
Analysis of Composite Structures in Curing Process for Shape Deformations and Shear Stress: Basis for Advanced Optimization



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Simulation Process
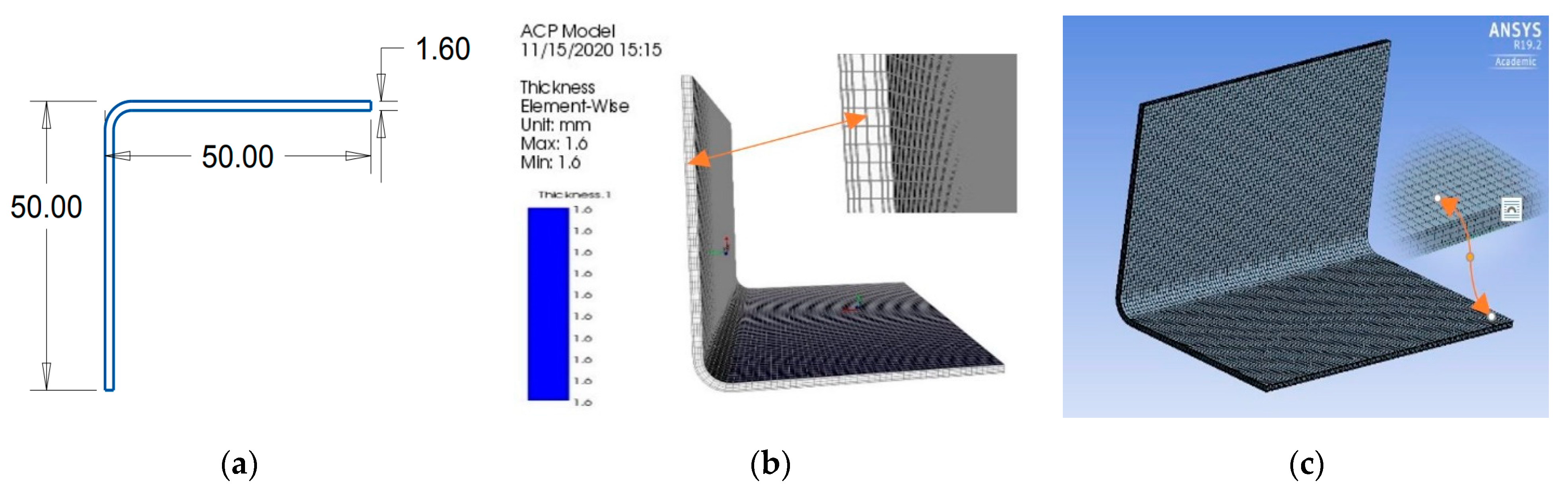
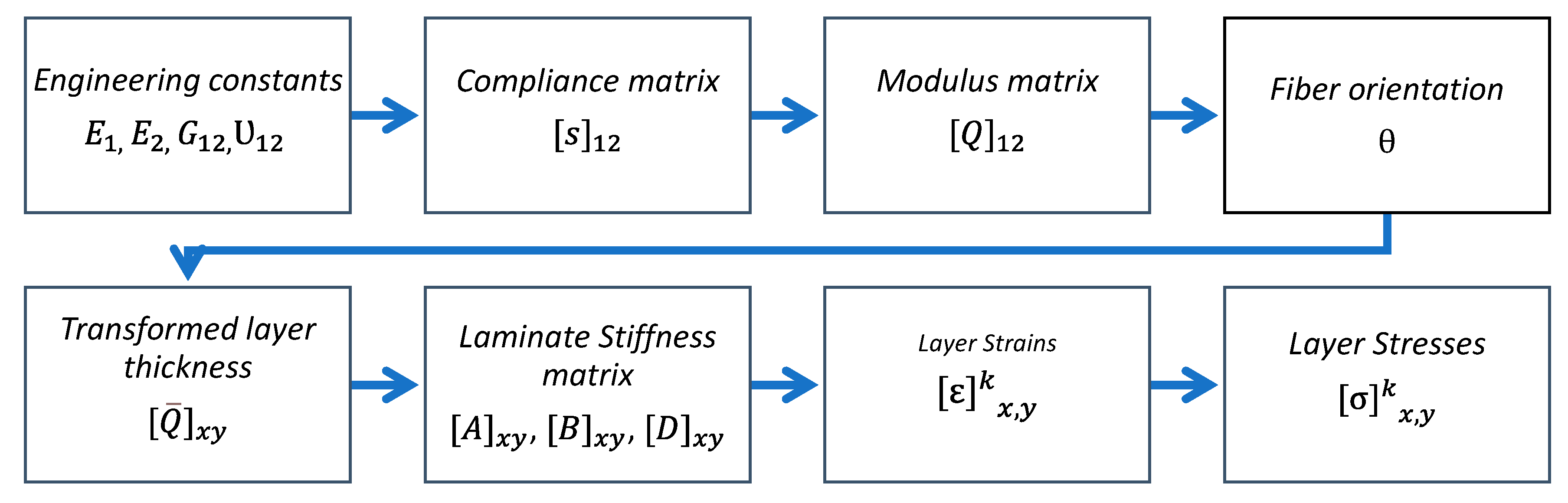
2.2.1. Composite Model Creation
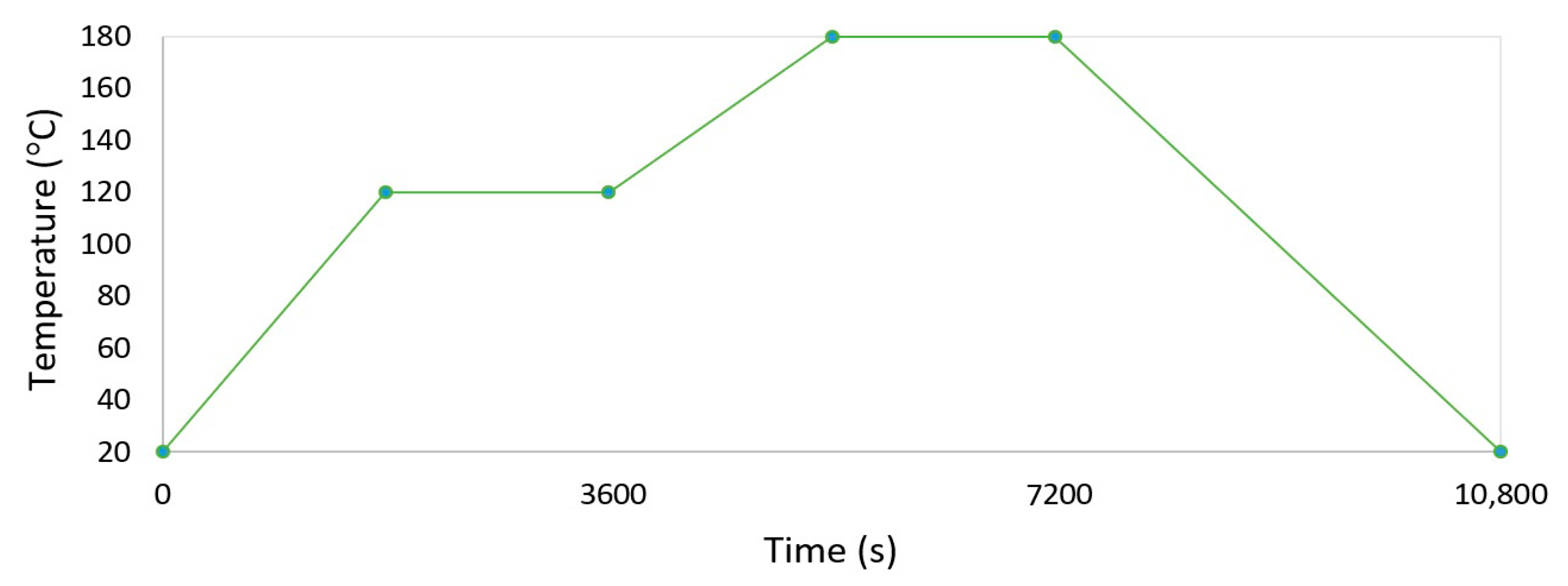
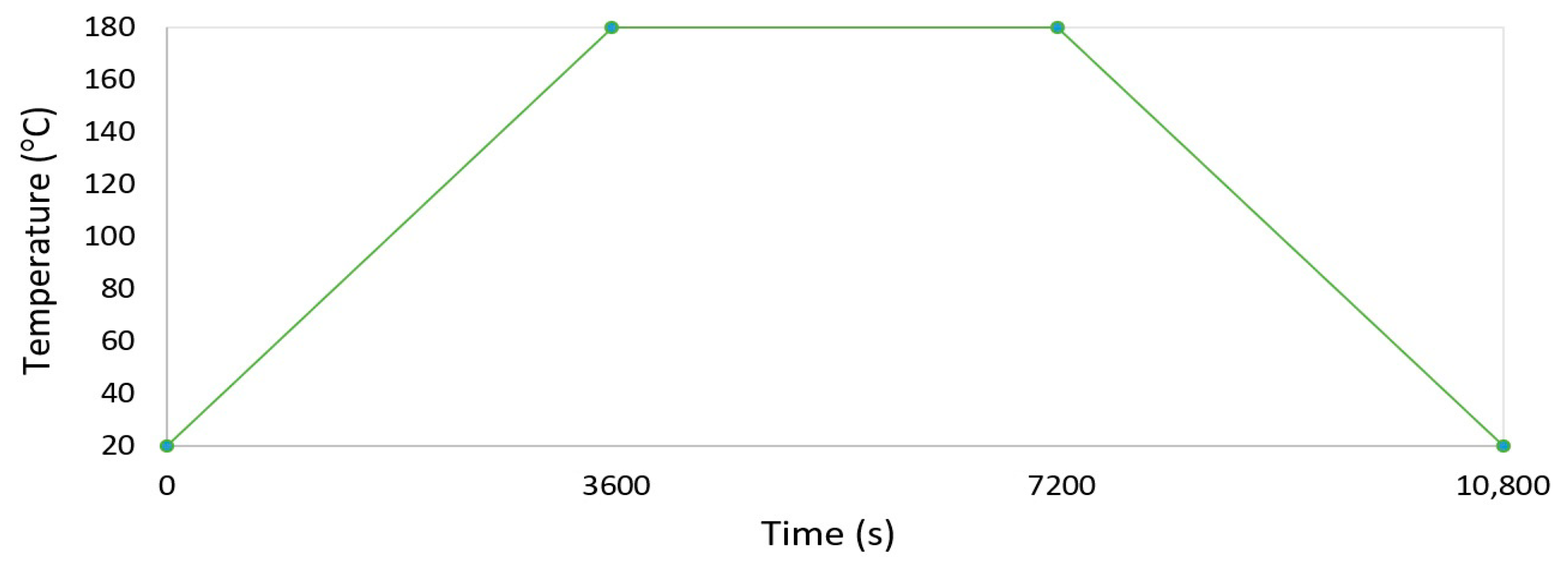
2.2.2. Transient Thermal Analysis
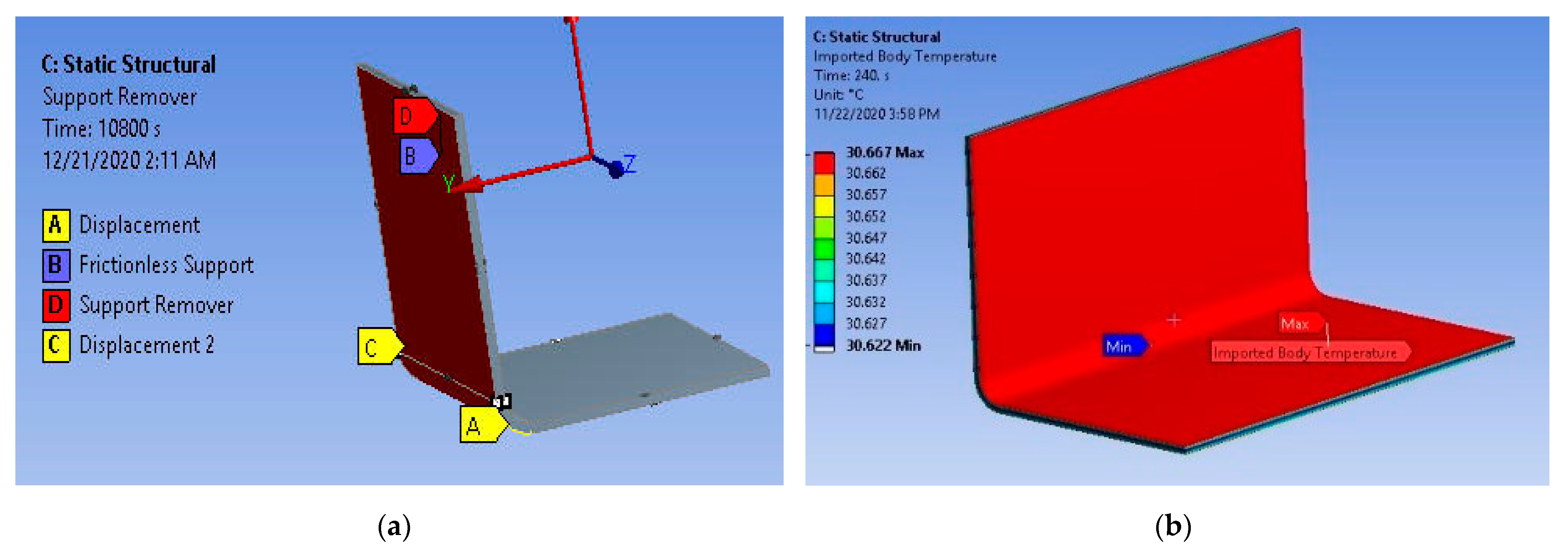
2.2.3. Static Structural Analysis
2.3. Multi-Objective Design Optimization
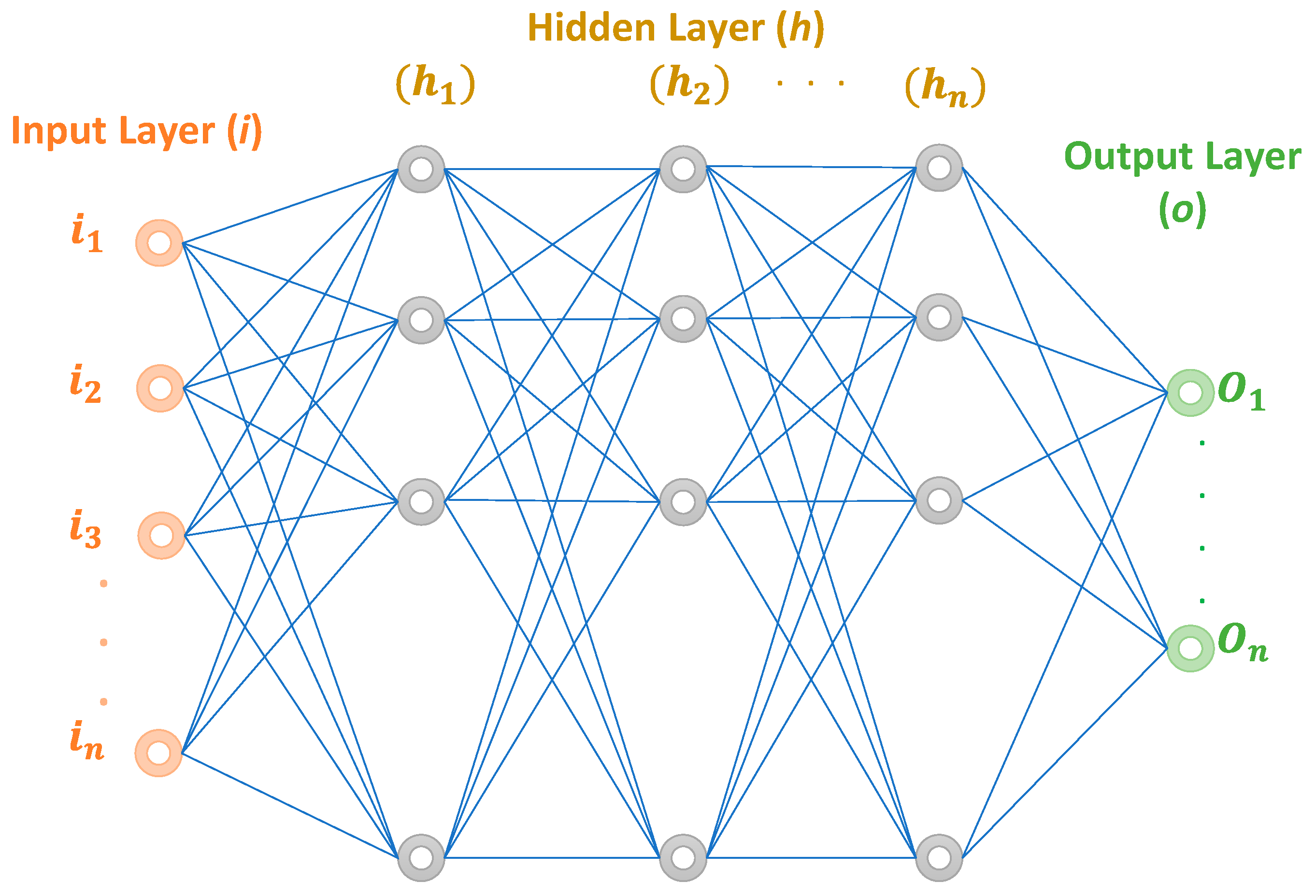
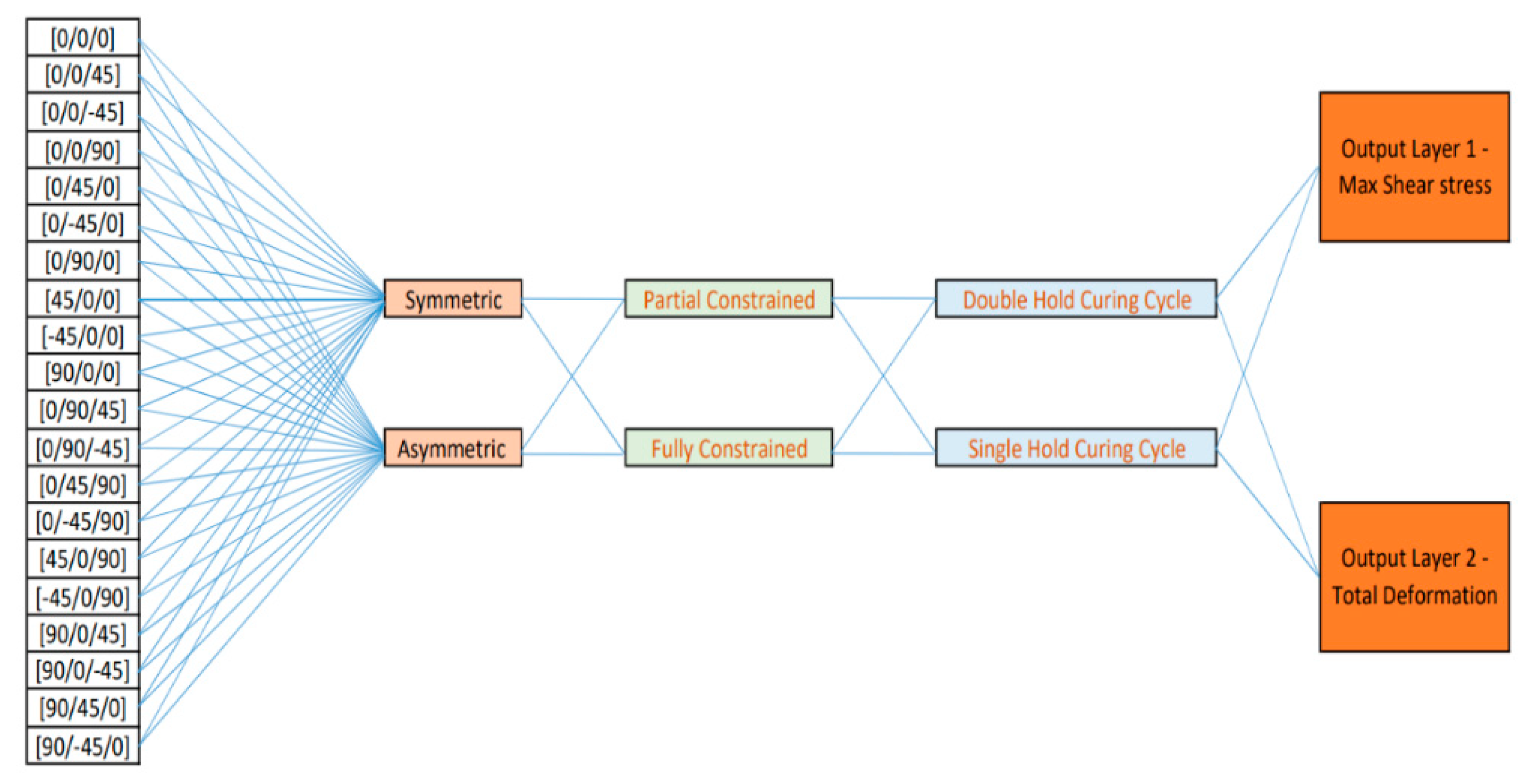
2.3.1. Artificial Neural Network (ANN)
2.3.2. Latin Hypercube Sampling
2.3.3. Multi-Objective Optimization Formulation
3. Results and Discussion
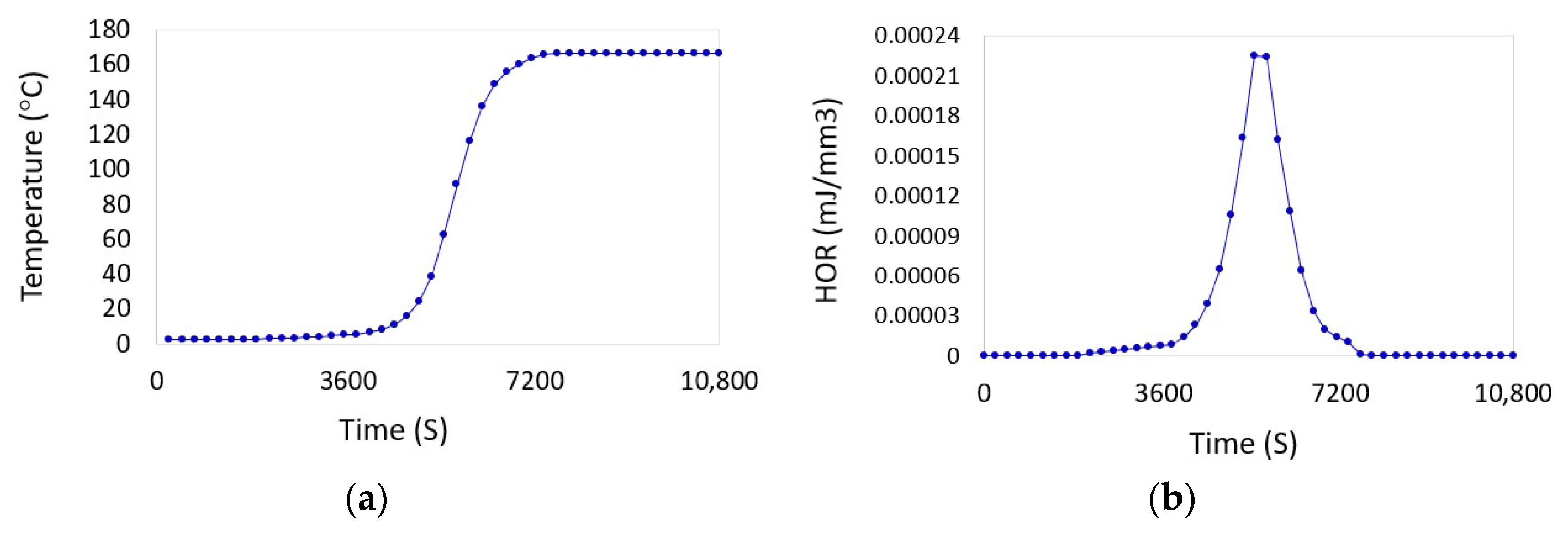
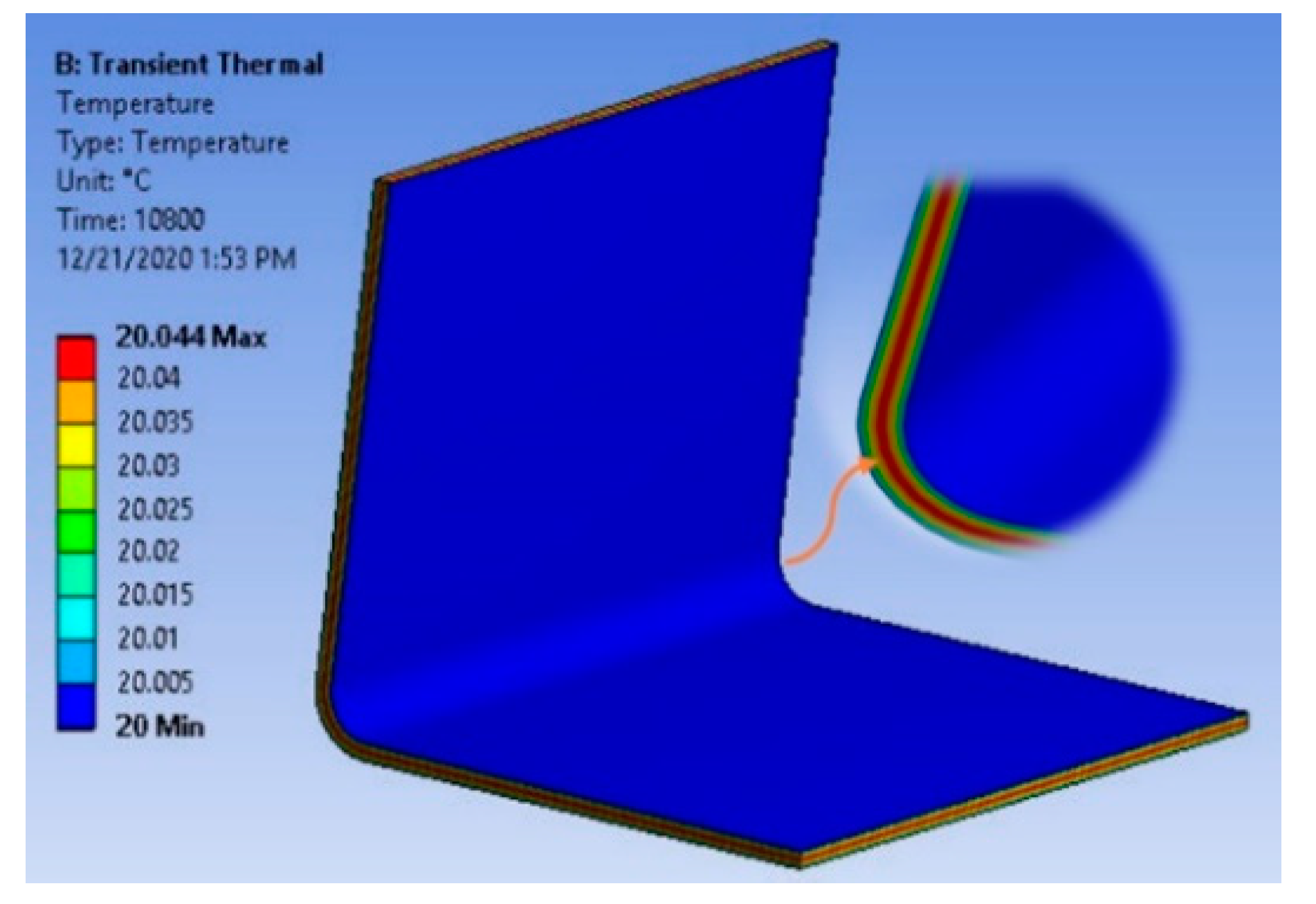
3.1. Thermal Analysis Results
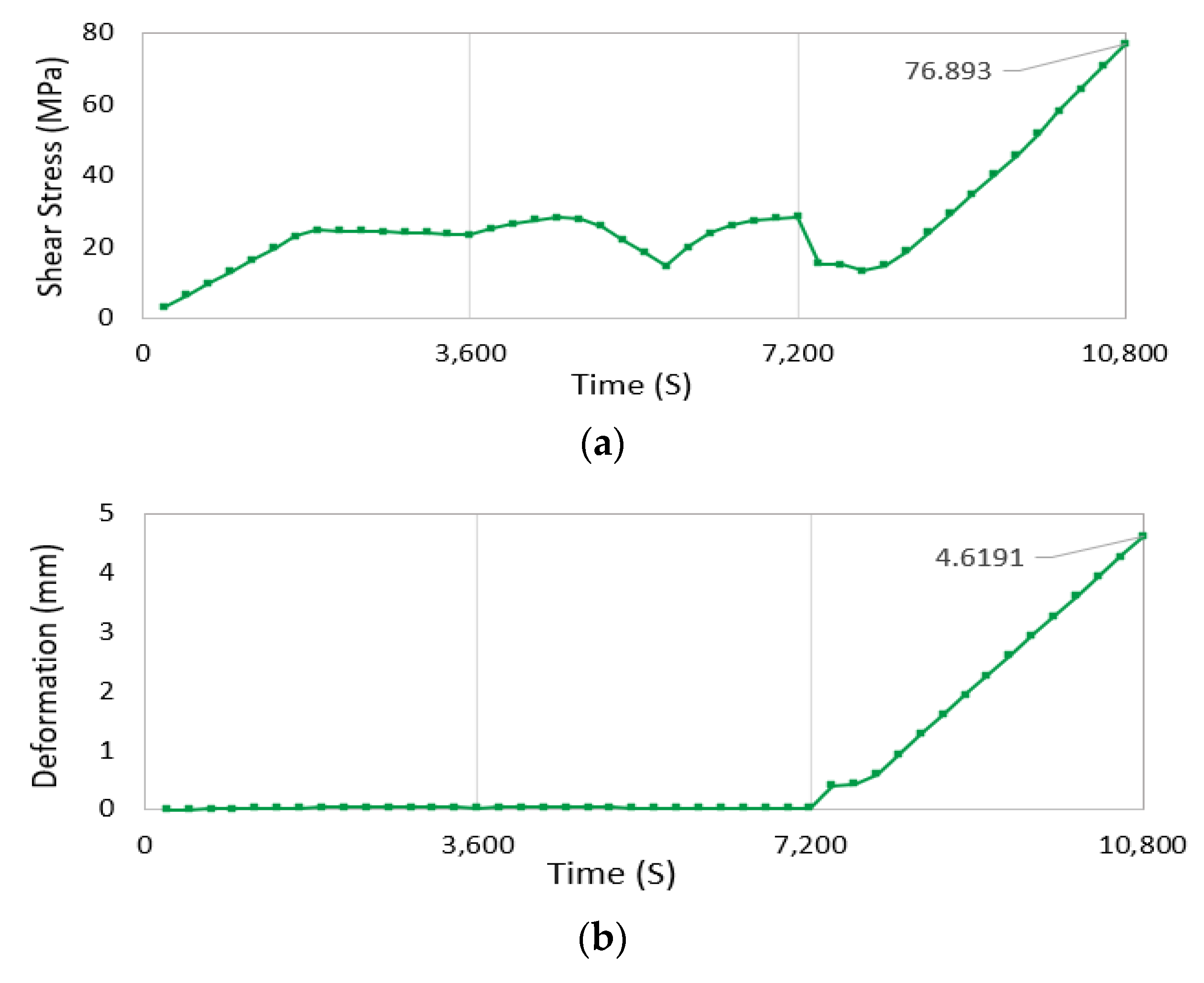
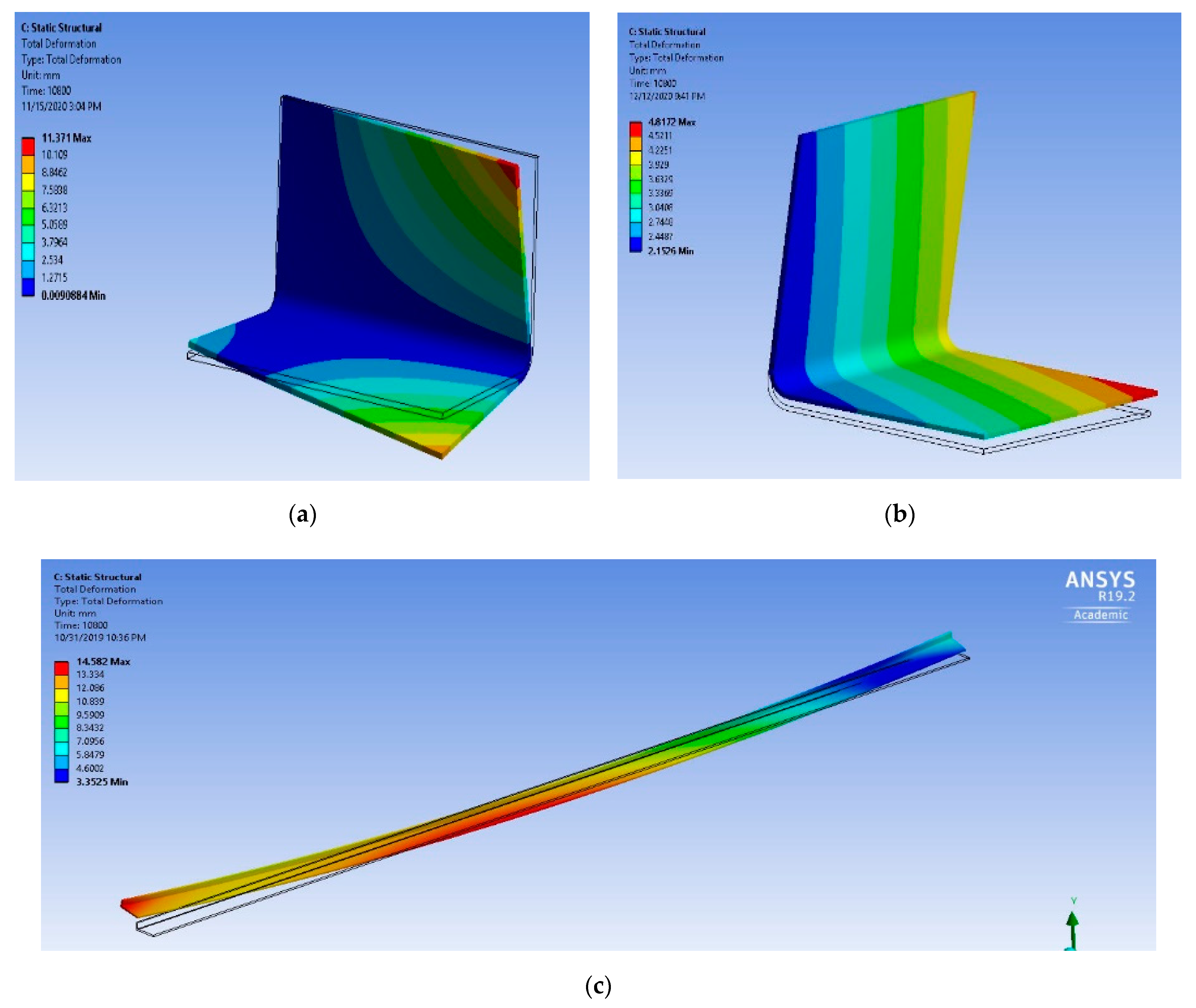
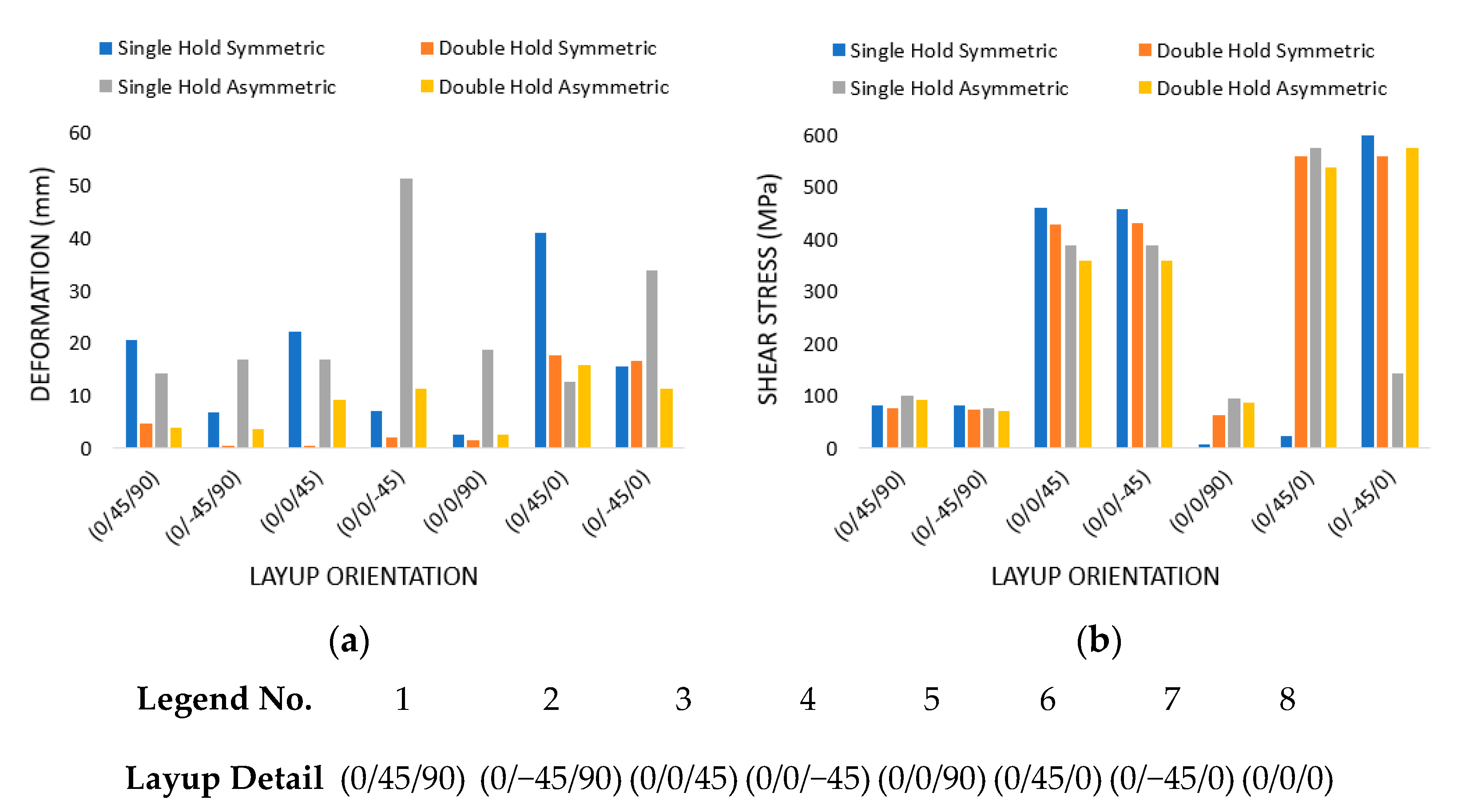
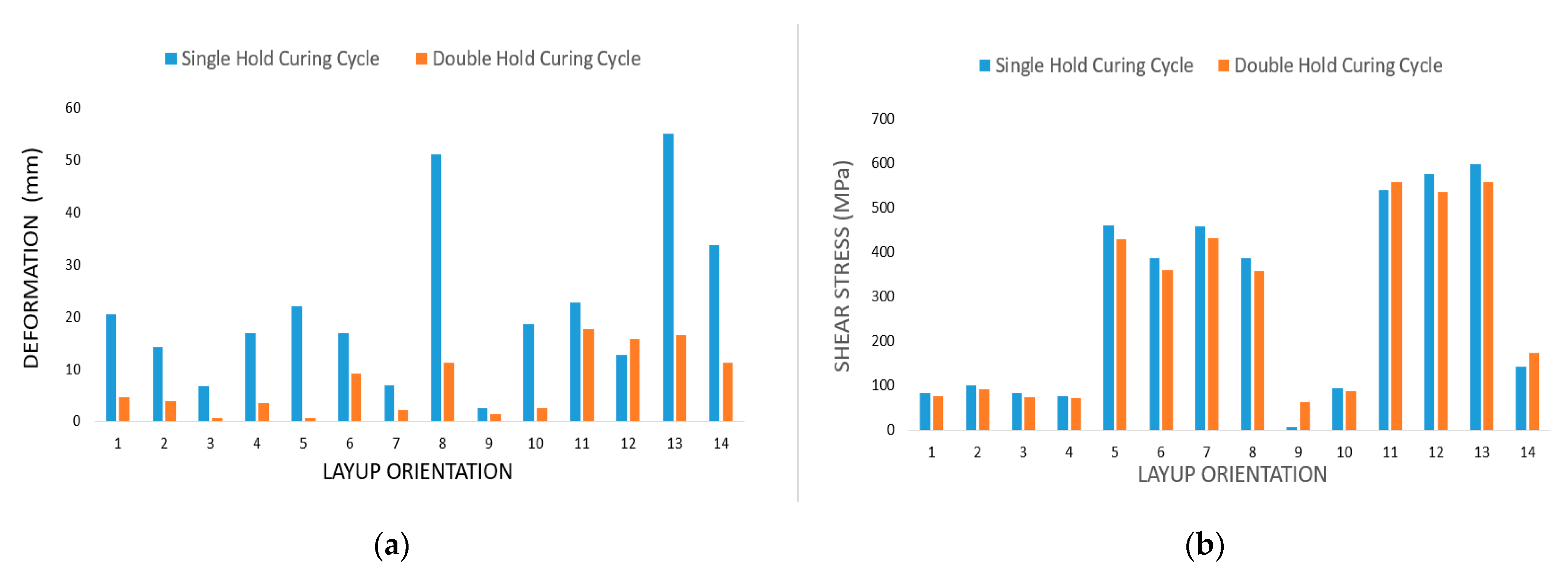
3.2. Static Structural Results
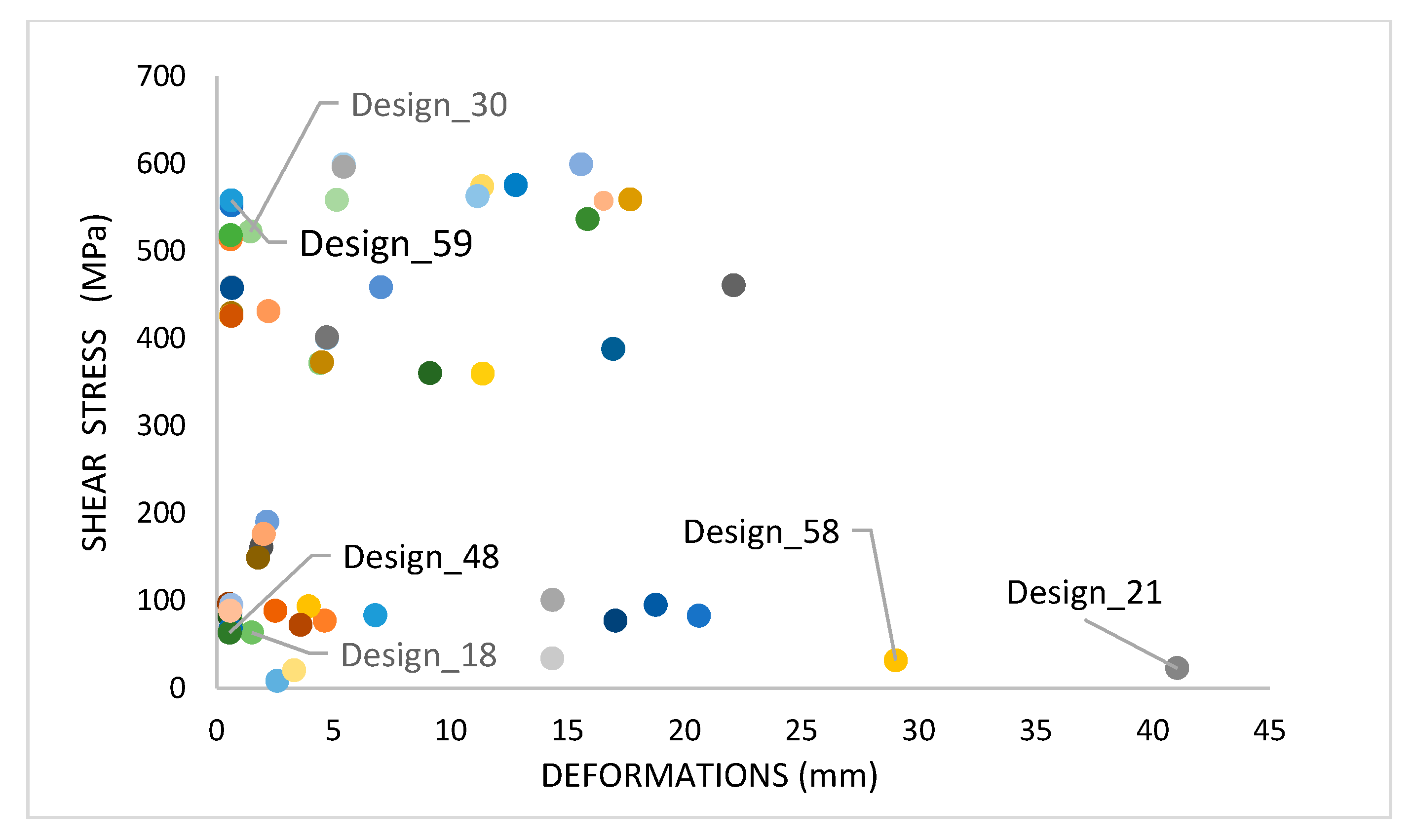
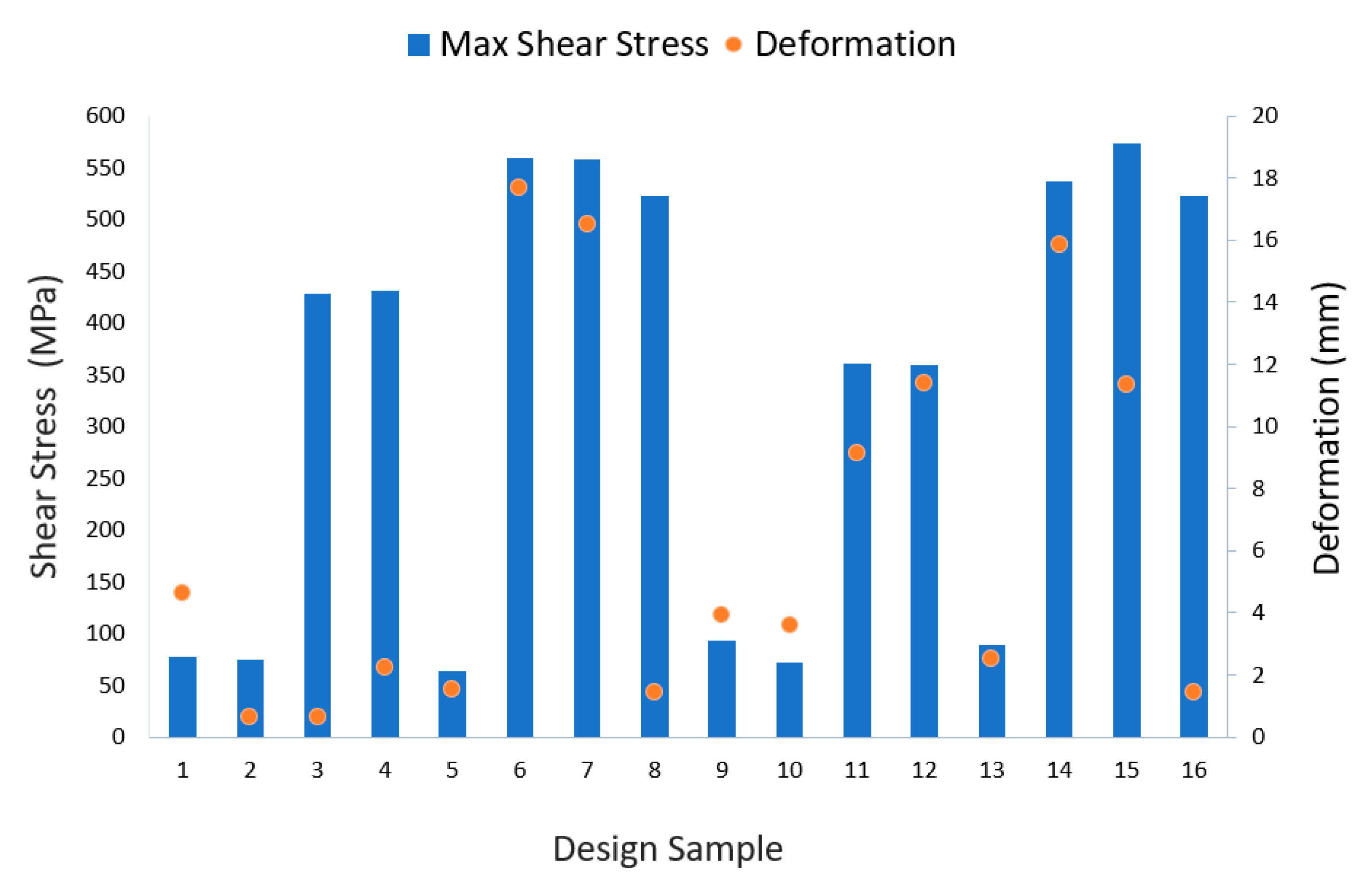
3.3. Parameter Study Results
3.4. Validation of Simulation Results with Experiment
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Liu, X.; Alizadeh, V.; Hansen, C.J. The compressive response of octet lattice structures with carbon fiber composite hollow struts. Compos. Struct. 2020, 239, 111999. [Google Scholar] [CrossRef]
- Ehsani, A.; Rezaeepazhand, J. Stacking sequence optimization of laminated composite grid plates for maximum buckling load using genetic algorithm. Int. J. Mech. Sci. 2016, 119, 97–106. [Google Scholar] [CrossRef]
- Ehsani, A.; Dalir, H. Multi-objective design optimization of variable ribs composite grid plates. Struct. Multidiscip. Optim. 2020, 63, 407–418. [Google Scholar] [CrossRef]
- Kazemi, A.; Yang, S. Atomistic Study of the Effect of Magnesium Dopants on the Strength of Nanocrystalline Aluminum. JOM 2019, 71, 1209–1214. [Google Scholar] [CrossRef] [Green Version]
- Patil, A.; Moheimani, R.; Shakhfeh, T.; Dalir, H. Analysis of Spring-in for Composite Plates Using ANSYS Composite Cure Simulation. In Proceedings of the American Society for Composites (ASC)—Thirty-Fourth Technical Conference on Composite Materials, Seattle, WA, USA, 23–25 September 2019. [Google Scholar] [CrossRef]
