Solvolysis of Kraft Lignin to Bio-Oil: A Critical Review


Department of Transdisciplinary Science and Engineering, Tokyo Institute of Technology, 2-12-1 Ookayama, Meguro-ku, Tokyo 152-8552, Japan
*
Author to whom correspondence should be addressed.
Clean Technol. 2020, 2(4), 513-528; https://0-doi-org.brum.beds.ac.uk/10.3390/cleantechnol2040032
Submission received: 29 November 2020
/
Revised: 10 December 2020
/
Accepted: 11 December 2020
/
Published: 14 December 2020
(This article belongs to the Special Issue Green Process Engineering)
Abstract
:Lignin, a component of lignocellulosic biomass, is abundant and is produced extensively as a waste product of the Kraft pulping process, lignin obtained from this process is called Kraft lignin (KL). Lignin’s three-dimensional structure composed of aromatic alcohols (monolignols) makes it a potential source of renewable aromatic chemicals or bio-oil, if depolymerized. Among all the depolymerization methods for KL, solvolysis is the most popular, showing consistently high bio-oil yields. Despite the large number of studies that have been carried out, an economically feasible industrial process has not been found and comparison among the various studies is difficult, as very different studies in terms of reaction media and catalysts report seemingly satisfactory results. In this review, we compare and analyze KL solvolysis studies published, identify trends in bio-oil composition and give a comprehensive explanation about the mechanisms involved in the processes. Additional commentary is offered about the availability and future potential of KL as a renewable feedstock for aromatic chemicals, as well as logistical and technical aspects.
1. Introduction
During the course of the last couple of centuries, our easy access to fossil fuels has allowed the development of industry and led to the advanced society we know today. However, in light of our current understanding of the atmospheric greenhouse gas effect and climate change, in addition to the threat of eventual exhaustion of fossil fuel resources, we now desperately need both carbon-free and carbon neutral alternatives that can supplant their role.
While the development of wind power and solar photovoltaic technologies have allowed us to partly fulfill our energy needs, the question remains as to how to replace the role of fossil fuels as raw materials, fuels and chemicals [1]. To overcome this, studies regarding the possibility of converting different kinds of biomass into chemicals and raw materials have gained popularity in recent decades, most prominently the use of lignocellulosic matter as feedstock for processes. Lignocellulosic matter is composed of cellulose, hemicellulose and lignin in different proportions, depending on the plant. This type of biomass has garnered great interest due to its abundance, ease of renewability and potential to be transformed into different kinds of chemicals [2].
Early biomass conversion technologies relied heavily on simple sugars, starches and vegetable oils as raw materials to produce biofuel and led to a debate about the use of food as a source of biofuel synthesis, and its impact on food prices; these were called “first-generation biofuels”. Understanding this problem, attention was paid to non-edible plant matter that could be collected postharvest at relatively low cost; this led to the development of what is called “second-generation biofuels”, which rely entirely on non-edible plant matter, particularly in the production of cellulosic ethanol. Third-generation biofuels rely on algae or bacteria to decompose organic non-edible matter and implement chemical process techniques to turn it into fuels or chemicals [3].
Out of the components of lignocellulosic biomass, lignin accounts for 15 to 40% of its weight on a dry basis [4] and is known to be the most recalcitrant and hard to transform into products of interest, partly due to its chemical resistance [5].
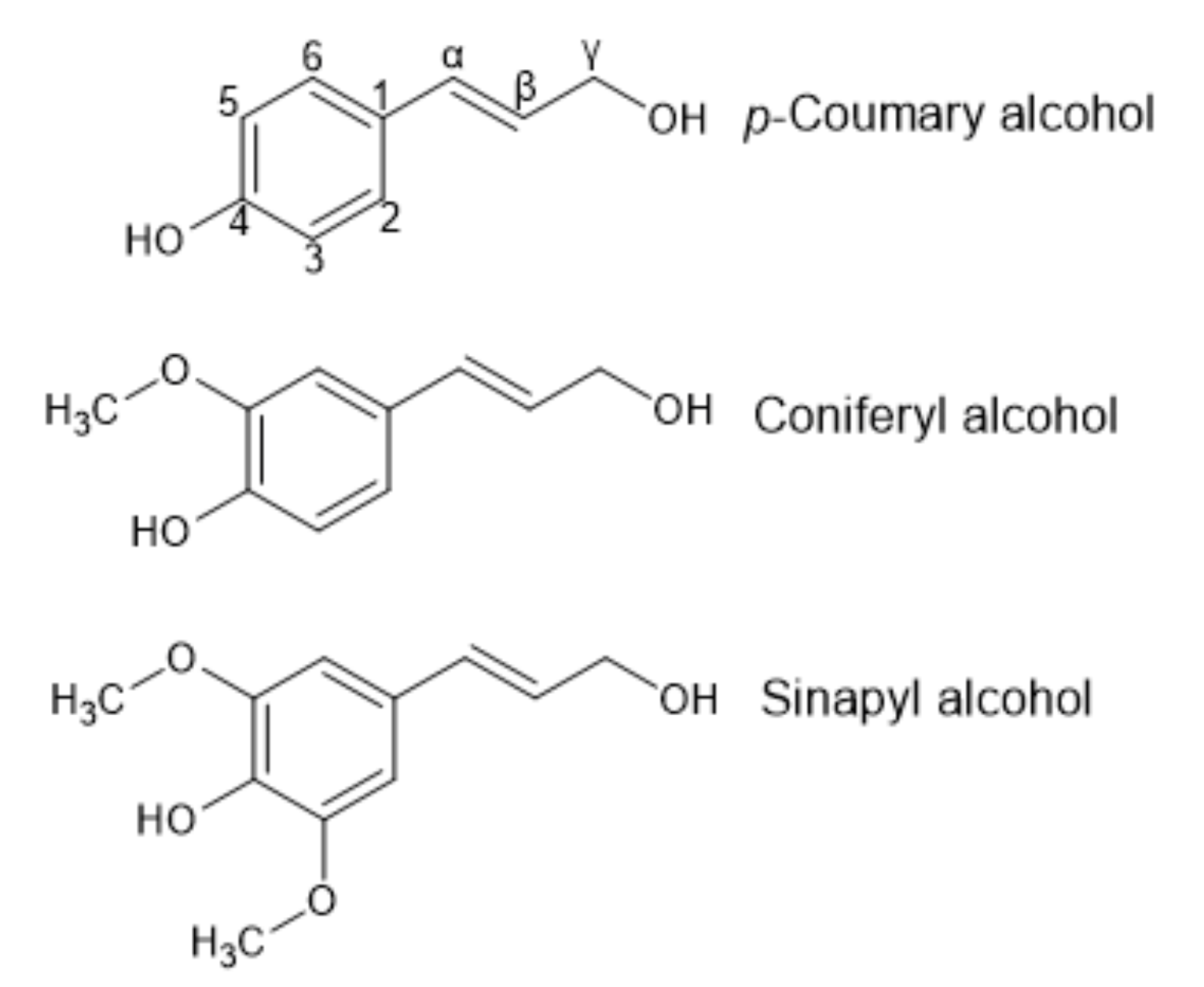
Lignin’s polymeric structure is comprised of monolignols, which are found in variable proportions, depending on the plant source [6] (Figure 1).
