
Non-Destructive and Destructive Testing to Analyse the Effects of Processing Parameters on the Tensile and Flexural Properties of FFF-Printed Graphene-Enhanced PLA



Abstract
:1. Introduction
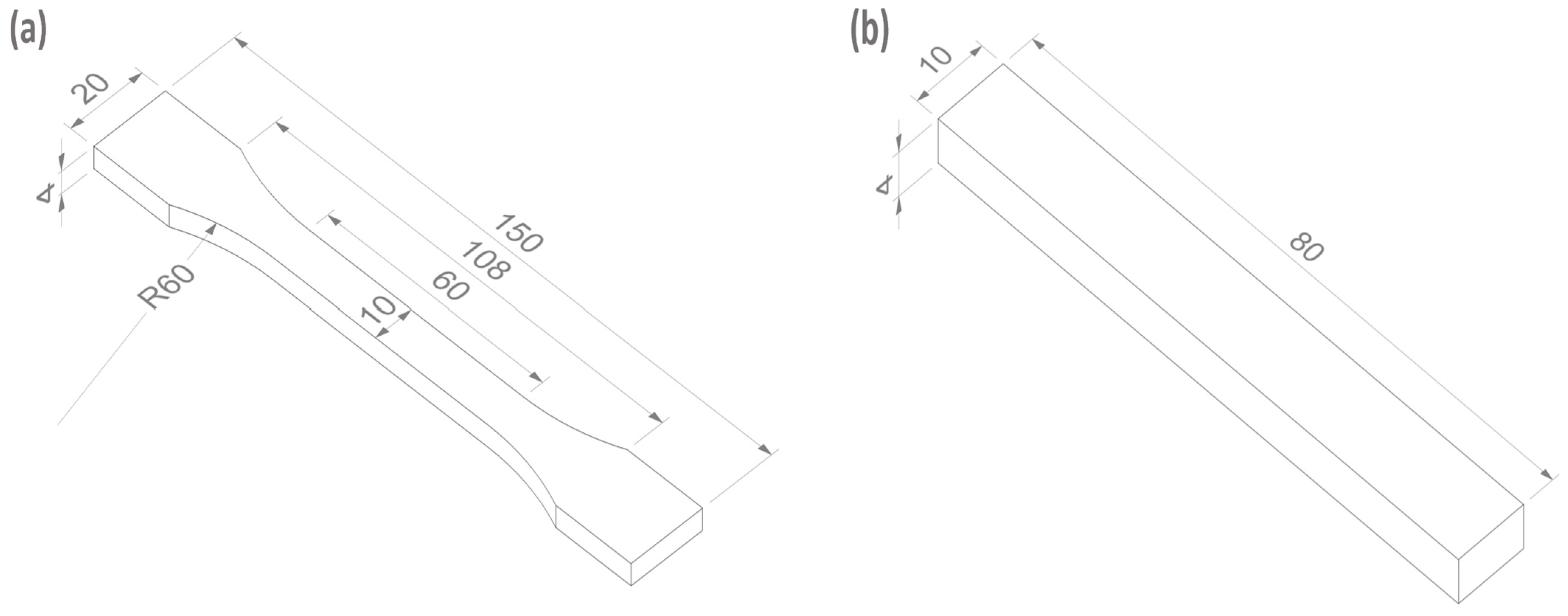
2. Experimental Methodology
3. Experimental Results and Discussion
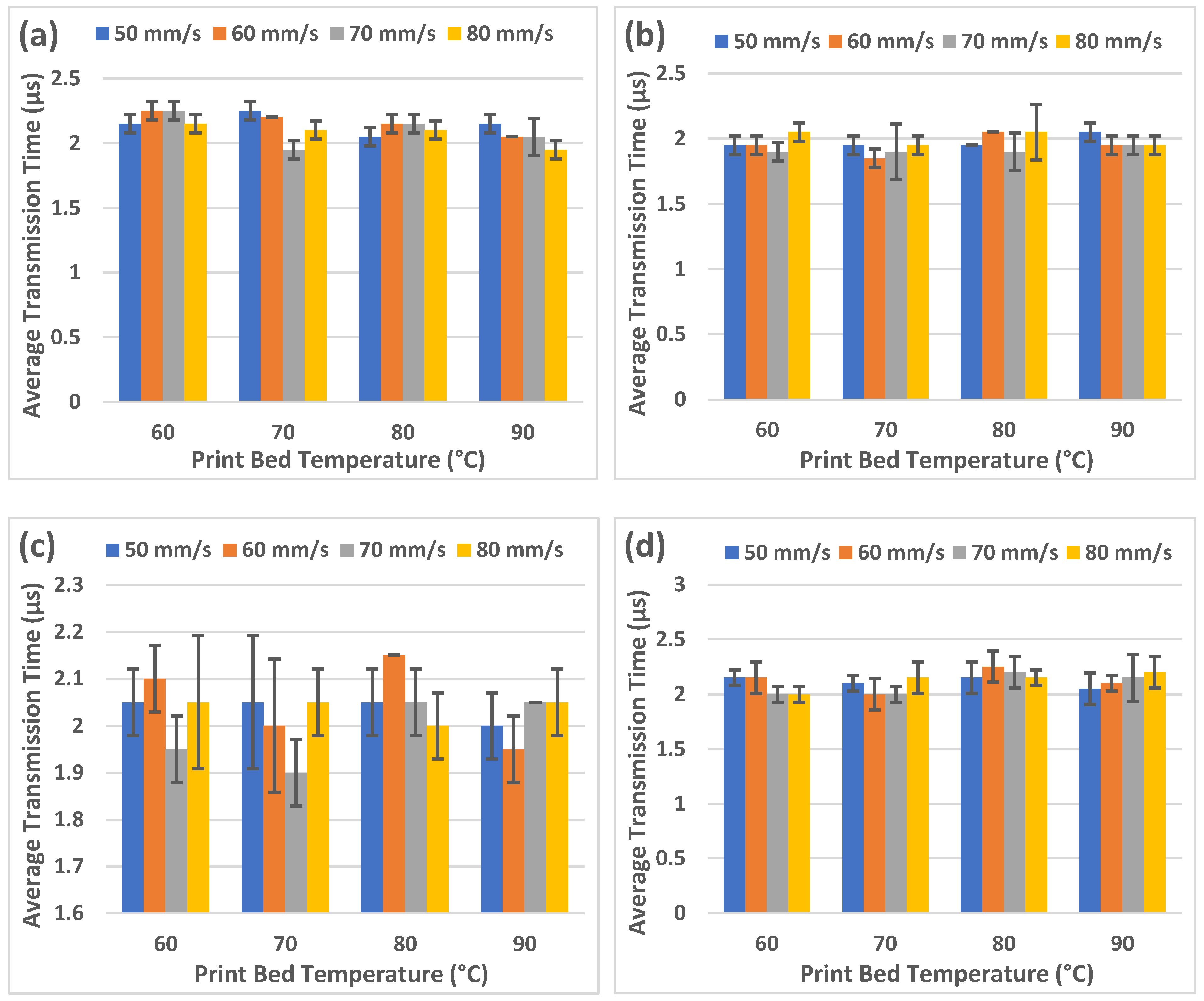
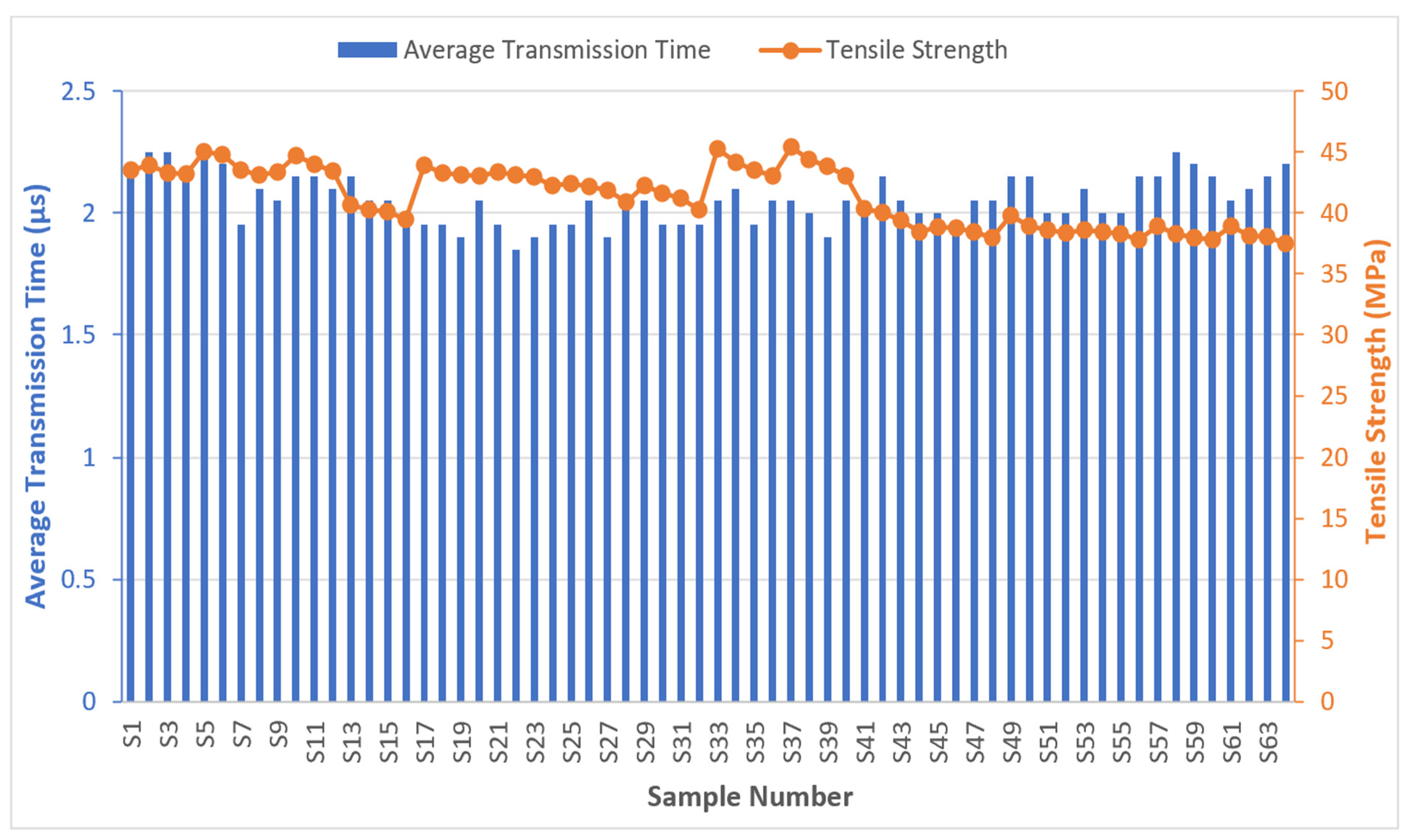
3.1. Ultrasonic Testing
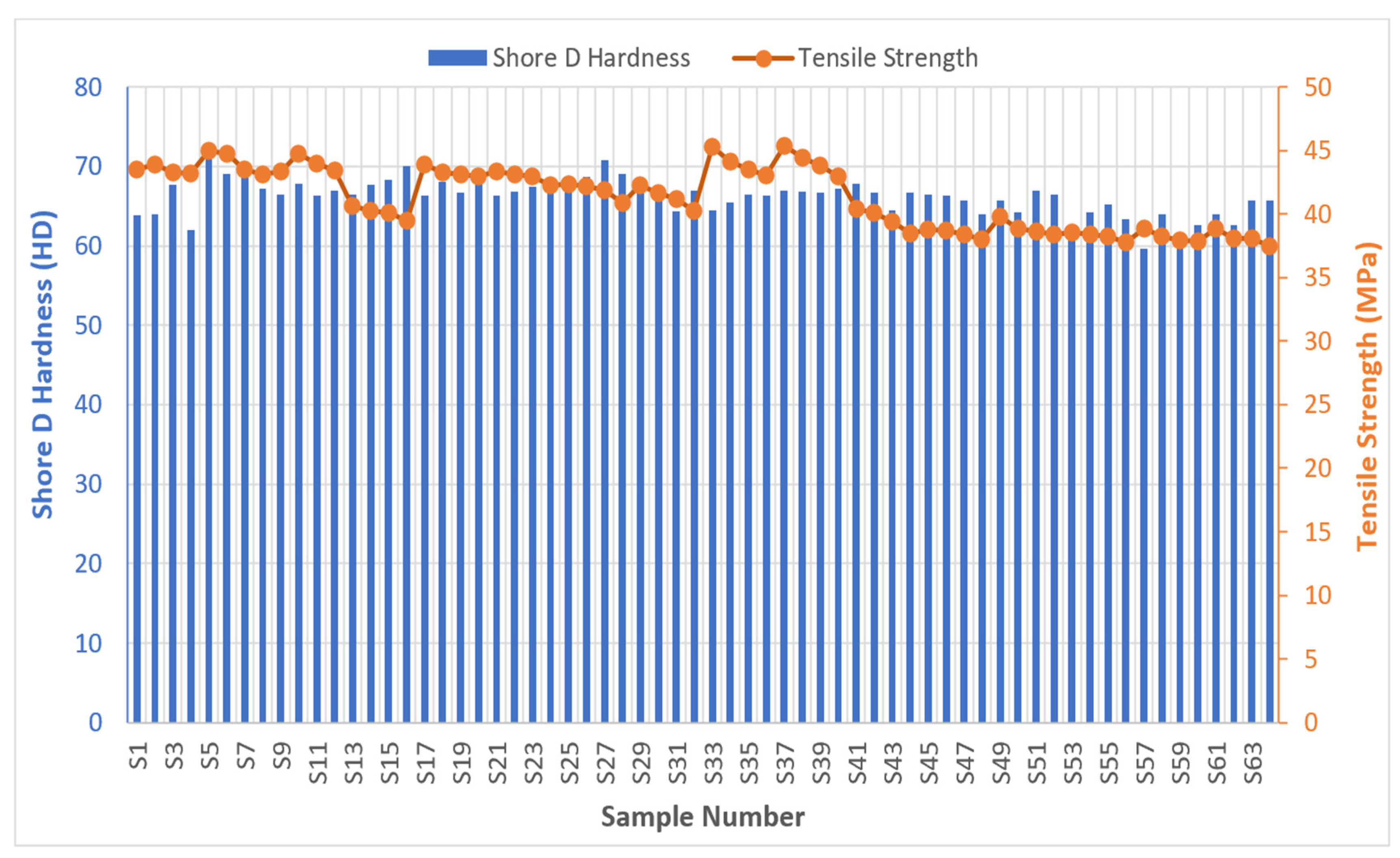
3.2. Hardness Testing
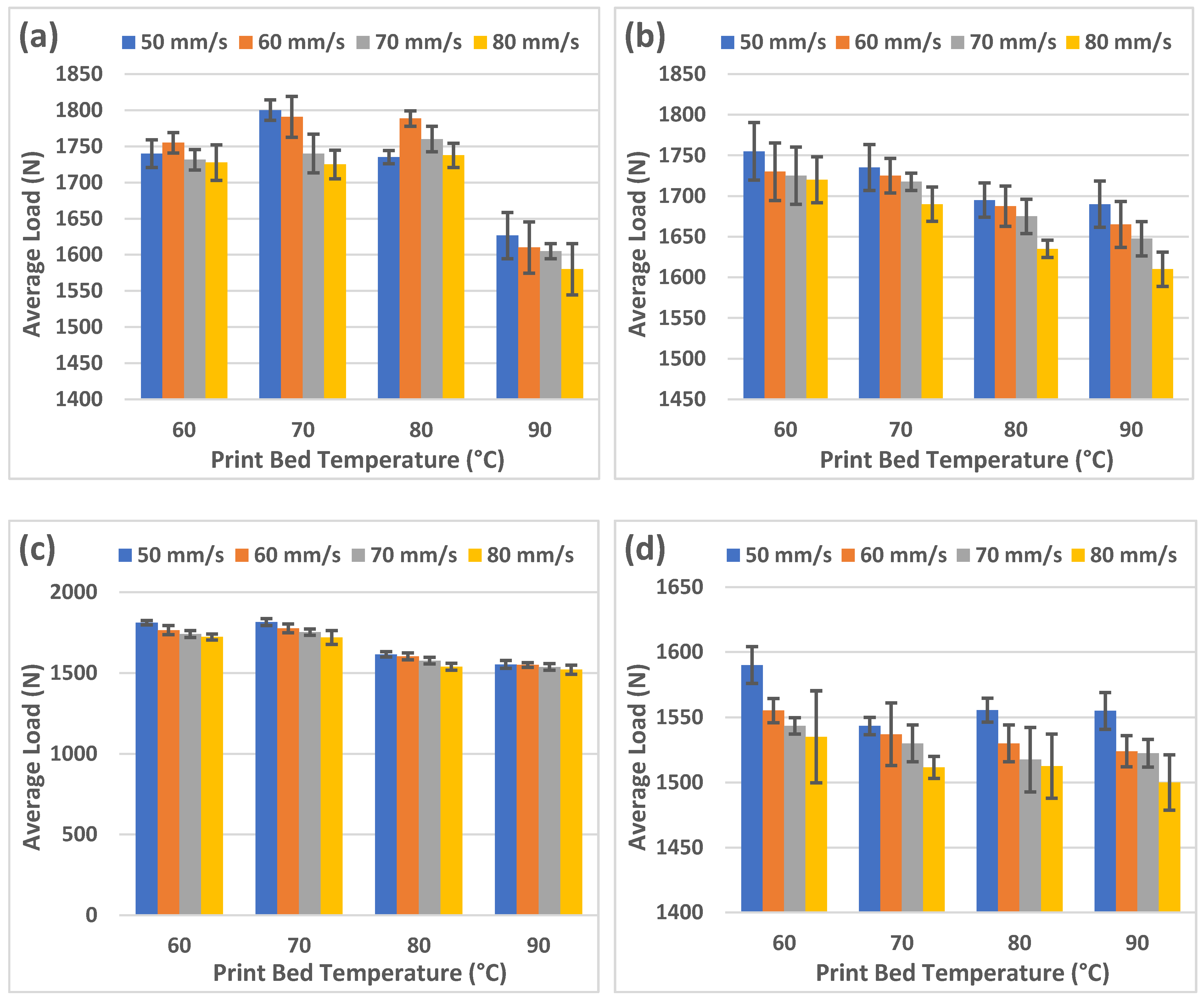
3.3. Tensile Testing
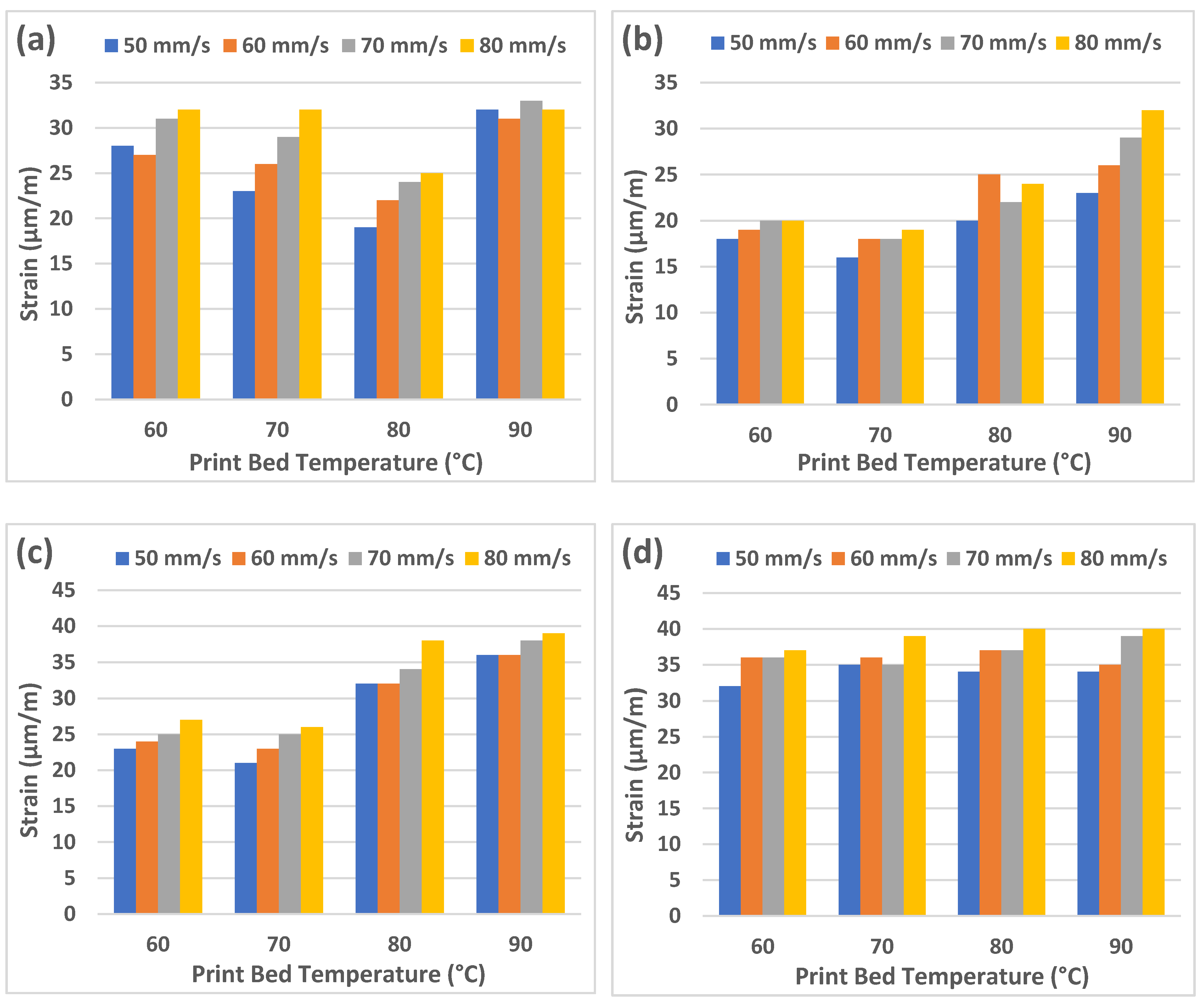
3.4. Strain Measurement
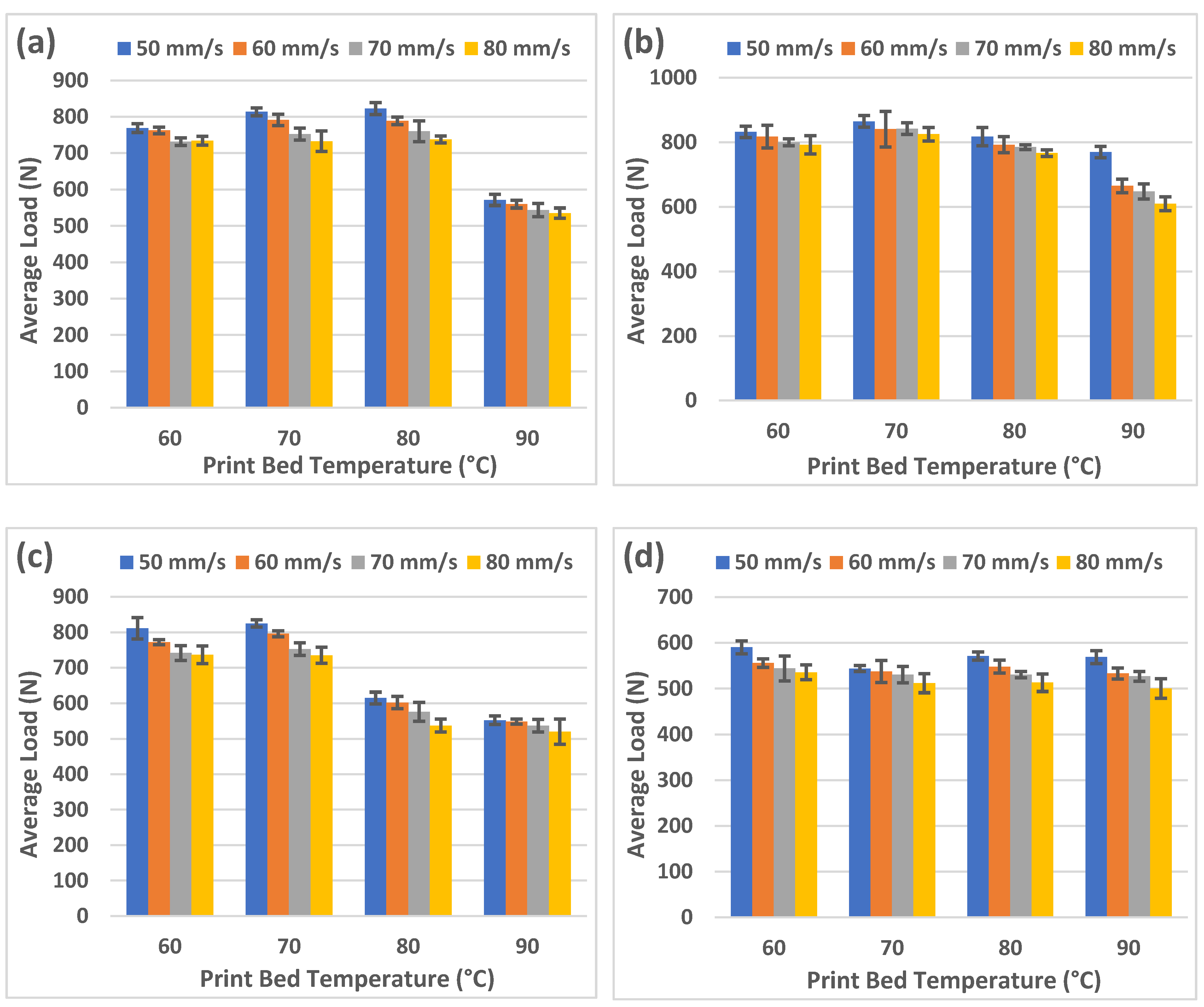
3.5. Three-Point Flexural Testing
4. Correlation between Non-Destructive and Destructive Testing
4.1. For Tensile Testing
4.2. For Flexural Testing
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gomes, T.E.; Cadete, M.S.; Dias-de-Oliveira, J.; Neto, V. Controlling the properties of parts 3D printed from recycled thermoplastics: A review of current practices. Polym. Degrad. Stab. 2022, 196, 109850. [Google Scholar] [CrossRef]
- Butt, J.; Shirvani, H. Additive, subtractive, and hybrid manufacturing processes. In Advances in Manufacturing and Processing of Materials and Structures; CRC Press: Boca Raton, FL, USA, 2018; pp. 187–218. [Google Scholar]
