Streamlining the Work Process by Reducing Procedural Times in the Field of Electrostatic Powder Painting †


1
SC ALLCOLORS SERV SRL, Parcul Industrial Târgu-Mureş, Platforma Industrială Nr. 1/G/5, 547612 Vidrasău, Romania
2
Department of Management, “George Emil Palade” University of Medicine, Pharmacy, Science and Technology of Târgu Mureș, 540139 Târgu Mureș, Romania
*
Author to whom correspondence should be addressed.
†
Presented at the 14th International Conference on Interdisciplinarity in Engineering—INTER-ENG 2020, Târgu Mureș, Romania, 8–9 October 2020.
Proceedings 2020, 63(1), 71; https://0-doi-org.brum.beds.ac.uk/10.3390/proceedings2020063071
Published: 25 January 2021
(This article belongs to the Proceedings of The 14th International Conference on Interdisciplinarity in Engineering—INTER-ENG 2020)
Abstract
:Many companies struggle to find the right balance between reducing costs and growing their business. It seems like an impossible equation for some, while for others it is a great challenge. The main purpose of a business is to make a profit, that is, to get money as a result of the investment and the work done. One of the means of reducing costs while increasing productivity is to make improvements based on new ideas. Companies tend to overlook one very important aspect of their daily activities when thinking about cost savings: use the old processes and avoid exploring and investing in one new and more practical solution. Based on this, we offer a tested and implemented solution to increase profits, which can be achieved by reducing the costs of the technological process in the field of electrostatic powder painting employed to give a brief introduction to your work.
1. Introduction
Electrostatic field painting with powder paint is a process by which a layer of decorative powder paint is applied to a metallic surface to color it and provide protection against the action of external factors. This process takes place in three main stages:
- Chemical pretreatment—all unwanted factors and agents, foreign bodies and solutions are removed from the surface of the product, preparing it for painting;
- Painting—the process by which the powder paint is transferred to the product using the electrostatic field created by a special installation;
- Treatment—the process by which the powder paint is polymerized and stabilized on the surface of the product.
For these reasons, electrostatic powder coating is the most advanced surface treatment available, as it offers the following advantages:
The paper presents the third stage of the electrostatic powder coating process—polymerization. The parts are sprayed with powder paint in the painting phase, hung on the chain of the conveyor in the process, and then are transported and suspended in the polymerization furnace. The time and temperature of polymerization are set depending on the type of powder, the temperature recommended by the paint manufacturer, and the customer’s requirements. We work with the following parameters: temperatures between 160 °C and 200 °C, and working times between 7 and 30 min.
Correct polymerization involves setting the appropriate parameters, taking into account the material of which the product is made, the thickness of the material walls, its mass and volume, conveyor speed, polymerization oven capacity, powder paint polymerization performance, and storage space for cooling products after leaving the polymerization furnace.
2. Materials and Methods
By using a combined research methodology, we wanted to obtain results that strengthen the accuracy of the decision so as to reduce the polymerization time, creating the decision-making basis for obtaining the necessary settings for painting projects made after the implementation of polymerization reduction.
We started with thematic qualitative empirical research by observing the results obtained from the tests for measuring the temperature at different conveyor speeds, at respective polymerization times. Empirical research was followed by applied research aimed at finding a method or tool to reduce production costs.
Reducing production costs is one of the tools by which management can be made effective [4], and it contributes to the possibility of offering a lower price for the products made or services offered compared to the competition.
In this case, the polymerization time of the paint powder is reduced by 2 min compared to the usual process, without affecting the quality of the product. As such, the savings achieved by reducing processing times generate the possibility of making a larger quantity of products [5]. Consequently, more orders can be accepted, generating a higher profit return.
