
Enhancing Density-Based Mining Waste Alkali-Activated Foamed Materials Incorporating Expanded Cork



Centre of Materials and Building Technologies (C-MADE), Department of Civil Engineering and Architecture, University of Beira Interior, Calçada Fonte do Lameiro Edifício II das Engenharias, 6201-001 Covilhã, Portugal
*
Author to whom correspondence should be addressed.
CivilEng 2021, 2(2), 523-540; https://0-doi-org.brum.beds.ac.uk/10.3390/civileng2020029
Submission received: 7 March 2021
/
Revised: 10 June 2021
/
Accepted: 10 June 2021
/
Published: 21 June 2021
(This article belongs to the Special Issue Early Career Stars in Civil Engineering)
Abstract
:This study focuses on the development of an alkali-activated lightweight foamed material (AA-LFM) with enhanced density. Several mixes of tungsten waste mud (TWM), grounded waste glass (WG), and metakaolin (MK) were produced. Al powder as a foaming agent was added, varying from 0.009 w.% to 0.05 w.% of precursor weight. Expanded granulated cork (EGC) particles were incorporated (10% to 40% of the total volume of precursors). The physical and mechanical properties of the foamed materials obtained, the effects of the amount of the foaming agent and the percentage of cork particles added varying from 10 vol.% to 40% are presented and discussed. Highly porous structures were obtained, Pore size and cork particles distribution are critical parameters in determining the density and strength of the foams. The compressive strength results with different densities of AA-LFM obtained by modifying the foaming agent and cork particles are also presented and discussed. Mechanical properties of the cured structure are adequate for lightweight prefabricated building elements and components.
1. Introduction
Ordinary Portland cement (OPC) is commonly the basis of traditional construction to produce concrete and mortars. Concrete is the second most used substance on Earth, after water, and it is considered one of the most significant sources of greenhouse gas pollution [1]. Approximately 10% of global CO2 emissions are caused by building products in which, cement (OPC) accounts for approximately 85% [2].
Cement manufacturing from slag was already used for the alkali-activated binding systems back in 1895. One of the first types of binding system was blast furnace slag (Si + Ca) with a mild alkaline solution and with CSH as the main reaction product [3]. Many researchers have been conducting studies to create an alternative cementitious material to the conventional Portland Cement [4,5]. By using clays and alkaline metal solution, Victor Glukhovsky prepared, in 1957, low-calcium and/or calcium-free cementitious materials, calling “soil-cement” to the resulting investigation of these alkali-activated materials [6]. Many formulations using a wide range of materials, including blast furnace slag, clay, aluminosilicate rocks and fly ash, are followed this early investigation [7].
In 1981, Davidovits reported results obtained from mixtures of metakaolin, limestone, and dolomite (the so-called geopolymers) [8]. In 1986, the results of Pavel Krivenko’s work using the rules governing the physical and mechanical properties of concrete prepared with alkaline activated slag had also been published [9].
Palomo [10] described the fly ash’s activation process with highly alkaline solutions. At the same time, Della M. Roy [5] published study results on alkali-activated cement, reviewed the history of their production and discussed, in addition to their present status, their compositions following the alkaline activation system as described earlier by Glukhovsky. These materials have been developed as an alternative to organic polymers.
Over the last two decades, much alkali-activated cement has been developed, using different technologies, and taking into account the environment and economic and geographical rationality [11,12]. Against this background of needed change and depending on the nature of the (CaO-SiO2-Al2O3 system), alkali-activated cement can be classified into three main categories [5]: (1) moderately calcium-rich cement, (2) low-calcium cement, and (3) hybrid cement [13]. It is possible to manufacture alkali-activated materials from two parts, i.e., a solid part (from a source of aluminium silicate) and an alkaline solution activator (from a source of caustic alkalis or alkaline salts) [14,15]. Moreover, several types of alumino-silicate resources are used to synthesize and develop these materials. The most common ones are metakaolin, blast furnace slag and fly ash [16].
Intensive research is currently being conducted on the development of alkali-activated material from mining waste [17]. It focuses on the reuse of waste materials by integrating them into the manufacture of new cementitious materials [18]. The European Union (EU) states and other countries have committed to the reuse of the mineral wastes as precursor materials for alkali-activated binders from an environmental, technical, and economic point of view [19]. In the mining sector, extremely fine particles are released during the extraction of ores and minerals from grinding, screening, or raw material processing. In general, these residues are deposited in wide impoundments [20]. The Panasqueira tungsten mining waste in Covilhã, district of Castelo Branco, Portugal shows a relatively good reactivity with alkaline activators, such as calcium hydroxide, high alkali concentration and mechanical strength through curing at room temperature [18,21]. First, the purpose of these studies was to create a new alkali-activated binder by reusing waste mud from a tungsten mining exploration (Panasqueira tungsten mine waste mud). Later, the activation was improved by mixing the waste mud (TMW) with a different source of silica (particularly, river sand and amorphous grounded waste glass) and cured at moderate temperatures [22,23,24]. Moreover, waste glass addition to slag-fly ash alkali activated binder systems was evaluated [25]. Fine silica powder has also been used to strengthen the mechanical properties of cement for a long time [26,27].
The incorporation of mining waste to produce construction products can become a key factor for a sustainable construction sector, which is facing the overexploitation of primary resources, whilst contributing to research and innovation projects to the circular economy strategy empowered by the European Commission (EC) [28].
Recently, alkali-activated foamed binders have been proposed as an innovative idea that involves lightweight materials. Several examples of alkali-activated foams obtained from different raw and waste materials have been reported in the literature [29,30]. To offset the negative impact of using cement in building construction, the European Commission (EC) aims to reduce emissions from the construction sector by 90% by 2050 [31]. The feasibility of using these new materials combine the performance, and the benefits of energy-saving (a lower carbon footprint) with the cradle-to-gate emission reductions obtained and which have been recently studied and highlighted in review papers [32,33]. Moreover, to reduce the density of the foamed alkali-activated materials [9] holes [34] or lightweight aggregates [35] can be added for such a purpose. Most lightweight foamed alkali activated-based materials produced for the construction sector present low density (300–1800 kg/m3) and can be favourably compared with the density of standard concrete at approximately 2400 kg/m3 [36,37]. It has several additional attractive advantages such as low thermal conductivity [38,39,40], high acoustic insulation capacity [41], and fire-resistance [42].
It is possible to produce alkali-activated foams using different raw materials and other techniques [43,44]. Pre-foaming and mixed-foaming are the two main methods [45]. For this purpose, a large type of foaming agent, as well as detergents, resin soap, glue resins, saponin, and hydrolyzed proteins such as keratin and similar materials, were produced [46]. Among the methods used for the manufacture of lightweight alkali-activated foamed materials is the thermal expansion of (Na, K)-poly (sialate-multisiloxo) with a ratio Si:Al >> 6 [16]. Al powder has been widely used as a chemical foaming agent to produce foams of inorganic polymers [47,48]. I. Beghoura et al. [49] recently used various alkali-activated mix designs for making alkali-activated foams with Al powder. The reaction between the aluminium metal powder and the alkaline activator takes place extremely quickly [34,36]. High alkalinity is known to catalyze the Al powder, then the reaction occurs, and hydrogen gas (H2) is released as represented in the Equation (1) [44,50].
2Al + 2NaOH + 2H2O → 2NaAlO2 + 3H2,
For non-structural applications, besides foaming, the density reduction of alkali-activated materials can be obtained using lightweight aggregate as an alternative to the standard weight granules, in which improved thermal insulating features are shown [51]. Alkali-activated materials with lightweight aggregates are usually produced with artificial aggregates such as expanded clay, expanded polystyrene (EPS) or granulated cork [52]. The use of granulated cork, as a lightweight aggregate, has been investigated in different industries. The fact that cork is a natural component has eco-efficient benefits in its application. A research project was created by [53] to examine the physical and mechanical properties of waste cork and investigate the possible advantages of using aggregates in concrete manufacturing [54]. Cork granules are of low density and are suitable as a lightweight aggregate for the manufacture of concrete and mortars (namely polymer-moulded mortars) with high thermal and acoustic insulating properties and excellent deformability [55]. Currently, cork has found a wide range of application in the building industry as a solution for lightweight, thermal insulation and due to its good environmental advantages [55]. Studies on the incorporation of cork granules in cement and alkali-activated materials manufacturing compatibility found that cork granules (both natural and expanded) are compliasnt with cement and alkali-activated binders up to 40% and can be applied to the hydration test results [32,56].
For most applications, cork must first be boiled to make it more pliable and then to completely enlarge the lenticels. In the beginning, cork cells collapse and wrinkle after boiling (for around 1-h,) and the gas present inside the cells expands to produce a very tight, uniform cell structure [54]. Expanded cork is made from the bark of the cork tree. Since the cork used to make expanded cork is of low quality (it usually contains a high percentage of wood), it is grounded down to 20 mm size granules and then it is steam-heated up to 400-°C for about 2-h (18 January 2016). Retrieved from http://www.corklink.com/index.php/about-cork/, (accessed on 19 June 2021).
Overall, it is evident from previous research attempts that it is important to consider the impact of mix design on both the alkali-activation reaction and the Al powder foaming reaction to control the porosity of the alkali-activated foam matrix. Therefore, this study aims to not only investigate the influence of expanded granulated cork (EGC) on the fundamental properties of alkali-activated lightweight foamed material, but also the expansion process (mixing procedure) and the parameters involved (expansion volume) by using several combinations of tungsten waste mud (TWM), waste glass (WG), metakaolin (MK) and incorporating EGC mixed with sodium silicate and sodium hydroxide, using aluminium powder (Al) as a foaming agent. This study evaluates the use of 10 vol.% to 40 vol.% cork particles as a substitution of the total of the precursors’ volume on the properties of alkali-activated lightweight foamed material (AA-LFM). The properties of the AA-LFM containing EGC is determined by investigating compressive strength, dry density, porosity, and expansion volume. Understanding these properties is useful to the widespread uptake of this new material.
