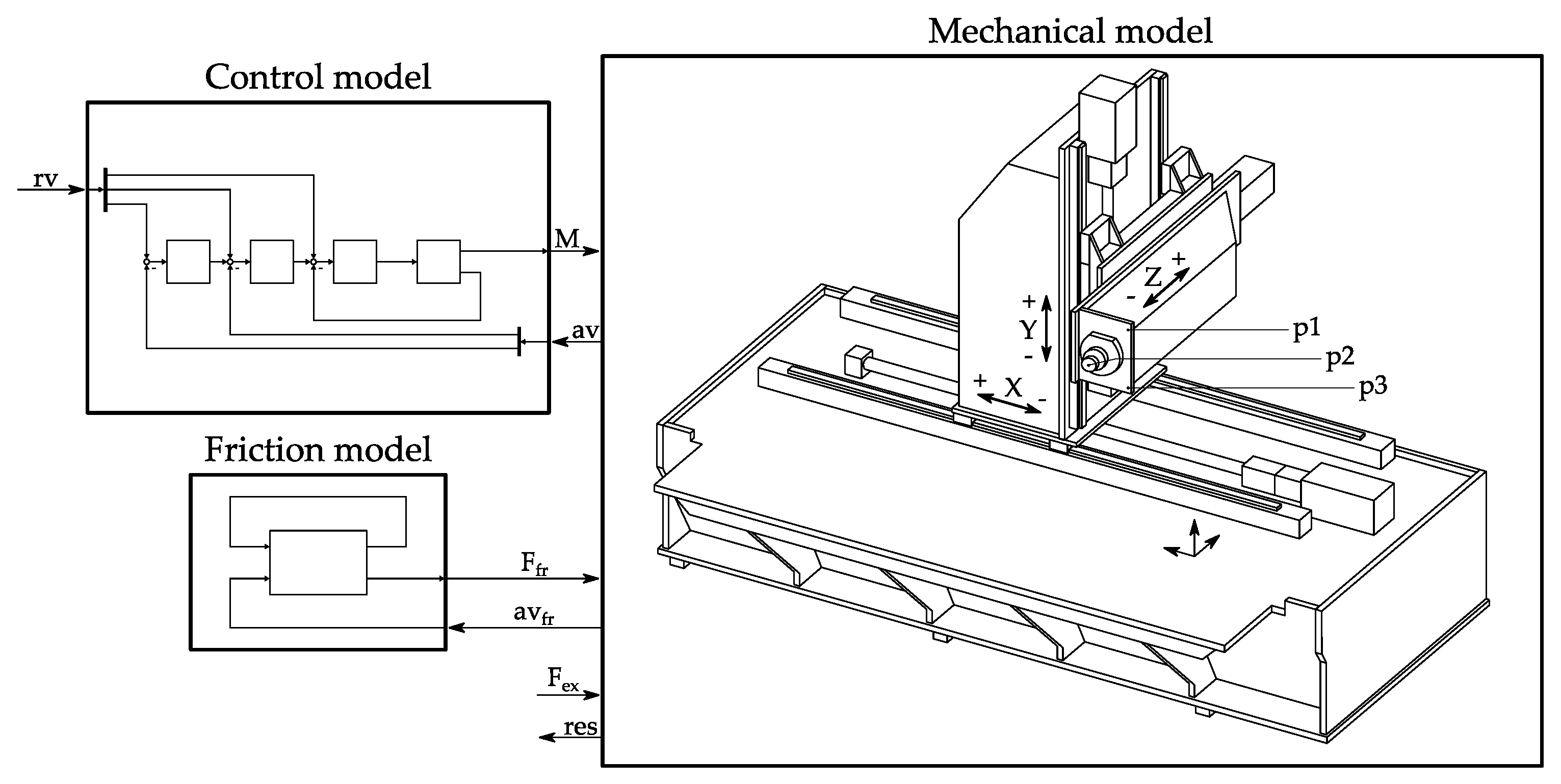
Figure 1 depicts the basic structure of the simulation model for the mechatronic system elaborated in this study. For each individual feed axis, the reference variables (rv) are processed into a drive torque (M) by the modeled controller structure and by an electrical model of the feed drive. The torque is considered as an input into the mechanical model and causes displacements in the modeled direct measuring system as well as velocity changes at the modeled motor encoder. These virtual measured actual values (av) are fed back to the controller model, which eventually results in a closed control system. In order to investigate the influence of friction on the system behavior, a nonlinear friction model is integrated. Using the relative velocity (av
fr) between moving structures and an internal state equation, the resulting friction force (F
fr) is calculated, which, in turn, is considered in the mechanical model. Especially for virtual measurements, external excitation forces (F
ex) can be introduced at any point of the structure, and response signals (res) can also be measured.
