Heat Transfer Enhancement of Impingement Cooling by Adopting Circular-Ribs or Vortex Generators in the Wall Jet Region of A Round Impingement Jet

Abstract
:1. Introduction
- Heat transfer enhancement of the wall’s jet region with poor heat transfer performance without considering the influence of the cross flow, as this will be weak in double-wall blades.
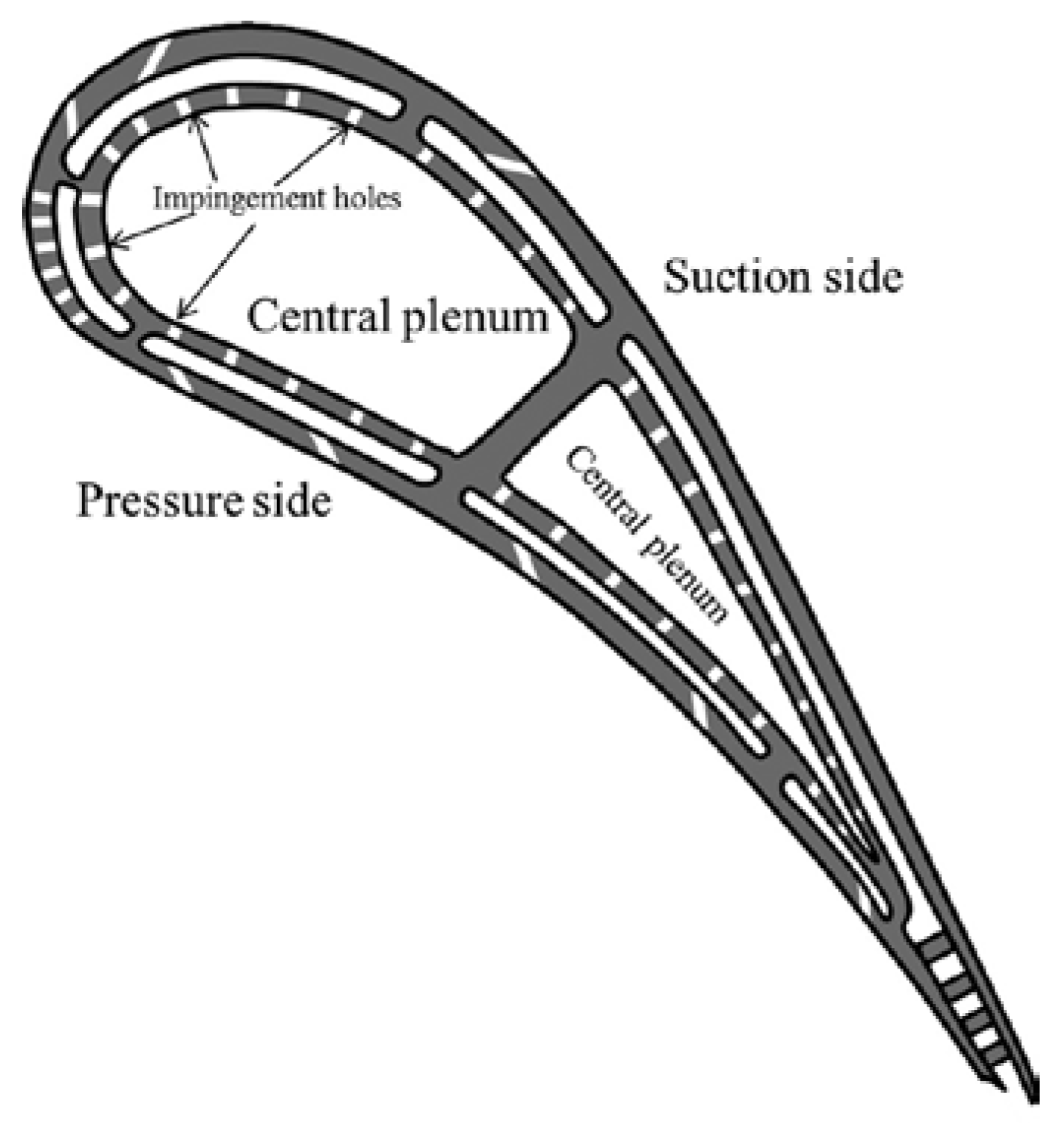
- An AM cooling structure, making maximum use of features that can very accurately determine the positional relationship between impingement nozzles and heat transfer enhancement ribs.
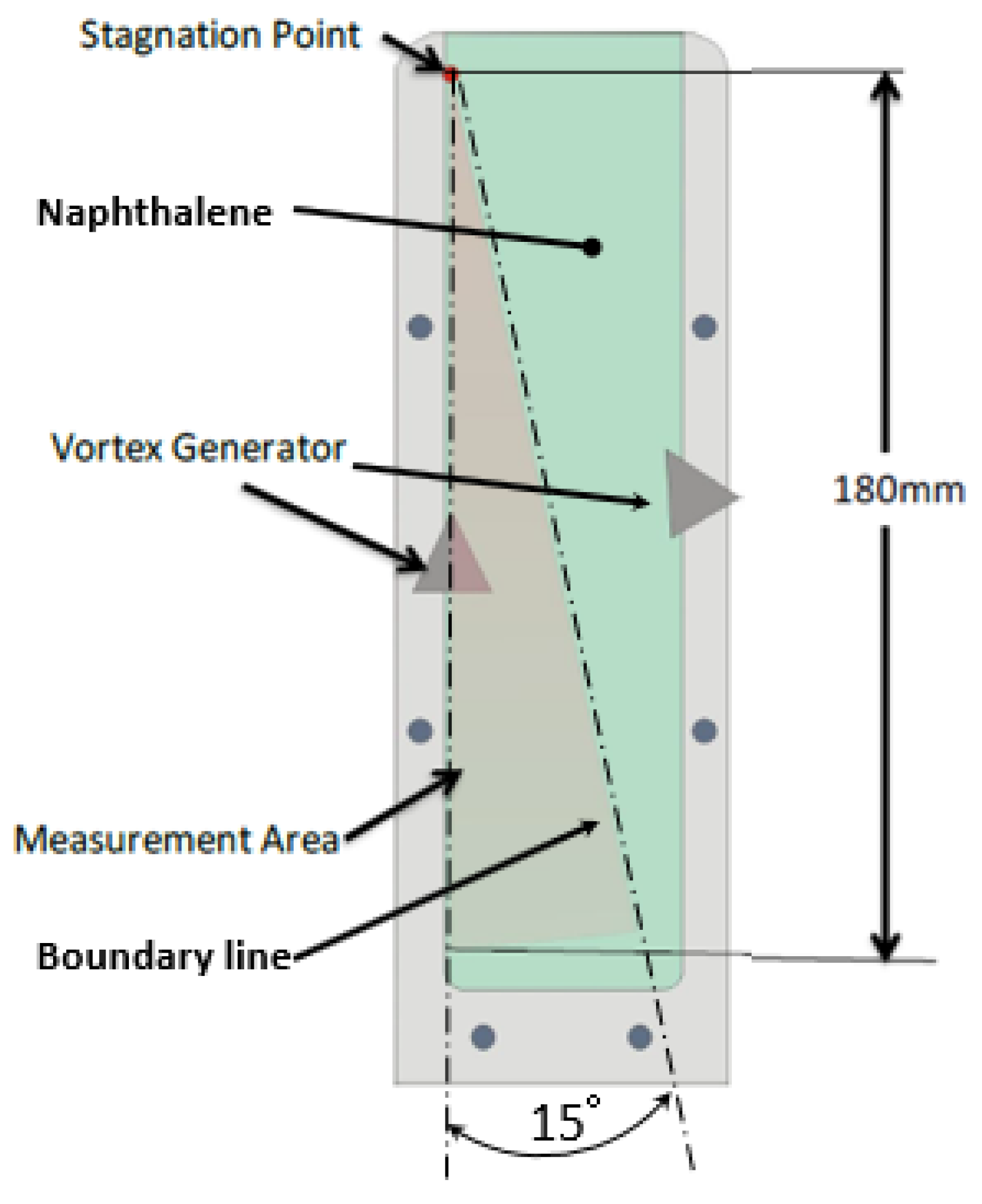
2. Experimental Method
