1. Introduction
Additive manufacturing, often referred to as 3D printing, builds geometrically complex objects from a series of layers, each “printed” on top of the previous one. Significant research and press have recently focused on how AM can create both prototypes and end-use products [
1,
2]. The flexibility of AM technology allows design modifications to be immediately implemented, enabling new paradigms within the manufacturing process. One unique advantage offered by AM is the fact that it provides users with access to every point of the part’s volume during manufacturing. This advantage enables the possibility of incorporating functional components, such as electronics, during the process of a build operation [
3,
4]. However, multifunctional AM is still in its relative infancy; for the technology to be universally adopted for direct product manufacturing, a better understanding of multifunctional material properties created with AM is required.
By taking advantage of AM, customized parts integrated with more functions have been manufactured with a high degree of design freedom at a low cost [
5,
6]. For example, significant research is underway in the area of manufacturing microwave components using AM. A wide variety of these components, such as switched-line phase shifters [
7], distributed impedance elements [
8], and transmission lines [
9] have already been fabricated by AM. Many antennas for high frequency applications have also been fabricated using AM processes, such as material extrusion, material jetting, and micro dispensing [
10,
11,
12]. To fabricate microwave components by AM, direct print technology using conductive inks with low processing temperatures are reported [
13], and they can be easily and accurately dispensed on dielectric substrates. Nonplanar geometries include a spiral dipole antenna working at frequencies from 1 GHz to 10 GHz embedded in polycarbonate [
14]. AM technology is becoming more capable of fabricating microwave components with more complex structures over a wider frequency range. However, AM materials differ from bulk manufactured materials due to deposition of material by a point nozzle, which makes AM parts susceptible to air gaps [
15,
16]. In most cases, researchers have not addressed print parameters such as different infill densities or material properties.
Properties of AM material tend to change with the AM build process, especially the permittivity. Permittivity describes how easily a material polarizes in response to an electric field, and it is one of the key parameters in designing microwave components as it affects the size of the component. Because AM material has a higher permittivity than air, it shrinks the wavelength of the signal propagating through it [
17], and therefore the wavelength in AM substrates can be manipulated by carefully adjusting its design. Higher permittivity of AM materials also allows the AM microwave components to be smaller than conventional microwave components. In light of this, to design microwave components for the desired frequency range with AM, the permittivity of the structure must be obtained as a function of build parameters, since AM parts have different overall properties than the bulk material. Also, acquiring an accurate permittivity value for the dielectric material in a microwave component is crucial to ensure its efficient performance. Some of the researches have investigated the influence of changing infill density on the permittivity. To measure the permittivity, the ring-resonator technique was used for the characterization of NinjaFlex substrates with different infill densities [
18,
19]. The method was used to design a integrated waveguide filter [
20]. However, they did not establish the relationship between the infill density and the permittivity, and fabricating a ring resonator on a NinjaFlex substrate required additional time for the ring pattern design and simulation. They also did not eliminate the deformation of the substrate under test during the measurement process.
AM dielectric materials within microwave components are usually in the form of flat thin substrates or planar shell. The permittivity of AM substrates can be affected by infill density or infill pattern. The infill serves as the internal support structure for the printed part and the infill density describes the amount of material used on the inside of the printed part. A higher infill density means that there is more material on the inside of your print, leading to a denser and stronger object. With a change in either infill density or infill pattern, different mesh structures are automatically created by software, and the volume of air present in the printed part changes, changing the effective density of the material in a part. This effective part density affects the propagation behavior of the electromagnetic wave within, defining the permittivity of the overall part, which must be accurately known during the part design process [
21,
22]. Therefore, to understand how infill design parameters impact the permittivity of the AM part, the following research questions were explored:
1.1. How Does Infill Density Impact the Permittivity of an AM Substrate?
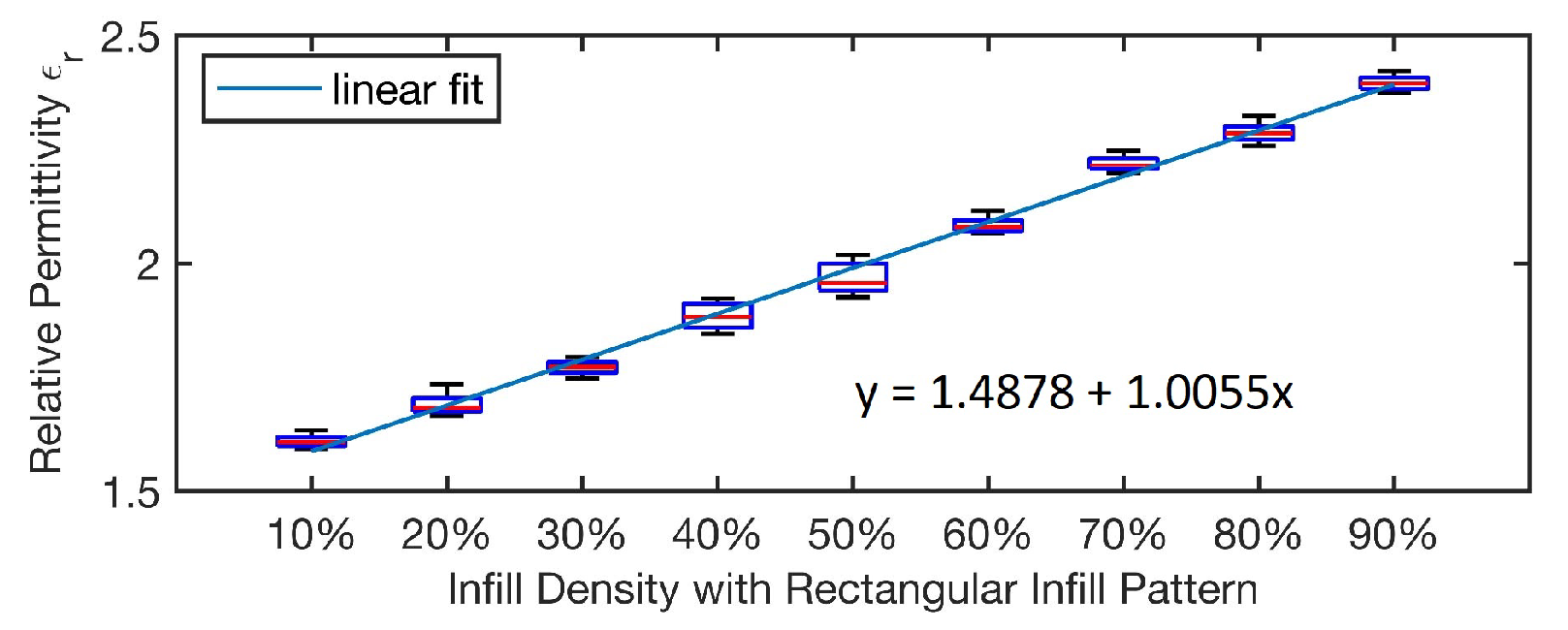
Hypothesis: Since infill density directly impacts the effective material density in an AM part, the permittivity is expected to increase linearly with higher infill density.
1.2. How Does Infill Pattern Impact the Permittivity of an AM Substrate?
Hypothesis: Different infill patterns result in different material deposition paths and, therefore, different mechanical properties [
23,
24]. Since electrical and mechanical properties of materials are interrelated [
21,
25], different infill patterns are expected to exhibit different permittivity.
