
3D X-ray Microscopy as a Tool for in Depth Analysis of the Interfacial Interaction between a Single Carbon Fiber and an Epoxy Matrix after Mechanical Loading


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Specimen Preparation
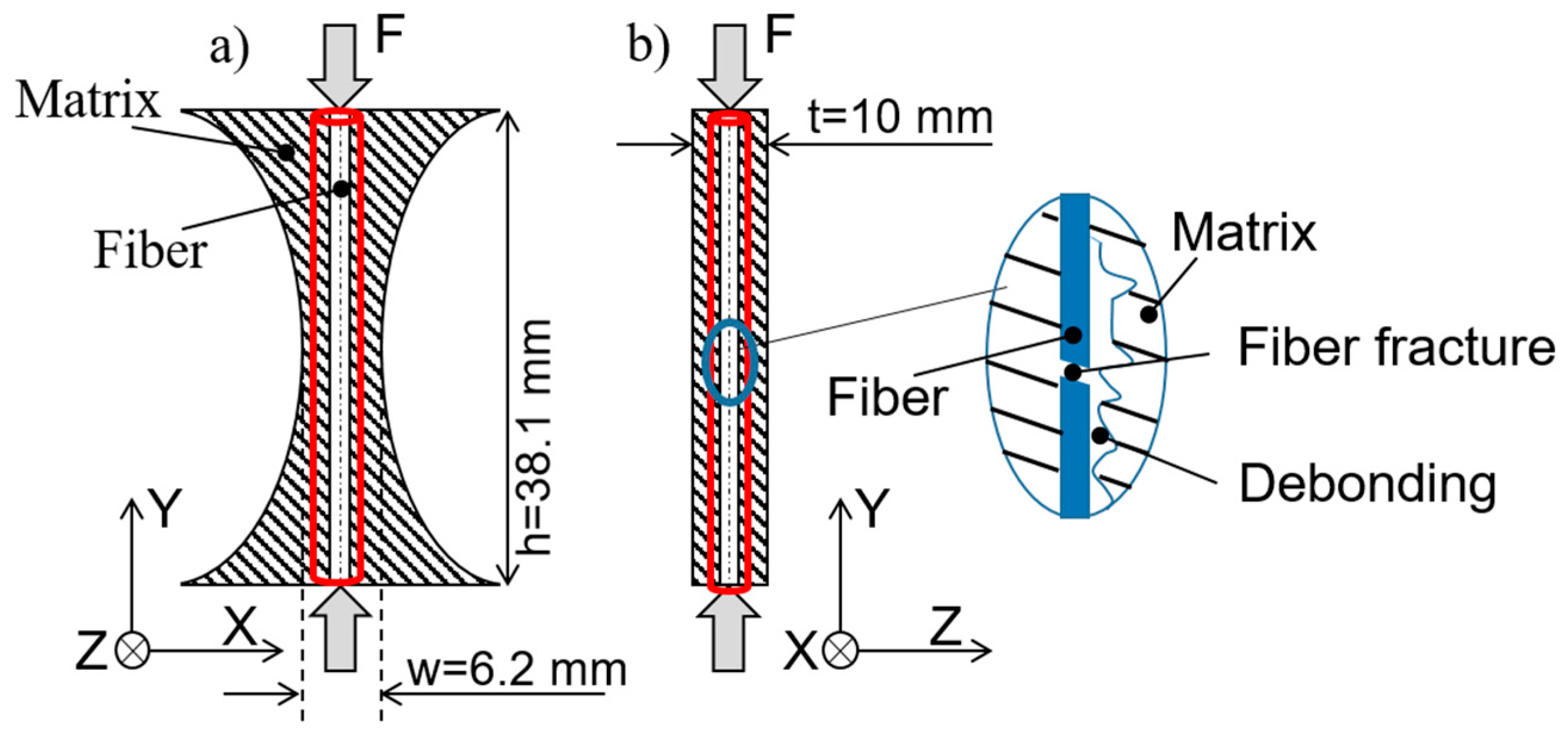
2.3. Broutman Test
2.4. Optical Investigation of Specimen
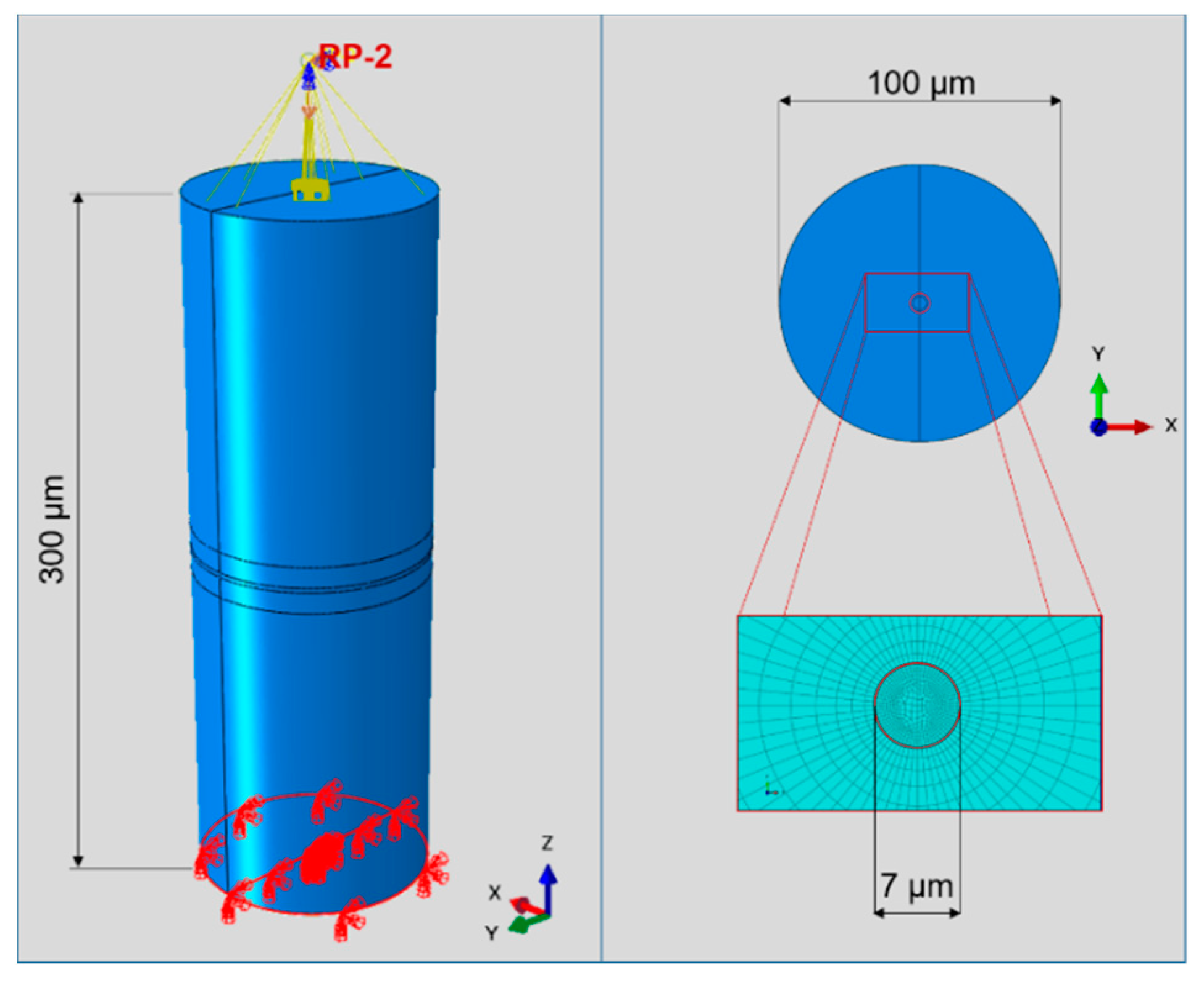
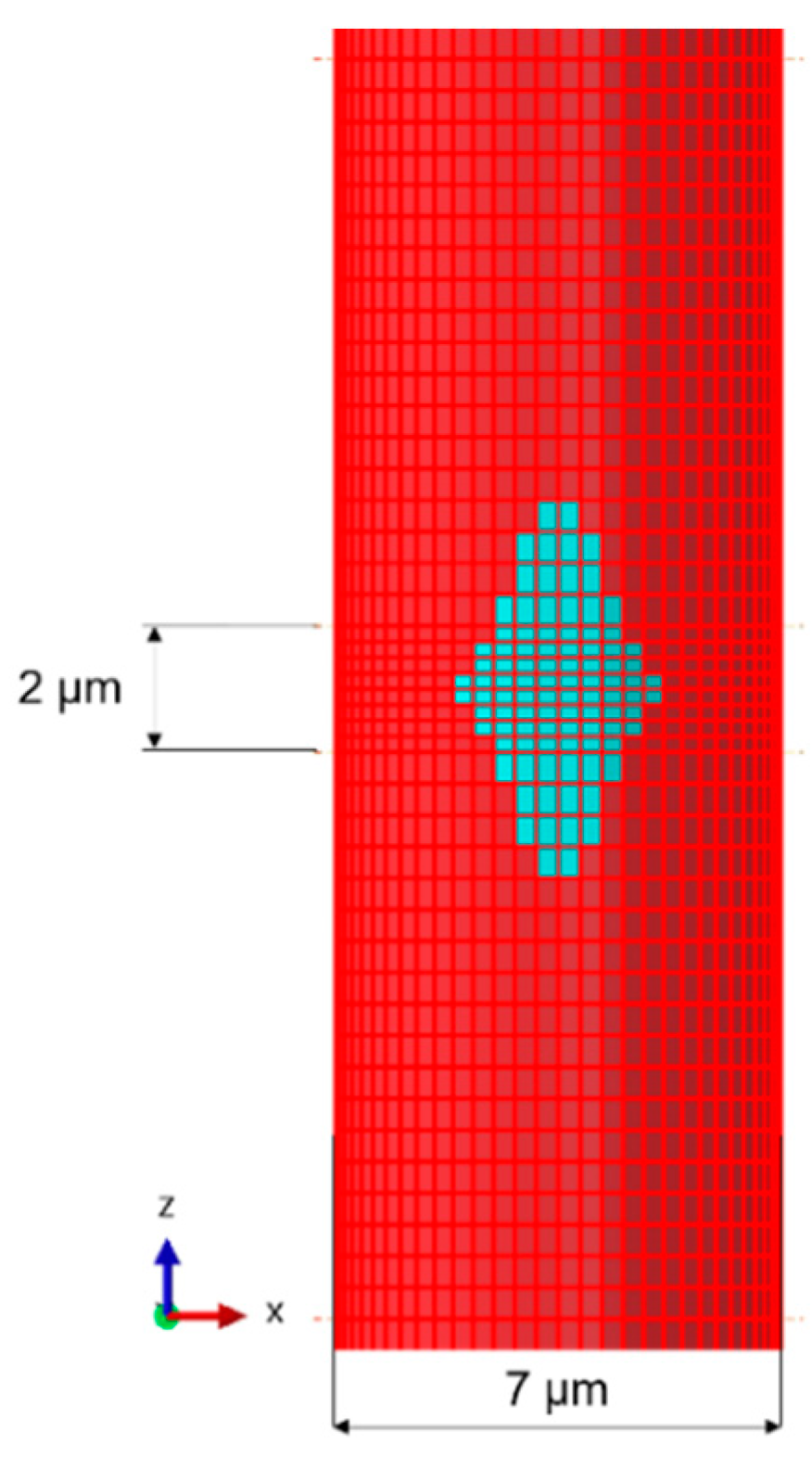
2.5. Modeling
3. Results
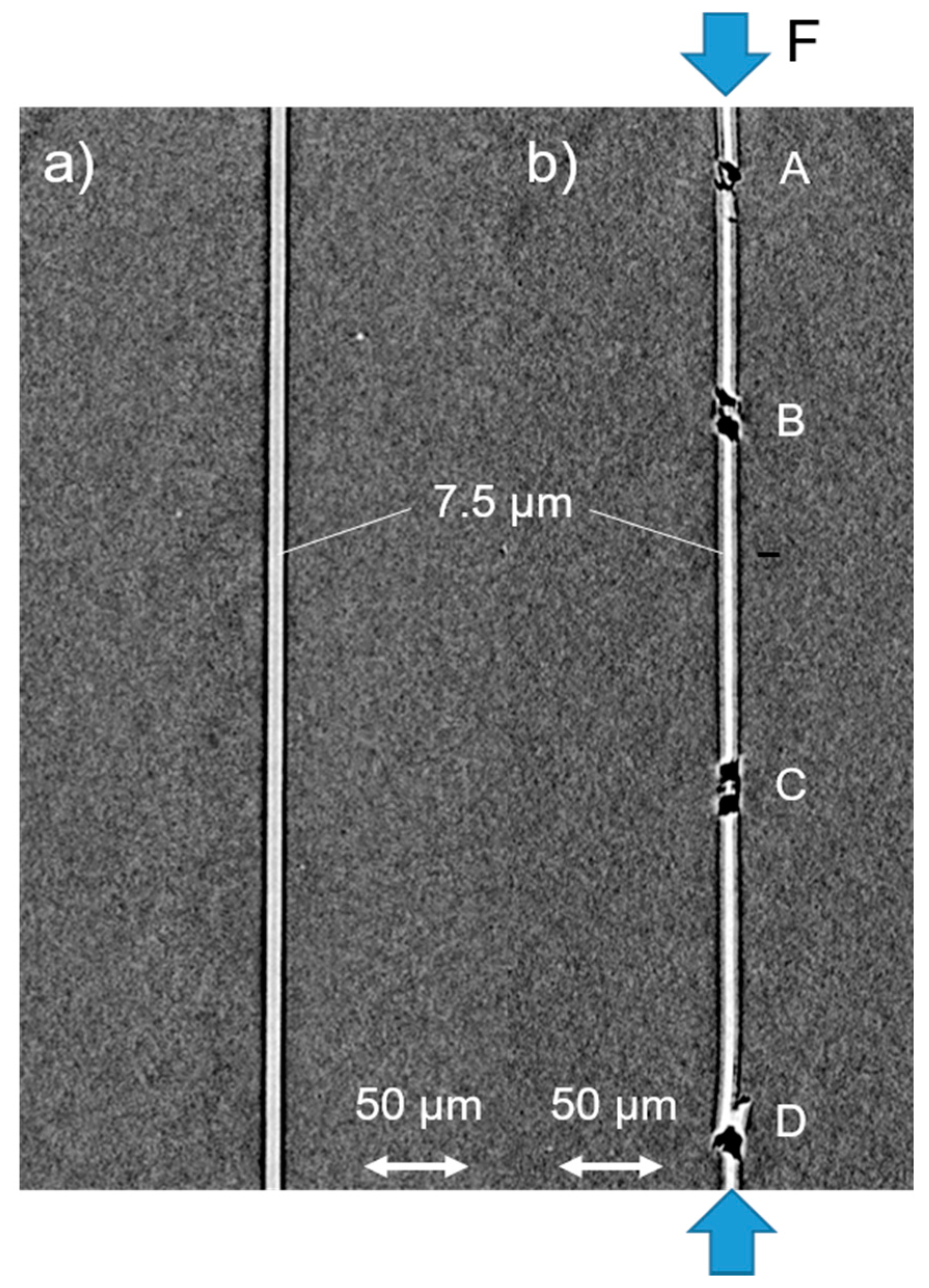
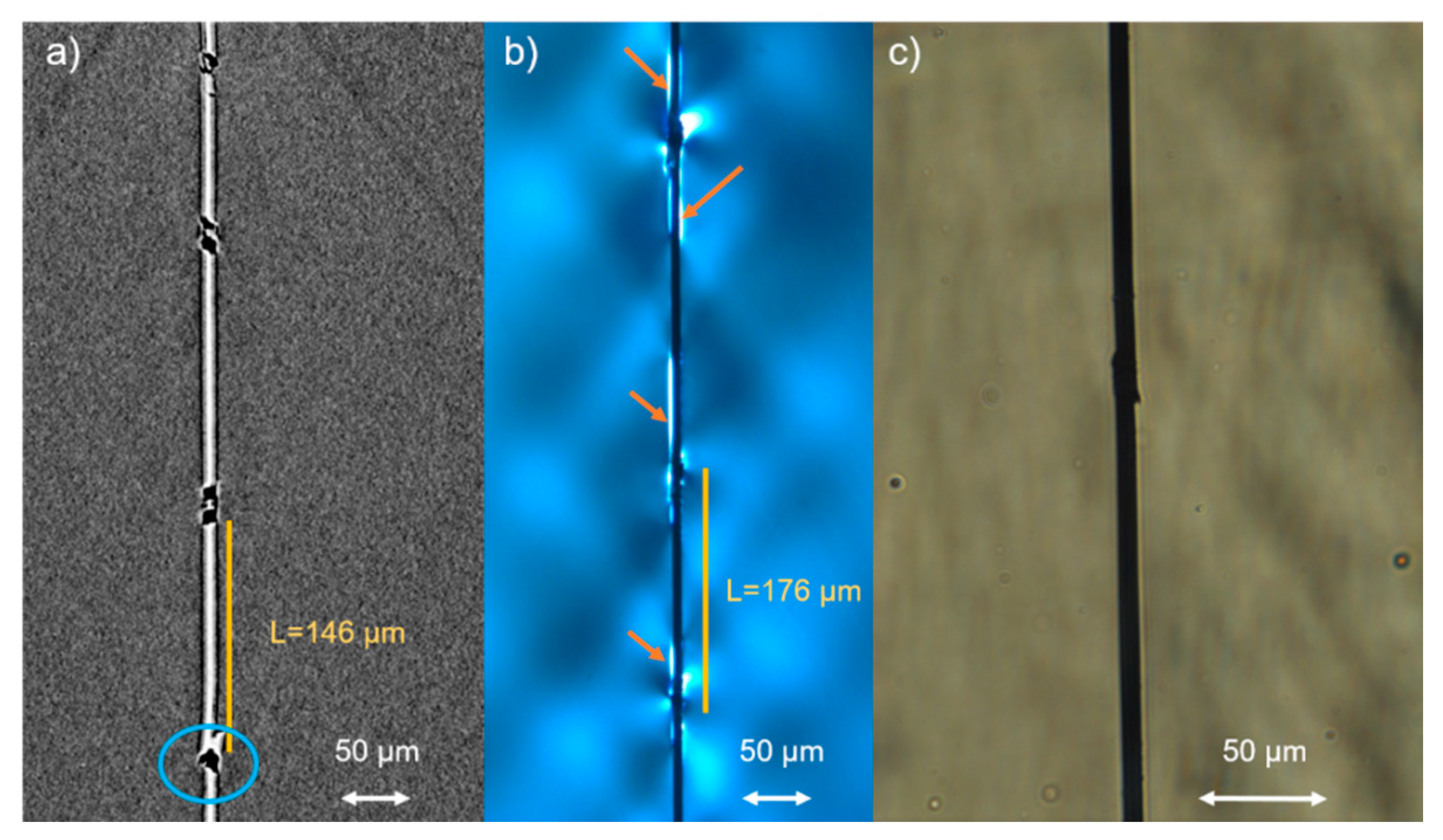
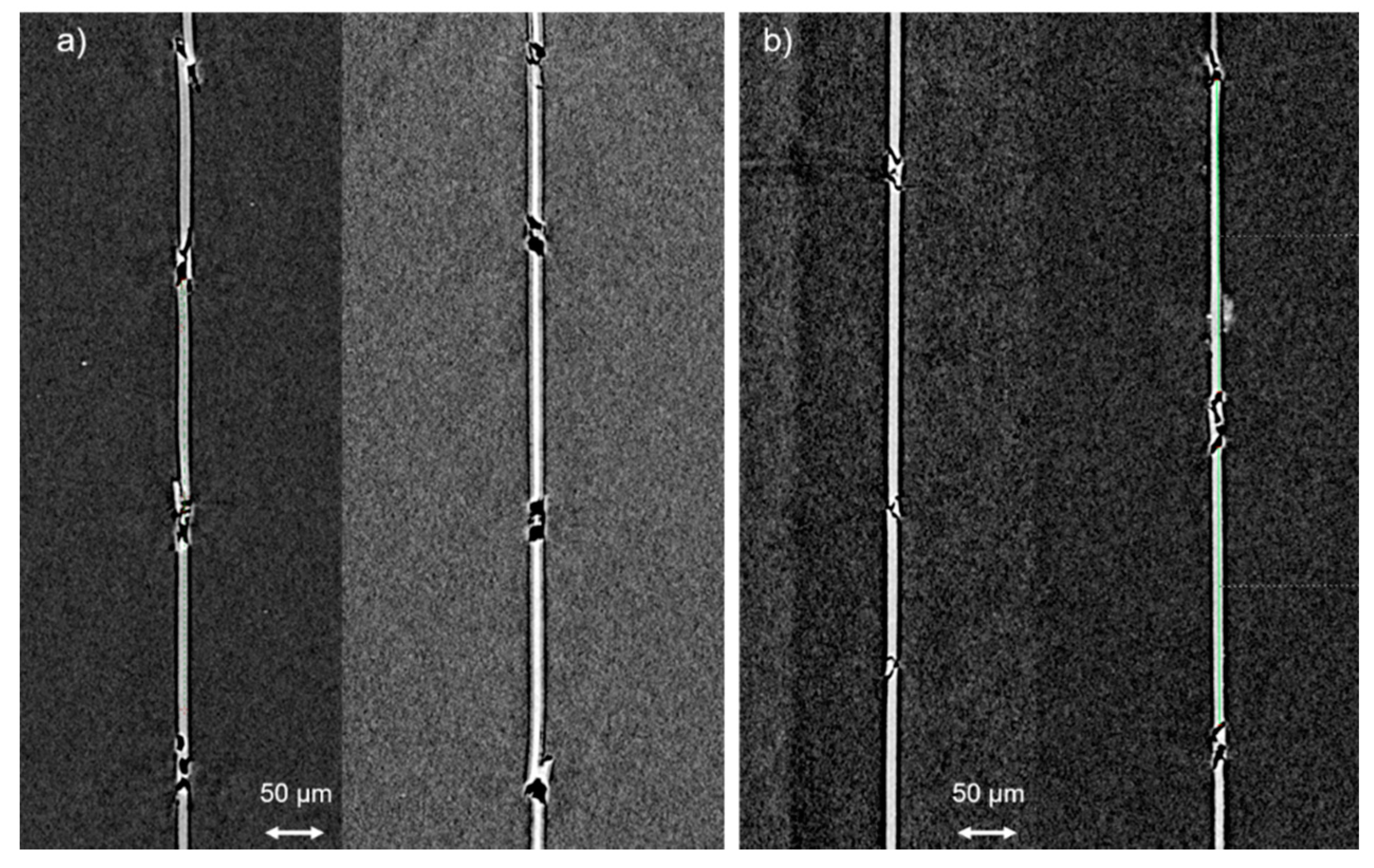
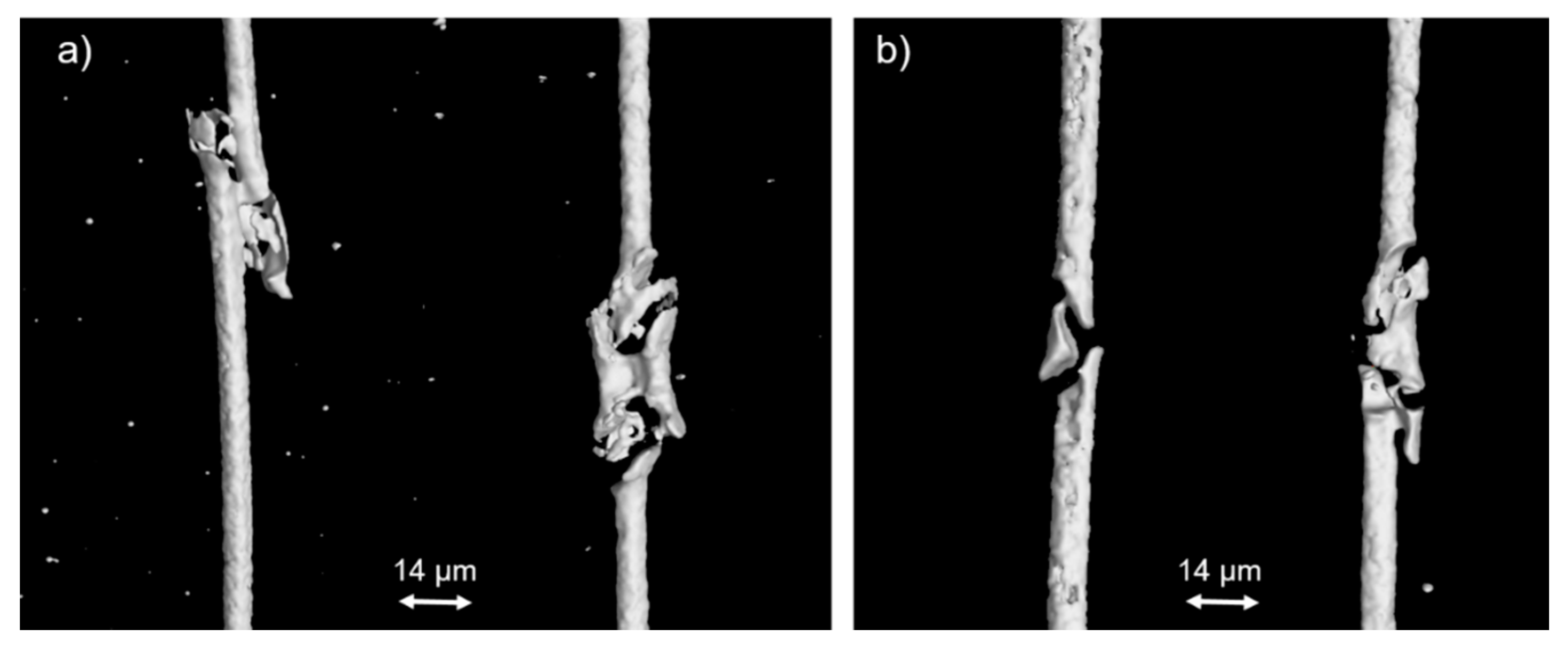
3.1. X-ray Imaging of as-Prepared Loaded and Nonloaded Broutman Test Specimen
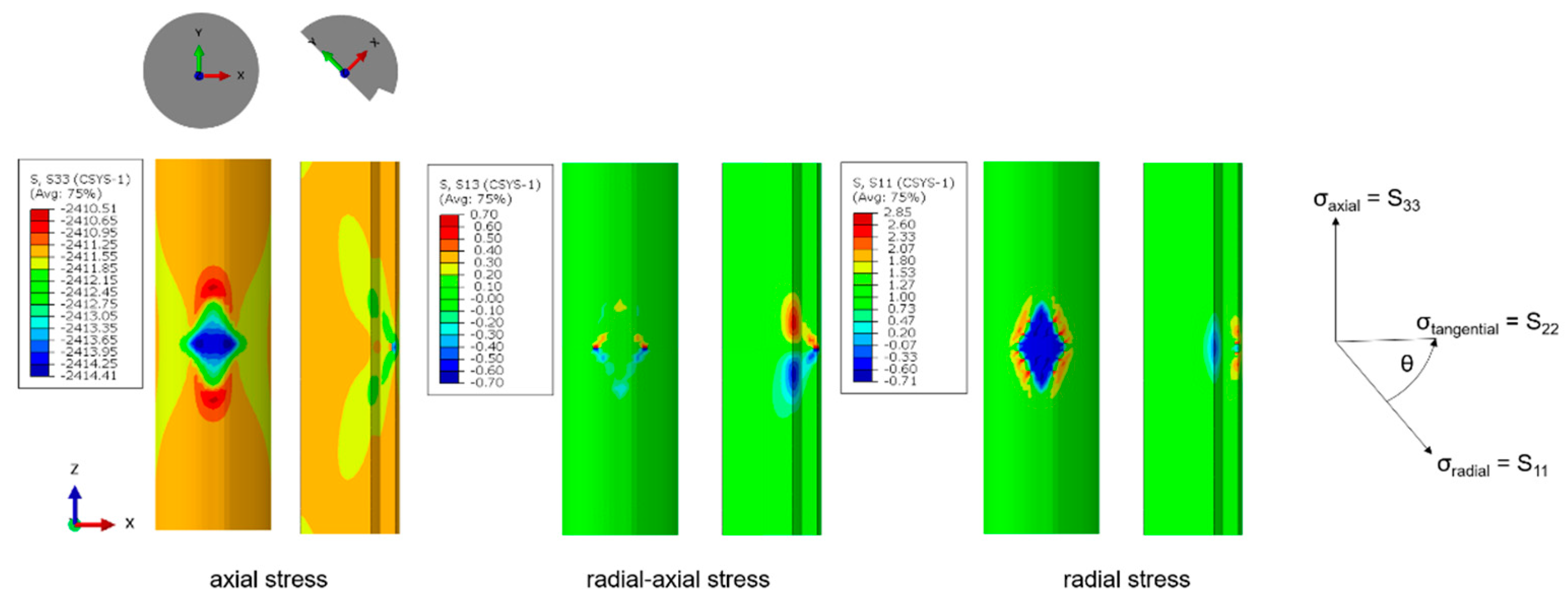
3.2. FE Simulation of the Stress Distribution in the Partially Debonded Fiber−Matrix Interface and the C-Fiber
3.3. Discussion
4. Conclusions
5. Outlook
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Drzal, L.T.; Madhukar, M. Fibre-matrix adhesion and its relationship to composite mechanical properties. J. Mater. Sci. 1993, 28, 569–610. [Google Scholar] [CrossRef]
- Jesson, D.A.; Watts, J.F. The interface and interphase in polymer matrix composites: Effect on mechanical properties and methods for identification. Polym. Rev. 2012, 52, 321–354. [Google Scholar] [CrossRef]
