
Influence of Sawdust Particle Sizes on the Physico-Mechanical Properties of Unfired Clay Blocks

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Sample Preparation
2.3. Experimental Tests
2.3.1. Physical Property Tests
2.3.2. Mechanical Property Tests
3. Results and Discussions
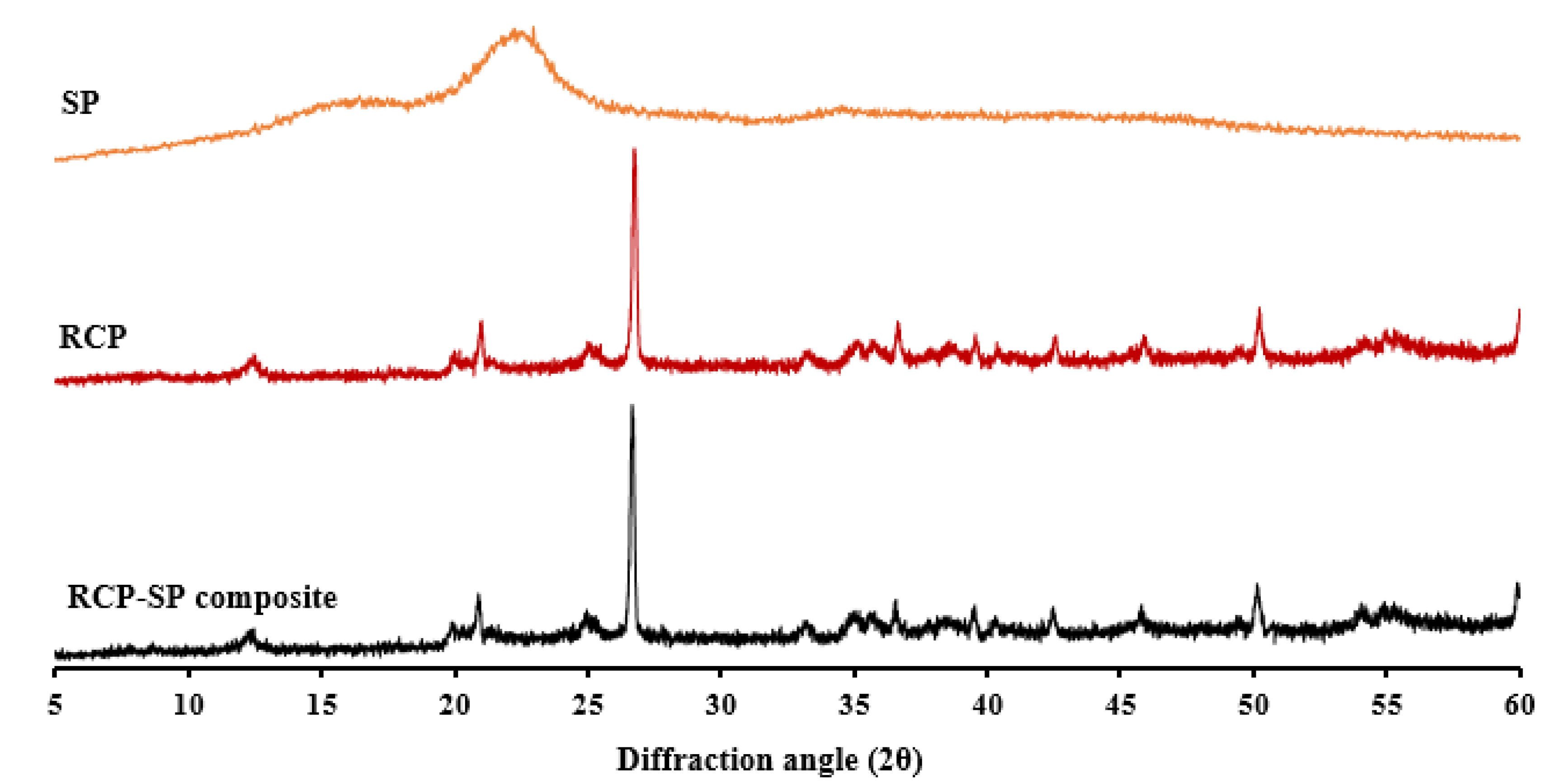
3.1. Physical Properties
3.1.1. Density
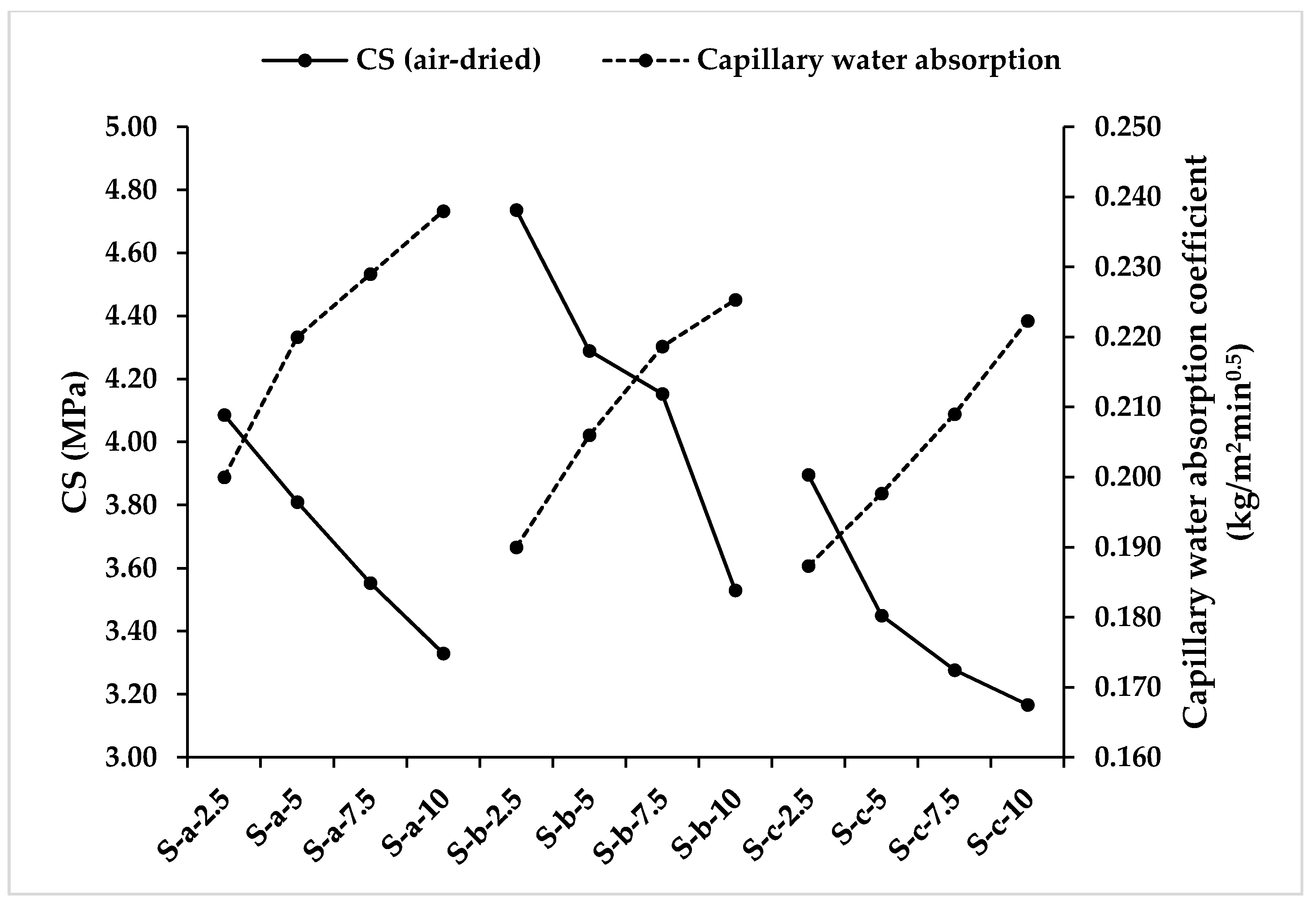
3.1.2. Capillary Water Absorption
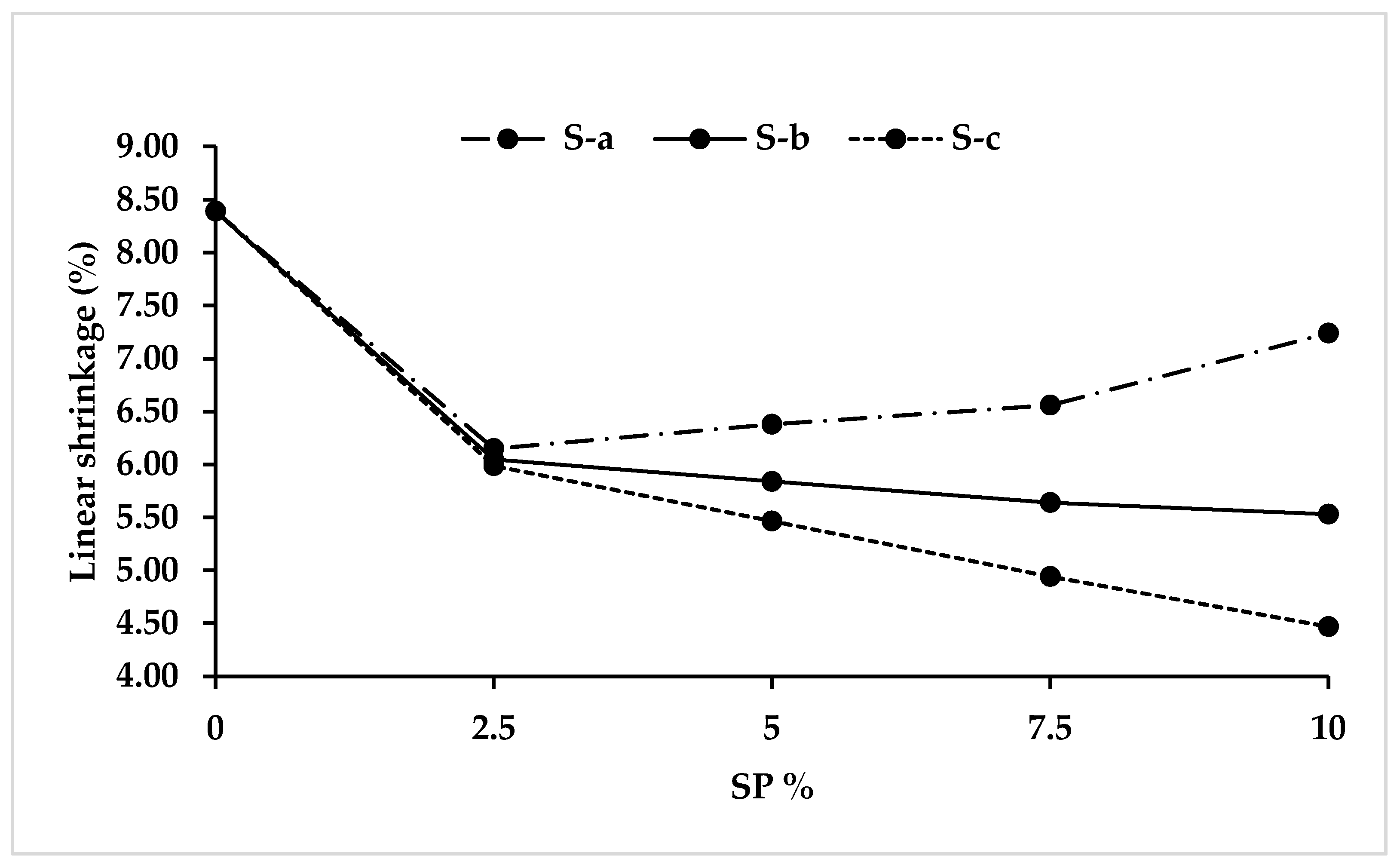
3.1.3. Linear Shrinkage
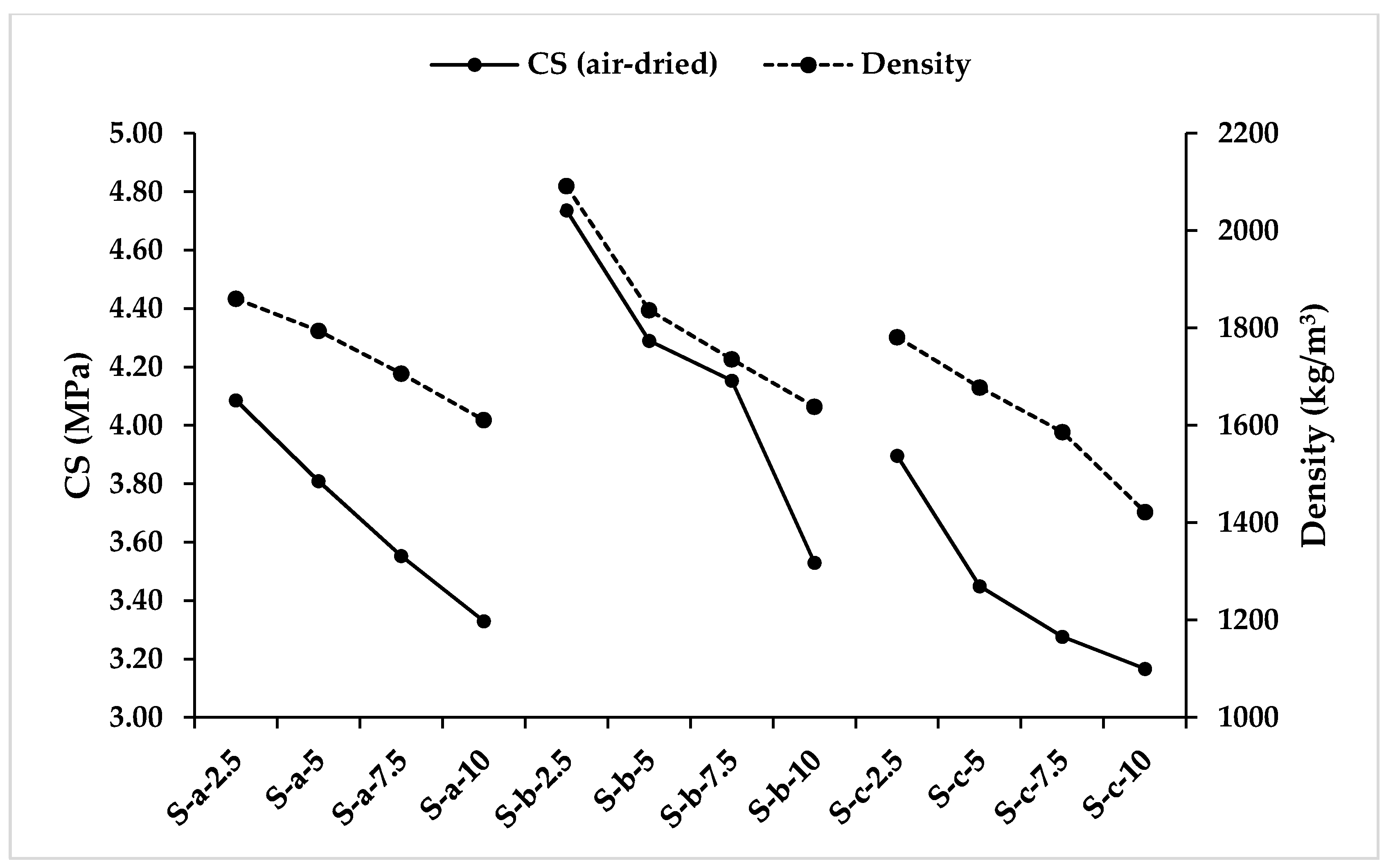