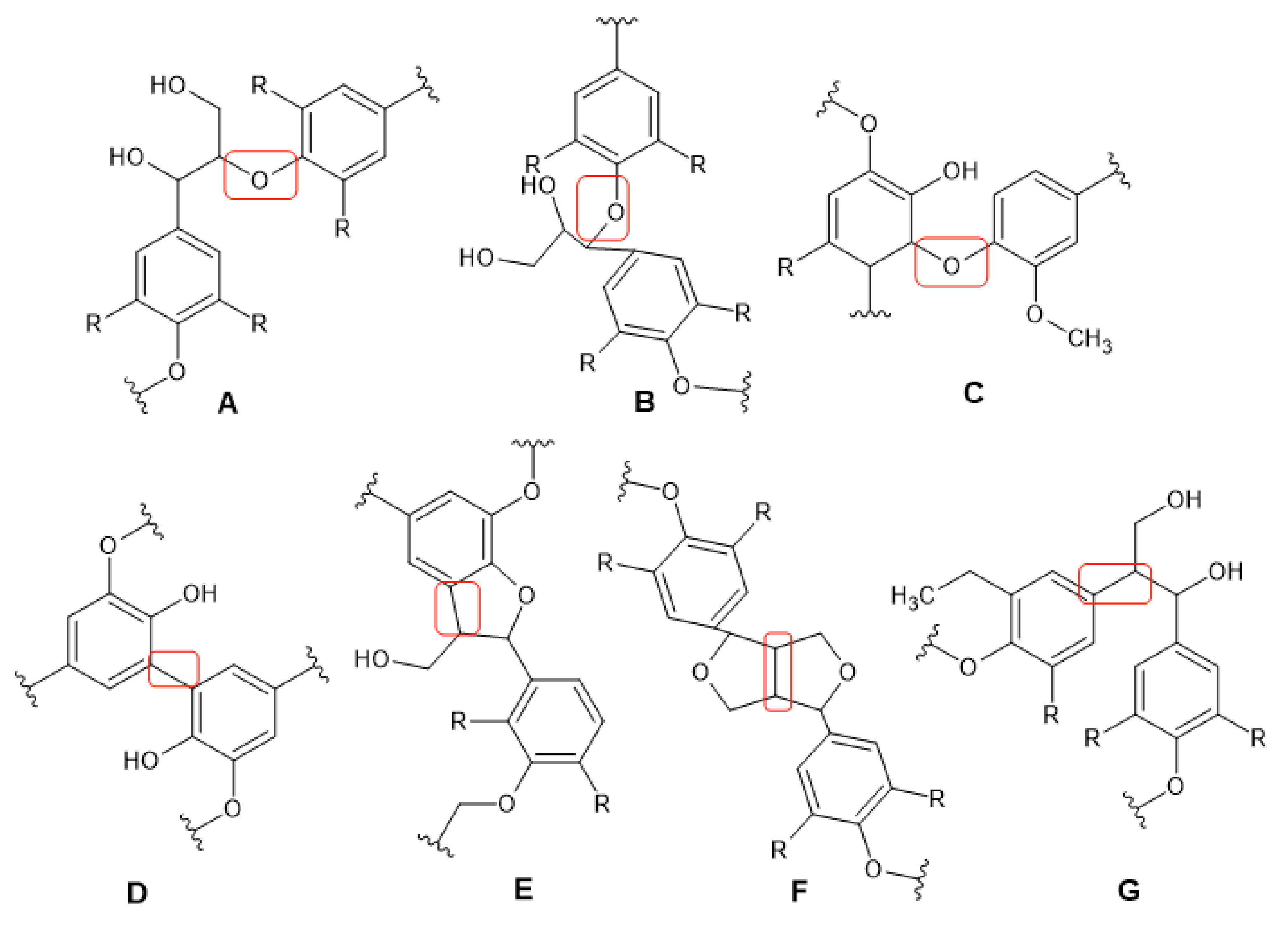
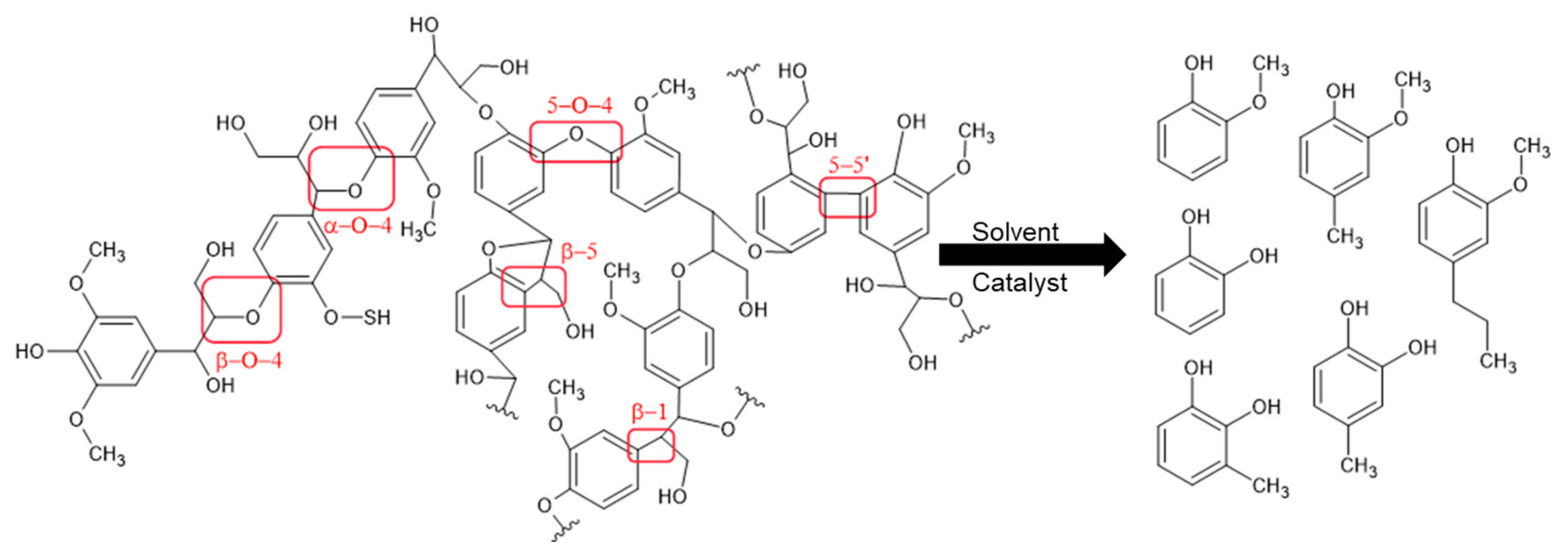
Together, these monolignols form the characteristic bonds that make the structure of lignin as shown in Figure 2. Depending on the plant from which the lignin originates and the isolation method used to obtain the lignin, the resulting structure contains different proportions of the chemical bonds, highlighted in red. This can lead to notable differences between lignins in terms of molecular weight, reactivity and solubility.
Lignin’s structure makes it a potential renewable source of aromatic chemicals that are currently only available from fossil fuel sources. These aromatic chemicals have high economic value as raw materials for diverse industries, as well as being a key component of jet fuel [7].
Diverse lignin depolymerization methods exist, such as pyrolysis, solvolysis and gasification [8]. Among these, pyrolysis tends to result in higher rates of char formation and higher oxygen content in the resulting bio-oil, whereas gasification allows high and fast conversion at the expense of char formation and products of lower economic value. Solvolysis, by using either a pure solvent or with a solvent mixture, results in minimal char formation and tends to favor the formation of low-oxygen-containing aromatic monomers [9]. These depolymerization methods, along with their reaction temperature and products, are briefly summarized in Table 1. Early studies employing solvolysis to depolymerize lignin suffered from high reaction temperature, long reaction time or high hydrogen pressure [10]; however, catalyst development and better understanding of the process have led to the development of less severe processes.
In this review, an analysis of the availability and opportunities of transforming KL to bio-oil and works published in the last decade regarding depolymerization of KL by solvolysis to bio-oils is given. By centering our analysis of the studies in the reaction media and catalyst used, we examine the trends in published studies and draw attention to and criticize the metrics used to evaluate these studies. Finally, a summary of the observed trends regarding KL depolymerization is given and recommendations are suggested.
2. Availability and Economic Importance of Kraft Lignin
Due to lignin’s ample abundance, it could serve as a sustainable source of aromatic chemicals, replacing the current oil-dependent process of catalytic reforming [12]. The most readily available source of isolated lignin comes from chemical pulping, such as Kraft and sulfite pulping, producing KL and lignosulfonates. While lignosulfonates have found extensive applications as resins and additives for concrete [13,14,15], their total production is very small compared to the potential availability of KL. Pulp production is mostly done through the Kraft process, with figures as high as 85% being reported [16].
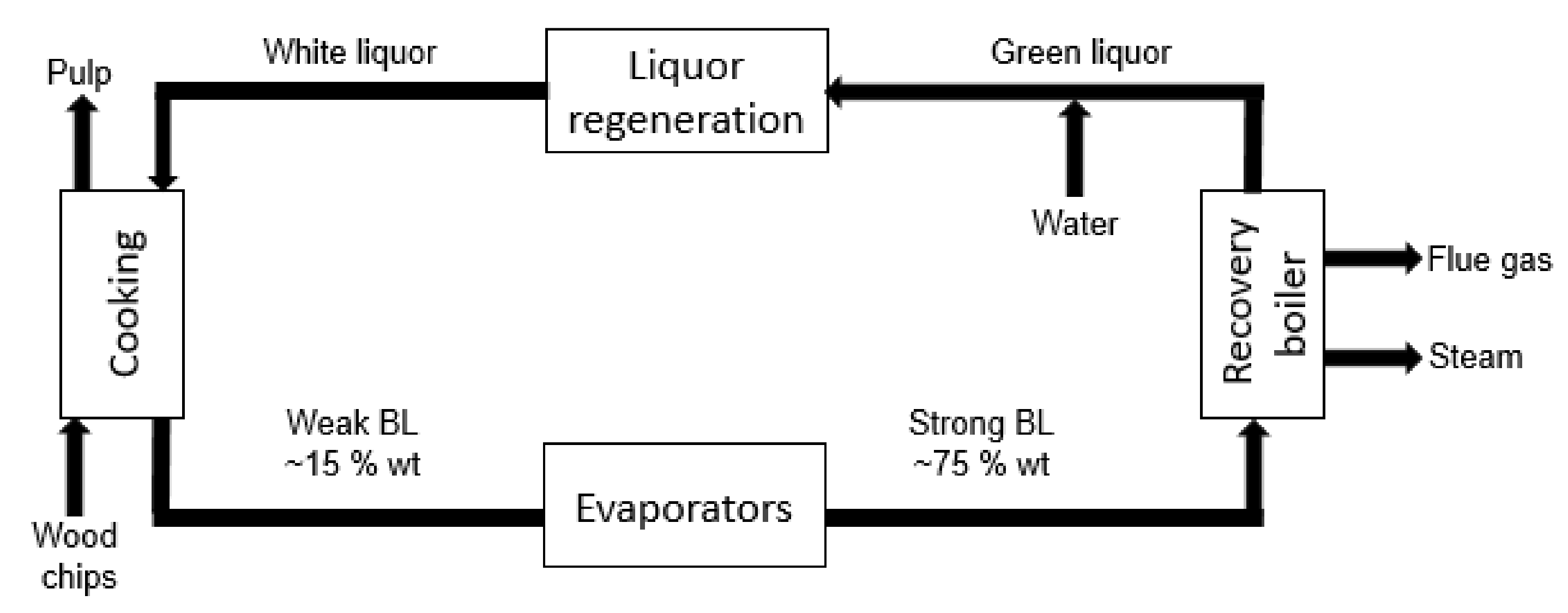
The Kraft process consists of the digestion of wood chips in a pressure vessel using white liquor, which is a solution of Na2S and NaOH, at high pressure and temperature ranging from 150 to 180 °C [17]. This separates the raw pulp from the lignin that is left dissolved in the cooking solution, now called black liquor (BL), which is then concentrated in evaporators and fed to a recovery boiler, which generates steam to provide heat and power the process, the molten pulping chemicals are then mixed with water to obtain green liquor and is then mixed with CaO in a causticizer to regenerate the spent pulping chemicals. This process is illustrated in Figure 3.