- Pasharavesh, A.; Alizadeh Vaghasloo, Y.; Ahmadian, M.; Moheimani, R. Vibration of a Microbeam Under Ultra-Short-Pulsed Laser Excitation Considering Momentum and Heating Effect. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Vancouver, BC, Canada, 12–18 November 2010; pp. 195–200. [Google Scholar]
- Al-Dhaheri, M.; Khan, K.A.; Umer, R.; van Liempt, F.; Cantwell, W.J. Process-induced deformation in U-shaped honeycomb aerospace composite structures. Compos. Struct. 2020, 248. [Google Scholar] [CrossRef]
- Onsorynezhad, S.; Abedini, A.; Wang, F. Parametric optimization of a frequency-up-conversion piezoelectric harvester via discontinuous analysis. J. Vib. Control 2020, 26, 1241–1252. [Google Scholar] [CrossRef]
- Bellini, C.; Sorrentino, L.; Polini, W.; Corrado, A. Spring-in analysis of CFRP thin laminates: Numerical and experimental results. Compos. Struct. 2017, 173, 17–24. [Google Scholar] [CrossRef]
- Bin Mohd Nasir, M.N.; Seman, M.A.; Mezeix, L.; Aminanda, Y.; Rivai, A.; Ali, K.M. Effect of the corner angle on spring-back deformation for unidirectional L-shaped laminate composites manufactured through autoclave processing. ARPN J. Eng. Appl. Sci. 2016, 11, 315–318. [Google Scholar]
- Patil, A.S.; Moheimani, R.; Dalir, H. Thermomechanical analysis of composite plates curing process using ANSYS composite cure simulation. Therm. Sci. Eng. Prog. 2019, 14. [Google Scholar] [CrossRef]
- Çiçek, K.F.; Erdal, M.; Kayran, A. Experimental and numerical study of process-induced total spring-in of corner-shaped composite parts. J. Compos. Mater. 2016, 51, 2347–2361. [Google Scholar] [CrossRef]
- Shafiee, A.; Ahmadian, M.T.; Hoviattalab, M. Traumatic Brain Injury Caused by+ Gz Acceleration. In Proceedings of the ASME 2016 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Charlotte, NC, USA, 21–24 August 2016. [Google Scholar]
- Wisnom, M.R.; Potter, K.D.; Ersoy, N. Shear-lag analysis of the effect of thickness on spring-in of curved composites. J. Compos. Mater. 2007, 41, 1311–1324. [Google Scholar] [CrossRef]
- Zhang, G.; Wang, J.; Ni, A. Process-Induced Stress and Deformation of Variable-Stiffness Composite Cylinders during Curing. Materials 2019, 12, 259. [Google Scholar] [CrossRef] [Green Version]
- Mezeix, L.; Seman, A.; Nasir, M.; Aminanda, Y.; Rivai, A.; Castanié, B.; Olivier, P.; Ali, K. Spring-back simulation of unidirectional carbon/epoxy flat laminate composite manufactured through autoclave process. Compos. Struct. 2015, 124, 196–205. [Google Scholar] [CrossRef]
