
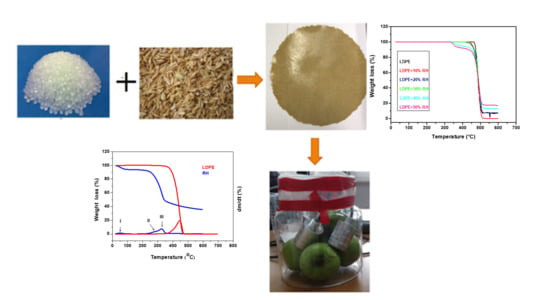
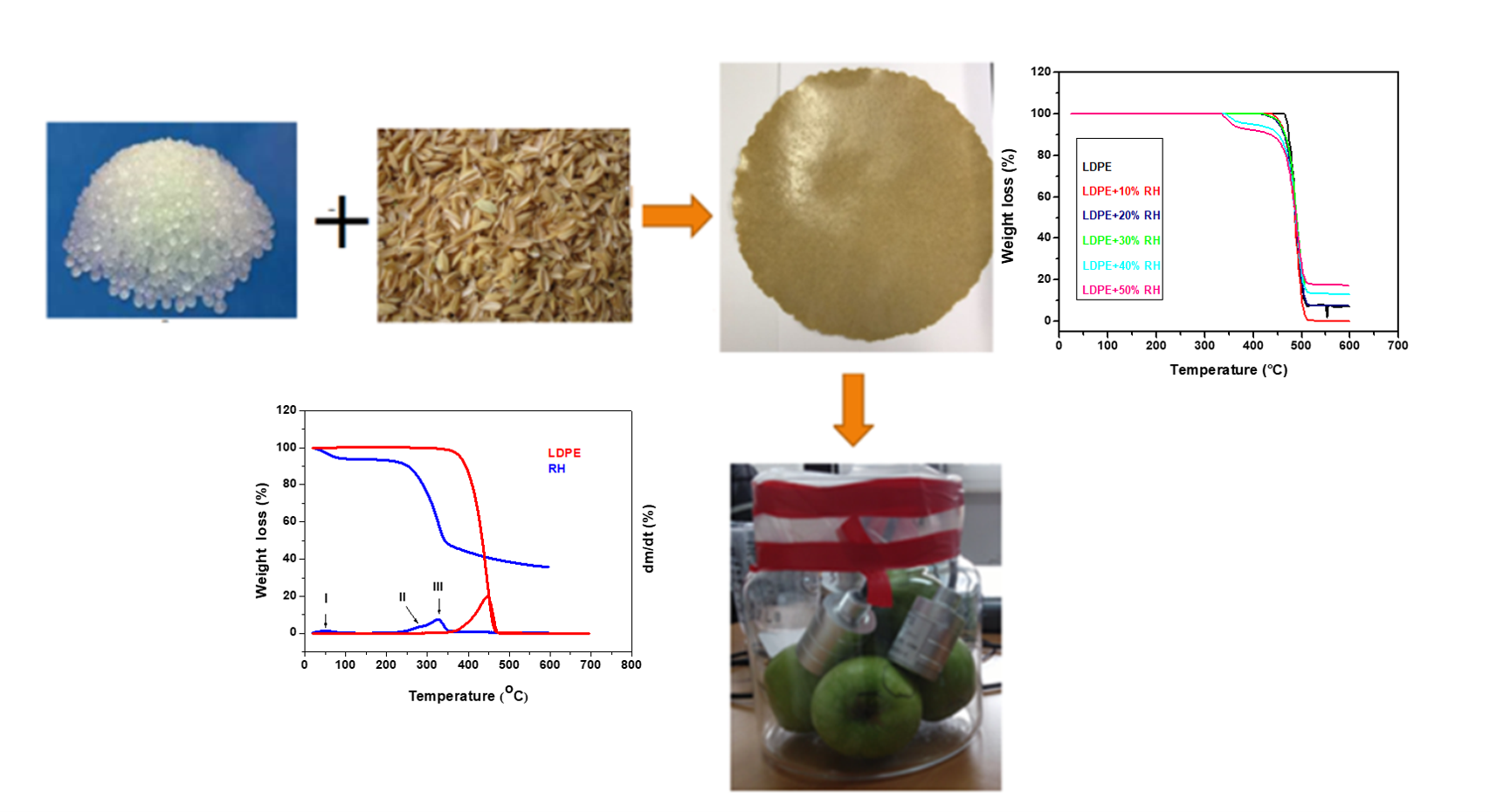
Preparation and Characterization of Polyethylene Biocomposites Reinforced by Rice Husk: Application as Potential Packaging Material


 ,
,  ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Details of Apple Respiration Measurement
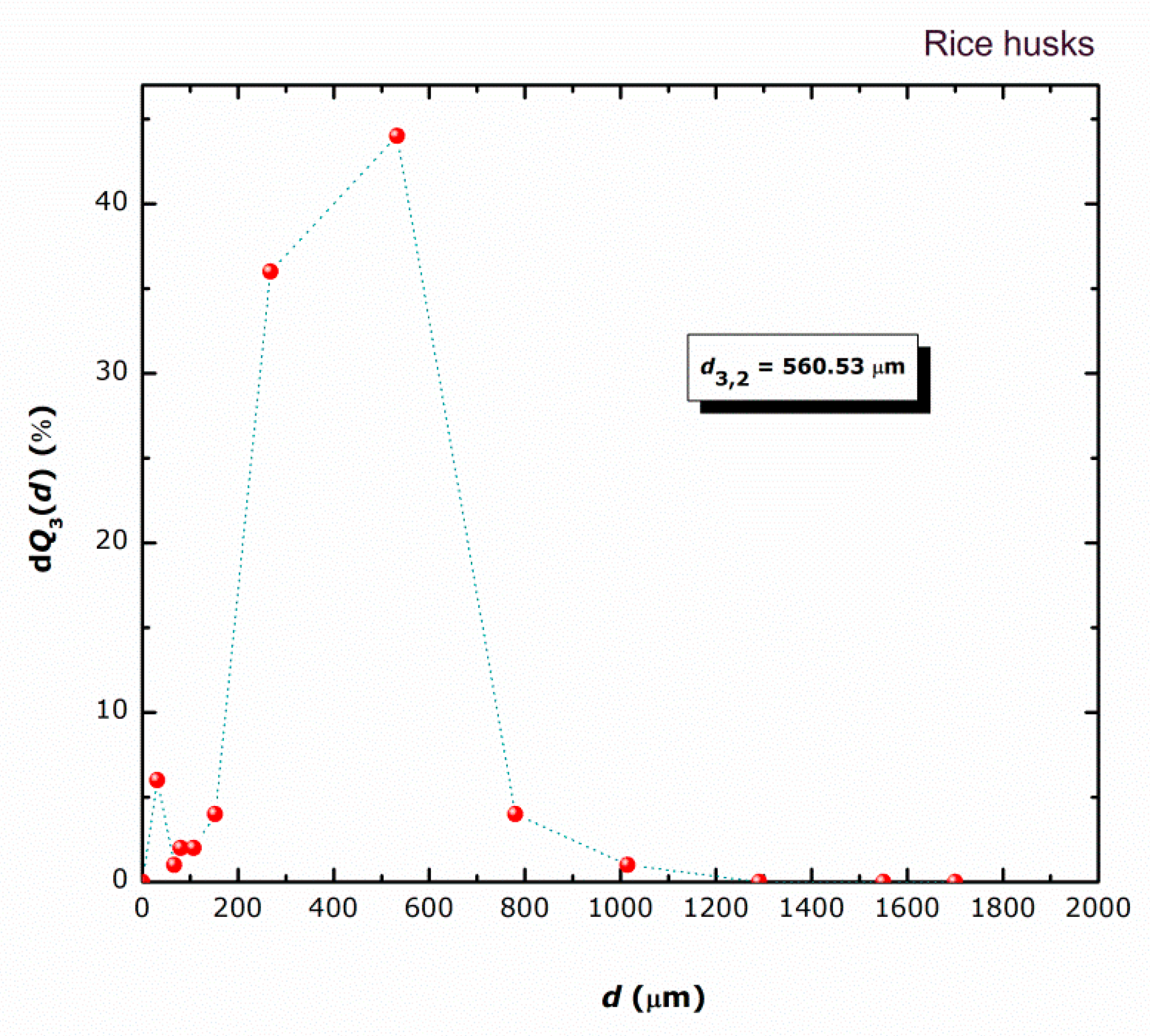
2.3. Particle Size Distribution of Rice Husks
2.4. Characterization
2.4.1. The Film Thicknesses
2.4.2. Water Vapour Permeability (WVP)
2.4.3. Water Absorption Test
2.4.4. Thermogravimetric Analysis
2.4.5. Differential Scanning Calorimetry (DSC)
2.4.6. Viscoelastic Properties
2.4.7. Mechanical Properties
2.4.8. Analysis of Apple Fruits
2.4.9. Composting Process
3. Results and Discussion
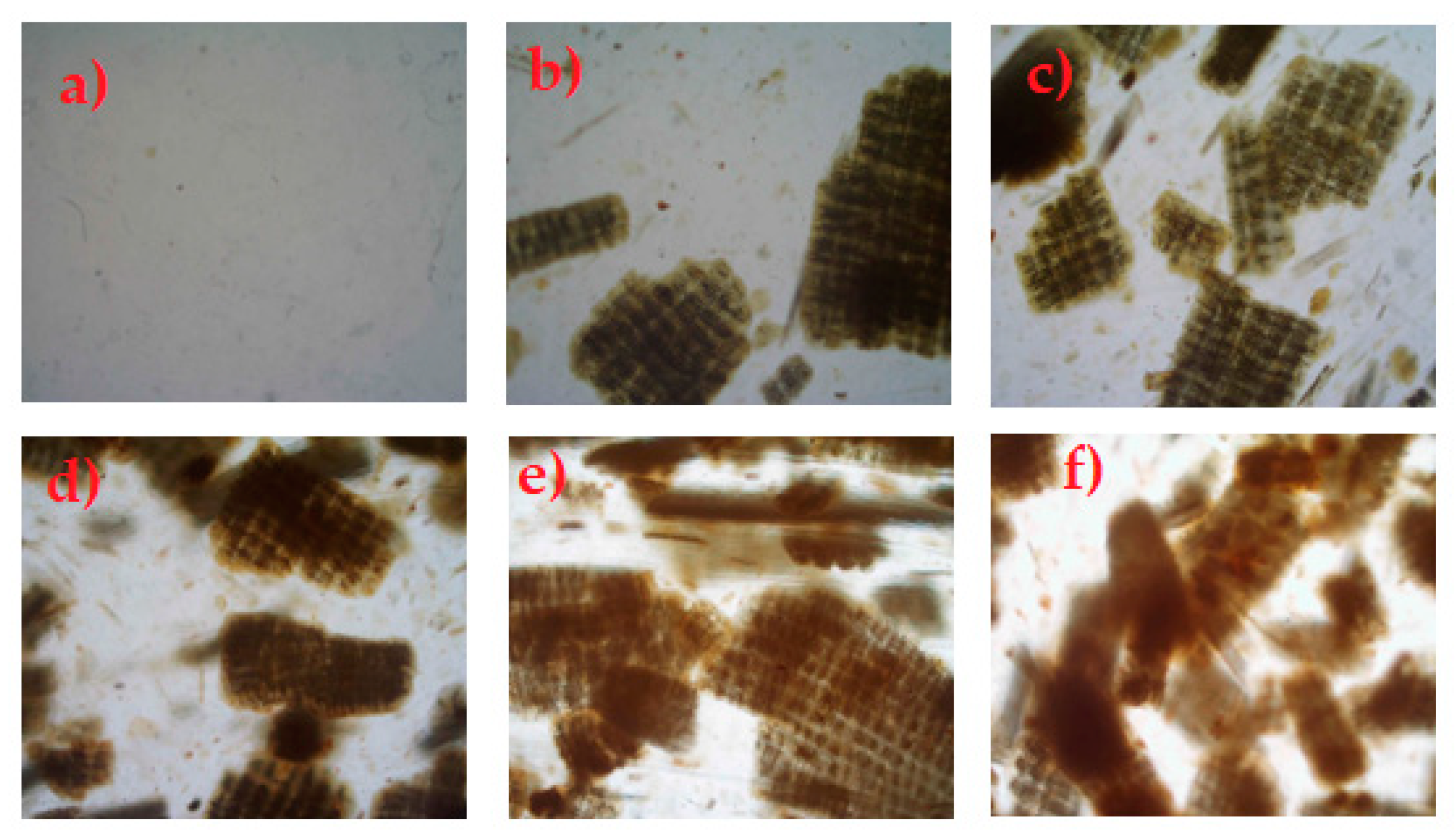
3.1. Particle Size Distribution of Rice Husks
3.2. Thickness
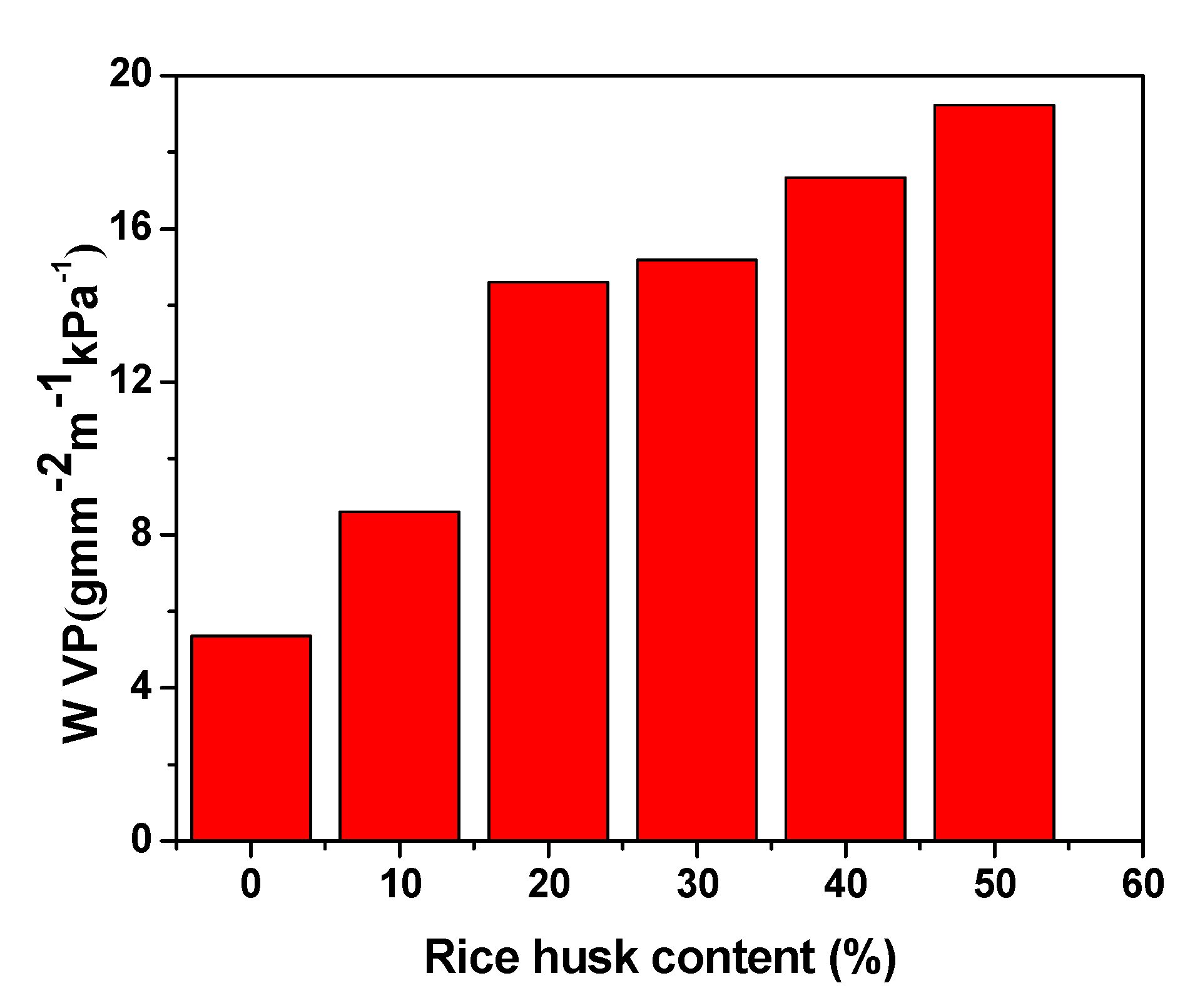
3.3. Water Vapour Permeability (WVP)
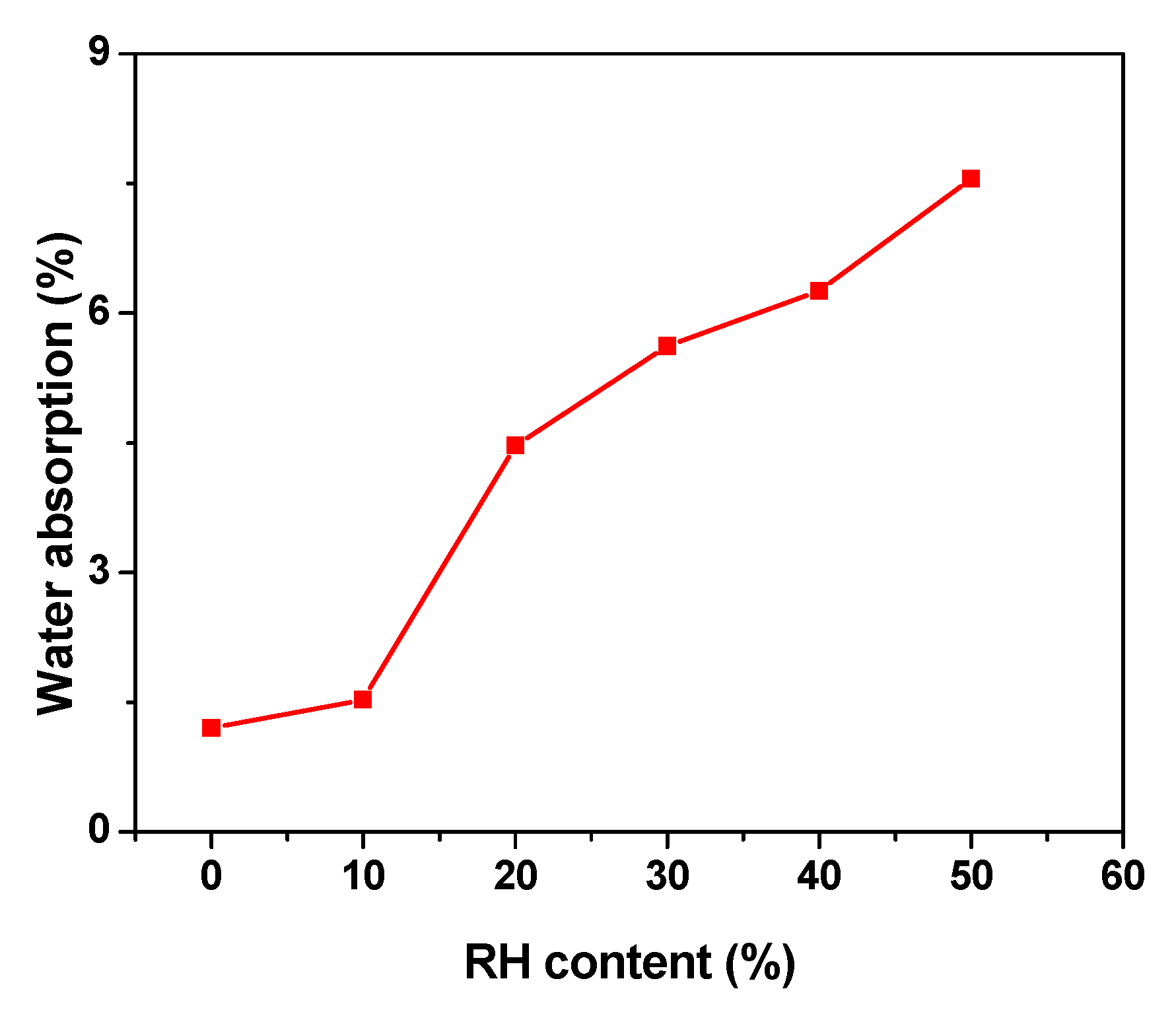
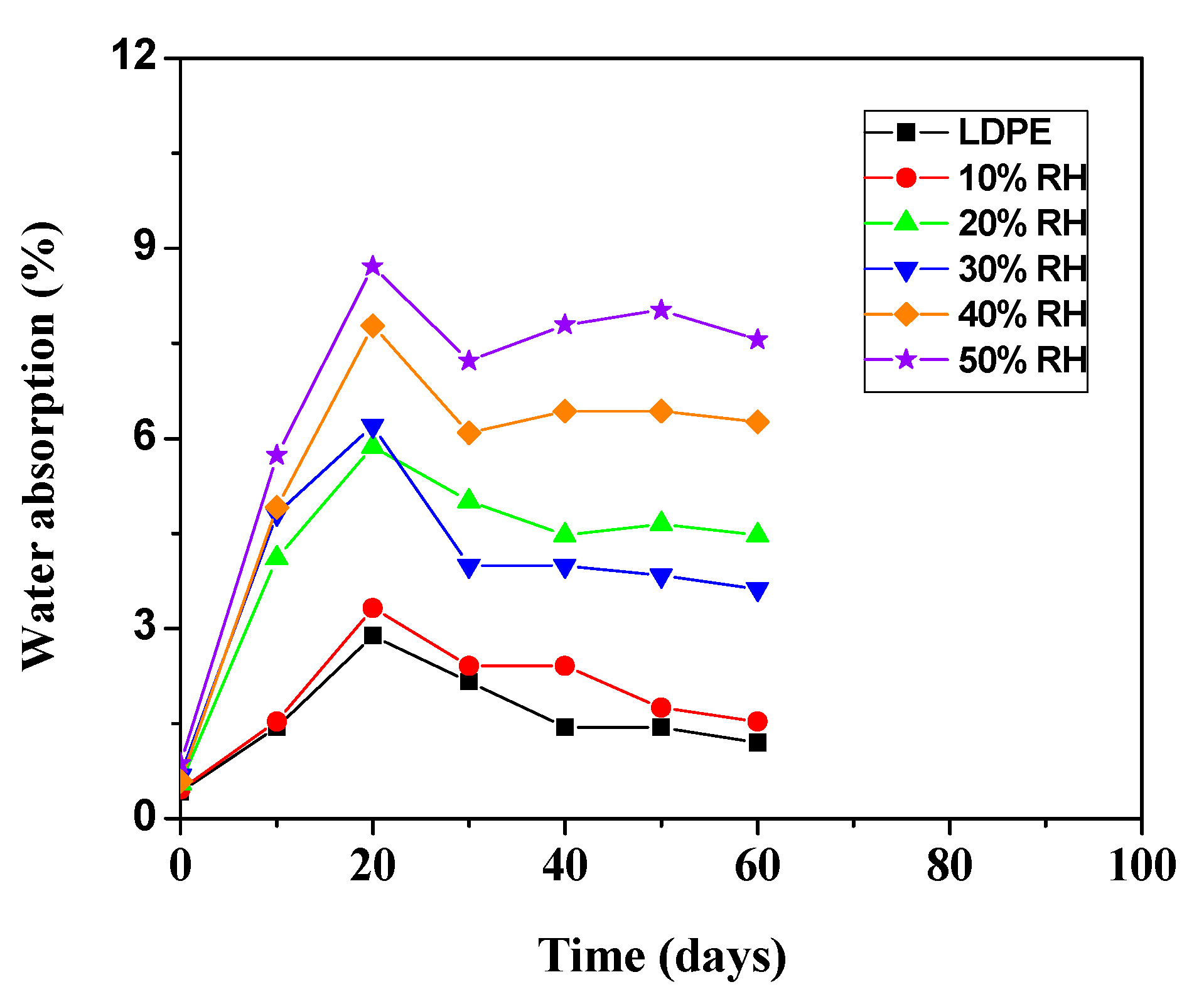
3.4. Water Absorption
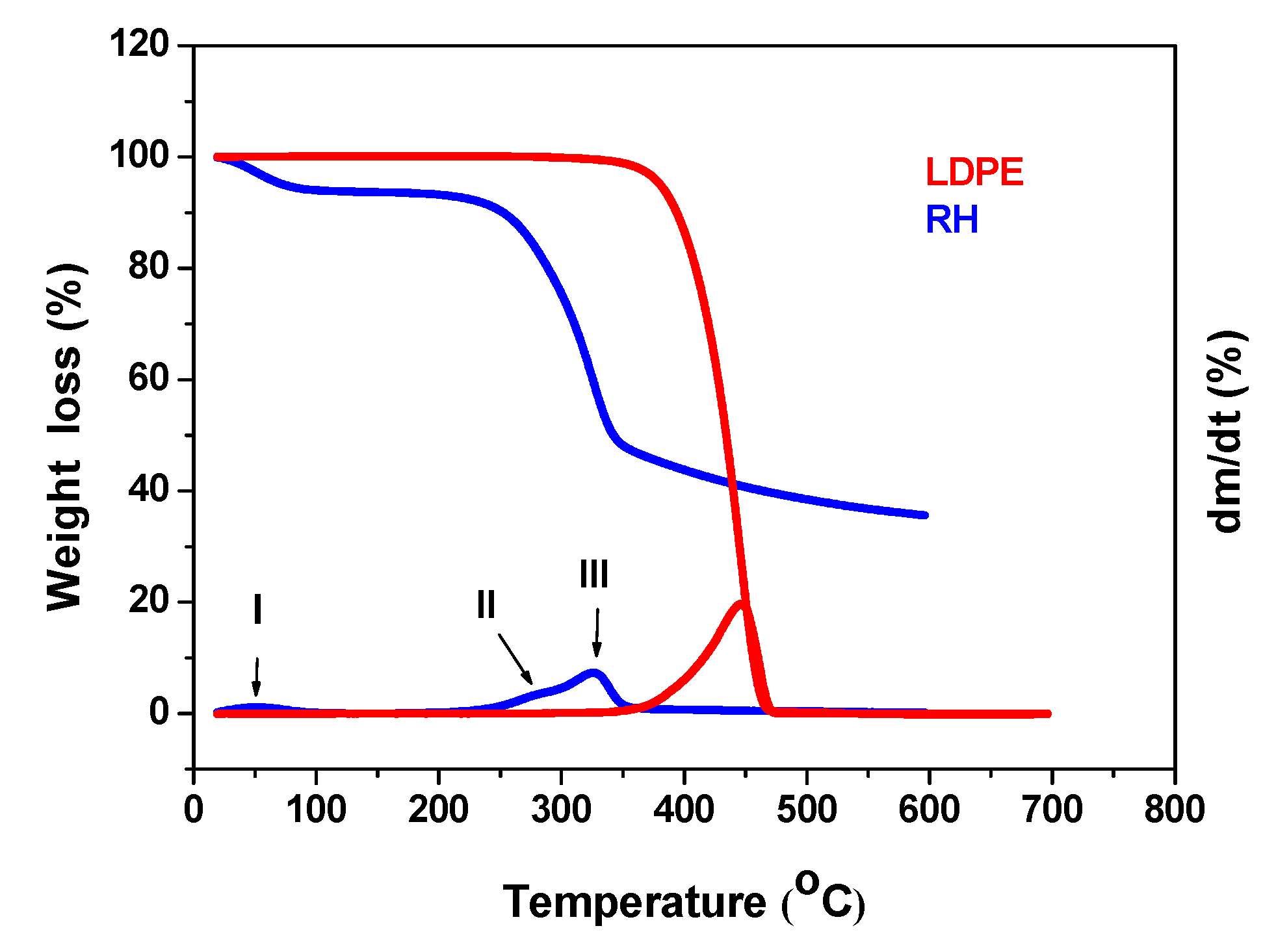
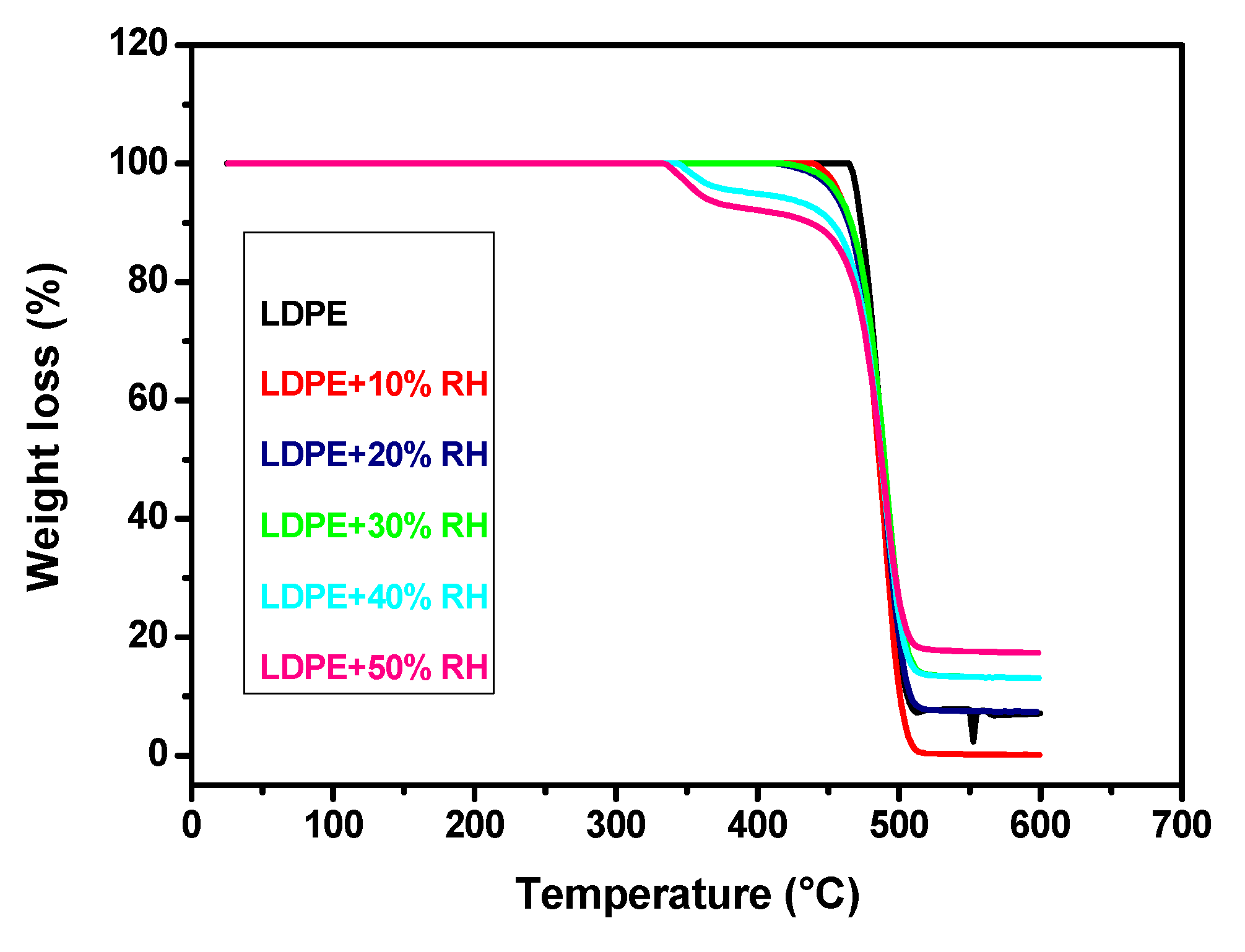
3.5. Thermal Stability of the LDPE/RH Biocomposites
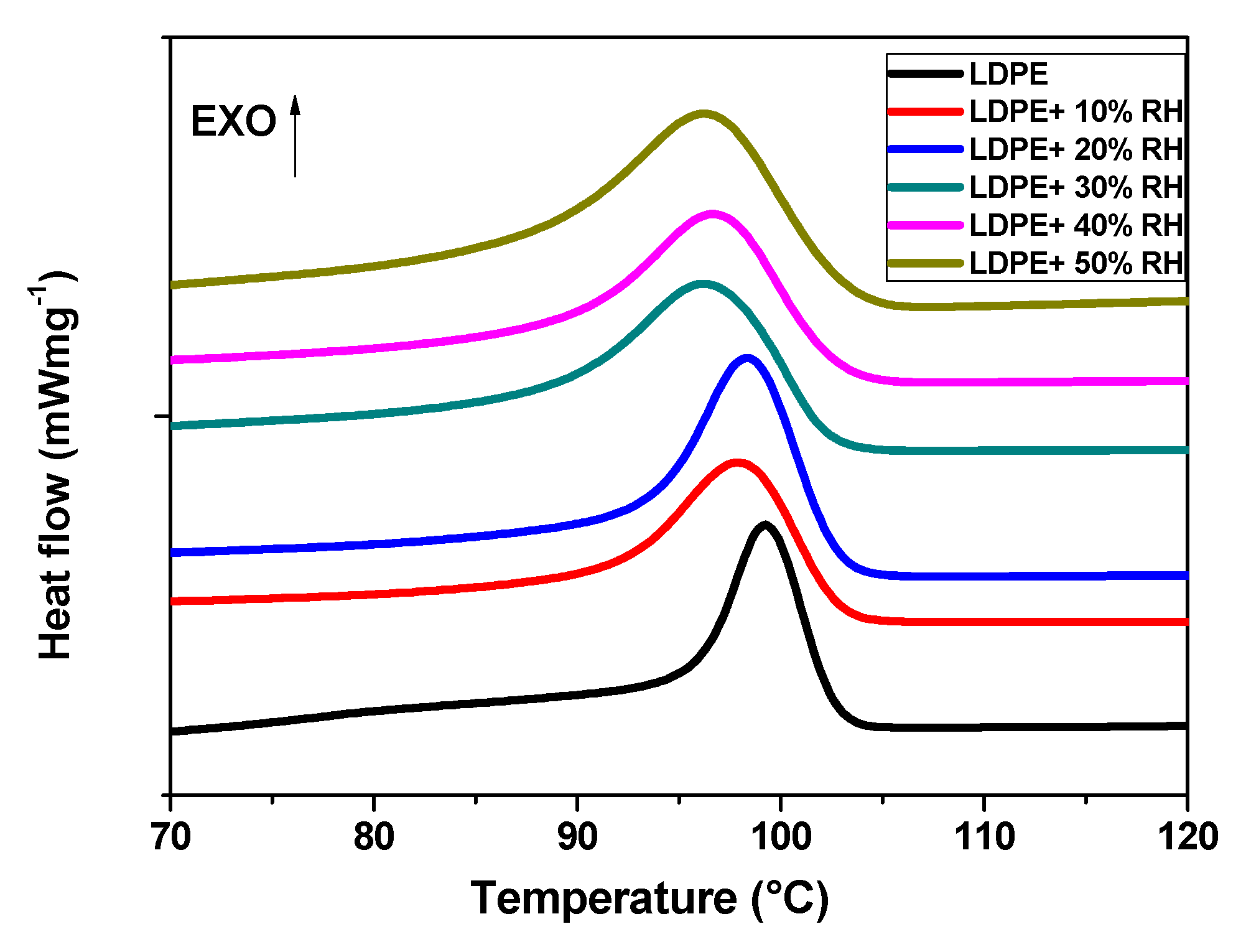
3.6. Differential Scanning Calorimetry Analysis of the LDPE/RH Biocomposites
