Micro-Optical Waveguides Realization by Low-Cost Technologies


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
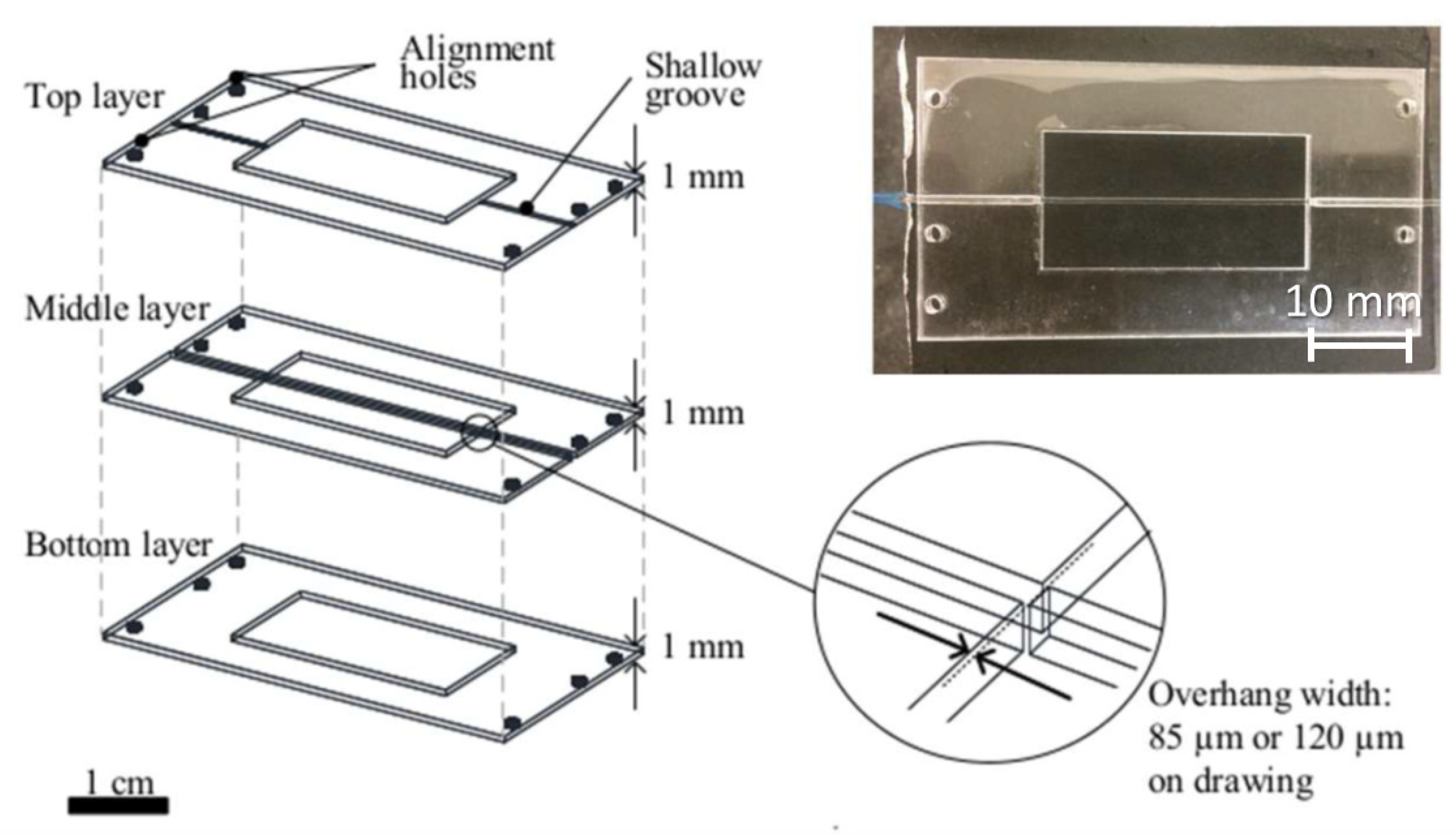
2.1. Design of the Micro-Optical Waveguide
2.2. 3D Printing Fabrication Process PDMS-Based
2.3. Laser Cutting Fabrication Process PMMA-Based
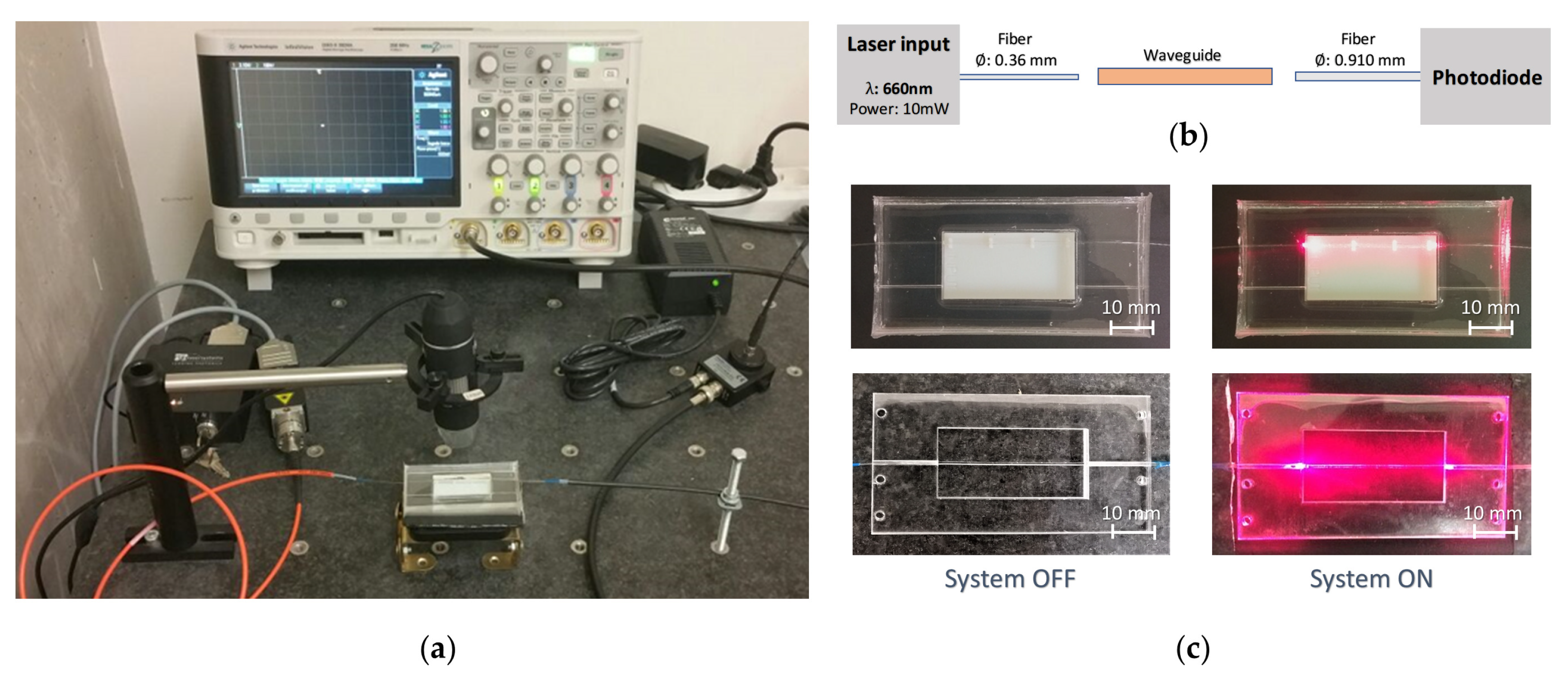
2.4. Experimental Set-Up
3. Results and Discussion
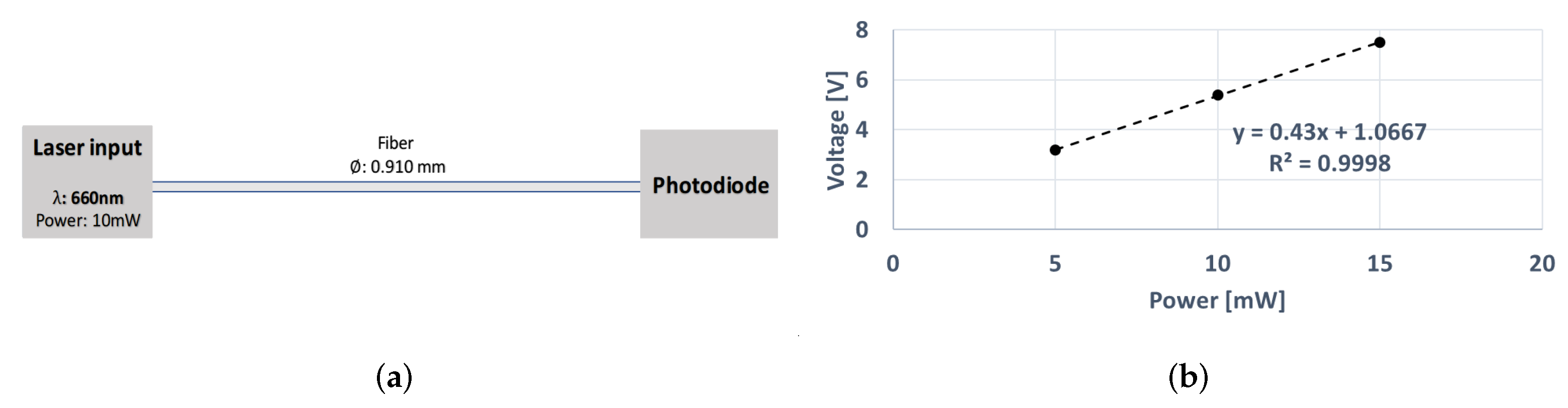
- In condition C1, used for the set-up calibration, the laser light and the photo-diode were directly connected to the acquisition system by an optical fiber (core μm, SMA to SMA, FG910LEC, Thorlabs, Newton, NJ, USA). The input laser power was increased in the set mW and the values of voltages from the oscilloscope were read in order to obtain a calibration curve of the system, as shown in Figure 10b. The plot was mathematically interpolated and a linear increase is worth noticing. In this configuration no causes for light loss are present.
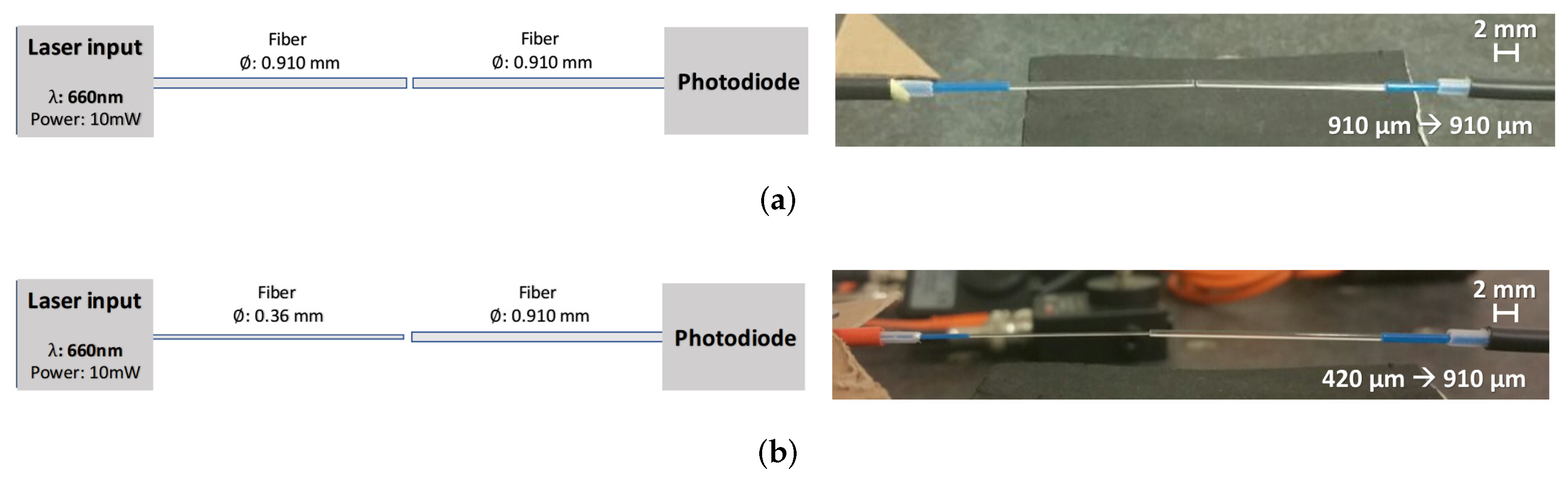
- In the condition C2, used for the set-up optimization, the laser light was coupled initially with an optical fiber with a core of μm and, subsequently with a core of μm, both SMA to free-end (see Figure 11a,b). In both set-ups, those were aligned at a distance of about μm with an optical fiber with a core of μm (free-end to SMA) connected with the acquisition system. In Figure 11 the pictures of both set-ups are shown. Considering an input power laser of 10 mW, the voltage readings, considering the input fiber coupled with the laser with a core diameter of μm and μm, were respectively 3.0 V (losses of ) and 3.6 V (losses of ). The same percentage of losses are present also for the other input laser power, in accordance with the linearity shown in the curve calibration obtained in configuration () (see Figure 10b). The loss was due to the light passage between media at the alignment section. A smaller fiber core diameter at the input than at the output assures minimal losses.