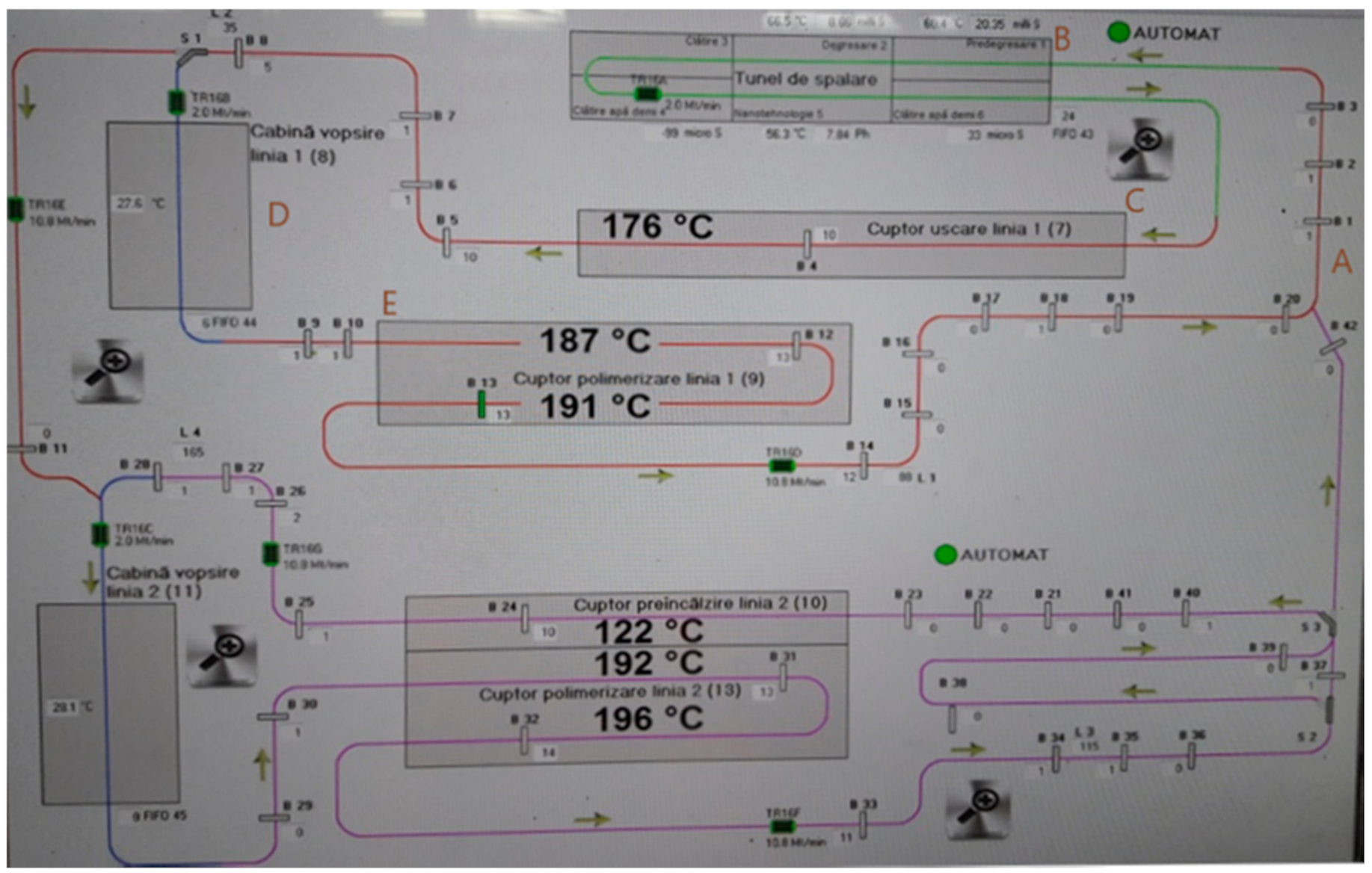
Schematically, the polymerization process in the furnace dedicated to this phase looks as follows (Figure 1).
After quality control at the workshop for the reception of raw products, they are placed on the painting line by hanging them on the conveyor in point A; the hanging systems are specially prepared for each type of product. They pass through the pre-treatment tunnel B where their surface, and then their inside if they have openings or open spaces, undergo a chemical attack by sprayers performed in several steps (Figure 2):
- Coarse washing with water;
- Degreasing using a strongly alkaline solution;
- Rinse with water;
- Rinse with demineralized water;
- Passivation with a nanoceramic multimetal solution;
- Rinse with recirculated demineralized water;
- Rinse with fresh demineralized water.