- Pilato, L.A.; Michno, M.J. Advanced Composite Materials; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 1994. [Google Scholar]
- Broutman, L.J. Glass-resin joint strength and their effect on failure mechanisms in reinforced plastics. Polym. Eng. Sci. 1966, 6, 263–272. [Google Scholar] [CrossRef]
- Remaoun, D.; Boutaous, A. Thermomechanical stress in the evolution of shear of fiber-matrix interface composite material. Mater. Sci. Appl. 2011, 2, 399–403. [Google Scholar] [CrossRef] [Green Version]
- Riaño, L.; Chailan, J.-F.; Joliff, Y. Evolution of effective mechanical and interphase properties during natural ageing of glass-fibre/epoxy composites using micromechanical approach. Compos. Struct. 2021, 258, 113399. [Google Scholar] [CrossRef]
- Zhang, X.; Fan, X.; Yan, C.; Li, H.; Zhu, Y.; Li, X.; Yu, L. Interfacial microstructure and properties of carbon fiber composites modified with graphene oxide. ACS Appl. Mater. Interfaces 2012, 4, 1543–1552. [Google Scholar] [CrossRef]
- Mäder, E.; Gao, S.-L.; Plonka, R. Enhancing the properties of composites by controlling their interphase parameters. Adv. Eng. Mater. 2004, 6, 147–150. [Google Scholar] [CrossRef]