- Fernlund, G.; Rahman, N.; Courdji, R.; Bresslauer, M.; Poursartip, A.; Willden, K.; Nelson, K. Experimental and numerical study of the effect of cure cycle, tool surface, geometry, and lay-up on the dimensional fidelity of autoclave-processed composite parts. Compos. Part A Appl. Sci. Manuf. 2002, 33, 341–351. [Google Scholar] [CrossRef]
- Dong, A.; Zhao, Y.; Zhao, X.; Yu, Q. Cure Cycle Optimization of Rapidly Cured Out-Of-Autoclave Composites. Materials 2018, 11, 421. [Google Scholar] [CrossRef] [Green Version]
- Liu, L.; Zhang, B.-M.; Wang, D.-F.; Wu, Z.-J. Effects of cure cycles on void content and mechanical properties of composite laminates. Compos. Struct. 2006, 73, 303–309. [Google Scholar] [CrossRef]
- Ahmadi, A.; Sadeghi, F. A Novel Three-Dimensional Finite Element Model to Simulate Third Body Effects on Fretting Wear of Hertzian Point Contact in Partial Slip. J. Tribol. 2020, 143. [Google Scholar] [CrossRef]
- Patham, B.; Huang, X. Multiscale modeling of residual stress development in continuous fiber-reinforced unidirectional thick thermoset composites. J. Compos. 2014, 2014, 172560. [Google Scholar] [CrossRef] [Green Version]
- Kazemi, A.; Yang, S. Effects of magnesium dopants on grain boundary migration in aluminum-magnesium alloys. Comput. Mater. Sci. 2020, 2020, 110130. [Google Scholar] [CrossRef]
- Khan, L.A.; Iqbal, Z.; Hussain, S.T.; Kausar, A.; Day, R.J. Determination of optimum cure parameters of 977-2A carbon/epoxy composites for quickstep processing. J. Appl. Polym. Sci. 2013, 129, 2638–2652. [Google Scholar] [CrossRef]
- Kathiravan, R.; Ganguli, R. Strength design of composite beam using gradient and particle swarm optimization. Compos. Struct. 2007, 81, 471–479. [Google Scholar] [CrossRef]
- Yang, J.; Zhan, Z.; Zheng, K.; Chen, C.; Hu, J.; Zheng, L. An uncertainty representation based sampling method for metamodeling in auto-motive design applications. J. Mech. Sci. Technol. 2016, 30, 4645–4655. [Google Scholar] [CrossRef]
- Simpson, T.W.; Booker, A.J.; Ghosh, D.; Giunta, A.A.; Koch, P.N.; Yang, R.J. Approximation methods in multidisciplinary analysis and optimization: A panel discussion. Struct. Multidiscip. Optim. 2004, 27, 302–313. [Google Scholar] [CrossRef] [Green Version]