With flexible multibody systems, the most comprehensive formulation of the equation of motion including large nonlinear feed drive movements and elastic deformations can be achieved. This advantage is offset by a high modeling effort and the fact that the analysis methods are usually limited to the time domain. However, if rigid body modes are considered in a finite element system, it is also possible, with this method, to capture small movements of subsystems limited to one axis configuration [
26]. References [
13,
14,
15] proposed a substructuring approach based on the Craig–Bampton reduction [
27] for an efficient simulation at different machine positions and for local design changes. In order to reduce the necessary expert knowledge during modeling and, thus, facilitate the use in an industrial environment, a finite element model of the entire machine is used in this work to define the kinematic, static and dynamic properties of the machine tool structure.
2.1. Finite Element Model
The basic mechanical construction features the tasks of transmitting force or torque flows and generating certain movements. This real, continuous structure is approximated by a finite number of degrees of freedom (DOFs) using the finite element method and can be written in matrix form as a system of n-coupled, linear, second-order, ordinary differential equations (ODEs):
where
is the vector of degrees of freedom,
is the mass matrix,
is the viscous damping matrix,
the stiffness matrix and
is the time-dependent forcing vector [
28]. The coefficient matrices completely determine the dynamic structural behavior of the machine and, thus, have to be represented in the model. It should be noted that in the present work, the definition of the damping matrix with local parameters is avoided, and alternatively, the modal damping approach is used.
The structural bodies of the machining center are connected to each other or to the environment by guidance systems, drives or levelers. The machine bed and the individual carriages are steel components and are meshed with volume elements at appropriate geometry, stiffness and mass properties. Modeling of the linear guides with finite elements is inappropriate. Instead, the structural components are connected with linear springs in the vertical and lateral directions.
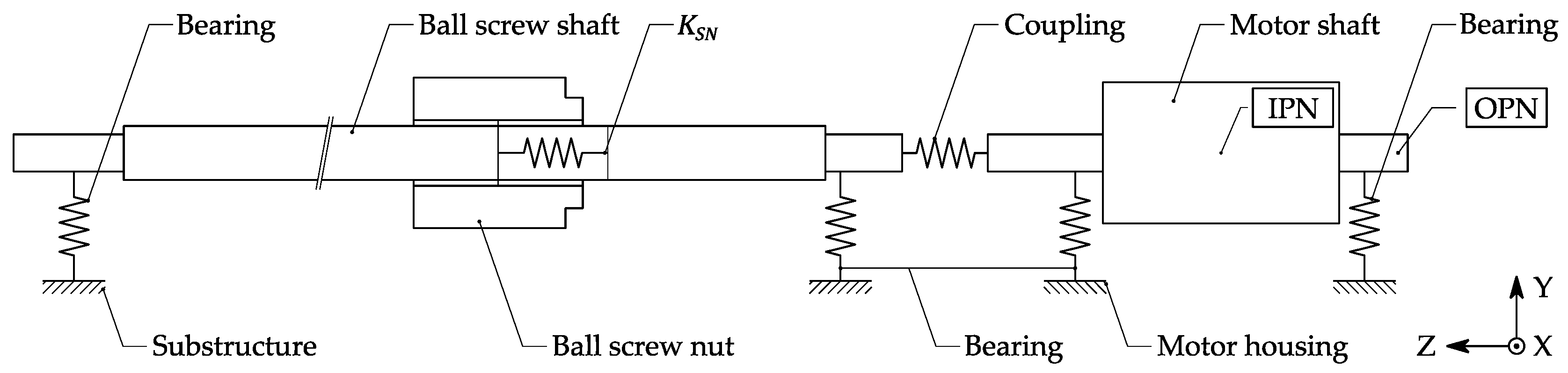
Figure 2 presents the general structure of the mechanical drive train of a single axis in the finite element model.