2. Experimental Work
2.1. Materials
The materials used in this study consisted of TWM from Panasqueira mine in Covilhã, Portugal, grounded WG, MK, and EGC. Sodium hydroxide (SH) NaOH, and sodium silicate (SS) Na2SiO3 as a liquid solution, as well as aluminium powder (Al) as a foaming agent. The precursor used for alkali activation was dried at 80 °C for 24-h and then sieved afterwards into three different particles sizes (150 μm, 300 μm, and 500 μm) and were named P1, P2, and P3, respectively.
The TWM was collected from the Panasqueira tungsten mining waste mud deposit field, and it was sieved into three different particles sizes (150 µm, 300 µm, and 500 µm). The TWM is mainly composed of crystalline inclusions of quartz and muscovite [57]. Grounded waste glass (WG) was obtained by crushing and finely milling glass bottles. The WG was also sieved into sizes below 150 µm, 300 µm, and 500 µm. The waste glass was added to the mixtures as another source of silicate in the matrix. MK was provided by BASF with a Specific Gravity of 2.50 (g/cm3) and a pH = 6 (28% solids). The Mk particle sizes are under 80 µm.
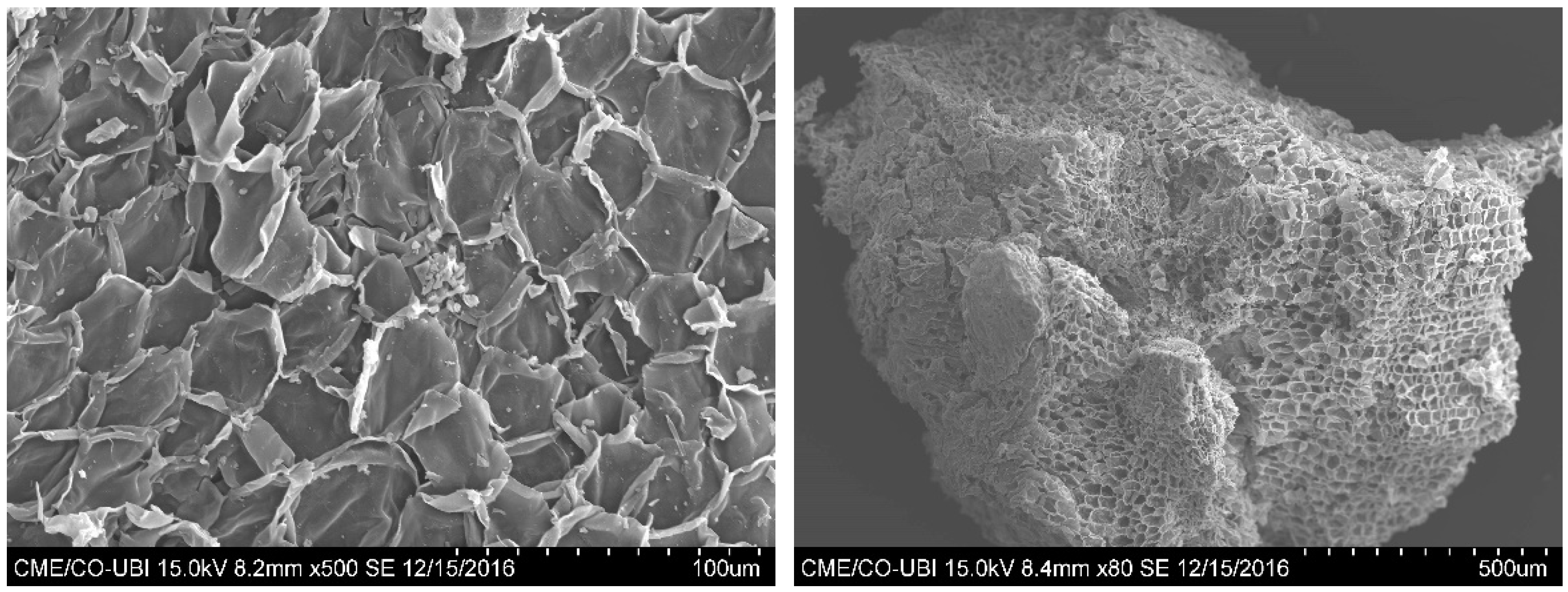
The expanded granulated cork (EGC) used in this study was kindly provided by (SOFALCA—Sociedade Central de Produtos de Cortiça, Lda, Abrantes, Portugal). Cork particles under 2-mm and with density ranges from 70 to 80 kg/m3 were used. Scanning electron microscopy (SEM) micrographs of the expanded cork cell structure were analyzed through high-resolution images in the SEM (HITACHI S-3400N) at the Optical Centre of the University of Beira Interior (UBI) and are presented in Figure 1.
The aluminium powder (Al) used for the foaming process, provided by ACROS organics, had an average particle size of 75 microns, and a purity and molar mass of 99% and 26.98 Al, respectively.
The powders’ typical chemical compositions (TWM, WG, and MK) are shown in Table 1. The composition was determined from several samples through energy-dispersive spectrometry (EDS) at UBI’s Optical Centre.
A commercial sodium silicate Na2SiO3 (SS) solution with the composition SiO2/Na2O = 3.2 and Sodium hydroxide NaOH (SH) (with 98.6% purity) pellets dissolved in distilled water were mixed to constitute the alkali activators and were prepared at the laboratory of UBI. The activators’ chemical composition given by the suppliers (Quimialmel Quimicos e Minerais, Lda. José Manuel Gomes dos Santos, Lda.) is shown in Table 2.
2.2. Methods
Preparation of the precursor, activator and AA-LFM samples:
Several mixes of tungsten waste mud (TWM) were combined, with grounded WG and MK to produce alkali-activated tungsten-based. This was made using different precursors’ particle size and natural EGC, aiming at AA-LFM. Foaming was created by using aluminium powder (Al) as a foaming agent. As described in the next section, properties such as density, compressive strength, porosity, and expansion volume were determined of AA-LFM containing different percentages of cork particles (EGC).
The samples’ density was measured by dividing the dry mass by the volume (i.e., geometrical density). The average of 3 cubic specimens (40 × 40 × 40 mm3) was used for dry density measurements.
The expansion volume of the AA-LFM was obtained using Equation (2).
Ev = (Tv − Iv)/Tv ∗ 100
Ev: Expansion volume (%).
Tv: Total volume (cm3)—(height of sample at the end of the experiment).
Iv: Initial volume (cm3)—(height of sample at the start of the experiment).
2.2.1. Mixing Alkaline Solutions
The synthesis of the AA-LFM includes three steps: (a) preparation of the activation solutions, (10 M) sodium hydroxide (NaOH, SH) mixed with liquid sodium silicate (Na2SiO3, SS) (magnetic stirring at a rate of 500 r.p.m. for about 5 min). SH was first prepared and used in the formula after 24-h; (b) mixing of raw materials incorporating cork particles (dry powders and the Al powder). The precursors were prepared by dry mixing the powders: TWM, grounded WG and MK. Different amounts of Al powder from 0.009 w.% to 0.05 w.% were added to the precursors, and all dry components were initially mixed well by hand for 1 min to obtain a homogeneous distribution; and (c) moulding and curing the specimens after mixing the solid components with the alkaline activating solution, firstly for about 3 min at normal speed and then for 2 min at a fast speed. AA-LFM mixes were manufactured with P/A (Precursor/Activator ratio) = 2.3:1 of precursor/activator ratio when using precursor P1 (under 150 μm), above P/A = 2.6:1 when using precursors P2 and P3 (under 300 μm and 500 μm, respectively), and the same activators ratio of SS/SH = 3:1 to study the effects of incorporating expanded cork particles (EGC) using different precursors’ particle sizes on the expansion volume and other parameters, by adding an amount of Al powder changing from 0.009 w.% to 0.05 w.%.
2.2.2. Mix Design
Several combinations of AA-LFM with all varieties of precursors (P1, P2, and P3) were prepared by adding different percentages of EGC (10% to 40% volume of total precursors), with different amounts of Al powder, ranging from 0.009 w.% to 0.05 w.%. A total of 60 AA-LFM mixtures were prepared for this study as presented in Table 3. The mixes were poured into relatively large moulds (120 × 200 × 150 mm3)s, left to expand for about 30 min, and then the filled moulds were covered and placed to cure in the oven at 60-°C for 24-h to speed up the alkali reaction. After curing in the oven, the samples were removed from the mould and set aside to continue the curing in laboratory conditions over the following days until the testing of compressive strength at 28 days.
The use of precursor/activator ratio was determined with the ease with which it can produce the AA-LFM, mixing precursor (incorporating different percentages of cork particles) and the activator to ensure all components were adequately mixed—comprising cork particles from 10 vol.% to 40 vol.% by substitution of the precursor’s powders. Cork is anisotropic which means its properties are also anisotropic. The cork cells are closed and hollow and contain in their interior a gas slightly similar to air that plays an important role in their properties [51]. The porous aggregate (EGC) would demand extra water to be absorbed or kept in the cork’s cellular structure. For that, the selected P/A ratio was based on the 100 vol.% of precursor in addition to the percentage of cork’s particles replaced. Consequently, the same P/A ratio of the mixtures with different cork particles percentage shows another viscosity behaviour.
