
Steam Oxidation of Silicon Carbide at High Temperatures for the Application as Accident Tolerant Fuel Cladding, an Overview


Abstract
:1. Introduction
2. Features of SiC Oxidation/Corrosion at High Temperatures in “Dry” and “Wet” Atmospheres and Remaining R&D Issues for ATF-Cladding
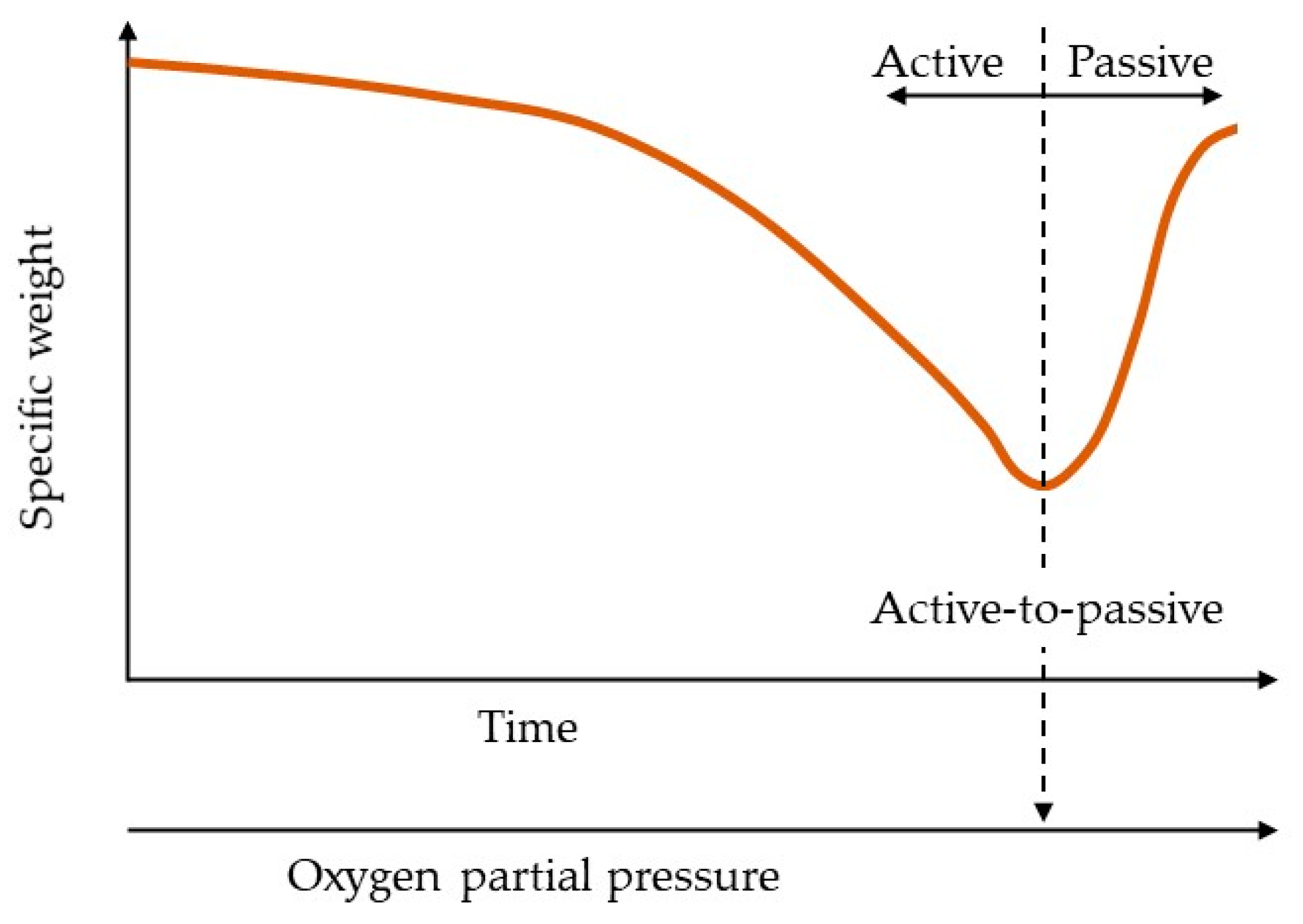
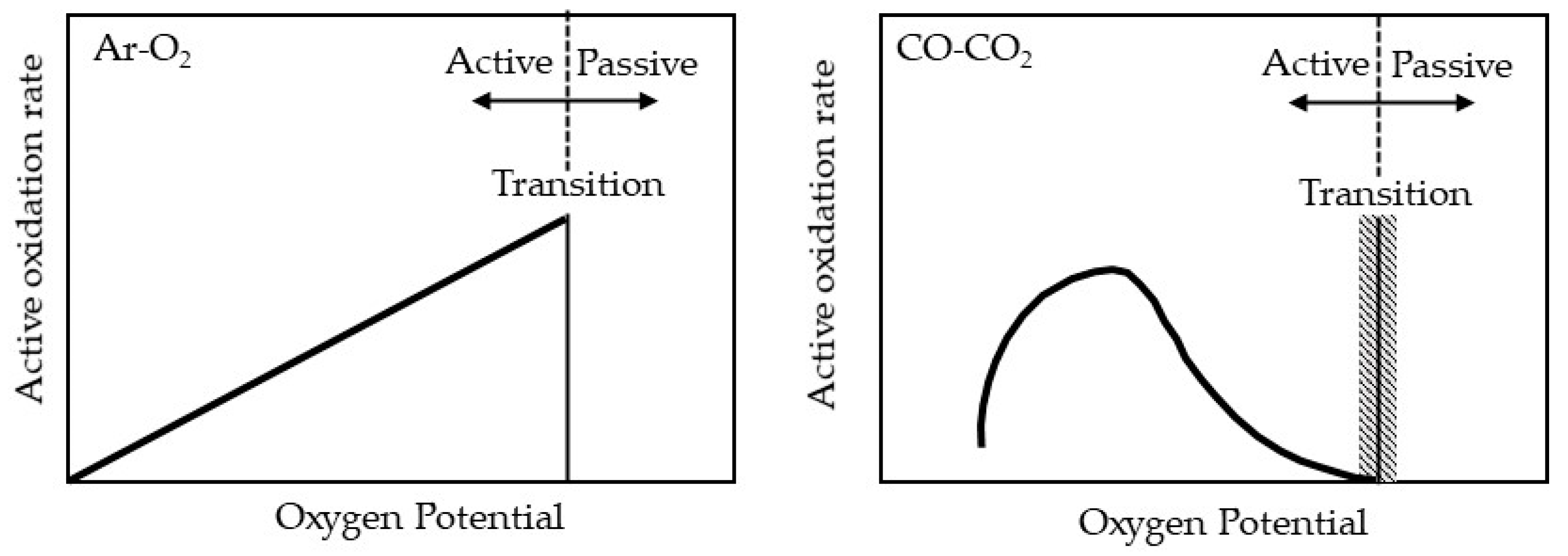