The motor shaft and the ball screw shaft are modeled with three-dimensional elements and are connected to the motor housing and the substructure, respectively, with discrete spring elements. The threads of the ball screw are neglected in the geometric model according to Okwudire et al. [
29], and the resulting change in inertia is compensated. However, Schwarz [
30] proposed modeling the ball screw shaft with an equivalent instead of the core diameter. The shafts are connected with a torsional stiffness, and the rotary inertia of the coupling is divided equally between the drive and the load side. To model the interface between screw and nut, the approaches of Oertli [
6] and Berkermer [
26] were combined. This results in the stiffness matrix:
where
represents the radial stiffness,
is the axial stiffness,
is the tilting stiffness and
is a transmission coefficient. All stiffness parameters used in the finite element model were taken directly from the manufacturer’s data sheet or were calculated using geometric relationships.
In order to couple the machine structure with additional models and to enable an efficient simulation of the overall behavior, the mechanical model is represented by a state space model, and the model order is reduced. The following explanations are based on [
28]. Assuming a harmonic excitation and neglecting the damping, the generalized eigenvalue problem
can be derived from the homogenous part of (1). The solutions of (3) are the natural frequencies
and the corresponding mode shapes
, respectively, of the modal matrix
For distinct eigenvalues
, the corresponding modes
and
are orthogonal with respect to
as well as to
. Due to the orthogonality of the mode shapes, the system matrices are diagonalized and decoupled by post- and pre-multiplying with the modal matrix and its transpose. If the modes are additionally mass normalized and modal damping
is assumed,
results. With the modal coordinates
, the original DOF vector
from (1) can be described with a weighted sum of mode shapes
by:
By inserting (6) into (1) and an additional left multiplication with
,
can be derived with (5) in the equation of motion in modal coordinates for n-un-coupled single DOF oscillators of the form
If all n modes are considered in (4), the full finite element model is represented in the modal model. The modal order reduction uses the property that with a subset m < n modes, the physical DOFs in (6) can be approximated very well, and thus, the calculation time is reduced.
To reproduce the structural-mechanical behavior in the digital block simulation, the m second-order modal Equation (8) is transformed into a first-order differential equation system. Due to the coordinate transformation
Equation (8) becomes
where
The input matrix
contains the unit force matrix
, which is one for degrees of freedom where a force is applied and zero elsewhere. For ball screw drives, this is the torque at the motor rotor and the counter-torque at the motor housing. The former is schematically labeled IPN (input node) in
Figure 2. In Equation (10),
represents the vector of the system inputs. The system outputs
(position, velocity and acceleration) are determined via the differential equation system
where
is a unit displacement matrix, which is one for degrees of freedom where an output is required and zero elsewhere. With regard to the mechatronic simulation model, these are especially nodes where measuring systems are applied in reality.
Figure 2 shows an output node (OPN) of the virtual motor encoder as an example.
in Equation (13) is the feedthrough matrix and is defined as:
In summary, an undamped modal analysis is used to determine the eigenvalues and eigenvectors of the modeled machine tool structure. By selecting a certain number of modes, the system is model order reduced, with each mode being damped with a proportional damping value. Input and output nodes defined in the model determine where forces are applied in the system or state variables are output, respectively.