- Storlie, C.B.; Reich, B.J.; Helton, J.C.; Swiler, L.P.; Sallaberry, C.J. Analysis of computationally demanding models with continuous and categorical inputs. Reliab. Eng. Syst. Saf. 2013, 113, 30–41. [Google Scholar] [CrossRef]
- Ehsani, A.; Dalir, H. Multi-objective optimization of composite angle grid plates for maximum buckling load and minimum weight using genetic algorithms and neural networks. Compos. Struct. 2019, 229. [Google Scholar] [CrossRef]
- Patil, H.; Jeyakarthikeyan, P.V. Mesh convergence study and estimation of discretization error of hub in clutch disc with integration of ANSYS. IOP Conf. Ser. Mater. Sci. Eng. 2018, 402. [Google Scholar] [CrossRef]
- Khoun, L.; Centea, T.; Hubert, P. Characterization Methodology of Thermoset Resins for the Processing of Composite Materials—Case Study: CYCOM 890RTM Epoxy Resin. J. Compos. Mater. 2009, 44, 1397–1415. [Google Scholar] [CrossRef]
- White, S.R.; Hahn, H.T. Cure Cycle Optimization for the Reduction of Processing-Induced Residual Stresses in Composite Materials. J. Compos. Mater. 1993, 27, 1352–1378. [Google Scholar] [CrossRef]
- Hernández, S.; Sket, F.; González, C.; Llorca, J. Optimization of curing cycle in carbon fiber-reinforced laminates: Void distribution and mechanical properties. Compos. Sci. Technol. 2013, 85, 73–82. [Google Scholar] [CrossRef] [Green Version]
- Shahverdi Moghaddam, H.; Keshavanarayana, S.; Yang, C.; Horner, A. Anisotropic hyperelastic constitutive modeling of in-plane finite deformation responses of commercial composite hexagonal honeycombs. J. Sandw. Struct. Mater. 2021. [Google Scholar] [CrossRef]
- Timoshin, A.; Kazemi, A.; Beni, M.H.; Jam, J.E.; Pham, B. Nonlinear strain gradient forced vibration analysis of shear deformable microplates via hermitian finite elements. Thin Walled Struct. 2021, 161, 107515. [Google Scholar] [CrossRef]
- Yang, C.; Moghaddam, H.S.; Keshavanarayana, S.R.; Horner, A.L. An analytical approach to characterize uniaxial in-plane responses of commercial hexagonal honeycomb core under large deformations. Compos. Struct. 2019, 211, 100–111. [Google Scholar] [CrossRef]
- Mian, H.H.; Wang, G.; Dar, U.A.; Zhang, W. Optimization of Composite Material System and Lay-up to Achieve Minimum Weight Pressure Vessel. Appl. Compos. Mater. 2013, 20, 873–889. [Google Scholar] [CrossRef]
- Agatonovic-Kustrin, S.; Beresford, R. Basic concepts of artificial neural network (ANN) modeling and its application in pharmaceutical research. J. Pharm. Biomed. Anal. 2000, 22, 717–727. [Google Scholar] [CrossRef]
