1. Introduction
The construction and demolition sector plays an important role in the world and produces a high amount of waste. For example, in the area of the European Union (EU), construction and demolition waste (CDW) represent about one-third of all waste produced [
1]. This includes various potential materials for recycling, such as plastic. The building and construction sector uses 19% of all nonfiber plastics [
2]. An organized recycling system for this material is widely missing. Only 31.1% of all collected plastics ended-up being recycled in Europe in 2016 [
3]. However, there are several ways to increase the reuse of plastic materials, including sustainable practices and economic advantages. For example, the availability of existing material might be limited in the future and the reuse of plastic materials could decrease the total amount of waste produced. In addition, secondary raw material is assumed to be cheaper and can reduce the product’s cost for material.
Wood-polymer composite (WPC) represents a strong target for plastic reuse. It is an environmentally friendly material, offering environmental advantages such as reduced dependence on non-renewable energy and material sources, as well as lower emission. WPC, consisting mainly of plastic polymer as a matrix and wood fiber as a filler, also contains a small amount of various additives. Most of WPC’s components can be recycled, which further reduces the amount of generated waste and it is very sustainable solution for WPC product. The use of secondary raw materials minimizes the amount of waste disposed at landfills, which will reduce environmental emissions. The recycled raw materials might include variations in quality which leaves open questions concerning the functionality of these materials. Therefore, it must be evaluated within standardized tests. The applicable tests for WPC are, inter alia, the measurement of its hardness strength and moisture properties.
The hardness evaluation is easy and inexpensive to perform, and it is also a good indicator for other features such as tensile strength [
4]. For example, the mechanical properties are positively correlated with density and hardness is also a fine indicator of density. In addition, improved surface hardness might reduce the need for surface coating [
5]. Due to the different natures of the WPC matrix and filler, the moisture properties of materials are an essential feature for WPC evaluation. The general perception has been that the increased filler amount will also increase moisture behavior [
6]. More specifically, particle size has been found to affect the moisture content of WPCs [
7]. The water content of the composite also influences its hardness [
8].
The aims of this study were to assess the hardness and moisture properties of WPC materials using three different recycled CDW plastic polymers and to compare the resulting properties with each other.
2. Materials and Methods
Three different recycled polymers, acrylonitrile butadiene styrene (ABS), polypropylene (PP), and polyethylene (PE), were used as the composite matrix in the experiments. The recycled polymers were collected from among the construction and demolition waste (CDW) at a local waste management center (Etelä-Karjalan Jätehuolto Oy, EKJH) located in SE Finland. The filler used in the composite was wood flour, which was prepared from a dried spruce species (Picea abies) and produced by hammer-milling and sieving (20 mesh). The coupling agent was Fusabond E226 (DuPont, Geneva, Switzerland), and Struktol TPW 113 (Struktol, Stow, OH, USA) was used as the lubricant. The components’ amounts within the studied materials were as follows: recycled polymer (ABS, PP, or PE) 30%, wood flour 64%, coupling agent 3%, and lubricant 3%.
The recycled CDW polymers were processed with a two-step process after collection. The CDW polymers were crushed with a shredder apparatus (Untha LR 630) that was equipped with a 10–20 mm sieve, followed by treatment with a low-speed crusher (Shini SG-1635N) with a 5 mm sieve.
The studied materials were processed by two treatment processes. Firstly, the components were compounded with an agglomeration apparatus consisting of a turbomixer (Plasmec TRL 100/FV/W) and a cooler (Plasmec RFV-200). The agglomeration was performed at 200 °C for 30–73 min into the electric current achieved 50 A, and the correct grain size was defined by visual review. The compounded materials were then conveyed to the conical counter-rotating twin-screw extruder (CE 7.2 FE—Hans Weber Maschinenfabrik Gmbh, Kronach, Germany) that was equipped with decking board profile die, as depicted in
Figure 1. During extrusion, the temperature of the barrel and tool varied between 167–181 °C and 183–207 °C, respectively. The screw rotational rate was 14–15 rpm and the feed rate was 15 kg/h for all materials.
The processed materials were characterized by using physical and mechanical standard testing methods. The samples for the tests were prepared by cutting items from the extruded profile by sliding table saw. The test specimens were conditioned at 23 °C and 50% relative humidity until a constant mass was reached.