- Sharma, M.; Gao, S.; Mäder, E.; Sharma, H.; Wei, L.Y.; Bijwe, J. Carbon fiber surfaces and composite interphases. Compos. Sci. Technol. 2014, 102, 35–50. [Google Scholar] [CrossRef]
- Chen, L.; Jin, H.; Xu, Z.; Li, J.; Guo, Q.; Shan, M.; Yang, C.; Wang, Z.; Mai, W.; Cheng, B. Role of a gradient interface layer in interfacial enhancement of carbon fiber/epoxy hierarchical composites. J. Mater. Sci. 2015, 50, 112–121. [Google Scholar] [CrossRef]
- Nishikawa, M.; Okabe, T.; Hemmi, K.; Takeda, N. Micromechanical modeling of the microbond test to quantify the interfacial properties of fiber-reinforced composites. Int. J. Solids Struct. 2008, 45, 4098–4113. [Google Scholar] [CrossRef] [Green Version]
- Pisanova, E.; Zhandarov, S.; Mader, E. How can adhesion be determined from micromechanical tests? Compos. Part A Appl. Sci. Manuf. 2001, 32, 425–434. [Google Scholar] [CrossRef]
- Lodeiro, M.J.; Maudgal, S.; McCartney, L.N.; Morrell, R.; Roebuck, B. Critical Review of Interface Testing Methods for Composites; NPL: Teddington, UK, 1998. [Google Scholar]
- Pitkethly, M.; Favre, J.; Gaur, U.; Jakubowski, J.; Mudrich, S.; Caldwell, D.; Drzal, L.; Nardin, M.; Wagner, H.; Di Landro, L.; et al. A round-robin programme on interfacial test methods. Compos. Sci. Technol. 1993, 48, 205–214. [Google Scholar] [CrossRef]
