Biogas Production from Physicochemically Pretreated Grass Lawn Waste: Comparison of Different Process Schemes


Abstract
:1. Introduction
2. Results and Discussion
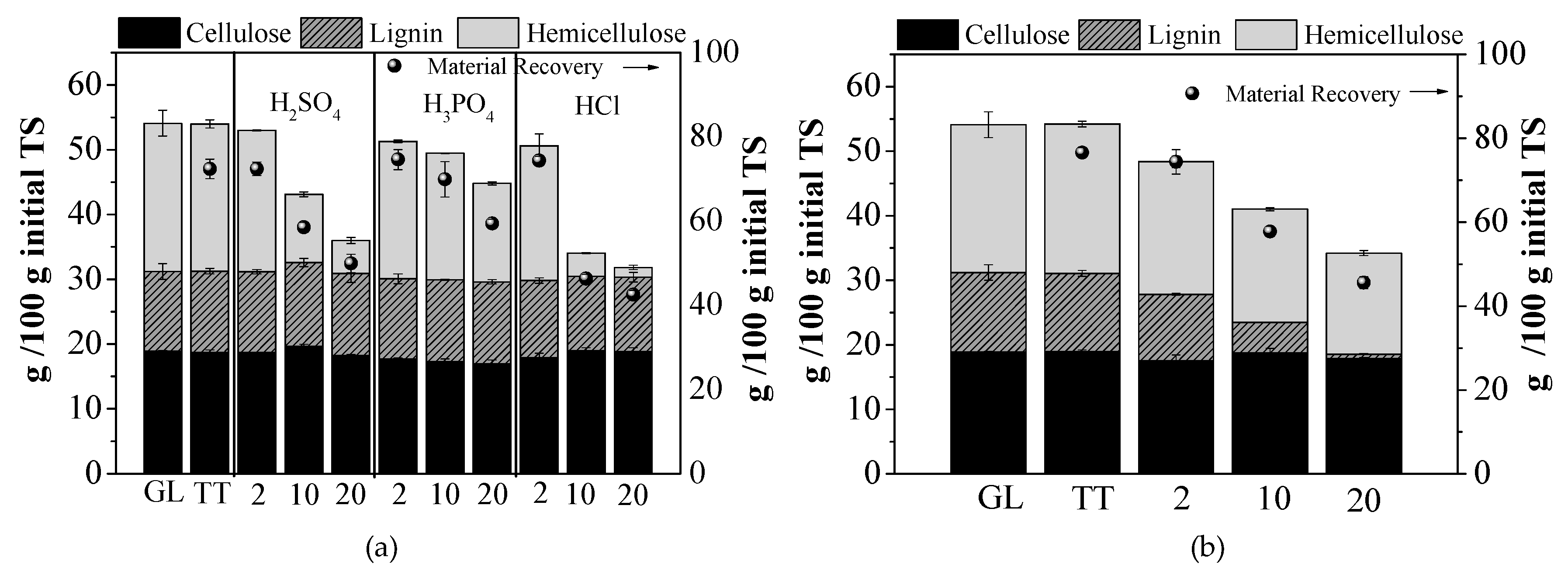
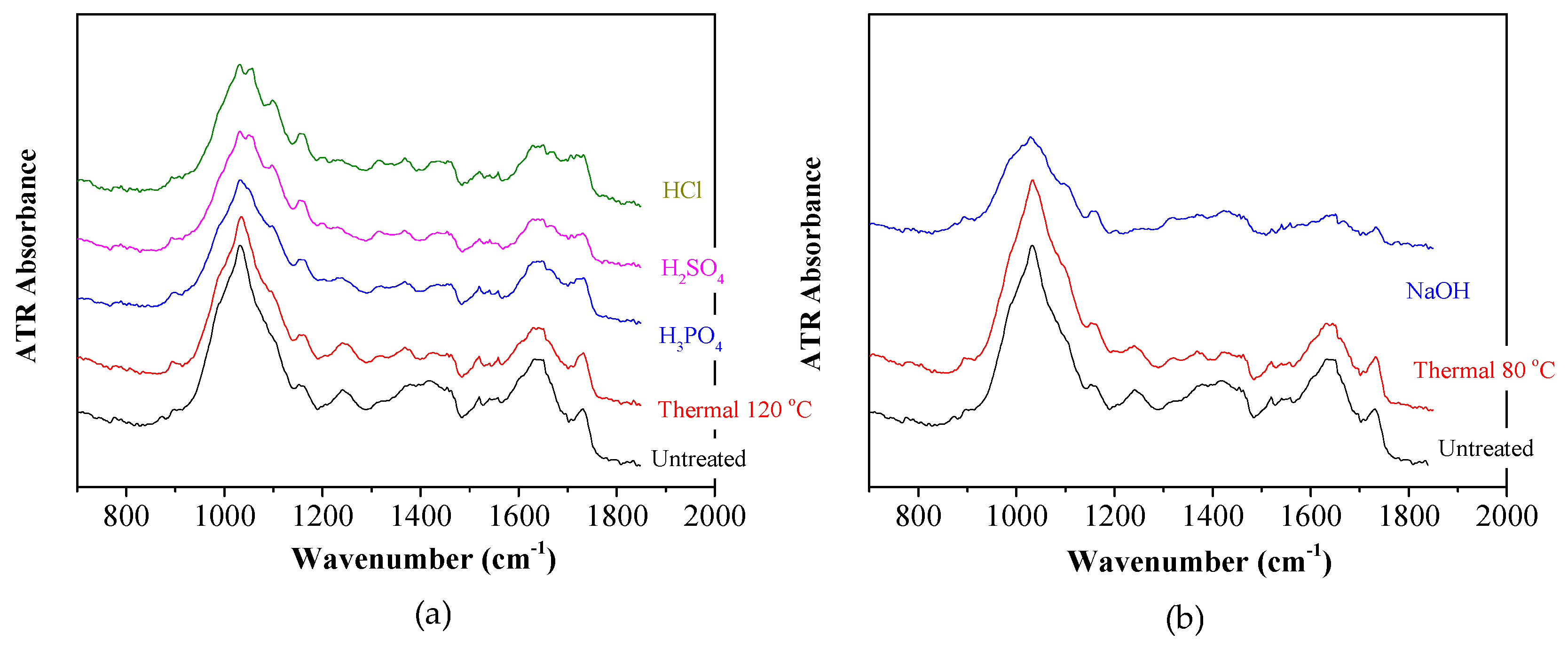
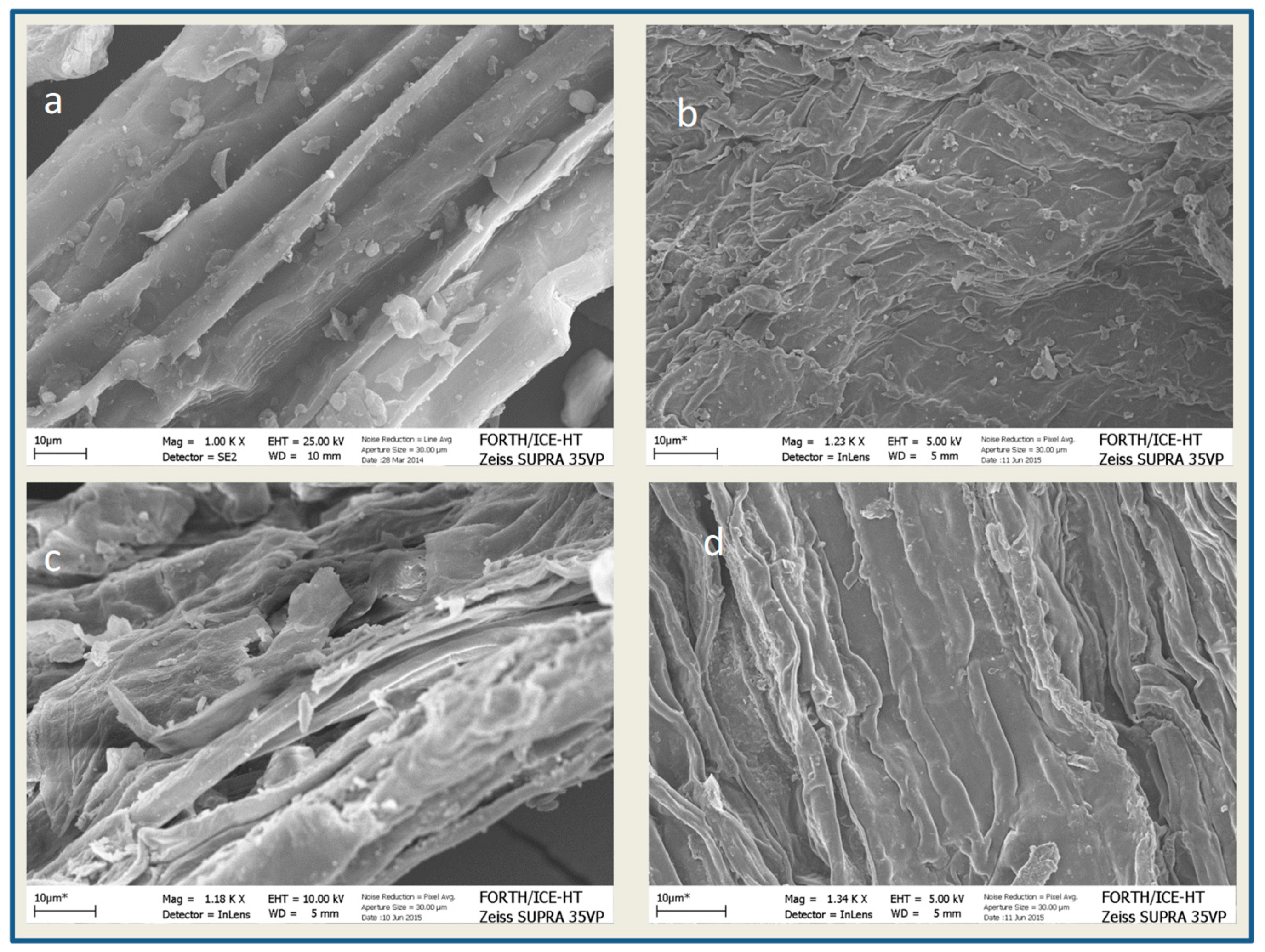
2.1. Chemical Composition and Structure of GL before and after Pretreatment
2.2. BMP of GL Waste before and after Pretreatment
2.2.1. BMP of Untreated GL
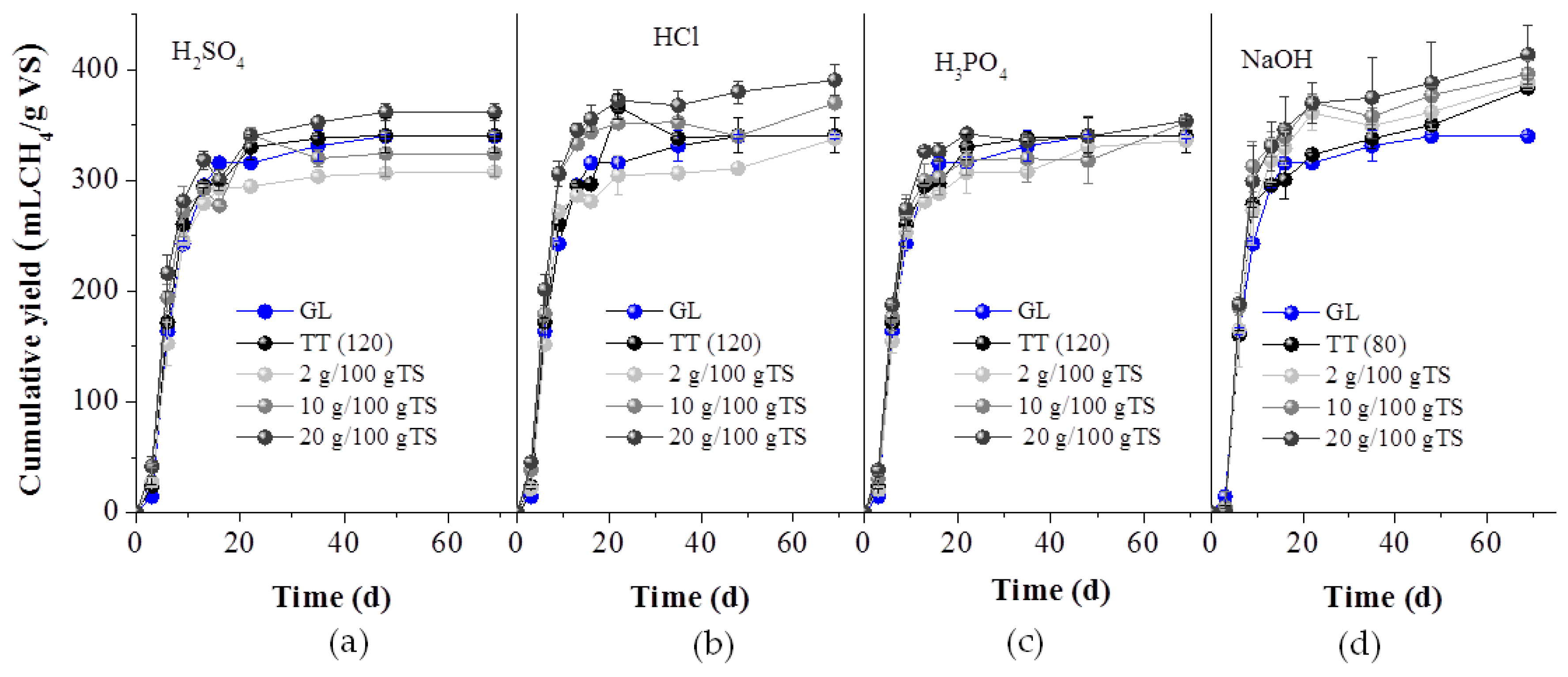
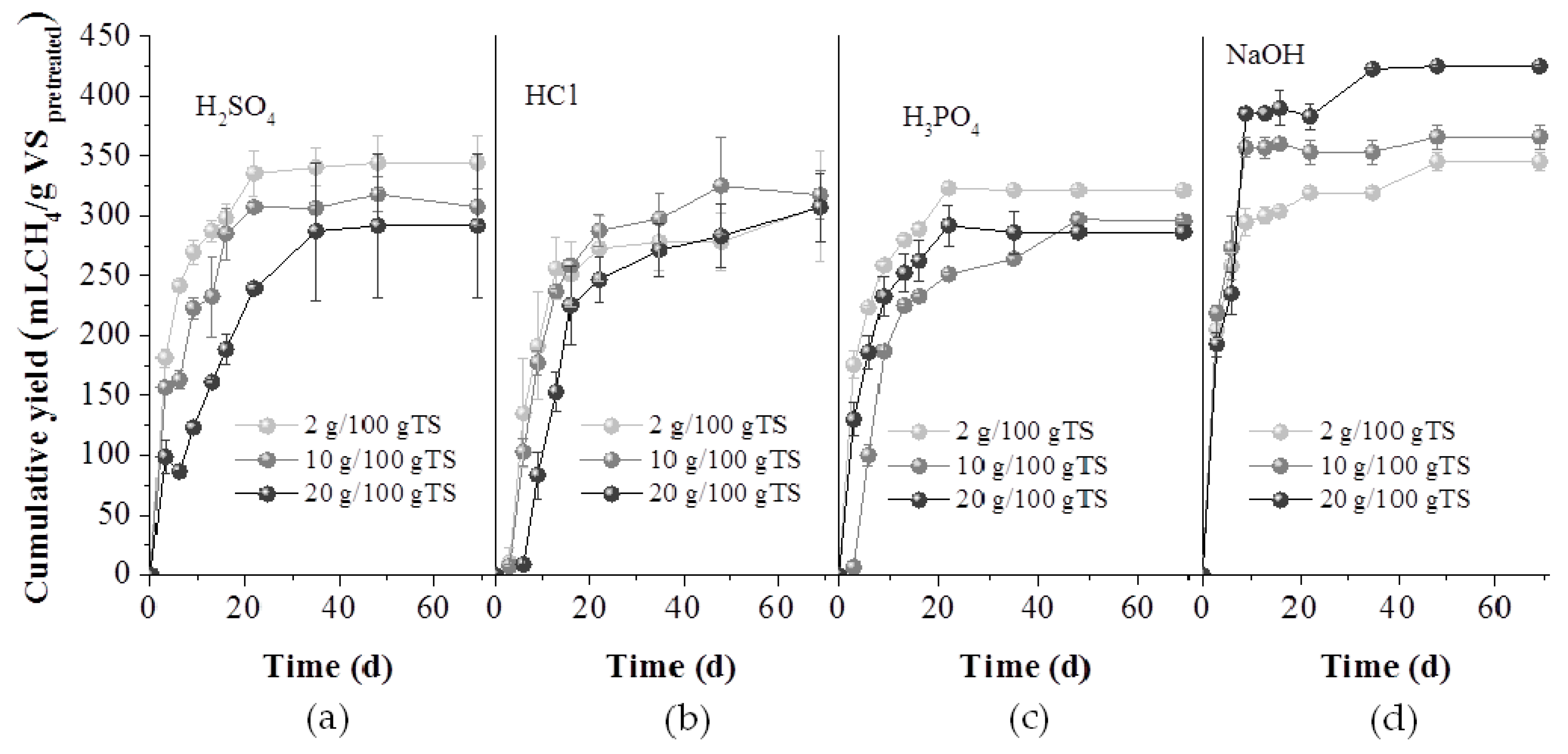
2.2.2. BMP of the Whole Pretreatment Slurry
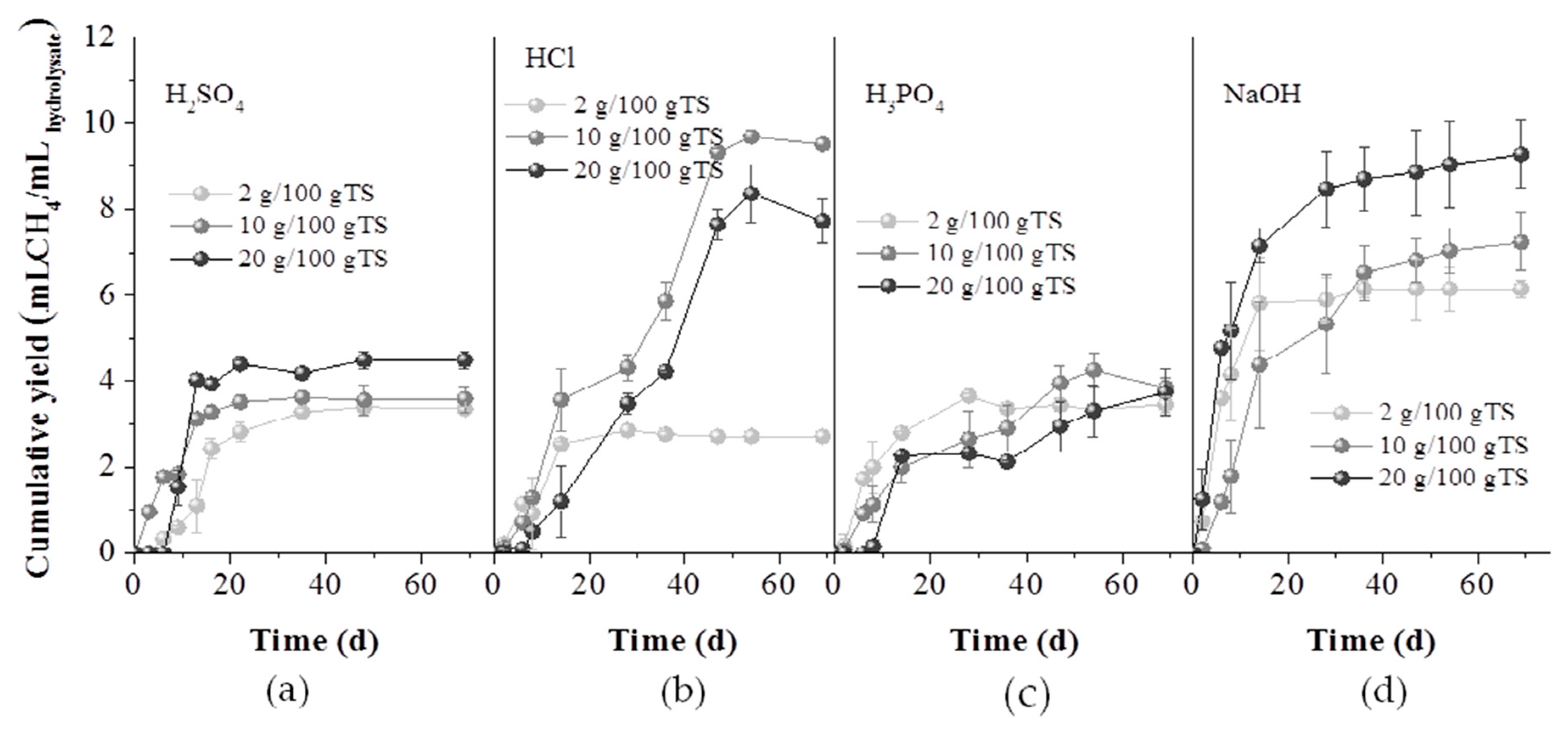
2.2.3. BMP of the Solid and Liquid Fractions Obtained after Pretreatment
2.2.4. Comparison of the Methane Yields Obtained from Different Processes
2.3. Energy and Cost Analysis
3. Materials and Methods
3.1. Biomass Used
3.2. Pretreatment Methods Tested
3.3. BMP Experiments
3.4. Analytical Methods
3.5. Statistical Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Carrere, H.; Antonopoulou, G.; Passos, F.; Affes, R.; Battimelli, A.; Lyberatos, G.; Ferrer, I. Review of pretreatment strategies for the most common anaerobic digestion feedstocks: From lab-scale research to full-scale application. Bioresour. Technol. 2016, 199, 386–397. [Google Scholar] [CrossRef]
- Yu, H.W.; Samani, Z.; Hanson, A.; Smith, G. Energy recovery from grass using two phase anaerobic digestion. Waste Manag. 2002, 22, 1–5. [Google Scholar] [CrossRef]
- Yang, G.; Wang, J. Kinetics and microbial community analysis for hydrogen production using raw grass inoculated with different pretreated mixed culture. Bioresour. Technol. 2018, 247, 954–962. [Google Scholar] [CrossRef]
- Cui, M.; Shen, J. Effects of acid and alkaline pretreatments on the biohydrogen production from grass by anaerobic dark fermentation. Int. J. Hydrog. Energy 2012, 37, 1120–1124. [Google Scholar] [CrossRef]
