
Green Chemistry Approach for Fabrication of Polymer Composites


 , ,
, ,  ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Ionic Liquid Assisted Approach
3. Supercritical Carbon Dioxide Assisted Approach
4. Aqueous Solvents
5. Solvent Free Processing
6. Miscellaneous Green Solvents and Future Perspectives
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Calvo-Flores, F.G.; Monteagudo-Arrebola, M.J.; Dobado, J.A.; Isac-García, J. Green and Bio-Based Solvents. Top. Curr. Chem. 2018, 376, 1–40. [Google Scholar] [CrossRef]
- Clarke, C.J.; Tu, W.-C.; Levers, O.; Bröhl, A.; Hallett, J.P. Green and Sustainable Solvents in Chemical Processes. Chem. Rev. 2018, 118, 747–800. [Google Scholar] [CrossRef] [PubMed]
- De Marco, B.A.; Rechelo, B.S.; Tótoli, E.G.; Kogawa, A.C.; Salgado, H.R.N. Evolution of green chemistry and its multidimensional impacts: A review. Saudi Pharm. J. 2019, 27, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Gu, Y.; Jérôme, F. Bio-based solvents: An emerging generation of fluids for the design of eco-efficient processes in catalysis and organic chemistry. Chem. Soc. Rev. 2013, 42, 9550–9570. [Google Scholar] [CrossRef]
- Erdmenger, T.; Guerrero-Sanchez, C.; Vitz, J.; Hoogenboom, R.; Schubert, U.S. Recent developments in the utilization of green solvents in polymer chemistry. Chem. Soc. Rev. 2010, 39, 3317. [Google Scholar] [CrossRef] [PubMed]
- Zein, I.; Hutmacher, D.W.; Tan, K.C.; Teoh, S.H. Fused deposition modeling of novel scaffold architectures for tissue engineering applications. Biomaterials 2002, 23, 1169–1185. [Google Scholar] [CrossRef]
- Zhenova, A. Challenges in the development of new green solvents for polymer dissolution. Polym. Int. 2020, 69, 895–901. [Google Scholar] [CrossRef]
- Rogers, R.D. CHEMISTRY: Ionic Liquids--Solvents of the Future? Science 2003, 302, 792–793. [Google Scholar] [CrossRef]
- Pereira, V.A.; Mendonça, P.V.; Coelho, J.F.J.; Serra, A.C. Liquid salts as eco-friendly solvents for atom transfer radical polymerization: A review. Polym. Chem. 2019, 10, 4904–4913. [Google Scholar] [CrossRef]
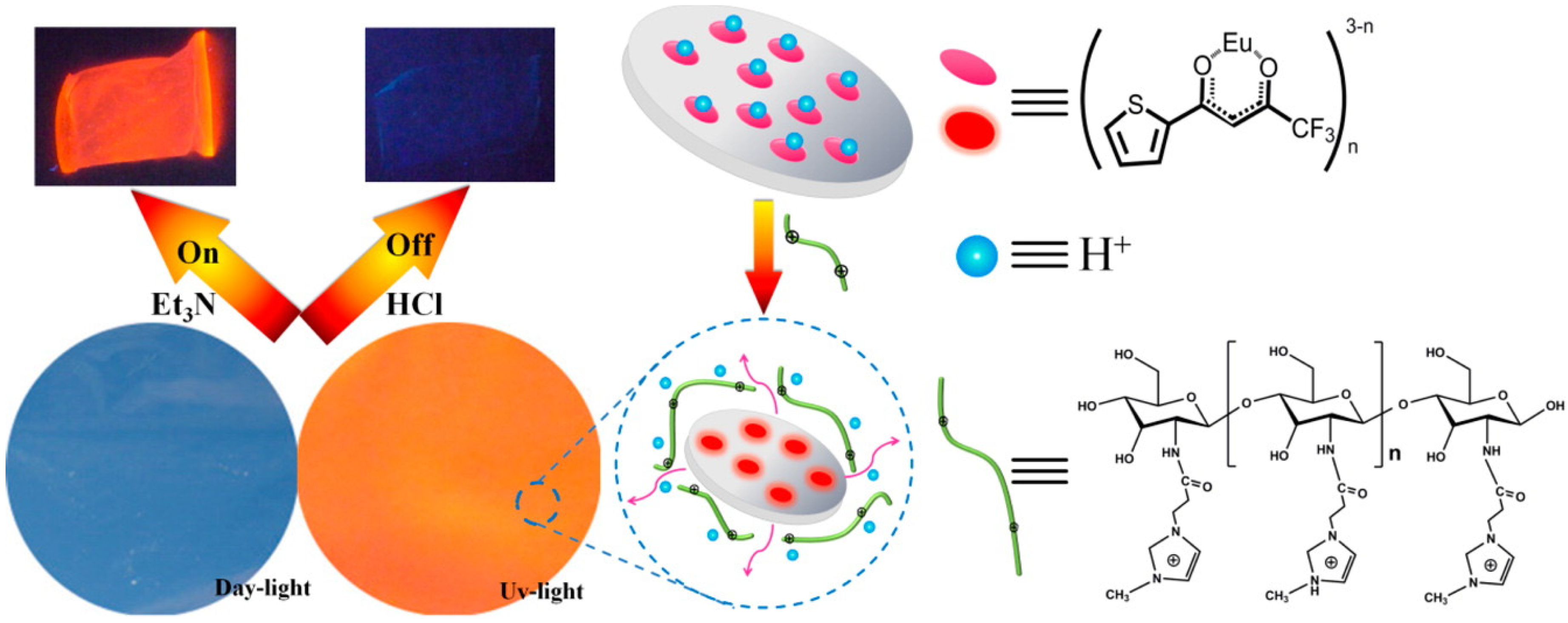
- Yang, D.; Wang, Y.; He, L.; Li, H. Carboxyl-Functionalized Ionic Liquid Assisted Preparation of Flexible, Transparent, and Luminescent Chitosan Films as Vapor Luminescent Sensor. ACS Appl. Mater. Interfaces 2016, 8, 19709–19715. [Google Scholar] [CrossRef]