3. Results and Discussion
3.1. Compressive Strength
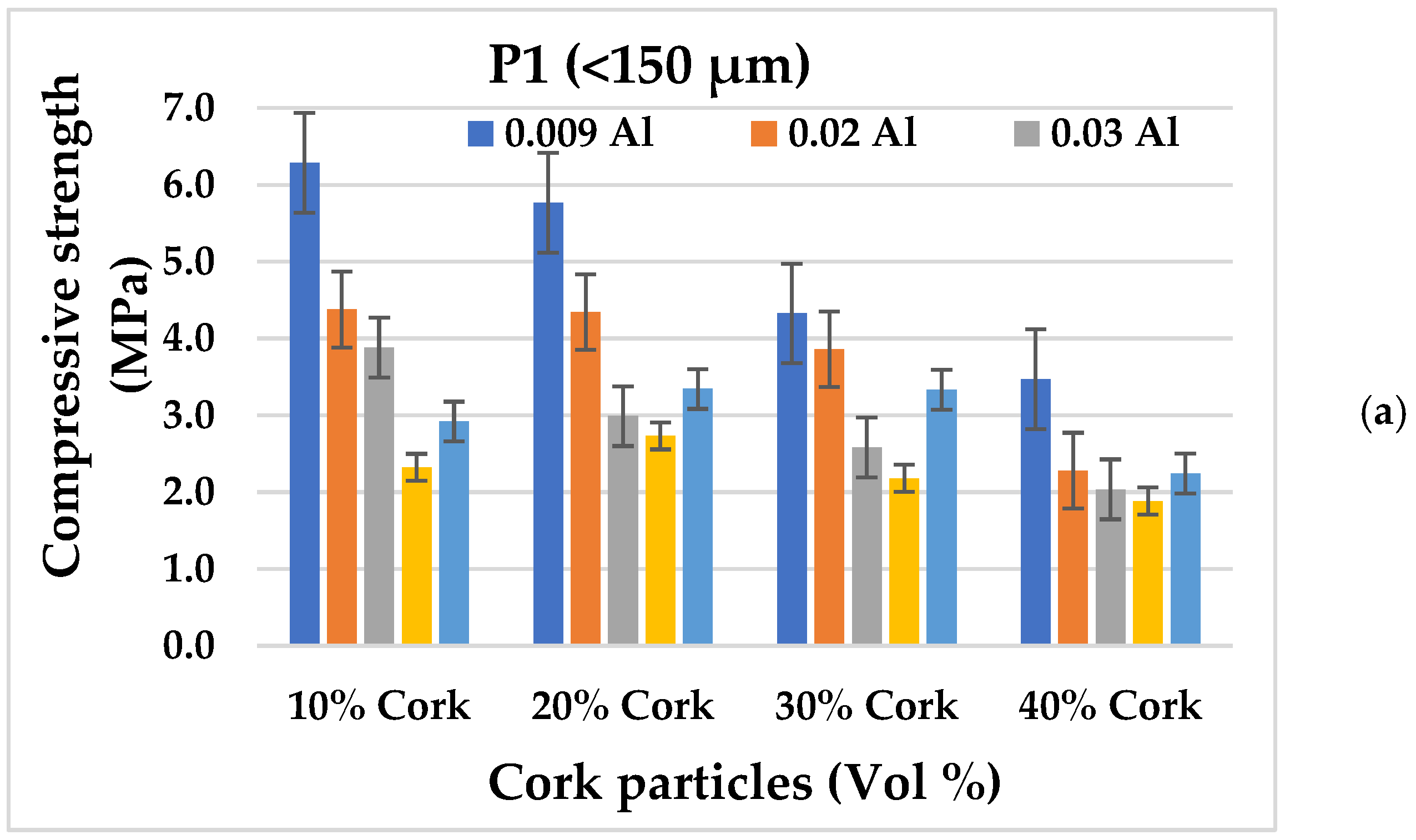
Compressive strengths of the AA-LFM containing different percentages of EGC particles for all precursors with varying particle sizes at 28 days are presented in Figure 2. As was expected, the compressive strength decreases with the change of the foaming agent and cork particles content of the AA-LFM. The highest values of compressive strength achieved for each precursor particle sizes were obtained when adding a small amount (0.009 w.%) of Al powder incorporating a different percentage of cork particles. It was observed that the compressive strength of the AA-LFM relatively increases with the change of the precursor particles’ sizes. In other words, changing the precursors’ particle size using the same Al powder amount show different compressive strength results. Precursor P1 (<150 µm) shows a high compressive strength value of 6.29 MPa, 5.77 MPa, 4.33 MPa and 3.47 MPa using 0.009 w.% of Al powder when adding 10 vol.%, 20 vol.%, 30 vol.%, and 40 vol.% of expanded granulated cork (EGC), respectively (as presented in Figure 2a). Precursor P1 is the smallest (increasing the percentage of the reactants of the precursor). For precursor P2 (<300 µm), the highest compressive strength results obtained using 0.009 w.% Al powder were 4.80 MPa, 3.88 MPa, 3.18 MPa and 2.48 MPa for samples containing 10 vol.%, 20 vol.%, 30 vol.%, and 40 vol.% of expanded cork (EGC), respectively, as shown in (Figure 2b). The highest compressive strength values obtained for precursor P3 (<500 µm) using 0.009 w.% Al powder were of 4.56 MPa, 3.83 MPa, 2.86 MPa and 2.56 MPa with different percentage of cork particles at 10 vol.%, 20 vol.%, 30 vol.%, and 40 vol.%, respectively, as presented in (Figure 2c). Furthermore, with the decrease of the density (the increase of cork particles content) compressive strength also decreases gradually.
On the other hand, it is noticed that precursor P1 which presents the smallest fraction (<150 µm), had higher compressive strength when compared to precursors P2 and P3 which have small fractions (<300 µm and <500 µm), respectively. i.e., more samples reacted due to more extensive available precursor’s surface (reactants). In other words, reducing the particle size of the powders increases the percentage of the precursor’s reactive compounds. The compressive strength is strongly affected by the porosity which indicate that the foaming process (chemical reaction) played a more significant role in the alkali-activated synthesis.
3.2. Strength Loss/Gain
Previous investigation using mining waste mud, I. Beghoura et al. [40], studied alkali-activated foams using different precursor particle sizes and showed that lower strengths were due to the increase of porosity which results in a gradual decrease in the compressive strength. In other words, alkali-activated foamed binders with high porosity leads to the loss of strength. A substantial decline in the samples compressive strength was observed when adding a higher amount of 0.05 w.% Al powder and the strength further decreases with the increase of Al powder. Nevertheless, the higher porosity foams (produced with 0.05 w.% Al powder) have a compressive strength of 4.25 MPa, 3.03 MPa, and 2.28 MPa for P1, P2, and P3, respectively. These results can be compared with the results obtained by others [34,43,48,58] using other sub-product and industrial wastes, i. e. metakaolin, fly ash, etc., as starting materials.
AA-LFM seems to be beneficial from the point of view of compressive strength showing relatively good compressive strength results of 2.04 MPa, 1.98 MPa, and 1.31 MPa for densities of 664 kg/m3, 722 kg/m3, and 753 kg/m3, ands expansion volume of 58.73%, 56.87%, and 54.16%s for P1, P2 and P3 precursors’ maximum particle size when incorporating 40 vol.% of cork particles, respectively. However, it is interesting that the collapsed samples present an increase in the compressive strength because of the decreasing of the porosity due to the failure of the samples’ expansion process. In the case of samples whose expansion process did not fail, AA-LFM was prepared using 0.05 w.% Al powder amount for P1s, and 0.04 w.% for P2 and P3s incorporating 40 vol.% cork particles with a compressive strength of 2.24 MPa, 2.30 MPa, and 1.66 MPa, respectively. This is roughly 10%, 16%, and 22% higher than samples prepared with a large amount of Al powder. This can explain that compressive strength is strongly affected by the porosity of the alkali-activated foams. Thus, the compressive strength results obtained using tungsten-based alkali-activated foams incorporating expanded cork particles are of the same or even higher level as other research results obtained with fly ash and MK [48,59].