- Gardner, J.M.; Stelter, C.J.; Sauti, G.; Kim, J.W.; Yashin, E.A.; Wincheski, R.A.; Schniepp, H.C.; Siochi, E.J. Environment control in additive manufacturing of high-performance thermoplastics. Int. J. Adv. Manuf. Technol. 2022, 119, 6423–6433. [Google Scholar] [CrossRef]
- Gao, J. Production of multiple material parts using a desktop 3D printer. In Advances in Manufacturing Technology XXXI, Proceedings of the 15th International Conference on Manufacturing Research, Incorporating the 32nd National Conference on Manufacturing Research, University of Greenwich, London, UK, 5–7 September 2017; IOS Press: Amsterdam, The Netherlands, 2017; Volume 6, p. 148. [Google Scholar]
- Butt, J.; Onimowo, D.A.; Gohrabian, M.; Sharma, T.; Shirvani, H. A desktop 3D printer with dual extruders to produce customised electronic circuitry. Front. Mech. Eng. 2018, 13, 528–534. [Google Scholar] [CrossRef]
- Butt, J.; Oxford, P.; Sadeghi-Esfahlani, S.; Ghorabian, M.; Shirvani, H. Hybrid Manufacturing and Mechanical Characterization of Cu/PLA Composites. Arab. J. Sci. Eng. 2020, 45, 9339–9356. [Google Scholar] [CrossRef]
