
Lot Streaming in Different Types of Production Processes: A PRISMA Systematic Review


1
Faculty of Systems, Electronics and Industrial Engineering, Universidad Técnica de Ambato, UTA, Ambato 180206, Ecuador
2
Systems Engineering and Automation Department, University of the Basque Country, EHU/UPV, 48013 Bilbao, Spain
*
Author to whom correspondence should be addressed.
Designs 2021, 5(4), 67; https://0-doi-org.brum.beds.ac.uk/10.3390/designs5040067
Submission received: 17 August 2021
/
Revised: 10 October 2021
/
Accepted: 14 October 2021
/
Published: 19 October 2021
(This article belongs to the Special Issue Supply Chain Design and Management in the Industry 4.0 Era)
Abstract
:At present, any industry that wanted to be considered a vanguard must be willing to improve itself, developing innovative techniques to generate a competitive advantage against its direct competitors. Hence, many methods are employed to optimize production processes, such as Lot Streaming, which consists of partitioning the productive lots into overlapping small batches to reduce the overall operating times known as Makespan, reducing the delivery time to the final customer. This work proposes carrying out a systematic review following the PRISMA methodology to the existing literature in indexed databases that demonstrates the application of Lot Streaming in the different production systems, giving the scientific community a strong consultation tool, useful to validate the different important elements in the definition of the Makespan reduction objectives and their applicability in the industry. Two hundred papers were identified on the subject of this study. After applying a group of eligibility criteria, 63 articles were analyzed, concluding that Lot Streaming can be applied in different types of industrial processes, always keeping the main objective of reducing Makespan, becoming an excellent improvement tool, thanks to the use of different optimization algorithms, attached to the reality of each industry.
1. Introduction
Operations Management manages the processes that transform labor, capital, materials, information, and other inputs into products and services for the internal or external customer [1]. It defines the end of manufacturing industries, an environment that, due to its impact, deserves the effort to be identified, analyzed, and improved.
In the framework of Operations Management, it is critical for “Control”, that is, to take actions to ensure success by meeting the objectives set, according to a plan, monitoring the costs, quality, and management of the allocated resources [2]. In this sense, we emphasize the control of the costs of production processes, insomuch as it ultimately determines the success or failure of an industry, because they cause an increment in the prices that the end customer must pay for the goods provided by the company [3].
Therefore, it was recognized that the management of production processes is essential; it is clear that any effort to continuously and dynamically improve them marks a constant change [4]. This improvement, in engineering terms, is a part of optimization representing technological and management decision-making to minimize the required effort or maximize the forecast profit by looking for conditions that give the maximum and minimum value of an objective function [5].
It was recognized that in the routine life of the industry, there are multiple drawbacks related to the delivery times of finished products to storage warehouses, and therefore, to the final consumer. After specific reviews, it is estimated that one of the fundamental reasons is the extensive operation and transfer lots making the control activities ineffective. Consequently, they do not help decrease the operation times and production costs, so this becomes an optimization objective.
This work presents a systematic literature review of one method to optimize the production processes—Lot Streaming (LS). This is the technique of splitting a production batch into smaller batches or transfer lots and processing them simultaneously on different machines remaining their movement through the processes or machine with the essential criterion of reducing the Makespan, i.e., the time elapsed from the start of the first operation of the first sublot on the first machine and the end of the last process of the latest sublot on the last machine [6].
This systematic review was carried out using the PRISMA (Preferred Reporting Items for Systematic Reviews and Meta-Analysis) methodology [7] to write scientific papers. In this case, for indexing documents that have DOI (Digital Object Identifier), with particular emphasis on the analytical reading of related publications, to carry out a comparative study of the different production systems in which the Lot Streaming was applied. However, it is recognized that only indexed publications and DOI may be restrictions on the research and bias the results obtained in a certain way.
There are previously published works that present literature reviews about Lot Streaming, such as Cheng et al. [8] and Chang et al. [9] that describe the particularities of the application with the different operational characteristics, or Gómez-Gasquet et al. [10] and Bagchi et al. [11] who analyze the LS specifically in the Flow Shop process, these being essential consultation tools. The present work generates a new source of consultation, which will allow future authors of further investigation on optimization process tools to have a greater insight into the most realistic environments to implement LS. According to the approaches reviewed in this paper, it offers a contrast of the main properties of the technique in question about the type of process in which it was applied, being able to carry out a new investigation on other strategies for optimizing production scheduling.
The following sections are detailed, Section 2 describing the methodology followed in selecting the cited articles, Section 3 describing the information found in scientific works and the results of the analyses about the crucial information, Section 4 where the research questions are answered, the conclusions build to after the conduct of this study, and the future research work based on the present learning, finally, Section 5 describes the sources of funding that supported the realization of the development presented.
2. Methodology
To achieve this systematic review, what was carried out in other systematic reviews was followed [12,13,14], and according to the PRISMA methodology, the following steps are followed: (i) research questions, (ii) sources of information, (iii) search strategy, (iv) eligibility criteria, (v) risk of bias, (vi) data extraction.
2.1. Research Questions
Four research questions were raised, which will support the proposed systematic analysis to verify the LS’s usefulness to the calculation of the Makespan. These questions are framed in two thematic axes: (TA1) Applicability of LS; and (TA2) Solution and objective of the production scheduling problem. The proposed questions are given in Table 1.
The approach to these questions corresponds to a hierarchical tree, starting from the objectives proposed when selecting the research topic, progressing to essential issues that need to be validated. Starting from the need to solve a problem of programming and product flow, it is necessary to document a solution that can be applied in various specific production processes of industrial plants. Taking into account that LS forces us to “play” with processing batches, what classification or definition they obey must be analyzed in the first instance and reflected in the mathematical modeling that allows a calculation through an appropriate method, that is, a specifically focused algorithm, finally arriving at the demonstration of the objective of LS which is the decrease in the Makespan.
2.2. Sources of Information
The research for scientific papers focuses on papers published in journals, so publications of congresses are deleted because the former is considered to reflect a greater strictness for publication acceptance. Searches were carried out in the academic research databases SCOPUS and IEEE Xplore, academics international editorials TAYLOR and FRANCIS and SPRINGER, search motor of academic publications SEMANTIC SCHOLAR and the online services of scientific research WEB OF SCIENCE and SCIENCE DIRECT, where indexed research that has DOI could be accessed to track the papers more efficiently.
2.3. Search Methodology
Research in the different digital media focuses on a combination of the following keywords: “Lot Streaming” AND (“production processes” OR “operating lots” OR “lead time reduction” OR “lot size” OR “algorithms of optimization “OR “Makespan” OR “decrease in the use of resources”), which must appear both in the title, in the keywords or in the summary of the analyzed papers (subsequent revision) refining the information limiting the publications to the time range indicated (2010–2020).
These sentences correspond to words related to the research questions indicated in Section 2.1, which allow discovering the investigations carried out, considering that the central axis is the “Lot Streaming”, but that it is also required to know how applicable it is. Depending on the types of production processes, the batch sizes are essential to configure the methodology’s usefulness analyzed in the operational reality. The application of the concept of optimization of the processes with the well-known objective of reducing the Makespan or the decrease in lead time leads to a decrease in the cost of production due to a decrease in resource use.
As shown in Table 2, the search concepts in all the databases consulted (7) adhered to the criteria described, where the mandatory field is “Lot Streaming”, which is the investigated technique. A combination was generated (with the Boolean operator AND) with the important or determining aspects in the current research (with the Boolean operator OR) so that the initial concepts are complemented; in addition, the initial filter is set so that the articles have as publication date the years between 2010 and 2020, although it was indicated that the selected language is English; it is not necessary to indicate this filter because the articles found in the databases consulted are only published in that language.
2.4. Eligibility Criteria
Papers are selected in the first instance under the following criteria:
- Study design: All studies were included in which solutions to the Lot Streaming problem were outlined, and the literature reviews and comparative studies are discarded.
- Years considered: There are ten years, i.e., publications are reviewing from 2010 to 2020. Although there are previous papers, it is decided to limit the search in this way to present fresher information, in essence, due to this paper being based on previous studies.
- Language: English papers are searched as there are a more significant number of publications in that language.
- Publishing region: Papers from all regions of the world will be reviewed as this will result in further comparative analysis.
- Publication status: Papers published by indexed journals are considered, taking as a decisive factor of acceptance, with DOI (Digital Object Identifier).
2.5. Risk of Bias in Individual Studies
Understanding that bias in a study refers to a deviation in the information presented, either during the preparation or management of the information [15], to assess the possible bias for each paper, the Cochrane collaboration tool is used to assess the risk of bias (Table 8.5.a of the Cochrane Manual) [16]. This information judges whether there is a risk of bias in each of the six domains, classified as “high risk” or “low risk”. Additional weight is given to the year of publication (rating scale) and the number of citations that the studies submitted at the time of the respective research. These three values are then multiplied by each other, and those studies with the highest value are those considered eligible for analysis and to be part of this paper.
2.6. Selection of Studies
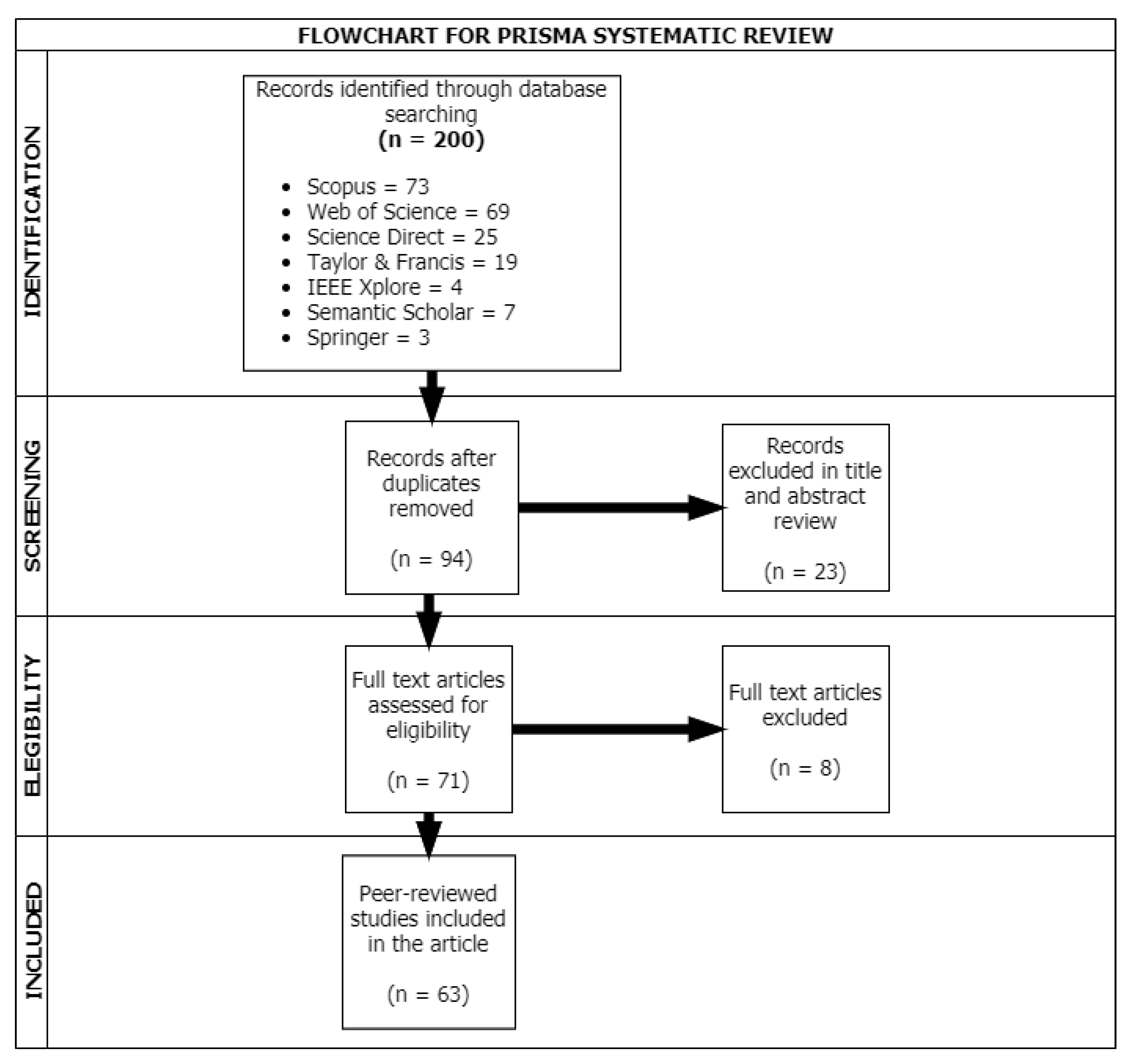
Only the author of this research participates in the selection of the papers following four stages. In the first stage, there was a choice of papers according to the “Lot Streaming” theme. In the second stage, duplicate papers were eliminated, with 94 items left. In the third stage, the papers were selected according to the type of study, eliminating case studies and reviews, which meant 71 papers were moved on to the next stage. In the fourth stage, the papers were selected by the lower risk of bias presented according to the rule designed, which meant 63 papers were accepted for final analysis. This selection scheme is shown in Figure 1 that presents the PRISMA flowchart for this selection of papers.