3.3. Dry Density
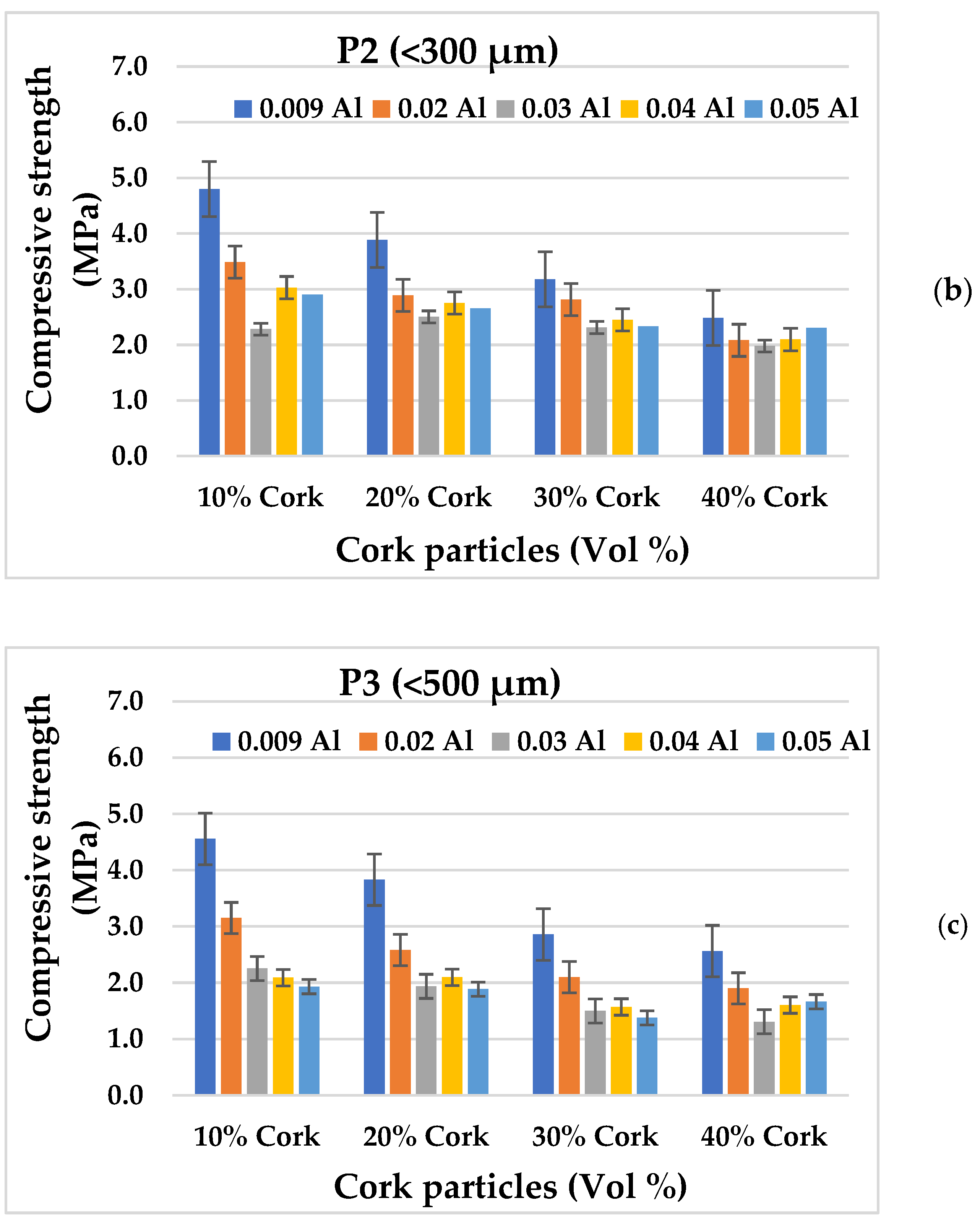
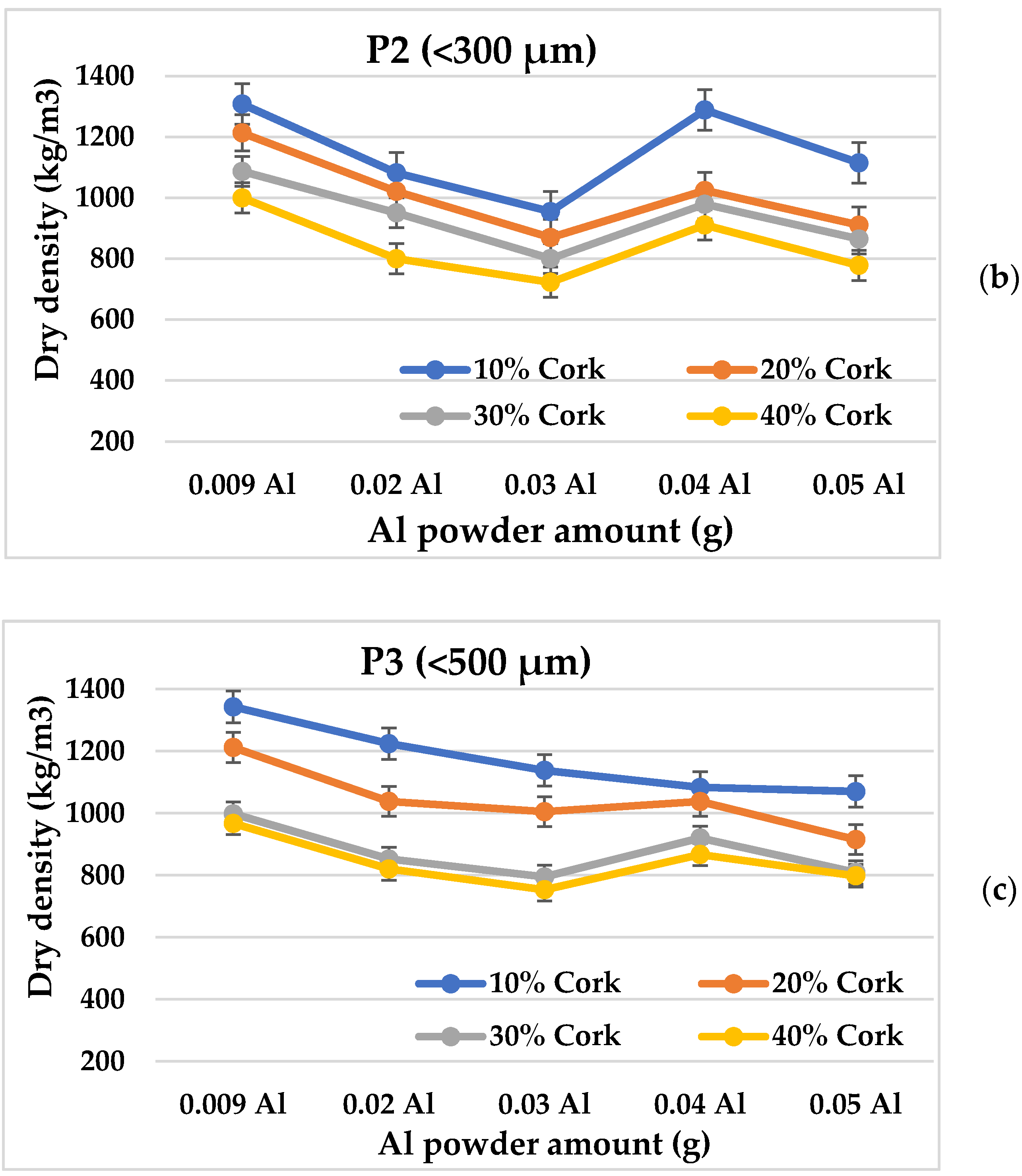
The dry densities of the AA-LFM are presented in Figure 3. It was observed that the density was affected by tow parameters: the pores created by the foaming process with different amounts of Al powder and the changes of the cork particles in the mixtures. The lowest density obtained for precursors P1, P2 and P3 is 664 kg/m3, 722 kg/m3, 753 kg/m3, respectively, using 0.04 w.% Al powder in case of the precursor P1 and above 0.03 w.% Al powder for precursors P2 and P3. It is noticed that the lowest density is obtained through the changes of Al powder amounts as a result of adding cork particles at 40 vol.% for all different precursor’s particle sizes. Furthermore, the density showed superior values when adding 0.05 w.% Al powder as in P1 and 0.04 w.% Al powder added to P2 and P3 because the AA-LFM mixtures show a collapse of the samples.
Figure 4 demonstrates the differences between the various AA-LFM mixes by projecting their compressive strength versus dry density. It is not unexpected that the density reduction of the AA-LFM samples achieved by using Al powder as a foaming agent, and incorporating cork particles, has a significant effect on the decrease of the compressive strength. Yet, it has been found that samples with lower porosity show higher compressive strength and densities. As expected, in comparison to results found by I. Beghoura et al. [40], density reduces for increasing expanded cork particles content (below 900 kg/m3). The lowest density was found in the mixture with 40 vol.% expanded cork particles (664 kg/m3, 722 kg/m3, 753 kg/m3, for precursors P1, P2 and P3, respectively). Overall, an increase in cork particles content led to lower density.
3.4. Expansion Volume
It was reported that the expansion of the AA-LFM mixes for all samples with the different precursors’ particle sizes using Al powder mainly took place in the first 1 h. As expected, the increase of aluminium powder (Al) leads to the rise of the expansion volume percentage, which means that the foaming agent amount enhances the number and the pore sizes of the AA-LFM produced. The precursor P1 shows a typical expansion volume for all the samples when adding Al powder from 0.009 w.% to 0.04 w.%, with a higher expansion volume of 55.90%, 53.84%, 59.42%, and 58.73% when adding 10 vol.%, 20 vol.%, 30 vol.%, and 40 vol.% of EGC, respectively (as presented in Figure 5a). On the other hand, precursor P1 shows that the samples’ collapse when adding 0.05 w.% of Al powder in the mixtures as indicated with an arrow (Figure 6a). For precursor P2 the expansion volume increases changes by 51.94%, 52.29%, 47.82%, and 56.87% for all samples containing 10 vol.%, 20 vol.%, 30 vol.%, and 40 vol.% EGC, respectively, when adding Al powder from 0.009 w.% to 0.03 w.% as outlined in (Figure 5b). Precursor P2 shows that the samples’ collapse when adding 0.4g and 0.05 w.% of Al powder in the mixtures (see Figure 6b). For P3 the expansion volume when adding Al powder from 0.1 g to 0.3g increases changes by 43.45%, 52.43%, 56.62%, and 54.16% when adding 10 vol.%, 20 vol.%, 30 vol.%, and 40 vol.% of EGC, respectively, as reported in Figure 5c. However, precursor P3 shows a collapse (as indicated with arrows) of the samples when adding 0.04 w.% and 0.05 w.% of Al powder amount in the mixtures (as presented in Figure 6c).