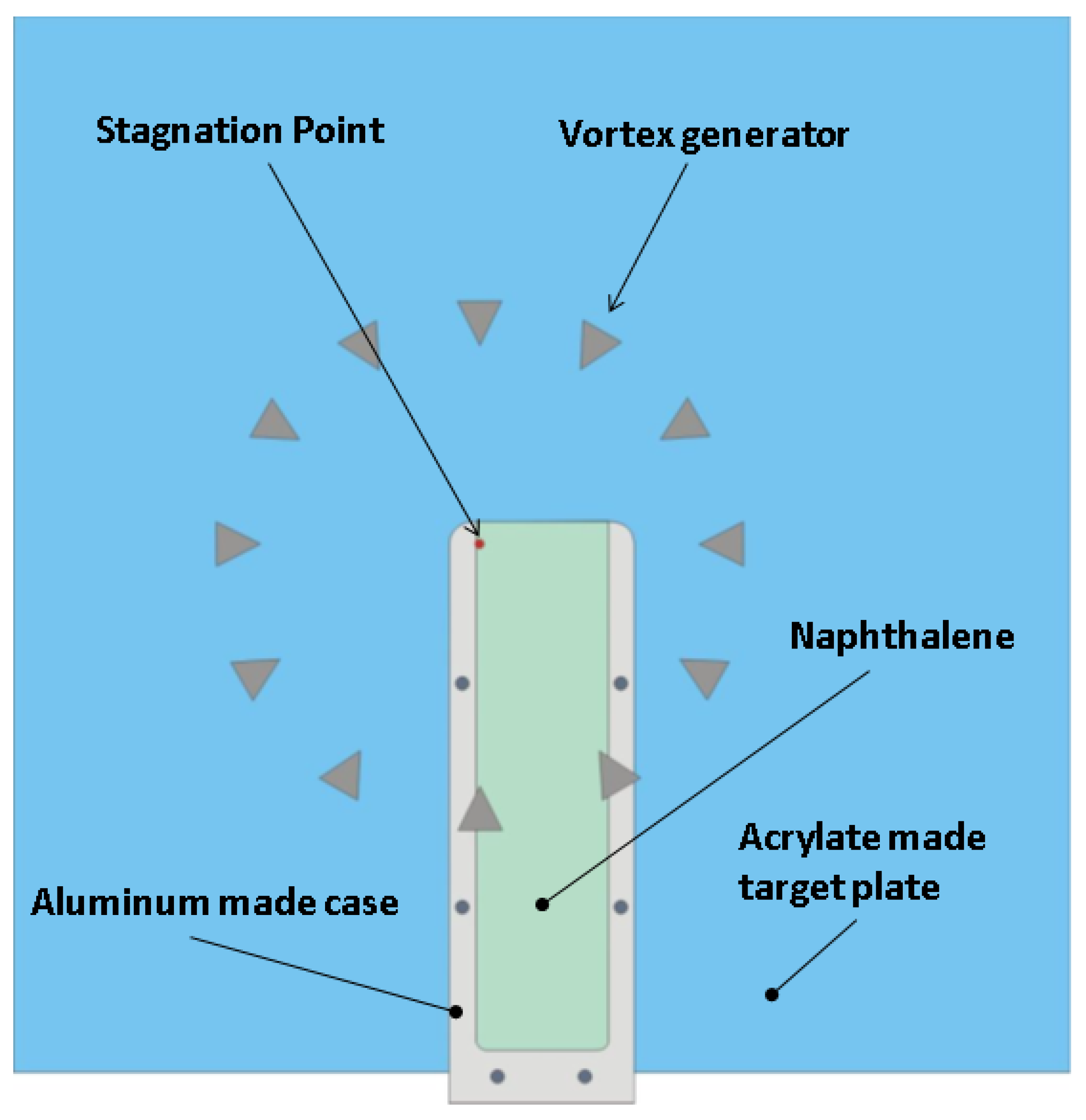
Naphthalene Sublimation Method
3. Results and Discussion
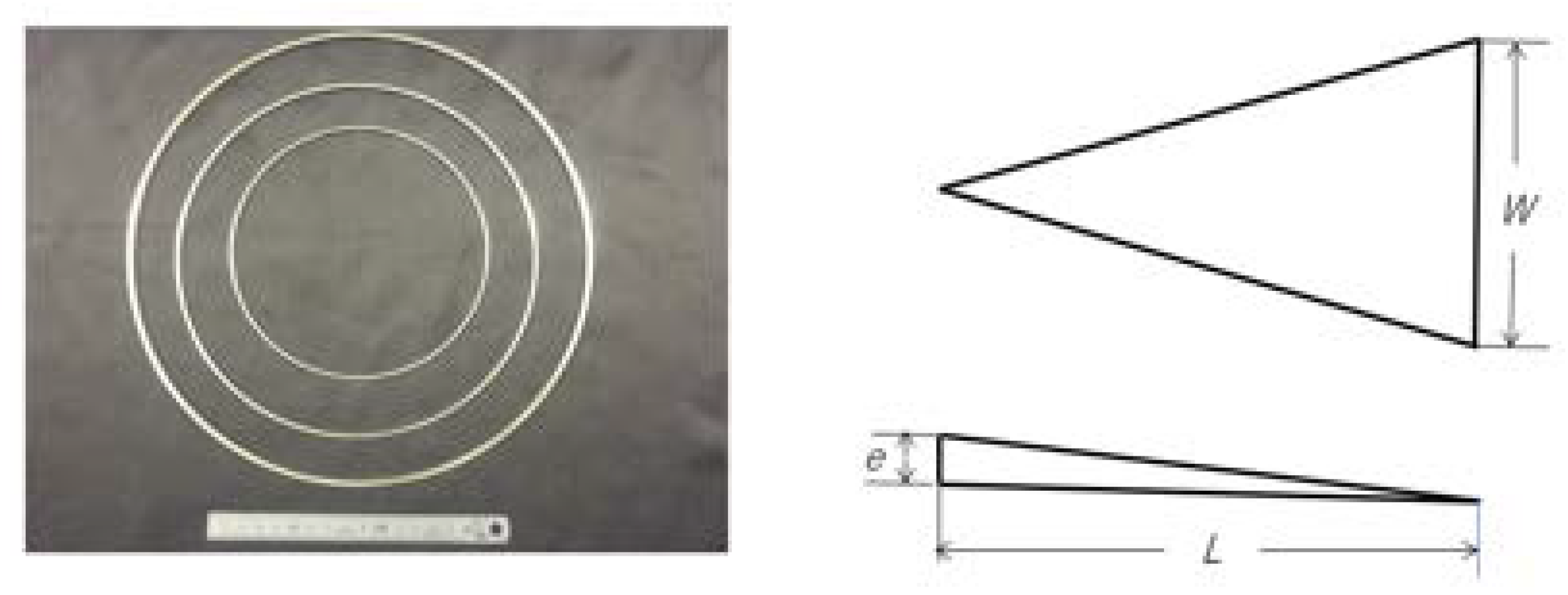
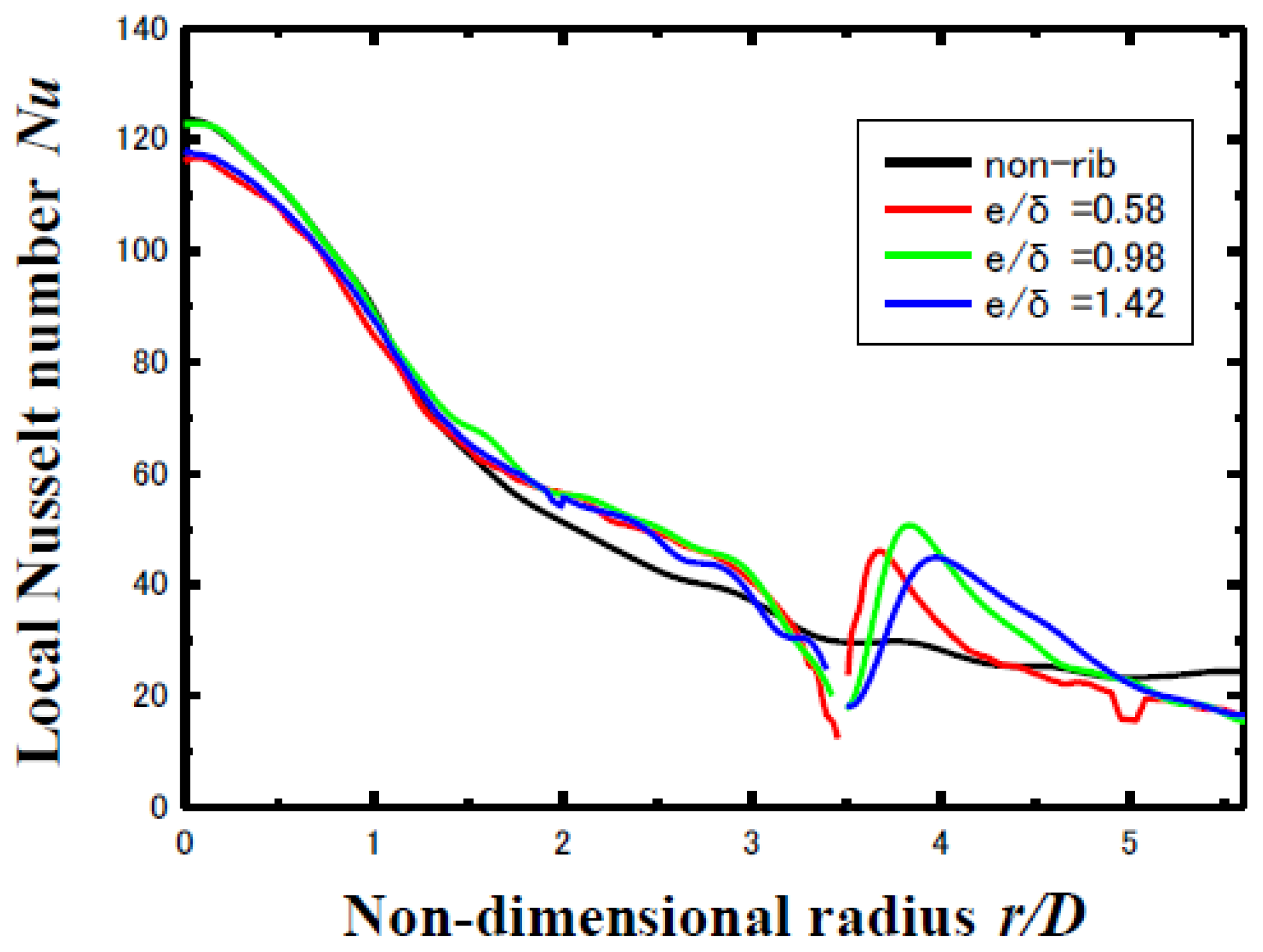
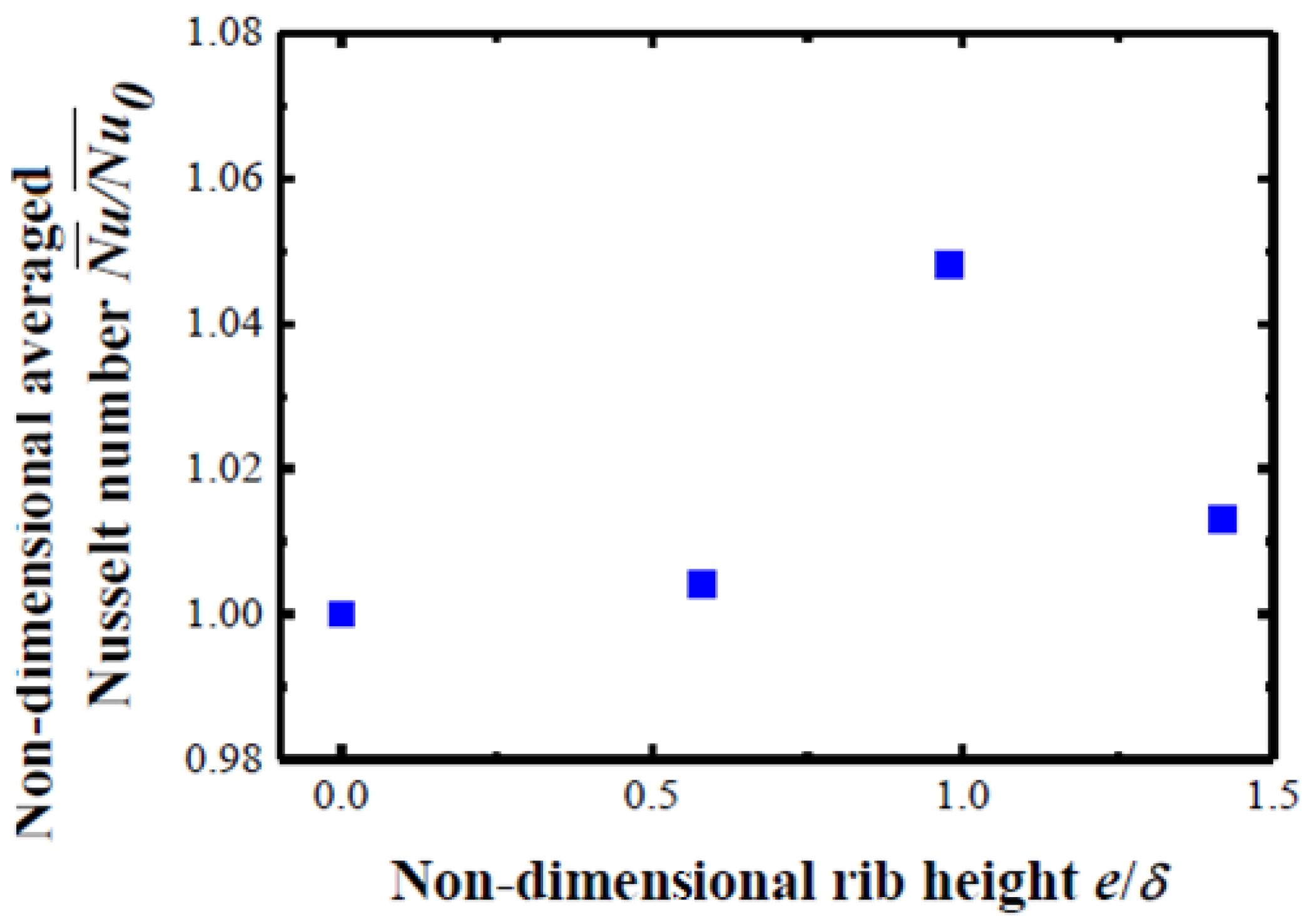
3.1. Effect of the Height of the Circular Ribs on the Enhancement of Heat Transfer