2.1. Oxidation/Corrosion of SiC at High Temperatures in “Dry” Atmospheres
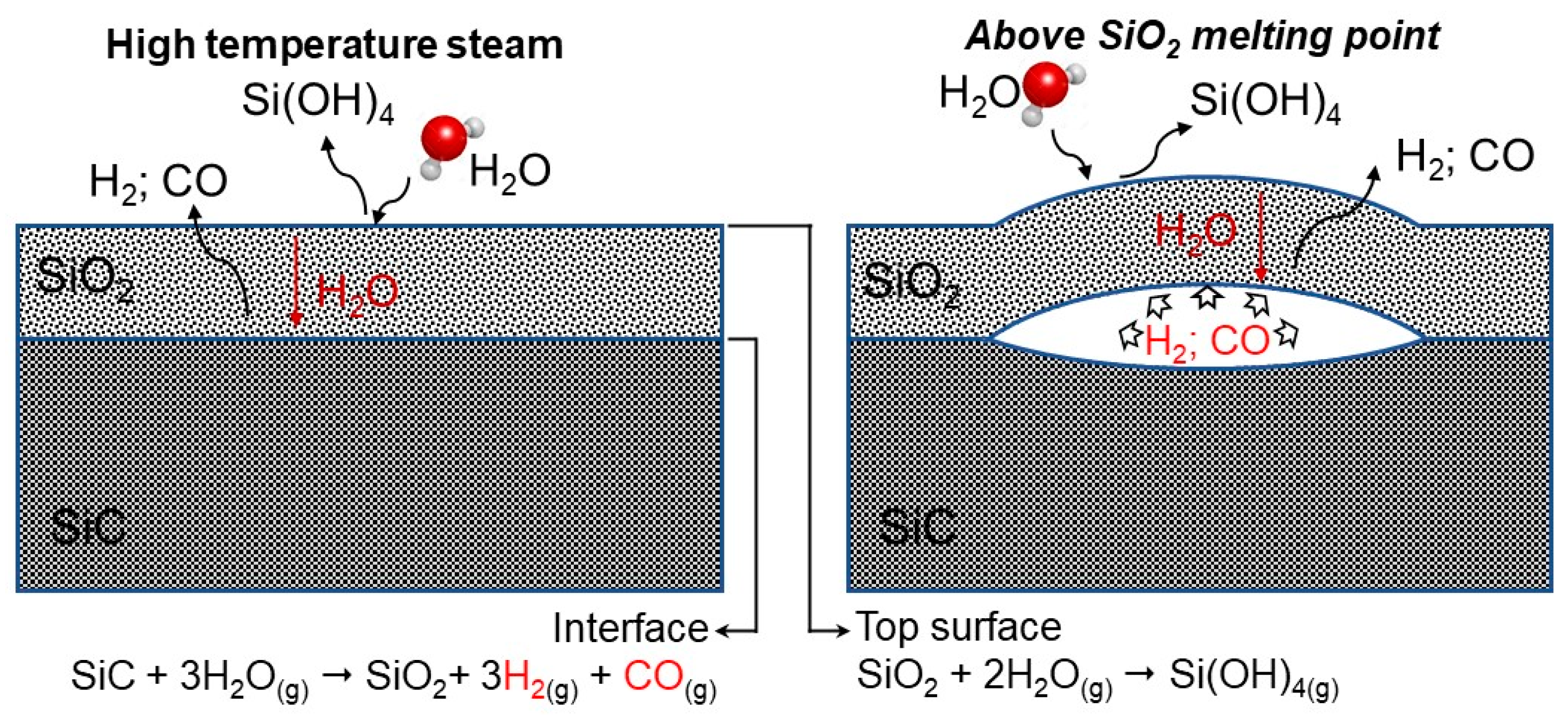
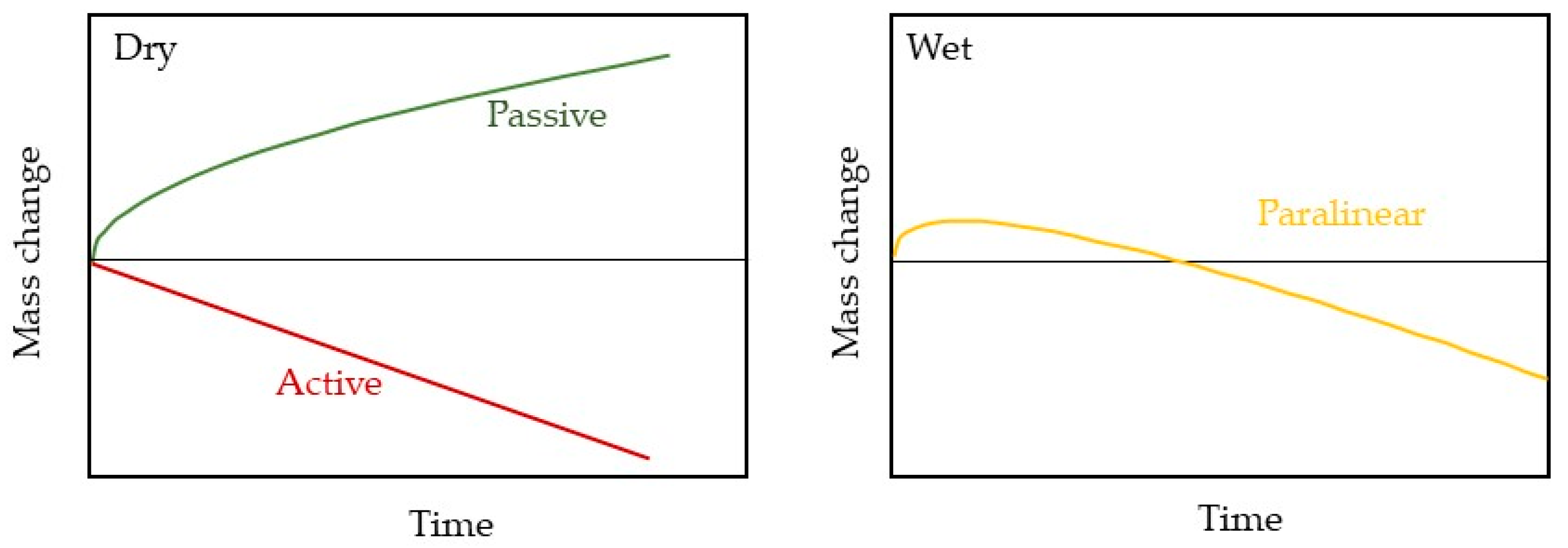
2.2. Oxidation/Corrosion of SiC at High Temperatures in “Wet” Atmospheres
2.3. Oxidation Kinetics of SiC at High Temperatures and R&D Issues for ATF-Cladding
3. Advanced Test Facilities for ATF-Claddings
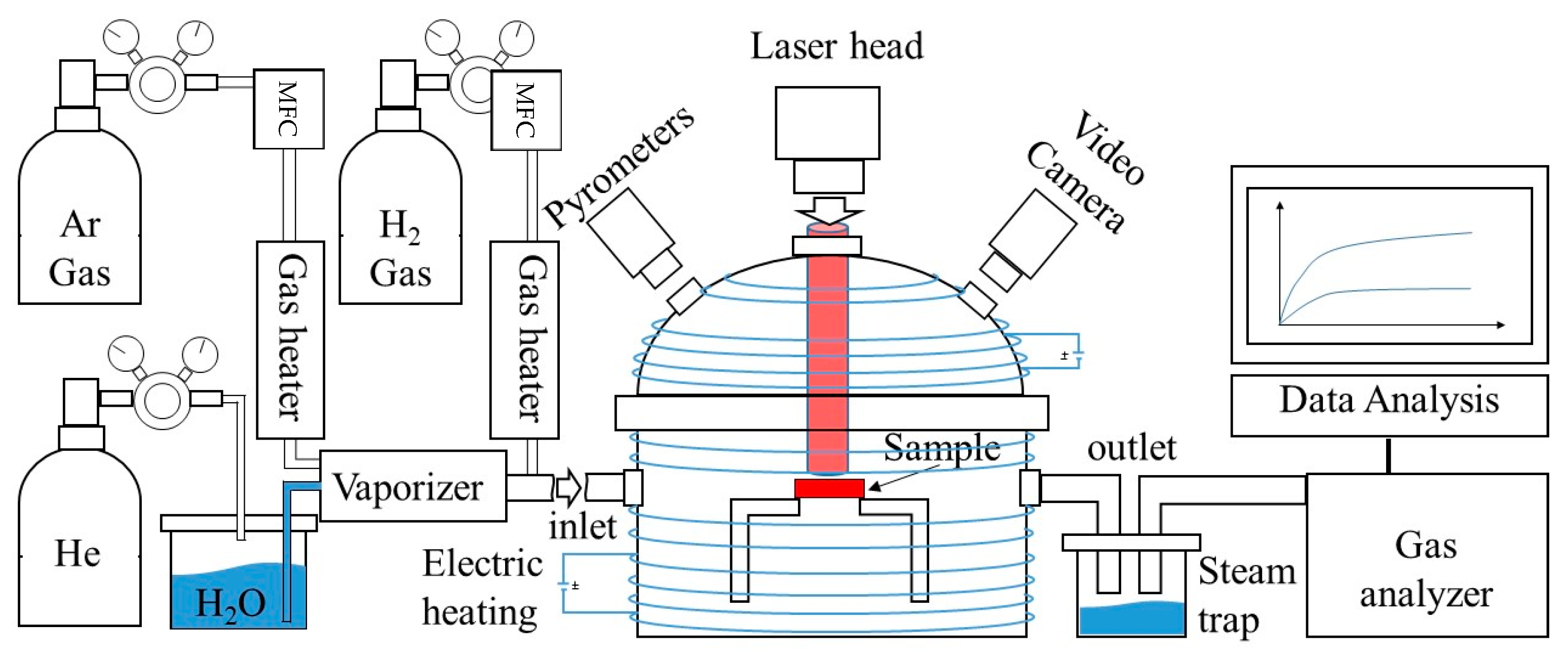