After the chemical pre-treatment [6], the products enter the drying oven C to dry and completely remove the water residue left on the surface and inside the products.
The painting step is the next step. This is done in a special booth D, ready to apply the powder paint on the surface of the products by means of automatic guns and, if necessary, manual guns. Everything is done in the electrostatic field created between the ends of the guns and the body of the paint product. Through the gun the powder passes onto the surface of the product and adheres to it thanks to the electronic loading of the paint powder, specific to the product in question.
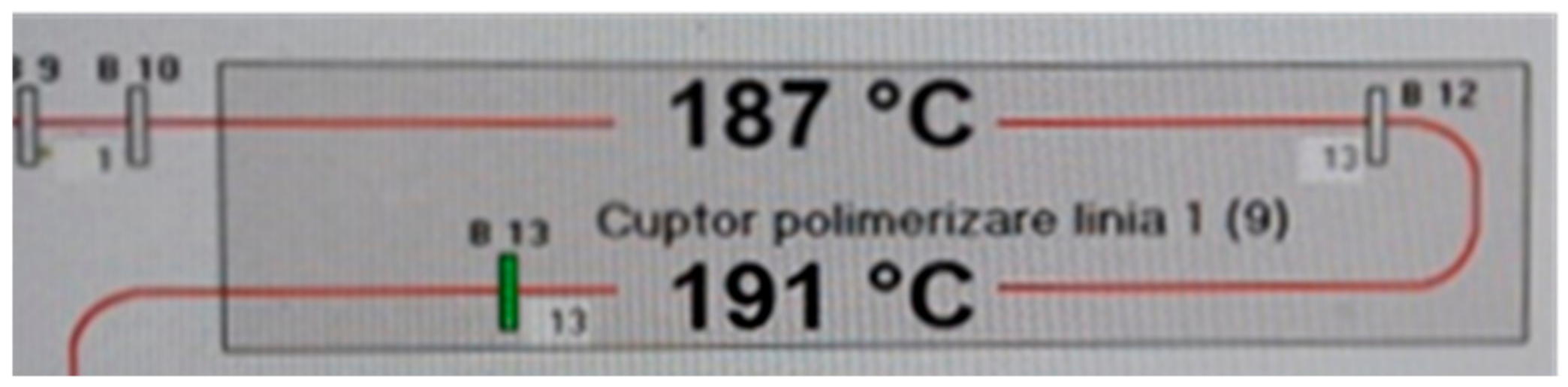
The next stage is the polymerization stage, in which the polymerization of the paint layer on the surface of the product takes place. It takes place in the polymerization furnace E under the temperature conditions set according to the working procedures and instructions created on the basis of the customer’s requirements, the paint manufacturer’s recommendations and the standards in force.
This is the stage that has been studied in order to reduce the remaining times of the products in the polymerization furnace, reducing the working times and implicitly achieving a reduction in production costs [7].
After polymerization, the products are cooled, and after quality control they are sent for packaging and delivered to the customer.