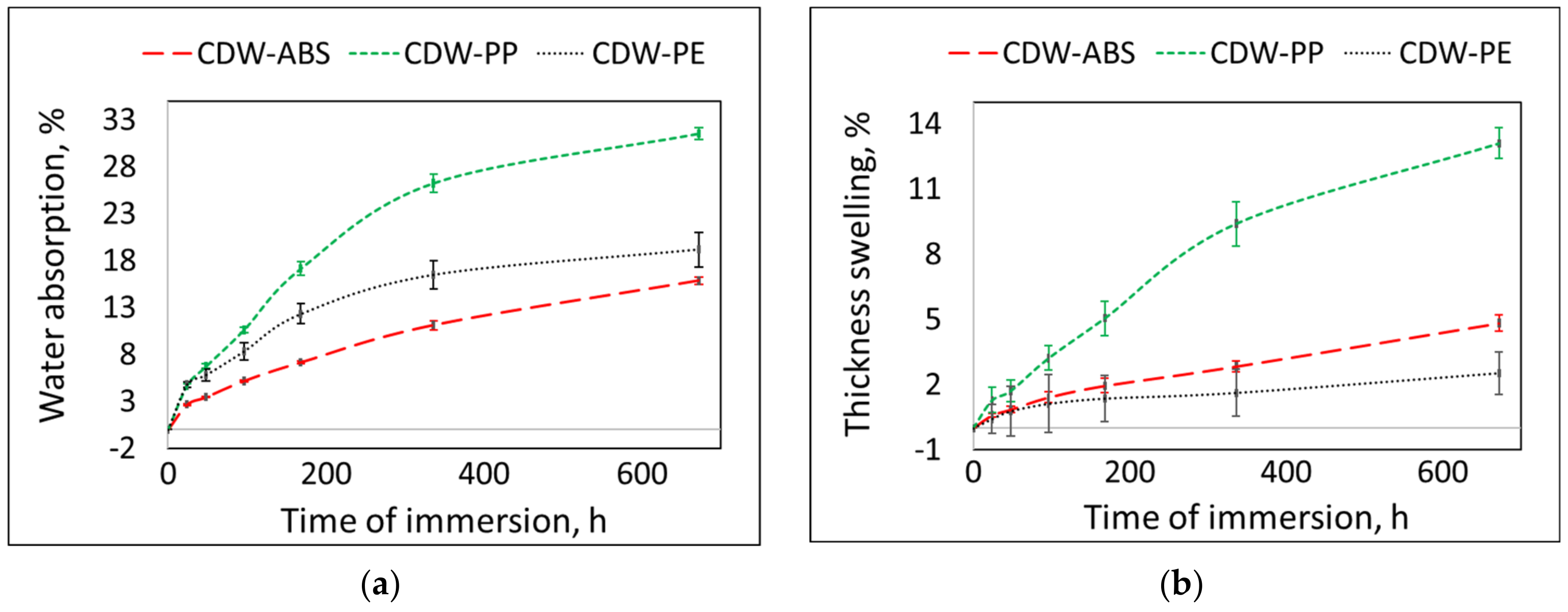
The water absorption (WA) and thickness swelling (TS) properties were determined by measuring the weights and dimensions of samples, based on the recommendations of standard EN 15534-1:2014 + A1:2017. The WA and TS results were calculated according to the following equations:
where
m0,
mt and
t0,
tt are the masses and thicknesses of the samples before and after immersion, respectively. The presented numbers are presented as the average values of the twenty square sizes samples, whose side length was 50 mm and thickness was the nominal thickness of the extruded profile.
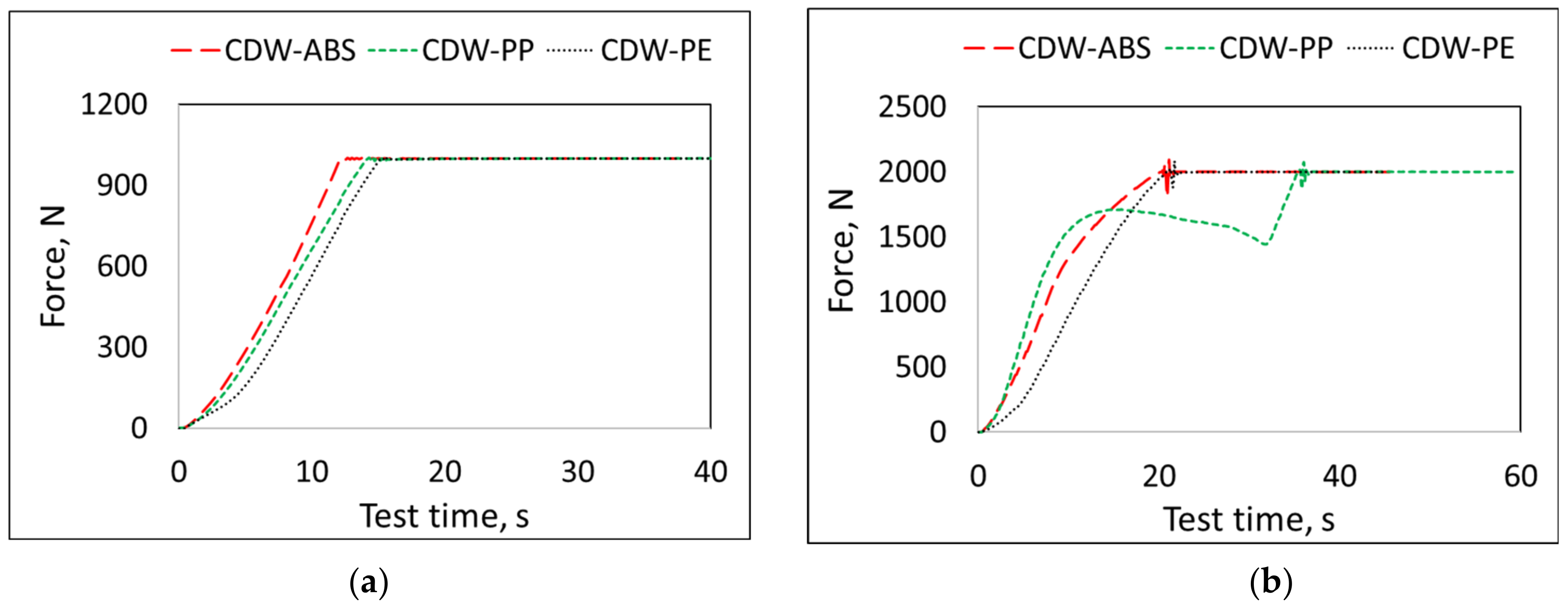
The strength of the material was analyzed two times, based on two different methods (Brinell hardness and resistance to indentation). Brinell hardness was measured based on the standard EN 1534:2010 that is intended for the determination of resistance to indentation for wood flooring with a nominal value of a 1 kN load, which should reach within 15 ± 3 s. The Brinell hardness (
HB1) was calculated based on the following equation:
where
F is the load in newtons,
g is the acceleration of gravity in meters per second squared,
π is the “pi” factor,
D is the diameter of the ball in millimeters, and
d is the diameter of the residual indentation in millimeters, based on the average value of two measurements.