- Bre, F.; Gimenez, J.M.; Fachinotti, V.D. Prediction of wind pressure coefficients on building surfaces using artificial neural networks. Energy Build. 2018, 158, 1429–1441. [Google Scholar] [CrossRef]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments; John Wiley & Sons: Hoboken, NJ, USA, 1995. [Google Scholar]
- Lophaven, S.N.; Nielsen, H.B.; Søndergaard, J. DACE: A Matlab Kriging Toolbox; Omicron: Roskilde, Denmark, 2002; Volume 2. [Google Scholar]
- McKay, M.D.; Beckman, R.J.; Conover, W.J. A comparison of three methods for selecting values of input variables in the analysis of output from a computer code. Technometrics 2000, 42, 55–61. [Google Scholar] [CrossRef]
- Kamble, M.; Shakfeh, T.; Moheimani, R.; Dalir, H. Optimization of a composite monocoque chassis for structural performance: A comprehensive approach. J. Fail. Anal. Prev. 2019, 19, 1252–1263. [Google Scholar] [CrossRef]
- Khezrloo, A.; Tayebi, M.; Shafiee, A.; Aghaie, A. Evaluation of compressive and split tensile strength of aluminosilicate geopolymer reinforced by waste polymeric materials using Taguchi method. Mater. Res. Express 2021. [Google Scholar] [CrossRef]
- Shahi, V.; Alizadeh, V.; Amirkhizi, A.V. Thermo-mechanical characterization of polyurea variants. Mech. Time Depend. Mater. 2020, 1–25. [Google Scholar] [CrossRef]
- Moheimani, R.; Sarayloo, R.; Dalir, H. Failure study of fiber/epoxy composite laminate interface using cohesive multiscale model. Advanced Composites Letters 2020, 29, 2633366X20910157. [Google Scholar] [CrossRef]
- Garstka, T. Numerical Tool Compensation and Composite Process Optimization; Presentation; LMAT Lean Manufacturing Assembly Technologies: Bristol, UK, 2017. [Google Scholar]
- Ersoy, N.; Garstka, T.; Potter, K.; Wisnom, M.R.; Porter, D.; Stringer, G. Modelling of the spring-in phenomenon in curved parts made of a thermosetting composite. Compos. Part A Appl. Sci. Manuf. 2010, 41, 410–418. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Property | Value |
|---|---|
| Density | 1580 kg/m3 |
| Coefficient of Thermal Expansion | |
| i. X-Direction | 1 × 10−20/°C |
| ii. Y/Z-Direction | 3.261 × 10−5/°C |
| Young’s Modulus | |
| i. X-Direction | 135 GPa |
| ii. Y/Z-Direction | 9.5 GPa |
| Poisson’s Ratio | |
| i. XY | 0.3 |
| ii. ZY | 0.45 |
| iii. XZ | 0.3 |
| Shear Modulus | |
| i. XY | 4.90 GPa |