3. Results
Data to be reviewed schematically and statistically (comparison) are mainly focused on answering the research questions; however, it is considered that other scopes are worth analyzing. To better understand these scopes, they were divided into three subcategories: the initial data that are the basic scopes when reviewing research, background data or weight factors to be analyzed, and the final data or conclusive aspects in the revised papers. The data that were framed in each subcategory are detailed in Table 3.
3.1. Initial Data
3.1.1. Base
Even though seven databases were consulted, once the duplicate papers were deleted, prioritizing the basis where the most significant number of citations is located, only three databases were keeping up. These databases were Scopus with 56 papers, i.e., 89% of the papers referenced, Web of Science with five papers or 8%, and Science Direct with two papers, which was 3% of selected papers.
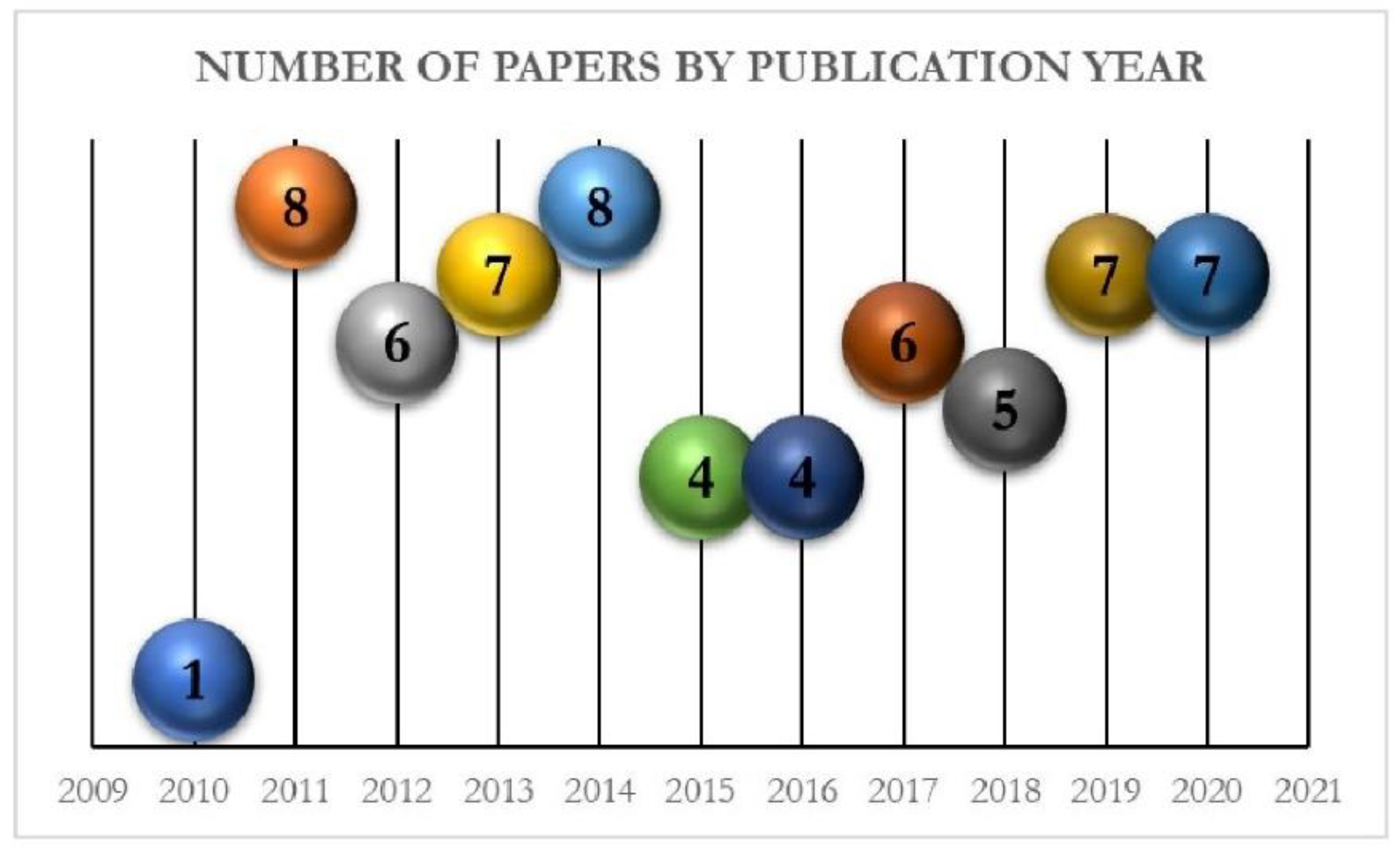
3.1.2. Year
As noted, the range of years considered for publications ranges was from 2010 to 2020; the distribution of papers according to the year of publication is shown in Figure 2.
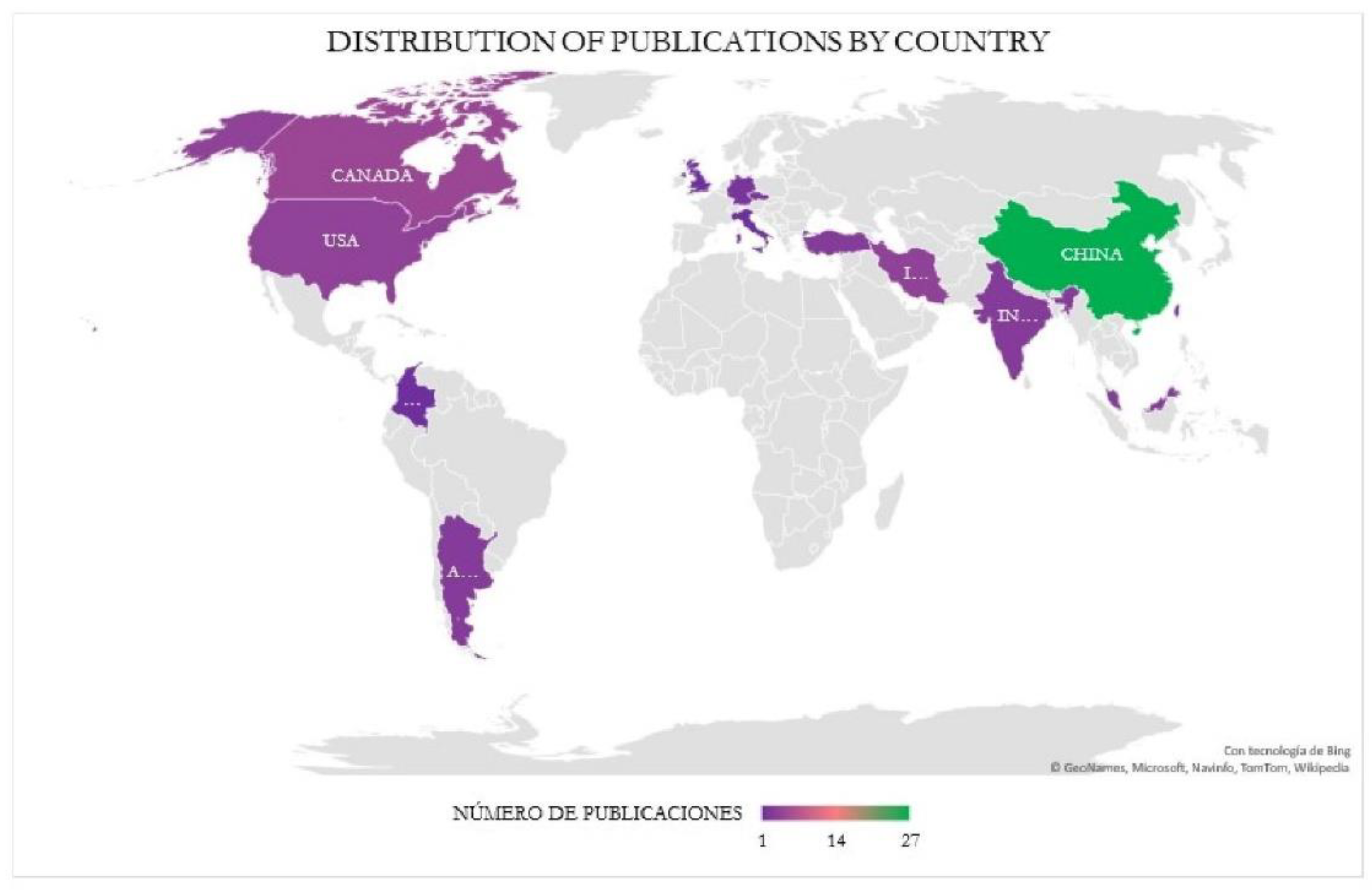
3.1.3. Country
The analyzed papers are distributed in 16 countries, listed in Table 4, and whose distribution around the world can be shown in Figure 3.
As visualized, it can be noted that, by continent, 70% of publications are located on the Asian continent, the second value is in North America with 14% of publications, Europe takes the third place in this ranking with 10% and ultimately ranks is South America with 6%. It should be noted that no publications were located in Central America or Africa, or Oceania.