The lignin contained in the BL can be precipitated through acidification by mineral acids [18], or more recently by using CO2, as in the LignoforceTM process [19]. While the majority of the BL is burned in the recovery boiler to power the process, it is noted that in many cases, the energy needs of the process are met and removal of lignin through precipitation of black liquor is necessary to debottleneck the recovery boiler, to allow for more pulp to be produced [20].
It is estimated that the amount of removable KL from the process could be as high as 36% [21]. As the volume of produced Kraft pulp continues to grow [22] and the thermal efficiency of the mills continues to rise [23], the prospect of large quantities of KL being available becomes a very likely scenario.
The paper pulp industry has demonstrated interest in the development of value-added products from KL to diversify their product portfolios and generate new revenue streams. Currently, the most prominent applications of KL are its use as phenol replacement in resins [24], which are considered short- and near-term applications, while the development of bio-oil, nanomaterials and specific chemicals have yet to achieve technological and economic feasibility. Despite these possibilities, little progress has been made in developing an industrial-scale process of lignin depolymerization to bio-oil.
The challenges cited for depolymerization of lignin to bio-oil are many, with some of them applying for all types of biomass and others exclusively to lignin, among them, the most important ones are cited to be, firstly, the low energy density of most lignocellulosic biomass, making its collection expensive and creating logistic problems [25]; secondly, the need for mechanical or chemical pre-treatment [26]; and thirdly, the actual processing of the biomass into bio-oil [27]. The first and second disadvantages are largely circumvented in the case of KL, as it is available in situ and is readily processed into powder or pellets after drying, while the processing of KL into bio-oil remains a matter of debate due to the large diversity of existing methods involving different catalysts, solvents and reaction conditions.
For KL bio-oil to replace the role of fossil fuels in the economy, its properties have to be assessed, the most common comparison being with crude oil. In terms of elemental composition, KL contains, by weight: 65.1% carbon, 26.1% oxygen, 5.8% hydrogen, and 2.5% sulfur, with traces of chlorine and nitrogen making up less than 1% [19]. By contrast, the oxygen content of crude oil is usually below 2% [28]; this is of critical importance for bio-oil production, due to the negative properties associated with high-oxygen-containing organic species, such as low heating value, chemical instability and low pH. During the Kraft pulping process, the lignin undergoes extensive repolymerization and self-condensation, resulting in the presence of more carbon-carbon bonds which are harder to sever during depolymerization.
The cost of KL as feedstock is hard to assess, with low-purity isolated lignins being as cheap as 50 USD/MT to pure lignins going as high as 750 USD/MT. KL market value tends to hover around 260–500 USD/MT; however, it is important to take into account that this market value does not necessarily reflect the value of KL as feedstock, as currently only 2% of the total lignin produced yearly is sold, mostly in the form of lignosulphates for dispersants, adhesives, surfactants [29] and small quantities for R&D purposes. In practice, the real value of lignin from the pulp mill operator derives from the energy obtained from its combustion in the form of concentrated BL and by the fact that it allows the pulping chemicals to be regenerated. In short, for a pulping mill with consistent production, assessing the minimum market value of isolated lignin boils down to the cost of the energy that would be obtained from it and the processing cost necessary to isolate the lignin.
The governing factors of the lignin depolymerization reaction are hard to point out beyond reaction conditions such as temperature, pressure and reaction time. However, there seem to be largely three dominant factors in the resulting products obtained: the quality of the lignin, reaction media and catalyst used.
3. Lignin Solvolysis
Among the various lignin depolymerization methods, studies employing solvolysis make up a very significant portion of the total published studies. The advantages of solvolysis over other lignin depolymerization methods is that by choosing an effective solvent and reaction temperature, mass transfer limitations can be greatly reduced by allowing lignin to properly dissolve, while the temperature distribution inside the reactor (batch or continuous flow) is easier to control.
Water, alcohols, hydrocarbons and other solvents have been used as reaction media with varying degrees of success, usually in conjunction with some sort of homogeneous or heterogeneous catalyst and occasionally molecular hydrogen. This can be seen in the many trends seen lignin depolymerization studies. While the results reported in these studies are usually centered on the yield and the product distribution in the bio-oil obtained, it is hard to say with certainty which combination of factors is the best performing, with multiple, sometimes very distinct studies reporting bio-oil yields of above 80%. The bio-oil obtained is analyzed through various techniques, most prominently by gas chromatography–mass spectroscopy (GC-MS) and nuclear magnetic resonance (NMR) [30]. GC-MS allows for identification of aromatic monomers contained in bio-oil, but cannot identify larger oligomeric structures, whereas NMR provides insight about the nature of the chemical bonds found in the bio-oil, providing general understanding of the results of the reaction, for example the absence of β-O-4 ether bonds could correlate with good depolymerization results.
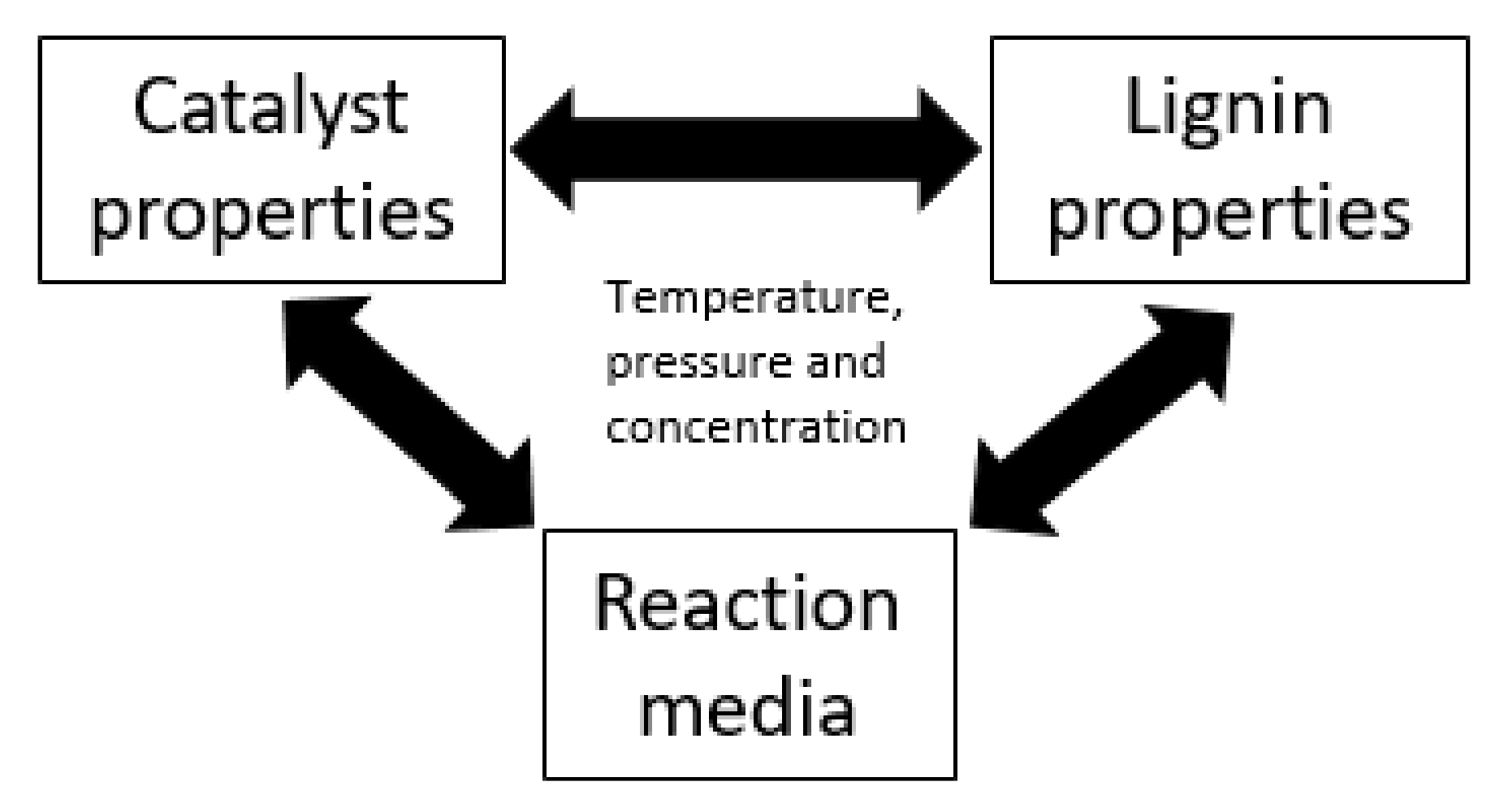
As illustrated in Figure 4 the performance of a lignin depolymerization reaction through solvolysis for a given type of lignin depends on the interaction between three controlling factors. Concretely, the three pairs of interactions are described as follows: Firstly, the lignin–catalyst interaction is relatively well understood, as catalysts used in studies are designed using analogies on the basis of the functional groups present in lignin, for example promoting hydrogenation, hydrogenolysis or dehydration of hydroxyl or ether functional groups found in lignin moieties. Secondly, this same catalyst can simultaneously react with the reaction media itself, as is the case with alcohols, phenol, water and other solvents, donating hydrogen [31], preventing the formation of char [32], or as alkylating agents [33]; and thirdly, this same reaction media might display different levels of affinity for lignin, dissolving it to varying degrees at different temperatures, either by itself or in combination with other solvents [34], and may react with the catalyst to decompose and form hydrogen through steam reforming and water gas shift reactions that occur simultaneously for alcohols [35,36]. The overall depolymerization process and some of the monomers found in bio-oil are shown in Figure 5.