2.2. Control Model
The majority of systems used today for position control of the feed drives of machine tools use a cascaded control loop structure [
4].
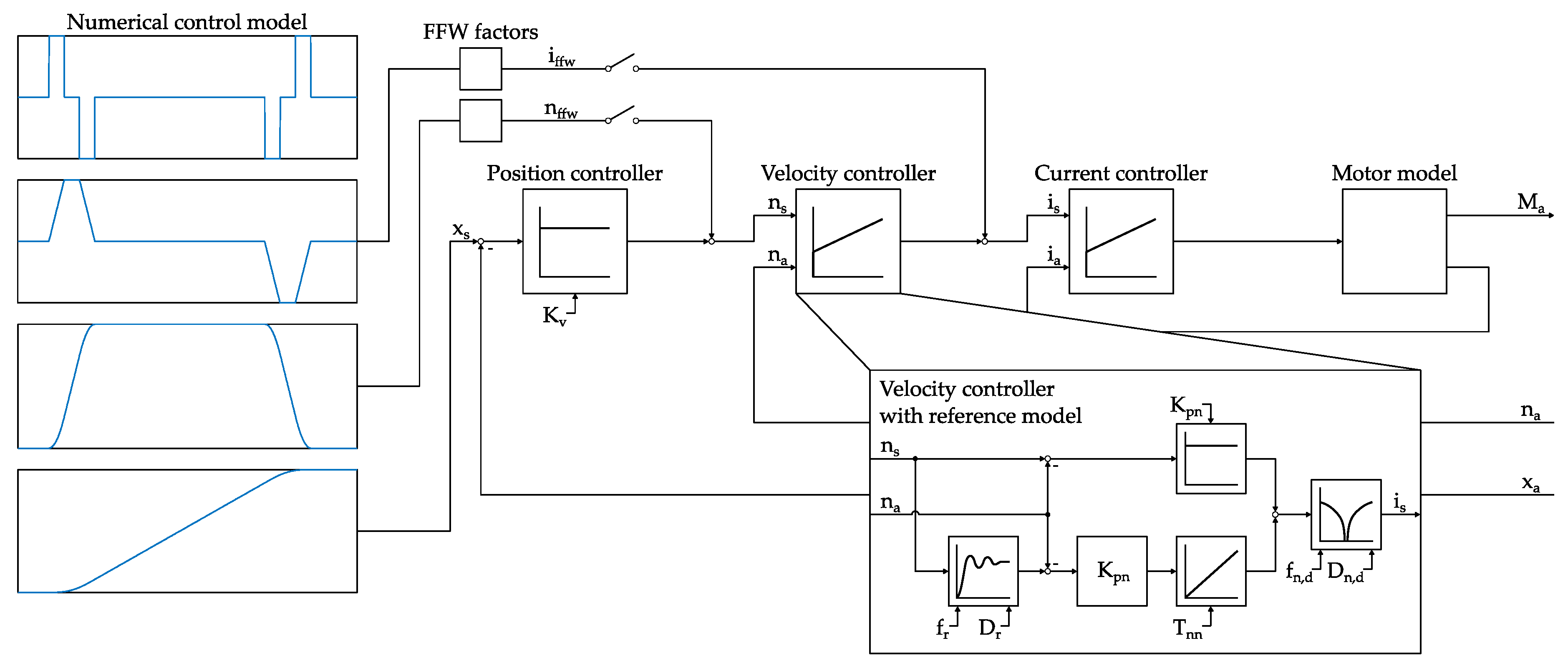
Figure 3 depicts the basic structure of the control loop of a single axis in the simulation model.
The innermost control loop is formed by the current control, which, together with the motor, is responsible for converting the current setpoint into an actual torque value M
a. The parameters of the current PI controller can be parameterized independently of the machine properties since only electrical values of the drive are fed back into the current control loop. Therefore, the parameters specified by the drive manufacturer are generally suitable [
31]. The motor is modeled as a field-oriented controlled synchronous motor. The velocity controller, which compares the setpoint velocity n
s with the measured actual velocity n
a from the motor encoder and generates a torque-proportional setpoint current specification, is also basically designed as a PI controller [
4]. The dynamics are determined by the proportional coefficient K
pn, while the integral component with the parameter T
nn ensures that permanent control differences are corrected over time. Modern control systems for machine tools offer the possibility to extend the basic structure with additional function systems and, thus, to influence the dynamic behavior. In the modeled system, it is possible to separate the command and disturbance response of the velocity controller, which is called velocity controller with reference model [
32] and is shown in
Figure 3. The reference model is a replication of the proportional controlled velocity control loop as a second-order lag element with the undamped natural frequency f
r and the damping value D
r. Furthermore, the reference model delays the setpoint/actual value deviation for the integral component of the velocity controller so that transients can be suppressed when the controller dynamics are high. To attenuate resonances occurring in the mechanical system, current setpoint filters are used in the real control. These are also modeled as general second-order filters and are parameterized by the numerator and denominator natural frequency (f
n and f
d) as well as by the numerator and denominator damping (D
n and D
z), whereas the filter frequencies are mostly in the higher frequency range. The model is designed as a time discrete model, whereby dead times for data transmission and for digital measurement acquisition as well as the computing times of the digital controllers are taken into account. The position controller difference calculated from the actual position value x
a and the position setpoint x
s is converted in the position controller by the proportional value K
v to the reference input for the downstream velocity controller. The position setpoints are calculated with the maximum values of jerk and acceleration and with the user inputs of velocity and position in a numerical control model. Each control loop causes a delay time for the superimposed system, which results in the outer control loops losing dynamics and slower adjustment of reference variable changes [
32]. This effect can be compensated by a feedforward control of the inner control loops, whereby a distinction is made between speed and torque feedforward control. If feedforward control is active, the feedforward values calculated in the numerical control model are scaled and delayed with various factors and are subsequently added at the corresponding controllers as reference variables (n
ffw or i
ffw).
2.3. Friction Model
The machining and frictional loads act as external forces on the feed drives of machine tools [
2]. Frictional forces as disturbance inputs, which mainly occur during velocity reversal, have to be incorporated and compensated by the control and the drive. However, friction in feed drive components introduces damping into the machine tool system.