3.2. Background Data
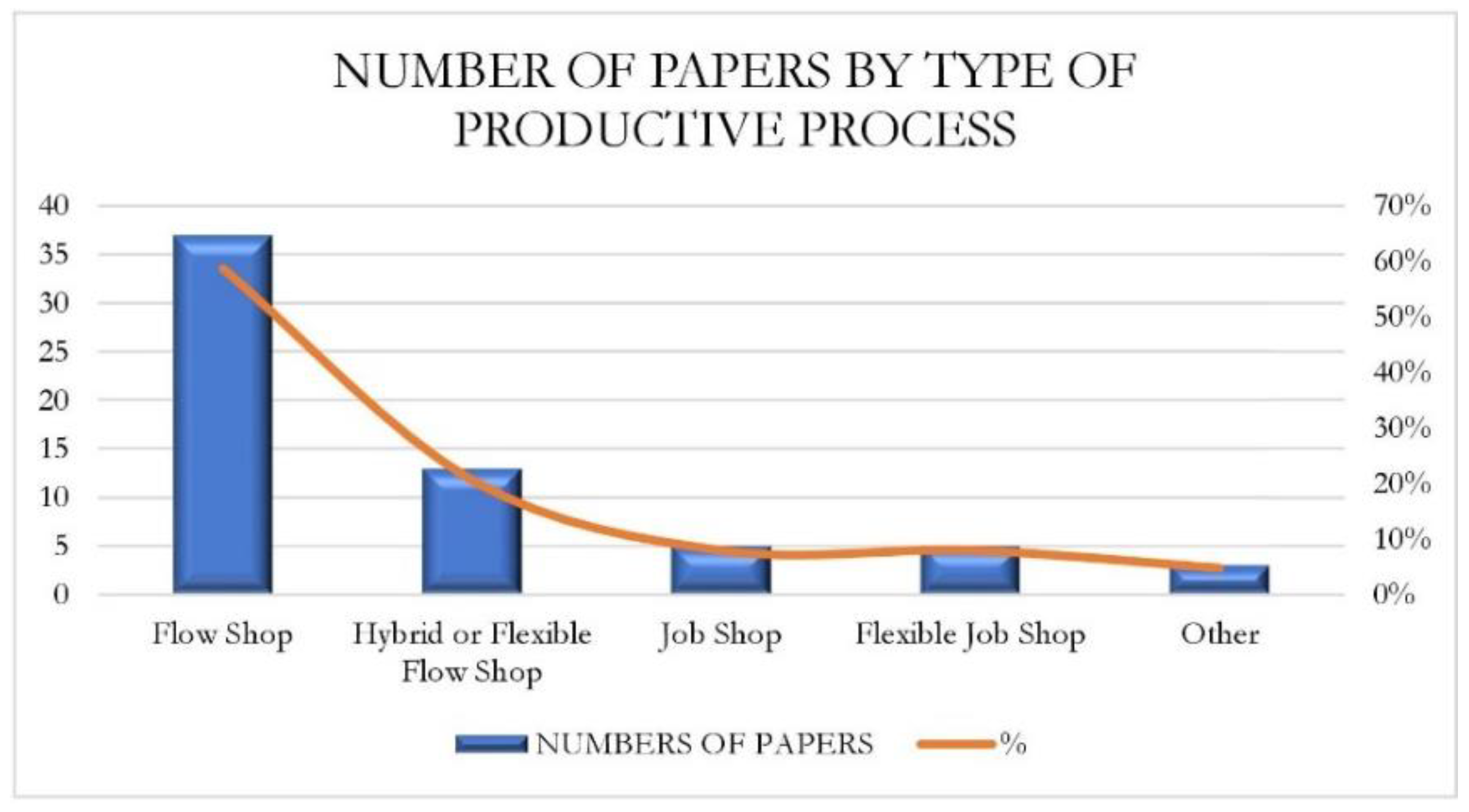
3.2.1. Problem/Type of Production Process Studied
The problems or types of production processes found in the analyzed papers are:
Flexible process: Refers to the opportunity to produce the same part with different sets of operations, such as in workshops and flexible machining cells [17].
Flow Shop: N jobs are processed in m machines with the same sequence, and a job cannot be delivered before all processing ends on the current machine [18] for use in industries such as textiles, plastics, chemical, semiconductor, tiles, and many others [19].
Hybrid or Flexible Flow Shop: Commonly, there are several stages with parallel machines that may not be the same. Each work must flow through each of the previous stages according to the same sequence, the performance of the system is given by the performance of each work at each stage [20], cases presented in industries such as glass, steel, plastic, and pharmaceutical. Its main feature is that the job is not allowed to move to the next stage until the process is completed, which leads to the machine timeout [21].
Job Shop: Each job follows a default path on m machines. There is a differentiation between job shops in which each job visits each maximum machine once and job shops in which a job can visit each machine more times [22].
Flexible Job Shop: Generalization of the job shop and parallel machine environments. There are c work centers, and in each work center, there are several identical machines in parallel. Each job has its path to follow, so it requires processing at each work center on a single machine, and any machine can do so [22].
Other: Other types of structures of production processes are recognized but differ from the classes indicated above.
3.2.2. Additional Features and Times Considered
In addition to the basic features of the problem analyzed, other further features or additional times are mentioned, which are restrictions on the formulation of the principal problem and are not necessarily mutually exclusive. Among those that are indicated:
Transport activities: For the transfer or handling of lots, with a limited capacity, as in the case of [39,71].
Blocking: Programming problems that do not consider intermediate buffers between adjacent machines and the first machine is inactive until the next machine can process the work, restriction proposed by [23,24,25,26,28,43].
3.2.3. Configuration/Work Number-Machines
Although nomenclatures are not always the same, the configurations can be subdivided into two:
Generic: Where, once the calculation of the solution was developed, it can “play” with the number of jobs, machines, and stages, the authors who have indicated these configurations are displayed in Table 6. A total of 81% of the investigated papers belonged to this group.
Specific: Where the problem’s solution was developed in a particular number of jobs, machines, and stages, the authors have pointed out the configurations indicated in Table 7. A total of 19% of the investigated papers belonged to this group.
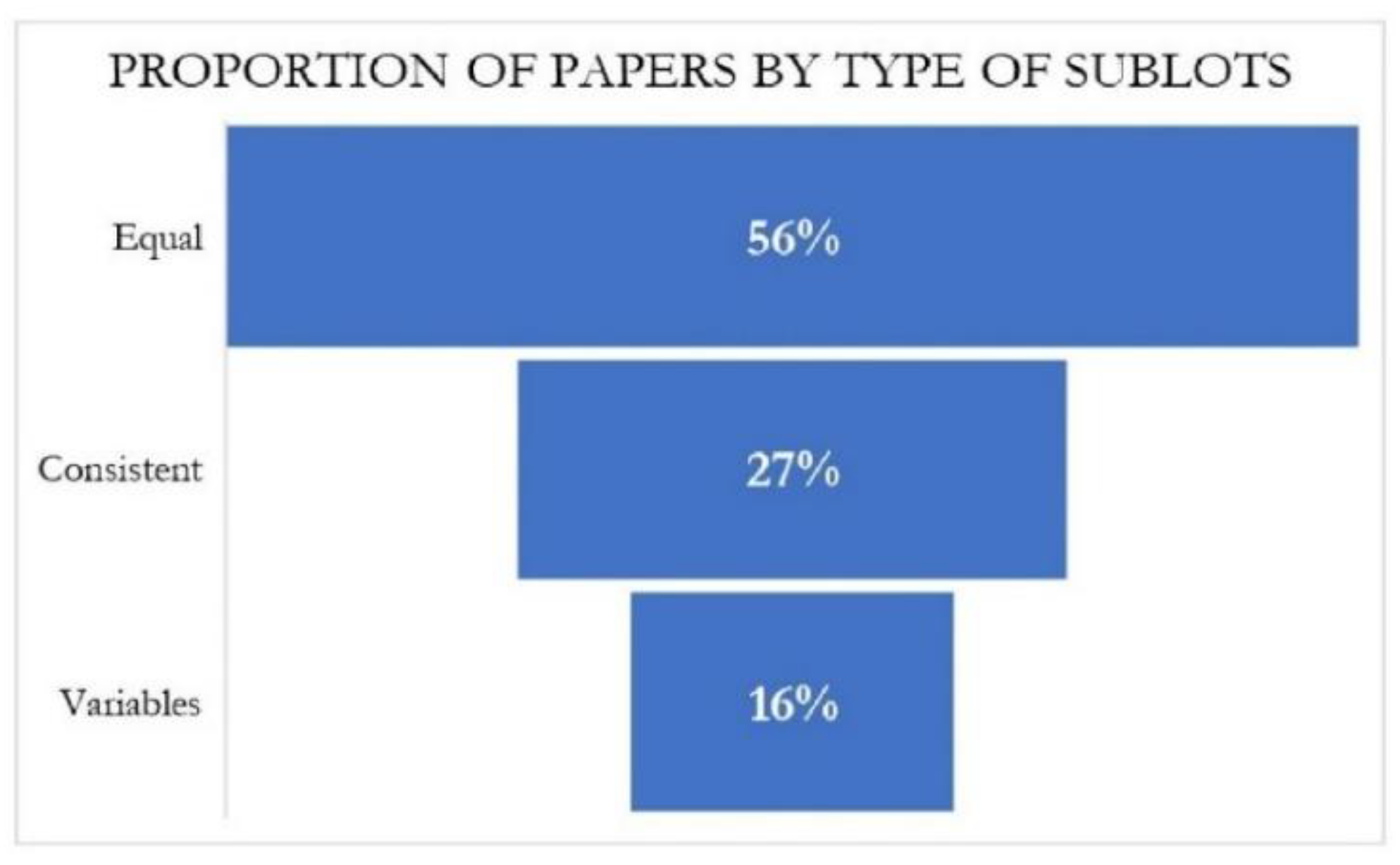
3.2.4. Types of Sublots or Jobs
Sublots are the partitioning of the transfer batch into smaller batches, appropriate for minimizing the target function. Three types of sublots are identified as described in [6]:
Consistent: If the lot size is the same for each pair of machines, with this type of batches work [17,21,34,38,41,42,48,49,50,51,57,59,61,64,67,68,69,75].
Variables: If the lot size varies on all machines, this type of lot is found in work performed by [20,32,39,40,47,49,54,58,63,66,78].
Equal: If all sublots along all machines are the same size, [18,19,23,24,25,26,27,28,29,30,31,33,35,36,37,43,44,45,46,48,49,52,53,56,60,62,65,66,70,71,72,74,76,77,79,80], investigate this type of sublot.
The proportionality of the number of publications per sublot is shown in Figure 5.
3.2.5. Idling
It is considered as a restriction when designing the models that will solve the problems formulated, being able to understand various types, such as idling between adjacent sublots, but on the same machine or in one or more stages, in the exchange of jobs, or when there are no pending jobs.
Of the papers analyzed, only 26 (41%) report that they consider this a restriction; in turn, of these publications, 6 (10%) check the utility of Lot Streaming under idling conditions against non-idling conditions.
3.2.6. Buffer
This additional inventory strategically placed to avoid disruptions to operations [1] is a new constraint to consider. Eleven publications (17%) report that buffers are taken into account, of which only 1 (2%) is of limited capacity; the others are described as unlimited or infinite capacity.
3.2.7. Setup Time
It is the time to prepare a machine or process for the next production order [1]; this would be another restriction for developing the optimization problem solution.
86% (54) of the revised publications mention in some way the existence of a setup time; however, of these, 18 papers (29%) indicate that setup time is negligible or already included in the processing time. In 18 papers (29%), setup time depends on the sequence that jobs have on different machines, 16 papers (25%) point out that their setup time restriction has a sequence-independent configuration; finally, two papers (3%) make a comparison in the Lot Streaming with and without setup time.