Together, these interactions, mediated by the temperature, pressure and concentration of the reactants, present determine the yield and the quality of the obtained bio-oil. Most studies published to date have focused exclusively on one of these interactions, while neglecting the others, trying to find the “best” catalyst or the “optimal” reaction conditions for a given reaction media or lignin type. While satisfactory results may be possible by following this approach, it is reasonable to believe that by achieving deeper understanding of all the interactions that take place simultaneously during the process, we can aim to achieve not only high yields and good quality of bio-oil, but also to do so economically and at industrial scale.
4. The Role of Reaction Media on Kraft Lignin Depolymerization
4.1. Sub- and Supercritical Water as Reaction Medium
Depolymerization of KL in sub- and supercritical water is usually carried out in conjunction with basic homogeneous catalysts of varying strengths such as NaOH, KOH, K2CO3 and Na2CO3, the addition of a basic catalyst seems to improve the reaction performance through at least two mechanisms: Firstly, by improving the solubility of KL in the aqueous solution; and secondly, by preventing to a certain degree the magnitude of repolymerization that happens during the reaction. While the use of basic homogeneous catalysts appears to be the norm in hydrothermal depolymerization, there have been a few instances of hydrothermal studies using heterogeneous catalysts, notably zeolites ZSM-5 [37] and SBA-15, in conjunction with Na2CO3 [38].
In terms of reaction performance, the yield of bio-oil obtained varies significantly among studies, with studies at low temperatures in absence of catalyst showing yields of 9.7% [39] of bio-oil and large formation of char and studies at higher temperatures employing phenol as capping agent to prevent repolymerization reporting a yield of 102.3% [40] on lignin-weight basis. Some of the trends observed in these studies include: how basic pH correlates with the minimization of char formation, with the optimal value appearing to be pH of 9.1 for the feed and increasing gradually if it goes above that value [37]; higher temperature, particularly around the critical point of water (374 °C, 22 MPa), increases the oil yield [38,40,41], but if in absence of a catalyst it can still result in high char formation [42].
4.2. Short-Chain Alcohols as Reaction Media
The prevalence of studies employing short-chain alcohols (C1-C4) as reaction media for KL depolymerization is high, the motivations for these are: KL displays significantly higher solubility in short-chain alcohols than in pure water, facilitating the reaction, additionally the occurrence of low-temperature dry alcohol reforming [37] and hydrogen donating capacity of alcohols [43], reduces the oxygen content of the resulting bio-oil and prevents the formation of char. The occurrence of these two hydrogen forming reactions is mediated by the temperature, reaction time and catalyst used, with various reduced transition metals in diverse supports displaying notable performance.
Low-temperature KL depolymerization experiments carried out by [44] highlighted this reaction behavior, where reactions were carried out at 150 °C in the presence of a titanium nitride-nickel catalyst in ethanol, the products obtained show a strong bias towards the production of guaiacol related chemical species, by contrast the study of [45] reports the formation of almost exclusively oxygen-free aromatic monomers at 280–330 °C in the presence of a MoC1-x/Cu-MgAlO catalyst, using ethanol as the reaction medium. While it is important to point out that the catalysts used in these two studies are different, the trend shows that in the presence of a transition metal catalyst, ethanol biases the reaction products towards less oxygenated species with higher temperature and longer reaction time, accordingly.
Methanol has also been successfully used as a reaction medium [46] in the presence of NiSn oxide as catalyst at 280 °C, obtaining 80% bio-oil yield, similar to in [47] with the use of NiW, NiMo or CoMo supported in alumina, activated carbon or ZSM-5 at 320 °C, obtaining 80% methanol soluble oil comprised mostly of alkylphenols.
Among all the short-chain alcohols, use of isopropanol displays outstanding results, ref. [48] reporting up to 98.8% bio-oil yield, comprised of aromatic monomers and cycloalkenes at long reaction times. Similarly, ref. [49] reported bio-oil yield reaching over 100% due to isopropanol’s activity as an alkylating agent, with the bio-oil consisting of large amounts of cycloalkenes at extended reaction times.
4.3. Dioxane and Other Solvents as Reaction Media
Dioxane has been used as a reaction medium in several KL depolymerization studies in conjunction with other solvents such as water [50], ethanol [51] and most prominently with methanol [46,52,53,54,55]. KL is not especially soluble in dioxane, but when used in conjunction with other solvents, the solubility is drastically increased, allowing lignin to interact more freely with any present catalyst and reduce the chance of char formation. Bio-oil yields over 80% are commonly seen [51,52]; however, dioxane does not display any hydrogen donating activity, resulting in low monomer formation and high oxygen content in the bio-oil obtained.
In addition to dioxane, acetone [56] and dodecane [57,58] have been used as reaction media in KL depolymerization in a few studies. Acetone by itself does not dissolve KL extensively, but when combined with water its solubilizing capabilities increase drastically [59]. A bio-oil yield of 93% is reported in [56]; it is important to note that this study employs direct hydrogen pressure, as acetone does not possess hydrogen donating capacity. Dodecane as reaction medium does not possess hydrogen donating properties; thus, its only role in the reaction is to facilitate the interaction of lignin with the catalyst.
4.4. Solvent–Water Mixtures
KL depolymerization studies employing mixtures of solvents and water are numerous. There are two main reasons for this: solubility of KL is higher in alcohol–water mixtures [60], and most short-chain alcohols display some degree of hydrogen donating capacity through the steam reforming and water gas shift reaction that occurs simultaneously [35,36]. The most common combination seen is ethanol and water [61,62,63,64,65]. The study conducted by [61] highlighted the behavior of alcohol–water (ethanol, isopropanol) mixtures as reaction media for KL depolymerization, where in the absence of a catalyst the bio-oil yield drop significantly, but more importantly it resulted in greater concentration of oxygen containing monomers such as guaiacolics and catechol. By adding a simple Pt/Al2O3 or Rh/Al2O3 catalyst to the same experiments, the product selectivity shifted towards the formation of less oxygenated species, albeit at the expense of some of the bio-oil yield. Ref. [64] employs the same combination of ethanol and water as the reaction medium as used in [61], and under similar reaction conditions, but with the addition of formic acid (FA) as in situ source of hydrogen, showing that a 50/50 v/v mixture of ethanol and water produces a 90% yield of bio-oil and minimizes the formation of char to 1%. A similar experiment was carried out by [66] using methanol and methanol–water mixtures as reaction media in the presence of HZM-5 zeolite and NaOH as catalysts. The experiments employing pure methanol as the reaction medium displayed lower lignin conversion as well as higher formation of char, whether this difference caused exclusively by KL’s higher solubility in methanol–water mixtures is not clear [60]. In general, it seems alcohol–water mixtures improve the performance of the lignin depolymerization reaction by both increasing the solubility of KL, donating hydrogen and potentially serving as a reactant to suppress the formation of char if in the presence of an acid catalyst, resulting in the formation of alkyl-phenols [67].
Other less prominent combinations of solvents and water are dioxane–water and phenol–water [50,68]. In [50], a mixture of a 9:1 dioxane–water mixture (v/v) was used as the reaction medium in the presence of an HTaMoO6 and Rh/C catalysts simultaneously in addition to hydrogen pressure. Prior work [68] uses phenol as a co-solvent for water at 4.1% wt, due to phenol’s limited solubility in water (roughly 8 g per 100 g of water) it is difficult to call this a solvent mixture. However, phenol suppresses the formation of char by reacting with active species. In Table 2, a comparison of the best performing studies of this section in basis of bio-oil yield produced shown on the basis of the solvent used for the different reaction media categories listed in the previous section.
As seen in Table 2, studies employing diverse reaction media can achieve bio-oil yields of 80%, the reactions optimal reaction temperature seems to be somewhere around 300 °C for most studies, reaction time varies significantly among studies, with higher reaction times often correlating with higher bio-oil yield. The composition of the bio-oil obtained is affected by the presence or absence of a source of hydrogen, either directly through molecular H2 or available in situ from the reaction media. Experiments that do not involve a source of hydrogen report a much higher presence of guaiacol-like species, whereas those that do show a lower incidence of oxygen-containing groups (e.g., hydroxyl, methoxy), and in the case of those that use alcohols, a higher incidence of alkylphenols due to alcohols’ ability to act as an alkylating agent. As a conclusion to this section, it is possible to obtain high bio-oil yield regardless of the reaction medium used; however, some might result in lower oxygen containing bio-oil, or could represent operational advantages/disadvantages from an operational standpoint if the process were to be scaled up from laboratory to industrial scale, such as cost of reaction media, solvent recovery or purification and ease of post-reaction separation of bio-oil.
5. Catalysts in Kraft Lignin Depolymerization
5.1. Noble Metal Catalysts
Noble metals have been used extensively in many chemical processes, notably among them hydrogenation and hydrogenolysis processes. When used in lignin depolymerization reactions in the presence of hydrogen gas, their activity in hydrogenation reactions is clearly shown; this is illustrated by [56], where bio-oil yields above 90% were obtained across different experiments by using Ru supported in activated carbon or alumina under 10 MPa of hydrogen gas at 350 °C with a reaction time of 1 h, the resulting product distribution had a bias towards low oxygen products in addition the usual guaiacolics. In the presence of reaction media that can donate hydrogen, such as in [48], where they employed noble metals (Pd, Pt, Ru, Rh) supported in carbon as a catalyst in the presence of isopropanol as the reaction medium, bio-oil yields above 100% were reported, partly due to the interaction of isopropanol with the lignin. Of the noble metal catalysts, Ru [56,57] and Rh [69,70,71] have displayed outstanding performance compared to the other noble metal catalysts. Studies employing noble metals as catalysts have reported good bio-oil yields and product selectivity biased towards less oxygenated compounds, so long as there is hydrogen available in the reaction media, either produced in situ or fed directly at the beginning of the reaction.