- Soheilmoghaddam, M.; Wahit, M.U.; Tuck Whye, W.; Ibrahim Akos, N.; Heidar Pour, R.; Ali Yussuf, A. Bionanocomposites of regenerated cellulose/zeolite prepared using environmentally benign ionic liquid solvent. Carbohydr. Polym. 2014, 106, 326–334. [Google Scholar] [CrossRef]
- Caldas, C.M.; Soares, B.G.; Indrusiak, T.; Barra, G.M.O. Ionic liquids as dispersing agents of graphene nanoplatelets in poly(methyl methacrylate) composites with microwave absorbing properties. J. Appl. Polym. Sci. 2021, 138, 1–18. [Google Scholar] [CrossRef]
- Le Bideau, J.; Viau, L.; Vioux, A. Ionogels, ionic liquid based hybrid materials. Chem. Soc. Rev. 2011, 40, 907–925. [Google Scholar] [CrossRef] [PubMed]
- Vioux, A.; Viau, L.; Volland, S.; Le Bideau, J. Use of ionic liquids in sol-gel; ionogels and applications. Comptes Rendus Chim. 2010, 13, 242–255. [Google Scholar] [CrossRef]
- Thiemann, S.; Sachnov, S.J.; Pettersson, F.; Bollström, R.; Österbacka, R.; Wasserscheid, P.; Zaumseil, J. Cellulose-based ionogels for paper electronics. Adv. Funct. Mater. 2014, 24, 625–634. [Google Scholar] [CrossRef]
- Safna, S.H.; Thayyil, M.S.; Deshpande, S.K.; Jinitha, T.V.; Kolte, J. Development of ion conducting ionic liquid-based gel polymer electrolyte membrane PMMA/BMPyr.TFSI—With improved electrical, optical, thermal and structural properties. Solid State Ion. 2017, 310, 166–175. [Google Scholar] [CrossRef]
- Shamshina, J.L. Chitin in ionic liquids: Historical insights into the polymer’s dissolution and isolation. A review. Green Chem. 2019, 21, 3974–3993. [Google Scholar] [CrossRef]
- Wang, J.; Chen, Z.; Guan, A.Q.; Demarquette, N.R.; Naguib, H.E. Ionic liquids facilitated dispersion of chitin nanowhiskers for reinforced epoxy composites. Carbohydr. Polym. 2020, 247, 116746. [Google Scholar] [CrossRef] [PubMed]
- Souto, L.F.C.; Soares, B.G. Polyaniline/carbon nanotube hybrids modified with ionic liquids as anticorrosive additive in epoxy coatings. Prog. Org. Coat. 2020, 143, 105598. [Google Scholar] [CrossRef]
- Zhao, F.; Zhang, L.; Li, G.; Guo, Y.; Qi, H.; Zhang, G. Significantly enhancing tribological performance of epoxy by filling with ionic liquid functionalized graphene oxide. Carbon N. Y. 2018, 136, 309–319. [Google Scholar] [CrossRef]