- Struzziero, G.; Barbezat, M.; Skordos, A.A. Assessment of the benefits of 3D printing of advanced thermosetting composites using process simulation and numerical optimisation. Addit. Manuf. 2022, 54, 102719. [Google Scholar] [CrossRef]
- Butt, J.; Bhaskar, R. Investigating the effects of annealing on the mechanical properties of FFF-printed thermoplastics. J. Manuf. Mater. Process. 2020, 4, 38. [Google Scholar] [CrossRef]
- Lu, Q.Y.; Wong, C.H. Applications of non-destructive testing techniques for post-process control of additively manufactured parts. Virtual Phys. Prototyp. 2017, 12, 301–321. [Google Scholar] [CrossRef]
- Boyes, W. (Ed.) Instrumentation Reference Book; Butterworth-Heinemann: Oxford, UK, 2009. [Google Scholar]
- Mwema, F.M.; Akinlabi, E.T.; Fatoba, O.S. Visual assessment of 3D printed elements: A practical quality assessment for home-made FDM products. Mater. Today Proc. 2020, 26, 1520–1525. [Google Scholar] [CrossRef]
- Fayazbakhsh, K.; Honarvar, F.; Amini, H.; Varvani-Farahani, A. High frequency phased array ultrasonic testing of thermoplastic tensile specimens manufactured by fused filament fabrication with embedded defects. Addit. Manuf. 2021, 47, 102335. [Google Scholar] [CrossRef]