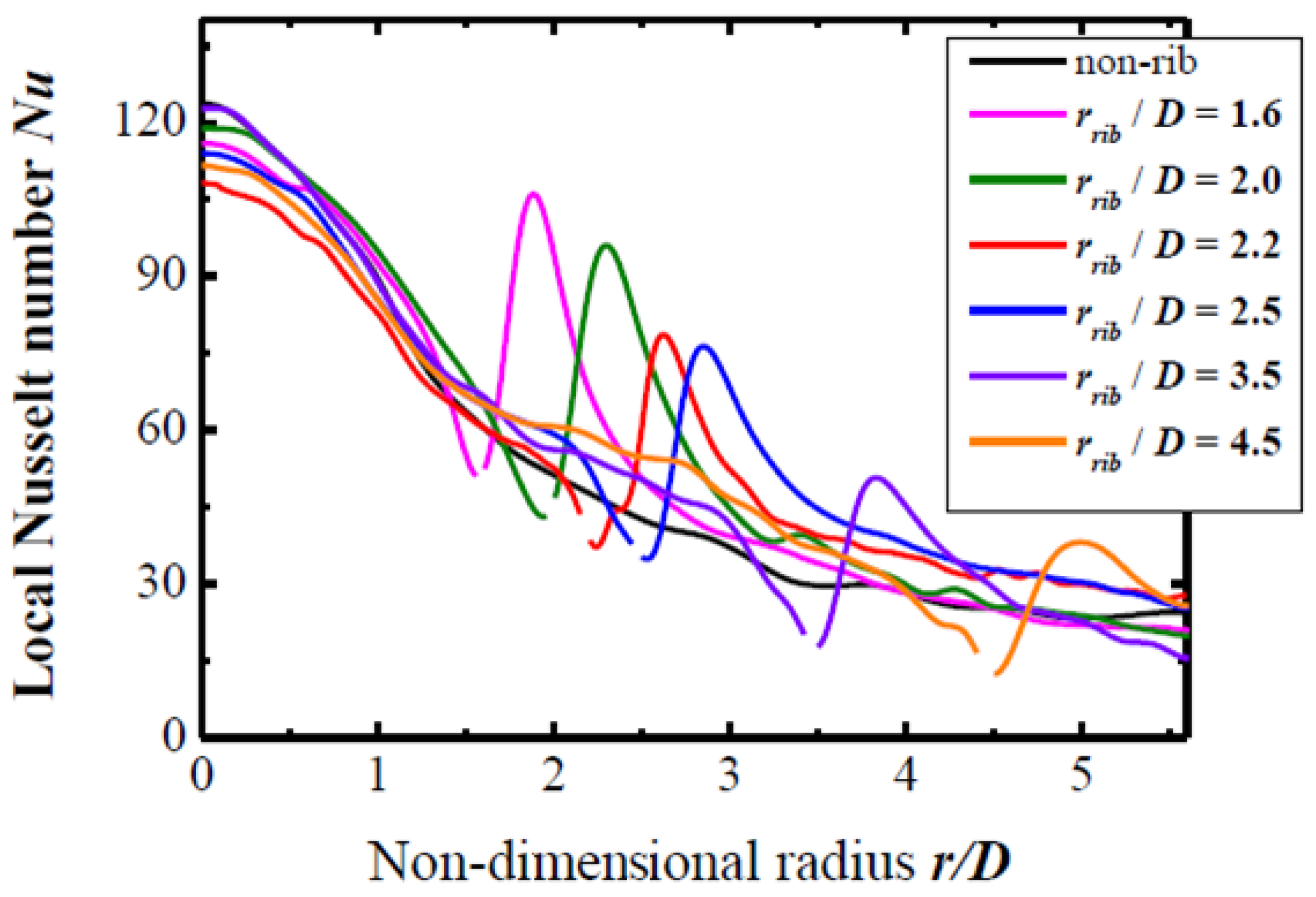
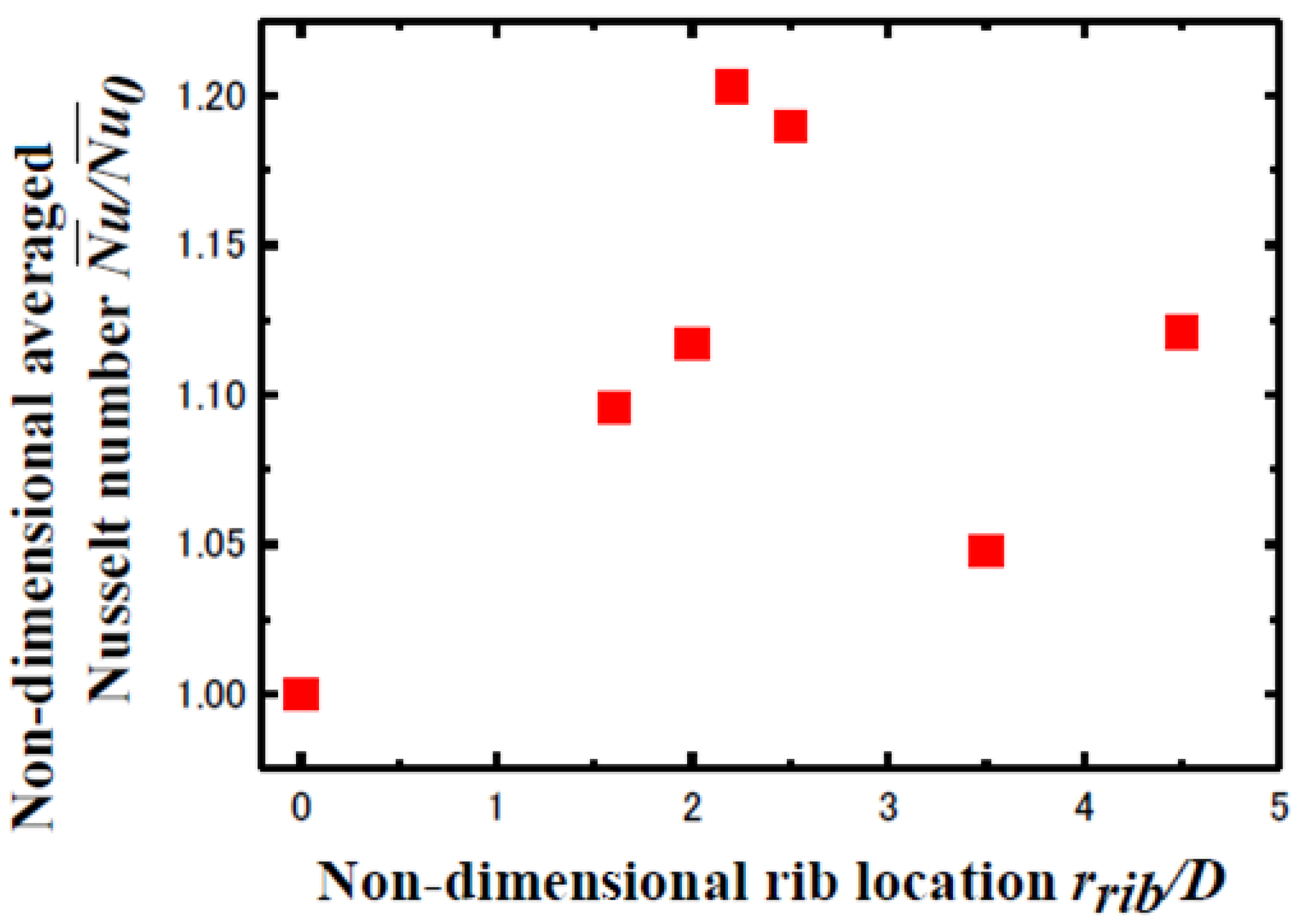
3.2. Effect of Circular Rib Location on Heat Transfer Enhancement
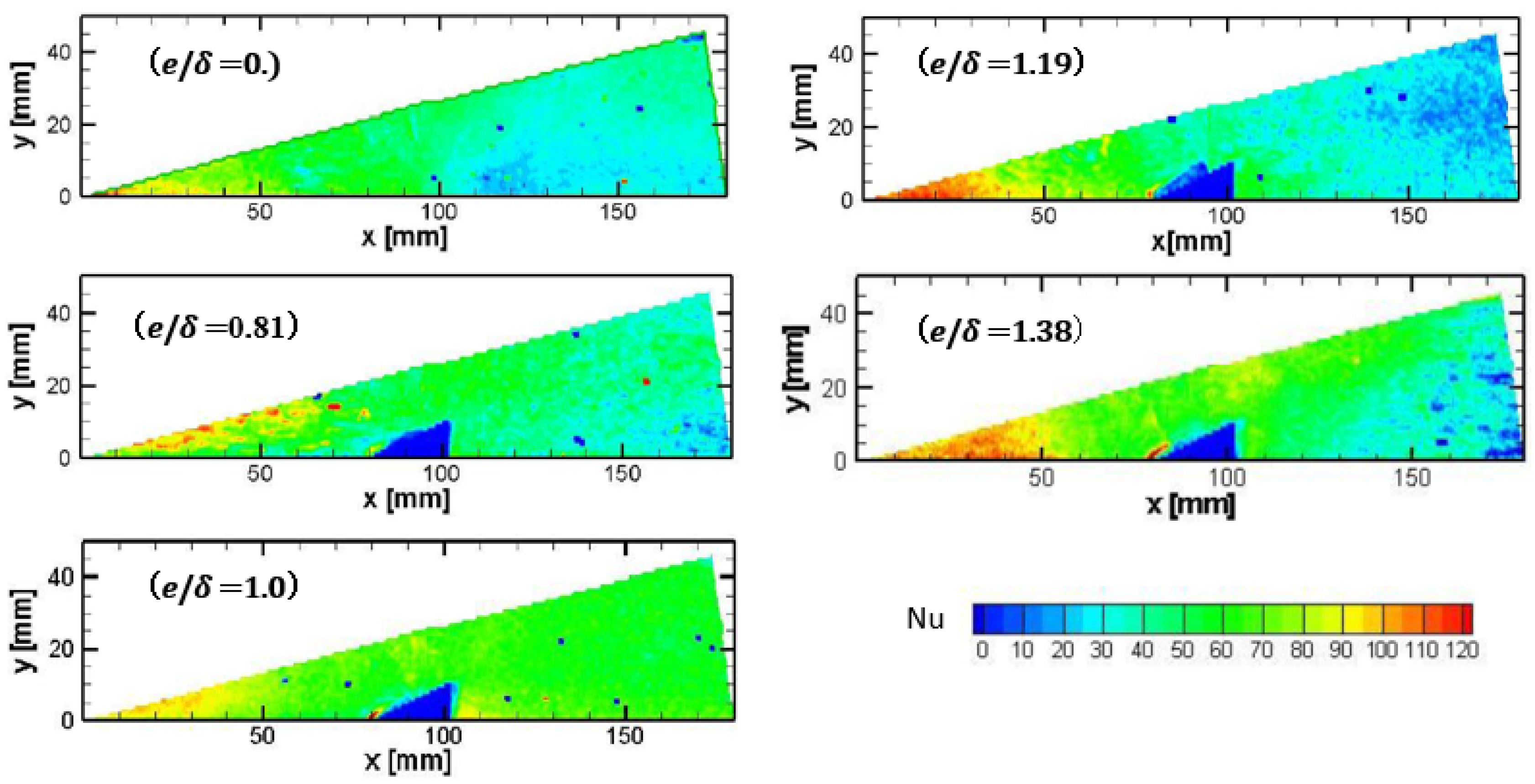
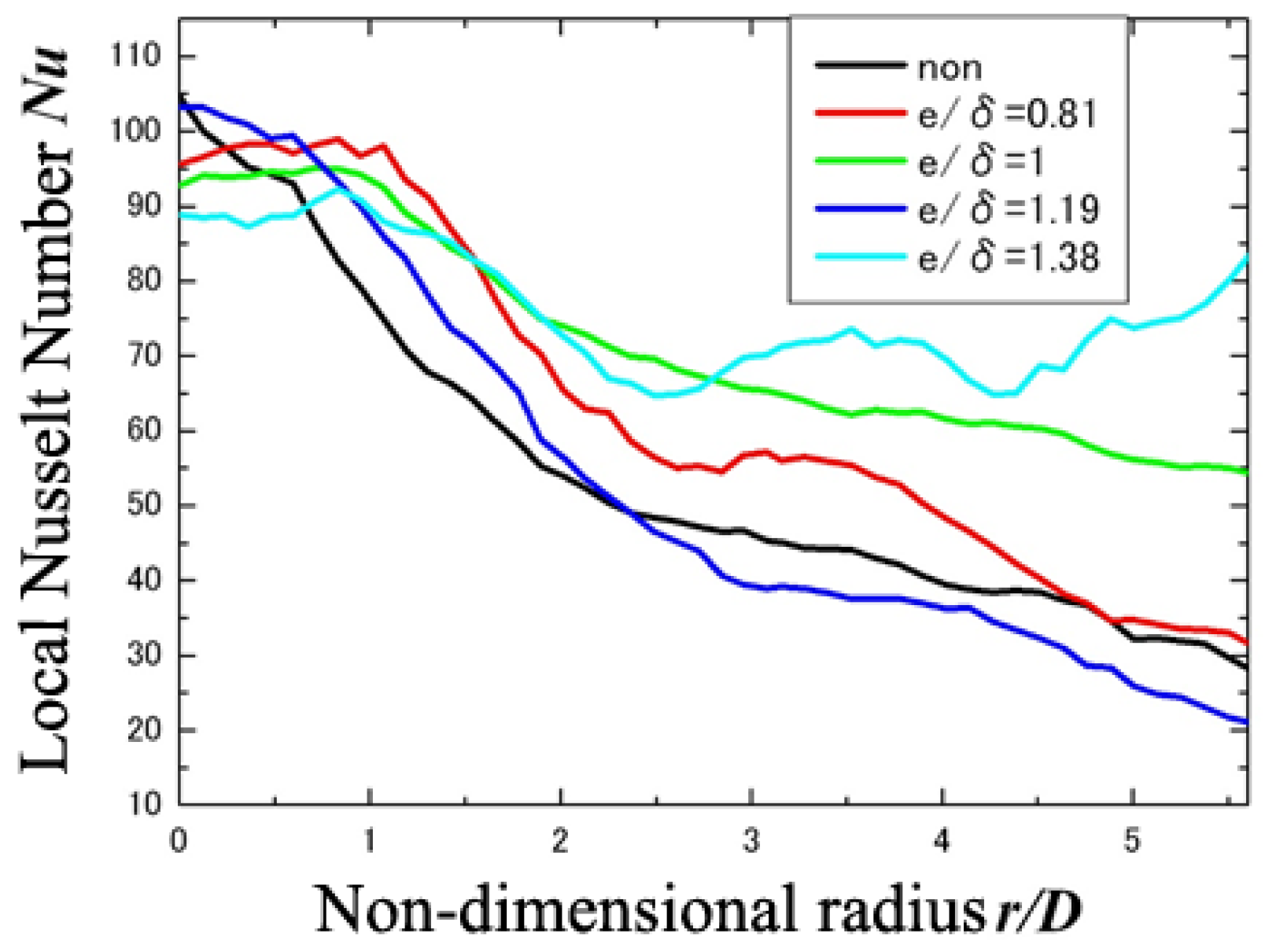
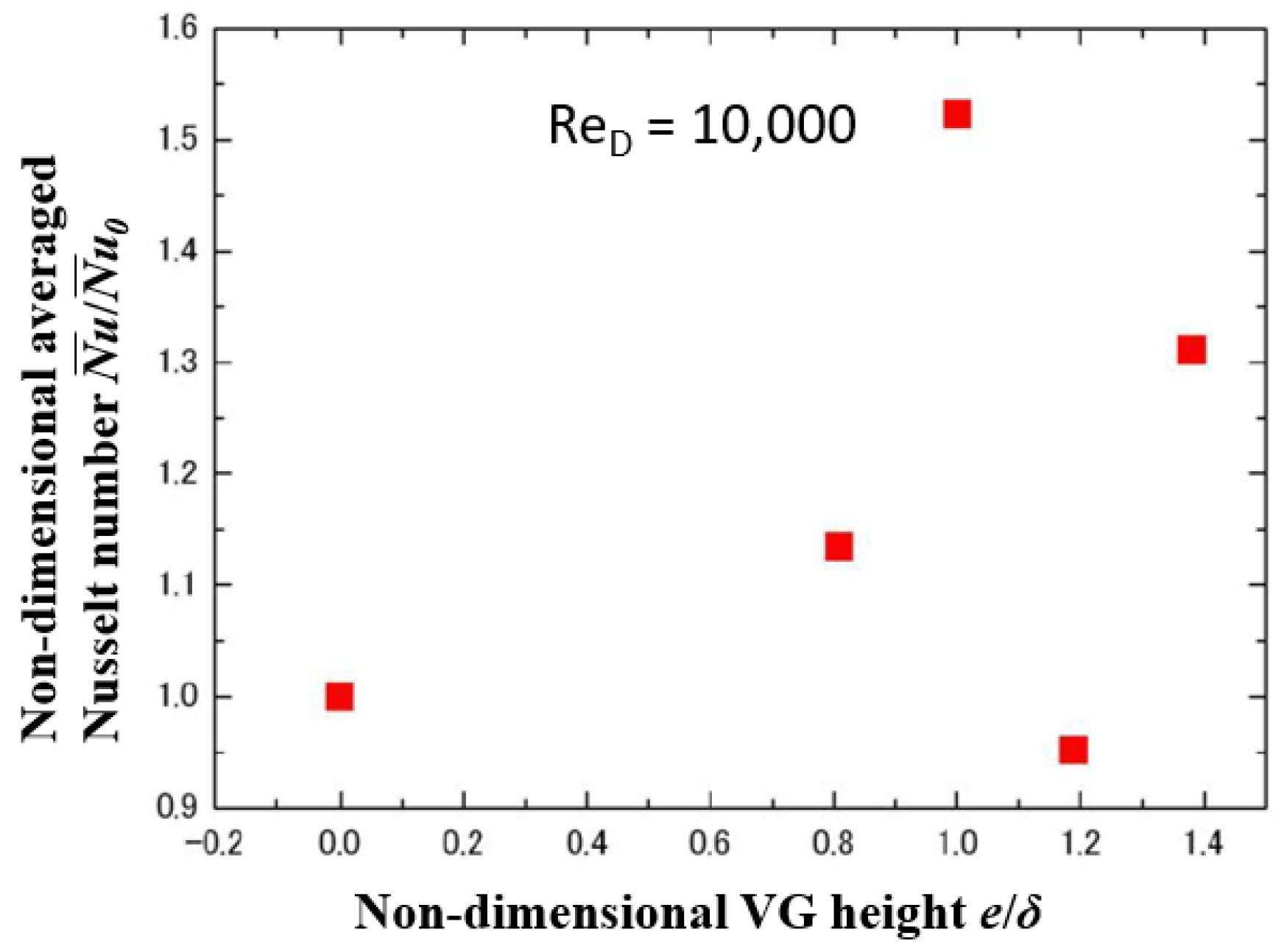
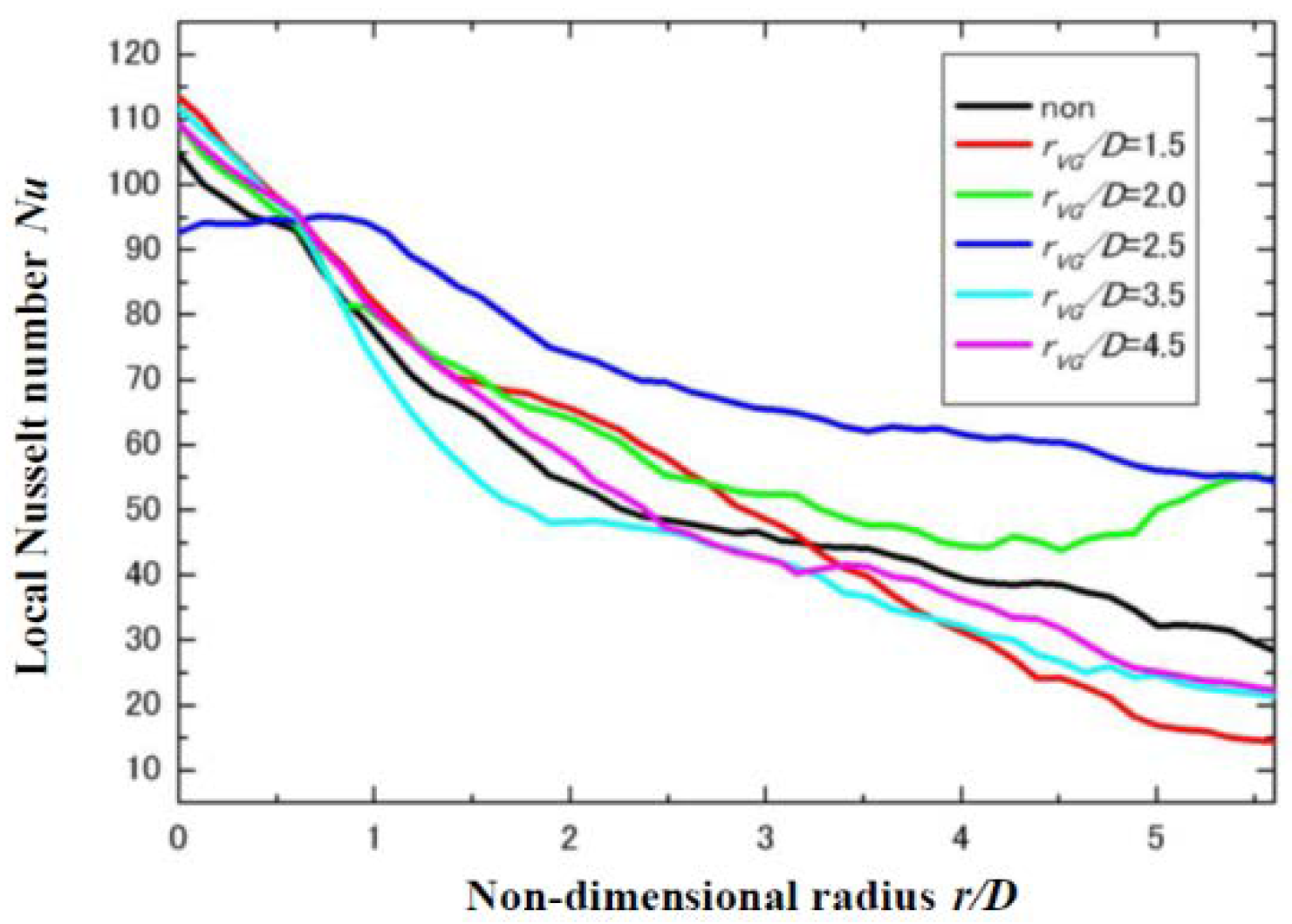