5.2. Non-Noble Metal Catalysts
Non-noble metals have been extensively used in many chemical processes, notably those related to petro-chemistry, such as removal of oxygen, nitrogen or sulfur from hydrocarbons by hydrotreating [72]. Catalysts containing Ni, Mo, Co and W have been used in lignin depolymerization either by themselves or in bi-metallic catalysts. Among these, Ni has been used in a large number of studies with good results; in [65], a 10% wt Ni catalyst was supported in neutral and acidic support materials with ethanol–water mixture as the reaction medium resulted in higher bio-oil yield than a supported 5% wt Ru catalyst, albeit by using higher metal loading. The same trend can be seen in [56], where the same 10% wt Ni and 5% wt Ru catalysts were used in supercritical acetone under direct hydrogen gas pressure, once again with the Ni catalyst, resulting in similar and sometimes superior bio-oil yields when compared to the Ru catalyst. Notable results have also been obtained by using Ni in combination with other transition metals such as Cu [49], Sn [46], Mo [58] and W [47]. While it is clear that Ni in combination with other metals displays good catalytic activity, the reaction behavior observed follows that seen with noble metal catalysts, where the results obtained are highly dependent on the availability of hydrogen in the reaction media, either produced in situ or directly fed as hydrogen gas.
5.3. Role of Support Materials in Catalysts for Kraft Lignin Depolymerization
The heterogeneous catalysts used in KL depolymerization studies can be roughly divided into neutral and acidic support materials. The main purpose of these support materials is to disperse the various transition metals used as the active phase of the catalyst, preventing agglomeration and guaranteeing efficient use of the potentially expensive metals used. However, in many cases, the support itself plays a role in the reaction depending on the chemical properties it possesses.
5.3.1. Acidic Support Materials
Various acidic support materials have been used in catalysts employed in KL depolymerization studies; of these, in the majority of the studies zeolites, alumina or metal oxides were used. In the case of zeolite-supported catalysts, most of the studies involve the use of alcohol or alcohol–water mixtures as the reaction media; [49] used Ni-Cu supported in various zeolites (H-beta, ZSM-5, MAS-7, MCM-41, SAPO-11) in the presence of isopropanol as the reaction medium, obtaining bio-oil yields above 85% for all used zeolites. The presence of acidic sites and mesoporosity across all zeolites had a positive impact in bio-oil yields when compared to non-catalyzed experiments. In the same vein, ref. [47] used conventional hydrotreatment metals (Ni, Mo, W, Co) supported on ZSM-5 in the presence of methanol as the reaction medium under hydrogen pressure. The resulting product selectivity is biased towards the formation of alkylphenols but also the formation of 30 wt.% char, due to the high acidity in the ZSM-5 support. Studies using alumina as catalyst support are also common; [61] reported the use of Pt and Rh supported in alumina for KL depolymerization in mixtures of isopropanol, ethanol or acetone with water. The modest acidity present in alumina was reported to have positively impacted the reaction performance, particularly in the case of ethanol, where the selectivity strongly favored the formation of less oxygenated species. In the case of metal oxides, ref. [50] carried out KL depolymerization in a dioxane–water mixture in the presence of an HTaMoO6 and Rh/C catalyst under hydrogen gas pressure, obtaining outstanding bio-oil yield and minimal formation of char. However, despite the presence of hydrogen gas, the products obtained were biased mostly towards guaiacol and structurally similar compounds. The support’s acidity can clearly affect reaction performance positively by allowing the formation of alkylphenols via Friedel-crafts alkylation; this is especially true for zeolites [73] and metal oxides [74] if in the presence of a short-chain alcohol such as methanol, ethanol or isopropanol; this in turn can also increase the bio-oil yield to above 100% due to the addition of said alkyl groups to the original lignin aromatic rings. It must be kept in mind that excessive acidity can increase the formation of char if the species present in the reaction media are not able to prevent repolymerization side reactions.
5.3.2. Neutral Support Materials
Neutral support materials lack the acid sites that acidic support materials possess, their purpose being mostly to provide a medium for the active phase to disperse. Activated carbon has been extensively used in catalysts for KL depolymerization studies, usually in combination with mixed transition metals with outstanding results; [48] used Pt, Pd, Ru and Rh supported in activated carbon in the presence of isopropanol as the reaction medium for KL depolymerization, obtaining over 100% bio-oil yield in some their experiments. In [62]’s work, Pt, Ni, Ru, Pd supported in activated carbon was used in the presence of ethanol–water mixture (1:1 wt.%) for KL depolymerization without additional hydrogen. The obtained product distribution contains mostly guaiacolic compounds, which is in line with the metals used and the absence of additional hydrogen. In studies where the reaction media does not provide hydrogen, good results can be obtained so long as hydrogen is directly provided, such as in [56]’s experiments involving the use of Ni, Mo, Ru and W supported in activated carbon in the presence of supercritical acetone as the reaction medium under hydrogen pressure, obtaining a bio-oil yield above 95%. Overall, the key difference between acidic and neutral supports lies in the fact that the presence of acid sites contributes to the lowering of the oxygen content in the resulting bio-oil by promoting dehydration of guaiacolics [75] and aiding the formation of alkylphenols if short-chain alcohols are present [67].
In Table 3, a comparison of the most outstanding studies ordered on the basis of catalyst is shown, illustrating that, overall, good results are possible with a wide variety of catalysts.
6. Conclusions and Recommendations
6.1. Conclusions
In this review, we analyzed and compared the impact of reaction medium and catalyst choice in KL depolymerization studies. The diversity of reaction conditions makes direct comparison of studies difficult; however, some key points can be stated clearly on the basis of our analysis: the chosen reaction medium primarily serves the purpose of dissolving the KL, but it is clear that at the proper temperature it can provide hydrogen that reduces the oxygen content of the resulting bio-oil through hydrogenation, hydrogenolysis or dehydration of oxygen-containing molecules such as guaiacolics. Alcohols can also create a positive impact on the resulting bio-oil by serving as alkylating agents, further minimizing the oxygen content of the bio-oil and preventing the formation of char. This solvent behavior is strongly linked to the choice of catalyst used, due to the large overlap in catalyst composition for catalysts used in reforming of alcohol, either dry or with steam or by hydrogen transfer. Other solvents that do not undergo these reactions are unable to provide hydrogen to reduce the oxygen content of the resulting bio-oil or react with the active species responsible for the formation of char; for these reasons, they require the addition of molecular hydrogen to obtain high-quality bio-oil.
Because of the aforementioned points, the performance of the catalyst used in KL depolymerization depends largely on the solvent used. Assuming that the addition of molecular hydrogen is not possible, the performance of those catalysts that simultaneously promote oxygen-removing and hydrogen generating reactions will be largely dependent on the use of alcohols or other solvents capable of generating hydrogen in situ. If the addition of molecular hydrogen is possible, the role of the catalyst can be exclusively to promote hydrogenation and hydrogenolysis of the bio-oil produced.
However, while the absence of molecular hydrogen or hydrogen donating species negatively impact the oxygen content of the bio-oil, it is still possible to obtain high bio-oil yields, so long as the formation of char is prevented, either by the use of a strong alkali salt catalyst or by the addition of sufficient phenol or char-preventing compound.
In short, this means that it is possible to obtain high yields of bio-oil regardless of the solvent or catalyst used, so long as the solvent provides a source of hydrogen and prevents the formation of char to the necessary extent.
6.2. Recommendations
It is clear from the previous analysis that there are multiple combinations that can produce high yields and good quality of KL bio-oil. It is for this reason that the metrics used to evaluate the success or failure of these studies need to be reassessed. Higher heating value (HHV) and elemental composition of the bio-oil compared to the process conditions (reaction time, temperature) could serve as a better indicator of the viability of the process, so long as the yield of bio-oil remains high enough.
For KL depolymerization to bio-oil to be economically feasible at an industrial scale, attention should be paid to the cost of the solvent used; the use of alcohols as reaction media could be prohibitively expensive unless the benefits of using them outweigh their cost. The case for the production of cheap ethanol from lignocellulosic biomass or methanol from hydrogenation of captured CO2 in the coming decades could change the economics of the process. In the same vein, the cheap production of abundant hydrogen gas in the future could mean that KL bio-oil could be cheaper to upgrade after its production or could be added initially as the KL depolymerization reaction begins.
Due to the limited economic value of KL use as a feedstock and the marginal value of bio-oil, it is of the utmost importance that the catalyst used is readily regenerable or is only slowly deactivated; this concern is rarely assessed in studies. Based on the works analyzed in this review, we believe that future studies will focus on designing regenerable catalysts that are compatible with continuous reactors, ideally using non-noble metals and relatively simple synthesis methods. In terms of solvents, the choice of reaction medium will require a cost–benefit analysis with regard to the oxygen content in the resulting bio-oil, as well as the formation of char.
Ultimately, for KL to bio-oil to be economically competitive, attention should be paid to the economic trends regarding aromatic chemicals and the cost of other fuels.
Funding
This research received no external funding.