- Seppala, J.E.; Migler, K.D. Infrared thermography of welding zones produced by polymer extrusion additive manufacturing. Addit. Manuf. 2016, 12, 71–76. [Google Scholar] [CrossRef] [Green Version]
- Li, F.; Yu, Z.; Yang, Z. Failure characterization of PLA parts fabricated by fused deposition modeling using acoustic emission. Rapid Prototyp. J. 2020, 26, 1177–1182. [Google Scholar] [CrossRef]
- Butt, J.; Hewavidana, Y.; Mohaghegh, V.; Sadeghi-Esfahlani, S.; Shirvani, H. Hybrid manufacturing and experimental testing of glass fiber enhanced thermoplastic composites. J. Manuf. Mater. Process. 2019, 3, 96. [Google Scholar] [CrossRef] [Green Version]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A.M. Mechanical characterization of FDM 3D printing of continuous carbon fiber reinforced PLA composites. Compos. Part B Eng. 2019, 175, 107147. [Google Scholar] [CrossRef]
- Yu, S.; Hwang, Y.H.; Hwang, J.Y.; Hong, S.H. Analytical study on the 3D-printed structure and mechanical properties of basalt fiber-reinforced PLA composites using X-ray microscopy. Compos. Sci. Technol. 2019, 175, 18–27. [Google Scholar] [CrossRef]