- Blensdorf, T.; Joenathan, A.; Hunt, M.; Werner-Zwanziger, U.; Stein, B.D.; Mahmoud, W.E.; Al-Ghamdi, A.A.; Carini, J.; Bronstein, L.M. Hybrid composite polymer electrolytes: Ionic liquids as a magic bullet for the poly(ethylene glycol)–silica network. J. Mater. Chem. A 2017, 5, 3493–3502. [Google Scholar] [CrossRef] [Green Version]
- Ehsani, A.; Mohammad Shiri, H.; Kowsari, E.; Safari, R.; Torabian, J.; Hajghani, S. High performance electrochemical pseudocapacitors from ionic liquid assisted electrochemically synthesized p-type conductive polymer. J. Colloid Interface Sci. 2017, 490, 91–96. [Google Scholar] [CrossRef] [PubMed]
- Rojas, M.F.; Miranda, L.P.; Ramirez, A.M.; Quintero, K.P.; Bernard, F.; Einloft, S.; Díaz, L.A.C. New biocomposites based on castor oil polyurethane foams and ionic liquids for CO2 capture. Fluid Phase Equilib. 2017, 452, 103–112. [Google Scholar] [CrossRef]
- Chao, Z.; Radka, B.P.; Xu, K.; Crouch, G.M.; Han, D.; Go, D.B.; Bohn, P.W.; Fullerton-Shirey, S.K. Direct-Write Formation and Dissolution of Silver Nanofilaments in Ionic Liquid-Polymer Electrolyte Composites. Small 2018, 14, 1802023. [Google Scholar] [CrossRef] [PubMed]
- Meira, R.M.; Correia, D.M.; Ribeiro, S.; Costa, P.; Gomes, A.C.; Gama, F.M.; Lanceros-Méndez, S.; Ribeiro, C. Ionic-Liquid-Based Electroactive Polymer Composites for Muscle Tissue Engineering. ACS Appl. Polym. Mater. 2019, 1, 2649–2658. [Google Scholar] [CrossRef] [Green Version]
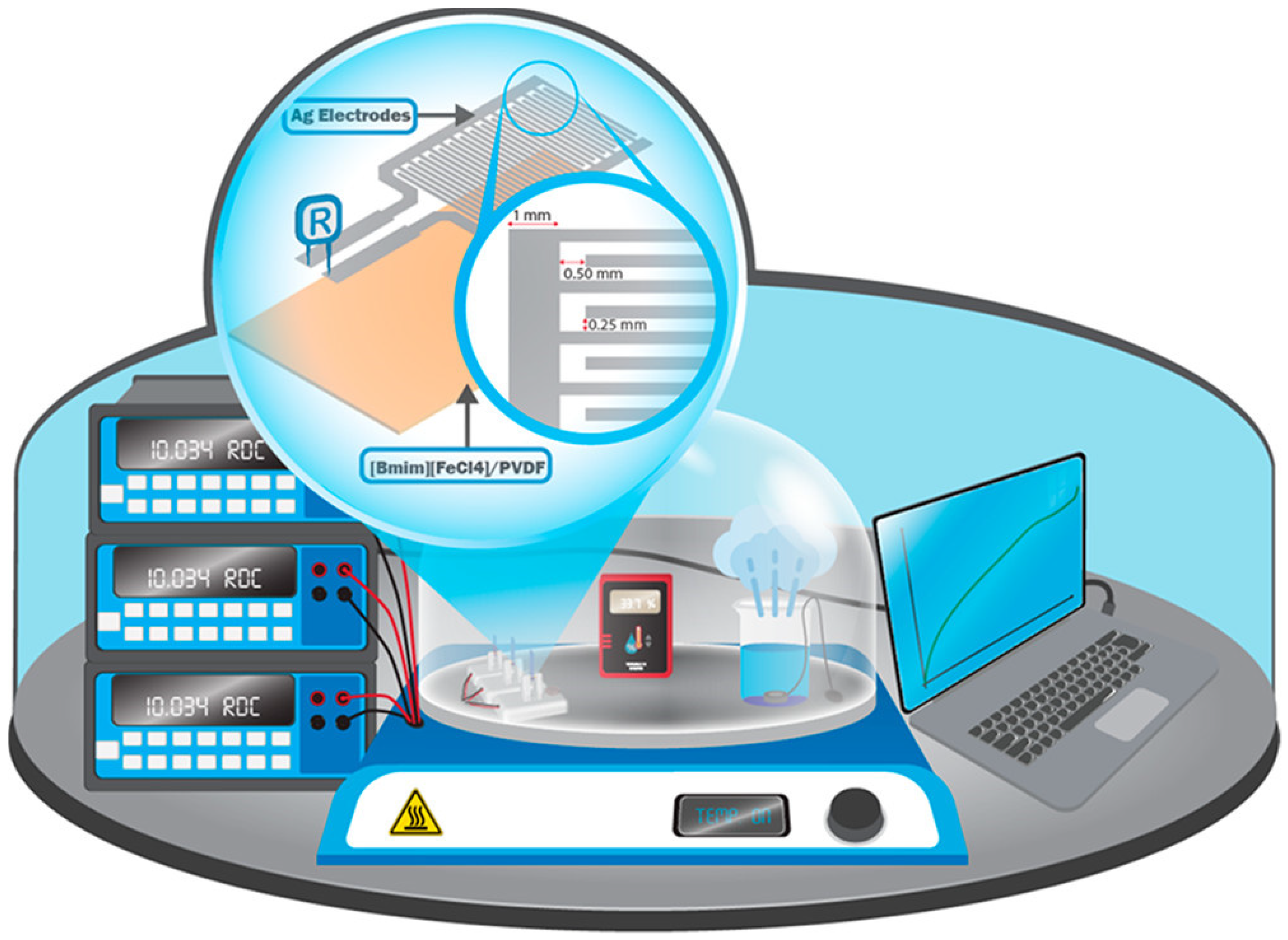
- Fernandes, L.C.; Correia, D.M.; Pereira, N.; Tubio, C.R.; Lanceros-Méndez, S. Highly Sensitive Humidity Sensor Based on Ionic Liquid–Polymer Composites. ACS Appl. Polym. Mater. 2019, 1, 2723–2730. [Google Scholar] [CrossRef]
- Zhao, X.; Zhou, K.; Zhong, Y.; Liu, P.; Li, Z.; Pan, J.; Long, Y.; Huang, M.; Brakat, A.; Zhu, H. Hydrophobic ionic liquid-in-polymer composites for ultrafast, linear response and highly sensitive humidity sensing. Nano Res. 2021, 14, 1202–1209. [Google Scholar] [CrossRef]
- DeSimone, J.M. Practical Approaches to Green Solvents. Science 2002, 297, 799–803. [Google Scholar] [CrossRef]
- Bisht, G.; Zaidi, M.G.H.; Rayamajhi, S. Supercritical carbon dioxide–assisted synthesis of stimuli-responsive magnetic poly(n-isopropylacrylamide)–ferrite biocompatible nanocomposites for targeted and controlled drug delivery. Int. J. Polym. Mater. Polym. Biomater. 2017, 66, 708–716. [Google Scholar] [CrossRef]