3.2. Mechanical Properties
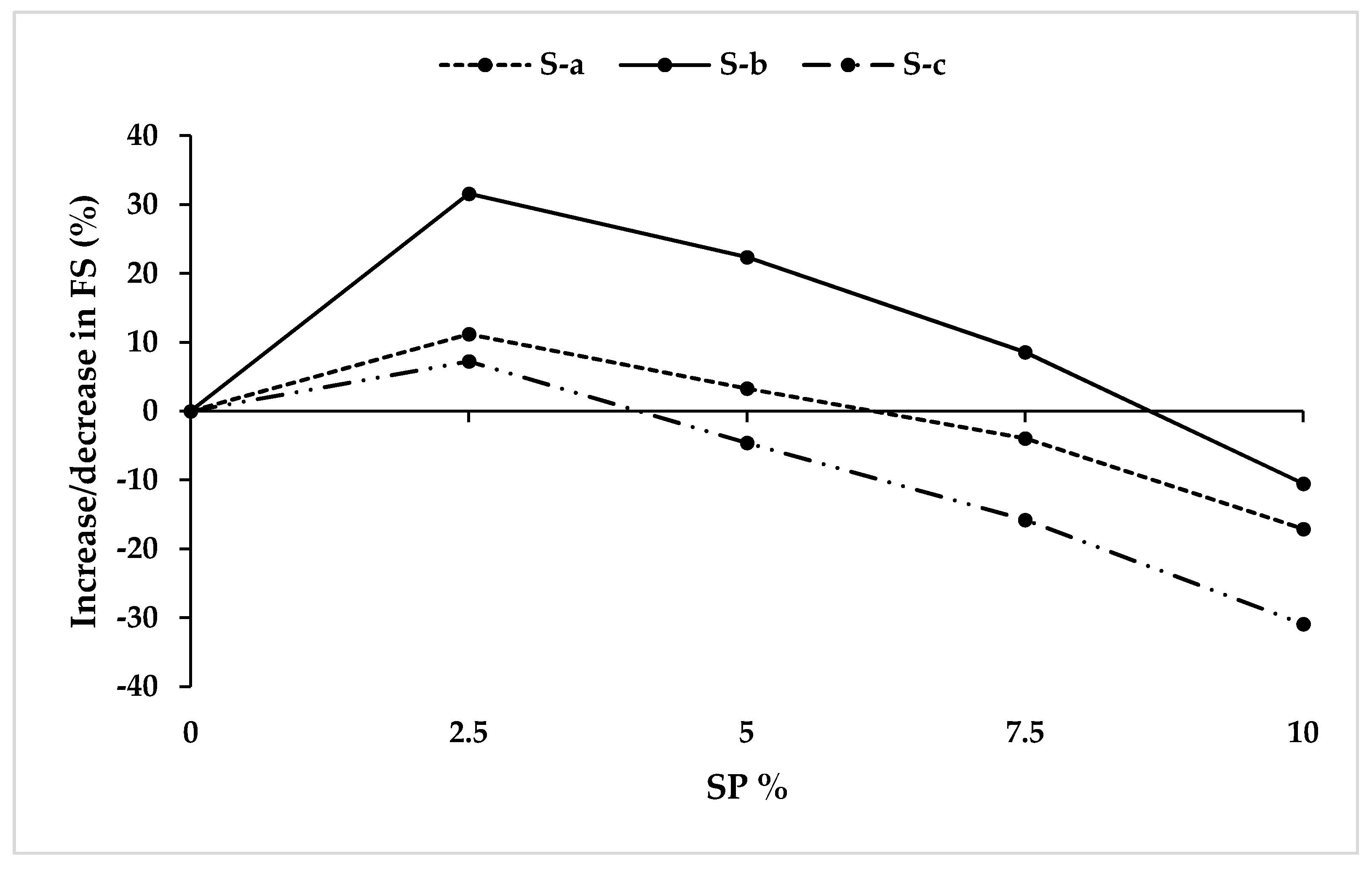
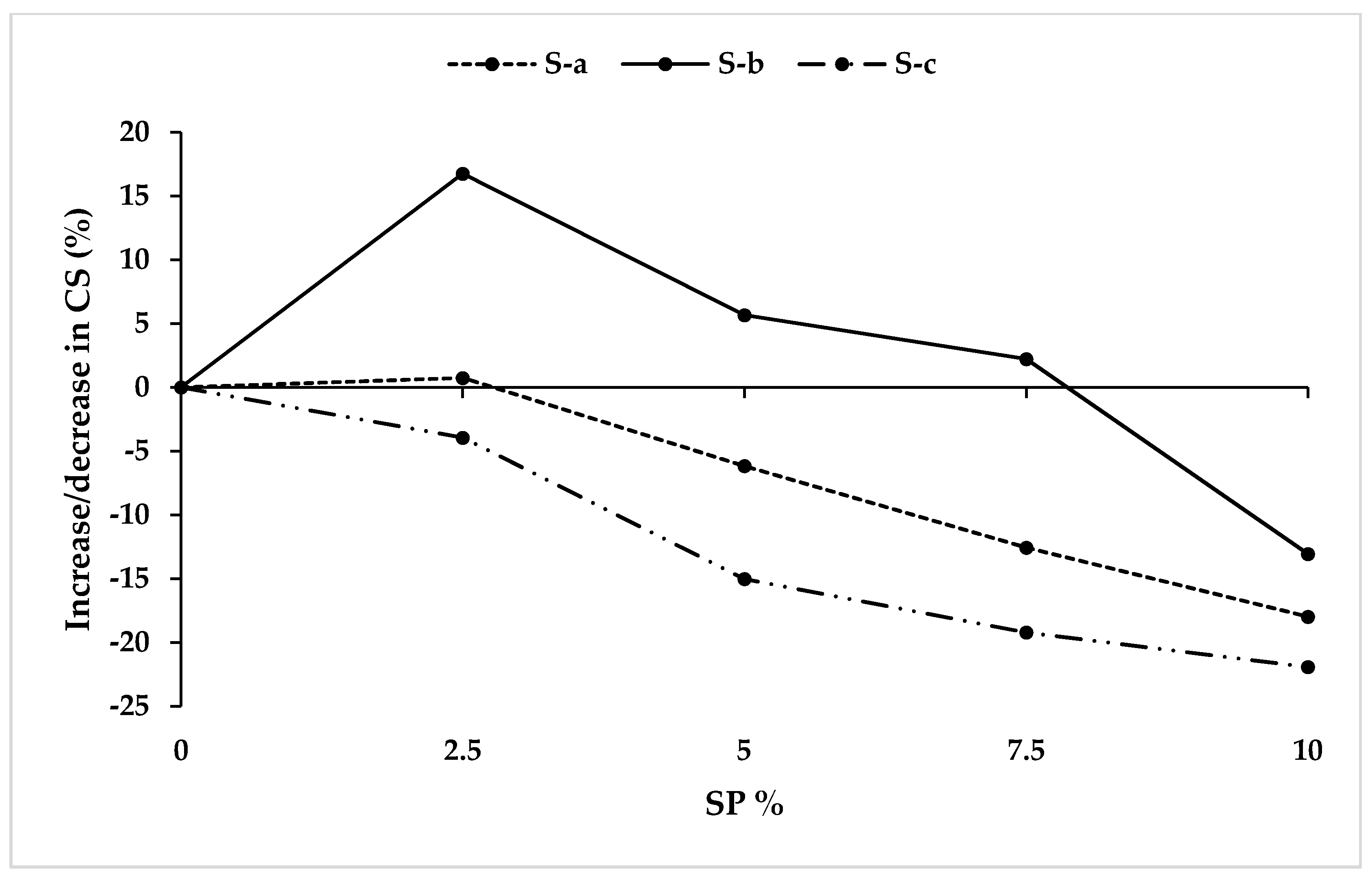
Flexural Strength and Compressive Strength
4. Conclusions
- The different particle sizes of SP had influences on the physical and mechanical properties of the SP-blended clay blocks.