- Mohan, V.B.; Lau, K.T.; Hui, D.; Bhattacharyya, D. Graphene-based materials and their composites: A review on production, applications and product limitations. Compos. Part B Eng. 2018, 142, 200–220. [Google Scholar] [CrossRef]
- Caminero, M.Á.; Chacón, J.M.; García-Plaza, E.; Núñez, P.J.; Reverte, J.M.; Becar, J.P. Additive manufacturing of PLA-based composites using fused filament fabrication: Effect of graphene nanoplatelet reinforcement on mechanical properties, dimensional accuracy and texture. Polymers 2019, 11, 799. [Google Scholar] [CrossRef] [Green Version]
- El Magri, A.; Vanaei, S.; Shirinbayan, M.; Vaudreuil, S.; Tcharkhtchi, A. An investigation to study the effect of process parameters on the strength and fatigue behavior of 3D-printed PLA-graphene. Polymers 2021, 13, 3218. [Google Scholar] [CrossRef]
- García, E.; Núñez, P.J.; Chacón, J.M.; Caminero, M.A.; Kamarthi, S. Comparative study of geometric properties of unreinforced PLA and PLA-Graphene composite materials applied to additive manufacturing using FFF technology. Polym. Test. 2020, 91, 106860. [Google Scholar] [CrossRef]
- Butt, J.; Bhaskar, R.; Mohaghegh, V. Investigating the effects of extrusion temperatures and material extrusion rates on FFF-printed thermoplastics. Int. J. Adv. Manuf. Technol. 2021, 117, 2679–2699. [Google Scholar] [CrossRef]