Acknowledgments
The first author would like to thank the Ministry of Education, Culture, Sports, Science and Technology of Japan (MEXT) for the scholarship provided to carry out the graduate studies. We would also like to thank Nippon Paper Group for providing samples of Kraft lignin used in this research.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Moriarty, P.; Honnery, D. Can renewable energy power the future? Energy Policy 2016, 93, 3–7. [Google Scholar] [CrossRef]
- Patel, M.; Zhang, X.; Kumar, A. Techno-economic and life cycle assessment on lignocellulosic biomass thermochemical conversion technologies: A review. Renew. Sustain. Energy Rev. 2016, 53, 1486–1499. [Google Scholar] [CrossRef]
- Saladini, F.; Patrizi, N.; Pulselli, F.M.; Marchettini, N.; Bastianoni, S. Guidelines for emergy evaluation of first, second and third generation biofuels. Renew. Sustain. Energy Rev. 2016, 66, 221–227. [Google Scholar] [CrossRef]
- Novaes, E.; Kirst, M.; Chiang, V.; Winter-Sederoff, H.; Sederoff, R. Lignin and Biomass: A Negative Correlation for Wood Formation and Lignin Content in Trees. Plant Physiol. 2010, 154, 555–561. [Google Scholar] [CrossRef] [Green Version]
- Cherif, M.F.; Trache, D.; Brosse, N.; Benaliouche, F.; Tarchoun, A.F. Comparison of the Physicochemical Properties and Thermal Stability of Organosolv and Kraft Lignins from Hardwood and Softwood Biomass for Their Potential Valorization. Waste Biomass Valorization 2020. [Google Scholar] [CrossRef]
- Dorrestijn, E.; Laarhoven, L.J.; Arends, I.W.; Mulder, P. The occurrence and reactivity of phenoxyl linkages in lignin and low rank coal. J. Anal. Appl. Pyrolysis 2000, 54, 153–192. [Google Scholar] [CrossRef]
- Al-Nuaimi, I.A.; Bohra, M.; Selam, M.; Choudhury, H.A.; El-Halwagi, M.M.; Elbashir, N.O. Optimization of the Aromatic/Paraffinic Composition of Synthetic Jet Fuels. Chem. Eng. Technol. 2016, 39, 2217–2228. [Google Scholar] [CrossRef]
- Pandey, M.P.; Kim, C.S. Lignin Depolymerization and Conversion: A Review of Thermochemical Methods. Chem. Eng. Technol. 2010, 34, 29–41. [Google Scholar] [CrossRef]
- Cao, L.; Yu, I.K.; Liu, Y.; Ruan, X.; Tsang, D.C.; Hunt, A.J.; Zhang, S. Lignin valorization for the production of renewable chemicals: State-of-the-art review and future prospects. Bioresour. Technol. 2018, 269, 465–475. [Google Scholar] [CrossRef]
- Dorrestijn, E.; Kranenburg, M.; Poinsot, D.; Mulder, P. Lignin Depolymerization in Hydrogen-Donor Solvents. Holzforschung 1999, 53, 611–616. [Google Scholar] [CrossRef]
- Wang, H.; Tucker, M.; Ji, Y. Recent Development in Chemical Depolymerization of Lignin: A Review. J. Appl. Chem. 2013. [Google Scholar] [CrossRef] [Green Version]
- Sterba, M.J.; Haensel, V. Catalytic Reforming. Ind. Eng. Chem. Prod. Res. Dev. 1976, 15, 2–17. [Google Scholar] [CrossRef]
- Aro, T.; Fatehi, P. Production and Application of Lignosulfonates and Sulfonated Lignin. ChemSusChem 2017, 10, 1861–1877. [Google Scholar] [CrossRef] [PubMed]
- Ghorbani, M.; Konnerth, J.; Herwijnen, H.W.; Zinovyev, G.; Budjav, E.; Silva, A.R.; Liebner, F. Commercial lignosulfonates from different sulfite processes as partial phenol replacement in PF resole resins. J. Appl. Polym. Sci. 2017, 135, 45893. [Google Scholar] [CrossRef]
- Huang, C.; Ma, J.; Zhang, W.; Huang, G.; Yong, Q. Preparation of Lignosulfonates from Biorefinery Lignins by Sulfomethylation and Their Application as a Water Reducer for Concrete. Polymers 2018, 10, 841. [Google Scholar] [CrossRef] [Green Version]
- Windeisen, E.; Wegener, G. Lignin as Building Unit for Polymers. Polym. Sci. A Compr. Ref. 2012, 10, 255–265. [Google Scholar] [CrossRef]
- Chakar, F.S.; Ragauskas, A.J. Review of current and future softwood kraft lignin process chemistry. Ind. Crop. Prod. 2004, 20, 131–141. [Google Scholar] [CrossRef]
- Sewring, T.; Durruty, J.; Schneider, L.; Schneider, H.; Mattsson, T.; Theliander, H. Acid Precipitation of Kraft Lignin from Aqueous Solutions: The Influence of pH, Temperature, and Xylan. J. Wood Chem. Technol. 2019, 39, 1–13. [Google Scholar] [CrossRef]
- Tomani, P. The lignoboost process. Cellul. Chem. Technol. 2010, 44, 53–58. [Google Scholar]
- Lundberg, V.; Bood, J.; Nilsson, L.; Axelsson, E.; Berntsson, T.; Svensson, E. Converting a kraft pulp mill into a multi-product biorefinery: Techno-economic analysis of a case mill. Clean Technol. Environ. Policy 2014, 16, 1411–1422. [Google Scholar] [CrossRef]
- Tomani, P.; Axegard, P.; Berglin, N.; Lovell, A.; Nordgren, D. Integration of lignin removal into a kraft pulp mill and use of lignin as a biofuel. Cellul. Chem. Technol. 2011, 45, 533–540. [Google Scholar]
- Insights, F. 13 August 2020. Pulp and Paper Market Size to Reach USD 368.10 Billion by 2027; Rising Usage of Smartphones & Internet to Boost Growth, Says Fortune Business Insights™. Available online: https://www.globenewswire.com/news-release/2020/08/13/2078087/0/en/Pulp-and-Paper-Market-Size-to-Reach-USD-368-10-Billion-by-2027-Rising-Usage-of-Smartphones-Internet-to-Boost-Growth-Says-Fortune-Business-Insights.html (accessed on 7 November 2020).
- Svensson, I.; Jönsson, J.; Berntsson, T.; Moshfegh, B. Excess heat from kraft pulp mills: Trade-offs between internal and external use in the case of Sweden—Part 1: Methodology. Energy Policy 2008, 36, 4178–4185. [Google Scholar] [CrossRef]
- Agrawal, A.; Kaushik, N.; Biswas, S. Derivatives and Applications of Lignin—An Insight. SciTech J. 2014, 1, 30–36. [Google Scholar]
- Stephen, J.D.; Mabee, W.E.; Saddler, J.N. Biomass logistics as a determinant of second-generation biofuel facility scale, location and technology selection. Biofuels Bioprod. Biorefining 2010, 4, 503–518. [Google Scholar] [CrossRef]
- Miao, Z.; Shastri, Y.; Grift, T.E.; Hansen, A.C.; Ting, K. Lignocellulosic biomass feedstock transportation alternatives, logistics, equipment configurations, and modeling. Biofuels Bioprod. Biorefining 2012, 6, 351–362. [Google Scholar] [CrossRef]
- Wang, H.; Pu, Y.; Ragauskas, A.; Yang, B. From lignin to valuable products–strategies, challenges, and prospects. Bioresour. Technol. 2019, 271, 449–461. [Google Scholar] [CrossRef]
- Fahim, M.A.; Alsahhaf, T.A.; Elkilani, A. (Eds.) Chapter 2—Refinery Feedstocks and Products. In Fundamentals of Petroleum Refining; Elsevier: Amsterdam, The Netherlands, 2010; pp. 11–31. ISBN 9780444527851. [Google Scholar]
- Bajwa, D.; Pourhashem, G.; Ullah, A.; Bajwa, S. A concise review of current lignin production, applications, products and their environmental impact. Ind. Crop. Prod. 2019, 139, 111526. [Google Scholar] [CrossRef]
- Mattsson, C.; Andersson, S.-I.; Belkheiri, T.; Åmand, L.-E.; Olausson, L.; Vamling, L.; Theliander, H. Using 2D NMR to characterize the structure of the low and high molecular weight fractions of bio-oil obtained from LignoBoostTM kraft lignin depolymerized in subcritical water. Biomass Bioenergy 2016, 95, 364–377. [Google Scholar] [CrossRef]
- Zhang, J. Catalytic transfer hydrogenolysis as an efficient route in cleavage of lignin and model compounds. Green Energy Environ. 2018, 3, 328–334. [Google Scholar] [CrossRef]
- Huang, X.; Korányi, T.I.; Boot, M.D.; Hensen, E.J. Ethanol as capping agent and formaldehyde scavenger for efficient depolymerization of lignin to aromatics. Green Chem. 2015, 17, 4941–4950. [Google Scholar] [CrossRef] [Green Version]
- Raj, K.J.; Malar, E.P.; Vijayaraghavan, V. Shape-selective reactions with AEL and AFI type molecular sieves alkylation of benzene, toluene and ethylbenzene with ethanol, 2-propanol, methanol and t-butanol. J. Mol. Catal. A Chem. 2006, 243, 99–105. [Google Scholar] [CrossRef]