3.2.8. Objectives
As noted, the goal of Lot Streaming is to minimize Makespan; 55 of the revised papers (87%) point to this as the main objective to be achieved, being able to express it in other words. Subsequently, the following objectives sought to meet are to minimize precocity and tardiness times, defined as the difference between actual end times and the date at which it was scheduled [24]; although there are other objectives, they are a minority.
3.2.9. Calculating the Problem Solution
According to the different demonstrations and studies, the problem we are referring to is the NP-Hard type [58]. Under this definition, different schemes were developed to suggest a solution to the proposed problem; taking into account the characteristics of machines, sublots, and the restrictions determined by each configuration; two significant subgroups are generated:
Optimization algorithm: These can be generic algorithms generated according to the problem to be solved. These have already been developed and tested by an author and coupled to the type of problem to be solved. The papers that propose this type of solution are indicated in Table 8, with 47 publications or 75%.
Other calculation schemes: Other formulations do not indicate belonging to a specific algorithm. The publications that propose this type of solution are detailed in Table 9, with 16 papers or 25%.
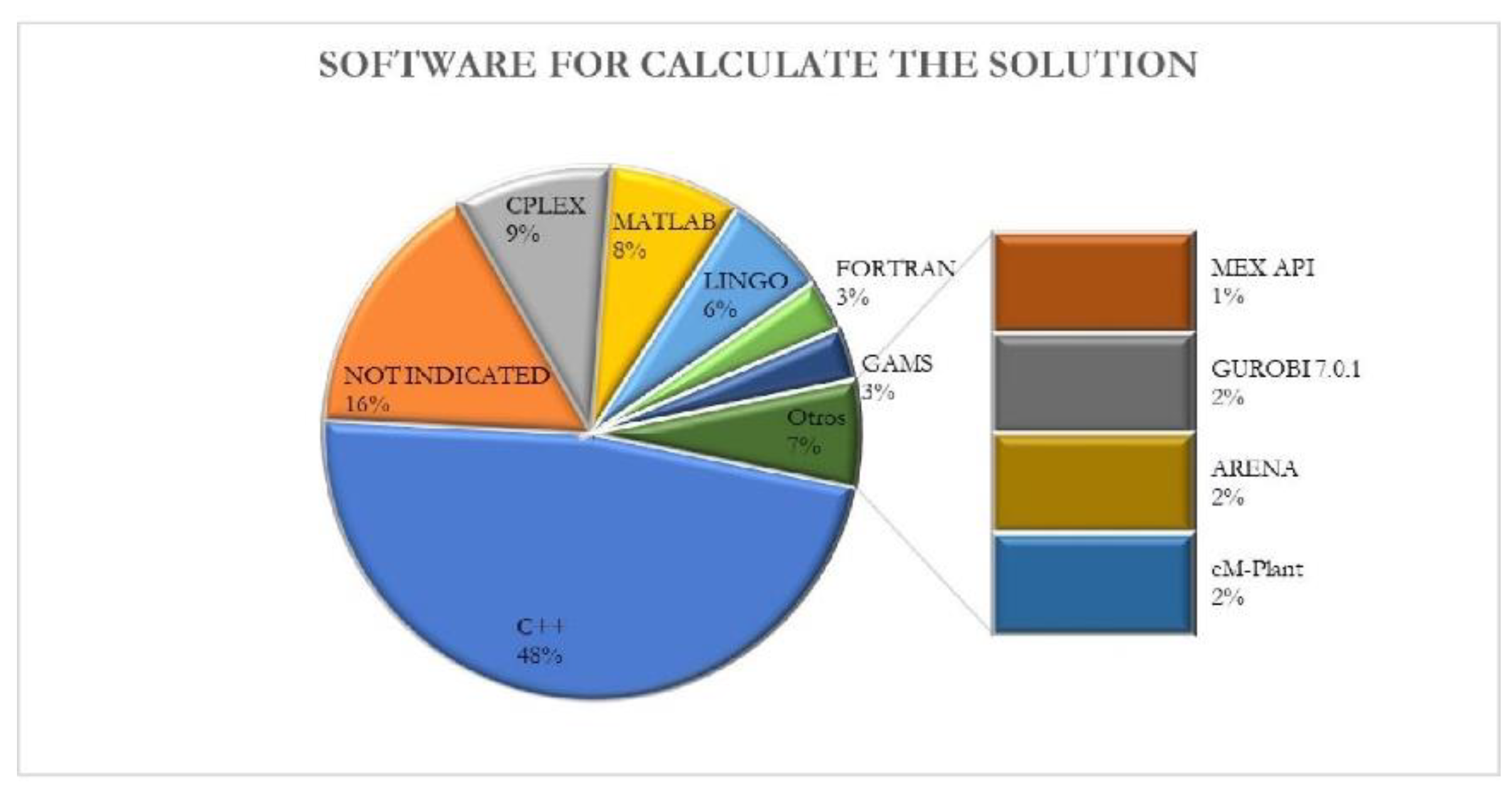
3.2.10. Software for Solving the Problem
To solve the problem and verify that the objective is appropriate, programming software or statistical analysis was used. The percentage of use of each software is indicated in Figure 6; 16% of the publications do not indicate the program to test their solution. Additionally, the software was grouped according to its base; for example, C++ is a general name that includes Visual C++, C++, or C.
As can be seen in Figure 6, software such as IBM ILOG Cplex Optimizer V12.8 and Lingo 18.0 by Lindo Systems Inc(Chicago, IL, USA) were used to calculate the solution called “other calculation schemes” (as indicated in the previous characterization), or classical mathematical programming, that is, variants of linear programming, as indicated by Sun [81] and validated by Anand et al. In contrast, programming software (C++, Fortran) was used to program-specific algorithms previously tested due to their ability to solve and the more effective assignment of operational restrictions, pointed out by Kovács in his study [82].
3.2.11. Compared to
A total of 95% of the papers compare the proposed scheme to solve the problem with another scheme, another algorithm, or the same algorithm with other conditions. Table 10 shows how each author has compared his proposed solution against another previously demonstrated solution(s) in the papers that propose an algorithm as a calculation scheme, while Table 11 does so for other schemes.
3.2.12. Metrics to Evaluate
After proposing the problem-solving scheme, a comparison with another type of solution was proposed, and different tests are carried out to demonstrate the proposed solution’s effectiveness. Among the main comparison arguments are:
- The objective function and the maximum, minimum, and standard deviations.
- Central Pocessing Unit (Cpu) Time.
- AverageRetail Price Index (Rpi) Value.
- Hypervolume, Convergence.
- Statistical tests such as Analysis of Variance (ANOVA), Mood Median Test, Mann–Whitney Test, Student’s T-Test, Mann-Whitney U-Test.
3.3. Final Data
3.3.1. Conclusion
The analyzed papers propose the use of a specific calculation algorithm or method as a solution to the specific Makespan reduction problem. To demonstrate that the solution method is effective, comparisons with other forms of a solution were considered, very well documented in previous studies, for which different criteria or metrics are applied. It is important, as an investigative value, to mention the use of Applied Statistics to research because it allows generating an analysis focused on determining the proposals that produce the best results, once the objective function was raised. This type of analysis joins the work time of the CPU as the maximum types of metrics valued within the analysis of the results of each paper.
After comparing the results obtained in the numerical demonstrations of the proposed models, each author concludes that the proposed algorithm is effective to reduce the Makespan through the use of Lot Streaming. This conclusion is based on obtaining better numbers in the metrics reviewed in several algorithms that use the same mathematical model to reach the same resolution, that is, the conclusion is reached by comparing results with the same initial parameters. It should be noted that in none of the articles reviewed is there a conclusion that analyzes the basic definition of Lot Streaming since it has already been analyzed by other authors in previous years, so this demonstration is implicit.
The experimental results that each author achieves justify the importance of generating new developments, to continue developing and corroborating the suitability of new algorithms or calculation software. Thus, achieving better competitive performances and solving the problem are considered effective, generating new alternatives for the improvement of production management.
3.3.2. Future Works
Fifty-one publications (that is, 81%) propose future research based on the results of the analyzed article. Mathematical model validations are proposed taking into account specific working conditions or more realistic problems on the different production processes and dynamic characteristics, reducing computational complexity, proposing different restrictions or uncertainties.
Alternatively, it is proposed to work on the definition of new objectives or convert single-objective algorithms into multi-objectives, using self-adaptive algorithms focused on self-learning, or extend the proposed algorithm to a heuristic or metaheuristic algorithm to achieve a more intuitive and iterative result that achieves a larger universe. In other words, most researchers intend to carry out even more research, showing that the subject analyzed is important to improve working conditions in industries and reduce costs related to productivity.
To carry out this future research, the authors formalize the need to investigate new manufacturing systems, such as non-conventional ones, such as those based on cellular or fractal designs, where research is quite limited. In this way, we can appreciate that there is always something more to investigate since the Theory of Production and Operations Management is not static, but rather dynamic, therefore more explicit modeling of an industrial productive reality can always be found.
4. Discussion
4.1. Research Questions
After making the investigation, it is possible to answer the questions proposed in Table 1.
QR1. In what types of production processes has LS been applied?
This is the central data to be analyzed in the present systematic review, as it allows to recognize the applicability of the Opportunity for Improvement that is the LS concerning the industrial environments.
In the analyzed papers, the two main reported types of processes are the Flow Shop, as the most studied process, both in its pure scheme or hybrid at 79% (50 of 63 papers), which would indicate at a glance that it is the most repetitive process at the industrial level. The Job Shop (both pure and hybrid) has only 16% (10) of publications.
It can add different restrictions or particular characteristics in the two types, so that the designed model is more attached to the day-to-day living industries, pointing as main restrictions the transport, blocking maintenance, or effect of the so-called learning curve.
By answering this research question, we can infer that the LS can be extended to any production process once it is recognized its type and thus can generate a model according to the reality of the industry that is looking to optimize.
QR2. For what types of sublots is LS used?
To formulate the problem to be solved, it is necessary to recognize different characteristics of the model to be developed initially; among them, the type of sublot has a critical weight. In this analysis, most papers provide solutions for schematics with equal sublots, i.e., more than half of the papers (56%), while 27% generate solutions with consistent sublots and 16% with variable sublots.
Additionally, several of the revised papers mention different special considerations, such as idle times; however, only 41% mention their existence, or the case of buffers, in which only 17% talk about the presence of interprocess security inventories, the most mentioned aspect being preparation times, which 86% of the items take into account.
QR3. What optimization algorithms have been used for LS calculation?
The calculation of the solution for the proposed problem is the objective function of an optimization algorithm (widely mentioned in the literature) in 47 of the reviewed publications. The algorithms HA: Heuristic algorithm, HGA: Hybrid genetic algorithm, and SA: Simulated annealing are highlighted, which are mentioned several times in the review.
For their part, 16 publications do not indicate the use of an algorithm, but instead use other solution schemes, such as a mathematical formulation with some variant to get a coupling with the sketch initially lifted.
The solutions were parameterized in different programming software, such as C++ with 48%, or statistical optimization programs, such as CPLEX with 10%, demonstrating in 60 of the publications when comparing with other forms of calculation that the solution proposed in each paper is optimal thanks to specific metrics applied to the objective function statistically. In this way, it is concluded that an improvement in production processes and implicit costs can be achieved, but there will always be a new way to continue improving, such as a new generation of algorithms.