3.1. Laser Heating Facility (LAHF)
3.2. QUENCH-SR Facility
4. Recent Findings in Advanced Test Facilities
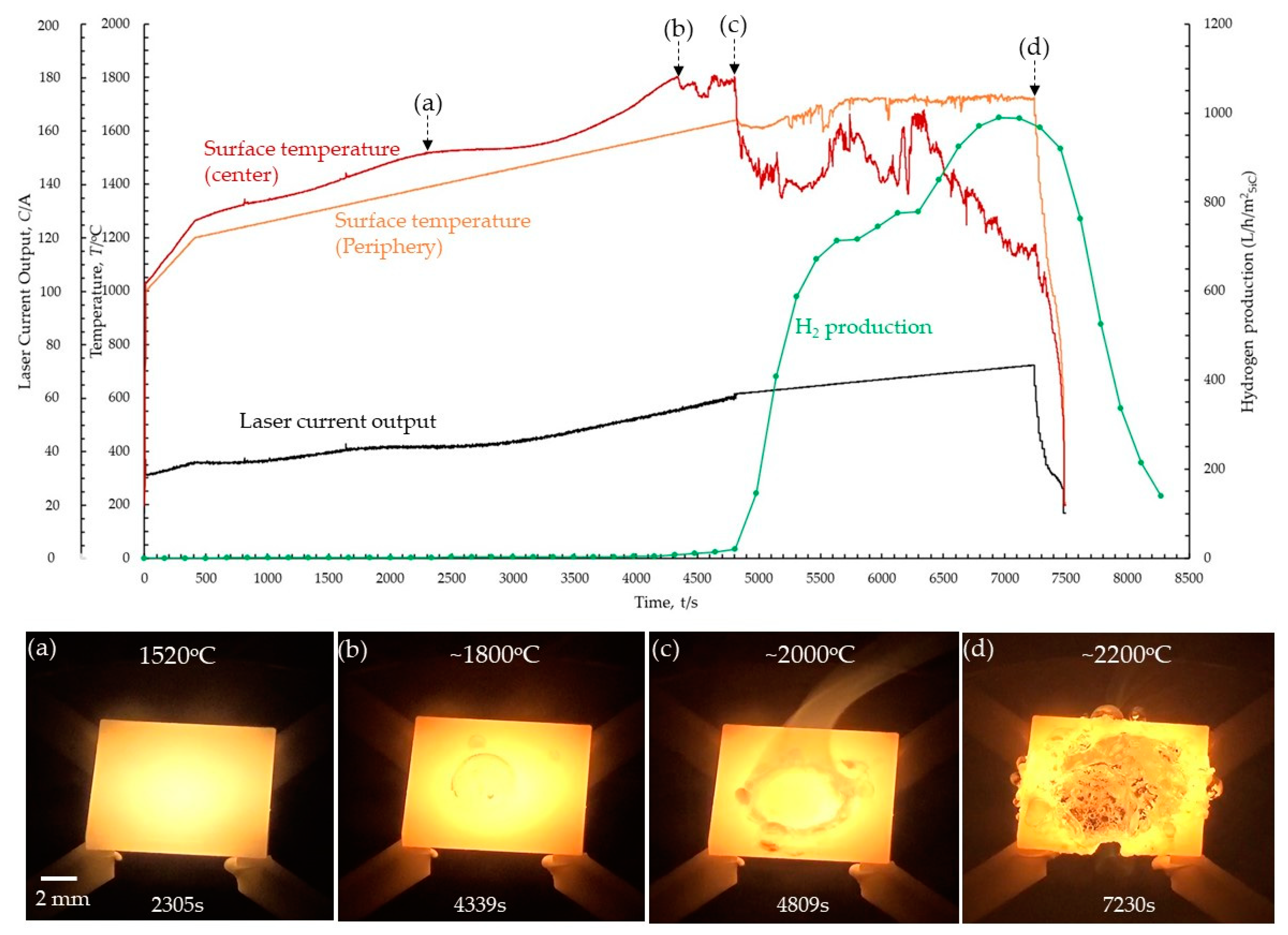
4.1. Oxidation Kinetics of SiC in Steam at Temperatures Up to 1800 °C
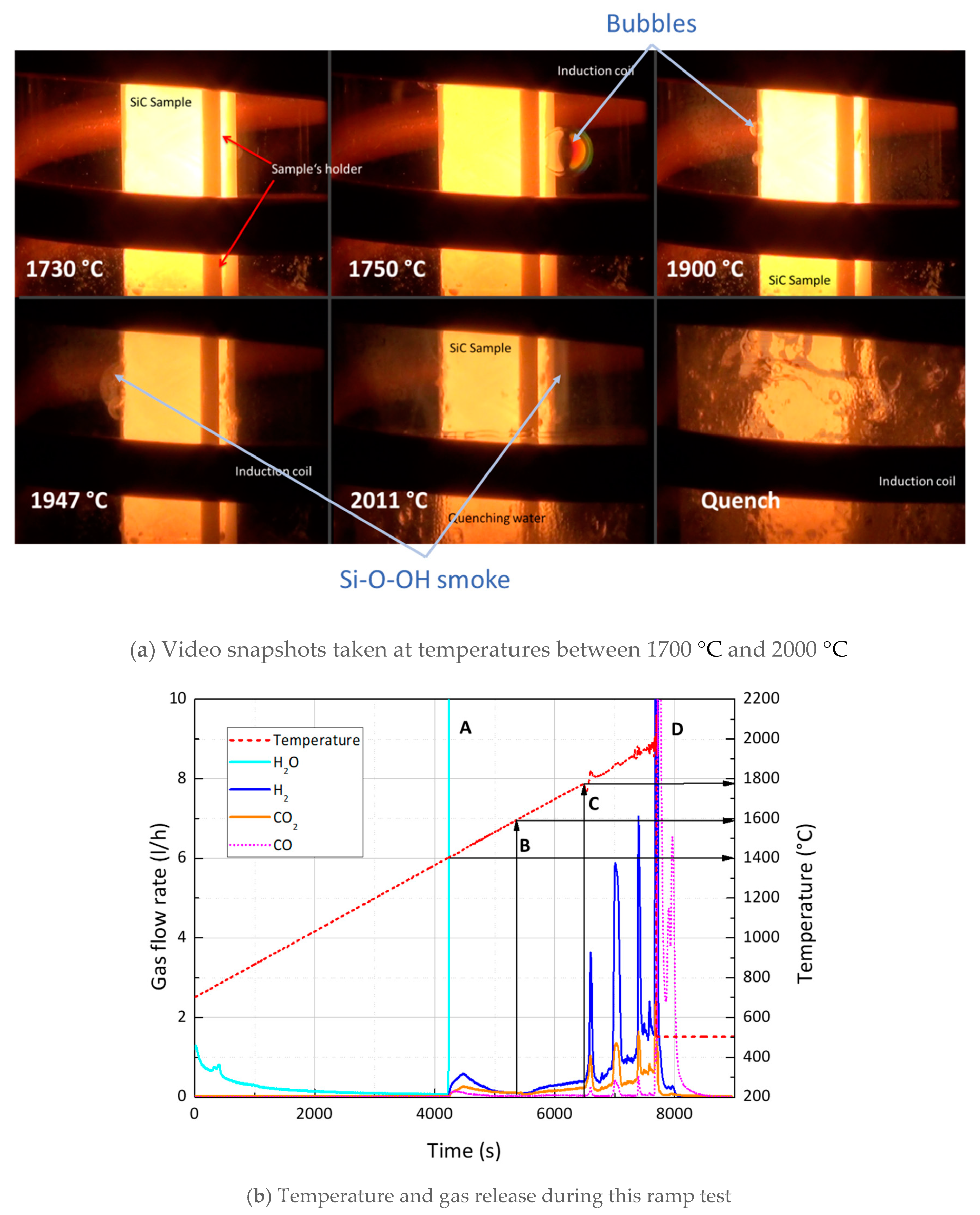
4.2. Oxide Scale and Bubble Formation
4.3. Tests with Prototypical SiC-Based Cladding Tubes
5. Summary and Perspective
- Development of non-contact heating and measurement techniques provide unique tools for studying of materials behavior in severe environments, which were not possible before. Further common features include localized heating of small sample masses allowing for high heating rates and avoiding contamination other materials of the facility, such as the support plate. All this occurs under fixed atmospheric conditions.
