scholar]
- Bauer, W.; Bender, M.; Braun, M.; Rally, P.; Sholtz, O. Lightweight Robots in Manual Assembly—Best to Start Simply! Fraunhofer Institute for Industrial Engineering IAO: Stuttgart, Germany, 2016. [Google Scholar]
- Pini, F.; Leali, F.; Ansaloni, M. A systematic approach to the engineering design of a HRC workcell for bio-medical product assembly. In Proceedings of the Emerging Technologies & Factory Automation (ETFA), Luxembourg, 8–11 September 2015; p. 8. [Google Scholar]
- Tan, J.T.C.; Duan, F.; Zhang, Y.; Watanabe, K.; Kato, R.; Arai, T. Human-Robot Collaboration in Cellular Manufacturing: Design and Development. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems, St. Louis, MO, USA, 10–15 October 2009; pp. 29–34. [Google Scholar]
- Stanton, N.A.; Hedge, A.; Brookhuis, K.; Salas, E.; Hendrick, H.W. Handbook of Human Factors and Ergonomics Methods; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Salmon, P.M.; Walker, G.H.; Read, G.J.M.; Goode, N.; Stanton, N.A. Fitting methods to paradigms: Are ergonomics methods fit for systems thinking? Ergonomics 2017, 60, 194–205. [Google Scholar] [CrossRef] [PubMed]
- Busch, B.; Toussaint, M.; Lopes, M. Planning Ergonomic Sequences of Actions in Human-Robot Interaction. In Proceedings of the IEEE International Conference on Robotics and Automation, Brisbane, QLD, Australia, 21–25 May 2018; pp. 1916–1923. [Google Scholar]
- Green, S.A.; Billinghurst, M.; Chen, X.; Chase, J.G. Human-Robot Collaboration: A Literature Review and Augmented Reality Approach in Design. Int. J. Adv. Robot. Syst. 2008, 5, 1–18. [Google Scholar] [CrossRef]
- Sterman, J. Business Dynamics: Systems Thinking and Modeling for a Complex World; Education, M.-H.H., Ed.; Irwin/McGraw-Hill: Boston, MA, USA, 2004; ISBN 0072311355, 9780072311358. [Google Scholar]
- Karsh, B.; Waterson, P.; Holden, R.J. Crossing levels in systems ergonomics: A framework to support ‘mesoergonomic’ inquiry. Appl. Ergon. 2014, 45, 45–54. [Google Scholar] [CrossRef] [PubMed]
- Shire, M.I.; Jun, G.T.; Robinson, S. The application of system dynamics modelling to system safety improvement: Present use and future potential. Saf. Sci. 2018, 106, 104–120. [Google Scholar] [CrossRef] [Green Version]
- Gualtieri, L.; Rauch, E.; Vidoni, R. Emerging research fields in safety and ergonomics in industrial collaborative robotics: A systematic literature review. Robot. Comput. Integr. Manuf. 2021, 67, 101998. [Google Scholar] [CrossRef]
- Ender, J.; Wagner, J.C.; Kunert, G.; Larek, R.; Pawletta, T.; Guo, F.B. Design of an assisting workplace cell for Human-Robot collaboration. In Proceedings of the International Interdisciplinary PhD Workshop, IIPhDW 2019; Institute of Electrical and Electronics Engineers Inc.: Wismar, Germany, 2019; pp. 51–56. [Google Scholar]
- McDonald, M.; daCosta Di Bonaventura, M.; Ullman, S. Musculoskeletal Pain in the Workforce: The Effects of Back, Arthritis, and Fibromyalgia Pain on Quality of Life and Work Productivity. J. Occup. Environ. Med. 2011, 53, 765–770. [Google Scholar] [CrossRef] [PubMed]
- Colim, A.; Faria, C.; Braga, A.C.; Sousa, N.; Carneiro, P.; Costa, N.; Arezes, P. Towards an Ergonomic Assessment Framework for Industrial Assembly Workstations—A Case Study. Appl. Sci. 2020, 10, 3048. [Google Scholar] [CrossRef]
- Sadrfaridpour, B.; Saeidi, H.; Wang, Y. An Integrated Framework for Human-Robot Collaborative Assembly in Hybrid Manufacturing Cells. In Proceedings of the IEEE International Conference on Automation Science and Engineering (CASE), Fort Worth, TX, USA, 21–25 August 2016; pp. 462–467. [Google Scholar]