- Cicero, S.; Martínez-Mata, V.; Castanon-Jano, L.; Alonso-Estebanez, A.; Arroyo, B. Analysis of notch effect in the fracture behaviour of additively manufactured PLA and graphene reinforced PLA. Theor. Appl. Fract. Mech. 2021, 114, 103032. [Google Scholar] [CrossRef]
- Camargo, J.C.; Machado, Á.R.; Almeida, E.C.; Silva, E.F.M.S. Mechanical properties of PLA-graphene filament for FDM 3D printing. Int. J. Adv. Manuf. Technol. 2019, 103, 2423–2443. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Savvakis, K.; Maniadi, A.; Koudoumas, E. A comprehensive investigation of the mechanical behavior and the dielectrics of pure polylactic acid (PLA) and PLA with graphene (GnP) in fused deposition modeling (FDM). Int. J. Plast. Technol. 2019, 23, 195–206. [Google Scholar] [CrossRef]
- Bustillos, J.; Montero, D.; Nautiyal, P.; Loganathan, A.; Boesl, B.; Agarwal, A. Integration of graphene in poly (lactic) acid by 3D printing to develop creep and wear-resistant hierarchical nanocomposites. Polym. Compos. 2018, 39, 3877–3888. [Google Scholar] [CrossRef]
- Haydale. Available online: https://www.haydale.com/products/ (accessed on 7 April 2022).