Friction force models are used to represent the physical conditions between stationary or moving components. A basic distinction is made between models based on the Coulomb approach and models using the bristle analogy. The former is also called static friction models and show certain weaknesses, especially due to the discontinuity at zero velocity. In dynamic models, the so-called pre-sliding regime is modeled with a function of the relative displacement, whereas in the sliding regime, the friction is a function of the relative velocity [
33,
34].
In order to investigate friction-specific effects with the mechatronic simulation model, a friction model based on the LuGre model [
35] was used. The surfaces between two bodies in contact are visualized by means of elastic bristles. A relative movement of the bodies leads to an elastic deformation of the individual bristles, whereby the sum of the restoring forces caused by the deflections is interpreted as frictional force. As the force increases due to the relative movement, bristles reach their maximum deformation and slip through. The approach based on many bristles is approximated in the model with a single average bristle.
The deflection of the bristle is denoted by
z and is used to represent the frictional dynamics in the pre-sliding regime. The frictional force is defined as:
where
describes the stiffness of the bristle,
is the micro viscous damping factor,
is the viscous damping factor and
is the relative velocity between the two surfaces.
The internal state is modeled with the nonlinear differential equation
The friction force
converges in the sliding regime against the stationary friction behavior represented by the function
and the viscous component. The function
can contain any functional dependencies and can be parameterized by measuring the friction force at constant velocities. According to [
36],
is modeled as:
where
represents the Coulomb friction,
is the static friction,
is the Stribeck velocity,
constitutes the shape factor and
and
represent the logarithmic friction components.
The friction parameters of individual, unloaded feed drive components can be metrologically identified either with a sequential assembly process approach or with the test bench approach [
19]. In the present contribution, the total frictional force of the feed axes in real operation was determined through the respective motor current, and a single friction model for each axis was deposited in the simulation—a so-called machine approach. Thus, the load and assembly conditions of the entire machine are taken into account, and the friction models are adapted for real operations.
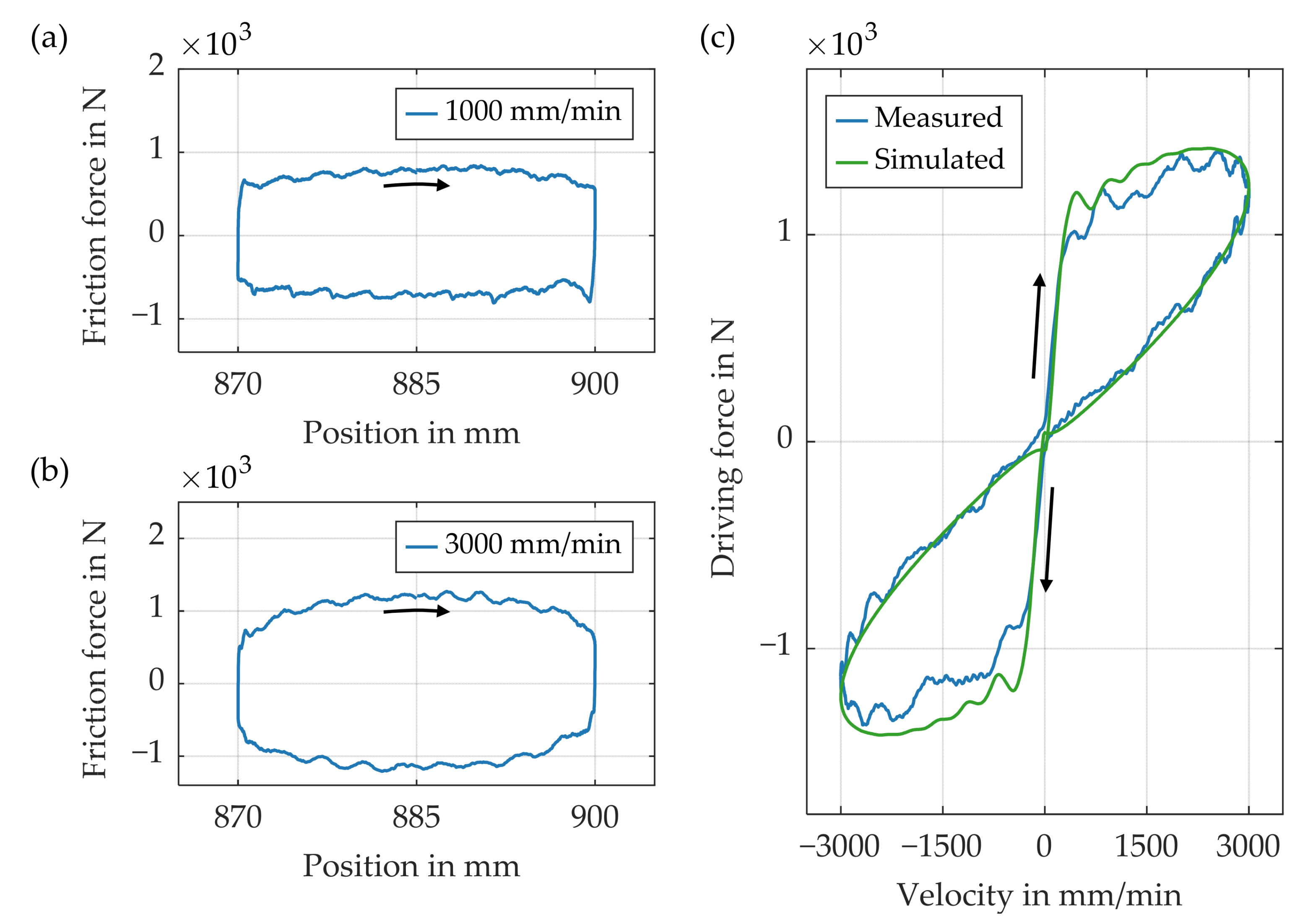
Figure 4a,b present the determined friction curves for a sinusoidal movement of the
X-axis (see
Figure 1). The drive current was measured with an internal measuring function of the CNC system and then converted into a drive force using the torque constant and the spindle pitch. The time-dependent acceleration forces were subtracted from the driving forces, and the resulting friction forces are shown as a function of position.
The transitions between pre-sliding and sliding regime differ, on the one hand, from the feed rate and, on the other hand, from the acceleration direction. Based on these measurements, the lumped friction models of the individual feed drives were parameterized.