- Sammarco, M.; Fruggiero, F.; Neumann, W.P.; Lambiase, A. Agent-based modelling of movement rules in DRC systems for volume flexibility: Human factors and technical performance. Int. J. Prod. Res. 2014, 52, 633–650. [Google Scholar] [CrossRef]
- Pearce, M.; Mutlu, B.; Shah, J.; Radwin, R. Optimizing Makespan and Ergonomics in Integrating Collaborative Robots into Manufacturing Processes. IEEE Trans. Autom. Sci. Eng. 2018, 15, 1772–1784. [Google Scholar] [CrossRef]
- Farid, M.; Neumann, W.P. Modelling the effects of employee injury risks on injury, productivity and production quality using system dynamics. Int. J. Prod. Res. 2020, 58, 6115–6129. [Google Scholar] [CrossRef]
- Guérin, F.; Laville, A.; Daniellou, F.; Duraffourg, J.; Kerguelen, A. Understanding and Transforming Work: The Practice of Ergonomics; Anact: Lyon, France, 2007. [Google Scholar]
- Ketola, R.; Toivonen, R.; Viikari-Juntura, E. Interobserver repeatability and validity of an observation method to assess physical loads imposed on the upper extremities. Ergonomics 2001, 44, 119–131. [Google Scholar] [CrossRef] [PubMed]
- Alhonen, M.; Launis, M.; Kuorinka, T. Ergonomic Workplace Analysis; Ergonomics Section, Finnish Institute of Occupational Health: Helsinki, Finland, 1989. [Google Scholar]
- Siong, V.Y.; Azlis-sani, J.; Hisyamudin, N.; Nor, M.; Nur, M. Ergonomic Assessment in Small and Medium Enterprises (SMEs). J. Phys. Conf. Ser. 2018, 1049, 1, 012065. [Google Scholar] [CrossRef]
- Middlesworth, M. A Step-by-Step Guide Rapid Upper Limb Assessment (RULA). Ergon. Plus 2019, 1, 1–13. [Google Scholar]
- Schaub, K.; Caragnano, G.; Britzke, B.; Bruder, R. The European Assembly Worksheet. Theor. Issues Ergon. Sci. 2013, 14, 616–639. [Google Scholar] [CrossRef]
- Waters, T.R.; Putz-Anderson, V.; Garg, A. Applications Manual for the Revised NIOSH Lifting Equation; U.S. Department of Health and Human Services: Columbus, OH, USA, 1994. [Google Scholar]
- BAuA. Key Indicator Method for Assessing and Designing Physical Workloads During Manual Handling Operations; Federal Institute for Occupational Safety and Health: Berlin, Germany, 2019. [Google Scholar]
- Colombini, D.; Occhipinti, E.; Álvarez-Casado, E. The Revised OCRA Checklist Method; Editorial Factors Humans: Barcelona, Spain, 2017; p. 60. [Google Scholar]
- Kuorinka, I.; Jonsson, B.; Kilbom, A.; Vinterberg, H.; Biering-Sorensen, F.; Andersson, G.; Jorgensen, K. Standardised Nordic questionnaires for the analysis of musculoskeletal symptoms. Appl. Ergon. 1987, 18, 233–237. [Google Scholar] [CrossRef]
- Cifrek, M.; Medved, V.; Tonkovic, S.; Ostojic, S. Clinical Biomechanics Surface EMG based muscle fatigue evaluation in biomechanics. Clin. Biomech. 2009, 24, 327–340. [Google Scholar] [CrossRef]
- Battevi, N.; Pandolfi, M.; Cortinovis, I. Variable Lifting Index for Manual-Lifting Risk Assessment: A Preliminary Validation Study. Hum. Factors 2016, 58, 712–725. [Google Scholar] [CrossRef]
- Fruggiero, F.; Fera, M.; Iannone, R.; Lambiase, A. Revealing a frame to incorporate safe human behaviour in assembly processes. IFAC-Pap. 2018, 51, 661–668. [Google Scholar] [CrossRef]
- Sgarbossa, F.; Grosse, E.H.; Neumann, W.P.; Battini, D.; Glock, C.H. Human factors in production and logistics systems of the future. Annu. Rev. Control 2020, 49, 295–305. [Google Scholar] [CrossRef]
- Hart, S.G.; Staveland, L.E. Development of NASA-TLX (Task Load Index): Results of Empirical and Theoretical Research. Adv. Psychol. 1988, 52, 139–183. [Google Scholar]