1.3. How Does Roof and Floor Layer Impact the Permittivity of a Solid Infill Pattern AM Substrate?
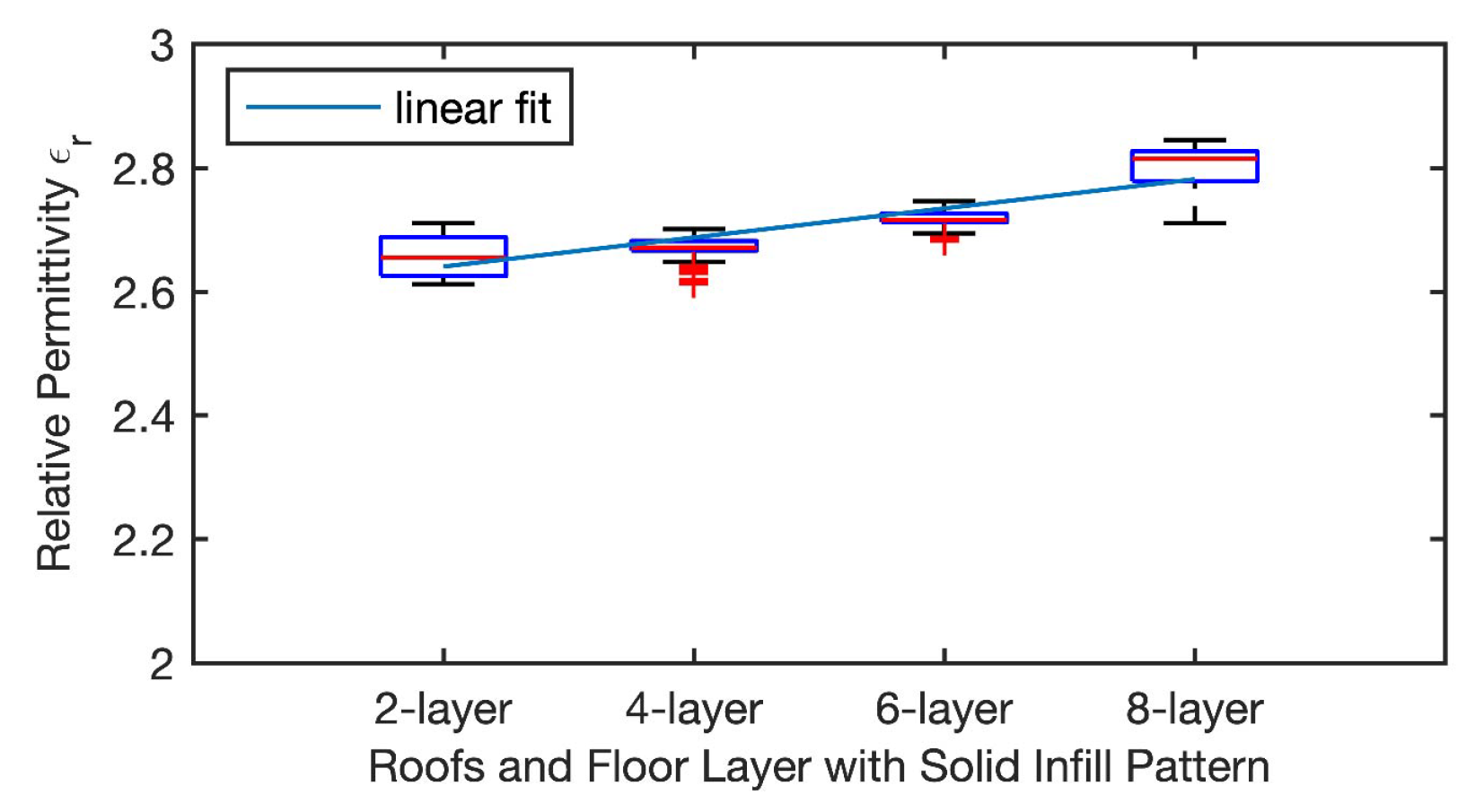
Hypothesis: The roof and floor layers are defined as solid plastic printed on the top and bottom of the part, which are denser than the infill [
26]. Due to expected changes in effective density, the permittivity is expected to increase with more roof and floor layers.
2. Materials and Methods
To answer these research questions, experiments were performed on AM samples prepared with varying infill densities and infill patterns. To obtain the permittivity of AM substrates, a modification of the two-microstrip-line method was developed, making the method more suitable for measuring flexible thin AM substrates [
27]. The modified method enabled the authors to determine the relative permittivity of different AM nylon substrates in less time and with less material consumption over a wide frequency range. Additionally, a functional AM patch antenna for the desired resonance frequency was simulated and fabricated to validate the applicability of the findings.