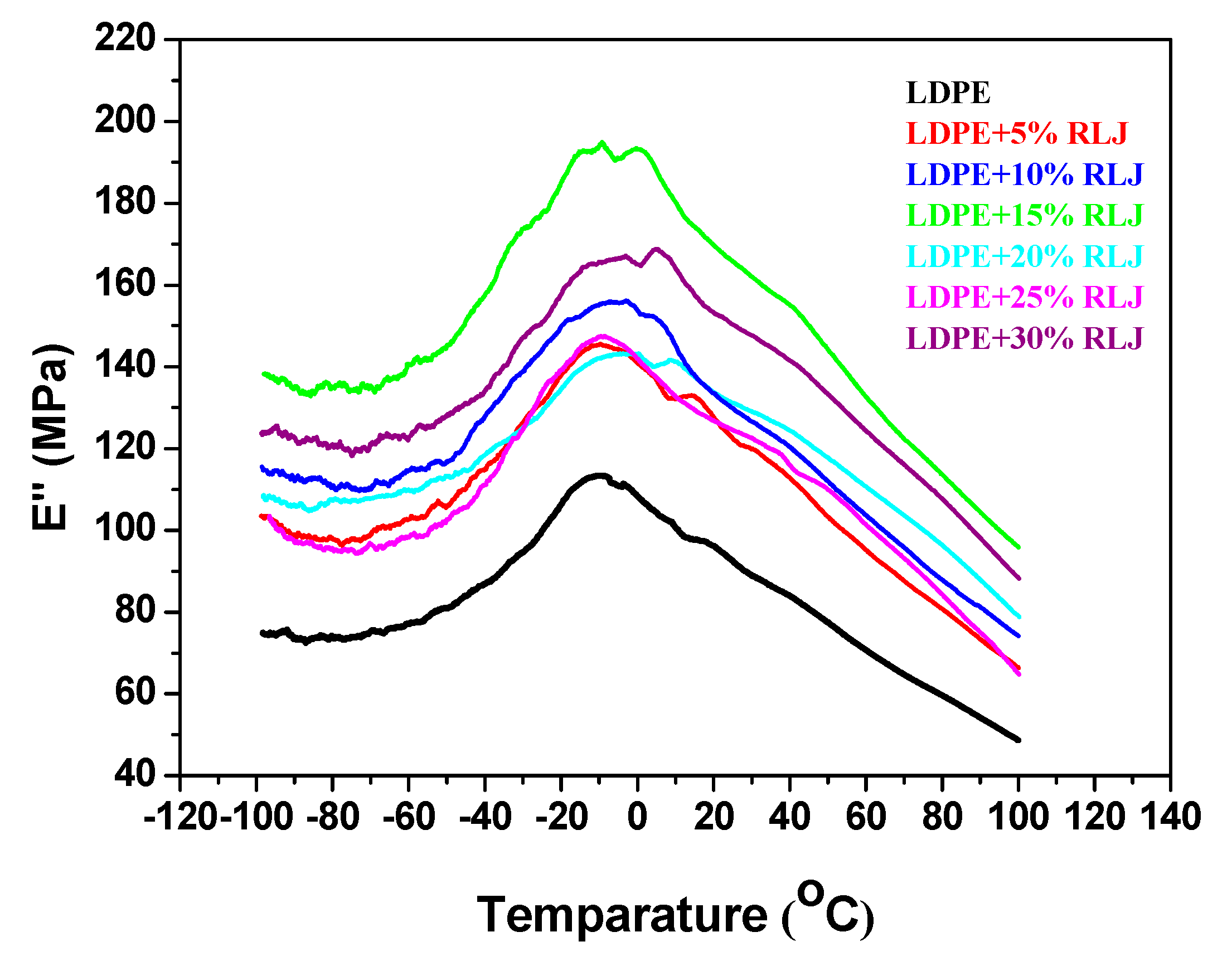
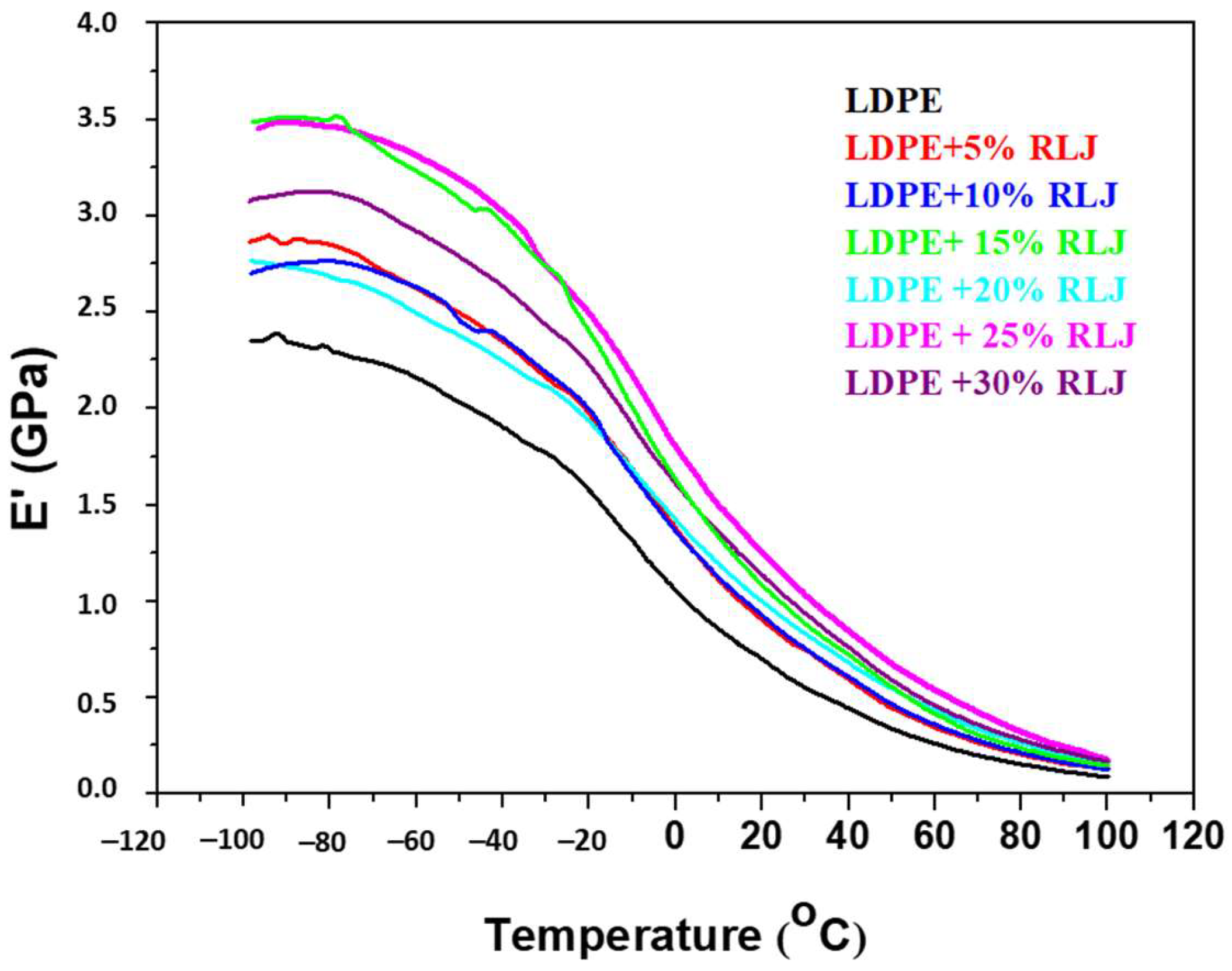
3.7. Viscoelastic Properties
3.8. Mechanical Properties of the LDPE/RH Biocomposites
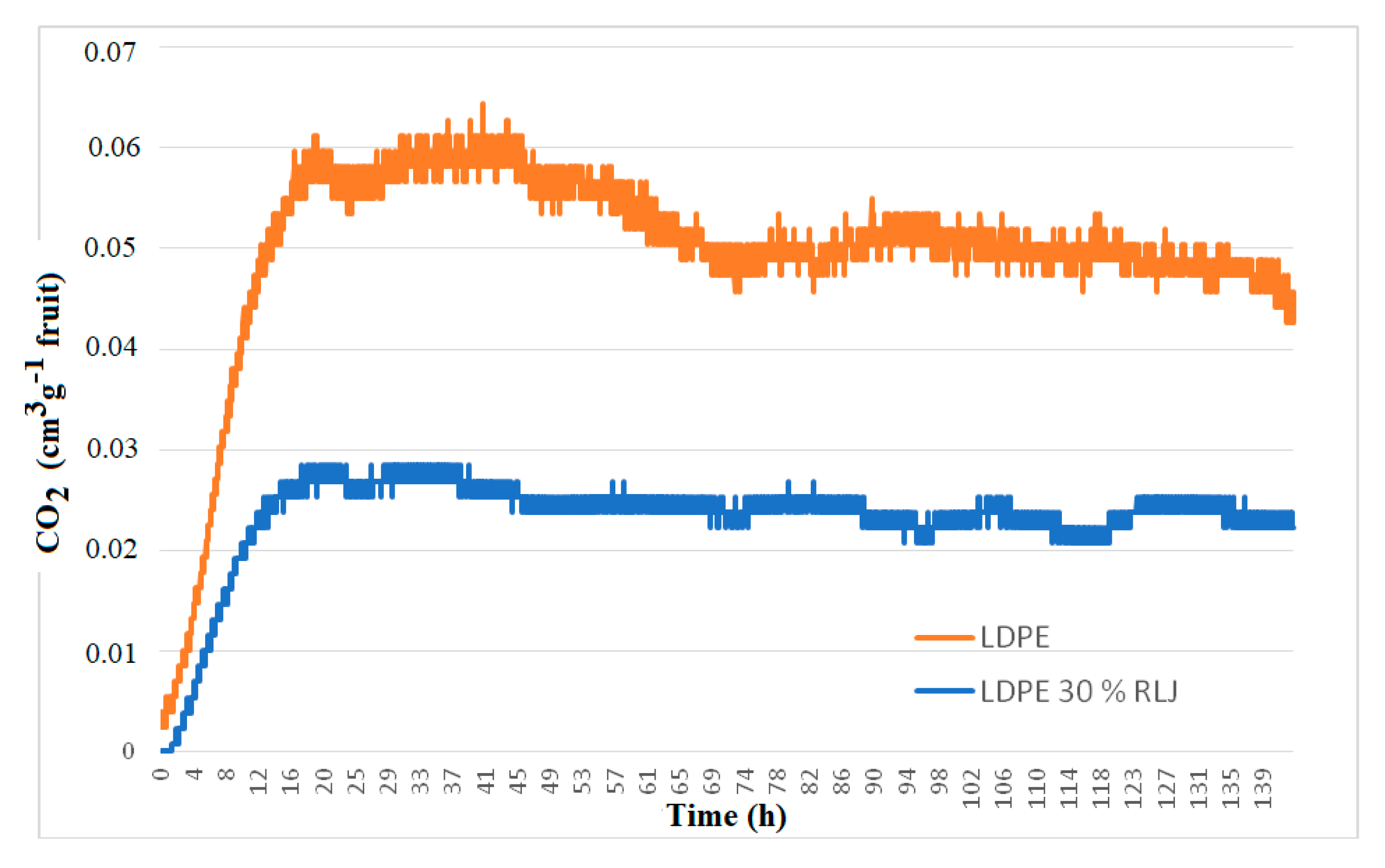
3.9. The Effect of LDPE and RH/LDPE Films on Respiration and Postharvest Quality of ‘Granny Smith’ Apples
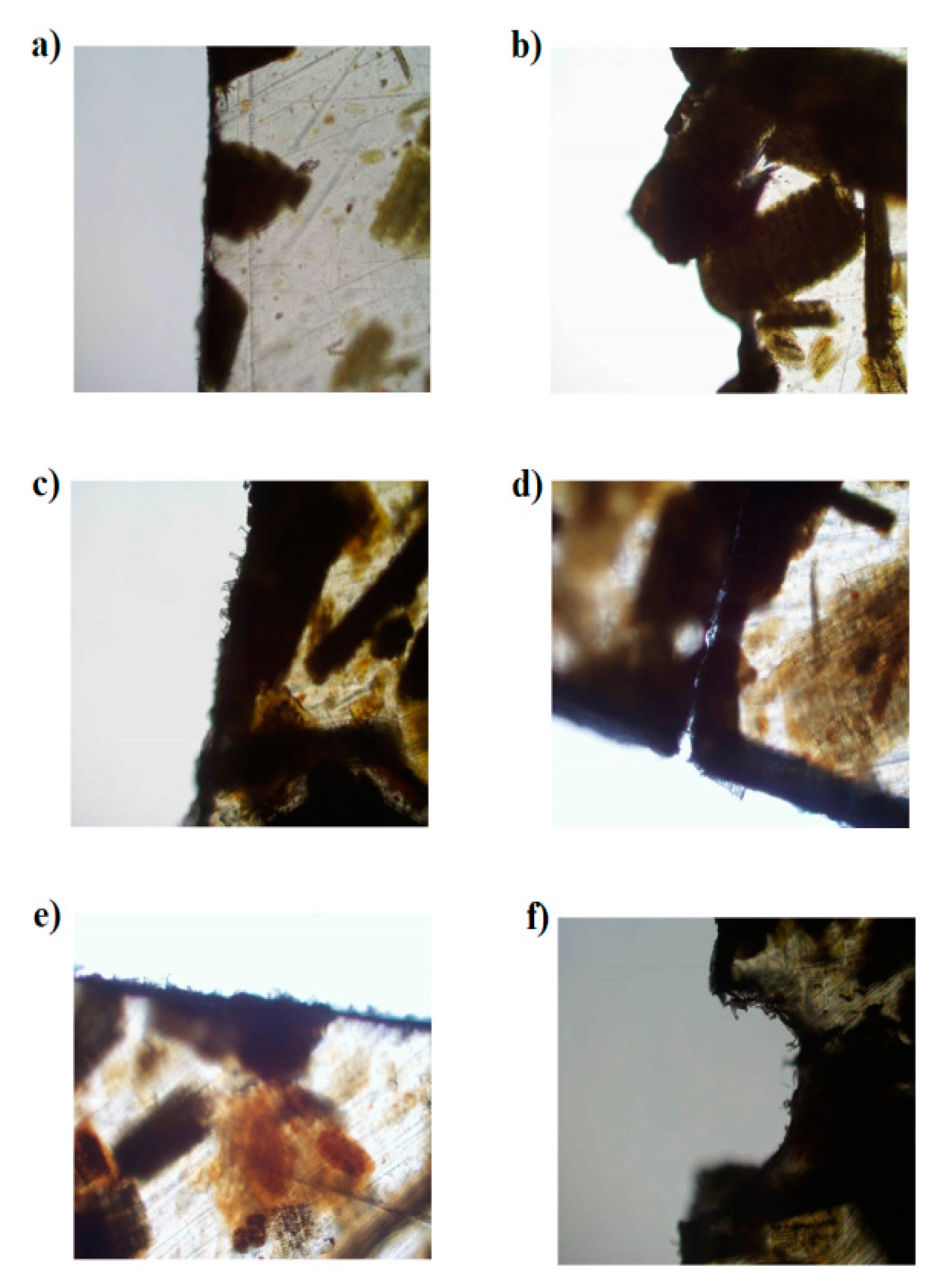
3.10. Results from Composting Process
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Yap, S.Y.; Sreekantan, S.; Hassan, M.; Sudesh, K.; Ong, M.T. Characterization and Biodegradability of Rice Husk-Filled Polymer Composites. Polymers 2021, 13, 104. [Google Scholar] [CrossRef] [PubMed]
- Avella, M.; De Vlieger, J.J.; Errico, M.E.; Fischer, S.; Vacca, P.; Volpe, M.G. Biodegradable Starch/Clay Nanocomposite Films for Food Packaging Applications. Food Chem. 2005, 93, 467–474. [Google Scholar] [CrossRef]
- Jayaramudu, J.; Reddy, G.S.M.; Varaprasad, K.; Sadiku, E.R.; Ray, S.S.; Rajulu, A.V. Preparation and Properties of Biodegradable Films from Sterculia Urens Short Fiber/Cellulose Green Composites. Carbohydr. Polym. 2013, 93, 622–627. [Google Scholar] [CrossRef] [PubMed]
- Majeed, K.; Jawaid, M.; Hassan, A.; Bakar, A.A.; Abdul Khalil, H.P.S.A.; Salema, A.A.; Inuwa, I. Potential Materials for Food Packaging from Nanoclay/Natural Fibres Filled Hybrid Composites. Mater. Des. 2013, 46, 391–410. [Google Scholar] [CrossRef]