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Minzioni, P.; Osellame, R.; Sada, C.; Zhao, S.; Omenetto, F.G.; Gylfason, K.B.; Haraldsson, T.; Zhang, Y.; Ozcan, A.; Wax, A.; et al. Roadmap for optofluidics. J. Opt. 2017, 19, 093003. [Google Scholar] [CrossRef] [Green Version]
- Gagliano, S.; Stella, G.; Bucolo, M. Real-time detection of slug velocity in microchannels. Micromachines 2020, 11, 241. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Song, C.; Tan, S.H. A Perspective on the Rise of Optofluidics and the Future. Micromachines 2017, 8, 152. [Google Scholar] [CrossRef] [Green Version]
- Amiri, I.S.; Ariannejad, M.M.; Ali, J.; Yupapin, P. Design of optical splitter using ion-exchange method for DNA bio-sensor. J. King Saud Univ. Sci. 2019, 31, 549–555. [Google Scholar] [CrossRef]
- Guo, J.; Yang, C.; Dai, Q.; Kong, L. Soft and stretchable polymeric optical waveguide-based sensors for wearable and biomedical applications. Sensors 2019, 19, 3771. [Google Scholar] [CrossRef] [Green Version]
- Brammer, M.; Mappes, T. Modular platforms for optofluidic systems. Optofluidics 2013, 1, 1–10. [Google Scholar] [CrossRef]
- Ohkubo, T.; Terada, N.; Yoshida, Y. Minute particle detection using a light-wave-guide incorporated optical total analysis system. Microsyst. Technol. 2011, 17, 849–856. [Google Scholar] [CrossRef]
- Righini, G.C.; Chiappini, A. Glass optical waveguides: A review of fabrication techniques. Opt. Eng. 2014, 53, 071819. [Google Scholar] [CrossRef]
- Choudhury, D.; Ramsay, W.T.; Kiss, R.; Willoughby, N.A.; Paterson, L.; Kar, A.K. A 3D mammalian cell separator biochip. Lab Chip 2012, 12, 948–953. [Google Scholar] [CrossRef] [Green Version]
- Becker, H.; Locascio, L.E. Polymer microfluidic devices. Talanta 2002, 56, 267–287. [Google Scholar] [CrossRef]