2.1. Specimen Design and Preparation
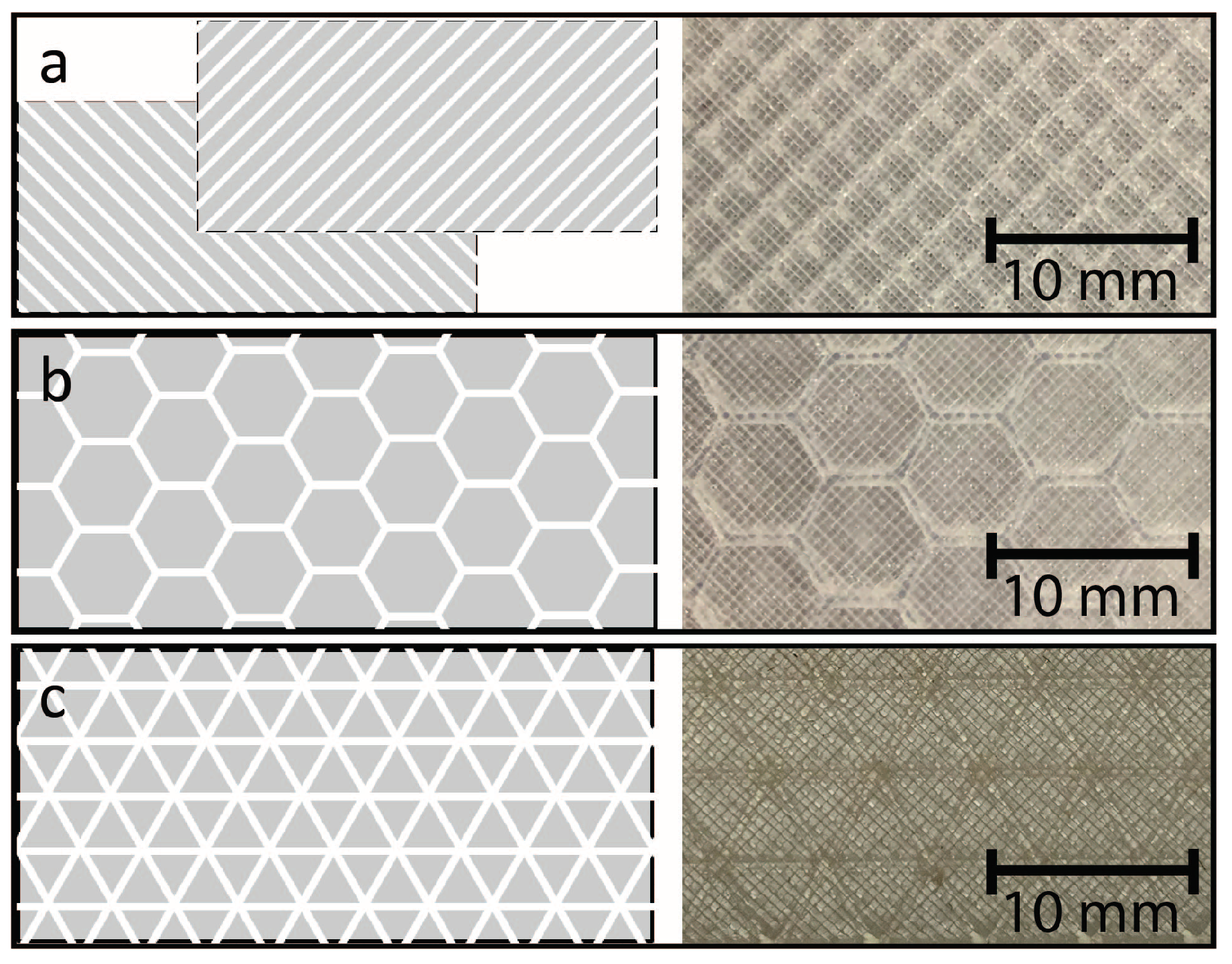
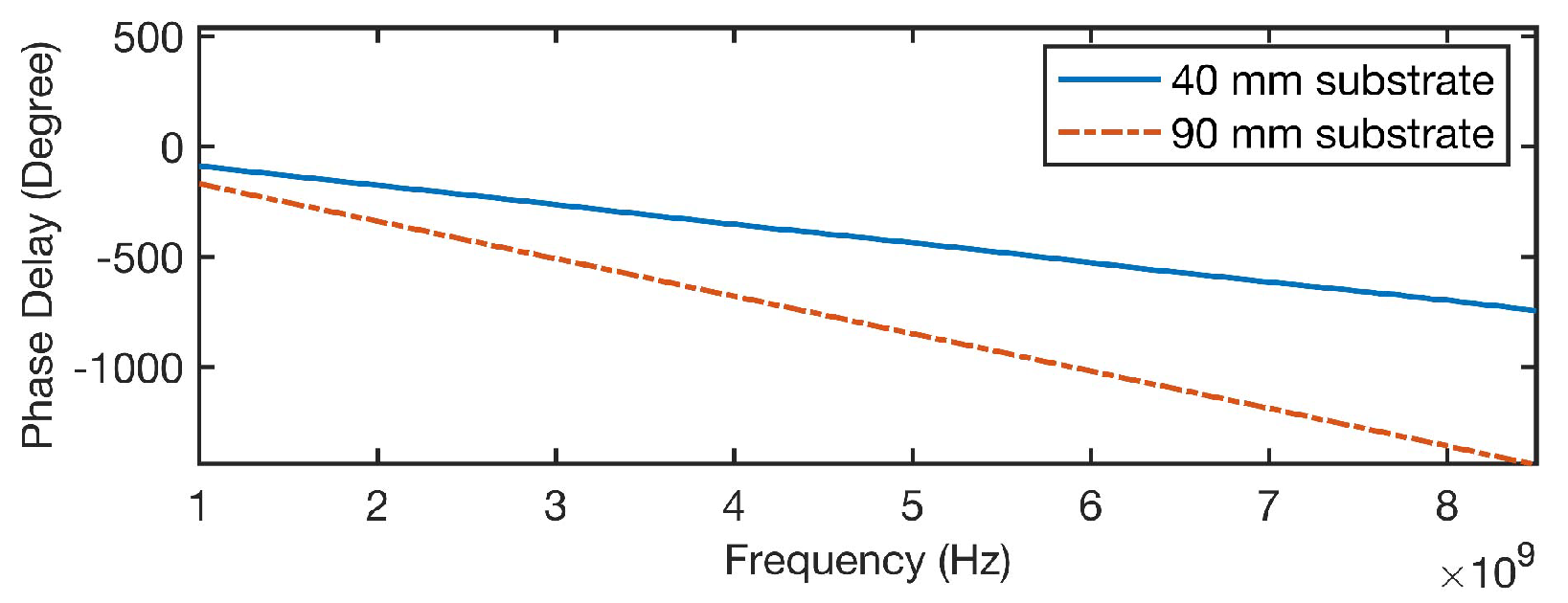
The nylon substrates were printed with different infill settings with a Markforged Mark One, a two-nozzle material extrusion AM system. Markforged Mark One is a fused deposition modeling (FDM) 3D printer that prints nylon and carbon fiber with a 0.1-mm layer resolution and a heating bed. Markforged’s cloud-based slicer “Eiger” was used to prepare the specimens and vary the settings of the printer. A pair of nylon substrates with two different dimensions were printed for each experimental setting. One was 40 × 30 × 2 mm, the other was 90 × 30 × 2 mm, with the height of 2 mm aligned perpendicular to the build plate. The difference in phase delay measurements for the two different lengths provides the data for the derivation of permittivity. All substrates were printed with a 0.1-mm layer height and a 0.8-mm shell