- Song, J.H.; Murphy, R.J.; Narayan, R.; Davies, G.B.H. Biodegradable and compostable alternatives to conventional plastics. Philos. Trans. Soc. B 2009, 364, 2127–2139. [Google Scholar] [CrossRef] [PubMed]
- Tang, X.Z.; Kumar, P.; Alavi, S.; Sandeep, K.P. Recent Advances in Biopolymers and Biopolymer-Based Nanocomposites for Food Packaging Materials. Crit. Rev. Food Sci. Nutr. 2012, 52, 426–442. [Google Scholar] [CrossRef]
- Petersen, K.; Nielsen, P.; Bertelsen, G.; Lawther, M.; Olsen, M.; Nilsson, N.; Mortensen, G. Potential of biobased materials for food packaging. Trend Food Sci. Technol. 1999, 10, 52–68. [Google Scholar] [CrossRef]
- Risch, S.J. Food packaging history and innovations. J. Agric. Food Chem. 2009, 57, 8089–8092. [Google Scholar] [CrossRef] [PubMed]
- Liu, W.; Misra, M.; Askeland, P.; Drzal, L.T.; Mohanty, A.K. ‘Green’ Composites from Soy Based Plastic and Pineapple Leaf Fiber: Fabrication and Properties Evaluation. Polymer 2005, 46, 2710–2721. [Google Scholar] [CrossRef]
- Muratore, G.; Del Nobile, M.A.; Buonocore, G.G.; Lanza, C.M.; Nicolosi Asmundo, C. The Influence of Using Biodegradable Packaging Films on the Quality Decay kinetic of Plum Tomato (Pomodorino Datterino). J. Food Eng. 2005, 67, 393–399. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef] [Green Version]