- Wolf, M.P.; Salieb-Beugelaar, G.B.; Hunziker, P. PDMS with designer functionalities—Properties, modifications strategies, and applications. Prog. Polym. Sci. 2018, 83, 97–134. [Google Scholar] [CrossRef]
- Pawar, E. A review article on acrylic PMMA. IOSR J. Mech. Civ. Eng. 2016, 13, 1–4. [Google Scholar]
- Jiménez-Díaz, E.; Cano-Jorge, M.; Zamarrón-Hernández, D.; Cabriales, L.; Páez-Larios, F.; Cruz-Ramírez, A.; Vázquez-Victorio, G.; Fiordelisio, T.; Hautefeuille, M. Micro–Macro: Selective Integration of Microfeatures Inside Low-Cost Macromolds for PDMS Microfluidics Fabrication. Micromachines 2019, 10, 576. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dietvorst, J.; Goyvaerts, J.; Ackermann, T.N.; Alvarez, E.; Muñoz-Berbel, X.; Llobera, A. Microfluidic-controlled optical router for lab on a chip. Lab Chip 2019, 19, 2081–2088. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Naskar, S.; Kumaran, V.; Basu, B. On the origin of shear stress induced myogenesis using PMMA based lab-on-chip. ACS Biomater. Sci. Eng. 2017, 3, 1154–1171. [Google Scholar] [CrossRef] [PubMed]
- McDonald, J.C.; Whitesides, G.M. Poly (dimethylsiloxane) as a material for fabricating microfluidic devices. Accounts Chem. Res. 2002, 35, 491–499. [Google Scholar] [CrossRef]
- Liga, A.; Morton, J.A.; Kersaudy-Kerhoas, M. Safe and cost-effective rapid-prototyping of multilayer PMMA microfluidic devices. Microfluid. Nanofluid. 2016, 20, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Bridle, H.; Morton, J.; Cameron, P.; Desmulliez, M.P.Y.; Kersaudy-Kerhoas, M. Design of problem-based learning activities in the field of microfluidics for 12-to 13-year-old participants—Small Plumbing! Empowering the next generation of microfluidic engineers. Microfluid. Nanofluid. 2016, 20, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Romoli, L.; Tantussi, G.; Dini, G. Experimental approach to the laser machining of PMMA substrates for the fabrication of microfluidic devices. Opt. Lasers Eng. 2011, 49, 419–427. [Google Scholar] [CrossRef]