thickness (two layers). To investigate the effect of infill density on permittivity, substrates were printed with different infill densities (ranging from 10% to 90% in increments of 10%) for a standard rectangular infill pattern (
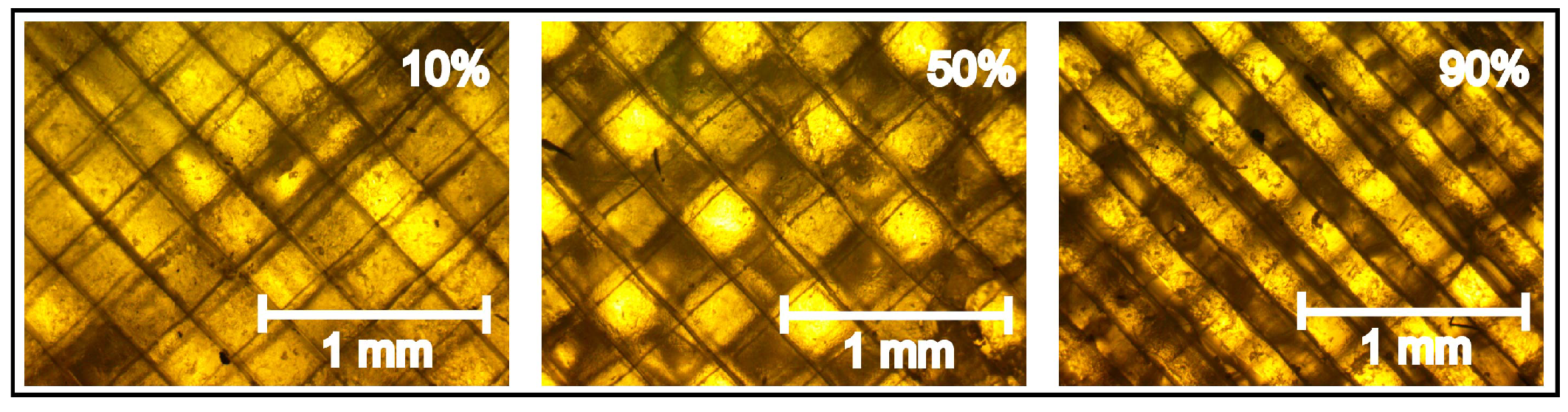
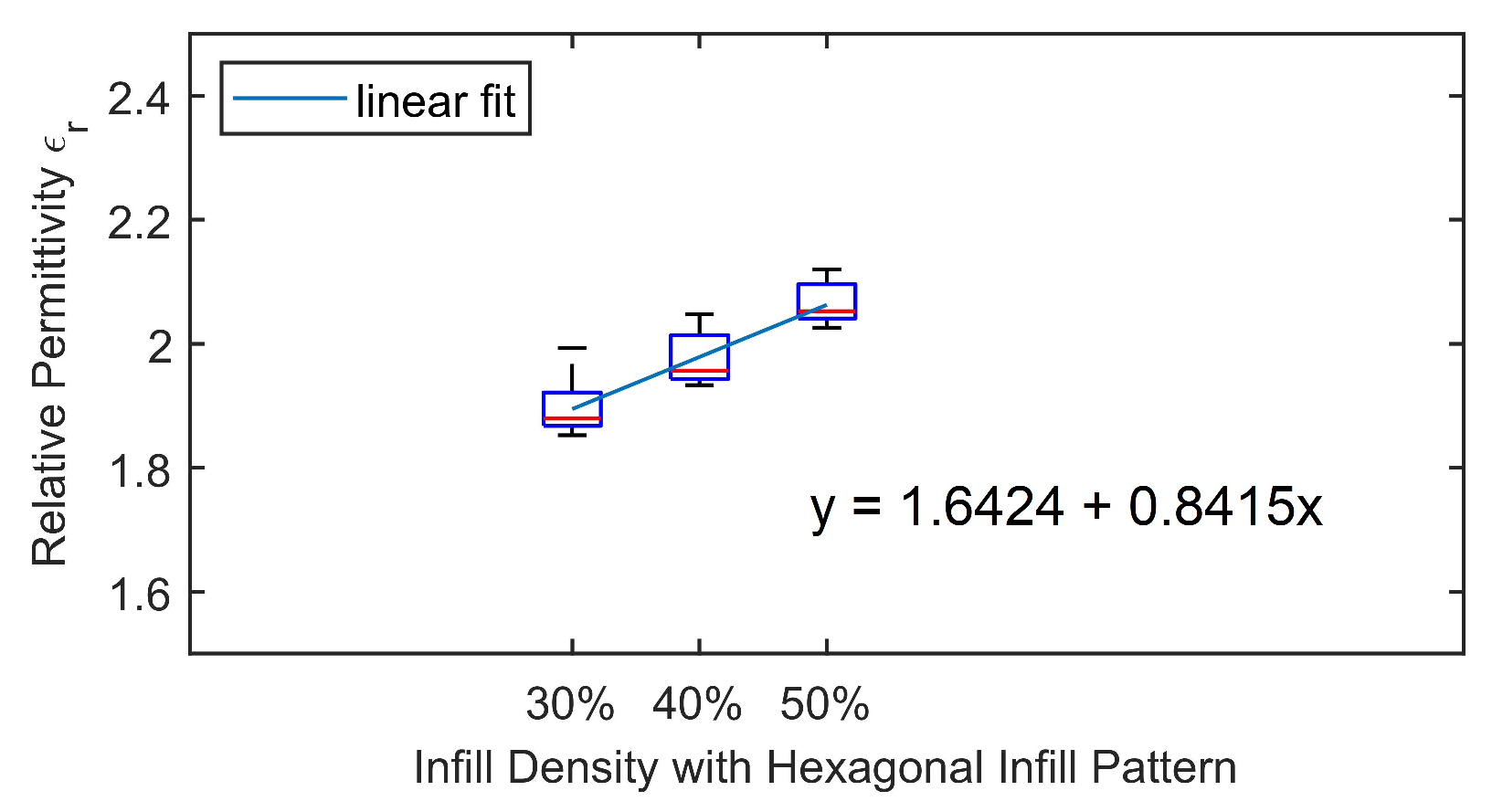
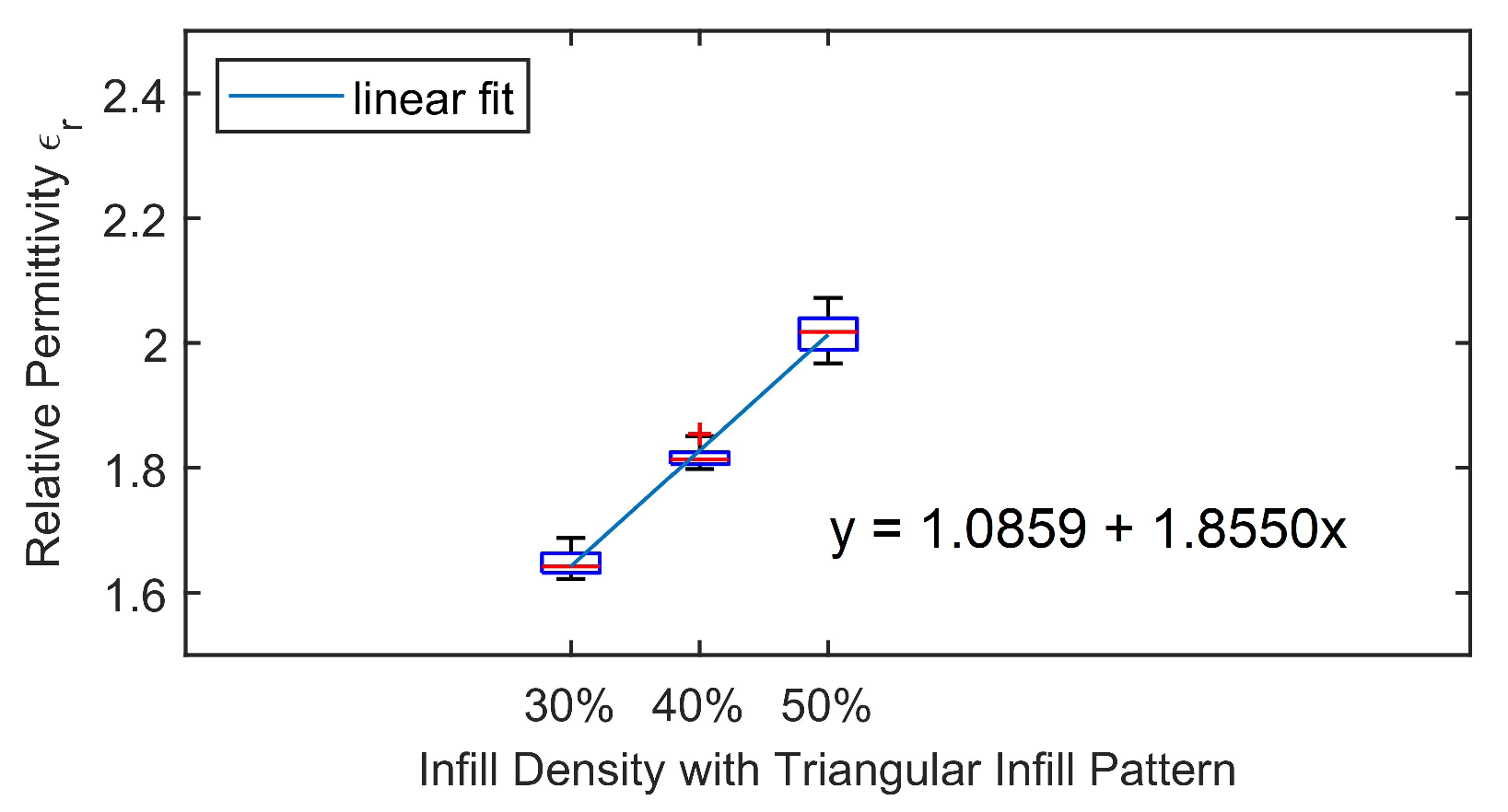
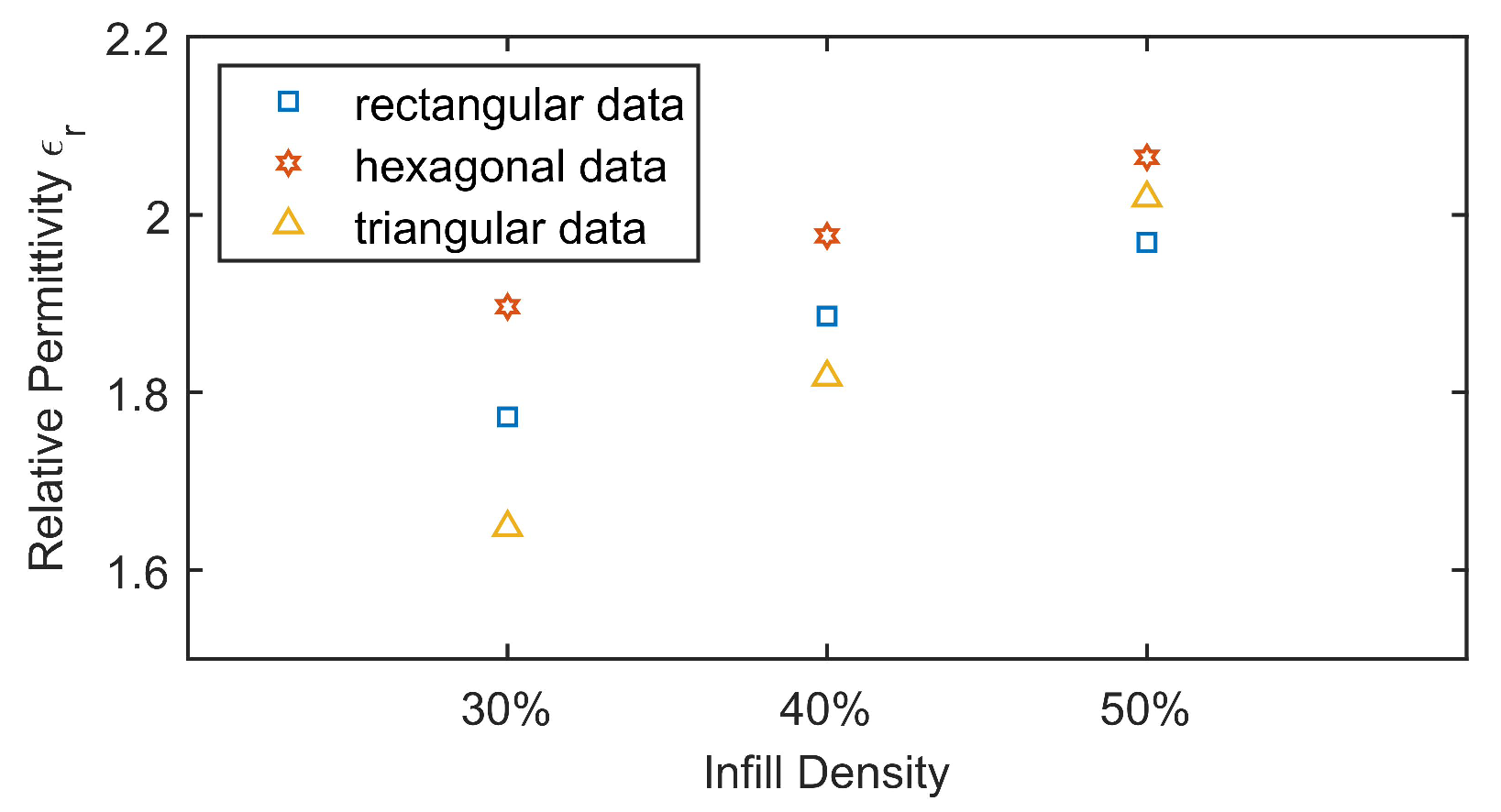
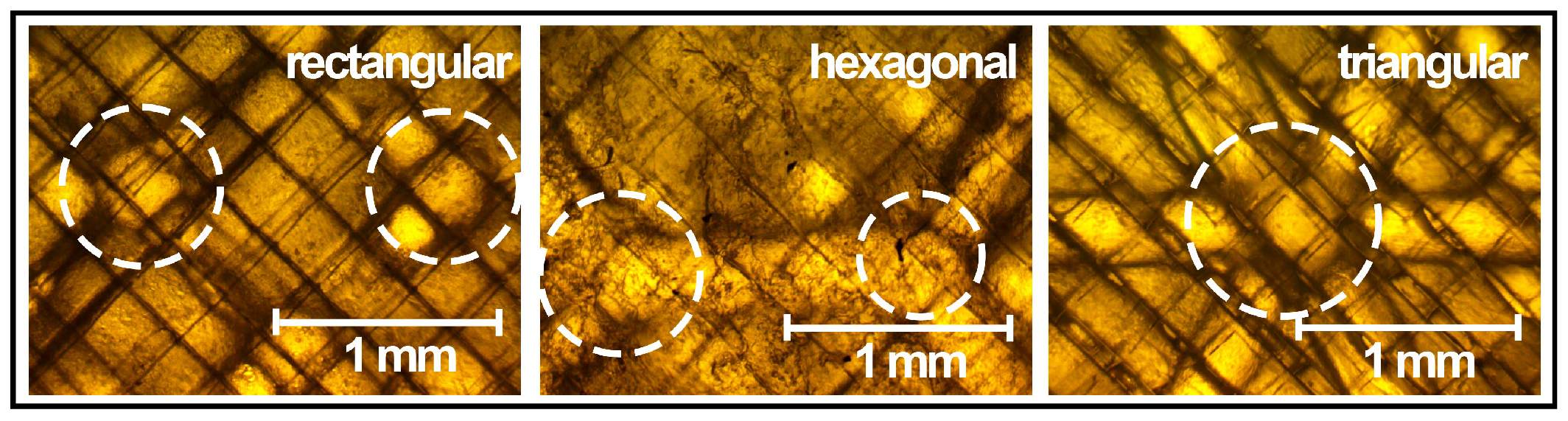
Figure 1a shows even and odd layer patterns). To investigate the effects of infill pattern on permittivity, substrates were printed with three different infill patterns: rectangular, hexagonal, and triangular (
Figure 1a–c), with infill densities of 30%, 40%, and 50%. All of these specimens had four roof and floor layers, as they ensured smooth top and bottom surfaces and substrate thickness uniformity, which is essential for reliable measurements.