- Yang, G.; Wang, J. Ultrasound combined with dilute acid pretreatment of grass for improvement of fermentative hydrogen production. Bioresour. Technol. 2019, 275, 10–18. [Google Scholar] [CrossRef] [PubMed]
- Yang, G.; Wang, J. Pretreatment of grass waste using combined ionizing radiation- acid treatment for enhancing fermentative hydrogen production. Bioresour. Technol. 2018, 255, 7–15. [Google Scholar] [CrossRef] [PubMed]
- Sivagurunathan, P.; Kumar, G.; Mudhoo, A.; Rene, E.R.; Saratale, G.D.; Kobayashi, T.; Xu, K.; Kim, S.H.; Kim, D.H. Fermentative hydrogen production using lignocellulose biomass: An overview of pre-treatment methods, inhibitor effects and detoxification experiences. Renew. Sustain. Energy Rev. 2017, 77, 28–42. [Google Scholar] [CrossRef]
- Tsapekos, P.; Kougias, P.G.; Angelidaki, I. Biogas production from ensiled meadow grass; effect of mechanical pretreatments and rapid determination of substrate biodegradability via physicochemical methods. Bioresour. Technol. 2015, 182, 329–335. [Google Scholar] [CrossRef] [PubMed]
- Tsapekos, P.; Kougias, P.G.; Egelund, H.; Larsen, U.; Pedersen, J.; Trenel, P.; Angelidaki, I. Mechanical pretreatment at harvesting increases the bioenergy output from marginal land grasses. Renew. Energy 2017, 111, 914–921. [Google Scholar] [CrossRef] [Green Version]
- Khor, W.C.; Vervaeren, H.; Rabaey, K. Combined extrusion and alkali pretreatment improves grass storage towards fermentation and anaerobic digestion. Biomass Bioenergy 2018, 119, 121–127. [Google Scholar] [CrossRef]
- Yu, L.; Bule, M.; Ma, J.; Zhao, Q.; Frear, C.; Chen, S. Enhancing volatile fatty acid (VFA) and bio-methane production from lawn grass with pretreatment. Bioresour. Technol. 2014, 162, 243–249. [Google Scholar] [CrossRef] [PubMed]