- Klank, H.; Kutter, J.P.; Geschke, O. CO 2-laser micromachining and back-end processing for rapid production of PMMA-based microfluidic systems. Lab Chip 2002, 2, 242–246. [Google Scholar] [CrossRef]
- Cairone, F.; Gagliano, S.; Carbone, D.C.; Recca, G.; Bucolo, M. Micro-optofluidic switch realized by 3D printing technology. Microfluid. Nanofluid. 2016, 20, 61. [Google Scholar] [CrossRef]
- Cairone, F.; Davi, S.; Stella, G.; Guarino, F.; Recca, G.; Cicala, G.; Bucolo, M. 3D-Printed micro-optofluidic device for chemical fluids and cells detection. Biomed. Microdevices 2020, 22, 1–10. [Google Scholar] [CrossRef]
- Whitesides, G.M. The origins and the future of microfluidics. Nature 2006, 442, 368–373. [Google Scholar] [CrossRef]
- Cai, Z.; Qiu, W.; Shao, G.; Wang, W. A new fabrication method for all-PDMS waveguides. Sens. Actuators A Phys. 2013, 204, 44–47. [Google Scholar] [CrossRef]
- Pérez-Calixto, D.; Zamarrón-Hernández, D.; Cruz-Ramírez, A.; Hautefeuille, M.; Hérnandez-Cordero, J.; Velázquez, V.; Grether, M. Fabrication of large all-PDMS micropatterned waveguides for lab on chip integration using a rapid prototyping technique. Opt. Mater. Express 2017, 7, 1343–1350. [Google Scholar] [CrossRef]
- Chang-Yen, D.A.; Eich, R.K.; Gale, B.K. A monolithic PDMS waveguide system fabricated using soft-lithography techniques. J. Lightw. Technol. 2005, 23, 2088. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.; Sheng, B.; Peng, L.; Huang, Y.; Ni, Z. Flexible and optical fiber sensors composited by graphene and PDMS for motion detection. Polymers 2019, 11, 1433. [Google Scholar] [CrossRef] [Green Version]
- Llobera, A.; Wilke, R.; Büttgenbach, S. Enhancement of the response of poly (dimethylsiloxane) hollow prisms through air mirrors for absorbance-based sensing. Talanta 2008, 75, 473–479. [Google Scholar] [CrossRef]