Additionally, a set of specimens with the solid infill pattern (100% dense) were printed with varying roof and floor layer numbers (2 to 8 in increments of 2). Changing the number of roof and floor layers was expected to impact the permittivity as it changed the specimen’s print time, part mass, and volume. The roof and floor layers are defined in Eiger as solid plastic layers, which are deposited such that there are no air gaps in the layer. Therefore, the effective density of the part changes in altering the number of roof and floor layers. The specimen profile obtained from Eiger is listed in
Table 1,
Table 2 and
Table 3.
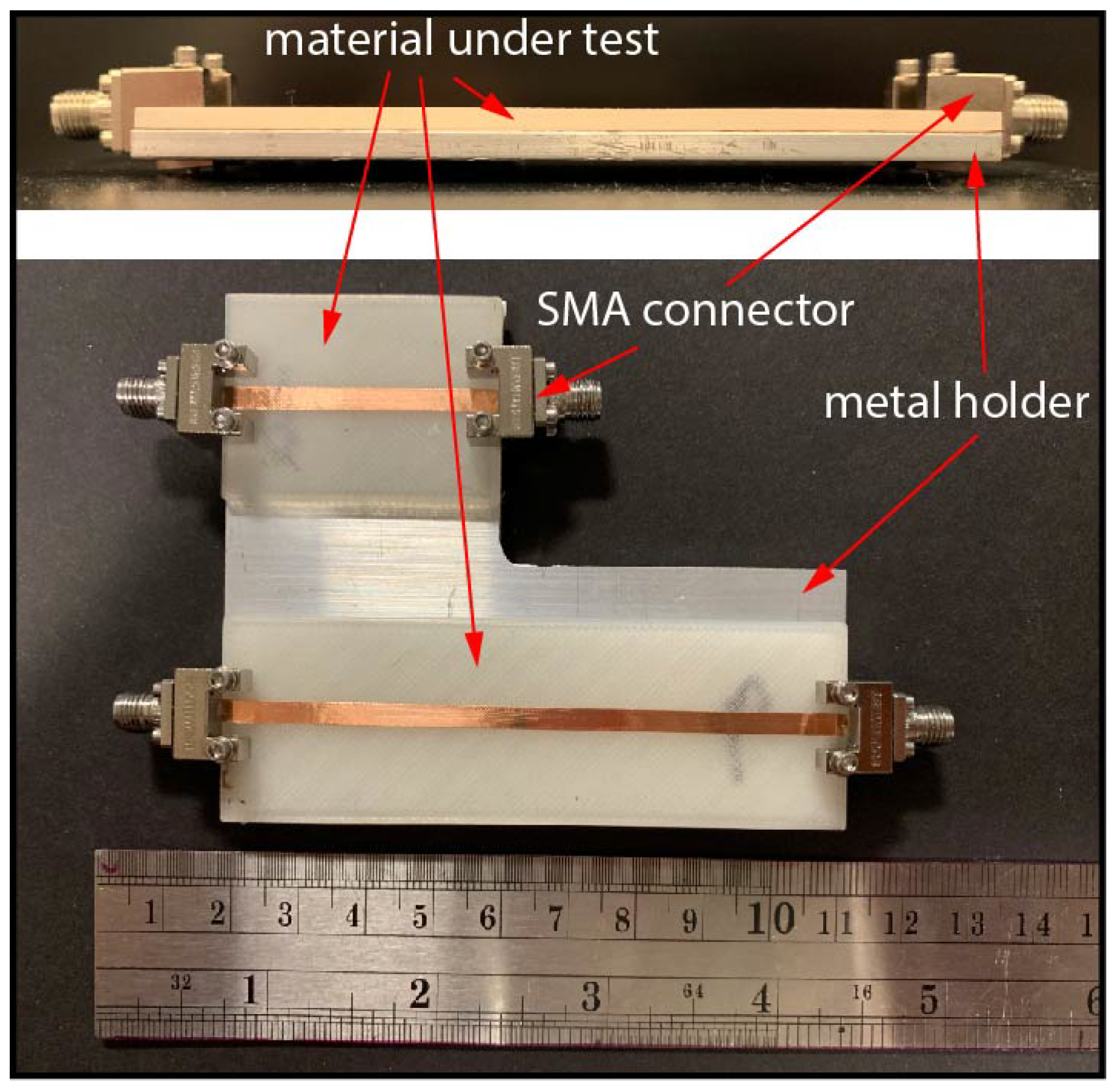
To obtain the permittivity for each of the prepared nylon substrate samples, a customized metal substrate holder and a vector network analyzer (VNA) were used to measure phase delays in the two different length substrates for each setting. The pair of AM nylon substrates had four SubMiniature version A (SMA) end-launch connectors affixed to the top surface of the CNC-milled metal substrate holder (
Figure 2). Phase delay on both substrates were then measured to analyze permittivity.