Figure 4c depicts the comparison between the measured and simulated total driving forces of the
X-axis.
2.4. Experimental Setup
The dynamic properties of a machine tool significantly determine the productivity of the system and the quality of the manufactured components. The frequency response function (FRF) as a relationship between the input (force) and the output (acceleration, velocity or position) of a system describes these characteristics in the frequency domain and can be measured. Generally, two different excitation techniques are used for this purpose: impact and shaker excitation [
37]. The former is a very convenient, fast and popular measuring method where, on discrete points of a structure, the impact force and the response are measured. In contrast to tap testing, the measurement setup for shaker excitation is more complex. However, for shaker testing, many types of excitation signals are available, and in general, it is more repeatable. As far as the different types of shakers are concerned, electrodynamic, electrohydraulic and piezoelectric exciters are the most common for the investigation of machine dynamics [
24]. In particular, these systems differ with regard to the maximum excitation frequency, the maximum excitation force and the suitability for absolute or relative excitation. With the already mentioned shaker types, however, a relative excitation during feed drive positioning is not possible. Therefore, a shaker system for frequency response measurements in machine tools during uniaxial linear carriage movements was developed; see
Figure 5.
The excitation force is generated by a conventional, electromagnetic linear motor in tubular form; see
Figure 5a. Thus, forces up to 500 N can be introduced into the system in the frequency range up to about 250 Hz. Due to the severe attenuation of the force after exceeding the first mechanical natural frequency of the shaker system and due to the electrodynamic limits, the force which is available for the excitation of the test object decreases in the higher frequency range [
36]. This must be taken into account for measurements up to 1000 Hz, whereas in this research, only the lower frequency range is of interest. The excitation force is measured with a piezoelectric force transducer which is connected to the linear motor slider by a stinger (see
Figure 5a). The motor is controlled by a voltage signal proportional to the current or force. An additional position encoder is built into the system to measure the current displacement. The power supply and the data acquisition device (DAQ) are implemented in a portable case, as depicted in
Figure 5b. The structural response is measured by means of accelerometers, and the motor control and measurement signal evaluation is performed in a single software environment.
Figure 5c shows the experimental setup for the dynamic investigation of the machining center from
Figure 1. With this type of machine, the workpiece is usually positioned in the machining area with the help of a rotary table. In the test execution, the rotary table was omitted, so the workpiece clamping was replaced by a steel block. On the tool side, the shaker was connected directly to the tool interface.