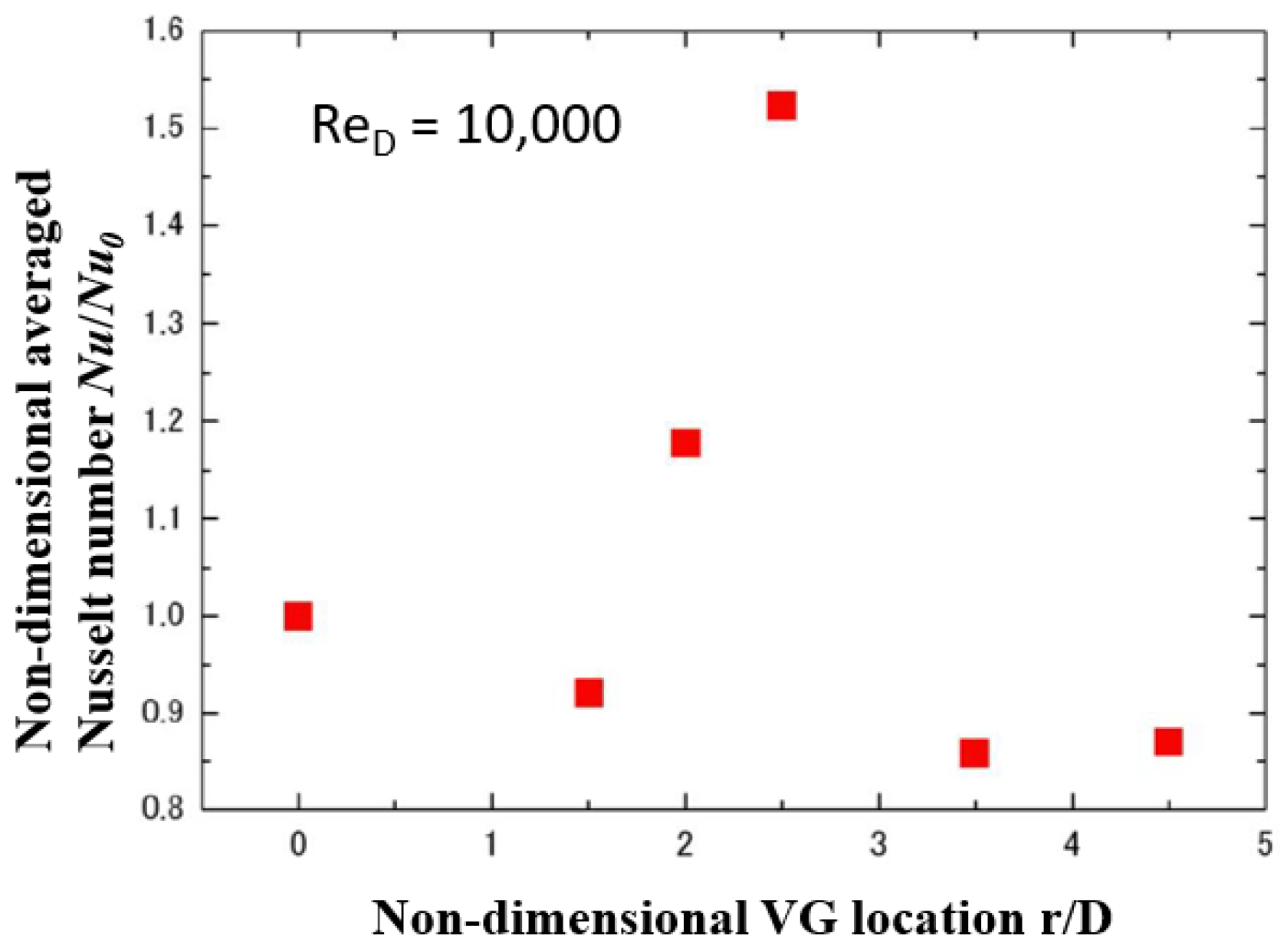
3.3. Effect of VG on the Enhancement of Heat Transfer
4. Conclusions
- If the rib height e of a circular rib is set to be approximately the same as the boundary layer thickness δ, the heat transfer coefficient reaches a maximum.
- A rib with a height approximately equal to the boundary layer thickness and at the position r/D = 2.2 leads to a local maximum value of the averaged Nu.
- When VGs are arranged radially around the stagnation point and heat transfer enhancement is investigated by changing their height, then the configuration with e/δ = 1.0 and r/D = 2.5 achieves a global maximum. This trend is similar to that of the circular ribs.
- It was possible to improve the area-averaged Nu with up to 21% for circular ribs and up to 51% for VGs within the range of the experiments. Although VG may have little effect in some cases, with the right set of parameters they constitute a means of effective heat transfer enhancement.