The cross-section of the different AA-LFM specimens with all precursors (P1, P2, and P3) obtained using different amounts of Al powder and different percentages of cork particles are presented in Figure 6. It was observed that during the expansion process the increase of the Al powder dosage leads to a rise in the volume of the samples. Moreover, the fast expansion period ends earlier when adding a more significant amount of Al powder as a foaming agent (due to the quicker reaction between Al powder and the catalyzer NaOH). On the other hand, the expansion volume was also affected by the precursor’s fineness (particles size of P1, P2, and P3). P1, with the smallest particles size, showed a higher expansion volume than P2 and P3 because there was not enough free space between the inner part of the precursor’s particles to allow the gas produced through the chemical reaction of Al powder to be released without increasing the mixture (creating pores) in the structure.
The failure modes (collapse of samples) during the expansion process of AA-LFM (as referred to with arrows in Figure 6a–c) can be explained due to three main reasons: (1) the differences existing in terms of mixtures viscosity could play a role in the collapse of the samples, i.e., the replacement of fine powders with a different percentage of cork particles could change the viscosity of the mixtures (cork particles have a porous structure that absorbs water. It was also observed that mixtures made using precursor P1, with a smaller particle size of powders are more viscous and shows a typical expansion with Al powder when changed from 0.009 w.% to 0.04 w.%. when using precursors P2 and P3 which have a slightly big particle size of powders shows a typical expansion when adding Al powder from 0.009 w.% to 0.03 w.%; (2) the rapid and intensive reaction, when adding a high amount of foaming agent in the mixtures, shows a fast expansion period and larger gas volume generated; and, (3) The aggregation of cork particles on the top of the samples’ surface could be the reason for the collapse behaviour due to the rise of cork particles with gas generated in the direction of the expansion during the Al powder reaction with the NaOH of the AA-LFM samples.
Furthermore, it was observed that cork particles rise in the direction of the expansion process and that many cork grains (particles) were aggregated on the top part of the specimens because of the exceptionally light density of cork particles as indicated with red lines in (Figure 7a–c).
3.5. Pore Sizes and Cork Particles’ Distributions
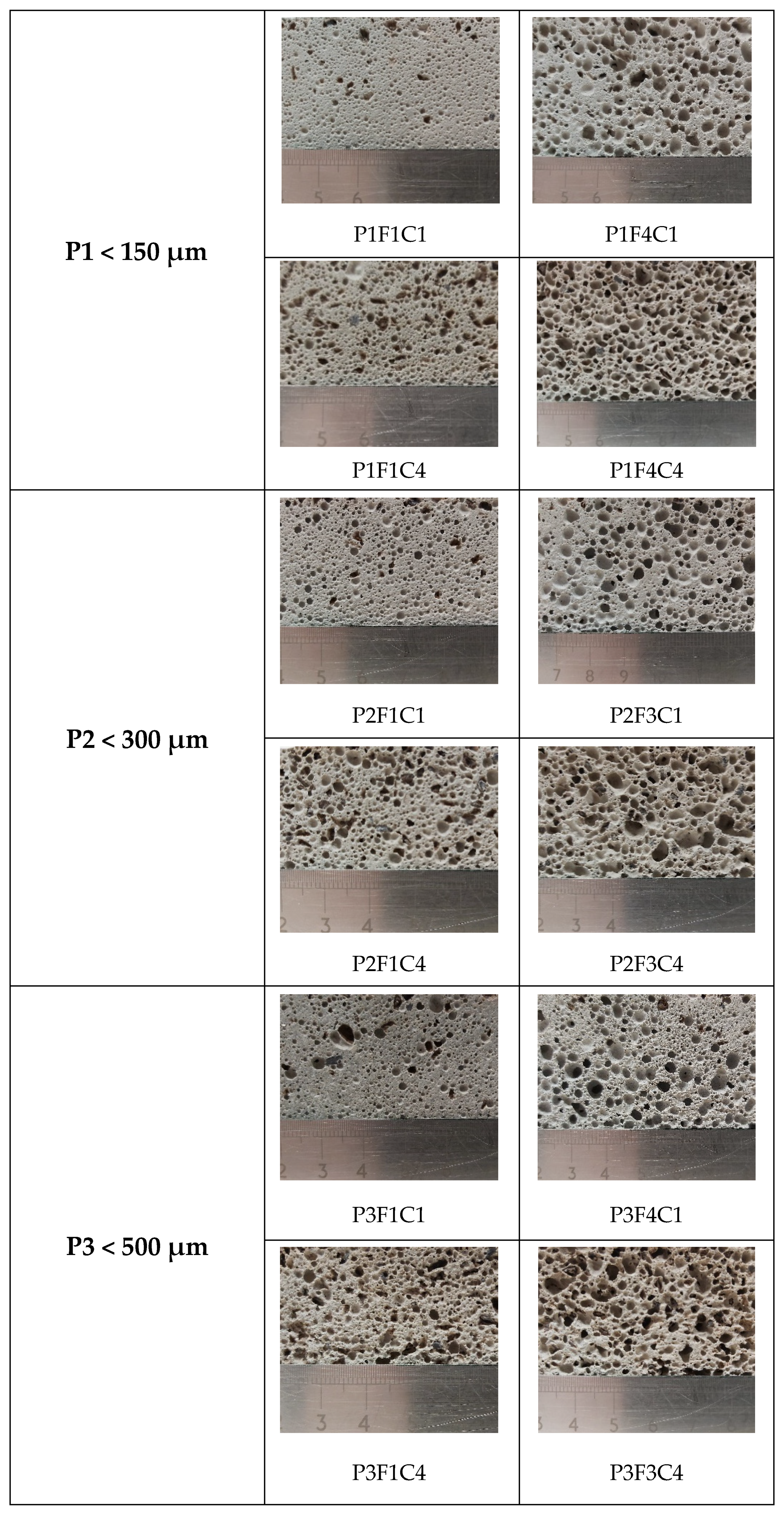
Figure 8 presents images of the central foam section of random AA-LFM specimens obtained with the different precursors’ P1, P2, and P3 particle sizes and using different amounts of Al powder (small and large amounts) and incorporating expanded granulated cork (EGC) with different percentages (10% and 40% volume of total precursors). It was observed that the formation of large pores appears to be more dependent on Al powder. The pores morphology is influenced by the amount of Al powder used in the foaming reaction. Several pores with a diameter up to 1 mm or 2 mm were formed when using a small amount of Al powder, while large pores (over 2 mm in diameter) were formed when using a large amount of Al powder. It clearly shows that they have a macrostructure with irregular spherical macrospores derived from the foaming process. In other words, the increase of Al powder content enlarges the pore size of the samples of the AA-LFM. Cork particles are randomly distributed in the samples. The cork’s particles percentage incorporated as well as the amount of Al powder affects the morphology of the pores (shape and diameter) and their distribution (regularity).
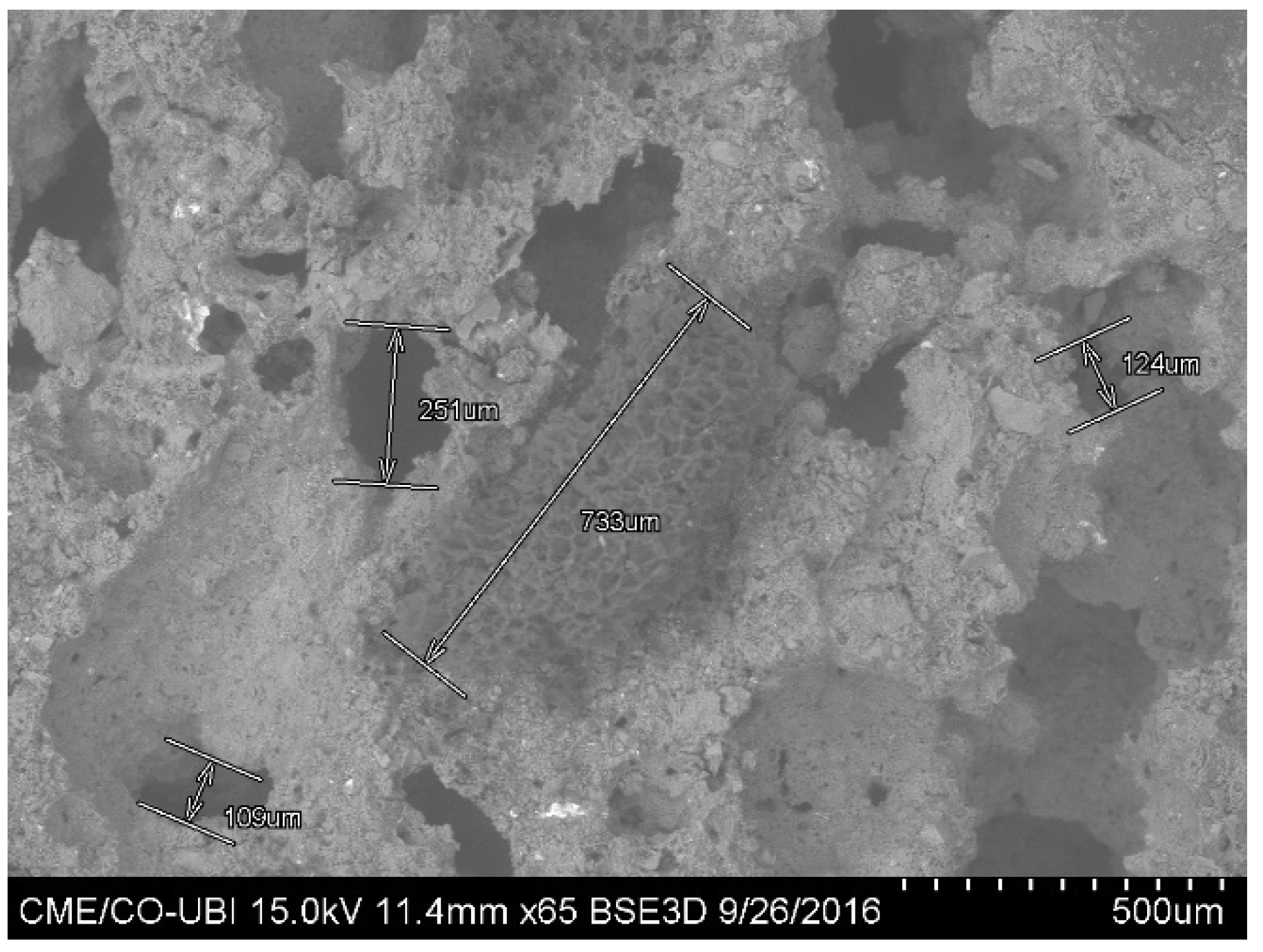
Furthermore, from a previous study [32], Figure 9 shows an example of SEM micrographs for pore sizes and cork particles distribution. The SEM study was performed using high-resolution images obtained using the SEM (HITACHI S-3400N) at the UBI Optical Centre to investigate the foam’s microstructure. Pore sizes in foamed samples shows a tinier pores and larger deep voids with a diameter up to 4 mm. In this case, the proportions of pores in the samples is relatively uniform. When the amount of Al powder in the paste is minimal, the pores are usually closed and almost spherical (see Figure 8).