Additionally, the resistance to indentation was determined based on the standard EN 15534–1:2014 + A1:2017 based on the Brinell hardness, but differing in the load values and reach time. The preload was 20 N and additional load was increased until 2 kN during 30 ± 10 s. Based on the resistance to indentation method, the hardness Brinell (
HB2) and the rate of elastic recovery (Rec) were calculated with the following equations and the results are presented in MPa and percentage (%), respectively.
where
F is the load in newtons,
D is the diameter of the indenter in millimeters, and
l is the depth of the indentation under a 2 kN load in millimeters.
where
lr is the residual depth of the indentation after 24 h, and
l is the depth of the indentations under a 2 kN load. Both indentation depths were presented in millimeters.
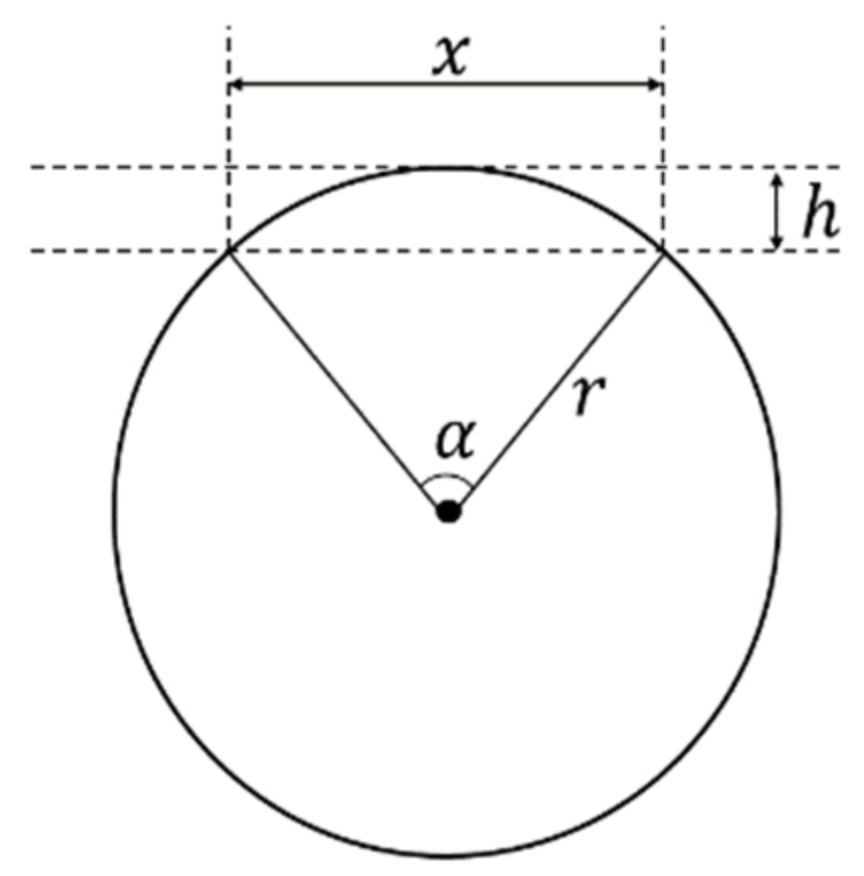
The depth of the indentation under 2 kN load can be accurately measured by the testing machine, but the residual depth of the indentation after 24 h is more problematic. In this study, the depth of indentation after 24 h was determined by the mathematical model, based on the diameter of the residual indentation, which was measured by the loop tool. The principle of the measurement of residual depth is presented in
Figure 2.