- Garcea, S.; Wang, Y.; Withers, P. X-ray computed tomography of polymer composites. Compos. Sci. Technol. 2018, 156, 305–319. [Google Scholar] [CrossRef]
- Seghini, M.; Touchard, F.; Sarasini, F.; Chocinski-Arnault, L.; Mellier, D.; Tirillò, J. Interfacial adhesion assessment in flax/epoxy and in flax/vinylester composites by single yarn fragmentation test: Correlation with micro-CT analysis. Compos. Part A Appl. Sci. Manuf. 2018, 113, 66–75. [Google Scholar] [CrossRef]
- Schuller, T.; Beckert, W.; Lauke, B.; Ageorges, C.; Friedrich, K. Single fibre transverse debonding: Stress analysis of the Broutman test. Compos. Part A Appl. Sci. Manuf. 2000, 31, 661–670. [Google Scholar] [CrossRef]
- Yu, S.; Hwang, Y.H.; Hwang, J.Y.; Hong, S.H. Analytical study on the 3D-printed structure and mechanical properties of basalt fiber-reinforced PLA composites using X-ray microscopy. Compos. Sci. Technol. 2019, 175, 18–27. [Google Scholar] [CrossRef]
- Wirjadi, O.; Godehardt, M.; Schladitz, K.; Wagner, B.; Rack, A.; Gurka, M.; Nissle, S.; Noll, A. Characterization of multilayer structures in fiber reinforced polymer employing synchrotron and laboratory X-ray CT. Int. J. Mater. Res. 2014, 105, 645–654. [Google Scholar] [CrossRef] [Green Version]