3.5.1. Effect of Al Powder Addition
It can be observed that the increase of Al powder amount enlarges the pore size of the samples of the AA-LFM. Moreover, the reaction between the Al metal powder and the alkaline activator (NaOH) occur extremely fast when significant quantities of a foaming agent are added. Therefore, the expansion time decreases. On the one hand, the gas released from the reaction between Al powder and the catalyzer (NaOH) in the mixtures presents a volume that depends on the amount of Al powder added. In other words, a specific amount of Al powder generates a particular volume of hydrogen gas. The dissolution and synthesis reaction should be accelerated and should somehow increase the speed of hydrogen gas release, and this will result in a violent reaction which, in turn, should cause a higher volume expansion. In contrast, mixtures made incorporating different cork particles show different viscosities, and these change slightly with the alteration of the percentage of cork particles from 10 vol.% to 40 vol.%.
3.5.2. Effect of Cork Addition
It was observed that the expansion behaviour of AA-LFM is different under some specific conditions. Incorporating cork particles by eliminating a part of fine powders in the precursor (replacement of these powders with cork particles ranges from 0 to 2 mm) reduces the volume of powders that are often responsible for keeping the gas emitted during the reaction with Al powder. Furthermore, during the foaming reaction, besides the expansion, the volume of gas produced with a large amount of Al powder created a lot of bubbles inside the mixtures and was followed by the collapse of the samples when adding 0.05 w.% Al powder in the case of precursor P1, and when adding an amount of 0.04 w.% and 0.05 w.% Al powder in the case of precursors P2 and P3.
On the other hand, the accumulation of many cork particles on the surface of the AA-LFM samples due to their rise during the release of the gas generated by the reaction of Al powder’, also influence and is followed by the collapse of the samples.
4. Conclusions
In this study, innovative alkali-activated lightweight foamed materials AA-LFM based on tungsten mining waste mud (TWM) incorporating expanded granulated cork (EGC) were investigated through a chemical foaming method using aluminium powder (Al). The research results confirm that the development of enhanced density-based alkali-activated lightweight foamed material (AA-LFM) produced have relatively good mechanical properties. The following findings were made:
- Compressive strength showing relatively good results of 2.04 MPa, 1.98 MPa, and 1.31 MPa for densities of 664 kg/m3, 722 kg/m3, and 753 kg/m3, with expansion volumes of 58.73%, 56.87%, and 54.16%s for P1, P2 and P3 precursors’ maximum particle size incorporating 40 vol.% of cork particles, respectively.
- The compressive strength of the AA-LFM is strongly affected by the increase of Al powder amount and slightly with the change of cork particles content.
- Highly porous foams were produced when using the Al powder as a blowing agent. It is found that the density decreases as expanded granulated cork (EGC) particles content increase due to the low density of cork particles.
- The lowest density obtained for P1, P2 and P3 is 664 kg/m3, 722 kg/m3, 753 kg/m3, respectively, using 0.04 w.% Al powder in the case of precursor P1 and 0.03 w.% Al powder for precursors P2 and P3.
- For each precursor particle size, the density obtained through the changes in the amount of Al powder and as a result of adding cork particles at 40 vol.% showed superior values when adding 0.05 w.% Al powder as in P1 and 0.04 w.% Al powder as in P2 and P3; the collapsed samples present an increase in the compressive strength because of the decrease of the porosity through the failure of the samples expansion process.
- The expansion volume obtained from Al powder catalysed by the NaOH with the ratio SS; SH = 3.1 is about 55.90%, 53.84%, 59.42%, and 58.73% for precursor P1 (<150 µm), 51.94%, 52.29%, 47.82%, and 56.87% for precursor P2 (<300 µm) and 43.45%, 52.43%, 56.62%, and 54.16% for precursor P3 (<150 µm) when incorporating 10 vol.%, 20 vol.%, 30 vol.%, and 40 vol.%, respectively.
- Typical self-foaming (chemical foaming) was observed in alkali-activation of different precursors’ particles size incorporating different cork particles’ percentage under 2 mm.
- Adding a large amount of Al powder was followed by the collapse of the samples when adding 0.05 w.% Al powder in the case of precursor P1 and when adding 0.04 w.% and 0.05 w.% of Al powder in the case of precursors P2 and P3.
Author Contributions
Conceptualization, I.B.; Data curation, I.B. and J.C.-G.; Formal analysis, I.B. and J.C.-G.; Investigation, I.B.; Methodology, I.B.; Supervision, J.C.-G.; Validation, J.C.-G.; Writing—original draft, I.B.; Writing—review & editing, I.B. and J.C.-G. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Sandanayake, M.; Zhang, G.; Setunge, S. Estimation of environmental emissions and impacts of building construction—A decision making tool for contractors. J. Build. Eng. 2019, 21, 173–185. [Google Scholar] [CrossRef]
- Kappel, A.; Ottosen, L.M.; Kirkelund, G.M. Colour, compressive strength, and workability of mortars with an iron rich sewage sludge ash. Constr. Build. Mater. 2017, 157, 1199–1205. [Google Scholar] [CrossRef] [Green Version]
- Available online: https://patents.google.com/patent/US544706 (accessed on 19 June 2021).
- Li, C.; Sun, H.; Li, L. A review: The comparison between alkali-activated slag (Si + Ca) and metakaolin (Si + Al) cements. Cem. Concr. Res. 2010, 40, 1341–1349. [Google Scholar] [CrossRef]
- Roy, M.D. Alkali-activated cements Opportunities and challenges. Cem. Concr. Res. 1999, 29, 249–254. [Google Scholar] [CrossRef]
- Palomo, A.; Krivenko, P.; Kavalerova, E.; Maltseva, O. A review on alkaline activation: New analytical perspectives. Mater. Constr. 2014, 64, e022. [Google Scholar] [CrossRef] [Green Version]
- Jochens, P.R. Utilization of slags for the manufacture cement. J. S. Afr. Inst. Min. Metall. 1969, 464–474. Available online: https://www.saimm.co.za/Journal/v069n09p464.pdf (accessed on 19 June 2021).
- Davidovite, J. Synthetic Mineral Polymer Compound of the Silico-Aluminates Family and Preparation Process. U.S. Patent 4,472,199, 18 September 1984. [Google Scholar]
- Krivenko, P.; Kovalchuk, G. Achieving a heat resistance of cellular concrete based on alkali activated fly ash cements. Mater. Struct. 2015, 599–606. [Google Scholar] [CrossRef]
- Palomo, A.; Grutzeck, M.W.; Blanco, M.T. Alkali-activated fly ashes: A cement for the future. Cem. Concr. Res. 1999, 29, 1323–1329. [Google Scholar] [CrossRef]
- Shi, C.; Jiménez, A.F.; Palomo, A. New cements for the 21st century: The pursuit of an alternative to Portland cement. Cem. Concr. Res. 2011, 41, 750–763. [Google Scholar] [CrossRef]
- Provis, J.L.; van Deventer, J. Alkali Activated Materials: State-of-the-Art Report, RILEM TC 224-AAM; Springer: Dordrecht, Switzerland, 2014; ISBN 978-94-007-7671-5. [Google Scholar]
- Krivenko, P.; Cao, H.; Petropavlovskyi, O.; Weng, L. Efficiency of alkali activated hybrid cements for immobilization of low-level radioactive anion-echange resins. East. Eur. J. Enterp. Technol. 2016, 10, 38–43. [Google Scholar] [CrossRef] [Green Version]
- Davidovits, J.; Sawyer, J.L. Early High-Strength Mineral Polymer. U.S. Patent 4509985-A, 9 April 1985. [Google Scholar]
- Davidovits, J. Mineral Polymers and Methods of Making Them. U.S. Patent 4349386, 14 September 1982. [Google Scholar]
- Davidovits, J. Geopolymer Chemistry and Applications, 3rd ed.; Geopolymer Institute: Saint-Quentin, France, 2011. [Google Scholar]
- Pacheco-Torgal, F.; Castro-Gomes, J.P.; Jalali, S. Utilization of mining wastes to produce geopolymer binders. Geopolymers Struct. Process. Prop. Ind. Appl. 2009, 267–293. [Google Scholar]
- Castro-Gomes, J.P.; Oliveira, L.A.P.; Almeida, M.D. Valorizacao de Residuos de Minas em Pavimento de Baixo Custo. 2006. Available online: https://www.academia.edu/22261036/Valoriza%C3%A7%C3%A3o_de_res%C3%ADduos_de_minas_em_pavimentos_de_baixo_custo (accessed on 19 June 2021).