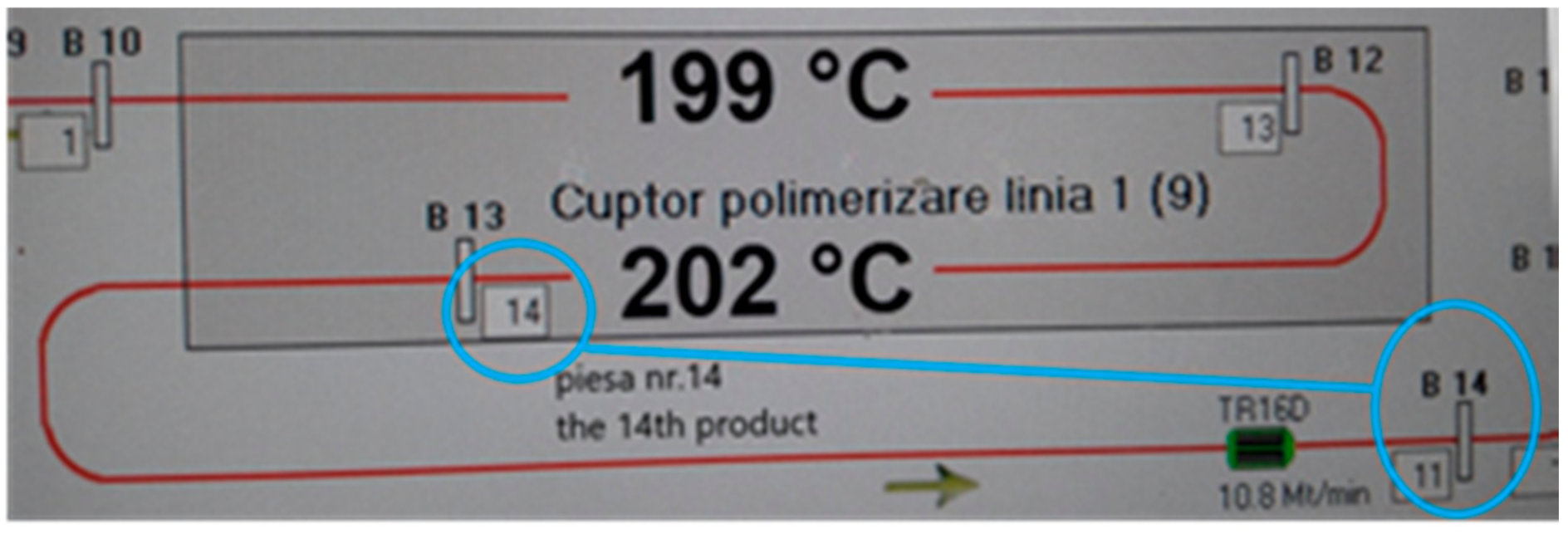
The essence of the implementation consists of reducing the polymerization time from 27 min to 25, different from the one recommended by the paint powder manufacturer, without creating dysfunctions and taking away from the quality of the painted product.
In this case we are talking about the products on the hanging system no. 14 (Figure 3). Four to six or eight products can be suspended on this support, depending on their size, ranging from 0.3 to 0.7 m2/piece.
In the initial settings, support no. 14 remains in the oven for 27 min for curing. After the implementation settings, the remaining time decreased to 26 min, finally reaching 25 min in the oven (Table 1). Thus, for every 27 min of polymerization we have a gain of 2 min for the working process. Calculated at the actual working time of 7 h and 30 min (excluding breaks), a set of 18 cycles of 25 min is obtained, compared to the initial set of 16.66 cycles of 27 min. Therefore, the difference of 1.34 cycles × 25 min generates a saving of 33.5 min on an 8 h shift.
3. Results
As a result of the implementation of the optimization measures, a reduction in the polymerization time was obtained from 27 min to 25 min. With this time reduction calculated on a working day with two shifts of 8 h, you get twice the time, that is, 67 min, so a time saving of over an hour every 24 h will be made. Following an analysis of the 220 effective working days for 1 year, the time saving is 220 × 67 min, which is 14,740 min or 245.66 h of actual work.
Turned into costs, this expression looks like this: the price paid by the customer for one system with four products per 1 h is EUR 10,176, given that the value of a painted product is EUR 2544. Multiplied by 15 effective working hours for 220 days per year, you get 10,176 × 15 effective hours/day × 220 days/year = EUR 33,580.8 /year cost reduction or gain for the company.
If the calculation is made for a hanging system with six or eight products instead of four, the gain can be calculated very easily, the value of the economy achieved per year being obviously much higher.
The decision to implement the reduction of polymerization time was not taken without a very meticulous study and an analysis from all points of view of all data obtained.