- Sadeghifar, H.; Ragauskas, A. Perspective on Technical Lignin Fractionation. ACS Sustain. Chem. Eng. 2020, 8, 8086–8101. [Google Scholar] [CrossRef]
- Aouad, S.; Labaki, M.; Ojala, S.; Seelam, P.; Turpeinen, E.; Gennequin, C.; Aad, E.A. A Review on the Dry Reforming Processes for Hydrogen Production: Catalytic Materials and Technologies. Catal. Mater. Hydrog. Prod. Electro-Oxid. React. Front. Ceram. Sci. 2018, 2, 60–128. [Google Scholar] [CrossRef]
- Pal, D.; Chand, R.; Upadhyay, S.; Mishra, P. Performance of water gas shift reaction catalysts: A review. Renew. Sustain. Energy Rev. 2018, 93, 549–565. [Google Scholar] [CrossRef]
- Qi, S.; Hayashi, J.; Kudo, S.; Zhang, L. Catalytic hydrogenolysis of kraft lignin to monomers at high yield in alkaline water. Green Chem. 2017, 19, 2636–2645. [Google Scholar] [CrossRef]
- Rana, M.; Islam, M.N.; Agarwal, A.; Taki, G.; Park, S.; Dong, S.; Park, J. Production of Phenol-Rich Monomers from Kraft Lignin Hydrothermolysates in Basic-Subcritical Water over MoO3/SBA-15 Catalyst. Energy Fuels 2018, 32, 11564–11575. [Google Scholar] [CrossRef]
- Tang, K.; Zhou, X. The degradation of kraft lignin during hydrothermal treatment for phenolics. Pol. J. Chem. Technol. 2015, 17, 24–28. [Google Scholar] [CrossRef] [Green Version]
- Arturi, K.R.; Strandgaard, M.; Nielsen, R.P.; Søgaard, E.G.; Maschietti, M. Hydrothermal liquefaction of lignin in near-critical water in a new batch reactor: Influence of phenol and temperature. J. Supercrit. Fluids 2017, 123, 28–39. [Google Scholar] [CrossRef]
- Hidajat, M.J.; Riaz, A.; Park, J.; Insyani, R.; Verma, D.; Kim, J. Depolymerization of concentrated sulfuric acid hydrolysis lignin to high-yield aromatic monomers in basic sub- and supercritical fluids. Chem. Eng. J. 2017, 317, 9–19. [Google Scholar] [CrossRef]
- Islam, M.N.; Taki, G.; Rana, M.; Park, J. Yield of Phenolic Monomers from Lignin Hydrothermolysis in Subcritical Water System. Ind. Eng. Chem. Res. 2018, 57, 4779–4784. [Google Scholar] [CrossRef]
- Kim, K.H.; Brown, R.C.; Kieffer, M.; Bai, X. Hydrogen-Donor-Assisted Solvent Liquefaction of Lignin to Short-Chain Alkylphenols Using a Micro Reactor/Gas Chromatography System. Energy Fuels 2014, 28, 6429–6437. [Google Scholar] [CrossRef] [Green Version]
- Molinari, V.; Clavel, G.; Graglia, M.; Antonietti, M.; Esposito, D. Mild Continuous Hydrogenolysis of Kraft Lignin over Titanium Nitride–Nickel Catalyst. ACS Catal. 2016, 6, 1663–1670. [Google Scholar] [CrossRef]
- Yan, F.; Ma, R.; Ma, X.; Cui, K.; Wu, K.; Chen, M.; Li, Y. Ethanolysis of Kraft lignin to platform chemicals on a MoC1-x/Cu-MgAlOz catalyst. Appl. Catal. B Environ. 2017, 202, 305–313. [Google Scholar] [CrossRef]
- Zhang, B.; Li, W.; Dou, X.; Wang, J.; Jin, L.; Ogunbiyi, A.T.; Li, X. Catalytic depolymerization of Kraft lignin to produce liquid fuels via Ni–Sn metal oxide catalysts. Sustain. Energy Fuels 2020, 4, 1332–1339. [Google Scholar] [CrossRef]
- Narani, A.; Chowdari, R.K.; Cannilla, C.; Bonura, G.; Frusteri, F.; Heeres, H.J.; Barta, K. Efficient catalytic hydrotreatment of Kraft lignin to alkylphenolics using supported NiW and NiMo catalysts in supercritical methanol. Green Chem. 2015, 17, 5046–5057. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Zhao, L.; Liu, S.; Wang, Y.; Dai, L. High-quality bio-oil from one-pot catalytic hydrocracking of kraft lignin over supported noble metal catalysts in isopropanol system. Bioresour. Technol. 2016, 212, 302–310. [Google Scholar] [CrossRef]
- Kong, L.; Liu, C.; Gao, J.; Wang, Y.; Dai, L. Efficient and controllable alcoholysis of Kraft lignin catalyzed by porous zeolite-supported nickel-copper catalyst. Bioresour. Technol. 2019, 276, 310–317. [Google Scholar] [CrossRef]
- Jin, L.; Li, W.; Liu, Q.; Wang, J.; Zhu, Y.; Xu, Z.; Zhang, Q. Liquefaction of kraft lignin over the composite catalyst HTaMoO6 and Rh/C in dioxane-water system. Fuel Process. Technol. 2018, 178, 62–70. [Google Scholar] [CrossRef]
- Wu, Z.; Zhao, X.; Zhang, J.; Li, X.; Zhang, Y.; Wang, F. Ethanol/1,4-dioxane/formic acid as synergistic solvents for the conversion of lignin into high-value added phenolic monomers. Bioresour. Technol. 2019, 278, 187–194. [Google Scholar] [CrossRef]
- Li, W.; Dou, X.; Zhu, C.; Wang, J.; Chang, H.; Jameel, H.; Li, X. Production of liquefied fuel from depolymerization of kraft lignin over a novel modified nickel/H-beta catalyst. Bioresour. Technol. 2018, 269, 346–354. [Google Scholar] [CrossRef]
- Wang, J.; Li, W.; Wang, H.; Ma, Q.; Li, S.; Chang, H.; Jameel, H. Liquefaction of kraft lignin by hydrocracking with simultaneous use of a novel dual acid-base catalyst and a hydrogenation catalyst. Bioresour. Technol. 2017, 243, 100–106. [Google Scholar] [CrossRef] [PubMed]
- Dou, X.; Jiang, X.; Li, W.; Zhu, C.; Liu, Q.; Lu, Q.; Jameel, H. Highly efficient conversion of Kraft lignin into liquid fuels with a Co-Zn-beta zeolite catalyst. Appl. Catal. B Environ. 2020, 268, 118429. [Google Scholar] [CrossRef]
- Zhu, C.; Dou, X.; Li, W.; Liu, X.; Li, Q.; Ma, J.; Ma, L. Efficient depolymerization of Kraft lignin to liquid fuels over an amorphous titanium-zirconium mixed oxide supported partially reduced nickel-cobalt catalyst. Bioresour. Technol. 2019, 284, 293–301. [Google Scholar] [CrossRef] [PubMed]
- Yuan, Z.; Tymchyshyn, M.; Xu, C.C. Reductive Depolymerization of Kraft and Organosolv Lignin in Supercritical Acetone for Chemicals and Materials. ChemCatChem 2016, 8, 1968–1976. [Google Scholar] [CrossRef]
- Dong, L.; Lin, L.; Han, X.; Si, X.; Liu, X.; Guo, Y.; Wang, Y. Breaking the Limit of Lignin Monomer Production via Cleavage of Interunit Carbon–Carbon Linkages. Chem 2019, 5, 1521–1536. [Google Scholar] [CrossRef] [Green Version]
- Mukundan, S.; Atanda, L.; Beltramini, J. Thermocatalytic cleavage of C–C and C–O bonds in model compounds and kraft lignin by NiMoS2/C nanocatalysts. Sustain. Energy Fuels 2019, 3, 1317–1328. [Google Scholar] [CrossRef]
- Domínguez-Robles, J.; Tamminen, T.; Liitiä, T.; Peresin, M.S.; Rodríguez, A.; Jääskeläinen, A. Aqueous acetone fractionation of kraft, organosolv and soda lignins. Int. J. Biol. Macromol. 2018, 106, 979–987. [Google Scholar] [CrossRef]
- Ajao, O.; Jeaidi, J.; Benali, M.; Abdelaziz, O.Y.; Hulteberg, C.P. Green solvents-based fractionation process for kraft lignin with controlled dispersity and molecular weight. Bioresour. Technol. 2019, 291, 121799. [Google Scholar] [CrossRef]
- Fragoso, D.M.; Bouxin, F.P.; Montgomery, J.R.; Westwood, N.J.; Jackson, S.D. Catalytic depolymerisation of isolated lignin to fine chemicals: Depolymerisation of Kraft lignin. Bioresour. Technol. Rep. 2020, 9, 100400. [Google Scholar] [CrossRef]
- Zakzeski, J.; Jongerius, A.L.; Bruijnincx, P.C.; Weckhuysen, B.M. Catalytic Lignin Valorization Process for the Production of Aromatic Chemicals and Hydrogen. ChemSusChem 2012, 5, 1602–1609. [Google Scholar] [CrossRef]
- Lee, H.; Jae, J.; Ha, J.; Suh, D.J. Hydro- and solvothermolysis of kraft lignin for maximizing production of monomeric aromatic chemicals. Bioresour. Technol. 2016, 203, 142–149. [Google Scholar] [CrossRef] [PubMed]
- Huang, S.; Mahmood, N.; Tymchyshyn, M.; Yuan, Z.; Xu, C. Reductive de-polymerization of kraft lignin for chemicals and fuels using formic acid as an in-situ hydrogen source. Bioresour. Technol. 2014, 171, 95–102. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Huang, S.; Mahmood, N.; Zhang, Y.; Tymchyshyn, M.; Yuan, Z.; Xu, C. Reductive de-polymerization of kraft lignin with formic acid at low temperatures using inexpensive supported Ni-based catalysts. Fuel 2017, 209, 579–586. [Google Scholar] [CrossRef]