- AL-Oqla, F.M.; Salit, M.S. Material selection of natural fiber composites. In Materials Selection for Natural Fiber Composites; Elsevier: Amsterdam, The Netherlands, 2017; pp. 107–168. [Google Scholar]
- Suhot, M.A.; Hassan, M.Z.; Aziz, S.A.; Md Daud, M.Y. Recent Progress of Rice Husk Reinforced Polymer Composites: A Review. Polymers 2021, 13, 2391. [Google Scholar] [CrossRef] [PubMed]
- Arjmandi, R.; Hassan, A.; Majeed, K.; Zakaria, Z. Rice Husk Filled Polymer Composites. Int. J. Polym. Sci. 2015, 2015, 501471. [Google Scholar] [CrossRef]
- Pode, R. Potential applications of rice husk ash waste from rice husk biomass power plant. Renew. Sust. Energy Rev. 2016, 53, 1468–1485. [Google Scholar] [CrossRef]
- Jeong, Y.K.; Kim, J.S. A new method for conservation of nitrogen in aerobic composting processes. Bioresour. Technol. 2001, 79, 129–133. [Google Scholar] [CrossRef]
- Mohee, R.; Unmar, G.D.; Mudhoo, A.; Khadoo, P. Biodegradability of biodegradable/degradable plastic materials under aerobic and anaerobic conditions. Waste Manag. 2008, 28, 1624–1629. [Google Scholar] [CrossRef] [PubMed]