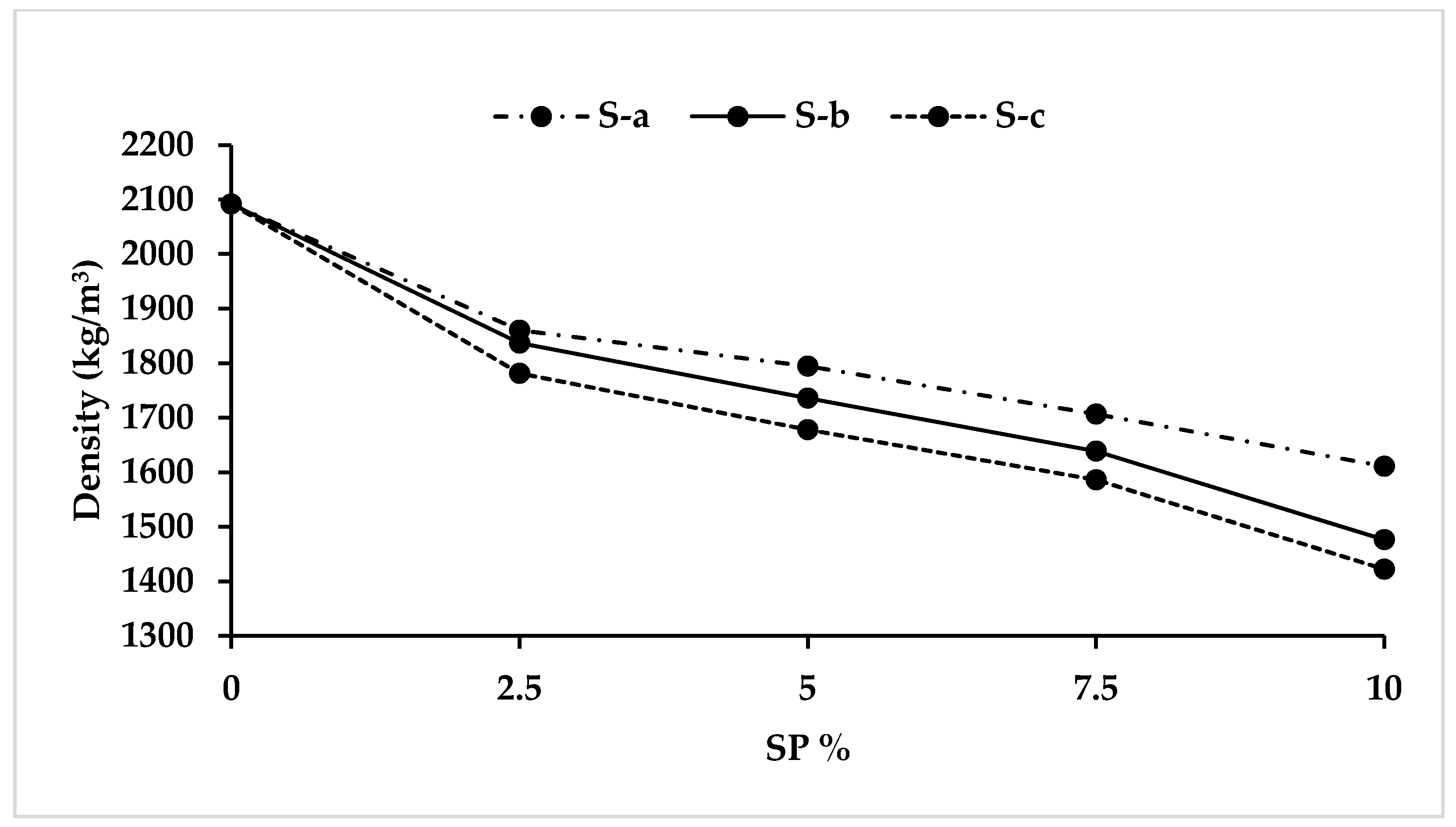
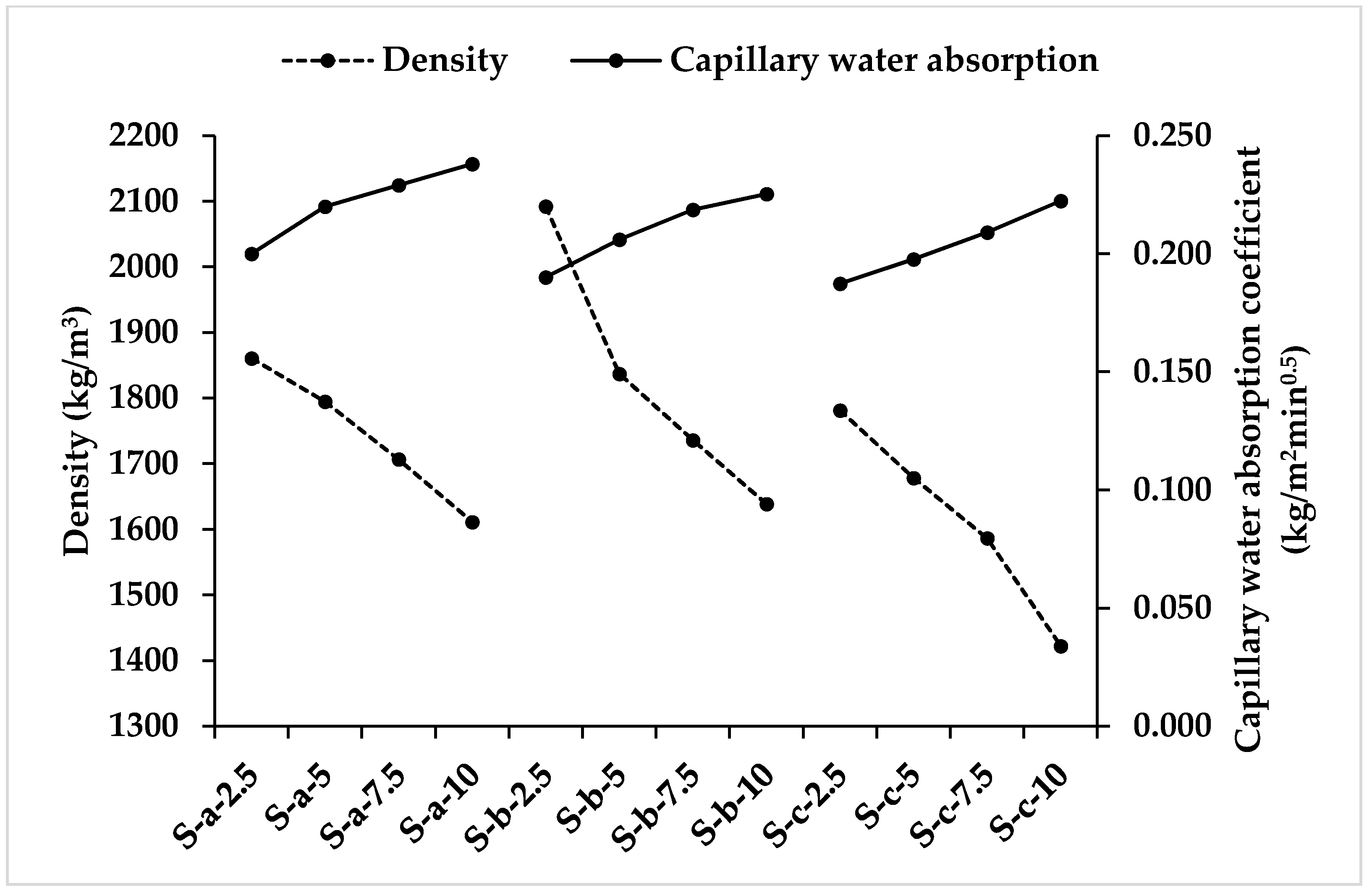
- The SP inclusion decreased the density of the samples compared to the reference sample due to its lower specific gravity. SP-c samples were lower in density than the other two groups of samples.
- In comparison to the reference sample, the linear shrinkage of the three groups of samples reduced when SP was added to the mixture. However, by increasing the finer particle size of the sawdust (SP-a), linear shrinkage increased, while larger particle (SP-b and SP-c) additions decreased the linear shrinkage values.
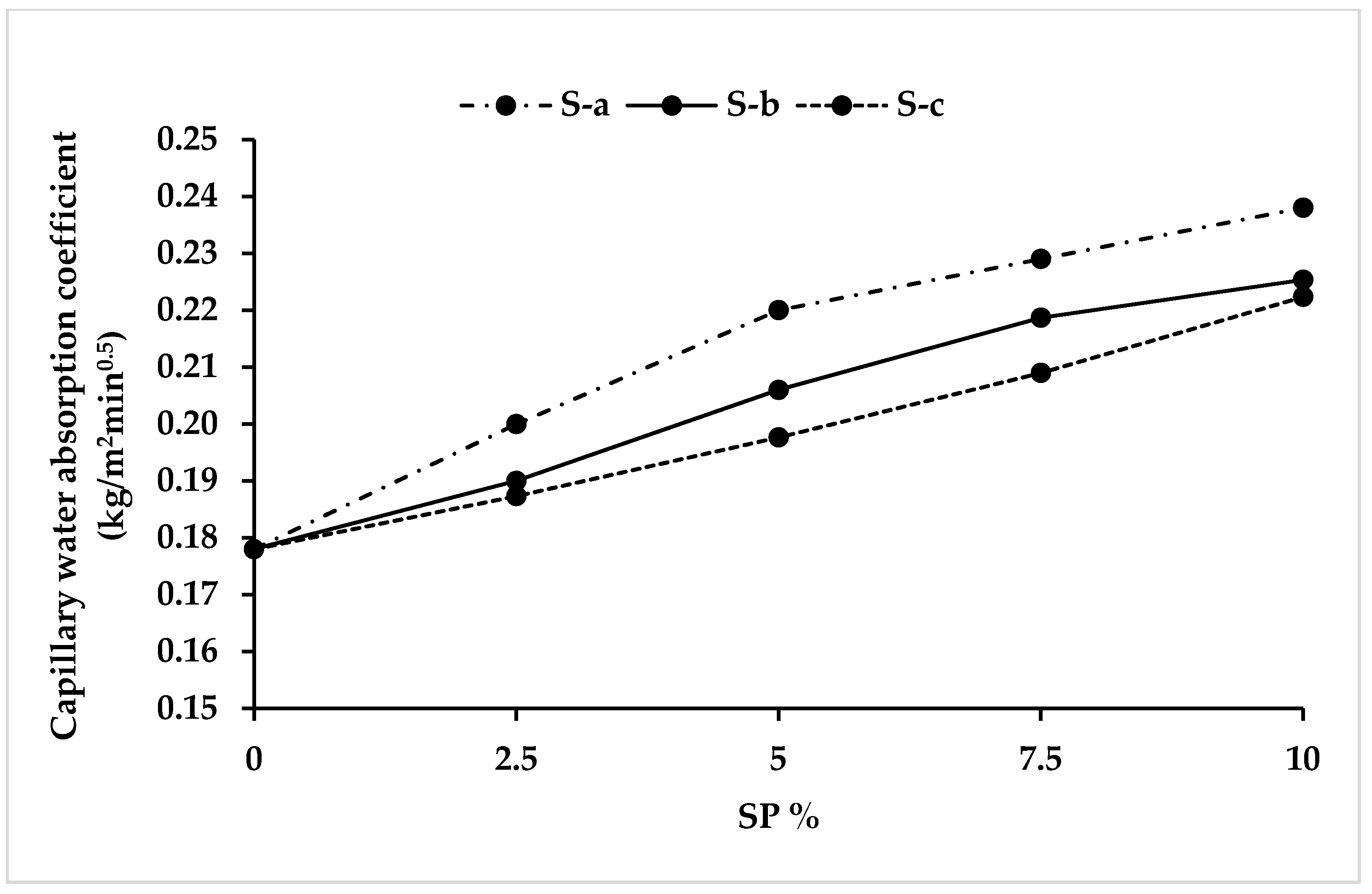
- The capillary water absorption coefficient values increased for all groups as the percentage of SP increased, and the values were higher than the reference sample. The increase was higher for the SP-a group compared to the other groups.
- All the SP-incorporated clay blocks fulfilled the strength requirements of the standard for unfired earthen blocks, and the highest strength was achieved at 2.5% of SP content. SP-a and SP-b improved the compressive strength of the samples compared to the reference sample. However, SP-c did not improve the compressive strength. Moreover, the flexural strength showed a similar trend to the compressive strength. Moreover, SP-b (425 μm < x < 600 μm) had a higher strength than the other groups at the same percentage of content.