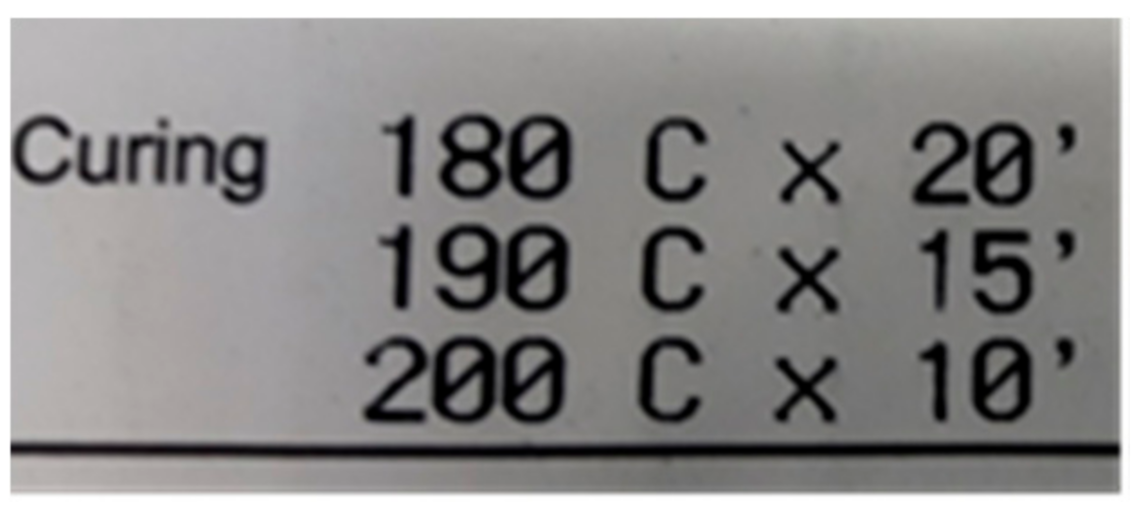
The main idea of the implementation was to reduce the procedural time without affecting the quality of the product. The aim was to reduce the polymerization time to a minimum value, an aspect that ensures polymerization to the required quality and in conditions of satisfying the customer’s requirements, as well as with the observance of the implemented standards and the recommendations of the paint manufacturer [8]. The requirements of the paint manufacturer are presented in Figure 4.
Based on these criteria, the parameters of the curing oven must be set so as to reach the minimum temperature threshold for the paint to polymerize, guaranteeing the maximum adhesion of the paint to the surface of the product [9].
Starting from the possibility of increasing the polymerization temperature and thus reducing the polymerization time, the remaining time in the staggered polymerization furnace was reduced, from 27 min to 26 min and 25 min, increasing the polymerization temperature parallel to the degree of tolerance of ±1 min every 2 min (Figure 5).
The result was not considered sufficient to justify a 100% safe decision after the temperature was monitored step by step for each time reduction step, which was done with the temperature measuring device (Datapack from TQC) directly on product surface (Figure 6).
4. Discussion
By using a combined research methodology, it was desired to obtain results that would strengthen the fairness of the decision to reduce the polymerization time, creating the decision basis for establishing a table with the necessary settings for painting projects after the implementation of polymerization reduction.
We started from a thematic qualitative empirical study by observing the results obtained from the temperature measurement tests at different speeds of the conveyor, at different polymerization times. The empirical research was followed by applied research aimed at finding a method or tool to reduce the production costs [10].
After data collection and information processing, the final conclusion was that the decrease in the polymerization time of 2 °C does not create quality and performance non-conformities in the painted product.
The polymerization time reduction tests have gone from qualitative to exploratory research to experimental research, this still being one of the research methods used.
5. Conclusions
The monitoring reported in the paper is carried out for the entire painting process, starting from the hanging of the products on the pre-treatment line, up to the packing and final control after the painting and polymerization of the powder paint on the surface of the products.
Every step was monitored individually; these are parts of the whole painting process, so the obtained values after 3 months of monitoring are more significant in decreasing the costs over the whole process.
Even if using a developed and technologically advanced system of painting in an electrostatic field is not sufficient for purchase and for connecting the performant devices to the painting and pre-treatment system, the surveillance and monitoring must be carried out, namely to achieve continuous implementations so as to reduce the costs of production and to cope with the increasing competition in the market in the field, without forgetting the other important elements that make up the final price of the transaction cost of painting in an electrostatic field.
Funding
This research received no external funding.