- Peigne, J.; Girardin, P. Environmental impacts of farm-scale composting practices. Water Air Soil Pollut. 2004, 153, 45–68. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Nazhad, M.; Sanchez, C. Composting as a way to convert cellulosic biomass and organic waste into high-value soil amendments: A review. BioResources 2010, 5, 2808–2854. [Google Scholar] [CrossRef]
- Xiang, W.; Qile, H.; Matetic, M.; Jemric, T.; Xiaoshuan, Z. Development and evaluation on wireless multi-gas-sensors system for improving traceability and transparency of table grape cold chain. Comput. Electron. Agric. 2017, 135, 195–207. [Google Scholar]
- Bair, H.E.; Gallagher, P.K.; Jaffe, M.; Khana, Y.P.; Maurer, J.J.; Pearce, E.M.; Prime, R.B.; Raucher, D.; Shalaby, S.W.; Wendlandt, W.W.; et al. Thermal Characterization of Polymeric Materials; Turi, E.A., Ed.; Academic Press: Orlando, FL, USA, 1981. [Google Scholar]
- Wunderlich, B. Thermal Analysis; Academic Press: Cambridge, MA, USA, 1990; pp. 417–431. [Google Scholar]
- Jemrić, T.; Pavičić, N.; Skendrović, M. Influence of thinning method on postharvest quality of ‘Golden Delicious Cl. B’ apple (Malus domestica Borkh.). Agric. Conspec. Sci. 2005, 70, 11–15. [Google Scholar]
- Austrian Standards Institute Austrian Standard. Analytical Methods and Quality Control for Waste Compost; ÖNORM S 2023: Vienna, Austria, 1986. [Google Scholar]