- The sawdust content of 2.5% with particle sizes ranging between 600 and 425 μm can be utilised to manufacture good-quality unfired clay blocks as it showed the highest mechanical strength and improved the physical properties compared to the other mix proportions and particle sizes.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kirilenko, A.P.; Sedjo, R.A. Climate change impacts on forestry. Proc. Natl. Acad. Sci. USA 2007, 104, 19697–19702. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- FAO. FAOSTAT Data. Available online: http://www.fao.org/state-of-forests (accessed on 12 April 2021).
- Zhang, Q.; Li, Y.; Yu, C.; Qi, J.; Yang, C.; Cheng, B.; Liang, S. Global timber harvest footprints of nations and virtual timber trade flows. J. Clean. Prod. 2020, 250, 119503. [Google Scholar] [CrossRef]
- Penna, I. Understanding the FAO’s Wood Supply from Planted Forests Projections, 1st ed.; Centre for Environmental Management, University of Ballarat: Ballarat, Australia, 2010; Volume 2010. [Google Scholar]
- Rominiyi, O.L.; Adaramola, B.A.; Ikumapayi, O.M.; Oginni, O.T.; Akinola, S.A. Potential Utilization of Sawdust in Energy, Manufacturing and Agricultural Industry; Waste to Wealth. World J. Eng. Technol. 2017, 5, 526–539. [Google Scholar] [CrossRef] [Green Version]
- Charis, G.; Danha, G.; Muzenda, E. A review of timber waste utilization: Challenges and opportunities in Zimbabwe. Procedia Manuf. 2019, 35, 419–429. [Google Scholar] [CrossRef]
- Lopez, Y.M.; Paes, J.B.; Gustave, D.; Gonçalves, F.G.; Méndez, F.C.; Nantet, A.C.T. Production of wood-plastic composites using cedrela odorata sawdust waste and recycled thermoplastics mixture from post-consumer products—A sustainable approach for cleaner production in Cuba. J. Clean. Prod. 2020, 244, 118723. [Google Scholar] [CrossRef]
- Pettersen, R.C. The chemical composition of wood. In The Chemistry of Solid Wood; ACS Publications: Washington, DC, USA, 1984; Volume 206, pp. 57–126. [Google Scholar]
- Horisawa, S.; Sunagawa, M.; Tamai, Y.; Matsuoka, Y.; Miura, T.; Terazawa, M. Biodegradation of nonlignocellulosic substances II: Physical and chemical properties of sawdust before and after use as artificial soil. J. Wood Sci. 1999, 45, 492–497. [Google Scholar] [CrossRef]
- Lachowicz, H.; Wróblewska, H.; Wojtan, R.; Sajdak, M. The effect of tree age on the chemical composition of the wood of silver birch (Betula pendula Roth.) in Poland. Wood Sci. Technol. 2019, 53, 1135–1155. [Google Scholar] [CrossRef] [Green Version]
- Mwango, A.; Kambole, C. Engineering Characteristics and Potential Increased Utilisation of Sawdust Composites in Construction—A Review. J. Build. Constr. Plan. Res. 2019, 7, 59–88. [Google Scholar] [CrossRef] [Green Version]
- Zou, S.; Li, H.; Wang, S.; Jiang, R.; Zou, J.; Zhang, X.; Liu, L.; Zhang, G. Experimental research on an innovative sawdust biomass-based insulation material for buildings. J. Clean. Prod. 2020, 260, 121029. [Google Scholar] [CrossRef]
- Akinyemi, A.B.; Afolayan, J.O.; Oluwatobi, E.O. Some properties of composite corn cob and sawdust particle boards. Constr. Build. Mater. 2016, 127, 436–441. [Google Scholar] [CrossRef] [Green Version]
- Savov, V.; Mihajlova, J.; Grigorov, R. Selected physical and mechanical properties of combined wood based panels from wood fibers and sawdust. Innov. Woodwork. Ind. Eng. Des. 2019, 2, 42–48. [Google Scholar]
- Mirski, R.; Dukarska, D.; Derkowski, A.; Czarnecki, R.; Dziurka, D. By-products of sawmill industry as raw materials for manufacture of chip-sawdust boards. J. Build. Eng. 2020, 32, 101460. [Google Scholar] [CrossRef]
- Mirski, R.; Derkowski, A.; Dziurka, D.; Wieruszewski, M.; Dukarska, D. Effects of chip type on the properties of chip–sawdust boards glued with polymeric diphenyl methane diisocyanate. Materials 2020, 13, 1329. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Orelma, H.; Tanaka, A.; Vuoriluoto, M.; Khakalo, A.; Korpela, A. Manufacture of all-wood sawdust-based particle board using ionic liquid-facilitated fusion process. Wood Sci. Technol. 2021, 55, 331–349. [Google Scholar] [CrossRef]
- Atoyebi, O.D.; Ajamu, S.O.; Odeyemi, S.O.; Ojo, D.J.; Ramonu, J.A.L. Strength Evaluation of Aluminium Fibre Reinforced Particle Board Made from Sawdust and Waste Glass; IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021. [Google Scholar]
- Mageswari, M.; Vidivelli, B. The use of sawdust ash as fine aggregate replacement in concrete. J. Environ. Res. Dev. 2009, 3, 720–726. [Google Scholar]
- Ghimire, A.; Maharjan, S. Experimental Analysis on the Properties of Concrete Brick With Partial Replacement of Sand by Saw Dust and Partial Replacement of Coarse Aggregate by Expanded Polystyrene. J. Adv. Coll. Eng. Manag. 2019, 5, 27–36. [Google Scholar] [CrossRef]
- Okunade, E.A. The Effect of Wood Ash and Sawdust Admixtures on the Engineering Properties of a Burnt Laterite-Clay Brick. J. Appl. Sci. 2008, 8, 1042–1048. [Google Scholar] [CrossRef] [Green Version]
- Aramide, F.O. Production and characterization of porous insulating fired bricks from Ifon clay with varied sawdust admixture. J. Miner. Mater. Charact. Eng. 2012, 11, 970–975. [Google Scholar] [CrossRef]
- Chemani, B.; Chemani, H. Effect of adding sawdust on mechanical-physical properties of ceramic bricks to obtain lightweight building material. Int. J. Mech. Aerosp. Ind. Mechatron. Manuf. Eng. 2012, 6, 2521–2525. [Google Scholar] [CrossRef]
- Chemani, H.; Chemani, B. Valorization of wood sawdust in making porous clay brick. Sci. Res. Essays 2013, 8, 609–614. [Google Scholar]
- Hassan, M.A.; Yami, A.M.; Raji, A.; Ngala, M.J. Effects of sawdust and rice husk additives on properties of local refractory clay. Int. J. Eng. Sci. 2014, 3, 40–44. Available online: http://www.theijes.com/papers/v3-i8/Version-2/E0382040044.pdf (accessed on 18 May 2021).