- Reid, G.B.; Nygren, T.E. Human Mental Workload. Adv. Psychol. 1988, 52, 185–218. [Google Scholar]
- Choi, B.; Jebelli, H.; Lee, S. Feasibility analysis of electrodermal activity (EDA) acquired from wearable sensors to assess construction workers’ perceived risk. Saf. Sci. 2019, 115, 110–120. [Google Scholar] [CrossRef]
- Pini, F.; Ansaloni, M.; Leali, F. Evaluation of operator relief for an effective design of HRC workcells. In Proceedings of the 21st IEEE International Conference on Emerging Technologies and Factory Automation, Berlin, Germany, 6–9 September 2016; pp. 1–6. [Google Scholar]
- El Makrini, I.; Merckaert, K.; De Winter, J.; Lefeber, D.; Vanderborght, B.; Makrini, I.E.; Merckaert, K.; De Winter, J.; Lefeber, D.; Vanderborght, B.; et al. Task allocation for improved ergonomics in Human-Robot Collaborative Assembly. Interact. Stud. 2019, 20, 102–133. [Google Scholar] [CrossRef]
- Colim, A.; Morgado, R.; Carneiro, P.; Costa, N.; Faria, C.; Sousa, N.; Rocha, L.A.; Arezes, P. Lean manufacturing and ergonomics integration: Defining productivity and wellbeing indicators in a Human-Robot workstation. Sustainability 2021, 13, 1931. [Google Scholar] [CrossRef]
- Cohen, Y.; Shoval, S.; Faccio, M.; Minto, R. Deploying cobots in collaborative systems: Major considerations and productivity analysis. Int. J. Prod. Res. 2021, 1–17. [Google Scholar] [CrossRef]
- ISO. ISO/TS 15066: 2016, Robots and Robotic Devices-Collaborative Robots; International Organization for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- Rücker, D.; Hornfeck, R.; Paetzold, K. Investigating ergonomics in the context of Human-Robot collaboration as a sociotechnical system. Int. Conf. Appl. Hum. Factors Ergon. 2019, 784, 127–135. [Google Scholar]
- di Nardo, M.; Gallo, M.; Madonna, M.; Santillo, L.C. A conceptual model of human behaviour in socio-technical systems. In International Conference on Intelligent Software Methodologies, Tools, and Techniques; Springer: Cham, Switzerland, 2015; Volume 532, pp. 598–609. [Google Scholar]
- Kim, W.; Lorenzini, M.; Balatti, P.; Nguyen, P.D.H.; Pattacini, U.; Tikhanoff, V.; Peternel, L.; Fantacci, C.; Natale, L.; Metta, G.; et al. Adaptable workstations for Human-Robot collaboration: A Reconfigurable and Adaptive Human-Robot Collaboration Framework for Improving Worker Ergonomics and Productivity. IEEE Robot. Autom. Mag. 2019, 26, 14–26. [Google Scholar] [CrossRef] [Green Version]
- Barroso, M.P.; Arezes, P.M.; da Costa, L.G.; Miguel, A.S. Anthropometric study of Portuguese workers. Int. J. Ind. Ergon. 2005, 35, 401–410. [Google Scholar] [CrossRef]
- Merino, G.; Mattos, D.; Guimarães, B.; Merino, E. Ergonomic evaluation of the musculoskeletal risks in a banana harvesting activity through qualitative and quantitative measures, with emphasis on motion capture (Xsens) and EMG. Int. J. Ind. Ergon. 2019, 69, 80–89. [Google Scholar] [CrossRef]
- Silva, L.; Rosa, C.S.; Paulo, I.I.; Mattos, N.; Giracca, C.; Merino, G.; Merino, E. Ergonomic Assessment of Musculoskeletal Risks in Postal Workers Through Motion Capture, a Case Study. In SHO2020; Portuguese Society of Occupational Safety and Hygiene: Guimarães, Portugal, 2020; pp. 85–88. [Google Scholar]
- Barnes, R.M. Motion and Time Study Design and Measurement of Works; Wiley: New York, NY, USA, 1980. [Google Scholar]
- Systems, V. Vensim Simulation Software; Ventana Systems, Inc.: Harvard, MA, USA, 2015; Available online: https://www.vensim.com (accessed on 26 October 2021).