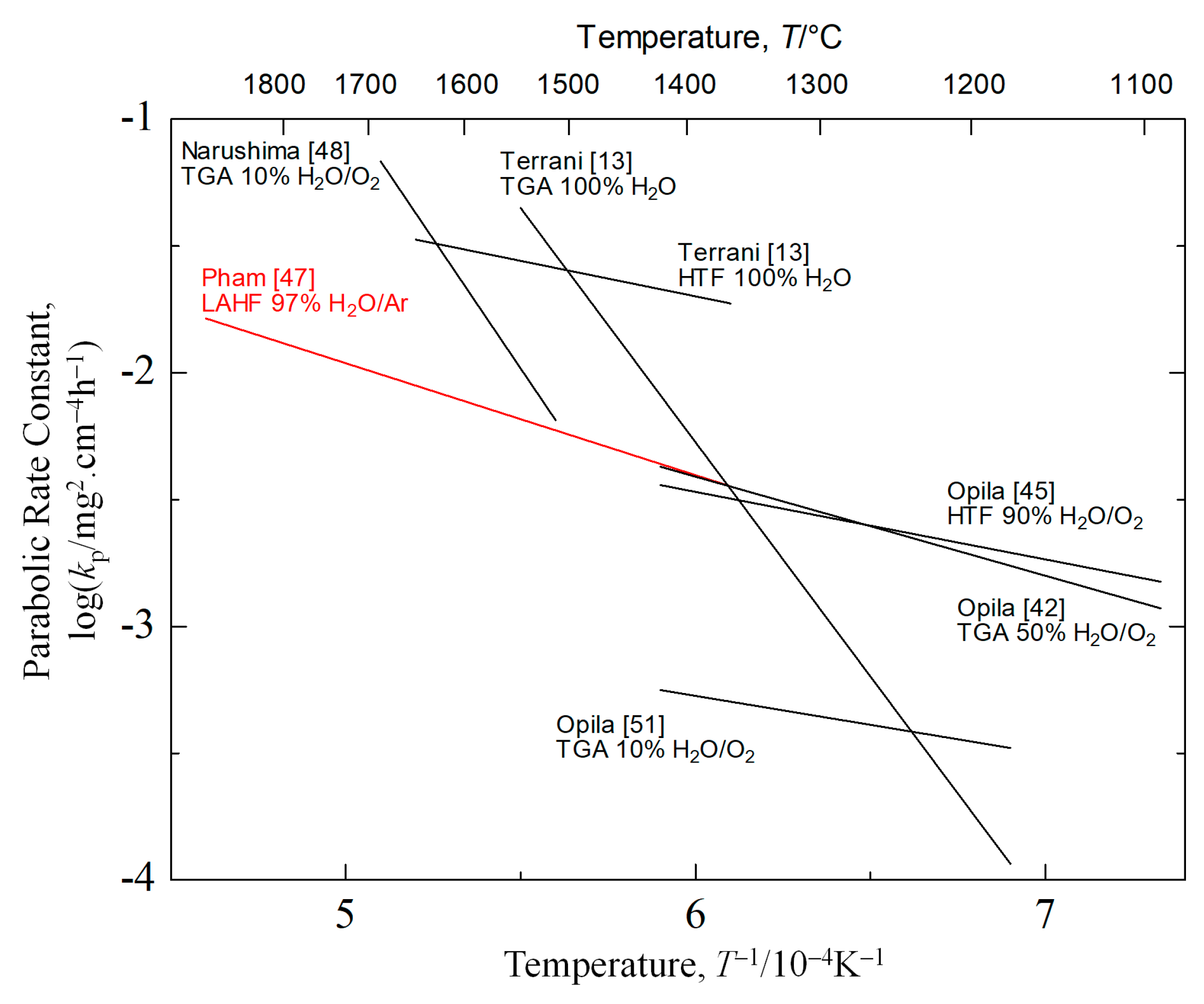
- Investigations conducted using the LAHF successfully yielded the SiC steam oxidation kinetics up to 1800 °C. The LAHF data at 1400–1800 °C are in good agreement with the data obtained at 1200–1400 °C by Opila. It indicated a similar SiC steam oxidation mechanism existed up to 1800 °C as was valid at 1400 °C. In other words, the excellent oxidation resistance of SiC in steam (producing relatively less heat and hydrogen gas) was maintained at temperatures up to 1800 °C. Investigation of SiC steam oxidation in conducted with the QUENCH-SR facility also confirmed the excellent performance of SiC, as prototypical SiC cladding samples remained intact even after quenching with water from 2000 °C.
- Future works: In spite of these recent efforts, further investigations of SiC steam oxidation in for a wider range of conditions should be carried out. For example, recent studies on steam oxidation of SiC were conducted in very clean environments. It is, therefore, necessary to conduct high temperature SiC steam oxidation tests under various impure environments, such as Cl−, SO42−, Ca2+, or Na+-containing steam (from sea water). Tests under high pressure conditions of SiC steam oxidation of at high temperatures or pressure cycles should also be conducted to reflect the pressurization /depressurization cycles during reactor accidents. Furthermore, this new data of high-temperature SiC steam oxidation kinetics needs to be tested to the highest available temperatures and to the longest times possible particularly for operating fuel temperatures cycling in larger-scale experiments as planned in the QUENCH bundle facility at KIT. This is expected in the framework of the forthcoming OECD-NEA Joint Undertaking QUENCH-ATF [64].
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kurata, M.; Barrachin, M.; Haste, T.; Steinbrueck, M. Phenomenology of BWR fuel assembly degradation. J. Nucl. Mater. 2018, 500, 119–140. [Google Scholar] [CrossRef]
- Hofmann, P.; Markiewicz, M.; Spino, J. Reaction behavior of B4C absorber materials with stainless steel and zircaloy in severe light water reactor accidents. Nucl. Technol. 1990, 90, 226–244. [Google Scholar] [CrossRef]
- Nagase, F.; Uetsuka, H.; Otomo, T. Chemical interactions between B4C and stainless steel at high temperatures. J. Nucl. Mater. 1997, 245, 52–59. [Google Scholar] [CrossRef]
- Shibata, H.; Sakamoto, K.; Ouchi, A.; Kurata, M. Chemical interaction between granular B4C and 304L-type stainless steel materials used in BWRs Japan. J. Nucl. Sci. Technol. 2015, 52, 1313–1317. [Google Scholar] [CrossRef]
- Ueda, S.; Madokoro, H.; Jo, B.; Kondo, M.; Erkan, N.; Okamoto, K. Dynamic visualization of eutectic reaction between boron carbide and stainless steel. J. Nucl. Sci. Technol. 2017, 54, 81–88. [Google Scholar] [CrossRef]
- Steinbrück, M. Degradation and oxidation of B4C control rod segments at high temperatures. J. Nucl. Mater. 2010, 400, 138–150. [Google Scholar] [CrossRef] [Green Version]
- Steinbrueck, M. Influence of Boron Carbide on Core Degradation During Severe Accident in LWRs. Ann. Nucl. Energy 2014, 64, 43–49. [Google Scholar] [CrossRef]
- Kim, K.; Olander, D. Dissolution of Uranium dioxide by molten zircaloy, II. Convection-controlled reaction. J. Nucl. Mater. 1988, 154, 102–115. [Google Scholar] [CrossRef]
- Hayward, P.; George, I. Dissolution of UO2 in motlen zircaloy-4 Part 1: Solubility from 2000 to 2200 °C. J. Nucl. Mater. 1994, 208, 35–42. [Google Scholar] [CrossRef]
- Hofmann, P. Current knowledge on core degradation phenomena, a review. J. Nucl. Mater. 1999, 270, 194–221. [Google Scholar] [CrossRef]
- NEA. State-of-the-Art Report on Light Water Reactor Accident-Tolerant Fuels; Nuclear Science; OECD Publishing: Paris, France, 2018. [Google Scholar]
- Snead, L.; Nozawa, T.; Ferraris, M.; Katoh, Y.; Shinavski, R.; Sawan, M. Silicon carbide composites as fusion power reactor structural materials. J. Nucl. Mater. 2011, 417, 330–339. [Google Scholar] [CrossRef]
- Terrani, K.A.; Bruce, P.; Parish, C.; Silva, C.; Snead, L.; Katoh, Y. Silicon carbide oxidation in steam up to 2 MPa. J. Am. Ceram. Soc. 2014, 97, 2331–2352. [Google Scholar] [CrossRef]
- Pint, B.; Terrani, K.; Brady, M.; Cheng, T.; Keiser, J. High temperature oxidation of fuel cladding candidate materials in steam-hydrogen environements. J. Nucl. Mater. 2013, 440, 420–427. [Google Scholar] [CrossRef]