| ii. ZY | 3.27 GPa |
| iii. XZ | 4.90 GPa |
| Orthotropic Thermal Conductivity: | |
| i. X-Direction | 5.5 W/(m°C) |
| ii. Y-Direction | 0.489 W/(m°C) |
| iii. Z-Direction | 0.658 W/(m°C) |
| Specific Heat, Cp | 1300 W/(m°C) |
| Fiber Volume Fraction | 0.5742 |
| Resin Properties: | |
| Initial Degree of Cure | 0.0001 |
| Maximum Degree of Cure | 0.9999 |
| Gelation Degree of Cure | 0.33 |
| Total Heat of Reaction | 540 KJ |
| Glass Transition Temperature: | |
| Initial Value | 2.670 °C |
| Final Value | 218.27 °C |
| λ | 0.4708 °C |
| Orthotropic Cure Shrinkage: | |
| i. X-Direction | 1 × 10−20/mm |
| ii. Y-Direction | 0.0073/mm |
| iii. Z-Direction | 0.0073/mm |
| Orthotropic Liquid Pseudo Elasticity: | |
| i. X-Direction | 132 GPa |
| ii. Y-Direction | 165 GPa |
| iii. Z-Direction | 165 GPa |
| Element Size | Nodes | Elements | Deformation | Shear Stress |
|---|---|---|---|---|
| 0.5 | 35,575 | 35,199 | 1.14 | 96.676 |
| 1 | 8900 | 8712 | 4.6191 | 76.893 |
| 1.5 | 4080 | 3953 | 27.968 | 75.213 |
| 2 | 2295 | 2200 | 22.332 | 75.773 |
| 0 | 45 | 90 |
| 0 | −45 | 90 |
| 0 | 0 | 45 |
| 0 | 0 | −45 |
| 0 | 0 | 90 |
| 0 | 45 | 0 |
| 0 | −45 | 0 |
| 0 | 0 | 0 |
| 90 | 90 | 90 |
| 90 | 0 | 45 |
| Sr No | Design Variable 1 | Design Variable 2 | Design Variable 3 | Partially Constrained | Fully Constrained | ||||
|---|---|---|---|---|---|---|---|---|---|
| Design | a1 | a2 | a3 | Symmetry | Cure Cycles | Deformations | Max Shear Stress | Deformations | Max Shear Stress |
| D1 | 0 | 45 | 90 | Symmetric | Single | 20.605 | 82.662 | 0.585062 | 87.257 |
| D2 | 0 | 45 | 90 | Double | 4.6191 | 76.893 | 0.52853 | 96.252 | |
| D3 | 0 | 45 | 90 | Asymmetric | Single | 14.35 | 100.78 | 1.9054 | 161.43 |
| D4 | 0 | 45 | 90 | Double | 3.9376 | 93.543 | 1.7711 | 149.03 | |
| D5 | 0 | −45 | 90 | Symmetric | Single | 6.7752 | 83.235 | 0.58509 | 87.833 |
| D6 | 0 | −45 | 90 | Double | 0.62761 | 75.102 | 0.54317 | 82.168 | |
| D7 | 0 | −45 | 90 | Asymmetric | Single | 17.044 | 77.022 | 2.1651 | 190.16 |
| D8 | 0 | −45 | 90 | Double | 3.5887 | 72.327 | 2.0126 | 176.04 | |
| D9 | 0 | 0 | 45 | Symmetric | Single | 22.091 | 460.74 | 0.64866 | 458.43 |
| D10 | 0 | 0 | 45 | Double | 0.62892 | 428.89 | 0.61548 | 425.63 | |
| D11 | 0 | 0 | 45 | Asymmetric | Single | 16.951 | 388.01 | 4.7133 | 400.26 |
| D12 | 0 | 0 | 45 | Double | 9.1218 | 360.25 | 4.4283 | 371.67 | |
| D13 | 0 | 0 | −45 | Symmetric | Single | 7.0188 | 458.4 | 0.6489 | 457.54 |