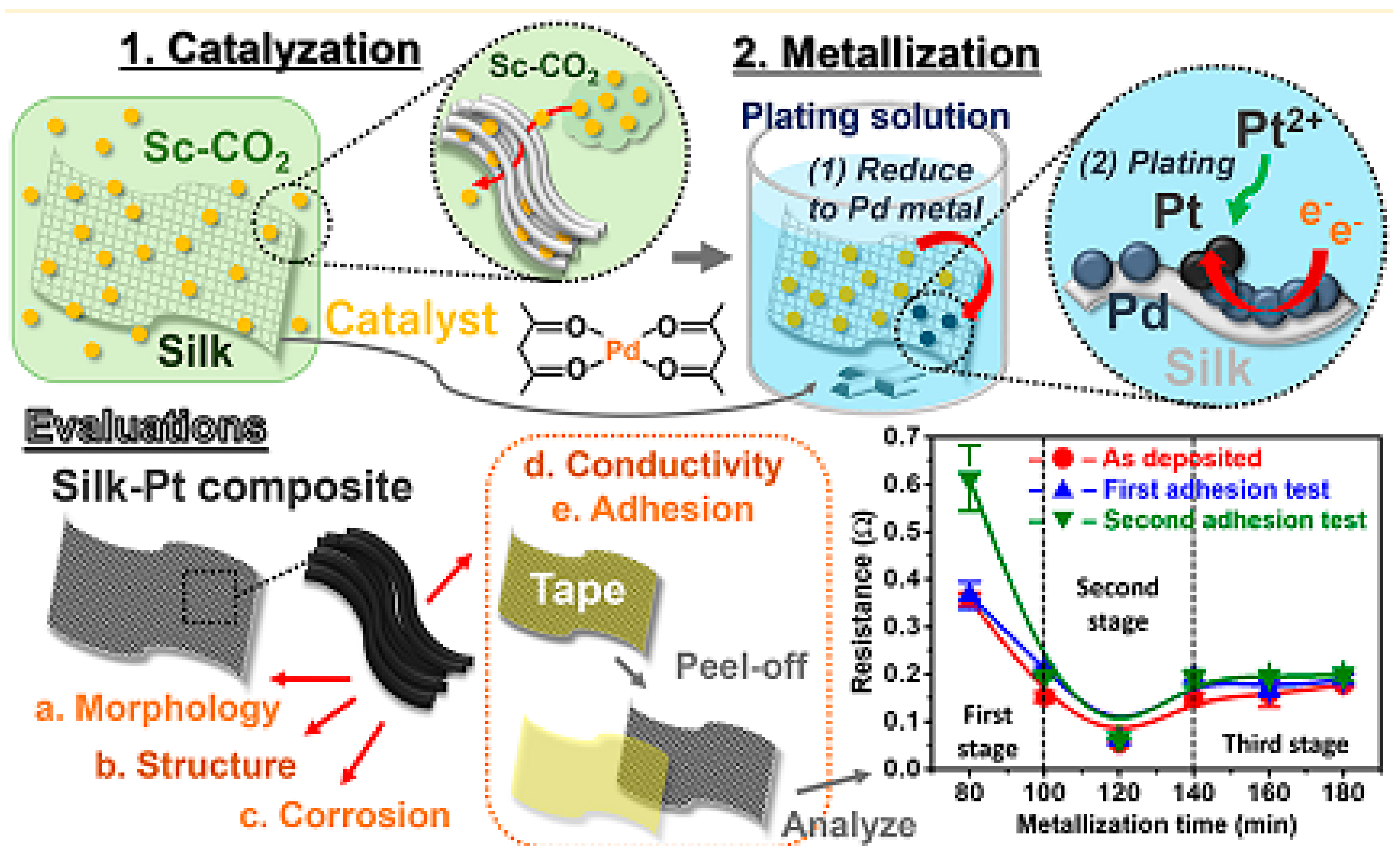
- Chiu, W.-T.; Tahara, Y.; Chen, C.-Y.; Chang, T.-F.M.; Hashimoto, T.; Kurosu, H.; Sone, M. Fundamental Property Assessments of Biocompatible Silk–Pt Composite Prepared by Supercritical Carbon Dioxide Promoted Electroless Plating. Ind. Eng. Chem. Res. 2017, 56, 8864–8871. [Google Scholar] [CrossRef]
- Goddard, A.R.; Pérez-Nieto, S.; Passos, T.M.; Quilty, B.; Carmichael, K.; Irvine, D.J.; Howdle, S.M. Controlled polymerisation and purification of branched poly(lactic acid) surfactants in supercritical carbon dioxide. Green Chem. 2016, 18, 4772–4786. [Google Scholar] [CrossRef]
- Kuang, T.; Chang, L.; Chen, F.; Sheng, Y.; Fu, D.; Peng, X. Facile preparation of lightweight high-strength biodegradable polymer/multi-walled carbon nanotubes nanocomposite foams for electromagnetic interference shielding. Carbon N. Y. 2016, 105, 305–313. [Google Scholar] [CrossRef]
- Kuang, T.; Chen, F.; Chang, L.; Zhao, Y.; Fu, D.; Gong, X.; Peng, X. Facile preparation of open-cellular porous poly (l-lactic acid) scaffold by supercritical carbon dioxide foaming for potential tissue engineering applications. Chem. Eng. J. 2017, 307, 1017–1025. [Google Scholar] [CrossRef]
- Hori, T.; Kongdee, A. Dyeing of PET/co-PP composite fibers using supercritical carbon dioxide. Dye. Pigment. 2014, 105, 163–166. [Google Scholar] [CrossRef]
- Tabernero, A.; Baldino, L.; González-Garcinuño, Á.; Cardea, S.; del Valle, E.M.M.; Reverchon, E. Supercritical CO2 assisted formation of composite membranes containing an amphiphilic fructose-based polymer. J. CO2 Util. 2019, 34, 274–281. [Google Scholar] [CrossRef]
- Matsuyama, K.; Mishima, K. Preparation of poly(methyl methacrylate)–TiO2 nanoparticle composites by pseudo-dispersion polymerization of methyl methacrylate in supercritical CO2. J. Supercrit. Fluids 2009, 49, 256–264. [Google Scholar] [CrossRef]
- Bisht, G.; Neupane, S. Arsenic removal through supercritical carbon dioxide-assisted modified magnetic starch (starch–Fe3O4) nanoparticles. Nanotechnol. Environ. Eng. 2018, 3, 8. [Google Scholar] [CrossRef]
- Gay, S.; Lefebvre, G.; Bonnin, M.; Nottelet, B.; Boury, F.; Gibaud, A.; Calvignac, B. PLA scaffolds production from Thermally Induced Phase Separation: Effect of process parameters and development of an environmentally improved route assisted by supercritical carbon dioxide. J. Supercrit. Fluids 2018, 136, 123–135. [Google Scholar] [CrossRef]