- Cultrone, G.; Aurrekoetxea, I.; Casado, C.; Arizzi, A. Sawdust recycling in the production of lightweight bricks: How the amount of additive and the firing temperature influence the physical properties of the bricks. Constr. Build. Mater. 2020, 235, 117436. [Google Scholar] [CrossRef]
- Demir, I. Effect of organic residues addition on the technological properties of clay bricks. Waste Manag. 2008, 28, 622–627. [Google Scholar] [CrossRef] [PubMed]
- Vilane, B.R.T. Assessment of stabilisation of adobes by confined compression tests. Biosyst. Eng. 2010, 106, 551–558. [Google Scholar] [CrossRef]
- Ganga, G.; Nsongo, T.; Elenga, H.; Mabiala, B.; Tatsiete, T.T. Effect of incorporation of chips and wood dust mahogany on mechanical and acoustic behavior of brick clay. J. Build. Constr. Plan. Res. 2014, 2, 198–208. [Google Scholar] [CrossRef] [Green Version]
- Ouattara, S.; Boffoue, M.O.; Assande, A.A.; Kouadio, K.C.; Kouakou, C.H.; Emeruwa, E.; Pasres. Use of Vegetable Fibers as Reinforcement in the Structure of Compressed Ground Bricks: Influence of Sawdust on the Rheological Properties of Compressed Clay Brick. Am. J. Mater. Sci. Eng. 2016, 4, 13–19. [Google Scholar] [CrossRef]
- Fadele, O.A.; Ata, O. Water absorption properties of sawdust lignin stabilised compressed laterite bricks. Case Stud. Constr. Mater. 2018, 9, e00187. [Google Scholar] [CrossRef]
- Jokhio, G.A.; Mohsin, S.M.S.; Gul, Y. Two-Fold Sustainability–Adobe with Sawdust as Partial Sand Replacement; IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018. [Google Scholar]
- Ayodele, A.L.; Oketope, O.M.; Olatunde, O.S. Effect of sawdust ash and eggshell ash on selected engineering properties of lateralized bricks for low cost housing. Niger. J. Technol. 2019, 38, 278–282. [Google Scholar] [CrossRef]
- Charai, M.; Sghiouri, H.; Mezrhab, A.; Karkri, M.; Elhammouti, K.; Nasri, H. Thermal performance and characterization of a sawdust-clay composite material. Procedia Manuf. 2020, 46, 690–697. [Google Scholar] [CrossRef]
- De Castrillo, M.C.; Ioannou, I.; Philokyprou, M. Reproduction of traditional adobes using varying percentage contents of straw and sawdust. Constr. Build. Mater. 2021, 294, 123516. [Google Scholar] [CrossRef]
- Sangma, S.; Pohti, L.; Tripura, D.D. Size Effect of Fiber on Mechanical Properties of Mud Earth Blocks. In Recycled Waste Materials; Springer: Singapore, 2019; pp. 119–125. [Google Scholar]
- Mostafa, M.; Uddin, N. Experimental analysis of Compressed Earth Block (CEB) with banana fibers resisting flexural and compression forces. Case Stud. Constr. Mater. 2016, 5, 53–63. [Google Scholar] [CrossRef] [Green Version]
- Laibi, A.B.; Poullain, P.; Leklou, N.; Gomina, M.; Sohounhloué, D.K.C. Influence of the kenaf fiber length on the mechanical and thermal properties of Compressed Earth Blocks (CEB). KSCE J. Civ. Eng. 2018, 22, 785–793. [Google Scholar] [CrossRef]
- Araya-Letelier, G.; Concha-Riedel, J.; Antico, F.C.; Valdés, C.; Cáceres, G. Influence of natural fiber dosage and length on adobe mixes damage-mechanical behavior. Constr. Build. Mater. 2018, 174, 645–655. [Google Scholar] [CrossRef]
- Millogo, Y.; Morel, J.-C.; Aubert, J.-E.; Ghavami, K. Experimental analysis of Pressed Adobe Blocks reinforced with Hibiscus cannabinus fibers. Constr. Build. Mater. 2014, 52, 71–78. [Google Scholar] [CrossRef]
- ASTM D698; Standard Test Methods for Laboratory Compaction Characteristics of Soil Using Standard Effort (12,400 ft-lbf/ft3 (600 kN-m/m3)); ASTM International: West Conshohocken, PA, USA, 2012.
- BS 1377-2; Methods of Test for Soils for Civil Engineering Purposes, Part 2: Classification Tests; British Standards Institution: London, UK, 1990.
- BS EN 1015-11; Methods of Test for Mortar for Masonry. Part 11: Determination of Flexural and Compressive Strength of Hardened Mortar; British Standards Institution: London, UK, 2019.
- BS EN 1015-18; Methods of Test for Mortar for Masonry, Part 18: Determination of Water Absorption Coefficient due to Capillary Action of Hardened Mortar; British Standards Institution: London, UK, 2002.
- SLS 1382; Specification for Compressed Stabilized Earth Blocks; Sri Lanka Standards Institution: Colombo, Sri Lanka, 2009.
- IS: 1725; Specification for Soil Based Blocks Used in General Building Construction; Bureau of Indian Standards: New Delhi, India, 1982.
- Khedari, J.; Watsanasathaporn, P.; Hirunlabh, J. Development of fibre-based soil–cement block with low thermal conductivity. Cem. Concr. Compos. 2005, 27, 111–116. [Google Scholar] [CrossRef]
- Ashour, T.; Korjenic, A.; Korjenic, S.; Wu, W. Thermal conductivity of unfired earth bricks reinforced by agricultural wastes with cement and gypsum. Energy Build. 2015, 104, 139–146. [Google Scholar] [CrossRef]
- Danso, H.; Martinson, D.B.; Ali, M.; Williams, J.B. Physical, mechanical and durability properties of soil building blocks reinforced with natural fibres. Constr. Build. Mater. 2015, 101, 797–809. [Google Scholar] [CrossRef] [Green Version]
- Zak, P.; Ashour, T.; Korjenic, A.; Korjenic, S.; Wu, W. The influence of natural reinforcement fibers, gypsum and cement on compressive strength of earth bricks materials. Constr. Build. Mater. 2016, 106, 179–188. [Google Scholar] [CrossRef]
- Laborel-Préneron, A.; Aubert, J.-E.; Magniont, C.; Maillard, P.; Poirier, C. Effect of plant aggregates on mechanical properties of earth bricks. J. Mater. Civ. Eng. 2017, 29, 04017244. [Google Scholar] [CrossRef]
- Giroudon, M.; Laborel-Préneron, A.; Aubert, J.-E.; Magniont, C. Comparison of barley and lavender straws as bioaggregates in earth bricks. Constr. Build. Mater. 2019, 202, 254–265. [Google Scholar] [CrossRef]
- Ojo, E.B.; Bello, K.O.; Mustapha, K.; Teixeira, R.S.; Santos, S.F.; Savastano, H., Jr. Effects of fibre reinforcements on properties of extruded alkali activated earthen building materials. Constr. Build. Mater. 2019, 227, 116778. [Google Scholar] [CrossRef]
- Wang, Z.; Zhao, C.; Zhang, Y.; Hua, B.; Lu, X. Study on Strength Characteristics of Straw (EPS Particles)-Sparse Sludge Unburned Brick; IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019. [Google Scholar]
- Borrelli, E. Conservation of Architectural Heritage, Historic Structures and Materials; ICCROM: Rome, Italy, 1990; Volume 2. [Google Scholar]
- Harries, K.A.; Sharma, B. Nonconventional and Vernacular Construction Materials: Characterisation, Properties and Applications; Woodhead Publishing: Cambridge, UK, 2019. [Google Scholar]
- Kim, M.; Kang, S.-H.; Hong, S.-G.; Moon, J. Influence of effective water-to-cement ratios on internal damage and salt scaling of concrete with superabsorbent polymer. Materials 2019, 12, 3863. [Google Scholar] [CrossRef] [Green Version]
- Hall, C.; Hoff, W.D. Water Transport. In Brick, Stone and Concrete, 2nd ed.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2002. [Google Scholar]
- Taallah, B.; Guettala, A.; Guettala, S.; Kriker, A. Mechanical properties and hygroscopicity behavior of compressed earth block filled by date palm fibers. Constr. Build. Mater. 2014, 59, 161–168. [Google Scholar] [CrossRef]
- Ouedraogo, M.; Dao, K.; Millogo, Y.; Aubert, J.-E.; Messan, A.; Seynou, M.; Zerbo, L.; Gomina, M. Physical, thermal and mechanical properties of adobes stabilized with fonio (Digitaria exilis) straw. J. Build. Eng. 2019, 23, 250–258. [Google Scholar] [CrossRef]
- Thanushan, K.; Yogananth, Y.; Sangeeth, P.; Coonghe, J.G.; Sathiparan, N. Strength and durability characteristics of coconut fibre reinforced earth cement blocks. J. Nat. Fibers 2019, 18, 773–788. [Google Scholar] [CrossRef]
- Bouhicha, M.; Aouissi, F.; Kenai, S. Performance of composite soil reinforced with barley straw. Cem. Concr. Compos. 2005, 27, 617–621. [Google Scholar] [CrossRef]
- Murillo, C.G.; Walker, P.J.; Ansell, M.P. Henequen Fibres for Reinforcement of Unfired Earth Blocks. In Proceedings of the Eleventh International Conference for Renewable Resources and Plant Biotechnology (NAROSSA), Poznan, Poland, 6–7 June 2005. [Google Scholar]
- TS 2514; Adobe Blocks and Production Methods; Turkish Standards Institute: Ankara, Turkey, 1977. (In Turkish)
- CID-GCBNMBC-91-1; New Mexico Adobe and Rammed Earth Building Code; General Construction Bureau, Regulation & Licensing Department: Santa Fe, NM, USA, 1991.