QR4. Has LS been used to decrease Makespan?
Among the revised papers, several optimization objectives are mentioned, such as energy consumption and costs associated with production processes; however, most papers (73%) explicitly mention that the objective minimization function corresponds to Makespan (or associated words), thus becomes clear the fact that this is the best utility of Lot Streaming (LS).
Therefore, it can be concluding that applying this optimization technique would result in an improvement in the delivery times of the final product, which would generate customer satisfaction, because it can see its needs fulfilled, in addition to the company avoiding having lost sales, which is a conflict that companies have to face and makes them lose customers.
4.2. Comparison of Current Work with Existing Work
As a result of the search for publications in indexed journals referring to literature reviews on Lot Streaming (maintaining the search strategy of the present work), four articles were found, the first of these (in order of publication) is the one presented by Bagchi et al. in 2006 [11]. This paper proposes a review of applications of blocking programming models in robotic cells modeled with TSP (traveling salesman problems) but oriented only to a Flow Shop environment. Hence, it is not an open investigation such as the present one, which investigates the different approaches to programming problems that can be solved with LS and the different production processes.
The following article is presented by Chang et al. in 2007 [9], where a complete review of LS is carried out, in which the evolution of LS research is outlined; that is, the research was not blinded to a current period. This work proposes a structure of dimensions, subdimensions, and levels that allow maintaining a more centered skeleton; however, it does not contrast the optimization algorithms that allow calculating and solving programming problems using the LS.
Gómez-Gasquet et al. presented the third article in 2013 [10], where an investigation about the state of the art of LS is also carried out in a Flow Shop. That means that it does not consider other types of production processes such as the Job Shop or the Open Shop (of which definitively no references were found). However, in his references, he does not discriminate the age of the publications, finding articles published in 1989, also if he presents a graph that refers to the techniques to solve the problem described, where the types of algorithms used, but does not indicate what they are, and this, according to the authors, is an essential aspect for future research.
Finally, Cheng et al. [8], also in 2013, proposed a review of the practically theoretical literature about LS in a scheme based on the objective of the application, that is, based on cost or based on time. In this paper, the different aspects, restrictions, and considerations for the mathematical model approach to be solved are raised, and a description of the solutions used, with references to publications in 1975, in a very sober way. This publication is a reasonable frame of reference to carry out this research.
Based on the articles mentioned, the present research provides a better source of study because it considers all the production processes in which LS was applied; that is, it does not focus on any specific one. Additionally, due to having followed the guidelines of the PRISMA methodology, the systematic review is managed in a better way because it avoids redundancy in the information and bias towards a particular criterion.
Considering only research from indexed publications also allows generating a more austerity scheme to researchers to ensure that the sources cited in this paper were the best by the methodological quality of the information contained in each document.
In addition, more factors were analyzed apart from the background ones, so that they constitute different aspects that could be analyzed and be a source of new specific research, for example, the country is published, which defines that in specific continents such as Africa it is not have reported research on LS. Based on this information, analysis, or implementation focused on the industry in this country could be carried out.
It is considered that the segmentation of the information sources after ten years of publication, while the four papers found on LS cite references with many more years of antiquity, does not limit the publication in terms of conceptual references. The reviewed research cites references that, in turn, are based on these ancient investigations, which ultimately proposes a frame of reference with solid and well-documented bases.
4.3. Contributions to Literature
The work developed presents a compendium of relevant information found in 63 scientific articles on Lot Streaming, adding descriptive graphics so that the results obtained are visually contrasted at a glance. The summary tables allow detailing the scope of the consulted sources in a structured scheme. In addition, a scale of the analyzed information is carried out to cover with better specificity the data that constitute a literature review.
Having raised several research questions from the start has allowed the research to be guided in a way that focuses on the aspects considered to be central within the systematic review carried out, that is, the types of production processes, the types of batches with which they work, the algorithms to calculate the solution, and the objective of applying LS in an industry. With this strategy, the transcendental is demonstrated; therefore, the research is presented as valid in specific topics of LS.
In addition, considering that the limitation of the publication years (10 years), more modern and fresh research is proposed, based on the evolution of optimization algorithms since every day it is proposed more intelligent and developed. In addition to specific software and statistical programs, to solve programming problems in a more orderly way, but also showing the different limitations or gaps that must be covered to make the calculation more precise, mainly considering that recent publications refer to previous research has since been evaluated as of the necessary quality to nurture a proposed work.
4.4. Implications for Practice
For future practical research, it can be made from the production processes applying LS. The new investigation will identify the need to optimize the production processes and validate that this is a tool according to the requirements. Next, they will be pigeonholed within these types of processes, the types of batches used, and the configuration of jobs, machines, and stages to adequately model the problem to be solved. Finally, select the algorithms with which one works, or propose a new algorithm or mathematical formulation to solve the specific programming problem.
4.5. Limitations
This review has several limitations, the first one refers to the initial knowledge (that is when defining the research topic) on the subject of batch partitioning of the amount of production to be obtained in a given time. However, while the research was being carried out, the spectrum of knowledge was opened, so that more structured analysis objectives could have been identified and with greater weight within the world of research, with a broader knowledge of Lot Streaming.
The following limitation refers to biased the analyzed information to consulted scientific databases which have DOI (Digital Object Identifier), it was also considered as an information validator (to eliminate papers duplicates). However, if another qualification of the databases or the reviewed journals had been taken into account, the bias of the information would have been avoided and other documents of good value could have been considered within the research.
An additional limitation is constituted by a lack of information about the production axis of the industries where the Lot Streaming could have been applied about the reduction of the Makespan, that is, if it could be applied in the same way in the food industry as in the footwear industry, since this was the initial objective when raising the issue to be demonstrated. When observing that these definitions are not popular in the reviewed articles, the general objective was modified to review the types of production processes where the LS was applied, since in this way it is proposed in the future to infer whether, when analyzing the production process that follows an industry, this allows to conclude the use of this methodology, regardless of the product that it produces.
5. Conclusions and Future Works
The systematic review through the PRISMA methodology has shown that the use of Lot Streaming is helpful to reduce the Makespan, in addition to allowing the ability to achieve other objectives, such as the reduction of operating costs (maintenance, inventory management, electricity), which lead to the correct Productivity Management, resulting in improving the profitability margin of industries.
One of the strategies to achieve operational excellence in the industry is the adoption of Continuous Improvement tools. Lot Streaming allows for being framed in this philosophy, taking into account that it makes use, according to the publications analyzed, of different Optimization Algorithms. These are of maximum use for the mathematical modeling of the problem to be analyzed (the operational reality of the industry) and they can capture different scenarios aimed at an increase in production with the minor use of resources (human, material, time).
The evolution of technology leverages the development of the industry because the development of new alternatives for organization, administration, control, improvement for industrial management is essential due to the emergence of new software and hardware with better benefits, which are not constituted in a kind of limitation for the execution of the applications that are required in different business uses.
The analytical review of papers allowed us to recognize that this technique is positively used in various types of production processes, so it can be extended to a lot of industries, with their specific characteristics, thus, it is proposed to review the use of Lot Streaming in different industrial production approaches. Then, based on the primary analysis of the operational characteristics of the production processes and the formulation of different types of fundamental uncertainties that in turn become programming constraints, formulate mathematical modeling according to the most appropriate algorithm (which includes comparing the operation of the different algorithms, as was carried out in most of the reviewed studies). Consequently, calculating the optimized Makespan, comparing the application of this technique in different industrial axes, to show the differences or difficulties presented.