- Bremner, J.M. Nitrogen-total. In Methods of Soil Analysis. Part 3—Chemical Methods; Sparks, D.L., Page, A.L., Helmke, P.A., Loeppert, R.H., Soltanpour, P.N., Tabatabai, M.A., Johnston, C.T., Sumner, M.E., Eds.; American Society of Agronomy, Soil Science Society of America: Madison, WI, USA, 1996; pp. 1089–1108. [Google Scholar]
- Kang, S.H.; Hong, S.G.; Moon, J. The use of rice husk ash as reactive filler in ultra- high-performance concrete. Cem. Concr. Res. 2019, 115, 389–400. [Google Scholar] [CrossRef]
- Scarfato, P.; Avallone, E.; Galdi, M.R.; Di Maio, L. Incarnato: Preparation, characterization, and oxygen scavenging capacity of biodegradable-tocopherol/PLA microparticles for active food packaging applications. Polym. Compos. 2017, 38, 981–986. [Google Scholar] [CrossRef]
- Kwon, J.H.; Ayrilmis, N.; Han, T.H. Enhancement of flexural properties and dimensional stability of rice husk particleboard using wood strands in face layers. Compos. Part B Eng. 2013, 44, 728–732. [Google Scholar] [CrossRef]
- Shafizadeh, F. Pyrolysis and combustion of cellulosic materials. Adv. Carbohydr. Chem. 1968, 23, 419–474. [Google Scholar]
- Antal, M.J. Biomass pyrolysis: A review of the literature. Part 1—Carbohydrate pyrolysis. Adv. Sol. Energy 1983, 11, 61–111. [Google Scholar]