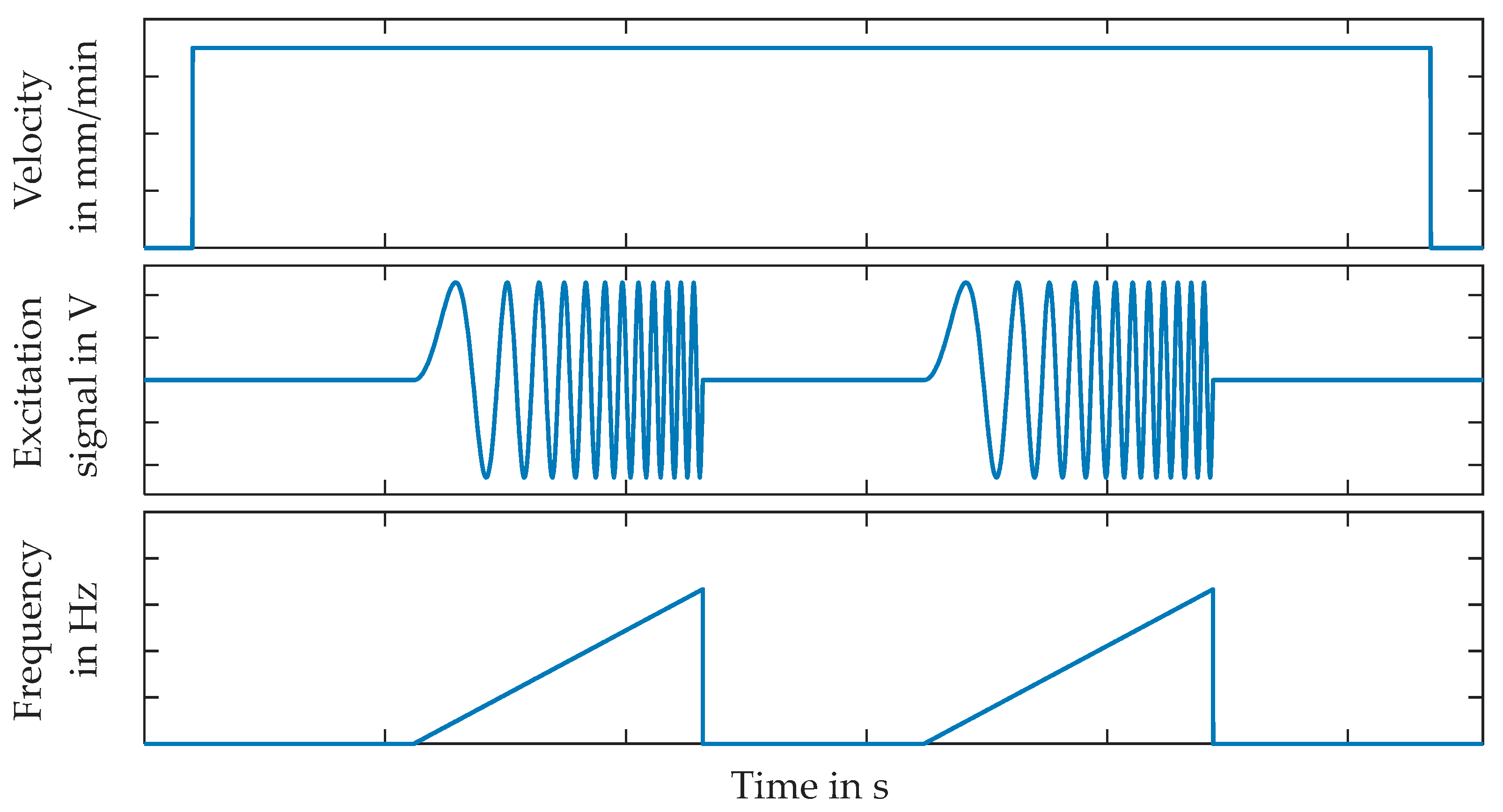
The long-stroke shaker is fed with a sine chirp modulation signal, whereby basically any signal type can be applied for modal analysis. In order to measure the dynamic behavior during positioning, the feed drive is accelerated to a constant velocity, and subsequently, the motor is fed with the excitation signal, as shown in
Figure 6.
However, the feed rate is limited by the signal length, by the number of iterations and by the maximum motor stroke of 70 mm. The mean values of the measured input signal (force) and of the measured response signals (acceleration) are removed; afterwards, the auto-power and cross-power spectra are averaged over the number of iterations, and finally, the frequency response function is calculated.