- NZS 4298; Materials and Workmanship of Earth Buildings; Standard New Zealand: Wellington, New Zealand, 1998.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Optimum moisture content | 15.50% |
| Maximum dry density (kg/m3) | 2320 |
| Liquid limit (%) | 31.61 |
| Plastic limit (%) | 19.25 |
| Plasticity index (%) | 12.36 |
| Bulk density (g/cm3) | 1.43 |
| Specific gravity | 2.32 |
| Natural moisture content (%) | 6.47 |
| Colour | Red |
| Chemical Compounds (%) | |
| SiO2 | 41.454 |
| Al2O3 | 15.214 |
| Fe2O3 | 8.104 |
| MgO | 5.114 |
| K2O | 1.636 |
| TiO2 | 1.411 |
| Na2O | 1.027 |
| CaO | 0.633 |
| BaO | 0.216 |
| SO3 | 0.047 |
| MnO | 0.040 |
| Items | SP-a | SP-b | SP-c | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Particle Size | 212 μm < x < 300 μm | 425 μm < x < 600 μm | 1.18 mm < x < 2.00 mm | |||||||
| Bulk density (g/cm3) | 0.26 | 0.23 | 0.20 | |||||||
| Specific gravity | 1.23 | 1.14 | 1.02 | |||||||
| Natural moisture content (%) | 5.02 | |||||||||
| Colour | Light brown | |||||||||
| Chemical Compounds (%) | ||||||||||
| SiO2 | Al2O3 | Fe2O3 | MgO | K2O | TiO2 | Na2O | CaO | BaO | SO3 | MnO |
| 0.348 | 0.390 | 0.186 | 0.408 | 0.340 | 0.171 | 0.926 | 1.681 | 0.074 | 0.049 | 0.026 |
| Mix ID | Clay (g) | SP (%) | SP (g) |
|---|---|---|---|
| R (Reference) | 550 | 0 | 0 |
| Group A | |||
| S-a-2.5 | 550 | 2.5 | 13.75 |
| S-a-5 | 550 | 5 | 27.50 |
| S-a-7.5 | 550 | 7.5 | 41.25 |
| S-a-10 | 550 | 10 | 55 |
| Group B | |||
| S-b-2.5 | 550 | 2.5 | 13.75 |
| S-b-5 | 550 | 5 | 27.50 |
| S-b-7.5 | 550 | 7.5 | 41.25 |
| S-b-10 | 550 | 10 | 55 |
| Group C | |||
| S-c-2.5 | 550 | 2.5 | 13.75 |
| S-c-5 | 550 | 5 | 27.50 |
| S-c-7.5 | 550 | 7.5 | 41.25 |
| S-c-10 | 550 | 10 | 55 |
| Mix ID | Flexural Strength (FS) | Compressive Strength (CS) (Air Dried) | Compressive Strength (CS) (Oven Dried) |
|---|---|---|---|
| Av. FS (MPa) | Av. CS (MPa) | Av. CS (MPa) | |
| R | 1.52 (0.14) | 4.06 (0.39) | 5.40 (0.09) |
| S-a-2.5 | 1.69 (0.04) | 4.09 (0.06) | 5.44 (0.10) |
| S-a-5 | 1.57 (0.02) | 3.81 (0.05) | 5.03 (0.09) |
| S-a-7.5 | 1.46 (0.03) | 3.55 (0.04) | 4.95 (0.27) |
| S-a-10 | 1.26 (0.07) | 3.33 (0.16) | 4.58 (0.05) |
| S-b-2.5 | 2.00 (0.03) | 4.74 (0.18) | 6.28 (0.05) |
| S-b-5 | 1.86 (0.04) | 4.29 (0.04) | 5.82 (0.17) |
| S-b-7.5 | 1.65 (0.03) | 4.15 (0.03) | 5.58 (0.23) |
| S-b-10 | 1.36 (0.04) | 3.53 (0.09) | 4.74 (0.29) |
| S-c-2.5 | 1.63 (0.06) | 3.90 (0.28) | 5.23 (0.04) |
| S-c-5 | 1.45 (0.04) | 3.45 (0.04) | 4.68 (0.08) |
| S-c-7.5 | 1.28 (0.01) | 3.28 (0.03) | 4.35 (0.20) |
| S-c-10 | 1.05 (0.06) | 3.17 (0.09) | 4.19 (0.25) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jannat, N.; Latif Al-Mufti, R.; Hussien, A.; Abdullah, B.; Cotgrave, A. Influence of Sawdust Particle Sizes on the Physico-Mechanical Properties of Unfired Clay Blocks. Designs 2021, 5, 57. https://0-doi-org.brum.beds.ac.uk/10.3390/designs5030057
Jannat N, Latif Al-Mufti R, Hussien A, Abdullah B, Cotgrave A. Influence of Sawdust Particle Sizes on the Physico-Mechanical Properties of Unfired Clay Blocks. Designs. 2021; 5(3):57. https://0-doi-org.brum.beds.ac.uk/10.3390/designs5030057
Chicago/Turabian StyleJannat, Nusrat, Rafal Latif Al-Mufti, Aseel Hussien, Badr Abdullah, and Alison Cotgrave. 2021. "Influence of Sawdust Particle Sizes on the Physico-Mechanical Properties of Unfired Clay Blocks" Designs 5, no. 3: 57. https://0-doi-org.brum.beds.ac.uk/10.3390/designs5030057