- BS EN ISO 527-2:2012; Plastics—Determination of Tensile Properties–Part 2: Test Conditions for Moulding and Extrusion Plastics. British, European and International Standard: London, UK, 2012.
- BS EN ISO 178:2019; Plastics—Determination of Flexural Properties. British, European and International Standard: London, UK, 2011.
- Ultimaker Cura: Advanced 3D Printing Software, Made Accessible. Available online: https://ultimaker.com/en/products/ultimaker-cura-software (accessed on 9 April 2022).
- Test Equipment Center: Proceq PUNDIT PL-200. Available online: http://testequipmentscenter.com/index.php?route=product/product&product_id=76 (accessed on 10 April 2022).
- BS EN ISO 868:2003; Plastics and Ebonite—Determination of Indentation Hardness by Means of a Durometer (Shore Hardness). British, European and International Standard: London, UK, 2003.
- Butt, J.; Shirvani, H. Experimental analysis of metal/plastic composites made by a new hybrid method. Addit. Manuf. 2018, 22, 216–222. [Google Scholar] [CrossRef]
- HBM: Strain Gauge Amplifier—QuantumX MX1615B/MX1616B. Available online: https://www.hbm.com/en/3053/quantumx-mx1615b-bridge-amplifier-for-strain-gauges/ (accessed on 11 April 2022).