Another issue to be validated for future research and applications is the use of other methods of modeling, optimization, and comparison of the improvements made to production processes. The premise to maintain is to reduce the use of resources and improve productivity without altering the application of the concepts of the flexibility of resources, product families, and innovation of the processes and the operational staff’s knowledge.
Author Contributions
A.S.-M. conducted the literature search (all the phases of the study selection procedure), performed the quality assessment of primary studies, interpreted the results, and wrote the manuscript. M.V.G. guided the writing of the manuscript and was involved in finalizing it. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Universidad Tecnica de Ambato (UTA) and their Research and Development Department (DIDE) under project CONIN-P-256-2019, and SENESCYT by grants “Convocatoria Abierta 2011” and “Convocatoria Abierta 2013”.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Hill, A.V. The Encyclopedia of Operations Management: A Field Manual and Glossary of Operations Management Terms and Concepts; FT Press: Upper Saddle River, NJ, USA, 2012; ISBN 978-0-13-288370-2. [Google Scholar]
- Anil Kumar, S.; Suresh, N. Production and Operations Management (with Skill Development, Caselets and Cases); New Age International (P) Ltd.: New Delhi, India, 2008; ISBN 978-81-224-2177-4. [Google Scholar]
- Chapman, S.N. The Fundamentals of Production Planning and Control; Pearson/Prentice Hall: Upper Saddle River, NJ, USA, 2006; ISBN 978-0-13-017615-8. [Google Scholar]
- Stewart, J. The Toyota Kaizen Continuum: A Practical Guide to Implementing Lean, 1st ed.; CRC Press: Boca Raton, FL, USA, 2011; ISBN 978-1-4398-4605-6. [Google Scholar]
- Rao, S.S. Engineering Optimization: Theory and Practice, 4th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2009; ISBN 978-0-470-18352-6. [Google Scholar]
- Sarin, S.C.; Jaiprakash, P. Flow Shop Lot Streaming; Springer: New York, NY, USA; London, UK, 2007; ISBN 978-0-387-47687-2. [Google Scholar]
- Welch, V.; Petticrew, M.; Petkovic, J.; Moher, D.; Waters, E.; White, H.; Tugwell, P. Extending the PRISMA Statement to Equity-Focused Systematic Reviews (PRISMA-E 2012): Explanation and Elaboration. Int. J. Equity Health 2015, 14, 92. [Google Scholar] [CrossRef] [Green Version]
- Cheng, M.; Mukherjee, N.J.; Sarin, S.C. A Review of Lot Streaming. Int. J. Prod. Res. 2013, 51, 7023–7046. [Google Scholar] [CrossRef]
- Chang, J.H.; Chiu, H.N. A Comprehensive Review of Lot Streaming. Int. J. Prod. Res. 2005, 43, 1515–1536. [Google Scholar] [CrossRef]
- Gómez-Gasquet, P.; Segura-Andrés, R.; Andrés-Romano, C. A Review of Lot Streaming in a Flow Shop Environment with Makespan Criteria. JIEM 2013, 6, 761–770. [Google Scholar] [CrossRef] [Green Version]
- Bagchi, T.P.; Gupta, J.N.D.; Sriskandarajah, C. A Review of TSP Based Approaches for Flowshop Scheduling. Eur. J. Oper. Res. 2006, 169, 816–854. [Google Scholar] [CrossRef]
- Camara Gradim, L.C.; Archanjo Jose, M.; Marinho Cezar da Cruz, D.; de Deus Lopes, R. IoT Services and Applications in Rehabilitation: An Interdisciplinary and Meta-Analysis Review. IEEE Trans. Neural Syst. Rehabil. Eng. 2020, 28, 2043–2052. [Google Scholar] [CrossRef] [PubMed]
- Diószegi, J.; Llanaj, E.; Ádány, R. Genetic Background of Taste Perception, Taste Preferences, and Its Nutritional Implications: A Systematic Review. Front. Genet. 2019, 10, 1272. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alam, S.A.N. Managing Organizational Knowledge by Unlearning? A Systematic Literature Review. In Proceedings of the 2019 International Conference on Computational Intelligence and Knowledge Economy (ICCIKE), IEEE, Dubai, United Arab Emirates, 11–12 December 2019; pp. 81–86. [Google Scholar]
- Alarcón Palacios, M.; Ojeda Gómez, R.C.; Ticse Huaricancha, I.L.; Cajachagua Hilario, K. Análisis crítico de ensayos clínicos aleatorizados: Riesgo de sesgo. Rev. Estomatol. Herediana 2015, 25, 304–308. [Google Scholar] [CrossRef]
- Higins, J.; Green, S. Updated March 2011; The Cochrane Collaboration: London, UK, 2011. [Google Scholar]
- Yavuz, Y. Lot Streaming with Flexible Process Plans. Int. J. Prod. Res. 2013, 51, 5055–5072. [Google Scholar] [CrossRef]
- Meng, T.; Pan, Q.-K.; Li, J.-Q.; Sang, H.-Y. An Improved Migrating Birds Optimization for an Integrated Lot-Streaming Flow Shop Scheduling Problem. Swarm Evol. Comput. 2018, 38, 64–78. [Google Scholar] [CrossRef]
- Sang, H.-Y.; Pan, Q.-K.; Duan, P.-Y.; Li, J.-Q. An Effective Discrete Invasive Weed Optimization Algorithm for Lot-Streaming Flowshop Scheduling Problems. J. Intell. Manuf. 2018, 29, 1337–1349. [Google Scholar] [CrossRef]
- Li, J.; Tao, X.; Jia, B.; Han, Y.; Liu, C.; Duan, P.; Zheng, Z.; Sang, H. Efficient Multi-Objective Algorithm for the Lot-Streaming Hybrid Flowshop with Variable Sub-Lots. Swarm Evol. Comput. 2020, 52, 100600. [Google Scholar] [CrossRef]
- Alfieri, A.; Zhou, S.; Scatamacchia, R.; van de Velde, S.L. Dynamic Programming Algorithms and Lagrangian Lower Bounds for a Discrete Lot Streaming Problem in a Two-Machine Flow Shop. 4OR-Q J. Oper. Res. 2020, 19, 265–288. [Google Scholar] [CrossRef]
- Pinedo, M. Scheduling: Theory, Algorithms, and Systems, 4th ed.; Springer: New York, NY, USA, 2012; ISBN 978-1-4614-1986-0. [Google Scholar]
- Han, Y.; Gong, D.; Jin, Y.; Pan, Q. Evolutionary Multiobjective Blocking Lot-Streaming Flow Shop Scheduling with Machine Breakdowns. IEEE Trans. Cybern. 2019, 49, 184–197. [Google Scholar] [CrossRef] [PubMed]
- Gong, D.; Han, Y.; Sun, J. A Novel Hybrid Multi-Objective Artificial Bee Colony Algorithm for Blocking Lot-Streaming Flow Shop Scheduling Problems. Knowl.-Based Syst. 2018, 148, 115–130. [Google Scholar] [CrossRef]
- Han, Y.; Li, J.-Q.; Gong, D.; Sang, H. Multi-Objective Migrating Birds Optimization Algorithm for Stochastic Lot-Streaming Flow Shop Scheduling with Blocking. IEEE Access 2019, 7, 5946–5962. [Google Scholar] [CrossRef]
- Han, Y.; Gong, D.; Jin, Y.; Pan, Q. Evolutionary Multi-Objective Blocking Lot-Streaming Flow Shop Scheduling with Interval Processing Time. Appl. Soft Comput. 2016, 42, 229–245. [Google Scholar] [CrossRef]
- Han, Y.-Y.; Gong, D.; Sun, X.-Y.; Pan, Q.-K. An Improved NSGA-II Algorithm for Multi-Objective Lot-Streaming Flow Shop Scheduling Problem. Int. J. Prod. Res. 2014, 52, 2211–2231. [Google Scholar] [CrossRef]
- Ventura, J.A.; Yoon, S.-H. A New Genetic Algorithm for Lot-Streaming Flow Shop Scheduling with Limited Capacity Buffers. J. Intell. Manuf. 2013, 24, 1185–1196. [Google Scholar] [CrossRef]
- Chakaravarthy, G.V.; Marimuthu, S.; Sait, A.N. Performance evaluation of proposed Differential Evolution and Particle Swarm Optimization algorithms for scheduling m-machine flow shops with lot streaming. J. Intell. Manuf. 2013, 24, 175–191. [Google Scholar] [CrossRef]
- Pan, Q.-K.; Ruiz, R. An Estimation of Distribution Algorithm for Lot-Streaming Flow Shop Problems with Setup Times. Omega 2012, 40, 166–180. [Google Scholar] [CrossRef] [Green Version]
- Davendra, D.; Senkerik, R.; Zelinka, I.; Pluhacek, M.; Bialic-Davendra, M. Utilising the Chaos-Induced Discrete Self Organising Migrating Algorithm to Solve the Lot-Streaming Flowshop Scheduling Problem with Setup Time. Soft. Comput. 2014, 18, 669–681. [Google Scholar] [CrossRef]
- Rossit, D.; Tohmé, F.; Frutos, M.; Bard, J.; Broz, D. A Non-Permutation Flowshop Scheduling Problem with Lot Streaming: A Mathematical Model. Int. J. Ind. Eng. Comput. 2016, 7, 507–516. [Google Scholar] [CrossRef]
- Sang, H.; Gao, L.; Li, X. An Iterated Local Search Algorithm for the Lot-Streaming Flow Shop Scheduling Problem. Asia Pac. J. Oper. Res. 2014, 31, 1450045. [Google Scholar] [CrossRef]
- Fang, K.; Luo, W.; Che, A. Speed Scaling in Two-Machine Lot-Streaming Flow Shops with Consistent Sublots. J. Oper. Res. Soc. 2020, 71, 1–13. [Google Scholar] [CrossRef]
- Pan, Q.-K.; Suganthan, P.N.; Liang, J.J.; Tasgetiren, M.F. A Local-Best Harmony Search Algorithm with Dynamic Sub-Harmony Memories for Lot-Streaming Flow Shop Scheduling Problem. Expert Syst. Appl. 2011, 38, 3252–3259. [Google Scholar] [CrossRef]
- Pan, Q.-K.; Wang, L.; Gao, L.; Li, J. An Effective Shuffled Frog-Leaping Algorithm for Lot-Streaming Flow Shop Scheduling Problem. Int. J. Adv. Manuf. Technol. 2011, 52, 699–713. [Google Scholar] [CrossRef]
- Pan, Q.-K.; Fatih Tasgetiren, M.; Suganthan, P.N.; Chua, T.J. A Discrete Artificial Bee Colony Algorithm for the Lot-Streaming Flow Shop Scheduling Problem. Inf. Sci. 2011, 181, 2455–2468. [Google Scholar] [CrossRef]
- Ferraro, A.; Rossit, D.; Toncovich, A.; Frutos, M. Lot Streaming Flow Shop with a Heterogeneous Machine. Eng. Manag. J. 2019, 31, 113–126. [Google Scholar] [CrossRef]
- Wang, H.; Zhao, F.; Gao, H.; Sutherland, J.W. A Three-Stage Method with Efficient Calculation for Lot Streaming Flow-Shop Scheduling. Front. Inf. Technol. Electron. Eng. 2019, 20, 1002–1020. [Google Scholar] [CrossRef]
- Ramesh, C.; Kamalakannan, R.; Karthik, R.; Pavin, C.; Dhivaharan, S. A Lot Streaming Based Flow Shop Scheduling Problem Using Simulated Annealing Algorithm. Mater. Today Proc. 2021, 37, 241–244. [Google Scholar] [CrossRef]
- Mukherjee, N.J.; Sarin, S.C.; Singh, S. Lot Streaming in the Presence of Learning in Sublot-Attached Setup Times and Processing Times. Int. J. Prod. Res. 2017, 55, 1623–1639. [Google Scholar] [CrossRef]
- Mortezaei, N.; Zulkifli, N. Integration of Lot Sizing and Flow Shop Scheduling with Lot Streaming. J. Appl. Math. 2013, 2013, 216595. [Google Scholar] [CrossRef]
- Li, Y.G.; Zhang, M.S. A Multi-Objective Lot-Streaming Optimization Scheduling Model Considering the Blocking Effect. Int. J. Simul. Model. 2016, 16, 731–741. [Google Scholar] [CrossRef]
- Sang, H.; Gao, L.; Pan, Q. Discrete Artificial Bee Colony Algorithm for Lot-Streaming Flowshop with Total Flowtime Minimization. Chin. J. Mech. Eng. 2012, 25, 990–1000. [Google Scholar] [CrossRef]
- Fattahi, P.; Azizi, V.; Jabbari, M. Lot Streaming in No-Wait Multi Product Flowshop Considering Sequence Dependent Setup Times and Position Based Learning Factors. IJE 2015, 28, 1031–1039. [Google Scholar] [CrossRef]