2.2. Permittivity Measurement of AM Material
Conventionally, resonant methods [
28,
29,
30] are used to determine the permittivity of bulk materials with low loss characteristics. These methods are accurate but have limited measurement frequency range or require a high volume of material for the test, which is not suitable for exploring AM parts’ permittivity. To more easily measure the permittivity of AM substrates in the lab, the two-microstrip-line method [
27], which is reported to have an accuracy on the order of 0.5–1.0%, was modified. Moreover, due to the process of AM, substrates built by the extrusion method usually are not perfectly flat because of warping, and the permittivity changes because of deformation. The deformation happens when testing the 3D-printed thin substrates without attaching a rigid flat back plate. The method can be flexibly used to measure the permittivity of an AM substrate of any size over a wide frequency range and can be very useful in an industrial environment where one needs to measure the deviation of the permittivity from sample to sample. The method requires two microstrip lines on two substrates of different lengths to perform the measurement. Phase delays from the responses from the two microstrip lines can then be measured by a commercial full-featured VNA (e.g., E5071C, two-port 20-GHz, Agilent Technologies). The VNA was calibrated with a 85033D 3.5-mm calibration kit. The frequency sweep range was from 1 GHz to 8.5 GHz to cover the entire frequency range of interest. The output power was set to 0 dBm, and the IF bandwidth was 1 kHz for the phase delay measurement. The phase delay data were directly exported from the VNA. With the measured phase delays and the known physical length difference of the microstrip lines on the two substrates, the permittivity can be calculated.
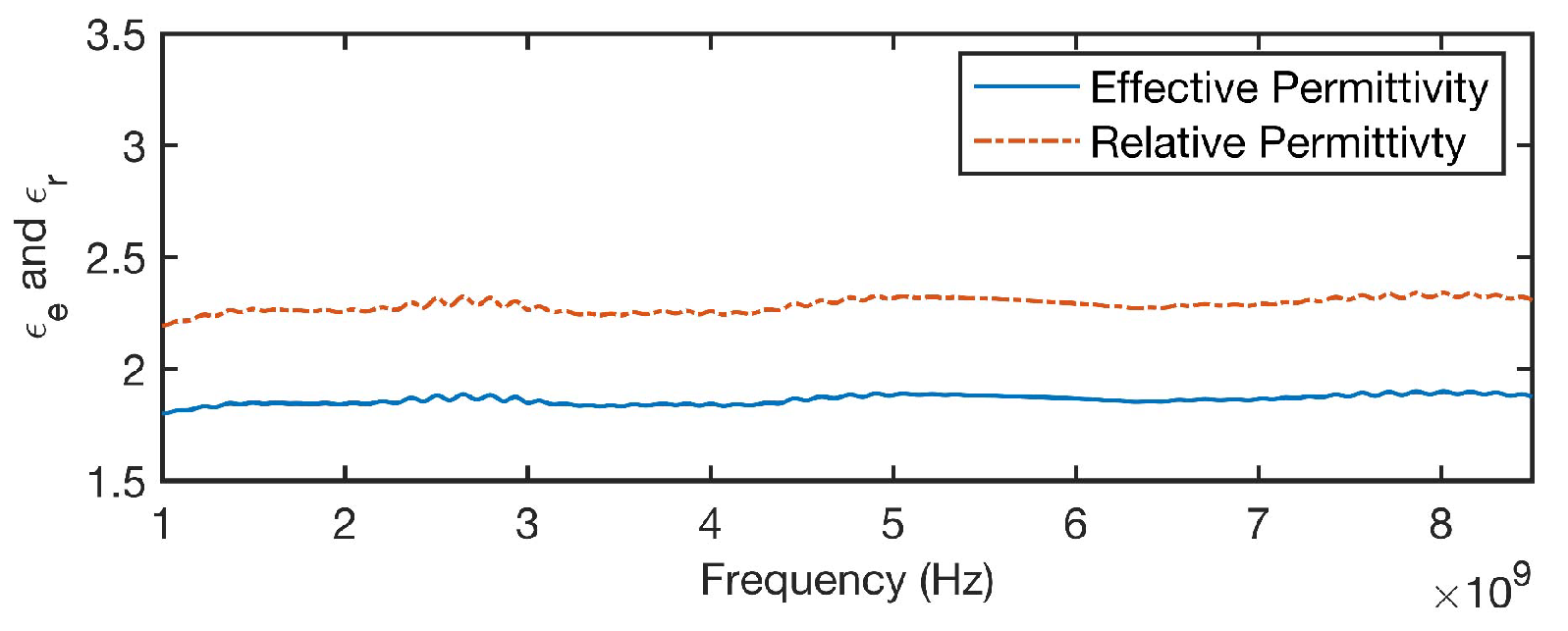
To determine the permittivity, first the effective permittivity that takes into account the fringing effect is obtained. Because of the fringing effect, the electric field exists not only directly between the two conductive elements of the transmission line (i.e., conductive trace and ground plane), but also extends farther from the edge of the trace. Therefore, to acquire this effective permittivity, parameters such as transmission line width and substrate thickness are taken into consideration.
The microstrip lines are essentially copper tapes of width 1/8-inch (3.18 mm) and thickness of 1 mil (one thousandth of an inch, 0.0254 mm), taped to the two different length test substrates shown in
Figure 2. The difference between the lengths of the substrates is appropriately chosen to simplify calculations. Assuming the four connectors to be identical, the measured phase delay difference
between the two lines (or the two substrates) can be expressed as
where
c is the speed of light in free space,
is the effective permittivity of the dielectric substrate, and
and
are the physical lengths of the microstrip lines on the substrates. From Equation (
1), we determined
of the dielectric substrate, which we then used to derive its relative permittivity (
) in the test frequency range using an analysis of the propagation constant [
31]. Microstrip transmission line structure (
Figure 3) usually has a conductive strip of width
w and a dielectric layer of thickness
H between the two conductors.