- Boothroyd, G. Assembly Automation and Product Design; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Sharan, D.; Ajeesh, P.S. Correlation of ergonomic risk factors with RULA in IT professionals from India. WORK 2012, 41, 512–515. [Google Scholar] [CrossRef] [Green Version]
- Shen, Y.; Reinhart, G. A Design Approach for Incorporating Task Coordination for Human-Robot-Coexistence within Assembly Systems. In Proceedings of the Annual IEEE Systems Conference, IEEE, Vancouver, BC, Canada, 13–16 April 2015; pp. 426–431. [Google Scholar]
- De Santis, A.; Siciliano, B.; De Luca, A.; Bicchi, A. An atlas of physical Human-Robot interaction. Mech. Mach. Theory 2008, 43, 253–270. [Google Scholar] [CrossRef] [Green Version]
- Michalos, G.; Kousi, N.; Karagiannis, P.; Gkournelos, C.; Dimoulas, K.; Koukas, S.; Mparis, K.; Papavasileiou, A.; Makris, S. Seamless human robot collaborative assembly—An automotive case study. Mechatronics 2018, 55, 194–211. [Google Scholar] [CrossRef]
- Lagu, A.V.; Landry, S.J. Roadmap for the Next Generation of Dynamic Function Allocation Theories and Strategies. Hum. Factors Ergon. Manuf. Serv. Ind. 2011, 21, 14–28. [Google Scholar] [CrossRef]









| Physical Risk Level | Meaning | RULA Scores | EAWS Points | NIOSH Lifting Index | KIM-MHO Points | OCRA Checklist | NMQ Borg Scale | EMG % MVC |
|---|---|---|---|---|---|---|---|---|
| I | Acceptable risk | 1 or 2 | 0 to 25 | <1 | <20 | <7.5 | 0 | 0 to <1 |
| II | Low risk | 3 or 4 | 26 to 50 | 1 to <2 | 20 to <50 | 7.6 to 11.0 | 1 to 3 | 1 to <10 |
| III | Medium risk | 5 or 6 | 2 to ≤3 | 50 to <100 | 11.1 to 22.5 | 4 to 6 | 10 to ≤14 | |
| IV | High risk | 7 | >50 | >3 | ≥100 | ≥22.6 | 7 to 10 | >14 |
| Mental Risk Level | Meaning | NASA-TLX Overall Workload | SWAT Value | EDA EDR’s Mean Value |
|---|---|---|---|---|
| I | Low risk | 0 to <60 | 0 to <60 | Below 0.5 |
| II | High risk | 60 to <100 | 60 to <100 | Above 0.5 |
| System | 0 | 1 | 2 | 3 | 4 |
|---|---|---|---|---|---|
| Safety and human support of a cobot [55] | Current workstation without cobot. | ISO/TS 15,066 [56] Safety-rated monitored stop. | ISO/TS 15,066 Hand-guiding. | ISO/TS 15,066 Speed and separation monitoring. | ISO/TS 15,066 Power and force limiting. |
| Cobot performs repetitive, and/or dangerous tasks, and sounds alarm in emergency. | Cobot performs ergonomically challenging tasks: dirty, hot, humid, and noisy environment. Cobot issues safety warnings and suggests help only in emergencies. | Cobot brings tools or parts next to the operator and takes them away. Cobot issues reminders, and draws attention to evolving situations. | Cobot holds and/or manipulates the tool or work piece. May initiate tasks: ‘let me hold it’. May suggest help in extreme cases. | ||