- Yoon, S.-H. Minimizing the Total Stretch when Scheduling Flows of Divisible Requests without Interruption. J. Soc. E-Bus. Stud. 2015, 20, 79–88. [Google Scholar] [CrossRef] [Green Version]
- Defersha, F.M.; Chen, M. A Genetic Algorithm for One-Job m-Machine Flowshop Lot Streaming with Variable Sublots. IJOR 2011, 10, 458. [Google Scholar] [CrossRef]
- Glass, C.A.; Possani, E. Lot Streaming Multiple Jobs in a Flow Shop. Int. J. Prod. Res. 2011, 49, 2669–2681. [Google Scholar] [CrossRef]
- Mortezaei, N.; Zulkifli, N. A Study on Integration of Lot Sizing and Flow Shop Lot Streaming Problems. Arab. J. Sci. Eng. 2014, 39, 9283–9300. [Google Scholar] [CrossRef]
- Mortezaei, N.; Norzima, Z.; Tang, S.H.; Rosnah, M.Y. Lot Streaming and Preventive Maintenance in a Multiple Product Permutation Flow Shop with Intermingling. AMM 2014, 564, 689–693. [Google Scholar] [CrossRef]
- Mortezaei, N.; Zulkifli, N. Mixed-Integer Formulation for Integration of Lot Sizing and Lot Streaming Problem with Scheduled Preventive Maintenance. RJASET 2014, 7, 2563–2568. [Google Scholar] [CrossRef]
- Davendra, D.; Senkerik, R.; Zelinka, I.; Pluhacek, M.; Bialic-Davendra, M. Utilising the Chaos-Induced Discrete Self Organising Migrating Algorithm to Schedule the Lot-Streaming Flowshop Scheduling Problem with Setup Time. In Nostradamus 2013: Prediction, Modeling and Analysis of Complex Systems; Zelinka, I., Chen, G., Rössler, O.E., Snasel, V., Abraham, A., Eds.; Advances in Intelligent Systems and Computing; Springer International Publishing: Berlin/Heidelberg, Germany, 2013; Volume 210, pp. 31–45. ISBN 978-3-319-00541-6. [Google Scholar]
- Yang, L.; Pan, Y.X. Discrete Particle Swarm Optimization Algorithm for Lot-Streaming No-Wait Flow Shop Scheduling Problem. AMR 2012, 538–541, 863–868. [Google Scholar] [CrossRef]
- Defersha, F.M.; Chen, M. A Hybrid Genetic Algorithm for Flowshop Lot Streaming with Setups and Variable Sublots. Int. J. Prod. Res. 2010, 48, 1705–1726. [Google Scholar] [CrossRef]
- Alfieri, A.; Glass, C.; van de Velde, S. Two-Machine Lot Streaming with Attached Setup Times. IIE Trans. 2012, 44, 695–710. [Google Scholar] [CrossRef]
- Han, H.Y. The Lot-Streaming Flow Scheduling Shops Based on a Hybrid Discrete Harmony Search Algorithm. AMR 2011, 204–210, 563–568. [Google Scholar] [CrossRef]
- Nejati, M.; Mahdavi, I.; Hassanzadeh, R.; Mahdavi-Amiri, N. Lot Streaming in a Two-Stage Assembly Hybrid Flow Shop Scheduling Problem with a Work Shift Constraint. J. Ind. Prod. Eng. 2016, 33, 459–471. [Google Scholar] [CrossRef]
- Chen, T.-L.; Cheng, C.-Y.; Chou, Y.-H. Multi-Objective Genetic Algorithm for Energy-Efficient Hybrid Flow Shop Scheduling with Lot Streaming. Ann. Oper. Res. 2020, 290, 813–836. [Google Scholar] [CrossRef]
- Cheng, M.; Sarin, S.C.; Singh, S. Two-Stage, Single-Lot, Lot Streaming Problem for a $$1+2$$ 1 + 2 Hybrid Flow Shop. J. Glob. Optim. 2016, 66, 263–290. [Google Scholar] [CrossRef]
- Wang, P.; Sang, H.; Tao, Q.; Guo, H.; Li, J.; Gao, K.; Han, Y. Improved Migrating Birds Optimization Algorithm to Solve Hybrid Flowshop Scheduling Problem with Lot-Streaming. IEEE Access 2020, 8, 89782–89792. [Google Scholar] [CrossRef]
- Defersha, F.M.; Chen, M. Mathematical Model and Parallel Genetic Algorithm for Hybrid Flexible Flowshop Lot Streaming Problem. Int. J. Adv. Manuf. Technol. 2012, 62, 249–265. [Google Scholar] [CrossRef]
- Cheng, M.; Sarin, S.C. Lot Streaming in a Two-Stage Assembly System. Annu. Rev. Control. 2020, 50, 303–316. [Google Scholar] [CrossRef]
- Wang, S.; Kurz, M.; Mason, S.J.; Rashidi, E. Two-Stage Hybrid Flow Shop Batching and Lot Streaming with Variable Sublots and Sequence-Dependent Setups. Int. J. Prod. Res. 2019, 57, 6893–6907. [Google Scholar] [CrossRef]
- Nejati, M.; Mahdavi, I.; Hassanzadeh, R.; Mahdavi-Amiri, N.; Mojarad, M. Multi-Job Lot Streaming to Minimize the Weighted Completion Time in a Hybrid Flow Shop Scheduling Problem with Work Shift Constraint. Int. J Adv. Manuf. Technol. 2014, 70, 501–514. [Google Scholar] [CrossRef]
- Zhang, B.; Pan, Q.; Gao, L.; Zhang, X.; Sang, H.; Li, J. An Effective Modified Migrating Birds Optimization for Hybrid Flowshop Scheduling Problem with Lot Streaming. Appl. Soft Comput. 2017, 52, 14–27. [Google Scholar] [CrossRef] [Green Version]
- Defersha, F.M. A Simulated Annealing with Multiple-Search Paths and Parallel Computation for a Comprehensive Flowshop Scheduling Problem: A Simulated Annealing with Multiple-Search Paths and Parallel Computation for a Comprehensive Flowshop Scheduling Problem. Intl. Trans. Op. Res. 2015, 22, 669–691. [Google Scholar] [CrossRef]
- Defersha, F.M. A Comprehensive Mathematical Model for Hybrid Flexible Flowshop Lot Streaming Problem. IJIEC 2011, 2, 283–294. [Google Scholar] [CrossRef]
- Lalitha, J.L.; Mohan, N.; Pillai, V.M. Lot Streaming in [N-1] (1) + N (m) Hybrid Flow Shop. J. Manuf. Syst. 2017, 44, 12–21. [Google Scholar] [CrossRef]
- Lei, D.; Guo, X. Scheduling Job Shop with Lot Streaming and Transportation through a Modified Artificial Bee Colony. Int. J. Prod. Res. 2013, 51, 4930–4941. [Google Scholar] [CrossRef]
- Güçdemir, H.; Selim, H. Integrating Simulation Modelling and Multi Criteria Decision Making for Customer Focused Scheduling in Job Shops. Simul. Model. Pract. Theory 2018, 88, 17–31. [Google Scholar] [CrossRef]
- López, M.L.N.; Díaz, H.L.; Sanmiguel, P.J.J.; González, J.V.R. Transfer Batch Size Impact on a Job Shop Environment Performance. IJMR 2017, 12, 318. [Google Scholar] [CrossRef]
- Xu, X.Q.; Lei, D.M. Research on Swarm Intelligence Algorithm with an Artificial Bee Colony Algorithm for Lot Streaming Problem in Job Shop. AMR 2014, 951, 239–244. [Google Scholar] [CrossRef]
- Liu, C.-H.; Chen, L.-S.; Lin, P.-S. Lot Streaming Multiple Jobs with Values Exponentially Deteriorating over Time in a Job-Shop Environment. Int. J. Prod. Res. 2013, 51, 202–214. [Google Scholar] [CrossRef]
- Bożek, A.; Werner, F. Flexible Job Shop Scheduling with Lot Streaming and Sublot Size Optimisation. Int. J. Prod. Res. 2018, 56, 6391–6411. [Google Scholar] [CrossRef]
- Novas, J.M. Production Scheduling and Lot Streaming at Flexible Job-Shops Environments Using Constraint Programming. Comput. Ind. Eng. 2019, 136, 252–264. [Google Scholar] [CrossRef]
- Zhang, S.; Li, X.; Zhang, B.; Wang, S. Multi-Objective Optimisation in Flexible Assembly Job Shop Scheduling Using a Distributed Ant Colony System. Eur. J. Oper. Res. 2020, 283, 441–460. [Google Scholar] [CrossRef]
- Yousefi Yegane, B.; Nakhai Kamalabadia, I.; Khanlarzade, N. Critical Path Method for Lot Streaming Problem in Flexible Job Shop Environment. IJE 2017, 30, 216–269. [Google Scholar] [CrossRef]
- Kesen, S.E.; Güngör, Z. How Important Is the Batch Splitting Activity in Scheduling of Virtual Manufacturing Cells (VMCs)? Int. J. Prod. Res. 2011, 49, 1645–1667. [Google Scholar] [CrossRef]
- Almeder, C.; Klabjan, D.; Traxler, R.; Almada-Lobo, B. Lead Time Considerations for the Multi-Level Capacitated Lot-Sizing Problem. Eur. J. Oper. Res. 2015, 241, 727–738. [Google Scholar] [CrossRef] [Green Version]
- Ye, T. Analysis on Multi-Stage Lot Streaming: The Effect of Transfer. Comput. Ind. Eng. 2012, 62, 1046–1054. [Google Scholar] [CrossRef]
- Sun, Y. Fuzzy Approaches and Simulation-Based Reliability Modeling to Solve a Road–Rail Intermodal Routing Problem with Soft Delivery Time Windows When Demand and Capacity Are Uncertain. Int. J. Fuzzy Syst. 2020, 22, 2119–2148. [Google Scholar] [CrossRef]
- Kovács, P. Minimum-Cost Flow Algorithms: An Experimental Evaluation. Optim. Methods Softw. 2015, 30, 94–127. [Google Scholar] [CrossRef]
Figure 1.
Flowchart for PRISMA systematic reviews.

Figure 2.
Number of papers by year of publication.

Figure 3.
Distribution of publications by country.

Figure 4.
Number of papers depending on the type of production process.

Figure 5.
Percentage of papers depending on the type of sublot.

Figure 6.
Software used to solve the problem.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Research questions.
| N° | Research Question | Motivation |
|---|---|---|
| RQ1 | In what types of production processes has LS been applied? | Identify the production processes in which LS can be applied. |
| RQ2 | For what types of sublots are LS used? | Identify the different sublots to consider in LS. |
| RQ3 | What optimization algorithms were used for LS calculation? | Identify the use of optimization algorithms. |
| RQ4 | Has LS been used to decrease Makespan? | Identify the LS’s goal about Makespan. |
Table 2.
Search in digital databases and number of publications (initial search).
| Database | Search | Papers |
|---|---|---|
| SCOPUS | (“lot streaming”; AND (“production processes” OR “operation lots” OR “decrease in lead time” OR “lot size” OR “optimization algorithms” OR “Makespan” OR “decrease in resource use”) AND (LIMIT-TO (PUBYEAR, 2020) OR LIMIT-TO (PUBYEAR, 2019) OR LIMIT-TO (PUBYEAR, 2018) OR LIMIT-TO (PUBYEAR, 2017) OR LIMIT-TO (PUBYEAR, 2016) OR LIMIT- TO (PUBYEAR, 2015) OR LIMIT-TO (PUBYEAR, 2014) OR LIMIT-TO (PUBYEAR, 2013) OR LIMIT-TO (PUBYEAR, 2012) OR LIMIT-TO (PUBYEAR, 2011) OR LIMIT-TO (PUBYEAR, 2010)). | 73 |
| WEB OF SCIENCE | (“lot streaming” AND (“production processes” OR “operation batches” OR “decrease in lead time” OR “lot size” OR “optimization algorithms” OR “Makespan” OR “decrease in resource use”). | 69 |
| SCIENCEDIRECT | (“lot streaming” AND (“production processes” OR “operation batches” OR “decrease in lead time” OR “lot size” OR “optimization algorithms” OR “Makespan” OR “decrease in resource use”). | 25 |
| TAYLOR and FRANCIS | (All: “lot streaming”) AND (All: “production processes”) O (All: “operation lots”) O (All: “decrease in lead time”) O (All: “lot size”) O (All: “optimization algorithms”) OR (All: “Makespan”) OR (All: “decrease in resource use”)) AND (Publication Date: (01/01/2010 TO 12/31/2020)). | 19 |
| IEEE | (“lot streaming” AND (“production processes” OR “operation batches” OR “decrease in lead time” OR “lot size” OR “optimization algorithms” OR “Makespan” OR “decrease in resource use”). | 4 |
| SEMANTIC SCHOLAR | (“lot streaming” AND (“production processes” OR “operation batches” OR “decrease in lead time” OR “lot size” OR “optimization algorithms” OR “Makespan” OR “decrease in resource use”). | 7 |
| SPRINGER | (“lot streaming” AND (“production processes” OR “operation batches” OR “decrease in lead time” OR “lot size” OR “optimization algorithms” OR “Makespan” OR “decrease in resource use”). | 3 |
| Total | 200 |
Table 3.
Data to be analyzed.
| Initial Data | Background Data | Final Data |
|---|---|---|
|
|
|
Table 4.