- Hanon, M.M.; Dobos, J.; Zsidai, L. The influence of 3D printing process parameters on the mechanical performance of PLA polymer and its correlation with hardness. Procedia Manuf. 2021, 54, 244–249. [Google Scholar] [CrossRef]
- Anderson, I. Mechanical properties of specimens 3D printed with virgin and recycled polylactic acid. 3D Printing. Addit. Manuf. 2017, 4, 110–115. [Google Scholar]
- Ansari, A.A.; Kamil, M. Effect of print speed and extrusion temperature on properties of 3D printed PLA using fused deposition modeling process. Mater. Today Proc. 2021, 45, 5462–5468. [Google Scholar] [CrossRef]
- Afonso, J.A.; Alves, J.L.; Caldas, G.; Gouveia, B.P.; Santana, L.; Belinha, J. Influence of 3D printing process parameters on the mechanical properties and mass of PLA parts and predictive models. Rapid Prototyp. J. 2021, 27, 487–495. [Google Scholar] [CrossRef]
- Rajpurohit, S.R.; Dave, H.K. Flexural strength of fused filament fabricated (FFF) PLA parts on an open-source 3D printer. Adv. Manuf. 2018, 6, 430–441. [Google Scholar] [CrossRef]
- Aliheidari, N.; Tripuraneni, R.; Hohimer, C.; Christ, J.; Ameli, A.; Nadimpalli, S. The impact of nozzle and bed temperatures on the fracture resistance of FDM printed materials. In Behavior and Mechanics of Multifunctional Materials and Composites 2017; SPIE: Palermo, Italy, 2017; Volume 10165, pp. 222–230. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Typical Value |
|---|---|
| Specific gravity (23 °C) | 1.11 g/cm3 |
| Melt flow index (210 °C/2.16 kg) | 11.7 g/10 min |
| Diameter (Tolerance) | 1.75 mm (±0.01 mm) |
| Glass Transition Temperature | 75 °C |
| Melting Temperature | 160 °C |
| Samples | Parameters | Samples | Parameters |
|---|---|---|---|
| S1 | 180 N, 60 B, 50 P | S33 | 200 N, 60 B, 50 P |
| S2 | 180 N, 60 B, 60 P | S34 | 200 N, 60 B, 60 P |
| S3 | 180 N, 60 B, 70 P | S35 | 200 N, 60 B, 70 P |
| S4 | 180 N, 60 B, 80 P | S36 | 200 N, 60 B, 80 P |
| S5 | 180 N, 70 B, 50 P | S37 | 200 N, 70 B, 50 P |
| S6 | 180 N, 70 B, 60 P | S38 | 200 N, 70 B, 60 P |
| S7 | 180 N, 70 B, 70 P | S39 | 200 N, 70 B, 70 P |
| S8 | 180 N, 70 B, 80 P | S40 | 200 N, 70 B, 80 P |
| S9 | 180 N, 80 B, 50 P | S41 | 200 N, 80 B, 50 P |
| S10 | 180 N, 80 B, 60 P | S42 | 200 N, 80 B, 60 P |
| S11 | 180 N, 80 B, 70 P | S43 | 200 N, 80 B, 70 P |
| S12 | 180 N, 80 B, 80 P | S44 | 200 N, 80 B, 80 P |
| S13 | 180 N, 90 B, 50 P | S45 | 200 N, 90 B, 50 P |
| S14 | 180 N, 90 B, 60 P | S46 | 200 N, 90 B, 60 P |
| S15 | 180 N, 90 B, 70 P | S47 | 200 N, 90 B, 70 P |
| S16 | 180 N, 90 B, 80 P | S48 | 200 N, 90 B, 80 P |
| S17 | 190 N, 60 B, 50 P | S49 | 210 N, 60 B, 50 P |
| S18 | 190 N, 60 B, 60 P | S50 | 210 N, 60 B, 60 P |
| S19 | 190 N, 60 B, 70 P | S51 | 210 N, 60 B, 70 P |
| S20 | 190 N, 60 B, 80 P | S52 | 210 N, 60 B, 80 P |
| S21 | 190 N, 70 B, 50 P | S53 | 210 N, 70 B, 50 P |
| S22 | 190 N, 70 B, 60 P | S54 | 210 N, 70 B, 60 P |
| S23 | 190 N, 70 B, 70 P | S55 | 210 N, 70 B, 70 P |
| S24 | 190 N, 70 B, 80 P | S56 | 210 N, 70 B, 80 P |
| S25 | 190 N, 80 B, 50 P | S57 | 210 N, 80 B, 50 P |
| S26 | 190 N, 80 B, 60 P | S58 | 210 N, 80 B, 60 P |
| S27 | 190 N, 80 B, 70 P | S59 | 210 N, 80 B, 70 P |
| S28 | 190 N, 80 B, 80 P | S60 | 210 N, 80 B, 80 P |
| S29 | 190 N, 90 B, 50 P | S61 | 210 N, 90 B, 50 P |
| S30 | 190 N, 90 B, 60 P | S62 | 210 N, 90 B, 60 P |
| S31 | 190 N, 90 B, 70 P | S63 | 210 N, 90 B, 70 P |
| S32 | 190 N, 90 B, 80 P | S64 | 210 N, 90 B, 80 P |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Butt, J.; Bhaskar, R.; Mohaghegh, V. Non-Destructive and Destructive Testing to Analyse the Effects of Processing Parameters on the Tensile and Flexural Properties of FFF-Printed Graphene-Enhanced PLA. J. Compos. Sci. 2022, 6, 148. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs6050148
Butt J, Bhaskar R, Mohaghegh V. Non-Destructive and Destructive Testing to Analyse the Effects of Processing Parameters on the Tensile and Flexural Properties of FFF-Printed Graphene-Enhanced PLA. Journal of Composites Science. 2022; 6(5):148. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs6050148
Chicago/Turabian StyleButt, Javaid, Raghunath Bhaskar, and Vahaj Mohaghegh. 2022. "Non-Destructive and Destructive Testing to Analyse the Effects of Processing Parameters on the Tensile and Flexural Properties of FFF-Printed Graphene-Enhanced PLA" Journal of Composites Science 6, no. 5: 148. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs6050148