- Lin, G.; Geubelle, P.; Sottos, N. Simulation of fiber debonding with friction in a model composite pushout test. Int. J. Solids Struct. 2001, 38, 8547–8562. [Google Scholar] [CrossRef]
- Ojos, D.E.-D.L.; Ghisleni, R.; Battisti, A.; Mohanty, G.; Michler, J.; Sort, J.; Brunner, A. Understanding the mechanical behavior of fiber/matrix interfaces during push-in tests by means of finite element simulations and a cohesive zone model. Comput. Mater. Sci. 2016, 117, 330–337. [Google Scholar] [CrossRef] [Green Version]
- Jager, J.; Sause, M.; Burkert, F.; Moosburger-Will, J.; Greisel, M.; Horn, S. Influence of plastic deformation on single-fiber push-out tests of carbon fiber reinforced epoxy resin. Compos. Part A Appl. Sci. Manuf. 2015, 71, 157–167. [Google Scholar] [CrossRef]
- Singh, D.K.; Vaidya, A.; Thomas, V.; Theodore, M.; Kore, S.; Vaidya, U. Finite element modeling of the fiber-matrix interface in polymer composites. J. Compos. Sci. 2020, 4, 58. [Google Scholar] [CrossRef]
- Ageorges, C.; Friedrich, K.; Schuller, T.; Lauke, B. Single-fibre Broutman test: Fibre–matrix interface transverse debonding. Compos. Part A Appl. Sci. Manuf. 1999, 30, 1423–1434. [Google Scholar] [CrossRef]