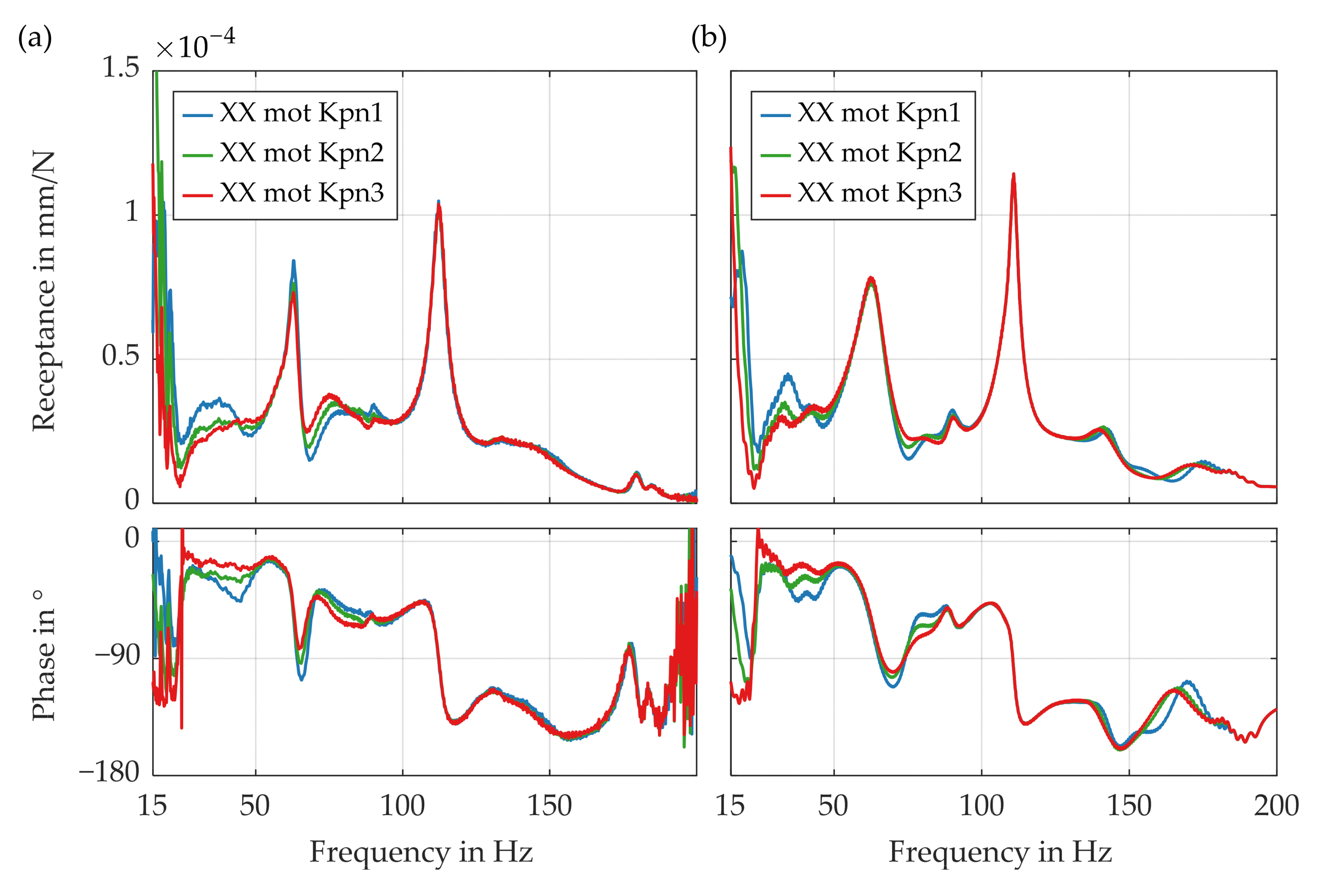
For validation, the dynamic properties of the machining center were determined at different axis positions with an impulse hammer and, subsequently, with the presented long-stroke shaker. The axis positions and the FRF investigation properties of the executed measurements and simulations are summarized in
Table 1.
Additionally, the system was tested under three different boundary conditions: with active motor brake at rest (br), with active feed drive control (ctrl) and during uniaxial carriage movements (mot). The mechanical structural modes up to 200 Hz were of interest, and the measurement parameters were chosen accordingly.
Figure 1 shows the points p1, p2 and p3 where the structure was excited and the response was measured.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}