- Camou, S.; Fujita, H.; Fujii, T. PDMS 2D optical lens integrated with microfluidic channels: Principle and characterization. Lab Chip 2003, 3, 40–45. [Google Scholar] [CrossRef]
- Shao, G.; Qiu, W.; Wang, W. Fast replication of out-of-plane microlens with polydimethylsiloxane and curable polymer (NOA73). Microsyst. Technol. 2010, 16, 1471–1477. [Google Scholar] [CrossRef]
- Yang, L.; Wang, W. Design and fabrication of an on-chip micro flow cytometer with integrated micro-lens. Microsyst. Technol. 2019, 25, 2241–2247. [Google Scholar] [CrossRef]
- Sapuppo, F.; Llobera, A.; Schembri, F.; Intaglietta, M.; Cadarso, V.J.; Bucolo, M. A polymeric micro-optical interface for flow monitoring in biomicrofluidics. Biomicrofluidics 2010, 4, 024108. [Google Scholar] [CrossRef] [Green Version]
- Sapuppo, F.; Schembri, F.; Fortuna, L.; Llobera, A.; Bucolo, M. A polymeric micro-optical system for the spatial monitoring in two-phase microfluidics. Microfluid. Nanofluid. 2012, 12, 165–174. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, F.; Cui, Z.C.; Zheng, J.; Zhang, H.M.; Zhang, D.M.; Liu, S.Y.; Yi, M.B. Study of reactive ion etching process to fabricate the PMMA-based polymer waveguide. Microelectron. J. 2004, 35, 605–608. [Google Scholar] [CrossRef]
- Rezem, M.; Günther, A.; Rahlves, M.; Roth, B.; Reithmeier, E. Hot embossing of polymer optical waveguides for sensing applications. Procedia Technol. 2014, 15, 514–520. [Google Scholar] [CrossRef] [Green Version]
- Koo, J.S.; Smith, P.G.; Williams, R.B.; Riziotis, C.; Grossel, M.C. UV written waveguides using crosslinkable PMMA-based copolymers. Opt. Mater. 2003, 23, 583–592. [Google Scholar] [CrossRef]
- He, Y.; Wu, Y.; Fu, J.Z.; Gao, Q.; Qiu, J.J. Developments of 3D printing microfluidics and applications in chemistry and biology: A review. Electroanalysis 2016, 28, 1658–1678. [Google Scholar] [CrossRef]