- Park, J.-M.; Kim, J.-W.; Yoon, D.-J. Interfacial evaluation and microfailure mechanisms of single carbon fiber/bismaleimide (BMI) composites by tensile and compressive fragmentation tests and acoustic emission. Compos. Sci. Technol. 2002, 62, 743–756. [Google Scholar] [CrossRef]
- Klingler, A.; Bajpai, A.; Wetzel, B. The effect of block copolymer and core-shell rubber hybrid toughening on morphology and fracture of epoxy-based fibre reinforced composites. Eng. Fract. Mech. 2018, 203, 81–101. [Google Scholar] [CrossRef]
- HUNTSMAN. Aradur 917 CH Safety Data Sheet; HUNTSMAN: Woodlands, TX, USA, 2016. [Google Scholar]
- Kaneka. Kane Ace MX553 Safety Data Sheet; Kaneka: Tokyo, Japan, 2017. [Google Scholar]
- HUNTSMAN. Accelerator DY 070 Safety Data Sheet; HUNTSMAN: Woodlands, TX, USA, 2012. [Google Scholar]
- HEXCEL. HexForce G1157 D1300, Data Sheet; HEXCEL: Stamford, CT, USA, 2017. [Google Scholar]
- Sika. Deutschland GmbH Biresin CR144, Data Sheet; Sika: Baar, Switzerland, 2017. [Google Scholar]
- Schürmann, H. Konstruieren mit Faser-Kunststoff-Verbunden; Metzler, J.B., Ed.; Springer: Berlin/Heidelberg, Germany, 2005. [Google Scholar]
- 22nd Symposium on Composites. Available online: https://www.scientific.net/book/22nd-symposium-on-composites/978-3-0357-3453-9 (accessed on 29 March 2021).