- Antonopoulou, G.; Gavala, H.N.; Skiadas, I.V.; Lyberatos, G. The effect of aqueous ammonia soaking pretreatment on methane generation using different lignocellulosic biomasses. Waste Biomass Valorization 2015, 6, 281–291. [Google Scholar] [CrossRef] [Green Version]
- Antonopoulou, G.; Vayenas, D.; Lyberatos, G. Ethanol and hydrogen production from sunflower straw: The effect of pretreatment on the whole slurry fermentation. Biochem. Eng. J. 2016, 116, 65–74. [Google Scholar] [CrossRef]
- Antonopoulou, G.; Dimitrellos, G.; Beobide, A.S.; Vayenas, D.; Lyberatos, G. Chemical pretreatment of sunflower straw biomass: The effect on chemical composition and structural changes. Waste Biomass Valorization 2015, 6, 733–746. [Google Scholar] [CrossRef]
- Kucharska, K.; Rybarczyk, P.; Hołowacz, I.; Łukajtis, R.; Glinka, M.; Kaminski, M. Pretreatment of lignocellulosic materials as substrates for fermentation processes. Molecules 2018, 23, 2937. [Google Scholar] [CrossRef] [Green Version]
- Kang, X.; Sun, Y.; Li, L.; Kong, X.; Yuan, Z. Improving methane production from anaerobic digestion of Pennisetum Hybrid by alkaline pretreatment. Bioresour. Technol. 2018, 255, 205–212. [Google Scholar] [CrossRef]
- Sim, S.F.; Mohamed, M.; Lu, N.A.L.M.I.; Sarman, N.S.P.; Samsudin, S.N.S. Computer-assisted analysis of fourier transform infrared (FTIR) spectra for characterization of various treated and untreated agriculture biomass. BioResources 2012, 7, 5367–5380. [Google Scholar] [CrossRef] [Green Version]
- Taherzadeh, M.J.; Karimi, K. Pretreatment of lignocellulosic wastes to improve ethanol and biogas production: A Review. Int. J. Mol. Sci. 2007, 9, 1621–1651. [Google Scholar] [CrossRef] [Green Version]