- Atiqah, M.S.; Gopakumar, D.A.; Fat, O.; Pottathara, Y.B.; Rizal, S.; Aprilia, N.A.; Hermawan, D.; Paridah, M.T.T.; Thomas, S.; HPS, A.K. Extraction of cellulose nanofibers via eco-friendly supercritical carbon dioxide treatment followed by mild acid hydrolysis and the fabrication of cellulose nanopapers. Polymers 2019, 11, 1813. [Google Scholar] [CrossRef] [Green Version]
- Jiang, H.; Chen, L.; Chai, S.; Yao, X.; Chen, F.; Fu, Q. Facile fabrication of poly(tetrafluoroethylene)/graphene nanocomposite via electrostatic self-assembly approach. Compos. Sci. Technol. 2014, 103, 28–35. [Google Scholar] [CrossRef]
- Gonçalves, B.F.; Oliveira, J.; Costa, P.; Correia, V.; Martins, P.; Botelho, G.; Lanceros-Mendez, S. Development of water-based printable piezoresistive sensors for large strain applications. Compos. Part B Eng. 2017, 112, 344–352. [Google Scholar] [CrossRef]
- Yu, C.; Zhai, J.; Li, Z.; Wan, M.; Gao, M.; Jiang, L. Water-assisted self-assembly of polyaniline/Fe3O4 composite honeycomb structures film. Thin Solid Films 2008, 516, 5107–5110. [Google Scholar] [CrossRef]
- Li, W.; Chun, F.; Fan, X.; Deng, W.; Xie, M.; Luo, C.; Yang, S.; Osman, H.; Liu, C.; Yang, W. Ethanol–water-assisted room temperature synthesis of CsPbBr3/SiO2 nanocomposites with high stability in ethanol. J. Mater. Sci. 2019, 54, 3786–3794. [Google Scholar] [CrossRef]
- Rousseaux, D.D.J.; Sallem-Idrissi, N.; Baudouin, A.-C.; Devaux, J.; Godard, P.; Marchand-Brynaert, J.; Sclavons, M. Water-assisted extrusion of polypropylene/clay nanocomposites: A comprehensive study. Polymer 2011, 52, 443–451. [Google Scholar] [CrossRef]
- Ryder, M.A.; Lados, D.A.; Iannacchione, G.S.; Peterson, A.M. Fabrication and properties of novel polymer-metal composites using fused deposition modeling. Compos. Sci. Technol. 2018, 158, 43–50. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Noh, Y.J.; Joh, H.I.; Yu, J.; Hwang, S.H.; Lee, S.; Lee, C.H.; Kim, S.Y.; Youn, J.R. Ultra-high dispersion of graphene in polymer composite via solvent free fabrication and functionalization. Sci. Rep. 2015, 5, 9141. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yu, J.; Cha, J.E.; Kim, S.Y. Thermally conductive composite film filled with highly dispersed graphene nanoplatelets via solvent-free one-step fabrication. Compos. Part B Eng. 2017, 110, 171–177. [Google Scholar] [CrossRef]