- Scott, A.; Mavrogordato, M.; Wright, P.; Sinclair, I.; Spearing, S. In situ fibre fracture measurement in carbon–epoxy laminates using high resolution computed tomography. Compos. Sci. Technol. 2011, 71, 1471–1477. [Google Scholar] [CrossRef] [Green Version]
- Wood, J.R.; Wagner, H.D.; Marom, G. A Model for Compressive Fragmentation. Adv. Compos. Lett. 1994, 3, 096369359400300403. [Google Scholar] [CrossRef] [Green Version]
- Peebles, L.H. Carbon Fibers: Formation, Structure, and Properties; CRC Press: Boca Raton, FL, USA, 2018; ISBN 978-1-351-08732-2. [Google Scholar]
- Drzal, L.T. The Interphase in Epoxy Composites. In Proceedings of the Epoxy Resins and Composites II; Dušek, K., Ed.; Springer: Berlin/Heidelberg, Germany, 1986; pp. 1–32. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Epoxy Resin Matrix | |||||
|---|---|---|---|---|---|
| E [MPa] | ν [−] | ||||
| 2150 | 0.343 | Toughened | |||
| 2940 | 0.342 | Data derived from tensile tests according to DEN EN ISO 527 | |||
| HTA40 E13 C-fiber | |||||
| E1 [MPa] | E2 = E3 | ν12 = ν13 | ν23 | G12 = G23 | G13 |
| 240,000 * | 28,000 ** | 0.23 ** | 0.3 *** | 50,000 ** | 28,000 *** |
| Settings | Config. 1 | Config. 2 | Config. 3 | Config. 4 | Config. 5 |
|---|---|---|---|---|---|
| Accelerating Voltage [kV] | 90 | 90 | 160 | 70 | 40 |
| Exposure Time [s] | 3 | 8 (n) 9 (l) | 20 | 3 (n) 5 (l) | 10 |