- Terrani, K.; Zinkle, S.; Snead, L. Advanced oxidation-resistant iron-based alloys for LWR fuel cladding. J. Nucl. Mater. 2014, 448, 420–435. [Google Scholar] [CrossRef]
- Dryepondt, S.; Unocic, K.; Hoelzer, D.; Massey, C.; Pint, B. Development of low-Cr FeCrAl alloys for accident-tolerant fuel cladding. J. Nucl. Mater. 2018, 501, 59–71. [Google Scholar] [CrossRef]
- Park, H.; Kim, G.; Park, Y.; Jung, I.; Park, J.; Koo, H. High temperature steam-oxidation behavior of arc ion plated Cr coatings for accident tolerant fuel claddings. Surf. Coat. Technol. 2015, 280, 256–259. [Google Scholar] [CrossRef]
- Tang, C.; Stueber, M.; Seifert, H.; Steinbrueck, M. Protective coatings on zirconium-based alloys as accident-tolerant fuel (ATF) claddings. Corros. Rev. 2017, 35, 141–165. [Google Scholar] [CrossRef]
- Pint, B.; Terrani, K.; Yamamoto, Y.; Snead, L. Material selection for accident tolerant fuel cladding. Metall. Mater. Trans. E 2015, 2, 190–196. [Google Scholar] [CrossRef] [Green Version]
- Terrani, K. Accident tolerant fuel cladding development: Promise, status, and challenges. J. Nucl. Mater. 2018, 501, 13–30. [Google Scholar] [CrossRef]
- Hironaka, K.; Nozawa, T.; Hinoki, T.; Igawa, N.; Kotoh, Y.; Snead, L.; Kohyama, A. High-temperature tensile strength of near-stoichiometric SiC/SiC composites. J. Nucl. Mater. 2002, 307–311, 1093–1097. [Google Scholar] [CrossRef]
- Shimoda, K.; Hinoki, T.; Kishimoto, H.; Kohyama, A. Enhanced high-temperature performances of SiC/SiC composites by high densification and crystalline structure. Compos. Sci. Technol. 2011, 71, 326–332. [Google Scholar] [CrossRef]
- Katoh, Y.; Snead, L.; Szlufarska, I.; Weber, W. Radiation effects in SiC for nuclear structural applications. Curr. Opin. Solid State Mater. Sci. 2012, 16, 143–152. [Google Scholar] [CrossRef]
- Katoh, Y.; Ozawa, K.; Hinoki, T.; Choi, Y.; Snead, L.; Hasegawa, A. Mechanical properties of advanced SiC fiber composites irradiated at very high temperatures. J. Nucl. Mater. 2011, 417, 416–420. [Google Scholar] [CrossRef]
- Deck, C.; Jacobsen, G.; Sheeder, J.; Gutierrez, O.; Zhang, J.; Stone, J.; Khalifa, H.; Back, C. Characterization of SiC-SiC composites for accident tolerant fuel cladding. J. Nucl. Mater. 2015, 466, 667–681. [Google Scholar] [CrossRef]
- Snead, L.; Nozawa, T.; Katoh, Y.; Byun, T.; Kondo, S.; Petti, D. Handbook of SiC properties for fuel performance modeling. J. Nucl. Mater. 2007, 371, 329–377. [Google Scholar] [CrossRef]
- Kim, W.; Kim, D.; Park, J. Fabrication and material issues for the application of SiC composites to LWR fuel cladding. Nucl. Eng. Technol. 2013, 45, 565–572. [Google Scholar] [CrossRef] [Green Version]
- Katoh, Y.; Terrani, K.; Snead, L. Systematic technology evaluation program for SiC/SiC composite-based accident-tolerant LWR fuel cladding and core structures. In Accident Tolerant Fuel Concepts for Light Water Reactors, Proceedings of the Technical Meeting, Oak Ridge, AP, USA, 10–13 June 2014; IAEA: Vienna, Austria, 2016. [Google Scholar]
- Hinze, J.; Graham, H. The active oxidation of Si and SiC in the viscous gas-flow regime. J. Electrochem. Soc. 1976, 123, 1066–1073. [Google Scholar] [CrossRef]
- Cappelen, H.; Johansen, K.; Motzfeldt, K. Oxidation of silicon carbide in oxygen and in water vapour at 1500 °C. Acta Chem. Scand. A 1981, 35, 247–254. [Google Scholar] [CrossRef] [Green Version]
- Narushima, T.; Goto, T.; Iguchi, Y.; Hirai, T. High temperature active oxidation of chemically vapor-deposited silicon carbide in an Ar-O2 atmospheres. J. Am. Ceram. Soc. 1991, 74, 2583–2586. [Google Scholar] [CrossRef]
- Opila, E.; Nguyen, Q. Oxidation of chemically-vapor-deposited silicon carbide in carbon dioxide. J. Am. Ceram. Soc. 1998, 81, 1949–1952. [Google Scholar] [CrossRef]
- Steinbrueck, M.; Avincola, V.A.; Markel, I.; Stegmaier, U.; Gerhards, U.; Seifert, H. Oxidation of SiCf-SiC CMC cladding tubes for GFR application in impure helium atmosphere and materials interactions with tantalum liner at high temperatures up to 1600 °C. J. Nucl. Mater. 2019, 517, 337–348. [Google Scholar] [CrossRef]
- Balat, M.; Glamant, G.; Male, G.; Pichelin, G. Active to passive transition in the oxidation of silicon carbide at high temperature and low pressure in molecular and atomic oxygen. J. Mater. Sci. 1992, 27, 679–703. [Google Scholar] [CrossRef]