- Tan, K.; Chua, C.; Leong, K.; Cheah, C.; Cheang, P.; Abu Bakar, M.; Cha, S. Scaffold development using selective laser sintering of polyetheretherketone–hydroxyapatite biocomposite blends. Biomaterials 2003, 24, 3115–3123. [Google Scholar] [CrossRef]
- Williams, J.M.; Adewunmi, A.; Schek, R.M.; Flanagan, C.L.; Krebsbach, P.H.; Feinberg, S.E.; Hollister, S.J.; Das, S. Bone tissue engineering using polycaprolactone scaffolds fabricated via selective laser sintering. Biomaterials 2005. [Google Scholar] [CrossRef]
- Yuan, S.; Zheng, Y.; Chua, C.K.; Yan, Q.; Zhou, K. Electrical and thermal conductivities of MWCNT/polymer composites fabricated by selective laser sintering. Compos. Part A Appl. Sci. Manuf. 2018, 105, 203–213. [Google Scholar] [CrossRef]
- Badalov, S.; Oren, Y.; Arnusch, C.J. Ink-jet printing assisted fabrication of patterned thin film composite membranes. J. Memb. Sci. 2015, 493, 508–514. [Google Scholar] [CrossRef]
- Joseph, B.; Ninan, N.; Visalakshan, R.M.; Denoual, C.; Bright, R.; Kalarikkal, N.; Grohens, Y.; Vasilev, K.; Thomas, S. Insights into the biomechanical properties of plasma treated 3D printed PCL scaffolds decorated with gold nanoparticles. Compos. Sci. Technol. 2021, 202, 108544. [Google Scholar] [CrossRef]
- Eng, H.; Maleksaeedi, S.; Yu, S.; Choong, Y.Y.C.; Wiria, F.E.; Tan, C.L.C.; Su, P.C.; Wei, J. 3D Stereolithography of Polymer Composites Reinforced with Orientated Nanoclay. Procedia Eng. 2017, 216, 1–7. [Google Scholar] [CrossRef]
- Bustillos, J.; Montero-Zambrano, D.; Loganathan, A.; Boesl, B.; Agarwal, A. Stereolithography-based 3D printed photosensitive polymer/boron nitride nanoplatelets composites. Polym. Compos. 2019, 40, 379–388. [Google Scholar] [CrossRef] [Green Version]
- United Nations. Transforming Our World: The 2030 Agenda for Sustainable Development; United Nations: New York, NY, USA, 2015. [Google Scholar]
- Cherubini, F.; Ulgiati, S. Crop residues as raw materials for biorefinery systems—A LCA case study. Appl. Energy 2010, 87, 47–57. [Google Scholar] [CrossRef]
- Hoffmann, V.H.; Hungerbühler, K.; McRae, G.J. Multiobjective Screening and Evaluation of Chemical Process Technologies. Ind. Eng. Chem. Res. 2001, 40, 4513–4524. [Google Scholar] [CrossRef]