| Objective | 20x | 40x | 4x | 20x | 20x |
| Filter | Air | Air | HE6 | Air | Air |
| Specimen-detector distance [mm] | 22, 8 | 29 | 230 | 12, 3 | 12, 3 |
| Resolution [nm] | 560 | 281 | 570 | 650 | 650 |
| Number of projections | 3001 | 3001 | 3601 | 3001 | 3001 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vogtmann, J.; Klingler, A.; Rief, T.; Gurka, M. 3D X-ray Microscopy as a Tool for in Depth Analysis of the Interfacial Interaction between a Single Carbon Fiber and an Epoxy Matrix after Mechanical Loading. J. Compos. Sci. 2021, 5, 121. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5050121
Vogtmann J, Klingler A, Rief T, Gurka M. 3D X-ray Microscopy as a Tool for in Depth Analysis of the Interfacial Interaction between a Single Carbon Fiber and an Epoxy Matrix after Mechanical Loading. Journal of Composites Science. 2021; 5(5):121. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5050121
Chicago/Turabian StyleVogtmann, Julia, Andreas Klingler, Thomas Rief, and Martin Gurka. 2021. "3D X-ray Microscopy as a Tool for in Depth Analysis of the Interfacial Interaction between a Single Carbon Fiber and an Epoxy Matrix after Mechanical Loading" Journal of Composites Science 5, no. 5: 121. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5050121