- Yoo, C.G.; Kim, H.; Lu, F.; Azarpira, A.; Pan, X.; Oh, K.K.; Kim, J.S.; Ralph, J.; Kim, T.H. Understanding the physicochemical characteristics and the improved enzymatic saccharification of corn stover pretreated with aqueous and gaseous ammonia. BioEnergy Res. 2016, 9, 67–76. [Google Scholar] [CrossRef] [Green Version]
- Bock, P.; Gierlinger, N. Infrared and Raman spectra of lignin substructures: Coniferyl alcohol, abietin, and coniferyl aldehyde. J. Raman Spectrosc. 2019, 50, 778–792. [Google Scholar] [CrossRef]
- Shi, J.; Li, J. Metabolites and chemical group changes in the wood-forming tissue of Pinus Koraiensis under inclined conditions. BioResources 2012, 7, 3463–3475. [Google Scholar]
- Jiang, D.; Ge, X.; Zhang, Q.; Zhou, X.; Chena, Z.; Keener, H.; Li, Y. Comparison of sodium hydroxide and calcium hydroxide pretreatments of giant reed for enhanced enzymatic digestibility and methane production. Bioresour. Technol. 2017, 244, 1150–1157. [Google Scholar] [CrossRef] [PubMed]
- Lizasoain, J.; Rincon, M.; Theuretzbacher, F.; Enguídanos, R.; Nielsen, P.J.; Potthast, A.; Zweckmair, T.; Gronauer, A.; Bauer, A. Biogas production from reed biomass: Effect of pretreatment using different steam explosion conditions. Biomass Bioenergy 2016, 95, 84–91. [Google Scholar] [CrossRef]
- Monlau, F.; Sambusiti, C.; Barakat, A.; Guo, X.M.; Latrille, E.; Trably, E.; Steyer, J.P.; Carrère, H. Predictive models of biohydrogen and biomethane production based on the compositional and structural features of lignocellulosic materials. Environ. Sci. Technol. 2012, 46, 12217–12225. [Google Scholar] [CrossRef]