Based on the
Figure 2, the measurement of depth was measured with the following formulas, according to the literature [
9]:
where
h is the depth of indentation in millimeters,
r is the radius of the intender.
The presented strength numbers (HB1, HB2) are presented as average values of the eight (8) square sizes samples whose side length was 75 mm and the thickness was the nominal thickness of the extruded profile.
4. Discussion
It is well known that a higher proportion of wood in a WPC structure increases WA and TS properties due to the presence of lumens, fine pores, and hydrogen bonding sites [
10]. With the addition of 10% of wood flour, water absorption will increase by approximately 15% when the increased filler amount increases the motion of water molecules in their spaces and leads to an increase in WA [
11]. As time passes, the water uptake of the composites will slow down [
12]. The larger size particles increase the absorption in WPC since the larger particle sizes have larger water contact. The used particle sizes (20 mesh) reach the saturation point faster compared to the smaller particle sizes in manufactured composites [
7]. The solutions for the improved moisture resistant properties are a correct coupling agent [
7,
10], or an additive such as silane treatment that decreases water uptake with increasing concentration [
12]. Filler modification, such as heat treatment, can also reduce water absorption due to its reduced hydrophilicity [
13]. The swelling of materials has a connection with water absorption, but the polymer also has an influence on the moisture behavior. For example, ABS is polar component that might contribute to the greater interfacial interaction with the relatively highly polar wood material [
14]. Therefore, the different amounts of polymers caused changes in the materials properties. The important factors for the swelling of WPCs are wood size and wood and coupling agent contents [
6,
7]. An increase by of 10% wood flour caused a 10% increase in thickness swelling [
11]. The presence of a coupling agent in the composites enhances water resistance and its optimum level, depending on the size and content of the wood [
7]. Even though the utilization of CDW polymers in the WPC is partly unfavorable, the CDW source might still include favorable raw materials for WPC since the moisture properties of WPC decreased with the addition of the CDW material [
15].
While the increased wood content weakened the water resistance of WPC, the hardness value was increased with increasing wood content [
4]. An addition of wood of up to 33% was reported to be beneficial for improving hardness values [
16]. Overall, wood content has an influence on the mechanical properties of composites and the optimum content varies between 40–50% [
17]. The density also has an effect on the hardness, and it can vary according to wood material (due to the natural material’s heterogeneity) and continue to affect the hardness of the composite [
8]. The coupling agent also improves the strength properties of WPC, as it leads to less micro-voids in the interphase region [
4]. Even though the increased amount of wood contributed to the hardness value, the source of the WPC material influences the hardness differently. For example, the CDW filler affects weakening of the hardness of WPC [
15], while mineral additives increased the Brinell hardness values due to, inter alia, the increased interfacial adhesion between the components [
16].
The solution for future hardness measuring could be the modified method from the managed standards, as described by, for example, Laine et al. [
5]. In this case, the hardness test was carried out with increasing force until a nominal value of 1 kN. Since the diameter of the indentation is difficult to measure accurately, the depth of maximum indentation will be recorded and the hardness value will be determined based on the method of resistance to indentation, (
HB2).
Another step, in future, could be the improvement of the ratio amounts of the components. For example, a large amount of wood filler in the structure of the WPC might not be the most suitable, while a higher polymer amount would be desirable from a technical viewpoint. In addition, if recycled polymers were used in a WPC matrix, significant environmental benefits can be achieved, as Liikanen et al. [
18] have addressed in their study.









{kind=link}
{kind=link}
{kind=link}
{kind=link}