Number of papers by country.
| Country | Number of Papers | % |
|---|---|---|
| China | 27 | 43% |
| Canada | 5 | 8% |
| Iran | 4 | 6% |
| USA | 4 | 6% |
| India | 3 | 5% |
| Argentina | 3 | 5% |
| Turkey | 3 | 5% |
| Malaysia | 3 | 5% |
| Taiwan | 2 | 3% |
| Germany | 2 | 3% |
| Czech Republic | 2 | 3% |
| Singapore | 1 | 2% |
| Colombia | 1 | 2% |
| South Korea | 1 | 2% |
| United Kingdom | 1 | 2% |
| Italy | 1 | 2% |
| Total | 63 | 100% |
Table 5.
Papers grouped according to the type of Productive Process.
| Process | Papers |
|---|---|
| Flow Shop | [18,19,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53,54,55,56] |
| Hybrid or Flexible Flow Shop | [20,57,58,59,60,61,62,63,64,65,66,67,68] |
| Job Shop | [69,70,71,72,73] |
| Flexible Job Shop | [74,75,76,77,78] |
| Other | [17,79,80] |
Table 6.
Papers according to configuration/work number-generic machines.
| Configuration | Number of Papers | % |
|---|---|---|
| j jobs m machines | 35 | 55% |
| j jobs m parallel machines s stages | 7 | 11% |
| j jobs m machines s stages | 2 | 3% |
| j jobs m non-identical machines | 2 | 3% |
| j jobs m identical parallel machines s stages | 2 | 3% |
| j jobs m non-identical machines | 2 | 3% |
| j jobs m heterogenous machines | 1 | 2% |
| j jobs m series machines | 1 | 2% |
| Total | 52 | 81% |
Table 7.
Papers according to configuration/work number-specific machines.
| Configuration | Number of Papers | % |
|---|---|---|
| j jobs 2 machines | 3 | 5% |
| 1 job m machine | 1 | 2% |
| 1 jobs on machine 1 j jobs on machine 2 2 machines | 1 | 2% |
| 1 machine at Stage 1 2 identical parallel machines at Stage 2 2 stages | 1 | 2% |
| 2 parallel machines 2 stage | 1 | 2% |
| 3 jobs 1 machine on Stage 1 2 machines on Stage 3 3 stages | 1 | 2% |
| j jobs m parallel machines on Stage 1 n parallel machines on Stage 2 2 stages | 1 | 2% |
| j jobs 1 machine s stages | 1 | 2% |
| j jobs m machines 3 stages | 1 | 2% |
| j jobs 2 machines 2 stages | 1 | 2% |
| Total | 52 1 | 81% |
1 The sum of papers of the two types is 64 because one paper analyzes cases belonging to the two types.
Table 8.
Papers that propose an algorithm to calculate the solution.
| Algorithm | Papers |
|---|---|
| HA: Heuristic algorithm | [62,63,68] |
| HGA: Hybrid genetic algorithm | [46,47,54] |
| SA: Simulated annealing | [40,57,66] |
| DABC: Discrete artificial bee colony | [37,44] |
| DPA: Dynamic programming algorithms | [21,55] |
| DSOMA: Discrete self-organizing migrating algorithm | [31,52] |
| GA: Genetic algorithm | [61,64] |
| IMMBO: Improved migrating birds optimization | [18,60] |
| DEA: Differential Evolution Algorithm/PSO: Particle Swarm Optimization | [29] |
| GLASS–POTTS/JOHNSON’S | [48] |
| ABC: Artificial bee colony | [72] |
| DACS: Distributed ant colony system | [76] |
| DIWO: Discrete invasive weed optimization | [19] |
| DLHS: Local-best harmony search with dynamic sub-harmony memories | [35] |
| DPSO: Discrete particle swarm optimization | [53] |
| EDA: Estimation of distribution algorithm | [30] |
| EMMBO: Effective modified migrating birds optimization (EMBO) | [65] |
| GAJS: Genetic algorithm-based job splitting approach | [73] |
| GEA: Greedy constructive algorithm | [74] |
| HDABC: Hybrid discrete artificial bee colony | [24] |
| HDHS: Hybrid discrete harmony search | [56] |
| ILS: Iterated local search | [33] |
| INSGA-II: Improved Non-dominated Sorting Genetic Algorithm II | [27] |
| MA: Memetic algorithm | [77] |
| MABC: Modified artificial bee colony | [69] |
| MHA: Metaheuristic algorithm | [45] |
| MOMBO: Multi-Objective Migrating Birds Optimization | [25] |
| NEMO: Novel evolutionary multi-objective optimization | [26] |
| NGA: New genetic algorithm | [28] |
| NSGA II: Non-dominated Sorting Genetic Algorithm II | [58] |
| ONSGA-II: Optimization Improved Non-Dominated Sorting Genetic Algorithm | [43] |
| PA: Polynomial-time algorithm | [41] |
| PH-MOEAD: Problem-specific heuristics multi-objective evolutionary algorithm based on decomposition. | [20] |
| REMO: Evolutionary multiobjective robust scheduling | [23] |
| SFLA: Shuffled frog leaping algorithm | [36] |
| TF-HI algorithm | [59] |
Table 9.
Papers that propose other schemes to calculate the solution.
| Algorithm | Papers |
|---|---|
| MILMM: Mixed-integer linear mathematical model | [32,42,49,50,51] |
| Mathematical model | [38,67,79,80] |
| MILP: Mixed-integer linear programming | [71,78] |
| Existing convex programming techniques | [34] |
| CP: Constraint Programming | [75] |
| TSM: Three-stage method | [39] |
| DSS: Integrated decision support system that combines multicriteria/AHP simulation and decision-making approaches: Analytical Hierarchy Process/WAM: Weighted Aggregation Method | [70] |
| IMM: Integer mathematical models | [17] |
Table 10.
Comparisons for algorithms proposed to calculate the solution.
| Algorithm | Compared to |
|---|---|
| HA: Heuristic algorithm | The same TSAS-MP-MIP/TSAS-CP-MIP issue resolved in Solver, RK: Random Key Method/WSPT: Weighted Shortest Processing Time/JR: Johnson’s Rule, and the same issue resolved in LINGO 11.0 with a Brauch and Bound algorithm |
| HGA: Hybrid genetic algorithm | GA, the same problem solved in Cplex, and the same problem but comparing the use of Variable Sublots and Consistent Sublots |
| SA: Simulated annealing | The same problem solved in Lingo, GA, Baker, the same problem solved in Cplex, and the performance of the parallel SA is evaluated against a sequential SA |
| DABC: Discrete artificial bee colony | HGA, HDPSO, SA, TA, ACO y DPSO |
| DPA: Dynamic programming algorithms | Proposal by Bukchin et al. (2002) and the same algorithm with different working values |
| DSOMA: Discrete self-organizing migrating algorithm | The same algorithm using the venerable Mersenne Twister, and the same but generic algorithm |
| GA: Genetic algorithm | The same algorithm executed on both sequential and parallel computing platforms (using the PGA island model), SA and MILP solved in Lingo |
| IMMBO: Improved migrating birds optimization | TLGA, iFOA, DIWO, DE-ABC, EMBO, MBO, EGA, DIWO Y ABC |
| DEA: Differential Evolution Algorithm/PSO: Particle Swarm Optimization | TEA y ACO |
| GLASS–POTTS/JOHNSON’S | |
| ABC: Artificial bee colony | GA y TS |
| DACS: Distributed ant colony system | PSO and CP |
| DIWO: Discrete invasive weed optimization | EDA, ISFH, and ABC |
| DLHS: Local-best harmony search with dynamic sub-harmony memories | HGA y HDPSO |
| DPSO: Discrete particle swarm optimization | GA, GOOD, ACO y TA |
| EDA: Estimation of distribution algorithm | EDA (and variants), DABC, ACO, DPSO, HGA, SA (and variants), TA (and variants), and TS |
| EMMBO: Effective modified migrating birds optimization (EMBO) | MBO, IMBO, MMBO, GA, GAR, DPSO y DABC |
| GAJS: Genetic algorithm-based job splitting approach | Fixed Number Work Division Approach (FNJS), taking into account different dispatch rules |
| GEA: Greedy constructive algorithm | CPO, MILP-CN /MILP-MM solved with Solver and the same problem with and without Lot Streaming |
| HDABC: Hybrid discrete artificial bee colony | TA, INSGA, NGA y BBEDA |
| HDHS: Hybrid discrete harmony search | DPSO |
| ILS: Iterated local search | HGA, DPSO y DLHS |
| INSGA-II: Improved Non-dominated Sorting Genetic Algorithm II | DHS, TA, basic NSGA-II |
| MA: Memetic algorithm | The same algorithm allowing or not to preemption |
| MABC: Modified artificial bee colony | GA, OPGA y TS |
| MHA: Metaheuristic algorithm | SA y TS |
| MOMBO: Multi-Objective Migrating Birds Optimization | BASIC MBO, h-MOEA, m-MOEA/D y REMO |
| NEMO: Novel evolutionary multi-objective optimization | INSGA-II and PBEDA |
| NGA: New genetic algorithm | GA |
| NSGA II: Non-dominated Sorting Genetic Algorithm II | i-AWGA, SPEA2 |
| ONSGA-II: Optimization Improved Non-Dominated Sorting Genetic Algorithm | DHS, NSGA-II, and TA |
| PA: Polynomial-time algorithm | |
| PH-MOEAD: Problem-specific heuristics multi-objective evolutionary algorithm based on decomposition. | EMBO, GA, GAR, DPSO y DABC |
| REMO: Evolutionary multiobjective robust scheduling | INSGA-II, PBEDA, MMSA, MOMA |
| SFLA: Shuffled frog leaping algorithm | HGA, TA y ACO |
| TF-HI algorithm | TF-I y TSHF-LSP |
Table 11.
Comparisons for other schemes proposed to calculate the solution.
| Solution | Compared to |
|---|---|
| MILMM: Mixed-integer linear mathematical model | The same problem with and without Lot Streaming and using various conditions and constraints (lot size, intermingling, maintenance times, sublot types) |
| Mathematical model | The same problem solved in Cplex, using different sublot sizes and transfer types and pure Flowshop against Hybrid Flowshop |
| MILP: Mixed-integer linear programming | The same problem with and without Lot Streaming using various conditions and restrictions |
| Existing convex programming techniques | |
| CP: Constraint Programming | The same problem with and without Lot Streaming using various conditions and restrictions |
| TSM: Three-stage method | GA, DEA, PSO, y HEA |
| DSS: Integrated decision support system that combines multicriteria/AHP simulation and decision-making approaches: Analytical Hierarchy Process/WAM: Weighted Aggregation Method | Use of different dispatch rules |
| IMM: Integer mathematical models | Flexible Lot Streaming against Basic Lot Streaming |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Salazar-Moya, A.; Garcia, M.V. Lot Streaming in Different Types of Production Processes: A PRISMA Systematic Review. Designs 2021, 5, 67. https://0-doi-org.brum.beds.ac.uk/10.3390/designs5040067
AMA Style
Salazar-Moya A, Garcia MV. Lot Streaming in Different Types of Production Processes: A PRISMA Systematic Review. Designs. 2021; 5(4):67. https://0-doi-org.brum.beds.ac.uk/10.3390/designs5040067
Chicago/Turabian StyleSalazar-Moya, Alexandra, and Marcelo V. Garcia. 2021. "Lot Streaming in Different Types of Production Processes: A PRISMA Systematic Review" Designs 5, no. 4: 67. https://0-doi-org.brum.beds.ac.uk/10.3390/designs5040067