- Pacheco-Torgal, F.; Castro-Gomes, J.P.; Jalali, S. Investigations of tungsten mine waste geopolymeric binder: Strength and microstructure. Constr. Build. Mater. 2008, 22, 2212–2219. [Google Scholar] [CrossRef] [Green Version]
- United States Environmental Protection Agency. Report to Congress: Wastes from the Extraction and Beneficiation of Metallic Ores, Phosphate Rock, Asbestos, Overburden from Uranium Mining and Oil Shale. 1985. Available online: https://www.epa.gov/hw/report-congress-wastes-extraction-and-beneficiation-metallic-ores-phosphate-rock-asbestos (accessed on 19 June 2021).
- Castro-Gomes, J.P.; Silva, A.P.; Cano, R.P.; Suarez, J.D.; Albuquerque, A. Potential for reuse of tungsten mining waste-rock in technical-artistic value added products. J. Clean. Prod. 2012, 25, 34–41. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Castro-Gomes, J.P.; Jalali, S. Adhesion characterization of tungsten mine waste geopolymeric binder. Influence of OPC concrete substrate surface treatment. Constr. Build. Mater. 2008, 22, 154–161. [Google Scholar] [CrossRef] [Green Version]
- Longhi, M.A.; Rodríguez, E.D.; Bernal, S.A.; Provis, J.L.; Kirchheim, A.P. Valorisation of a kaolin mining waste for the production of geopolymers. J. Clean. Prod. 2016, 115, 265–272. [Google Scholar] [CrossRef]
- Franco, A.; Vieira, R.; Geologist, C.; Bunting, R.; Executive, N. The Panasqueira Mine at a Glance, Volume 3. 2014. Available online: https://www.academia.edu/30245408/The_Panasqueira_Mine_at_a_Glance (accessed on 19 June 2021).
- Liu, G.; Florea, M.V.A.; Brouwers, H.J.H. Waste glass as binder in alkali activated slag–fly ash mortars. Mater. Struct. Constr. 2019, 52, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Pahlevani, F.; Sahajwalla, V. From waste glass to building materials—An innovative sustainable solution for waste glass. J. Clean. Prod. 2018, 191, 192–206. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Dalvand, A.; Mastali, M.; Luukkonen, T.; Illikainen, M. Effects of waste ground glass and lime on the crystallinity and strength of geopolymers. Mag. Concr. Res. 2019, 71, 1218–1231. [Google Scholar] [CrossRef]
- European Commission Closing the Loop: Commission Adopts Ambitious New Circular Economy Package to Boost Competitiveness, Create Jobs and Generate Sustainable. 2015. Available online: http://www.lifelcip.eu/FR/fiche-actualite/60/Closing-the-loop-Commission-adopts-ambitious-new-Circular-Economy-Package-to-boost-competitiveness-create-jobs-and-generate-sustainable-growth (accessed on 19 June 2021).
- Haq, E.U.; Padmanabhan, S.K.; Licciulli, A. Microwave synthesis of thermal insulating foams from coal derived bottom ash. Fuel Process. Technol. 2015, 130, 263–267. [Google Scholar] [CrossRef]
- Zhang, Z.; Provis, J.L.; Reid, A.; Wang, H. Geopolymer fsoam concrete: An emerging material for sustainable construction. Constr. Build. Mater. 2014, 56, 113–127. [Google Scholar] [CrossRef]
- Commission, E.; From, C.; Commission, T.H.E.; The, T.O.; Parliament, E.; Council, T.H.E.; European, T.H.E.; Committee, S.; Committee, T.H.E.; The, O.F. A Roadmap for Moving to a Competitive Low Carbon Economy in 2050. 2011. Available online: https://www.eea.europa.eu/policy-documents/com-2011-112-a-roadmap (accessed on 19 June 2021).
- Beghoura, I.; Castro-Gomes1, J.; Ihsan, H.; Estrada, N. Feasibility of alkali-activated mining waste foamed materials incorporating expanded granulated cork. Min. Sci. 2017, 24, 7–28. [Google Scholar] [CrossRef]
- Bai, C.; Colombo, P. Processing, properties, and applications of highly porous geopolymers: A review. Ceram. Int. 2018, 44, 16103–16118. [Google Scholar] [CrossRef]
- Hajimohammadi, A.; Ngo, T.; Mendis, P.; Sanjayan, J. Regulating the chemical foaming reaction to control the porosity of geopolymer foams. Mater. Des. 2017, 120, 255–265. [Google Scholar] [CrossRef]
- Wu, H.C.; Sun, P. New building materials from fly ash-based lightweight inorganic polymer. Constr. Build. Mater. 2007, 21, 211–217. [Google Scholar] [CrossRef]
- Aguilar, R.A.; Díaz, O.B.; García, J.E. Lightweight concretes of activated metakaolin-fly ash binders, with blast furnace slag aggregates. Constr. Build. Mater. 2010, 24, 1166–1175. [Google Scholar] [CrossRef]
- Beghoura, I.; Castro-Gomes, J. Development of Alkali-activated Foamed Lightweight Mortar Tungsten Mining Waste Mud-based Incorporating Expanded Cork. KnE Eng. 2020, 2020, 134–146. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, R.; Gong, L.; Li, Y.; Cao, W.; Cheng, X. Development of porous fly ash-based geopolymer with low thermal conductivity. Mater. Des. 2015, 65, 529–533. [Google Scholar] [CrossRef]
- Cheng-Yong, H.; Yun-Ming, L.; Abdullah, M.M.A.B.; Hussin, K. Thermal Resistance Variations of Fly Ash Geopolymers: Foaming Responses. Sci. Rep. 2017, 7, 45355. [Google Scholar] [CrossRef]
- Beghoura, I.; Castro-Gomes, J. Development of Porous Tungsten Mud Waste-based Alkali-activated Foams with Low Thermal Conductivity. KnE Eng. 2020, 2020, 113–125. [Google Scholar] [CrossRef]
- Vaou, V.; Panias, D. Thermal insulating foamy geopolymers from perlite. Miner. Eng. 2010, 23, 1146–1151. [Google Scholar] [CrossRef]
- Castañeda, D.; Silva, G.; Salirrosas, J.; Kim, S.; Bertolotti, B.; Nakamatsu, J.; Aguilar, R. Production of a lightweight masonry block using alkaline activated natural pozzolana and natural fibers. Constr. Build. Mater. 2020, 253, 119143. [Google Scholar] [CrossRef]
- Sanjayan, J.G.; Nazari, A.; Chen, L.; Nguyen, G.H. Physical and mechanical properties of lightweight aerated geopolymer. Constr. Build. Mater. 2015, 79, 236–244. [Google Scholar] [CrossRef]
- Beghoura, I.; Castro-Gomes, J. Design of alkali-activated aluminium powder foamed materials for precursors with different particle sizes. Constr. Build. Mater. 2019, 224, 682–690. [Google Scholar] [CrossRef]
- Narayanan, N.; Ramamurthy, K. Structure, and properties of aerated concrete: A review. Cem. Concr. Compos. 2000, 22, 321–329. [Google Scholar] [CrossRef]
- Kearsley, E.P.; Wainwright, P.J. The effect of high fly ash content on the compressive strength of foamed concrete. Cem. Concr. Res. 2001, 31, 105–112. [Google Scholar] [CrossRef]
- Masi, G.; Rickard, W.D.A.; Vickers, L.; Bignozzi, M.C.; Van Riessen, A. A comparison between different foaming methods for the synthesis of light weight geopolymers. Ceram. Int. 2014, 40, 13891–13902. [Google Scholar] [CrossRef] [Green Version]
- Hlaváček, P.; Šmilauer, V.; Škvára, F.; Kopecký, L.; Šulc, R. Inorganic foams made from alkali-activated fly ash: Mechanical, chemical, and physical properties. J. Eur. Ceram. Soc. 2015, 35, 703–709. [Google Scholar] [CrossRef]
- Beghoura, I.; Castro-Gomes, J.; Ihsan, H.; Pickstone, J.; Estrada, N. Expansion volume of alkali activated foamed cork composites from tungsten mining mud waste with aluminium. EDP Sci. 2019, 274, 03002. [Google Scholar] [CrossRef] [Green Version]
- Yuan, Q.; Zuo, S.; Deng, D. Early-age deformation of cement emulsified asphalt mortar with aluminium powder and expansive agent. Constr. Build. Mater. 2020, 260, 120484. [Google Scholar] [CrossRef]
- João Castro-Gomes, Manuel Magrinho, Naim Sedira, Imed Beghoura, Pedro Humbert, Maria Manso, Ana Fernandes, Rafael Silva Alkali-Activation of Tungsten Mining Waste Mud Blended with Waste Glass: Reactivity, Performance, and Innovative Applications. Available online: http://hdl.handle.net/10400.6/6858 (accessed on 19 June 2021).
- Nóvoa, P.J.R.O.; Ribeiro, M.C.S.; Ferreira, A.J.M.; Marques, A.T. Mechanical characterization of lightweight polymer mortar modified with cork granulates. Compos. Sci. Technol. 2004, 64, 2197–2205. [Google Scholar] [CrossRef]
- Branco, F.G.; Reis, M.d.L.B.C.; Tadeu, B. Utilização da Cortiça Como Agregado em Betões. 2006. Available online: https://www.dec.uc.pt/~fjbranco/POCI_ECM_55889/branco_et_al_QIC_2006.pdf (accessed on 19 June 2021).