- Tarkow, H.; Feist, W.C. A mechanism for improving the digestibility of lignocellulosic materials with dilute alkali and liquid ammonia. In Cellulases and Their Applications; Hajny, G.J., Reese, E.T., Eds.; ACS Publications: Washington, DC, USA, 1969; Volume 95, pp. 197–218. [Google Scholar] [CrossRef]
- Alexandropoulou, M.; Antonopoulou, G.; Ntaikou, I.; Fragkou, E.; Lyberatos, G. Fungal pretreatment of willow sawdust and its combination with alkaline treatment for enhancing biogas production. J. Environ. Manag. 2017, 203, 704–713. [Google Scholar] [CrossRef]
- Jung, Y.H.; Kim, I.J.; Kim, H.K.; Kim, K.H. Dilute acid pretreatment of lignocellulose for whole slurry ethanol fermentation. Bioresour. Technol. 2013, 132, 109–114. [Google Scholar]
- Monlau, F.; Kaparaju, P.; Trably, E.; Steyer, J.-P.; Carrère, H. Alkaline pretreatment to enhance one-stage CH4 and two-stage H2/CH4 production from sunflower stalks: Mass, energy and economical balances. Chem. Eng. J. 2015, 260, 377–385. [Google Scholar] [CrossRef]
- Modenbach, A.A.; Nokes, S.E. The use of high-solids loadings in biomass pretreatment: A review. Biotechnol. Bioeng. 2012, 109, 430–442. [Google Scholar] [CrossRef] [Green Version]
- Schell, D.J.; Farmer, J.; Newman, M.; McMillan, J.D. Dilute-sulfuric acid pretreatment of corn stover in pilot-scale reactor: Investigation of yields, kinetics, and enzymatic digestibilities of solids. Appl. Biochem. Biotechnol. 2003, 105–108, 69–85. [Google Scholar] [CrossRef]
- Dhar, B.R.; Nakhla, G.; Ray, M.B. Techno-economic evaluation of ultrasound and thermal pretreatments for enhanced anaerobic digestion of municipal waste activated sludge. Waste Manag. 2012, 32, 542–549. [Google Scholar] [CrossRef]
- Pavlostathis, S.G.; Gosset, G.M. Alkaline pretreatment of wheat straw for increasing anaerobic biodegradability. Biotechnol. Bioeng. 1985, 27, 334–344. [Google Scholar] [CrossRef] [PubMed]