- Kim, H.S.; Yang, H.S.; Kim, H.J.; Park, H.J. Thermogravimetric analysis of rice husk flour filled thermoplastic polymer composites. J. Therm. Anal. Calorim. 2004, 76, 395–404. [Google Scholar]
- Chrissafis, K.; Paraskevopoulos, K.M.; Pavlidou, E.; Bikiaris, D. Thermal degradation mechanism of HDPE nanocomposites containing fumed silica nanoparticles. Thermochim. Acta 2009, 485, 65–71. [Google Scholar] [CrossRef]
- Toda, A.; Taguchi, K.; Nozaki, K.; Konishi, M. Melting behaviors of polyethylene crystals: An application of fast-scan DSC. Polymer 2014, 55, 3186–3194. [Google Scholar] [CrossRef]
- McCrum, N.G.; Read, B.E.; Williams, G. Anelastic and Dielectric Effects in Polymeric Solids; Wiley: London, UK, 1967; p. 358. [Google Scholar]
- Abu Bakar, A.; Hassan, A.; Mohd Yusof, A.F. Mechanical and Thermal Properties of Oil Palm Empty Fruit Bunch-Filled Unplasticized Poly (Vinyl Chloride) Composites. Polym. Compos. 2005, 13, 607–618. [Google Scholar] [CrossRef]
- Prachayawarakorn, J.; Yaembunying, N. Effect of Recycling on Properties of Rice Husk Fill Propylene. J. Sci. Technol. 2005, 27, 343–352. Available online: http://www.thaiscience.info/Journals/Article/SONG/10462545.pdf (accessed on 8 October 2021).