- Singh, S.K.; Ekhe, J.D. Solvent effect on HZSM-5 catalyzed solvolytic depolymerization of industrial waste lignin to phenols: Superiority of the water–methanol system over methanol. RSC Adv. 2014, 4, 53220–53228. [Google Scholar] [CrossRef]
- Cheng, F.; Brewer, C.E. Producing jet fuel from biomass lignin: Potential pathways to alkyl-benzenes and cycloalkanes. Renew. Sustain. Energy Rev. 2017, 72, 673–722. [Google Scholar] [CrossRef]
- Nguyen, T.D.; Maschietti, M.; Åmand, L.; Vamling, L.; Olausson, L.; Andersson, S.; Theliander, H. The effect of temperature on the catalytic conversion of Kraft lignin using near-critical water. Bioresour. Technol. 2014, 170, 196–203. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Zhao, L.; Liu, C.; Wang, Y.; Dai, L. Catalytic ethanolysis and gasification of kraft lignin into aromatic alcohols and H2-rich gas over Rh supported on La2O3/CeO2–ZrO2. Bioresour. Technol. 2016, 218, 926–933. [Google Scholar] [CrossRef]
- Luo, L.; Yang, J.; Yao, G.; Jin, F. Controlling the selectivity to chemicals from catalytic depolymerization of kraft lignin with in-situ H2. Bioresour. Technol. 2018, 264, 1–6. [Google Scholar] [CrossRef]
- Yang, J.; Liu, S.; Liu, C.; Wang, Y.; Dai, L. Correlation between Liquid Product Distribution and H2 Selectivity in Lignin Depolymerization. Chem. Eng. Technol. 2018, 41, 867–874. [Google Scholar] [CrossRef]
- Angelici, R.J. An overview of modeling studies in HDS, HDN and HDO catalysis. Polyhedron 1997, 16, 3073–3088. [Google Scholar] [CrossRef]
- Sun, Y.; Prins, R. Friedel-Crafts alkylations over hierarchical zeolite catalysts. Appl. Catal. A Gen. 2008, 336, 11–16. [Google Scholar] [CrossRef]
- Tagusagawa, C.; Takagaki, A.; Takanabe, K.; Ebitani, K.; Hayashi, S.; Domen, K. Layered and nanosheet tantalum molybdate as strong solid acid catalysts. J. Catal. 2010, 270, 206–212. [Google Scholar] [CrossRef]
- Li, W.; Wang, H.; Wu, X.; Betancourt, L.E.; Tu, C.; Liao, M.; Li, R. Ni/hierarchical ZSM-5 zeolites as promising systems for phenolic bio-oil upgrading: Guaiacol hydrodeoxygenation. Fuel 2020, 274, 117859. [Google Scholar] [CrossRef]
- Qiu, S.; Li, M.; Huang, Y.; Fang, Y. Catalytic Hydrotreatment of Kraft Lignin over NiW/SiC: Effective Depolymerization and Catalyst Regeneration. Ind. Eng. Chem. Res. 2018, 57, 2023–2030. [Google Scholar] [CrossRef]
Figure 1.
Structures of the three occurring monolignols in lignin.

Figure 2.
Chemical bonds found in lignin, comprised of both ether and carbon–carbon bonds (highlighted in red). (A) β-O-4, (B) α-O-4, (C) 4-O-5, (D) 5-5, (E) β-5, (F) β-β, (G) β-1.
Figure 2.
Chemical bonds found in lignin, comprised of both ether and carbon–carbon bonds (highlighted in red). (A) β-O-4, (B) α-O-4, (C) 4-O-5, (D) 5-5, (E) β-5, (F) β-β, (G) β-1.

Figure 3.
Simplified process diagram of Kraft pulping process.

Figure 4.
Controlling factors of the solvolysis reaction and their interactions, mediated by temperature, pressure and concentration.
Figure 4.
Controlling factors of the solvolysis reaction and their interactions, mediated by temperature, pressure and concentration.

Figure 5.
Depolymerization of lignin by solvolysis.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Temperatures and primary products from different depolymerization methods used in lignin depolymerization.
Table 1.
Temperatures and primary products from different depolymerization methods used in lignin depolymerization.
| Method | Temperature | Primary Products | References |
|---|---|---|---|
| Gasification | 700–1000 °C | Syngas | [11] |
| Pyrolysis | 300–600 °C | Gaseous hydrocarbons, bio-oil and char | [8] |
| Solvolysis | 200–350 °C | Bio-oil and char | [8] |
Table 2.
Bio-oil yields and products obtained from different solvolysis studies, ordered on the basis of reaction media used.
Table 2.
Bio-oil yields and products obtained from different solvolysis studies, ordered on the basis of reaction media used.
| Reaction Media | Catalyst | Reaction Conditions | Results | Ref. |
|---|---|---|---|---|
| Water | Ni/ZSM-5, Na2CO3 | 200 °C, 4 h, 4 MPa H2 | 83.4% oil yield | [37] |
| Methanol | NiW/NiMo/CoMo on alumina, ZSM-5 or AC | 320 °C and 35 bar H2 | 80% methanol soluble oil | [47] |
| Isopropanol | Ni-Cu on H-Beta, HZSM-5, MAS-7, MCM-41 and SAPO-11 | 330 °C for 3 h, purged with N2 | Bio-oil yield of 98.80 wt.% and monomer yield of 50.83 wt.% | [49] |
| Isopropanol | Pd/C, Pt/C and Ru/C, Rh/C | 270–350 °C, 1–5 h | Over 100% bio-oil yield | [48] |
| Dioxane-ethanol | None | 300 °C for 2 h | 55.2% bio-oil, monomers yield of 22.4% | [51] |
| Dioxane-methanol | Ru/C | 320 °C for 6 h | 93.44% bio-oil yield | [53] |
| Acetone | Ni, Ru, Mo, W on C | 100 bar H2, 250–350 °C | 93% bio-oil yield | [56] |
| Dodecane | Ru/NbOPO4 | 310 °C, 0.5 MPa H2, 40 h | 68% selectivity to arenes, liquid yield not specified | [57] |
| Ethanol–water | None | 200–350 °C, 1–2 h, 2 MPa with N2 | 90 wt.% oil yield | [64] |
| Ethanol–water | Ni10%/Zeolite and FHUDS-2) | 200–300 °C for 1–3 h | 93.5% oil yield | [65] |
| Dioxane–water | HTaMoO6 and Rh/C | 290–320 °C, 2–24 h, 2 MPa H2 | 95.6% bio-oil yield | [50] |
Table 3.
Bio-oil yields and products obtained from different solvothermal studies, ordered on the basis of the catalyst used.
Table 3.
Bio-oil yields and products obtained from different solvothermal studies, ordered on the basis of the catalyst used.
| Catalyst | Reaction Media | Reaction Conditions | Results | Ref. |
|---|---|---|---|---|
| Ru/C | Acetone | 100 bar H2, 250–350 °C | 95.2% liquid fraction | [56] |
| Pd, Pt, Ru and Rh on carbon | Isopropanol | 270–350 °C, 1–5 h | Total liquid yield over 100% | [48] |
| Ru/NbOPO4 | Dodecane | 310 °C, 0.5 MPa H2, 40 h of reaction | 68% selectivity to arenes | [57] |
| Rh supported on La2O3/CeO2–ZrO2 | Ethanol | 350 °C for 4 h. | Total liquid yield over 100% | [69] |
| Rh/La2O3/CeO2-ZrO2, Fe as a reductant | Isopropanol–water mixture | 373 °C for 2 h | Over 100% bio-oil rate | [70] |
| Rh/C and HTaMoO6 | Dioxane–water mixture | 290–320 °C, 2–24 h, 2 MPa H2 | 95.6% bio-oil yield | [50] |
| Ni 10%/Zeolite and FHUDS-2) | Water–ethanol mixture | 200–300 °C for 1–3 h | 93.5% KL liquid | [65] |
| Ni/C | Acetone | 100 bar H2 250–350 °C | 95.0% liquid fraction | [56] |
| Ni-Cu supported on H-Beta, HZSM-5, MAS-7, MCM-41 and SAPO-11 | Isopropanol | 330 °C for 3 h | 98.03% bio-oil yield | [49] |
| Ni–Sn metal oxide | Methanol or dioxane | 280 °C, 2 MPa H2, 1–24 h | 90%+ liquid yield at 24 h | [46] |
| NiW/SiC | Methanol | 3 MPa H2, 320 °C for 8 h | Max 74% methanol soluble liquid, 35.1% monomers | [76] |
| NiW/NiMo/CoMo on alumina, ZSM-5 or carbon | Methanol | 320 °C and 35 bar H2 | 80% methanol soluble oil | [47] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Garcia, A.C.; Cheng, S.; Cross, J.S. Solvolysis of Kraft Lignin to Bio-Oil: A Critical Review. Clean Technol. 2020, 2, 513-528. https://0-doi-org.brum.beds.ac.uk/10.3390/cleantechnol2040032
AMA Style
Garcia AC, Cheng S, Cross JS. Solvolysis of Kraft Lignin to Bio-Oil: A Critical Review. Clean Technologies. 2020; 2(4):513-528. https://0-doi-org.brum.beds.ac.uk/10.3390/cleantechnol2040032
Chicago/Turabian StyleGarcia, Abraham Castro, Shuo Cheng, and Jeffrey S. Cross. 2020. "Solvolysis of Kraft Lignin to Bio-Oil: A Critical Review" Clean Technologies 2, no. 4: 513-528. https://0-doi-org.brum.beds.ac.uk/10.3390/cleantechnol2040032