- Owens, J.M.; Chynoweth, D.P. Biochemical methane potential of municipal solid waste (MSW) components. Wat. Sci. Technol. 1993, 27, 1–14. [Google Scholar] [CrossRef]
- Skiadas, I.V.; Lyberatos, G. The periodic anaerobic baffled reactor. Water Sci. Technol. 1998, 38, 401–408. [Google Scholar] [CrossRef]
- Sluiter, A.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Extractives in Biomass; Laboratory Analytical Procedure, National Renewable Energy Laboratory: Golden, CO, USA, 2008.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; Laboratory Analytical Procedure, National Renewable Energy Laboratory: Golden, CO, USA, 2008.
- Joseffson, B. Rapid spectrophotometric determination of total carbohydrates. In Methods of Seawater Analysis; Grasshoff, K., Ehrhardt, M., Kremling, K., Eds.; Verlag Chemie GmbH: Weinheim, Germany, 1983; pp. 340–342. [Google Scholar]
- APHA; AWWA; WPCF. Standard Methods for the Examination of Water and Wastewater; Franson, M.A., Ed.; American Public Health Association: Washington, DC, USA, 1995. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pretreatment | Glucose (g/100 gTS) | Xylose (g/100 gTS) | Arabinose (g/100 gTS) | Sugars (g/100 gTS) |
|---|---|---|---|---|
| Thermal (120 °C) | 1.43 ± 0.08 | 3.98 ± 0.10 | - | 6.36 ± 0.10 |
| Thermal (80 °C) | 1.12 ± 0.04 | 2.96 ± 0.12 | - | 5.21 ± 0.18 |
| H2SO4,2 g/100 gTS | 1.12 ± 0.01 | 3.29 ± 0.08 | 0.17 ± 0.01 | 6.71 ± 0.34 |
| H2SO4, 10 g/100 gTS | 2.59 ± 0.15 | 5.02 ±0.25 | 3.71 ±0.35 | 14.77. ± 0.11 |
| H2SO4, 20 g/100 gTS | 3.11 ± 0.03 | 10.42 ± 2.18 | 3.56 ± 0.91 | 15.12 ± 0.14 |
| H3PO4, 2 g/100 gTS | 1.82 ± 0.04 | 2.89 ± 0.17 | 0.52 ± 0.09 | 6.24 ± 0.03 |
| H3PO4, 10 g/100 gTS | 1.63 ± 0.03 | 3.07 ± 0.05 | 1.74 ± 0.06 | 7.69 ± 0.74 |