- Matos, A.M.; Nunes, S.; Sousa-Coutinho, J. Cork waste in cement based materials. JMADE 2015, 85, 230–239. [Google Scholar] [CrossRef]
- Brás, A.; Leal, M.; Faria, P. Cement-cork mortars for thermal bridges correction. Comparison with cement-EPS mortars performance. Constr. Build. Mater. 2013, 49, 315–327. [Google Scholar] [CrossRef]
- Karade, S.R.; Irle, M.; Maher, K. Influence of granule properties and concentration on cork-cement compatibility. Holz Roh Werkst. 2006, 281–286. [Google Scholar] [CrossRef]
- Sedira, N.; Castro-Gomes, J.; Magrinho, M. Red clay brick and tungsten mining waste-based alkali-activated binder: Microstructural and mechanical properties. Constr. Build. Mater. 2018, 190, 1034–1048. [Google Scholar] [CrossRef]
- Ducman, V.; Korat, L. Characterization of geopolymer fl y-ash based foams obtained with the addition of Al powder or H 2 O 2 as foaming agents. Mater. Charact. 2016, 113, 207–213. [Google Scholar] [CrossRef]
- Dembovska, L.; Bajare, D.; Ducman, V.; Korat, L.; Bumanis, G. The use of different by-products in the production of lightweight alkali activated building materials. Constr. Build. Mater. 2017, 135, 315–322. [Google Scholar] [CrossRef]
Figure 1.
Scanning electron microscopy (SEM) micrographs of cell structure at high (left) and low (right) magnification of the expanded granulated cork (EGC).
Figure 1.
Scanning electron microscopy (SEM) micrographs of cell structure at high (left) and low (right) magnification of the expanded granulated cork (EGC).

Figure 2.
Compressive strength results versus cork particles percentage with different amounts of Al powder at 28 days; (a) P1 (<150 µm), (b) P2 (<300 µm), and (c) P3 (<500 µm).
Figure 2.
Compressive strength results versus cork particles percentage with different amounts of Al powder at 28 days; (a) P1 (<150 µm), (b) P2 (<300 µm), and (c) P3 (<500 µm).


Figure 3.
Dry density versus Al powder amount changes for samples with different percentage of cork particles; (a) P1 (<150 µm), (b) P2 (<300 µm), and (c) P3 (<500 µm).
Figure 3.
Dry density versus Al powder amount changes for samples with different percentage of cork particles; (a) P1 (<150 µm), (b) P2 (<300 µm), and (c) P3 (<500 µm).


Figure 4.
Correlation between dry density and compressive strength in the AA-LFM using Al powder varying from 0.009 w.% to 0.05 w.%; (a): P1 (<150 µm), (b): P2 (<300 µm), and (c): P3 (<500 µm).
Figure 4.
Correlation between dry density and compressive strength in the AA-LFM using Al powder varying from 0.009 w.% to 0.05 w.%; (a): P1 (<150 µm), (b): P2 (<300 µm), and (c): P3 (<500 µm).

Figure 5.
Expansion volume versus cork particles using different amount of Al powder; (a) P1 (<150 µm), (b) P2 (<300 µm), and (c) P3 (<500 µm).
Figure 5.
Expansion volume versus cork particles using different amount of Al powder; (a) P1 (<150 µm), (b) P2 (<300 µm), and (c) P3 (<500 µm).

Figure 6.
Expansion mode with Al powder content from (0.009 w.%, left) to (0.05 w.%, right); (a) P1 with 40% cork, (b) P2 with 10% cork and (c) P3 with 10% cork.
Figure 6.
Expansion mode with Al powder content from (0.009 w.%, left) to (0.05 w.%, right); (a) P1 with 40% cork, (b) P2 with 10% cork and (c) P3 with 10% cork.

Figure 7.
Cross-section of AA-LFM versus cork particles content using 0.009 w.% Al; (a) P1F1Cn*, (b) P2F1Cn* and (c) P3F1Cn*. Where (*n: 10 to 40% cork).
Figure 7.
Cross-section of AA-LFM versus cork particles content using 0.009 w.% Al; (a) P1F1Cn*, (b) P2F1Cn* and (c) P3F1Cn*. Where (*n: 10 to 40% cork).

Figure 8.
Photographs of the samples’ central foam section with a small (0.009 w.%) and large (0.05 w.%) amount of Al powder AA-LFM.
Figure 8.
Photographs of the samples’ central foam section with a small (0.009 w.%) and large (0.05 w.%) amount of Al powder AA-LFM.

Figure 9.
SEM micrographs for pore sizes and cork particles distribution in the alkali-activated foam matrix with Al powder [32].
Figure 9.
SEM micrographs for pore sizes and cork particles distribution in the alkali-activated foam matrix with Al powder [32].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of tungsten waste mud (TWM), waste glass (WG) and metakaolin (MK) obtained by scanning electron microscopy/energy-dispersive spectroscopy (SEM/EDS).
Table 1.
Chemical composition of tungsten waste mud (TWM), waste glass (WG) and metakaolin (MK) obtained by scanning electron microscopy/energy-dispersive spectroscopy (SEM/EDS).
| Chemical Compound | TWM (%) | WG (%) | MK (%) |
|---|---|---|---|
| SiO2 | 46.67 | 68.13 | 52.28 |
| Al2O3 | 17.01 | 2.80 | 42.99 |
| Fe2O3 | 15.47 | 2.90 | 1.49 |
| SO3 | 7.90 | 0.23 | - |
| K2O | 4.90 | 0.86 | 0.94 |
| Na2O | 0.85 | 12.52 | 0.32 |
| CaO | 0.69 | 10.52 | - |
| MgO | 4.83 | 2.04 | 0.47 |
Metakaolin—(BASF- the chemical company).
Table 2.
Chemical composition of the activators.
| Oxide/Materials | Chemical Composition of the Activators (g) | |
|---|---|---|
| Sodium Silicate (SS) | Sodium Hydroxide (SH) | |
| Na2O | 19.37 | 13.02 |
| SiO2 | 62.60 | 0.00 |
| Al2O3 | 0.90 | 0.00 |
| H2O | 142.32 | 43.27 |
Table 3.
Detailed composition of alkali-activated lightweight foamed materials (AA-LFM).
| Precursors’ Particle Sizes (µm) | Precursors (%) | Cork Particles (Vol.%) | Al Powder (w.%) | (SS/SH) | (P/A) * | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| TWM | WG | MK | 0.009% | 0.02% | 0.03% | 0.04% | 0.05% | (g) | |||
| P1 | 70 | 20 | 10 | 10% | P1F1C1 | P1F2C1 | P1F3C1 | P1F4C1 | P1F5C1 | 3;1 | 2.3 |
| 20% | P1F1C2 | P1F2C2 | P1F3C2 | P1F4C2 | P1F5C2 | 3;1 | |||||
| (<150 µm) | 30% | P1F1C3 | P1F2C3 | P1F3C3 | P1F4C3 | P1F5C3 | 3;1 | ||||
| 40% | P1F1C4 | P1F2C2 | P1F3C4 | P1F4C4 | P1F5C4 | 3;1 | |||||
| P2 | 70 | 20 | 10 | 10% | P2F1C1 | P2F2C1 | P2F3C1 | P2F4C1 | P2F5C1 | 3;1 | 2.6 |
| 20% | P2F1C2 | P2F2C2 | P2F3C2 | P2F4C2 | P2F5C2 | 3;1 | |||||
| (<300 µm) | 30% | P2F1C3 | P2F2C3 | P2F3C3 | P2F4C3 | P2F5C3 | 3;1 | ||||
| 40% | P2F1C4 | P2F2C2 | P2F3C4 | P2F4C4 | P2F5C4 | 3;1 | |||||
| P3 | 70 | 20 | 10 | 10% | P3F1C1 | P3F2C1 | P3F3C1 | P3F4C1 | P3F5C1 | 3;1 | 2.6 |
| 20% | P3F1C2 | P3F2C2 | P3F3C2 | P3F4C2 | P3F5C2 | 3;1 | |||||
| (<500 µm) | 30% | P3F1C3 | P3F2C3 | P3F3C3 | P3F4C3 | P3F5C3 | 3;1 | ||||
| 40% | P3F1C4 | P3F2C2 | P3F3C4 | P3F4C4 | P3F5C4 | 3;1 | |||||
* P/A: precursor/activator ratio; SS: sodium silicate; SH: sodium hydroxide.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Beghoura, I.; Castro-Gomes, J. Enhancing Density-Based Mining Waste Alkali-Activated Foamed Materials Incorporating Expanded Cork. CivilEng 2021, 2, 523-540. https://0-doi-org.brum.beds.ac.uk/10.3390/civileng2020029
AMA Style
Beghoura I, Castro-Gomes J. Enhancing Density-Based Mining Waste Alkali-Activated Foamed Materials Incorporating Expanded Cork. CivilEng. 2021; 2(2):523-540. https://0-doi-org.brum.beds.ac.uk/10.3390/civileng2020029
Chicago/Turabian StyleBeghoura, Imed, and Joao Castro-Gomes. 2021. "Enhancing Density-Based Mining Waste Alkali-Activated Foamed Materials Incorporating Expanded Cork" CivilEng 2, no. 2: 523-540. https://0-doi-org.brum.beds.ac.uk/10.3390/civileng2020029