- Van Aken, K.; Strekowski, L.; Patiny, L. EcoScale, a semi-quantitative tool to select an organic preparation based on economical and ecological parameters. Beilstein J. Org. Chem. 2006, 2, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Brandt, A.; Gräsvik, J.; Hallett, J.P.; Welton, T. Deconstruction of lignocellulosic biomass with ionic liquids. Green Chem. 2013, 15, 550. [Google Scholar] [CrossRef] [Green Version]
- Farraán, A.; Cai, C.; Sandoval, M.; Xu, Y.; Liu, J.; Hernáiz, M.J.; Linhardt, R.J. Green solvents in carbohydrate chemistry: From raw materials to fine chemicals. Chem. Rev. 2015, 115, 6811–6853. [Google Scholar] [CrossRef]
- Onda, A.; Ochi, T.; Yanagisawa, K. Selective hydrolysis of cellulose into glucose over solid acid catalysts. Green Chem. 2008, 10, 1033. [Google Scholar] [CrossRef]
- Kunamneni, A.; Singh, S. Response surface optimization of enzymatic hydrolysis of maize starch for higher glucose production. Biochem. Eng. J. 2005, 27, 179–190. [Google Scholar] [CrossRef]
- Bušić, A.; Marđetko, N.; Kundas, S.; Morzak, G.; Belskaya, H.; Ivančić Šantek, M.; Komes, D.; Novak, S.; Šantek, B. Bioethanol production from renewable raw materials and its separation and purification: A review. Food Technol. Biotechnol. 2018, 56, 289–311. [Google Scholar] [CrossRef] [PubMed]
- Alam, M.S.; Tanveer, M.S. Conversion of biomass into biofuel: A cutting-edge technology. In Bioreactors; Elsevier: Amsterdam, The Netherlands, 2020; pp. 55–74. [Google Scholar] [CrossRef]
- Rodrigues, A.; Bordado, J.C.; Santos, R.G. dos Upgrading the Glycerol from Biodiesel Production as a Source of Energy Carriers and Chemicals—A Technological Review for Three Chemical Pathways. Energies 2017, 10, 1817. [Google Scholar] [CrossRef] [Green Version]
- García, J.I.; García-Marín, H.; Pires, E. Glycerol based solvents: Synthesis, properties and applications. Green Chem. 2014, 16, 1007–1033. [Google Scholar] [CrossRef] [Green Version]
- Alonso, D.M.; Wettstein, S.G.; Dumesic, J.A. Gamma-valerolactone, a sustainable platform molecule derived from lignocellulosic biomass. Green Chem. 2013, 15, 584–595. [Google Scholar] [CrossRef]
- Wright, W.R.H.; Palkovits, R. Development of Heterogeneous Catalysts for the Conversion of Levulinic Acid to γ-Valerolactone. ChemSusChem 2012, 5, 1657–1667. [Google Scholar] [CrossRef]