| H3PO4, 20 g/100 gTS | 1.73 ± 0.01 | 3.37 ± 0.02 | 2.66 ± 0.06 | 11.17 ± 1.78 |
| HCl, 2 g/100 gTS | 1.34 ± 0.01 | 3.16 ± 0.08 | 1.70 ± 0.10 | 8.08 ± 0.12 |
| HCl, 10 g/100 gTS | 2.33 ± 0.15 | 12.64 ± 0.25 | 4.05 ± 0.07 | 18.21± 0.69 |
| HCl, 2 20/100 gTS | 3.53 ± 0.03 | 13.28 ± 0.45 | 4.78 ± 0.23 | 19.03 ± 0.58 |
| NaOH, 2 g/100 gTS | 1.38 ± 0.08 | 2.12 ± 0.10 | n.d. | 5.34 ± 0.78 |
| NaOH, 10 g/100 gTS | 1.28 ± 0.08 | 4.52± 0.06 | 0.46 ± 0.05 | 6.80 ± 0.20 |
| NaOH, 2 20/100 gTS | 1.75 ± 0.05 | 5.87 ± 0.03 | 1.99 ± 0.01 | 8.58 ± 0.30 |
| BMP (L/kg vs. Initial) | ||||
|---|---|---|---|---|
| Pretreatment | Whole Biomass | Solid Fraction | Liquid Fraction | Sum |
| Untreated GL | 339.86 ± 1.75 | - | ||
| Thermal (120 °C) | 340.72 ± 15.83 | 177.09± 1.84 | 86.51 ± 2.16 | 263.6 |
| Thermal (80 °C) | 383.70 ± 0.50 | 211.36± 1.28 | 105.49± 2.40 | 316.85 |
| H2SO4,2 g/100 gTS | 307.82 ± 1.62 | 203.93 ± 3.51 | 80.51 ± 1.29 | 284.44 |
| H2SO4, 10 g/100 gTS | 324.25 ± 20.32 | 174.74 ± 25.56 | 86.07 ± 7.21 | 260.81 |
| H2SO4, 20 g/100 gTS | 361.70 ± 7.04 | 141.18 ± 9.41 | 107.77 ± 4.93 | 248.95 |
| H3PO4, 2 g/100 gTS | 336.19 ± 3.24 | 211.39 ± 39.5 | 83.05 ± 4.28 | 294.44 |
| H3PO4, 10 g/100 gTS | 352.44 ± 4.07 | 177.62 ± 1.03 | 92.31 ± 5.50 | 269.93 |
| H3PO4, 20 g/100 gTS | 354.09 ± 1.062 | 146.99 ± 0.74 | 128.33 ± 13.56 | 275.32 |
| HCl, 2 g/100 gTS | 337.50 ± 2.68 | 222.37 ± 24.2 | 65.09 ± 1.24 | 287.46 |
| HCl, 10 g/100 gTS | 369.98 ± 6.81 | 164.72 ± 11.86 | 233.38 ± 0.83 | 398.1 |
| HCl, 2 20/100 gTS | 390.77 ± 13.92 | 134.23 ± 6.85 | 193.99 ± 11.30 | 328.22 |
| NaOH, 2 g/100 gTS | 388.13 ± 5.82 | 255.68 ± 3.34 | 147.42 ± 4.80 | 403.1 |
| NaOH, 10 g/100 gTS | 396.31 ± 11.68 | 214.70± 4.46 | 173.60± 16.15 | 388.3 |