- McDonald, J.C.; Chabinyc, M.L.; Metallo, S.J.; Anderson, J.R.; Stroock, A.D.; Whitesides, G.M. Prototyping of microfluidic devices in poly (dimethylsiloxane) using solid-object printing. Anal. Chem. 2002, 74, 1537–1545. [Google Scholar] [CrossRef]
- Chan, H.N.; Tan, M.J.A.; Wu, H. Point-of-care testing: Applications of 3D printing. Lab Chip 2017, 17, 2713–2739. [Google Scholar] [CrossRef]
- Hwang, Y.; Paydar, O.H.; Candler, R.N. 3D printed molds for non-planar PDMS microfluidic channels. Sens. Actuators A Phys. 2015, 226, 137–142. [Google Scholar] [CrossRef]
- Maia, J.M.; Amorim, V.A.; Alexandre, D.; Marques, P.V. Real-time optical monitoring of etching reaction of microfluidic channel fabricated by femtosecond laser direct writing. J. Lightw. Technol. 2017, 35, 291–2298. [Google Scholar] [CrossRef] [Green Version]
- Shiu, P.P.; Knopf, G.K.; Ostojic, M.; Nikumb, S. Non-lithographic fabrication of metallic micromold masters by laser machining and welding. Int. J. Adv. Manuf. Technol. 2012, 59, 157–167. [Google Scholar] [CrossRef] [Green Version]
- Ohrt, C.; Acar, Y.; Seidel, A.; Cheng, W.; Kiyan, R.; Chichkov, B.N. Fidelity of soft nano-imprint lithographic replication of polymer masters fabricated by two-photon polymerization. Int. J. Adv. Manuf. Technol. 2012, 63, 103–108. [Google Scholar] [CrossRef]
- Tolstik, E.; Kashin, O.; Matusevich, A.; Matusevich, V.; Kowarschik, R.; Matusevich, Y.I.; Krul, L.P. Non-local response in glass-like polymer storage materials based on poly (methylmethacrylate) with distributed phenanthrenequinone. Opt. Express 2008, 16, 11253–11258. [Google Scholar] [CrossRef]
- Hamid, H.H.; Rüter, C.E.; Thiel, D.V.; Fickenscher, T. Characteristics and crosstalk of optical waveguides fabricated in polymethyl methacrylate polymer circuit board. Appl. Opt. 2016, 55, 9017–9021. [Google Scholar] [CrossRef]
- Available online: https://www.stratasys-.com/3d-printers/objet-260-500-connex1 (accessed on 15 July 2021).