- Dobrzański, B.; Rabcewicz, J.; Rybczyński, R. Handling of Apple: Transport Techniques and Efficiency Vibration, Damage and Bruising Texture, Firmness and Quality, B.; Dobrzański Institute of Agrophysics of Polish Academy of Science: Lublin, Poland, 2006. [Google Scholar]
- García-Ramos, F.J.; Valero, C.; Homer, I.; Ortiz-Cañavate, J.; Ruiz-Altisent, M. Non-destructive fruit firmness sensors: A review. Span. J. Agric. Res. 2005, 3, 61–73. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| d (mm) | Size Interval, i | |
|---|---|---|
| 1.7000 | - | - |
| 1.4000 | 1.5500 | 11 |
| 1.1800 | 1.2900 | 10 |
| 0.8500 | 1.0150 | 9 |
| 0.7100 | 0.7800 | 8 |
| 0.3550 | 0.5325 | 7 |
| 0.1800 | 0.2675 | 6 |
| 0.1250 | 0.1525 | 5 |
| 0.0900 | 0.1075 | 4 |
| 0.0710 | 0.0805 | 3 |
| 0.0630 | 0.0670 | 2 |
| 0.0000 | 0.0315 | 1 |
| Substrate | Mixture of Tobacco and Olive Waste |
|---|---|
| V (reactor)/L | 1 |
| m (substrate)/g | 450 |
| w (moisture)/% | 60 |
| w (dry matter)/% | 40 |
| w (volatile matter)/% | 88 |
| C/N ratio/ - | 30/1 |
| pH-value/ - | 6.1 |
| q (air)/L min−1 | 0.08 |
| Biocomposite Films | d1/mm | d2/mm | d3/mm | d/mm |
|---|---|---|---|---|
| LDPE | 0.25 | 0.25 | 0.26 | 0.25 |
| LDPE + 10% RH | 0.31 | 0.40 | 0.30 | 0.33 |
| LDPE + 20% RH | 0.45 | 0.34 | 0.41 | 0.40 |
| LDPE + 30% RH | 0.37 | 0.40 | 0.42 | 0.40 |
| LDPE + 40% RH | 0.40 | 0.42 | 0.41 | 0.41 |
| LDPE + 50% RH | 0.53 | 0.46 | 0.43 | 0.47 |
| Sample | Tini (°C) | Tend (°C) | Residual at 600 °C (%) |
|---|---|---|---|
| LDPE | 458.8 | 504.8 | 0.00 |
| LDPE + 10 wt.% RH | 288.6 | 503.6 | 0.00 |
| LDPE + 20 wt.% RH | 283.6 | 502.4 | 7.42 |
| LDPE + 30 wt.% RH | 278.1 | 503.6 | 13.27 |
| LDPE + 40 wt.% RH | 272.7 | 503.9 | 13.10 |
| LDPE + 50 wt.% RH | 259.3 | 505.5 | 17.35 |
| Sample | Tm (°C) | Tc (°C) | ΔHm (Jg−1) | χc (%) |
|---|---|---|---|---|
| LDPE | 110.3 | 99.3 | 110.1 | 37.9 |
| LDPE + 10 wt.% RH | 110.6 | 98.3 | 106.5 | 35.8 |
| LDPE + 20 wt.% RH | 111.8 | 97.1 | 82.9 | 40.8 |
| LDPE + 30 wt.% RH | 112.6 | 96.3 | 92.8 | 45.7 |
| LDPE + 40 wt.% RH | 112.3 | 96.7 | 84.9 | 48.8 |
| LDPE + 50 wt.% RH | 113.1 | 96.3 | 78.0 | 53.8 |
| Sample | Tg LDPE (°C) | E’ 25°C (GPa) |
|---|---|---|
| LDPE | −8.9 | 0.6177 |
| LDPE + 10% RH | −7.8 | 0.8136 |
| LDPE + 20% RH | −4.9 | 0.8155 |
| LDPE + 30% RH | −3.8 | 0.8503 |
| LDPE + 40% RH | −2.4 | 0.9130 |
| LDPE + 50% RH | 5.3 | 1.1410 |
| Samples | σ/Nmm−2 | ε/% |
|---|---|---|
| LDPE | 9.16 | 31.74 |
| LDPE + 10 wt.% RH | 8.14 | 16.80 |
| LDPE + 20 wt.% RH | 7.38 | 7.58 |
| LDPE + 30 wt.% RH | 6.04 | 4.63 |
| LDPE + 40 wt.% RH | 9.33 | 4.92 |
| LDPE + 50 wt.% RH | 9.76 | 4.12 |
| Treatment | Weight Loss (%) | Firmness (kg·cm−2) | Soluble Solids Content (SSC) (%Brix) | Titratable Acidity (TA) (g·L−1 Apple Acid) | SSC/TA * |
|---|---|---|---|---|---|
| Control (6 days) | 2.57 ± 0.58a | 7.25 ± 0.96ab | 15.17 ± 0.52a | 6.37 ± 0.56b | 23.95 ± 1.67a |
| LDPE (6 days) | 0.71 ± 0.17b | 6.62 ± 1.02b | 14.24 ± 0.56b | 6.01 ± 0.32b | 23.76 ± 1.69a |
| LDPE30RH (6 days) | 1.14 ± 0.07b | 8.68 ± 0.29a | 14.50 ± 0.34ab | 6.63 ± 0.36ab | 21.94 ± 1.54a |
| Initial sample (0 days) | - | 7.08 ± 1.27ab | 12.28 ± 0.64c | 7.37 ± 0,60a | 16.72 ± 1.14b |
| Experiment | P1 | P2 | P3 |
|---|---|---|---|
| w (moisture)/% | 56 | 54 | 55 |
| w (dry matter)/% | 44 | 46 | 45 |
| w (volatile matter)/% | 84 | 82 | 82 |
| C/N ratio/- | 24 | 22 | 22 |
| pH-value/- | 7.7 | 7.9 | 7.8 |
| m (CO2)/ g | 68 | 75 | 72 |
| X/% | 39 | 42 | 40 |
| V (condensate)/mL | 120 | 124 | 128 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bajsic, E.G.; Persic, A.; Jemric, T.; Buhin, J.; Kucic Grgic, D.; Zdraveva, E.; Zizek, K.; Holjevac Grguric, T. Preparation and Characterization of Polyethylene Biocomposites Reinforced by Rice Husk: Application as Potential Packaging Material. Chemistry 2021, 3, 1344-1362. https://0-doi-org.brum.beds.ac.uk/10.3390/chemistry3040096
Bajsic EG, Persic A, Jemric T, Buhin J, Kucic Grgic D, Zdraveva E, Zizek K, Holjevac Grguric T. Preparation and Characterization of Polyethylene Biocomposites Reinforced by Rice Husk: Application as Potential Packaging Material. Chemistry. 2021; 3(4):1344-1362. https://0-doi-org.brum.beds.ac.uk/10.3390/chemistry3040096
Chicago/Turabian StyleBajsic, Emi Govorcin, Ana Persic, Tomislav Jemric, Josip Buhin, Dajana Kucic Grgic, Emilija Zdraveva, Krunoslav Zizek, and Tamara Holjevac Grguric. 2021. "Preparation and Characterization of Polyethylene Biocomposites Reinforced by Rice Husk: Application as Potential Packaging Material" Chemistry 3, no. 4: 1344-1362. https://0-doi-org.brum.beds.ac.uk/10.3390/chemistry3040096