- Fegyverneki, D.; Orha, L.; Láng, G.; Horváth, I.T. Gamma-valerolactone-based solvents. Tetrahedron 2010, 66, 1078–1081. [Google Scholar] [CrossRef]
- Antonucci, V.; Coleman, J.; Ferry, J.B.; Johnson, N.; Mathe, M.; Scott, J.P.; Xu, J. Toxicological assessment of 2-methyltetrahydrofuran and cyclopentyl methyl ether in support of their use in pharmaceutical chemical process development. Org. Process Res. Dev. 2011, 15, 939–941. [Google Scholar] [CrossRef]
- Camp, J.E. Bio-available Solvent Cyrene: Synthesis, Derivatization, and Applications. ChemSusChem 2018, 11, 3048–3055. [Google Scholar] [CrossRef]
- Salavagione, H.J.; Sherwood, J.; Budarin, V.L.; Ellis, G.J.; Clark, J.H.; Shuttleworth, P.S. Identification of high performance solvents for the sustainable processing of graphene. Green Chem. 2017, 19, 2550–2560. [Google Scholar] [CrossRef] [Green Version]
- Śmiałek, M.A.; Hubin-Franskin, M.-J.; Delwiche, J.; Duflot, D.; Mason, N.J.; Vrønning-Hoffmann, S.; de Souza, G.G.B.; Ferreira Rodrigues, A.M.; Rodrigues, F.N.; Limão-Vieira, P. Limonene: Electronic state spectroscopy by high-resolution vacuum ultraviolet photoabsorption, electron scattering, He(i) photoelectron spectroscopy and ab initio calculations. Phys. Chem. Chem. Phys. 2012, 14, 2056. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chemat, S.; Tomao, V.; Chemat, F. Limonene as Green Solvent for Extraction of Natural Products. In Green Solvents I; Springer: Dordrecht, The Netherlands, 2012; pp. 175–186. ISBN 9789400717121. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Joseph, B.; Krishnan, S.; Kavil, S.V.; Pai, A.R.; James, J.; Kalarikkal, N.; Thomas, S. Green Chemistry Approach for Fabrication of Polymer Composites. Sustain. Chem. 2021, 2, 254-270. https://0-doi-org.brum.beds.ac.uk/10.3390/suschem2020015
Joseph B, Krishnan S, Kavil SV, Pai AR, James J, Kalarikkal N, Thomas S. Green Chemistry Approach for Fabrication of Polymer Composites. Sustainable Chemistry. 2021; 2(2):254-270. https://0-doi-org.brum.beds.ac.uk/10.3390/suschem2020015
Chicago/Turabian StyleJoseph, Blessy, Saravanan Krishnan, Sagarika Vadakke Kavil, Avinash Rajalakshman Pai, Jemy James, Nandakumar Kalarikkal, and Sabu Thomas. 2021. "Green Chemistry Approach for Fabrication of Polymer Composites" Sustainable Chemistry 2, no. 2: 254-270. https://0-doi-org.brum.beds.ac.uk/10.3390/suschem2020015