| NaOH, 2 20/100 gTS | 413.50 ± 26.08 | 202.06 ± 4.70 | 225.01 ± 23.20 | 427.07 |
| NaOH-CH4 | CH4 of GL | |
|---|---|---|
| Energy from CH4 (kWh/t TS) | 3460 | 2826 |
| Thermal energy produced (kWh/t TS) | 1730 | 1413 |
| Electrical energy produced (kWh/t TS) | 1211 | 989.1 |
| Energy produced (heat and electrical from CHP (kWh/t TS) | 2941 | 2402.1 |
| Solid Loadings (gTS/L) | 50 | 200 |
|---|---|---|
| Thermal energy gain (kWh/t TS)a | 317 | 317 |
| Heat energy (HE) requirement (kWh/t TS) | 1343 | 385 |
| HE requirement with 80% of heat recovery (kWh/t TS) | 268.6 | 77 |
| Net heat energy (NHE) (kWh/t TS)b | −1026 | −68 |
| NHE with 80% of heat recovery (kWh/t TS) | 48.4 | 240 |
| NaOH-CH4 | |
|---|---|
| Electrical energy | |
| Electrical energy increase (kWh/t TS)a | 221.9 |
| Mixing pretreatment tank (kWh/t TS) | 10.5 |
| Net electrical energy (kWh/t TS) | 211.4 |
| Economic assessment | |
| NaOH cost (€/t TS) | 82.4 |
| Extra net gain (€/t TS), | 52.85 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Antonopoulou, G.; Vayenas, D.; Lyberatos, G. Biogas Production from Physicochemically Pretreated Grass Lawn Waste: Comparison of Different Process Schemes. Molecules 2020, 25, 296. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules25020296
Antonopoulou G, Vayenas D, Lyberatos G. Biogas Production from Physicochemically Pretreated Grass Lawn Waste: Comparison of Different Process Schemes. Molecules. 2020; 25(2):296. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules25020296
Chicago/Turabian StyleAntonopoulou, Georgia, Dimitrios Vayenas, and Gerasimos Lyberatos. 2020. "Biogas Production from Physicochemically Pretreated Grass Lawn Waste: Comparison of Different Process Schemes" Molecules 25, no. 2: 296. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules25020296