With the obtained effective permittivity, the relative permittivity (
) can be determined from the following equation.
4. Case Study: AM Patch Antenna Design
Based on the permittivity measurement method described and relative permittivity value obtained, an AM patch antenna was designed and implemented on an AM nylon substrate. As previously discussed, fabricating antennas with AM offers the advantages of low cost, faster production, and flexibility in design [
32,
33,
34]. Once a particular patch shape for an application is selected, the resonant frequency, polarization, pattern, and impedance can be adjusted based on the size and material of the patch antenna. Then, after accurately obtaining the permittivity of the AM nylon substrate, the dimensions of the AM patch antenna can be calculated for a required frequency [
16]. The AM patch antenna demonstrated in this section was designed for the 2.5-GHz WiMAX band.
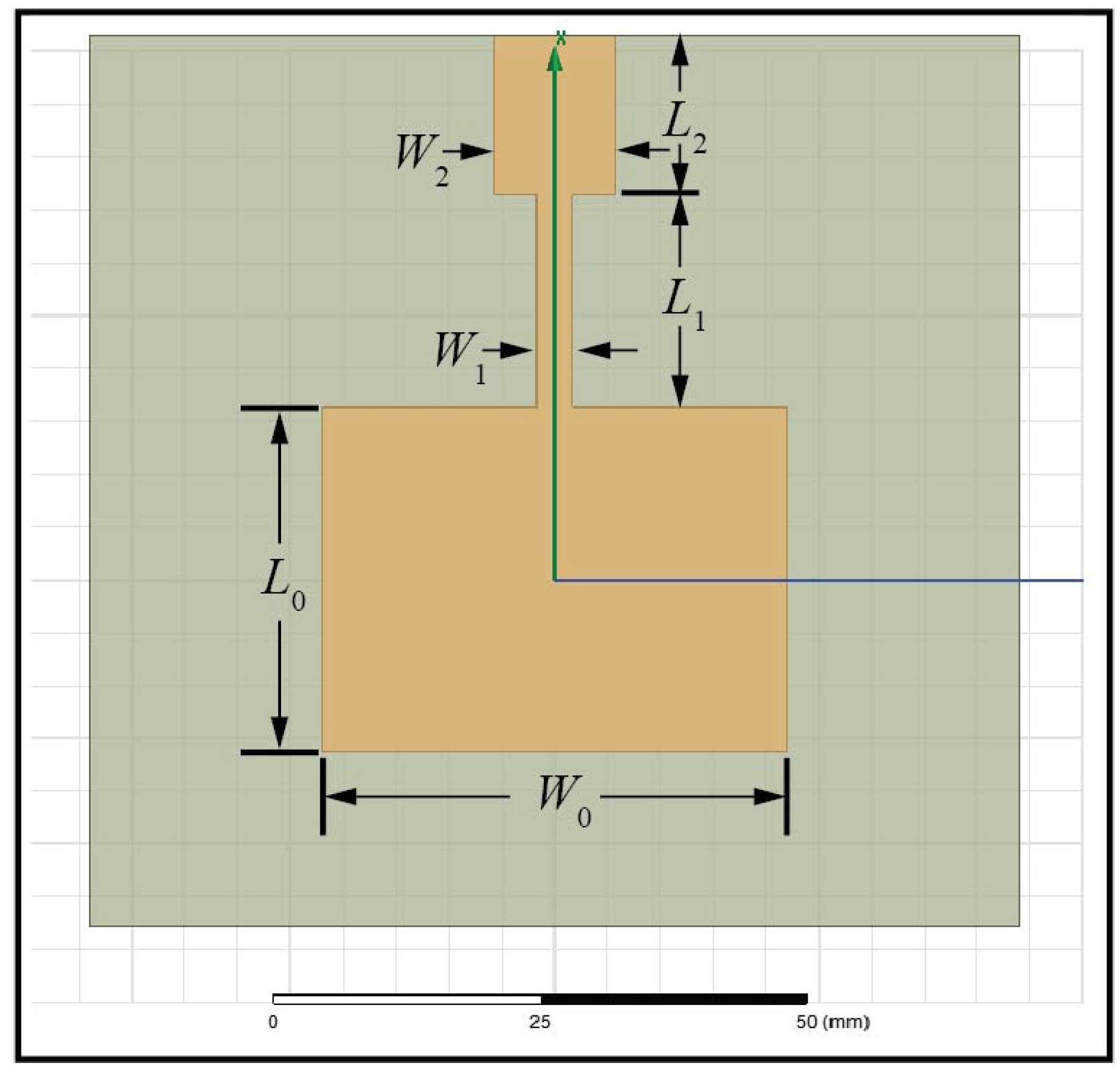
The patch antenna (shown in
Figure 13) was designed to be fed by a quarter-wavelength microstrip transmission line to match the impedance of the antenna source [
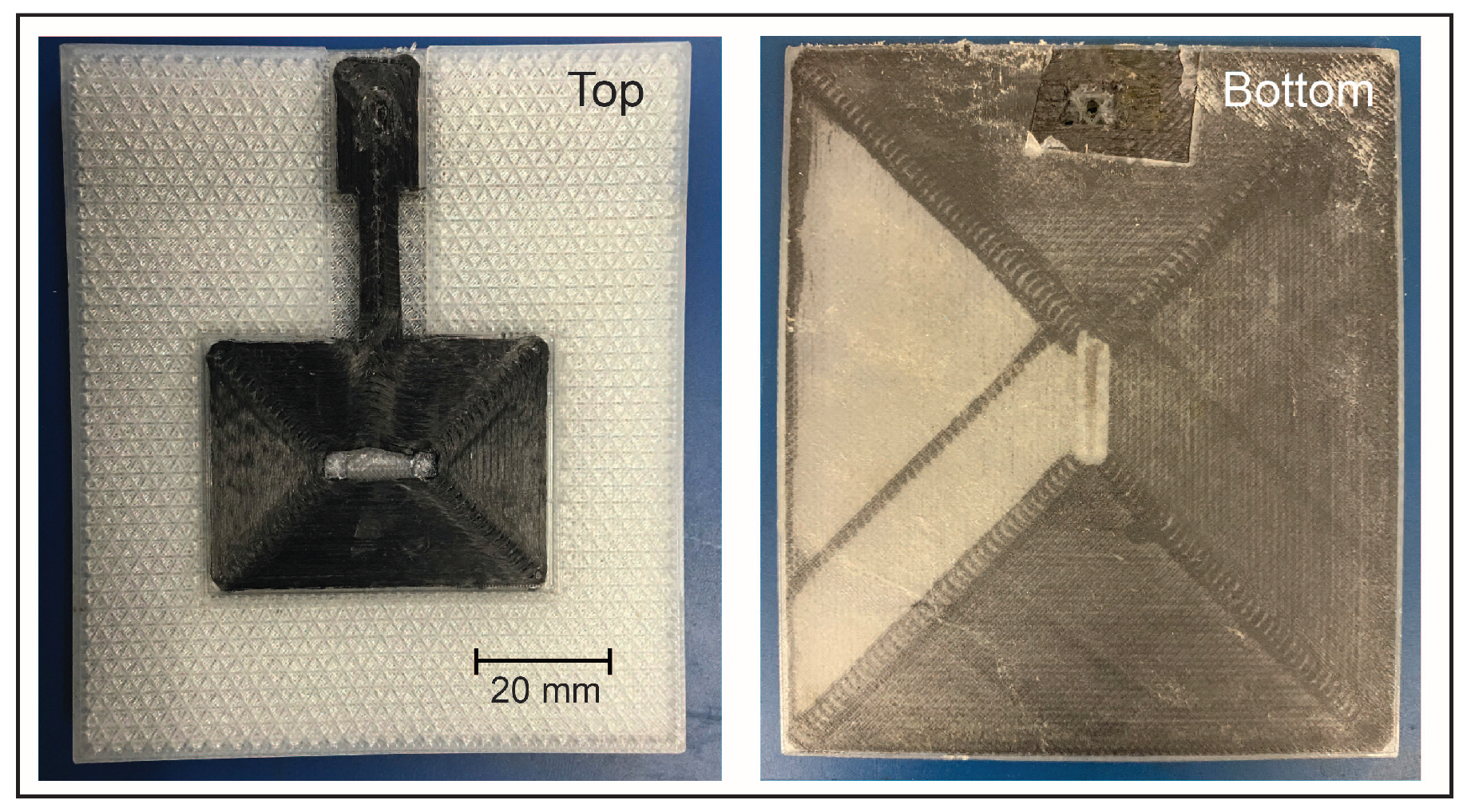
35]. The patch antenna, microstrip transmission line, and ground plane were made of nylon re-enforced with conductive, continuous, carbon fiber filament. The nylon substrate also integrated a ground plane with the conductive carbon-fiber material on the back of the structure (see
Figure 14). The ground plane was a part of the patch antenna structure. Due to the resolution of the printer, the thickness of the substrate had to be no less than 5
so that a 3-layer carbon-fiber ground plane could be integrated into the substrate. Since the Eiger slicing software does not allow the user to selectively place the continuous carbon fiber, the patch antenna was separately printed and embedded into a designed cavity on the substrate (see
Figure 14). The thickness of the carbon-fiber patch antenna was designed to be
from the top of the ground plane to the bottom of the patch antenna. These dimensions for the patch antenna were calculated from antenna design equations [
16,
36,
37], and a piece of AM nylon substrate of triangular infill pattern with 60% infill density was used. Dimensions were further optimized with ANSYS Electronics Desktop to maximize the bandwidth and adjust the resonant frequency at
by linearly sweeping the key parameters in
Table 6.