| Mental | Mental workload increases with the complexity of the task [47,52]. | ||||
| Physical | Physical workload decreases when cobot assumes the tasks related with loads and repetitiveness [57,58]. | ||||
| Knowledge | Knowledge of the task can assume different values depending on the specific workstation [15]. | ||||
| Percentile | Female (mm) | Male (mm) |
|---|---|---|
| [5–35] | 1456–1539 | 1565–1660 |
| [35–65] | 1540–1589 | 1661–1718 |
| [65–95] | 1590–1673 | 1719–1814 |
| EWA | RULA | NASA-TLX | Cycle Time |
|---|---|---|---|
| Workstation variables | Risk Level II | Risk Level I | 23.10 s |
| Level of Collaboration | |||||
|---|---|---|---|---|---|
| 0 | 1 | 2 | 3 | 4 | |
| Mental | 0.5 | 1.0 | 2.0 | 3.0 | 4.0 |
| Physical | 4.0 | 3.0 | 2.0 | 1.0 | 0.5 |
| Knowledge | 100% | 90% | 70% | 50% | 30% |
| LoC | Sick Leave | Cycle Time |
|---|---|---|
| 1 | −5.6% | 0% |
| 2 | −11.8 | 3.2% |
| 3 | −26.5 | −6.9 |
| 4 | −30.4% | −10.1% |
| Component | Task | Human | Cobot | Value Added | Time Saving |
|---|---|---|---|---|---|
| P1 | Delivering | X | + | ||
| Handling | X | + | |||
| Assembly | X | + | |||
| P2 | Delivering | X | + | ||
| Handling | X | ||||
| Assembly | X | + | |||
| P3 | Delivering | X | + | ||
| Handling | X | ||||
| Assembly | X | + | |||
| P4 | Delivering | X | + | ||
| Handling | X | + | |||
| Assembly | X | + | |||
| P5 | Delivering | X | + | ||
| Handling | X | + | |||
| Assembly | X | + | |||
| P6 | Delivering | X | + | ||
| Handling | X | + | |||
| Assembly | X | + | |||
| P7 | Delivering | X | + | ||
| Handling | X | ||||
| Assembly | X | + |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Borges, G.D.; Reis, A.M.; Ariente Neto, R.; Mattos, D.L.d.; Cardoso, A.; Gonçalves, H.; Merino, E.; Colim, A.; Carneiro, P.; Arezes, P. Decision-Making Framework for Implementing Safer Human-Robot Collaboration Workstations: System Dynamics Modeling. Safety 2021, 7, 75. https://0-doi-org.brum.beds.ac.uk/10.3390/safety7040075
Borges GD, Reis AM, Ariente Neto R, Mattos DLd, Cardoso A, Gonçalves H, Merino E, Colim A, Carneiro P, Arezes P. Decision-Making Framework for Implementing Safer Human-Robot Collaboration Workstations: System Dynamics Modeling. Safety. 2021; 7(4):75. https://0-doi-org.brum.beds.ac.uk/10.3390/safety7040075
Chicago/Turabian StyleBorges, Guilherme Deola, Angélica Muffato Reis, Rafael Ariente Neto, Diego Luiz de Mattos, André Cardoso, Hatice Gonçalves, Eugenio Merino, Ana Colim, Paula Carneiro, and Pedro Arezes. 2021. "Decision-Making Framework for Implementing Safer Human-Robot Collaboration Workstations: System Dynamics Modeling" Safety 7, no. 4: 75. https://0-doi-org.brum.beds.ac.uk/10.3390/safety7040075