| D14 | 0 | 0 | −45 | Double | 2.2174 | 431.04 | 0.6297 | 425.68 | |
| D15 | 0 | 0 | −45 | Asymmetric | Single | 51.262 | 387.19 | 4.7137 | 401.24 |
| D16 | 0 | 0 | −45 | Double | 11.371 | 359.57 | 4.5054 | 372.67 | |
| D17 | 0 | 0 | 90 | Symmetric | Single | 2.5907 | 8.232 | 0.59803 | 68.097 |
| D18 | 0 | 0 | 90 | Double | 1.5114 | 63.335 | 0.55558 | 63.197 | |
| D19 | 0 | 0 | 90 | Asymmetric | Single | 18.757 | 95.12 | 0.62251 | 95.06 |
| D20 | 0 | 0 | 90 | Double | 2.5089 | 88.294 | 0.57862 | 88.216 | |
| D21 | 0 | 45 | 0 | Symmetric | Single | 41.052 | 22.741 | 0.63468 | 552.69 |
| D22 | 0 | 45 | 0 | Double | 17.676 | 558.9 | 3.3133 | 20.216 | |
| D23 | 0 | 45 | 0 | Asymmetric | Single | 12.784 | 575.29 | 5.4332 | 598.99 |
| D24 | 0 | 45 | 0 | Double | 15.849 | 536.4 | 5.1348 | 558.54 | |
| D25 | 0 | −45 | 0 | Symmetric | Single | 15.58 | 599.15 | 0.6342 | 552.34 |
| D26 | 0 | −45 | 0 | Double | 16.522 | 557.7 | 0.60208 | 513.34 | |
| D27 | 0 | −45 | 0 | Asymmetric | Single | 33.833 | 143.38 | 5.4338 | 596.4 |
| D28 | 0 | −45 | 0 | Double | 11.343 | 573.84 | 29.024 | 31.582 | |
| D29 | 0 | 0 | 0 | Symmetric | Single | 111.51 | 562.62 | 0.63454 | 557.98 |
| D30 | 0 | 0 | 0 | Double | 1.4481 | 522.28 | 0.59507 | 518.04 | |
| Design_1 | Design_2 | Design_3 | Design_4 | Design_5 | Design_6 | Design_7 | Design_8 | Design_9 | Design_10 | Design_11 | Design_12 | Design_13 | Design_14 | Design_15 |
| 20.605 | 4.6191 | 14.35 | 3.9376 | 6.7752 | 0.62761 | 17.044 | 3.5887 | 22.091 | 0.62892 | 16.951 | 9.1218 | 7.0188 | 2.2174 | 51.262 |
| 82.662 | 76.893 | 100.78 | 93.543 | 83.235 | 75.102 | 77.022 | 72.327 | 460.74 | 428.89 | 388.01 | 360.25 | 458.4 | 431.04 | 387.19 |
| Design_16 | Design_17 | Design_18 | Design_19 | Design_20 | Design_21 | Design_22 | Design_23 | Design_24 | Design_25 | Design_26 | Design_27 | Design_28 | Design_29 | Design_30 |
| 11.371 | 2.5907 | 1.5114 | 18.757 | 2.5089 | 41.052 | 17.676 | 12.784 | 15.849 | 15.58 | 16.522 | 33.833 | 11.343 | 111.51 | 1.4481 |
| 359.57 | 82.32 | 63.335 | 95.12 | 88.294 | 22.741 | 558.9 | 575.29 | 536.4 | 599.15 | 557.7 | 143.38 | 573.84 | 562.62 | 522.28 |
| Design_31 | Design_32 | Design_33 | Design_34 | Design_35 | Design_36 | Design_37 | Design_38 | Design_39 | Design_40 | Design_41 | Design_42 | Design_43 | Design_44 | Design_45 |