- For future impingement cooling structures that can be manufactured using AM, the positional relationship between the impingement nozzle and features such as the heat transfer enhancement ribs on the target surface can be controlled very accurately. The research discussed in this study provides a very useful way of thinking of new designs for impingement cooling for AM geometries such as double wall airfoils.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| e | rib height [mm] |
| h | heat transfer coefficient [W/(m2·K)] |
| hD | mass transfer coefficient [m/s] |
| pw | saturated vapour pressure [Pa] |
| r | distance from stagnation point [mm] |
| rrib | radius of a circular-rib [mm] |
| te | experimental time [s] |
| x, y, z | coordinates [mm] |
| Cp | specific heat [kJ/(kg·K)] |
| D | nozzle diameter [mm] |
| H | distance between nozzle and target plate [mm] |
| Tw | wall temperature [K] |
| R | gas constant of naphthalene [kJ/(kg·K)] |
| Nu | Nusselt number [-] |
| Pr | Prandtl number [-] |
| Re | Reynolds number based on D [-] |
| Sc | Schmidt number [-] |
| δ | boundary layer thickness [mm] |
| δz | naphthalene sublimation thickness [mm] |
| λ | thermal conductivity [W/(k·K)] |
| θ | azimuth [degrees] |
| ρ | density of air [kg/m3] |
| ρs | density of naphthalene [kg/m3] |
References
- Hada, S.; Yuri, M.; Masada, J.; Ito, E.; Tsukagoshi, K. Evolution and Future Trend of Large Frame Gas Turbines—A New 1600 Degree C, J Class Gas Turbine. In Proceedings of the ASME Expo 2012, Copenhagen, Denmark, 11–15 June 2012. Paper No. GT2012-68574. [Google Scholar]
- Schlünder, E.U.; Gnielinski, V. Wärme- und Stoffübertragung zwischen Gut und aufprallendem Düsenstrahl. Chem. Ing. Tech. 1967, 39, 578–584. [Google Scholar] [CrossRef]
- Annerfeldt, M.O.; Persson, J.L.; Torisson, T. Experimental Investigation of Impingement Cooling with Turbulators or Surface Enlarging Elements. In Proceedings of the ASME Turbo Expo 2001, New Orleans, LA, USA, 4–7 June 2001. Paper No. 2001-GT-0149. [Google Scholar]
- Sugimoto, S.; Takeishi, K.; Oda, Y.; Harada, T. A Study on Heat Transfer Enhancement of Jet Impingement Cooling by Turbulence Promotors. In Proceedings of the 9th International Gas Turbine Congress (IGTC2007), Tokyo, Japan, 2–7 December 2007. TS-116. [Google Scholar]
- Haiping, C.; Dalin, Z.; Taiping, H. Impingement Heat Transfer from Rib Roughened Surface within Arrays of Circular Jets: The Effect of the Relative Position of the Jet Hole to the Ribs. In Proceedings of the ASME Expo 1997, Orlando, FL, USA, 2–5 June 1997. Paper No. 97-GT-331. [Google Scholar]
- Son, C.; Dailey, G.; Ireland, P.; Gillespie, D. An Investigation of the Application of Roughness Elements to Enhance Heat Transfer in an Impingement Cooling System. In Proceedings of the ASME Turbo Expo 2005, Reno, NV, USA, 6–9 June 2005. Paper No. GT2005-68504. [Google Scholar]
- Spring, S.; Xing, Y.; Weigand, B. An Experimental and Numerical Study of Heat Transfer from Arrays of Impinging Jets with Surface Ribs. ASME J. Heat Transf. 2012, 134, 082201-1. [Google Scholar] [CrossRef]
- Trabold, T.A.; Obot, N.T. Impingement Heat Transfer within Arrays of Circular Jets. Part II: Effects of Crossflow in the Presence of Roughness Element. In Proceedings of the International Gas Turbine & Aeroengine Congress & Exhibition, Anaheim, CA, USA, 31 May–4 June 1987. Paper No. 87-GT-200. [Google Scholar]
- Oda, Y.; Takeishi, K. Concurrent Large-Eddy Simulation of Wall-Jet Heat Transfer Enhanced by Systematically-Deformed Turbulence Promoter. In Proceedings of the 15th International Heat Transfer Conference (IHTC-15), Kyoto, Japan, 10–15 August 2014. [Google Scholar]
- Lutum, E.; Semmler, K.; von Wolfersdorf, J. Cooled Blade for a Gas Turbine. U.S. Patent 2001/0016162 A1, 23 August 2001. [Google Scholar]
- Dailey, G.M.; Evans, P.A.; McCall, R.A.B. Cooled Aerofoil for a Gas Turbine Engine. European Patent EP 1 022 432 B1, 23 March 2005. [Google Scholar]
- Liang, G. Turbine Airfoil with Multiple Near Wall Compartment Cooling. U.S. Patent 7,556,476 B1, 7 July 2009. [Google Scholar]
- Liang, G. Stator Vane with Near Wall Integrated Micro Cooling Channels. U.S. Patent 8,414,263 B1, 9 April 2013. [Google Scholar]
- Terzis, A.; Cochet, M.; von Wolfersdorf, J.; Weigand, B.; Ott, P. Detailed Heat Transfer Distributions of Narrow Impingement Channels with Varying Jet Diameter. In Proceedings of the ASME Turbo Expo 2014, Düsseldorf, Germany, 16–20 June 2014. Paper No. GT2014-25910. [Google Scholar]
- Stoakes, P.; Ekkad, S. Optimized Impingement Configurations for Double Wall Cooling Applications. In Proceedings of the ASME Turbo Expo 2011, Vancouver, BC, Canada, 6–10 June 2011. Paper No. GT2011-46143. [Google Scholar]
- Li, W.; Li, X.; Ren, J.; Jiang, H. A Novel Method for Designing Fan-Shaped Holes With Short Length-to-Diameter Ratio in Producing High Film Cooling Performance for Thin-Wall Turbine Airfoil. J. Turbomach. 2018, 140, 091004. [Google Scholar] [CrossRef]
- Goldstein, R.J.; Cho, H.H. A Review of Mass Transfer Measurements Using Naphthalene Sublimation. Exp. Therm. Fluid Sci. 1995, 10, 416–434. [Google Scholar] [CrossRef]
- Moffat, R.J. Describing the Uncertainties in Experimental Results. Exp. Therm. Fluid Sci. 1988, 1, 3–17. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Radius of Ribs rrib (rrib/D) | Rib Height e (e/δ) |
|---|---|
| 51.2 mm (1.6) | 1.0 mm (=1) |
| 61.4 mm (2.0) | 1.3 mm (=1) |
| 70.4 mm (2.2) | 1.4 mm (=1) |
| 89.0 mm (2.5) | 1.6 mm (=1) |
| 112 mm (3.5) | 1.3 mm (=0.58) 2.2 mm (=1) 3.2 mm (=1.42) |
| 144 mm (4.5) | 2.9 mm (=1) |
| Length L [mm] | Width W [mm] | Height e [mm] |
|---|---|---|
| 22 | 22 | 1.0 |
| 1.3 | ||
| 1.6 | ||
| 1.9 | ||
| 2.2 | ||
| 2.9 |
| Reynolds Number Re | 10,000 |
|---|---|
| Distance H/D | 3.0 |
| Boundary layer thickness δ | 2.0 |
| Location of circular ring r/D | 3.5 |
| Height of circular rings e/δ | 0.58, 0.98, 1.42 |
| Reynolds Number Re | 10,000 |
|---|---|
| Distance H/D | 3.0 |
| Boundary layer thickness δ | 2.0 |
| Location of circular ring r/D | 1.6, 2.0, 2.2, 2.5, 3.5, 4.5 |
| Height of circular rings e/δ | 1.0 |
| Reynolds Number Re | 10,000 |
|---|---|
| Distance H/D | 32.0 |
| Boundary layer thickness δ | 3.0 |
| Location of VG’s r/D | 1.5, 2.0, 2.5, 3.5, 4.5 |
| Height of VG’s e/δ | 1.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Takeishi, K.-I.; Krewinkel, R.; Oda, Y.; Ichikawa, Y. Heat Transfer Enhancement of Impingement Cooling by Adopting Circular-Ribs or Vortex Generators in the Wall Jet Region of A Round Impingement Jet. Int. J. Turbomach. Propuls. Power 2020, 5, 17. https://0-doi-org.brum.beds.ac.uk/10.3390/ijtpp5030017
Takeishi K-I, Krewinkel R, Oda Y, Ichikawa Y. Heat Transfer Enhancement of Impingement Cooling by Adopting Circular-Ribs or Vortex Generators in the Wall Jet Region of A Round Impingement Jet. International Journal of Turbomachinery, Propulsion and Power. 2020; 5(3):17. https://0-doi-org.brum.beds.ac.uk/10.3390/ijtpp5030017
Chicago/Turabian StyleTakeishi, Ken-Ichiro, Robert Krewinkel, Yutaka Oda, and Yuichi Ichikawa. 2020. "Heat Transfer Enhancement of Impingement Cooling by Adopting Circular-Ribs or Vortex Generators in the Wall Jet Region of A Round Impingement Jet" International Journal of Turbomachinery, Propulsion and Power 5, no. 3: 17. https://0-doi-org.brum.beds.ac.uk/10.3390/ijtpp5030017