The AM patch antenna made of nylon and carbon fiber is shown in
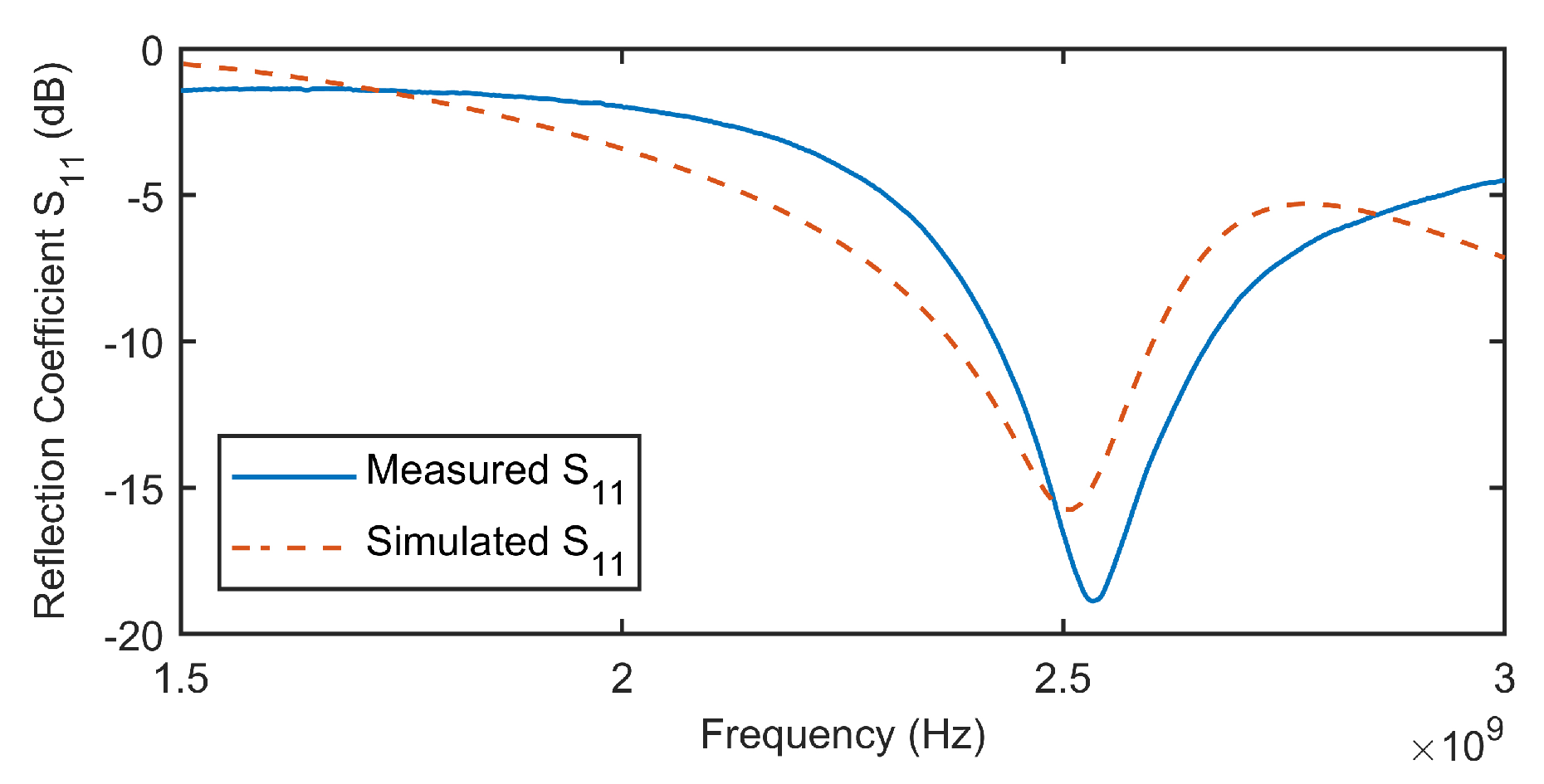
Figure 14. The magnitude of the reflection coefficient
of the AM patch antenna was measured using a VNA, and the result is shown in
Figure 15, together with the numerical simulation result obtained via ANSYS Electronics Desktop. With specified infill density and infill pattern, we determined the permittivity of the AM substrate for the patch antenna design based on the data from previous permittivity measurements. The measured resonant frequency of the patch antenna shifted up by 30
with respect to the simulation result, corresponding to a frequency shift of 1.2%.
5. Conclusions
In this article, we have developed a procedure for measuring the permittivity of AM nylon substrates with low volume material cost and investigated relations between the variation of permittivity and different print parameters such as infill density, infill pattern, and the number of roof and floor layers. As was hypothesized, the measured relative permittivity of the AM nylon substrates with rectangular infill pattern displayed a linear relationship with infill density range from 10% to 90%. The permittivity of the AM substrates also changed with different infill patterns, indicating the effect of material deposition paths. Adding roof and floor layers slightly increased the permittivity of the AM substrates with a solid infill pattern. This understanding gives us control over the relative permittivity of the AM substrate by adjusting the infill density, infill pattern, and the number of roof and floor layers to facilitate better control of the microwave component design. The permittivity measurement method used can also be extended to other AM processes and help facilitate the design of AM microwave components with nanoparticle conductive ink, and unique designs of antennas. The obtained relative permittivity was applied to the design of an AM patch antenna, including an AM nylon substrate and a carbon-fiber patch for the desired frequency. The measured reflection coefficient results show good agreement with simulation results, demonstrating that the obtained permittivity values can be directly used for the AM patch antenna designs. The permittivity was found to vary linearly with the infill densities for different infill patterns, allowing interpolation for prediction of permittivity for any infill density. After knowing the relationships between permittivity and AM build parameters, the permittivity value can be programmed to realize varying local permittivity in an AM structure. The gradually changed permittivity structure can also be used to reduce reflection and improve the efficiency of the microwave component when embedding into an AM part. This provides flexibility in the design of AM microwave components, enabling its customization.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}