- Liu, M.; Sun, J.; Chen, Q. Influences of heating temperature on mechanical properties of polydimethylsiloxane. Sens. Actuators A Phys. 2009, 151, 42–45. [Google Scholar] [CrossRef]
- Abdel-Wahab, A.A.; Ataya, S.; Silberschmidt, V.V. Temperature-dependent mechanical behaviour of PMMA: Experimental analysis and modelling. Polym. Test. 2017, 58, 86–95. [Google Scholar] [CrossRef] [Green Version]
- Jandura, D.; Pudis, D.; Kuzma, A. Fabrication technology for PDMS ridge waveguide using DLW. Optik 2016, 127, 2848–2851. [Google Scholar] [CrossRef]
- Tsao, C.W. Polymer microfluidics: Simple, low-cost fabrication process bridging academic lab research to commercialized production. Micromachines 2016, 7, 225. [Google Scholar] [CrossRef] [Green Version]
- Asnawi, A.; Muntini, M.S.; Pramono, Y.H. Low-cost fabrication of optical waveguide as directional coupler using CO2 laser cutting. In Proceedings of the International Conference on Science and Technology, Yogyakarta, Indonesia, 7–8 August 2018; pp. 793–796. [Google Scholar]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cairone, F.; Gallo Afflitto, F.; Stella, G.; Cicala, G.; Ashour, M.; Kersaudy-Kerhoas, M.; Bucolo, M. Micro-Optical Waveguides Realization by Low-Cost Technologies. Micro 2022, 2, 123-136. https://0-doi-org.brum.beds.ac.uk/10.3390/micro2010008
Cairone F, Gallo Afflitto F, Stella G, Cicala G, Ashour M, Kersaudy-Kerhoas M, Bucolo M. Micro-Optical Waveguides Realization by Low-Cost Technologies. Micro. 2022; 2(1):123-136. https://0-doi-org.brum.beds.ac.uk/10.3390/micro2010008
Chicago/Turabian StyleCairone, Fabiana, Francesco Gallo Afflitto, Giovanna Stella, Gianluca Cicala, Mohamed Ashour, Maïwenn Kersaudy-Kerhoas, and Maide Bucolo. 2022. "Micro-Optical Waveguides Realization by Low-Cost Technologies" Micro 2, no. 1: 123-136. https://0-doi-org.brum.beds.ac.uk/10.3390/micro2010008