- Mieskowshi, D.; Mitchell, T.; Heuer, A. Bubble formation in oxide scale on SiC. J. Am. Ceram. Soc. 1984, 67, C-17–C-18. [Google Scholar]
- Narushima, T.; Goto, T.; Yokoyama, Y.; Takeuchi, M.; Iguchi, Y.; Hirai, T. Active-to-passive transition and bubble formation for high-temperature oxidation of chemically vapor-deposited silicon carbide in CO-CO2 atmosphere. J. Am. Ceram. Soc. 1994, 77, 1079–1082. [Google Scholar] [CrossRef]
- Goto, T.; Homma, H. High-temperature active/passive oxidation and bubble formation of CVD SiC in O2 and CO2 atmospheres. J. Euro. Ceram. Soc. 2002, 22, 2749–2756. [Google Scholar] [CrossRef]
- Goto, T. High Temperature Oxidation Behavior of Chemical Vapor Deposited Silicon Carbide. J. Ceram. Soc. Jap. 2002, 110, 884–889. [Google Scholar] [CrossRef] [Green Version]
- Jacobson, N.; Myers, D. Active Oxidation of SiC. Oxid. Met. 2011, 75, 1–25. [Google Scholar] [CrossRef]
- Narushima, T.; Goto, T.; Hirai, T.; Iguchi, Y. High-Temperature Oxidation of Silicon Carbide and Silicon Nitride. Mater. Trans. 1997, 38, 821–835. [Google Scholar] [CrossRef] [Green Version]
- Opila, E.; Robinson, R. The oxidation rate of SiC in high pressure water vapor environments. In High Temperature Corrosion and Materials Chemistry; McNallan, M., Opila, E., Maruyama, T., Narita, T., Eds.; The Electrochemical Society, Inc.: Pennington, NJ, USA, 2000; pp. 398–406. [Google Scholar]
- Opila, E.; Hann, E.J. Paralinear oxidation of CVD SiC in water vapor. J. Am. Ceram. Soc. 1997, 80, 197–205. [Google Scholar] [CrossRef]
- Tedmon, C. The effect of oxide volatilization on the oxidation kinetics of Cr and Fe-Cr alloys. J. Electrochem. Soc. 1966, 113, 766–768. [Google Scholar] [CrossRef]
- Jorgensen, P.; Wadsworth, M.; Cutler, I. Effects of water vapor on oxidation of silicon carbide. J. Am. Ceram. Soc. 1961, 44, 258–261. [Google Scholar] [CrossRef]
- Opila, E. Variation of the oxidation rate of silicon carbide with water-vapor pressure. J. Am. Ceram. Soc. 1999, 82, 625–636. [Google Scholar] [CrossRef]
- Avincola, V.; Grosse, M.; Stegmaier, U.; Steinbrueck, M.; Seifert, H. Oxidation at high temperatures in steam atmosphere and quench of silicon carbide composites for nuclear application. Nucl. Eng. Des. 2015, 195, 468–478. [Google Scholar] [CrossRef]
- Pham, H.; Nagae, Y.; Kurata, M.; Bottomley, D.; Furumoto, K. Oxidation kinetics of silicon carbide in steam at temperature range of 1400 to 1800 °C studied by laser heating. J. Nucl. Mater. 2020, 529, 151939. [Google Scholar] [CrossRef]
- Narushima, T.; Goto, T.; Iguchi, Y.; Hirai, T. High-temperature oxidation of chemically vapor-deposited silicon carbide in wet oxygen at 1823 to 1923 K. J. Am. Ceram. Soc. 1990, 73, 3580–3584. [Google Scholar] [CrossRef]
- Robinson, R.; Smialek, J. SiC Recession Caused by SiO2 Scale Volatility under Combustion Condition: I, Experimental Results and Empirical Model. J. Am. Ceram. Soc. 1999, 82, 1817–1825. [Google Scholar] [CrossRef]
- Opila, E.; Smialek, J.; Robinson, R.; Fox, D.; Jacobson, N. SiC Recession Caused by SiO2 Scale Volatility under Combustion condition: II, Thermodynamics and Gaseous-Diffusion Model. J. Am. Ceram. Soc. 1999, 82, 1826–1834. [Google Scholar] [CrossRef]
- Opila, E. Oxidation kinetics of chemically vapor-deposited silicon carbide in wet oxygen. J. Am. Ceram. Soc. 1994, 77, 730–736. [Google Scholar] [CrossRef]
- Deal, B.; Grove, A. General relationship for the thermal oxidation of silicon. J. Appl. Phys. 1965, 36, 3770–3778. [Google Scholar] [CrossRef] [Green Version]
- Doremus, R. The diffusion of water in fused silica. In Reactivity of Solids; Mitchell, J., DeVries, C., Roberts, R., Cannon, P., Eds.; Wiley-Interscience: New Work, NY, USA, 1969; pp. 667–673. [Google Scholar]
- Robb, K.; Francis, M.; Ott, L. Insight from Fukushima Daiichi Unit 3 investigations using MELCOR. Nucl. Technol. 2014, 186, 145–160. [Google Scholar] [CrossRef]
- Stuckert, J.; Große, M.; Rössger, C.; Klimenkov, M.; Steinbrück, M.; Walter, M. QUENCH-LOCA program at KIT on secondary hydriding and results of the commissioning bundle test QUENCH-LO. Nucl. Eng. Des. 2013, 255, 185–201. [Google Scholar] [CrossRef]
- Pham, H.V.; Ishibashi, R.; Nagae, Y.; Kurata, M. Performance of Silicon carbide in steam at high temperatures as accident tolerant fuel cladding. Unpublished work.