References
- Banerjee, S.; Mazumder, M.K. Surface microstructure of powder layers influenced by the forces of deposition and adhesion in electrostatic coating process. IEEE Trans. Ind. Appl. 2000, 36, 46–52. [Google Scholar] [CrossRef]
- Barmuta, P.; Cywinski, K. Electroseparation and efficiency of deposition during electrostatic powder coating. J. Electrostat. 2001, 51, 239–244. [Google Scholar] [CrossRef]
- Cazaux, J. Critical thicknesses of electrostatic powder coatings from inside. J. Electrostat. 2007, 65, 764–774. [Google Scholar] [CrossRef]
- Boer, J.; Blaga, P. Production cost optimization in industrial wastewater treatment. Proc. Econ. Financ. 2014, 15, 1463–1469. [Google Scholar]
- Pop, L.D.; Nagy, E. Measuring System Optimization to Increase Productivity. Procedia Eng. 2017, 181, 1036–1042. [Google Scholar] [CrossRef]
- Boer, J.; Blaga, P. The influence of the specific indicators of the chemical treatment on the production costs of painting in electrostatic field. Proc. Econ. Financ. 2015, 32, 514–519. [Google Scholar] [CrossRef]
- Boer, J.; Blaga, P. Reducing production costs by monitoring the roughness of raw product surfaces. Procedia Manuf. 2018, 22, 202–208. [Google Scholar] [CrossRef]
- Pop, L.D. Study on Creating a Simplified Model of Quality Management System in a SME from the Central Region of Romania. Procedia Technol. 2016, 22, 1084–1091. [Google Scholar] [CrossRef] [Green Version]
- Glick, N.; Shareef, I. Optimization of electrostatic powder coat cure oven process: A capstone senior design research project. Procedia Manuf. 2019, 34, 1018–1029. [Google Scholar] [CrossRef]
- Gabor, M.R.; Cîmpian, L.; Oltean, F.D. Comparative Study concerning the Impact of IT&C Indicators on Performances of Organizations in the Industry. Procedia Manuf. 2019, 32, 627–633. [Google Scholar]
- Boer, J.; Blaga, P. Optimizing production costs by redesigning the treatment process of the industrial waste water. Procedia Technol. 2016, 22, 419–424. [Google Scholar] [CrossRef]