| 0.585062 | 0.52853 | 1.9054 | 1.7711 | 0.58509 | 0.54317 | 2.1651 | 2.0126 | 0.64866 | 0.61548 | 4.7133 | 4.4283 | 0.6489 | 0.6297 | 4.7137 |
| 87.257 | 96.252 | 161.43 | 149.03 | 87.833 | 82.168 | 190.16 | 176.04 | 458.43 | 425.63 | 400.26 | 371.67 | 457.54 | 425.68 | 401.24 |
| Design_46 | Design_47 | Design_48 | Design_49 | Design_50 | Design_51 | Design_52 | Design_53 | Design_54 | Design_55 | Design_56 | Design_57 | Design_58 | Design_59 | Design_60 |
| 4.5054 | 0.59803 | 0.55558 | 0.62251 | 0.57862 | 0.63468 | 3.3133 | 5.4332 | 5.1348 | 0.6342 | 0.60208 | 5.4338 | 29.024 | 0.63454 | 0.59507 |
| 372.67 | 68.097 | 63.197 | 95.06 | 88.216 | 552.69 | 20.216 | 598.99 | 558.54 | 552.34 | 513.34 | 596.4 | 31.582 | 557.98 | 518.04 |
| Layup Orientation | Deformation | Shear Stress | ||
|---|---|---|---|---|
| Single Hold | Double Hold | Single Hold | Double Hold | |
| [0/45/90]s | 20.605 | 4.6191 | 82.662 | 76.893 |
| [0/45/90]as | 14.35 | 3.9376 | 100.78 | 93.543 |
| [0/−45/90]s | 6.7752 | 0.62761 | 83.235 | 75.102 |
| [0/−45/90]as | 17.044 | 3.5887 | 77.022 | 72.327 |
| [0/0/45]s | 22.091 | 0.62892 | 460.74 | 428.89 |
| [0/0/45]as | 16.951 | 9.1218 | 388.01 | 360.25 |
| [0/0/−45]s | 7.0188 | 2.2174 | 458.4 | 431.04 |
| [0/0/−45]as | 51.262 | 11.371 | 387.19 | 359.57 |
| [0/0/90]s | 2.5907 | 1.5114 | 8.232 | 63.335 |
| [0/0/90]as | 18.757 | 2.5089 | 95.12 | 88.294 |
| [0/45/0]s | 22.741 | 17.676 | 541.052 | 558.9 |
| [0/45/0]as | 12.784 | 15.849 | 575.29 | 536.4 |
| [0/−45/0]s | 55.2 | 16.522 | 599.15 | 557.7 |
| [0/−45/0]as | 33.833 | 11.343 | 143.38 | 573.84 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumbhare, N.; Moheimani, R.; Dalir, H. Analysis of Composite Structures in Curing Process for Shape Deformations and Shear Stress: Basis for Advanced Optimization. J. Compos. Sci. 2021, 5, 63. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5020063
Kumbhare N, Moheimani R, Dalir H. Analysis of Composite Structures in Curing Process for Shape Deformations and Shear Stress: Basis for Advanced Optimization. Journal of Composites Science. 2021; 5(2):63. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5020063
Chicago/Turabian StyleKumbhare, Niraj, Reza Moheimani, and Hamid Dalir. 2021. "Analysis of Composite Structures in Curing Process for Shape Deformations and Shear Stress: Basis for Advanced Optimization" Journal of Composites Science 5, no. 2: 63. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5020063