- Pareek, V.; Shores, D. Oxidation of silicon carbide in environments containing Potassium salt vapor. J. Am. Ceram. Soc. 1991, 74, 556–563. [Google Scholar] [CrossRef]
- Zheng, Z.; Tressler, R.; Spear, K. The effect of sodium contamination on the oxidation of single crystal silicon carbide. Corros. Sci. 1992, 33, 545–556. [Google Scholar] [CrossRef]
- Isard, J.O. The mixed alkali effect in glass. J. Non-Cryst. Solids 1969, 1, 235–261. [Google Scholar] [CrossRef]
- Doremus, R. Viscosity of silica. J. Appl. Phys. 2002, 92, 7619–7629. [Google Scholar] [CrossRef]
- Bihuniak, P.; Calabrese, A.; Erwin, E. Effect of trace impurity levels on the viscosity of vitreous silica. J. Am. Ceram. Soc. 1983, 66, C-134–C-135. [Google Scholar] [CrossRef]
- Yamahara, K.; Shima, K.; Utsunomiya, A.; Tsurita, Y. Viscosity of silica glass prepared from sol-gel powder. J. Non-Cryst. Solids 2004, 349, 341–346. [Google Scholar] [CrossRef]
- Steinbrueck, M.; Grosse, M.; Stegmaier, U.; Braun, J.; Lorrette, C. High-Temperature Oxidation of Silicon Carbide Composites for Nuclear Applications; TopFuel: Santander, Spain, 2021. [Google Scholar]
- NEA. Available online: https://www.oecd-nea.org/jcms/pl_36597/quench-atf-project (accessed on 31 May 2021).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author [Ref. No.] | Method | Specimen | Atmosphere | Velocity, cm/s | Temperature (°C) |
|---|---|---|---|---|---|
| Opila [42] | TGA | SiO2 | 50% H2O/O2 | 4.4 | 1200–1400 |
| Opila [42] | TGA | Preoxidized SiC | 50% H2O/O2 | 4.4 | 1200–1400 |
| Terrani [13] | TGA | SiO2 | 100% H2O | 1.3~1.6 | 1200–1500 |
| Terrani [13] | HTF | SiO2 | 100% H2O | 18~138 | 1400–1600 |
| Pham [47] | LAHF | SiC | 97% H2O/Ar | 1200 | 1400–1800 |
| Author [Ref. No.] | Method | Specimen | Atmosphere | Temperature (°C) |
|---|---|---|---|---|
| Narushima [48] | TGA | CVD-SiC | 10% H2O/O2 | 1550–1650 |
| Opila [51] | TGA | CVD-SiC | 10% H2O/O2 | 1200–1400 |
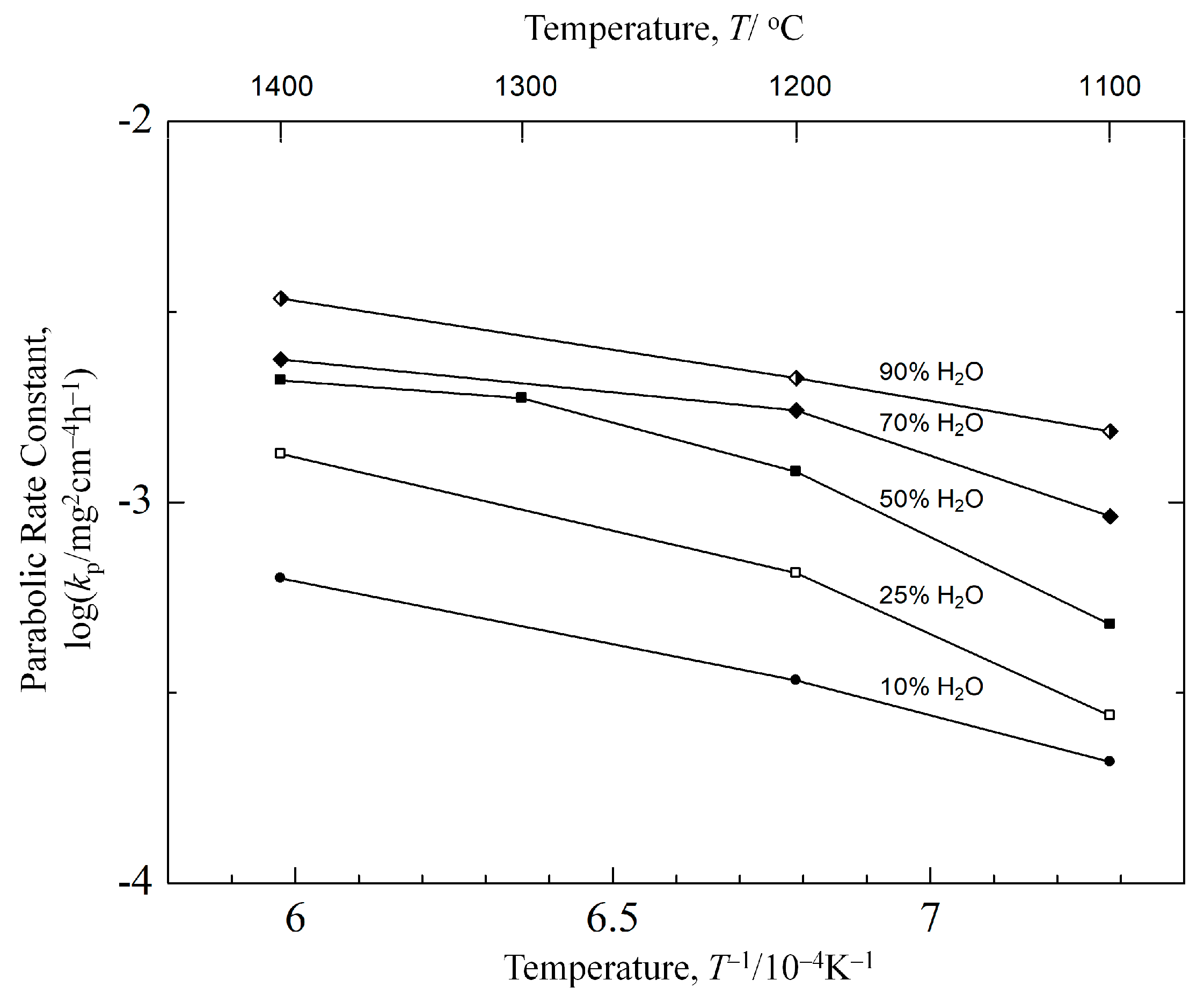
| Opila [45] | HTF | CVD-SiC | 10% H2O/O2 | 1100–1400 |
| Opila [45] | HTF | CVD-SiC | 25% H2O/O2 | 1100–1400 |
| Opila [45] | HTF | CVD-SiC | 50% H2O/O2 | 1100–1400 |
| Opila [42] | TGA | CVD-SiC | 50% H2O/O2 | 1200–1400 |
| Opila [45] | HTF | CVD-SiC | 70% H2O/O2 | 1100–1400 |
| Opila [45] | HTF | CVD-SiC | 90% H2O/O2 | 1100–1400 |
| Terrani [13] | TGA | CVD-SiC | 100% H2O | 1200–1500 |
| Terrani [13] | HTF | CVD-SiC | 100% H2O | 1400–1600 |
| Pham [47] | LAHF | Monolithic SiC | 97% H2O/Ar | 1400–1800 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pham, H.V.; Kurata, M.; Steinbrueck, M. Steam Oxidation of Silicon Carbide at High Temperatures for the Application as Accident Tolerant Fuel Cladding, an Overview. Thermo 2021, 1, 151-167. https://0-doi-org.brum.beds.ac.uk/10.3390/thermo1020011
Pham HV, Kurata M, Steinbrueck M. Steam Oxidation of Silicon Carbide at High Temperatures for the Application as Accident Tolerant Fuel Cladding, an Overview. Thermo. 2021; 1(2):151-167. https://0-doi-org.brum.beds.ac.uk/10.3390/thermo1020011
Chicago/Turabian StylePham, Hai V., Masaki Kurata, and Martin Steinbrueck. 2021. "Steam Oxidation of Silicon Carbide at High Temperatures for the Application as Accident Tolerant Fuel Cladding, an Overview" Thermo 1, no. 2: 151-167. https://0-doi-org.brum.beds.ac.uk/10.3390/thermo1020011