- Boer, J.; Blaga, P. Optimizing Production Costs with the Correct Setting of the Paint Thickness Parameters. Procedia Eng. 2017, 181, 1021–1027. [Google Scholar]
Figure 1.
The polymerization process before implementation.

Figure 2.
Painting line.

Figure 3.
The polymerization process after implementation.

Figure 4.
The requirements of the paint manufacturer.

Figure 5.
Reduction of polymerization time.
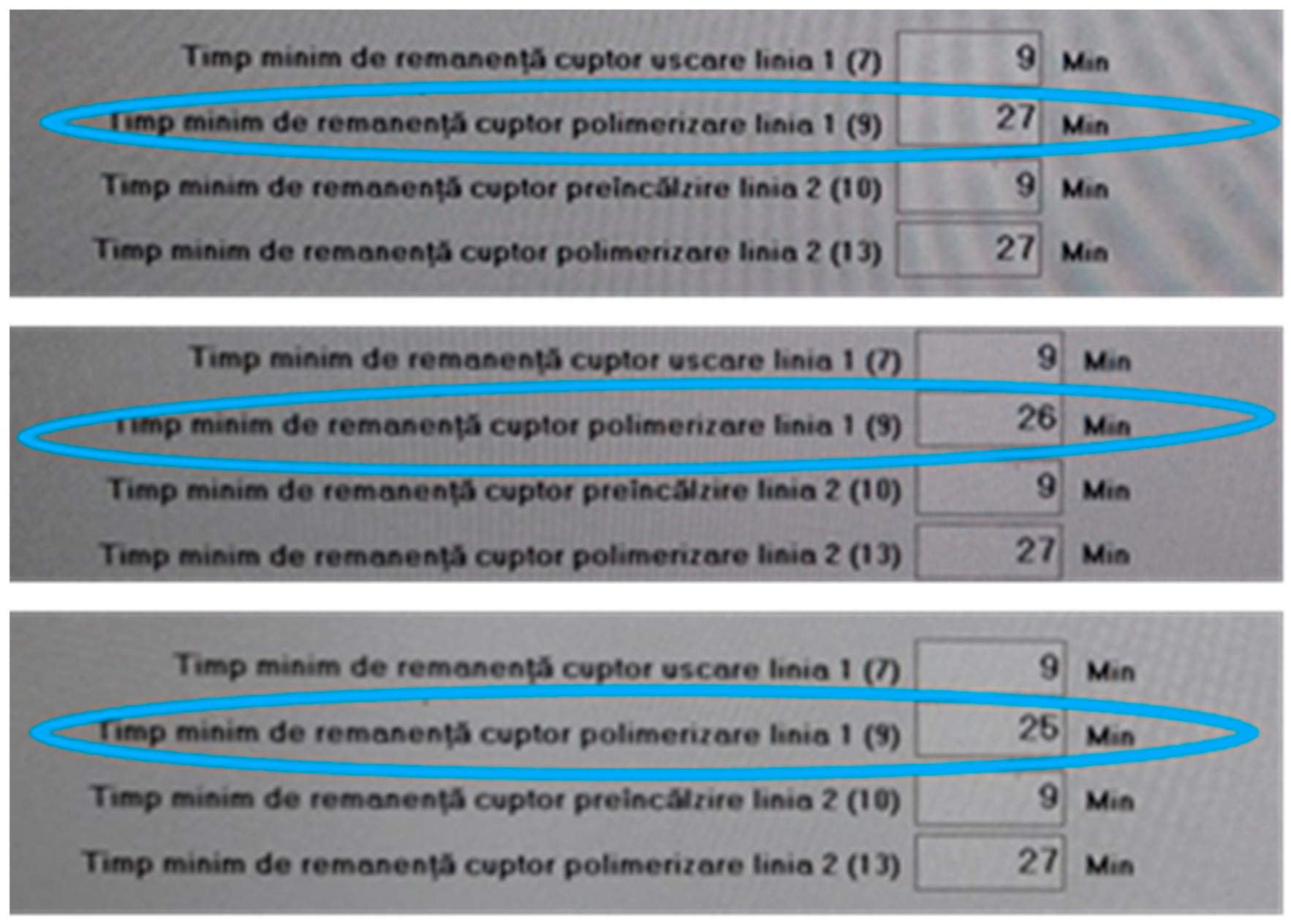
Figure 6.
Temperature monitoring.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Polymerization oven parameters.
| Products Remaining Time in the Oven | Air Temperature | Heaters Setting | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Parameters | No | 1 | 2 | ||||||||
| Time (min) | 27 | 26 | 25 | 27 | 26 | 25 | 27 | 26 | 25 | ||
| Sensor 1 | Temperature (°C) | 187 | 189 | 197 | PV | 187 | 189 | 198 | 192 | 193 | 202 |
| Sensor 2 | 191 | 193 | 201 | Min | 194 | 195 | 198 | 194 | 195 | 197 | |
| Max | 195 | 196 | 199 | 195 | 196 | 198 | |||||
| Setting point | 195 | 196 | 198 | 195 | 196 | 198 | |||||
| Tolerance | 1 | 1 | 2 | 1 | 1 | 2 | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Boer, J.; Blaga, P. Streamlining the Work Process by Reducing Procedural Times in the Field of Electrostatic Powder Painting. Proceedings 2020, 63, 71. https://0-doi-org.brum.beds.ac.uk/10.3390/proceedings2020063071
AMA Style
Boer J, Blaga P. Streamlining the Work Process by Reducing Procedural Times in the Field of Electrostatic Powder Painting. Proceedings. 2020; 63(1):71. https://0-doi-org.brum.beds.ac.uk/10.3390/proceedings2020063071
Chicago/Turabian StyleBoer, Jozsef, and Petruta Blaga. 2020. "Streamlining the Work Process by Reducing Procedural Times in the Field of Electrostatic Powder Painting" Proceedings 63, no. 1: 71. https://0-doi-org.brum.beds.ac.uk/10.3390/proceedings2020063071